news - aspa-uk.orgjan_17).pdfnews In an effort to help the construction ... EPDs instead....
15
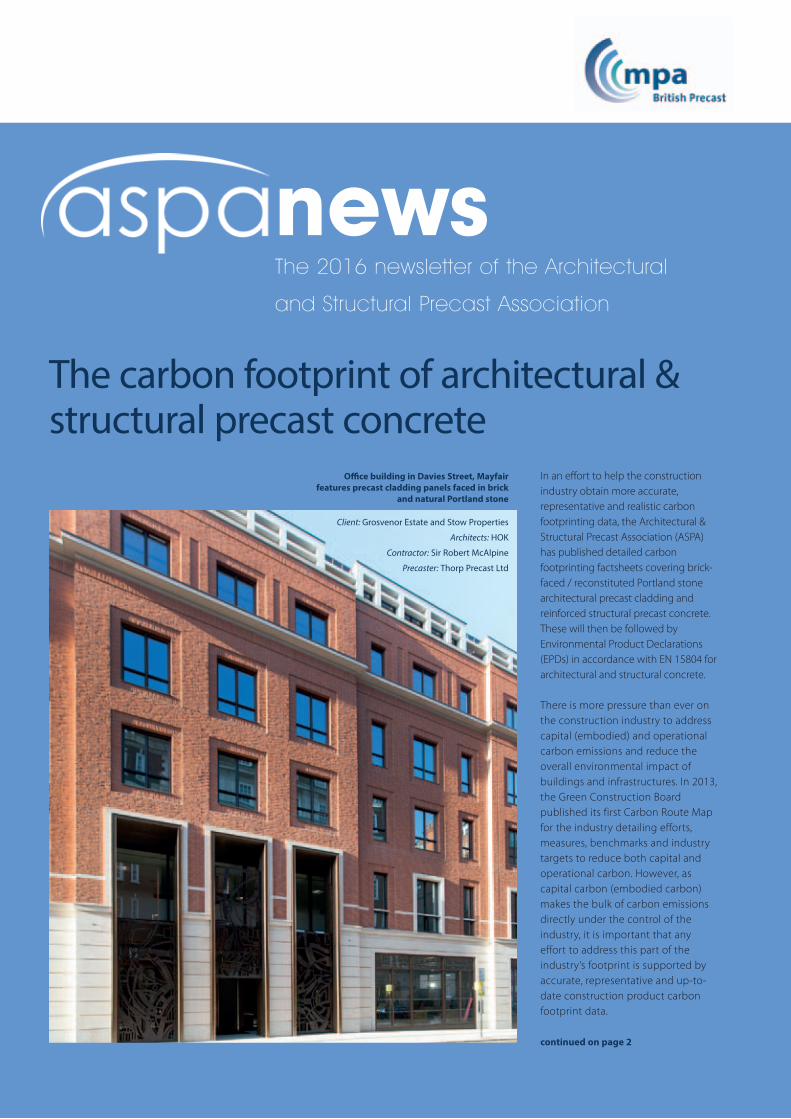
The 2016 newsletter of the Architectural and Structural Precast Association news In an effort to help the construction industry obtain more accurate, representative and realistic carbon footprinting data, the Architectural & Structural Precast Association (ASPA) has published detailed carbon footprinting factsheets covering brick- faced / reconstituted Portland stone architectural precast cladding and reinforced structural precast concrete. These will then be followed by Environmental Product Declarations (EPDs) in accordance with EN 15804 for architectural and structural concrete. There is more pressure than ever on the construction industry to address capital (embodied) and operational carbon emissions and reduce the overall environmental impact of buildings and infrastructures. In 2013, the Green Construction Board published its first Carbon Route Map for the industry detailing efforts, measures, benchmarks and industry targets to reduce both capital and operational carbon. However, as capital carbon (embodied carbon) makes the bulk of carbon emissions directly under the control of the industry, it is important that any effort to address this part of the industry’s footprint is supported by accurate, representative and up-to- date construction product carbon footprint data. The carbon footprint of architectural & structural precast concrete continued on page 2 Office building in Davies Street, Mayfair features precast cladding panels faced in brick and natural Portland stone Client: Grosvenor Estate and Stow Properties Architects: HOK Contractor: Sir Robert McAlpine Precaster: Thorp Precast Ltd
Transcript of news - aspa-uk.orgjan_17).pdfnews In an effort to help the construction ... EPDs instead....
The 2016 newsletter of the Architectural
and Structural Precast Association
news
In an effort to help the construction industry obtain more accurate, representative and realistic carbon footprinting data, the Architectural & Structural Precast Association (ASPA) has published detailed carbon footprinting factsheets covering brick-faced / reconstituted Portland stone architectural precast cladding and reinforced structural precast concrete. These will then be followed by Environmental Product Declarations (EPDs) in accordance with EN 15804 for architectural and structural concrete.
There is more pressure than ever on the construction industry to address capital (embodied) and operational carbon emissions and reduce the overall environmental impact of buildings and infrastructures. In 2013, the Green Construction Board published its first Carbon Route Map for the industry detailing efforts, measures, benchmarks and industry targets to reduce both capital and operational carbon. However, as capital carbon (embodied carbon) makes the bulk of carbon emissions directly under the control of the industry, it is important that any effort to address this part of the industry’s footprint is supported by accurate, representative and up-to-date construction product carbon footprint data.
The carbon footprint of architectural & structural precast concrete
continued on page 2
Office building in Davies Street, Mayfair features precast cladding panels faced in brick
and natural Portland stone
Client: Grosvenor Estate and Stow Properties
Architects: HOK
Contractor: Sir Robert McAlpine
Precaster: Thorp Precast Ltd

2 www.aspa-uk.org
There is currently a major concern with the suitability and robustness of carbon footprinting data being used by the industry. The main source used by contractors, specifiers and developers for such data is Bath University’s Inventory of Carbon & Energy (ICE). Data from the ICE database is used extensively by policy makers and can be found in a range of industry carbon calculators and reports. However, the ICE database uses a range of background studies not necessarily all based on a recognised footprinting methodology and some of its content is significantly out of date. None of the ICE database content is based on the new EU mandated and universally agreed methodology identified in BS EN 15804. Another database, BRE’s Environmental Profile database, offers more accurate data with a consistent calculation methodology. But this too is increasingly becoming out of date. The precast concrete and cement calculations for both databases are believed to contain data elements dating back to 2004/ 2003.
ASPA’s main concern was that the concrete and cement sectors have changed significantly over the last 10 years. Since 2008, carbon emissions from precast factories run by members of British Precast have gone down by almost 25%, precast factory waste (which also affects embodied carbon) has dropped by 20% and the cement sector was able to reduce its per tonne CO2 emissions by over 8%. These improvements have led ASPA to produce detailed carbon footprinting factsheets which will then be replaced by Environmental Product Declarations (EPDs) covering architectural and structural
precast concrete products.
In all, three temporary carbon
footprint factsheets have been
developed. These can now be
found at ASPA’s website offering
cradle-to-grave carbon footprints
for single leaf brick-faced finish
precast non-loadbearing walling
units, reconstituted Portland stone
finish units and reinforced
structural concrete. The two
cladding carbon footprints are
based on 1m2 of wall and account
for appropriate insulation and
plasterboard needed for the inner
surface of the two types of walling
units. The cradle-to-grave carbon
footprint was around 131.4 kg CO2e/m2 for the brick-faced
option and 132.8 kg CO2e/m2 for
the reconstituted Portland stone
option. The structural precast
footprint calculation is based on 1
tonne of grey precast concrete
with 85 kg/ m3 reinforcement, the
footprint was around 173.8 kg CO2/t. The methodology used
follows the rules of carbon
footprinting standard PAS 2050.
These three factsheets will be
replaced at a later stage by
Environmental Product
Declarations (EPDs) in accordance
with EN 15804 for structural and
architectural precast products.
EPDs are usually more detailed
with well over 20 environmental
indicators, including carbon
footprints.
With the new carbon
management standard, PAS 2080,
expected to emphasise the need
to use the most representative,
accurate and up-to-date data for
carbon footprints, association
members hope that contractors,
specifiers and developers stop
referring to out-of-date carbon
data sources and start using the
more reliable and realistic ASPA
carbon footprint factsheets and
EPDs instead.
Chairman’s Comment
More than a decade has passed since I last officiated as Chairman of the old Structural Precast Association (SPA) and I was delighted that in June of this year I was asked to become Chairman of
the Architectural and Structural Precast Association (ASPA). The amalgamation in 2014 of the SPA and Architectural Cladding Association (ACA) into ASPA was a positive step forward for our industry and one which can bring benefits not only to its members but also to our customers, their clients and design teams. I intend to continue to drive these benefits through during my tenure with a membership which has been re-invigorated by the merger.
So many issues and goals are common to members involved in both the structural and architectural sectors of the precast industry and with members having involvement in both sectors, it is becoming increasingly difficult to draw a line between what is considered to be purely “structural” concrete and that which is “architectural”. The formation of ASPA was therefore a logical step and already the advantages are beginning to show. New members have enlisted and existing members are taking a more active role; work is progressing on a range of initiatives and there is a genuine commitment to propel best practice and the improvement of standards through the industry.
There are many challenges and opportunities which face our industry in the coming years including BIM, sustainability issues and up-dates to national and European standards. We are working closely with British Precast, MPA and other bodies on initiatives to address many of these challenges: Carbon Footprint Factsheets are being published for typical architectural and structural precast concrete units; work is progressing on generic Environmental Product Declarations (EPDs) for generic precast elements; reviews are being carried out on the up-date to BS8297 (Code of Practice for Design Manufacture and Installation of Architectural Precast Concrete Cladding) and an exercise is underway on fire performance of thermal insulation.
Perhaps the most important initiative which the Association is progressing is designed to improve standards of health and safety in the installation of precast elements. The Code of Practice for Safe Lifting of Architectural and Structural Concrete is in the final stages of development and I am hopeful that drafting can be completed this year to allow publication in 2017.
Paul Whitham is Commercial Manager for Amber Precast following its acquisition of Ebor Concretes where he was MD from 2007
continued from front page
3www.aspa-uk.org
“... echo Leeds
civic buildings
with strong three-
dimensional
facades”
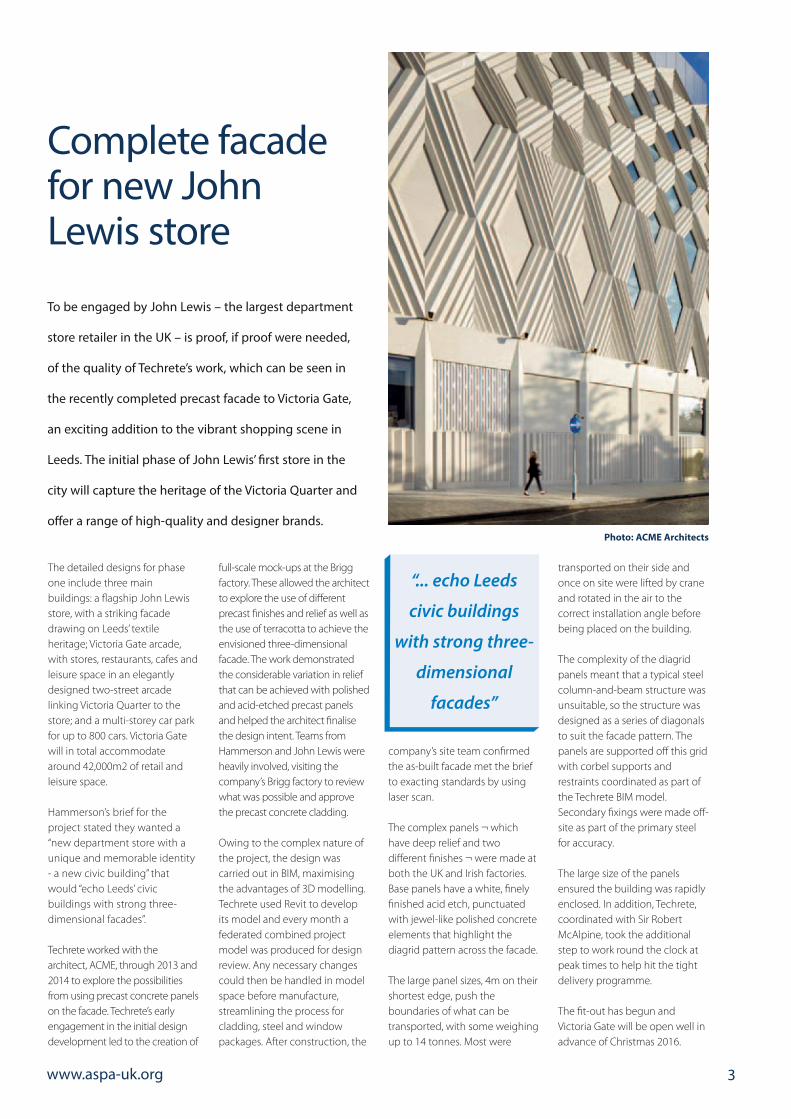
Complete facade for new John Lewis store
To be engaged by John Lewis – the largest department
store retailer in the UK – is proof, if proof were needed,
of the quality of Techrete’s work, which can be seen in
the recently completed precast facade to Victoria Gate,
an exciting addition to the vibrant shopping scene in
Leeds. The initial phase of John Lewis’ first store in the
city will capture the heritage of the Victoria Quarter and
offer a range of high-quality and designer brands.
The detailed designs for phase one include three main buildings: a flagship John Lewis store, with a striking facade drawing on Leeds’ textile heritage; Victoria Gate arcade, with stores, restaurants, cafes and leisure space in an elegantly designed two-street arcade linking Victoria Quarter to the store; and a multi-storey car park for up to 800 cars. Victoria Gate will in total accommodate around 42,000m2 of retail and leisure space.
Hammerson’s brief for the project stated they wanted a “new department store with a unique and memorable identity - a new civic building” that would “echo Leeds’ civic buildings with strong three-dimensional facades”.
Techrete worked with the architect, ACME, through 2013 and 2014 to explore the possibilities from using precast concrete panels on the facade. Techrete’s early engagement in the initial design development led to the creation of
full-scale mock-ups at the Brigg factory. These allowed the architect to explore the use of different precast finishes and relief as well as the use of terracotta to achieve the envisioned three-dimensional facade. The work demonstrated the considerable variation in relief that can be achieved with polished and acid-etched precast panels and helped the architect finalise the design intent. Teams from Hammerson and John Lewis were heavily involved, visiting the company’s Brigg factory to review what was possible and approve the precast concrete cladding.
Owing to the complex nature of the project, the design was carried out in BIM, maximising the advantages of 3D modelling. Techrete used Revit to develop its model and every month a federated combined project model was produced for design review. Any necessary changes could then be handled in model space before manufacture, streamlining the process for cladding, steel and window packages. After construction, the
company’s site team confirmed the as-built facade met the brief to exacting standards by using laser scan.
The complex panels ¬ which have deep relief and two different finishes ¬ were made at both the UK and Irish factories. Base panels have a white, finely finished acid etch, punctuated with jewel-like polished concrete elements that highlight the diagrid pattern across the facade.
The large panel sizes, 4m on their shortest edge, push the boundaries of what can be transported, with some weighing up to 14 tonnes. Most were
transported on their side and once on site were lifted by crane and rotated in the air to the correct installation angle before being placed on the building.
The complexity of the diagrid panels meant that a typical steel column-and-beam structure was unsuitable, so the structure was designed as a series of diagonals to suit the facade pattern. The panels are supported off this grid with corbel supports and restraints coordinated as part of the Techrete BIM model. Secondary fixings were made off-site as part of the primary steel for accuracy.
The large size of the panels ensured the building was rapidly enclosed. In addition, Techrete, coordinated with Sir Robert McAlpine, took the additional step to work round the clock at peak times to help hit the tight delivery programme.
The fit-out has begun and Victoria Gate will be open well in advance of Christmas 2016.
Photo: ACME Architects

4 www.aspa-uk.org
“The fantastic
new facility
will further
enhance the
students’ learning
experience”
Luton Library for UniversityThe new seven-storey £46 million library in Luton for the University of Bedfordshire – a
design-and-build contract being carried out by Willmott Dixon – features a facade of
over 300 panels made up of white concrete T-shaped units and flat Reckli textured
concrete panels from Thorp Precast. The iconic town centre building’s 7400m2 of space
connects to the rest of the campus via a bridge link. The development is part of a five-
year plan to invest some £90 million in facilities.
Situated on a challenging site with a limited footprint, the building is organised over nine levels and the scheme locates silent study spaces on each of the upper floors in a ‘study wall’, fulfilling the increasing demand by students for quieter working environments.
To emphasize the unique appearance of the façade, the architectural precast concrete cladding units are largely made up of a series of slender mullions and spandrel units with crisp edges and splayed reveals. All visible finished faces are lightly acid-etched, exposing a Derbyshire limestone aggregate finish to reflect the appearance of natural Portland stone. Thorp
Precast redesigned the precast units to combine both vertical and horizontal elements into a series of inverted Ts. This reduced the number of joints between units, leading to a more practical fixing arrangement with fewer fixings required and fewer panels.
Given the geometry of the units, glass-fibre moulds with tissue-faced lining material were used to achieve the required definition and quality finish. The choice of a more robust mould material was also key in providing enough durability for multiple repetitive casting.
In contrast to the sculptured precast units in the glazing areas,
the much larger monolithic 4.1m storey-height panels are a feature of the shear walls forming stair cores. Weighing up to seven tonnes, each of these was insulated at the factory before delivery: pockets were strategically left out of the in-situ concrete shear walls to accommodate the installation by allowing concrete boots to pass through the apertures to provide support and for restraint fixings at the top of the panels. At the lower level of the stair core, precast concrete panels have an attractive decorative pattern formed using Reckli rubber formliners providing a contrasting appearance to the plainer acid-etched panels above. The top
panels also feature an integrally cast architectural concrete coping detail.
In other highly visible ground-floor areas, three-sided column cladding units weighing more than six tonnes were designed to wrap around the in situ primary structural concrete columns. The challenge was to manufacture these units in one monolithic cast, but with consistently high-quality finishes to all three highly visible sides. Due for completion in 2016, the site is the latest in a series of investments in facilities, with the £25m teaching and learning building at the University’s Bedford campus the most recent major project to be completed.
5www.aspa-uk.org
“…an efficient,
cost-effective and
practical means
of providing
permanent
formwork to deck
slabs of bridges”
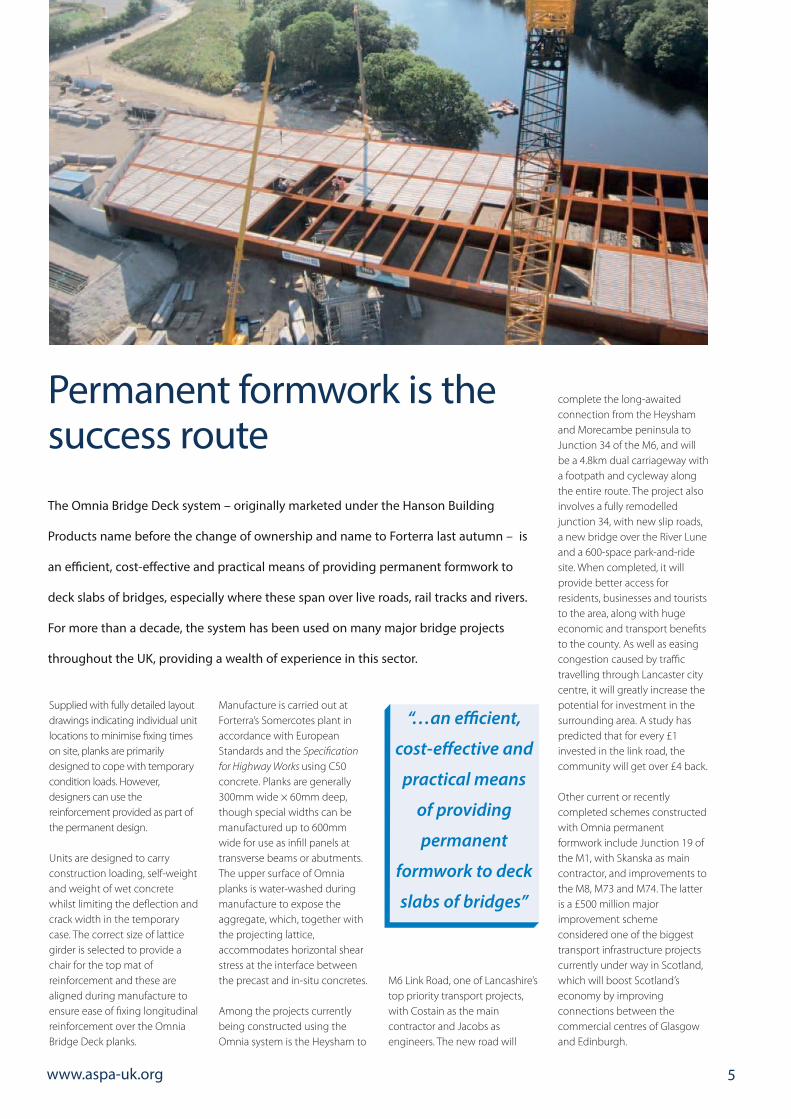
Permanent formwork is the success routeThe Omnia Bridge Deck system – originally marketed under the Hanson Building
Products name before the change of ownership and name to Forterra last autumn – is
an efficient, cost-effective and practical means of providing permanent formwork to
deck slabs of bridges, especially where these span over live roads, rail tracks and rivers.
For more than a decade, the system has been used on many major bridge projects
throughout the UK, providing a wealth of experience in this sector.
Supplied with fully detailed layout drawings indicating individual unit locations to minimise fixing times on site, planks are primarily designed to cope with temporary condition loads. However, designers can use the reinforcement provided as part of the permanent design.
Units are designed to carry construction loading, self-weight and weight of wet concrete whilst limiting the deflection and crack width in the temporary case. The correct size of lattice girder is selected to provide a chair for the top mat of reinforcement and these are aligned during manufacture to ensure ease of fixing longitudinal reinforcement over the Omnia Bridge Deck planks.
Manufacture is carried out at Forterra’s Somercotes plant in accordance with European Standards and the Specification for Highway Works using C50 concrete. Planks are generally 300mm wide × 60mm deep, though special widths can be manufactured up to 600mm wide for use as infill panels at transverse beams or abutments. The upper surface of Omnia planks is water-washed during manufacture to expose the aggregate, which, together with the projecting lattice, accommodates horizontal shear stress at the interface between the precast and in-situ concretes.
Among the projects currently being constructed using the Omnia system is the Heysham to
M6 Link Road, one of Lancashire’s top priority transport projects, with Costain as the main contractor and Jacobs as engineers. The new road will
complete the long-awaited connection from the Heysham and Morecambe peninsula to Junction 34 of the M6, and will be a 4.8km dual carriageway with a footpath and cycleway along the entire route. The project also involves a fully remodelled junction 34, with new slip roads, a new bridge over the River Lune and a 600-space park-and-ride site. When completed, it will provide better access for residents, businesses and tourists to the area, along with huge economic and transport benefits to the county. As well as easing congestion caused by traffic travelling through Lancaster city centre, it will greatly increase the potential for investment in the surrounding area. A study has predicted that for every £1 invested in the link road, the community will get over £4 back.
Other current or recently completed schemes constructed with Omnia permanent formwork include Junction 19 of the M1, with Skanska as main contractor, and improvements to the M8, M73 and M74. The latter is a £500 million major improvement scheme considered one of the biggest transport infrastructure projects currently under way in Scotland, which will boost Scotland’s economy by improving connections between the commercial centres of Glasgow and Edinburgh.
6 www.aspa-uk.org
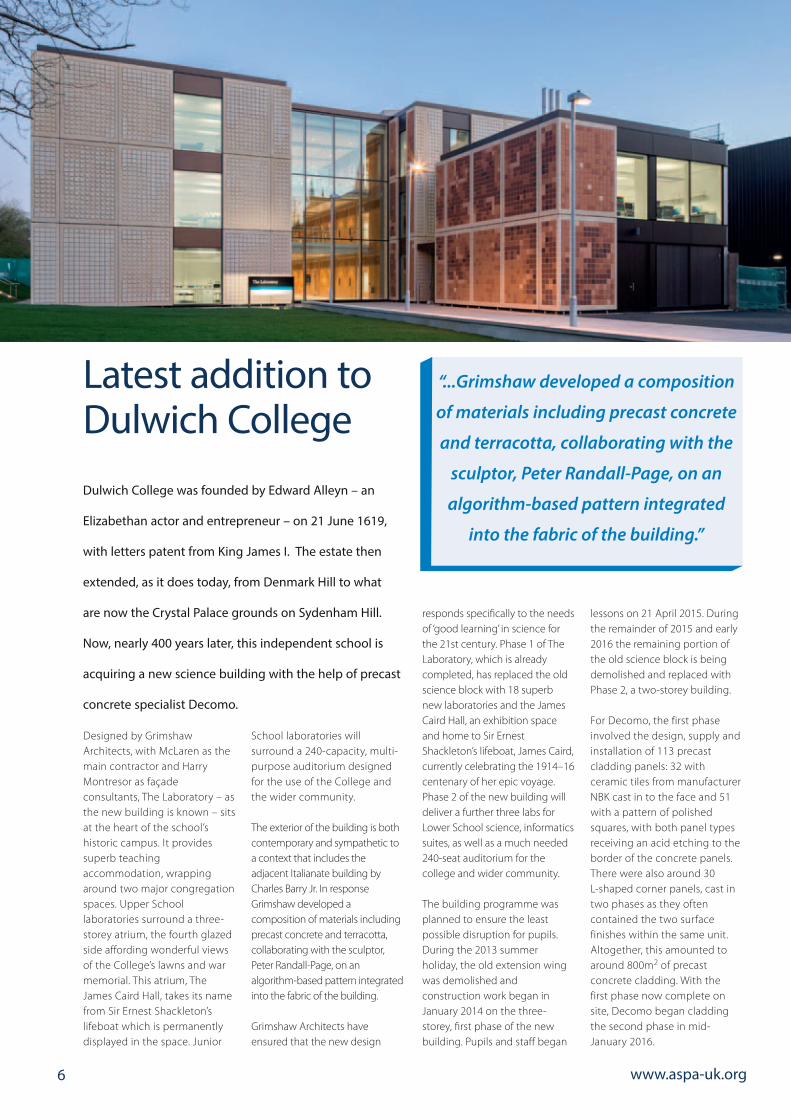
Latest addition to Dulwich CollegeDulwich College was founded by Edward Alleyn – an
Elizabethan actor and entrepreneur – on 21 June 1619,
with letters patent from King James I. The estate then
extended, as it does today, from Denmark Hill to what
are now the Crystal Palace grounds on Sydenham Hill.
Now, nearly 400 years later, this independent school is
acquiring a new science building with the help of precast
concrete specialist Decomo.
Designed by Grimshaw Architects, with McLaren as the main contractor and Harry Montresor as façade consultants, The Laboratory – as the new building is known – sits at the heart of the school’s historic campus. It provides superb teaching accommodation, wrapping around two major congregation spaces. Upper School laboratories surround a three-storey atrium, the fourth glazed side affording wonderful views of the College’s lawns and war memorial. This atrium, The James Caird Hall, takes its name from Sir Ernest Shackleton’s lifeboat which is permanently displayed in the space. Junior
School laboratories will surround a 240-capacity, multi-purpose auditorium designed for the use of the College and the wider community.
The exterior of the building is both contemporary and sympathetic to a context that includes the adjacent Italianate building by Charles Barry Jr. In response Grimshaw developed a composition of materials including precast concrete and terracotta, collaborating with the sculptor, Peter Randall-Page, on an algorithm-based pattern integrated into the fabric of the building.
Grimshaw Architects have ensured that the new design
responds specifically to the needs of ‘good learning’ in science for the 21st century. Phase 1 of The Laboratory, which is already completed, has replaced the old science block with 18 superb new laboratories and the James Caird Hall, an exhibition space and home to Sir Ernest Shackleton’s lifeboat, James Caird, currently celebrating the 1914–16 centenary of her epic voyage. Phase 2 of the new building will deliver a further three labs for Lower School science, informatics suites, as well as a much needed 240-seat auditorium for the college and wider community.
The building programme was planned to ensure the least possible disruption for pupils. During the 2013 summer holiday, the old extension wing was demolished and construction work began in January 2014 on the three-storey, first phase of the new building. Pupils and staff began
lessons on 21 April 2015. During the remainder of 2015 and early 2016 the remaining portion of the old science block is being demolished and replaced with Phase 2, a two-storey building.
For Decomo, the first phase involved the design, supply and installation of 113 precast cladding panels: 32 with ceramic tiles from manufacturer NBK cast in to the face and 51 with a pattern of polished squares, with both panel types receiving an acid etching to the border of the concrete panels. There were also around 30 L-shaped corner panels, cast in two phases as they often contained the two surface finishes within the same unit. Altogether, this amounted to around 800m2 of precast concrete cladding. With the first phase now complete on site, Decomo began cladding the second phase in mid-January 2016.
“...Grimshaw developed a composition
of materials including precast concrete
and terracotta, collaborating with the
sculptor, Peter Randall-Page, on an
algorithm-based pattern integrated
into the fabric of the building.”

7www.aspa-uk.org
Cantilevered staircases impress at BP centre
Cornish Concrete Products have designed, supplied
and installed two feature staircases for a new 9350m²
four-storey office building at BP’s International Centre
for Business and Technology at Sunbury-on-Thames.
Designed by Scott Brownrigg, the building was conceived
from the inside out, following a comprehensive
workplace strategy to provide a modern, vibrant and
energising space to enhance collaborative working and
effectiveness. It is also adaptable to the future needs of
the global corporation.
Two feature staircases are formed in high-strength precast concrete elements connected by in-situ concrete stitches. Large, curved, tapered spine sections are joined by prestressed Macalloy bars and on to curved flights and half-landing units. Working from an outline design of the staircase by Buro Happold, Cornish Concrete Products’ engineers carried out the detailed design of the individual precast elements and connections. During this process, the proposed in-situ concrete solution was switched to precast to achieve the required finish and quality. All precast elements cantilever from the curved central spine beam which is partly reinforced with 25mm solid steel plate.
To ensure all precast elements would fit together on site, the curved and tapered sections were
modelled in 3D using both Solidworks and AutoCad as independent checks on compatibility. Unlike most precast staircases, the main visual feature was to be the curved and multi-faceted soffit and so bespoke moulds were produced to ensure units could be cast the ‘right’ way up. Treads were rebated to ensure continuity, with in-situ stitching of the precast elements.
The original design intent required the load to be shared between the spine elements, which are supported on independent foundations, and the tread units, supported from the intermediate floors. Positive connections were therefore provided between every tread and the corresponding spine unit. However, as both vertical and horizontal incident angles varied for each tread, couplers were
incorporated within the spine, welded to an embedded plate and angled to suit each tread – a complex but necessary exercise.
All precast units included rebates, recesses and cast-in conduit for lighting and balustrading, co-ordinated with the reinforcement and embedded steel sections to provide the necessary cover. The extensive liaison required during the detailed design called for some re-analysis of the stairs to check suggested changes to the moulds to ease fabrication and improve the final visual appearance.
Installing the staircases was also challenging. As the only connections to the in-situ concrete frame were the cantilevered full landings at each storey and with all precast
components landed on props, lined and levelled, and remaining propped until installation was complete, a detailed and comprehensive temporary works solution was needed. All units were stitched together in-situ and only when the in-situ concrete had achieved the necessary strength could the propping be sequentially dismantled.
All units were cast in a high-strength mix with white Portland cement and white dolomite coarse and fine aggregates. Units were then fair-faced and finally acid-etched to bring out the attractive sparkle from the mica content of the aggregate. The staircase was completed by adding a contrasting inset natural stone tread and riser overlaid to conceal the complexity of the construction underneath.
8 www.aspa-uk.org
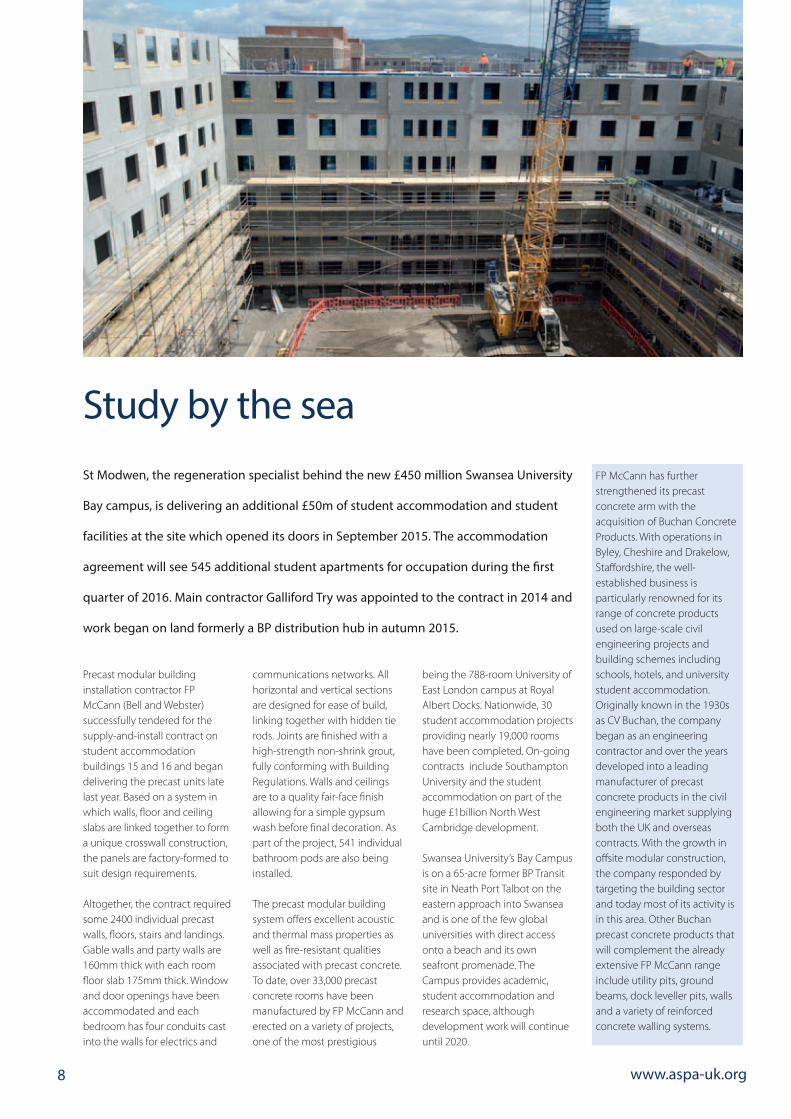
Study by the seaSt Modwen, the regeneration specialist behind the new £450 million Swansea University
Bay campus, is delivering an additional £50m of student accommodation and student
facilities at the site which opened its doors in September 2015. The accommodation
agreement will see 545 additional student apartments for occupation during the first
quarter of 2016. Main contractor Galliford Try was appointed to the contract in 2014 and
work began on land formerly a BP distribution hub in autumn 2015.
Precast modular building installation contractor FP McCann (Bell and Webster) successfully tendered for the supply-and-install contract on student accommodation buildings 15 and 16 and began delivering the precast units late last year. Based on a system in which walls, floor and ceiling slabs are linked together to form a unique crosswall construction, the panels are factory-formed to suit design requirements.
Altogether, the contract required some 2400 individual precast walls, floors, stairs and landings. Gable walls and party walls are 160mm thick with each room floor slab 175mm thick. Window and door openings have been accommodated and each bedroom has four conduits cast into the walls for electrics and
communications networks. All horizontal and vertical sections are designed for ease of build, linking together with hidden tie rods. Joints are finished with a high-strength non-shrink grout, fully conforming with Building Regulations. Walls and ceilings are to a quality fair-face finish allowing for a simple gypsum wash before final decoration. As part of the project, 541 individual bathroom pods are also being installed.
The precast modular building system offers excellent acoustic and thermal mass properties as well as fire-resistant qualities associated with precast concrete. To date, over 33,000 precast concrete rooms have been manufactured by FP McCann and erected on a variety of projects, one of the most prestigious
being the 788-room University of East London campus at Royal Albert Docks. Nationwide, 30 student accommodation projects providing nearly 19,000 rooms have been completed. On-going contracts include Southampton University and the student accommodation on part of the huge £1billion North West Cambridge development.
Swansea University’s Bay Campus is on a 65-acre former BP Transit site in Neath Port Talbot on the eastern approach into Swansea and is one of the few global universities with direct access onto a beach and its own seafront promenade. The Campus provides academic, student accommodation and research space, although development work will continue until 2020.
FP McCann has further strengthened its precast concrete arm with the acquisition of Buchan Concrete Products. With operations in Byley, Cheshire and Drakelow, Staffordshire, the well-established business is particularly renowned for its range of concrete products used on large-scale civil engineering projects and building schemes including schools, hotels, and university student accommodation. Originally known in the 1930s as CV Buchan, the company began as an engineering contractor and over the years developed into a leading manufacturer of precast concrete products in the civil engineering market supplying both the UK and overseas contracts. With the growth in offsite modular construction, the company responded by targeting the building sector and today most of its activity is in this area. Other Buchan precast concrete products that will complement the already extensive FP McCann range include utility pits, ground beams, dock leveller pits, walls and a variety of reinforced concrete walling systems.

9www.aspa-uk.org
“with cars
speeding at up to
130mph close to
spectators, safety
was a major
issue”
Racing to help Formula EIt was on 13 September 2014 that the first round of the new FIA Formula E
Championship, the world’s first fully-electric racing series, was held in Beijing, People’s
Republic of China. Nine months later, London’s Battersea Park was the venue for the
final rounds 10 and 11. For the event, a special 15-turn, 2.92km circuit – designed by
FE’s London Event Team together with British architect Simon Gibbons – was created.
And it was here on 27 and 28 June 2015 that spectators were treated to some close, fast
racing with plenty of action and overtaking. Nelson Piquet Jr came first in the overall
standings, and becomes the first ever and reigning Formula E champion.
In addition, they were also able to enjoy the championship’s support race – the FE School Series – which saw children from ten local schools competing in self-assembled electric kit cars around the full-size race track. Organised by UK charity Greenpower, the series aims to inspire young people to develop careers in engineering and sustainability.
Of course, with cars speeding at up to 130mph close to spectators, safety was a major
issue and the organisers decided to install safety barriers and called upon Nottinghamshire-based Charcon Solutions, a leading supplier of precast concrete to the UK construction industry, to manufacture and deliver 7525 linear metres of safety barriers for the event. Of course, with such a project, the delivery date could not be moved or compromised and therefore the timescale for manufacture was a race against the clock with absolutely no margin for error.
Eight weeks after being appointed, Charcon completed manufacture and installation of the 8500 tonnes of concrete units, delivery alone taking six days with 45 lorries a day driving from the factory to Battersea Park through the heavy London traffic. Shaun Brown, general manager of Charcon Construction Solutions, said “From start to finish, it was a team approach that began with our mould suppliers delivering steel moulds against rigorous timescales. All raw material
suppliers responded quickly to an exceptional volume uplift and our manufacturing teams worked closely with the client to ensure designs were workable. To give an idea of what was involved, 280 tonnes of steel cages were made in-house and 3200m3 of self-compacting, self-levelling concrete were mixed and poured using double-and triple-casting techniques to produce around 65 barriers per day.”
But Charcon’s involvement did not cease with the end of racing as the company had to remove all the barriers and fencing in four days, something that required a further 300 articulated loads to be coordinated through the streets of London. The safety barrier units are now in store ready for use in this year’s racing, which is already being planned.

10 www.aspa-uk.org
Keeping things level for Poundworld Demand for distribution warehouses has increased
dramatically since the end of the recession with
manufacturers and retailers gearing up for efficient
stock-handling and logistics. One company that is heavily
involved in the construction of these projects is Ebor
Concretes, and especially when dock leveller pits are
required. In 2015, for example, the company undertook
more than 20 projects on distribution buildings involving
more than 200 such pits.
Dock leveller systems for warehouse and distribution centres come in a wide variety of types and sizes and Ebor Concretes has developed a range of precast concrete support systems to suit. There are three main types of precast dock pit, all of which can be adapted to the particular size and arrangement of the levellers and the loading bays that contains them. The basic pit, which can be supplied with or without tailgate slots, has a front supporting wall, rear retaining wall and biscuit floor slab spanning between, the dock levellers being supported on floor slabs at each side and
retaining wall at the rear. The closed pit (non tailgate), comprises a single piece – four-sided box (rear wall, two side walls and a base) – designed so that the open end sits on a slot in a front retaining wall. The dock pit itself can be supported at the rear on compacted backfill or on a wall or plinth and, if required, steel edge protection can be provided around the pit box. Finally, there is the closed pit (tailgate) which, as the name implies, is used when a tailgate slot is required in conjunction with a closed pit, making the four-sided unsuitable. With this design, the rear and side walls of
the dock leveller pit are on plinths which form the tailgate slot beneath the leveller, and the assembly sits against a front wall that incorporates the appropriate opening and tailgate slot. Walls are usually supported off the columns.
A wide variety of precast concrete elements make up the three types of pit and these can be used in different configurations to suit particular applications and with ancillary items to construct loading bay arrangements to meet the designer’s needs. For example, front perimeter walls – either spanning between column foundations or fixed to continuous strip foundation – can accommodate fixings for bumper stops, dowels to floor slabs, steel edge protection etc. Rear and side walls, typically dowelled into the base slab, can retain soil or backfill supporting a ground-bearing slab. Biscuit slabs to provide support to in-situ structural topping with continuity reinforcement are designed to withstand a floor
“Dock leveller
systems come in
a wide variety of
types and sizes”
loading of 15kN/m2 as standard, with higher loading available on request.
One of Ebor Concretes’ biggest customers is Marshall Construction. Currently, the company is supplying 69 pits for a new distribution centre for the discount retailer Poundworld at Normanton in West Yorkshire. Construction began in the summer of 2015 on a 30-acre (12 ha) site, near junction 31 of the M62, and is due to finish this year.
Martin Jackson, design manager at Marshall Construction, has worked with Ebor Concretes on a number of projects and is delighted with the quality, efficiency and progress to date.

11www.aspa-uk.org
Complete cladding contract on Flemingate
Creagh Concrete, one of the largest producers of
concrete products for a diverse range of market sectors
throughout Ireland and the UK, has completed its design-
and-erect precast concrete contract to install 70 tonnes
of beams, 90 tonnes of columns and 120 tonnes of roof
slabs for Flemingate, the biggest development of its kind
in the East Riding of Yorkshire.
Component manufacture was carried out at the Toomebridge factories in May and June to produce the ten 1.2m×9.3m columns (all of different profiles), the nine beams (largest 1.1m×8.8m) and 18 roof slabs up to approximately 5.8m×3.5m in size. The total ex-works value was £97,555. Units were cast using a self-compacting Portland mix developed by Creagh, with working samples – each of three
project units – being approved by the client ahead of full production. The panels had a light acid-etch finish coated with Larsen Storm Repel sealer.
During manufacture, all materials for the standard self-compacting concrete mix were sourced from the UK to ensure the colour and other specifications were precisely met.
Canopy slabs were delivered to site on flat loads, carefully protected during transit to ensure no damage to the white concrete finish. Offloading and installation were quite complex, largely because of the restrictions on movement posed by the small site. Fitting the large columns involved careful control of the collars and props to ensure the building was erected safely.
Working with main contractor Wilmott Dixon, Creagh spent just ten days on site. Using the collars to lift and prop the 9m columns was a challenge and required precision engineering techniques to ensure columns were installed and supported safely. The large canopy slabs were all different shapes and sizes for detailing.
When complete, the Flemingate centre – a £120m mixed use regeneration scheme on a 16-acre site in Beverley, East Yorkshire, being developed by Wykeland Group – will be home to a host of big retail names including Arcadia, which includes Top Shop and Top Man brands, H&M, Wilkinson, an 80-bed Premier Inn, and the 40,000ft2 Debenhams flagship anchor store in the four-hectare development. Other features
“During
manufacture,
all materials for
the standard
self-compacting
concrete mix were
sourced from the
UK to ensure the
colour and other
specifications
were precisely
met.”
include a five-screen digital cinema complex operated by Parkway Cinemas and multi-storey parking for more than 550 cars.
With the development of 130 homes already realized, Flemingate was officially opened on 3 November 2015.

12 www.aspa-uk.org
Capital One, Cardiff Over the next three to five years, the exciting new Central
Square scheme in Cardiff, for which the first phase
of development is already under way with a grade A
speculative office scheme, could see the construction of one
million square foot of new office, retail and residential space
– providing a huge boost for the economy of the Cardiff
Capital Region.
The project is being driven by Cardiff-based property development firm Rightacres Property in partnership with Cardiff Council. As well as new office space and student accommodation, Central Square could also see around 450 private residential units, new retail outlets and a 200-bedroom hotel.
The first project under construction is the distinctive One Capital Square. With Willmott Dixon as main contractor, Rio Architects specified a precast concrete facade and curtain walling to produce the high-
quality finish needed for a building facing an entrance to the high-profile Principality Stadium. Early in the design process, Sterling Services realised that the proposed plan for this facade – namely using separate mullion and spandrel units – could be radically improved by casting them as a single frame unit. This not only simplified the design process and speeded production but also reduced cold bridging as many fewer connections were required between the frame and facade. Furthermore, using a modular approach enabled any panel to
go in any position in the building. This standardisation increased productivity and reduced installation time. In view of the large number of uses required from each mould, Sterling designed and tested resin-coated moulds that quadrupled their lifespan. In addition, insulation was pre-cut by the supplier and bespoke trailer frames were constructed to speed delivery. Before manufacture began, the company produced mock-up panels for approval. Owing to the lengthy planned construction programme, a stockpile of aggregate was assembled at the quarry that would last six months, so ensuring consistency of product and colour.
Sterling Services are producing over 400 precast concrete window units in a Portland mix with a medium acid-etched finish for the first phase. The units, which range from three to five tonnes in weight, are in assorted sizes to give the required asymmetrical appearance. Although these would normally be loaded and delivered to site using an A-frame, Sterling Services developed an alternative box-frame system that can take up to ten units at a time, stacked vertically on the bespoke trailer. This ensures the safe, upright transit of these units to site, where Sterling’s site team install. On arrival at site, the units are offloaded either straight into position using one of the two tower cranes or, if there is any delay, they can be stacked on an extra rack provided for the purpose.
For occupation early in 2016, One Capital Square totals 135,000ft2 over nine floors, with floor-plates of about 16,500ft2 and basement car parking. The building will achieve a BREEAM rating of ‘Excellent’ upon completion. The top two floors have been pre-let to Blake Morgan solicitors.
“using a modular
approach
enabled any
panel to go in
any position in
the building”

13www.aspa-uk.org
Concrete makes a grand standIn 2014, the Jockey Club decided to create a
new Princess Royal Grandstand at Cheltenham
Racecourse with a weighing room and additional
catering facilities – a £45 million project that also
involved terracing, elevated walkways and bridges
to link the new facilities to the old. As an important
part of the project, Derbyshire-based Evans
Concrete Products Ltd was tasked with designing,
manufacturing, and installing a projecting walkway
and balcony around the new Grandstand, the
elevated Crescent Walkway overlooking the parade
ring, terracing for the Grandstand, and the Horse
Walkway linking the viewing areas.
The project was extremely challenging in both size and complexity. Working around the jump race season, all parties involved had to ensure that disruption was kept to a minimum, while still providing only the highest quality of work.
Using the latest CAD technology, the company created a detailed 3D design that enabled the four segments to be developed to the exact millimetre. All told, 511 individual bespoke units were designed and constructed, using 42 bespoke timber moulds. Over 7000 individual cast-in fixings and bespoke brackets were required for site installation.
Several of the technically difficult units had to be triple-cast. Firstly, the architectural white concrete nosing was cast with protruding reinforcement. This was then re-set into a new mould ready for the structural grey concrete terrace unit and side walls to be cast. The resultant unit thus combined both the architectural and structural elements. Once on site, the glass balustrades were installed before units were lifted into place,
removing the requirement for dangerous working at height for the balustrade installers.
Overall, 1355m³ of concrete was used to create the four elements – 547m³ of an architectural mix containing white cement and limestone aggregates, and 804m³ of grey concrete, together producing an eye-catching elegant design. These quantities, along with the 125 tonnes of reinforcement, made for an extremely large-scale installation. All the balcony elements balconies and columns were manufactured off site and delivered, in sequence, to the racecourse, helping time and budget aims to be met. With deck slabs weighing 21 tonnes and balcony walkway units weighing 12.7 tonnes, installation was challenging yet rewarding. Manufacturing began in June 2014 and was completed in October 2015.
The new Princess Royal Grandstand has a 7000 capacity, with viewing steps able to accommodate up to 3000 spectators. The new stand was officially opened by Princess Anne, The Princess Royal, on 13 November 2015 to great praise.

14 www.aspa-uk.org
Spread of Fire in BuildingsThere has been some confusion in the facade industry over the last year regarding
which insulation types can be used in tall buildings. ASPA has been working to get
clarity for precasters and plan is to issue guidance in 2017.
BackgroundTraditionally precasters have used rigid board insulation products to the rear of their cladding panels but some people in the industry have been pushing for mineral wool across the board on tall buildings from their interpreta-tion of the Building Regulations.
The spread of fire in buildings is covered under Section B4 (1) of the Building Regulations 2010 which requires external walls of buildings to adequately resist
the spread of fire over the walls and into other buildings and structures. In addition Section 12 of Approved Document B2 notes that for buildings with floor level heights exceeding 18m, the key components used in the external walls and cladding systems will have to be of limited combustibility or at least meet the acceptance criteria given in BR135 - Fire Performance of External Thermal Insulation for Walls of Multi-storey Buildings.
The problem is that this requirement directly affects a number of external cladding solutions where the thermal insulation used is classified as combustible. While sandwich wall construction is explicitly exempt, single-leaf insulated precast cladding solutions are directly affected by this requirement.
ProposalASPA firmly believes that precast cladding solutions are designed to resist the spread of fire and
that they will generally satisfy the performance criteria of BR 135 if tested in accordance with BS 8414-2: 2015. In order to prove this we have considered Option 3 of the Building Control Alliance (BCA) GN18 “Use of combustible cladding materials on residential buildings”. Option 3 allows for a desktop assessment of the cladding system to be provided by a suitably qualified fire specialist to demonstrate compliance. We have recently commissioned BRE’s Passive Fire Protection Department to assess three worst case scenarios using three different types of insulation (Kingspan K15, Xtratherm Safe-R, Celotex RS5000) used in conjunction with galvanised mild steel/ stainless steel fixings. The results of these assessments will be published in early 2017.
Tom Salmon, Techrete UK Ltd.
15www.aspa-uk.org
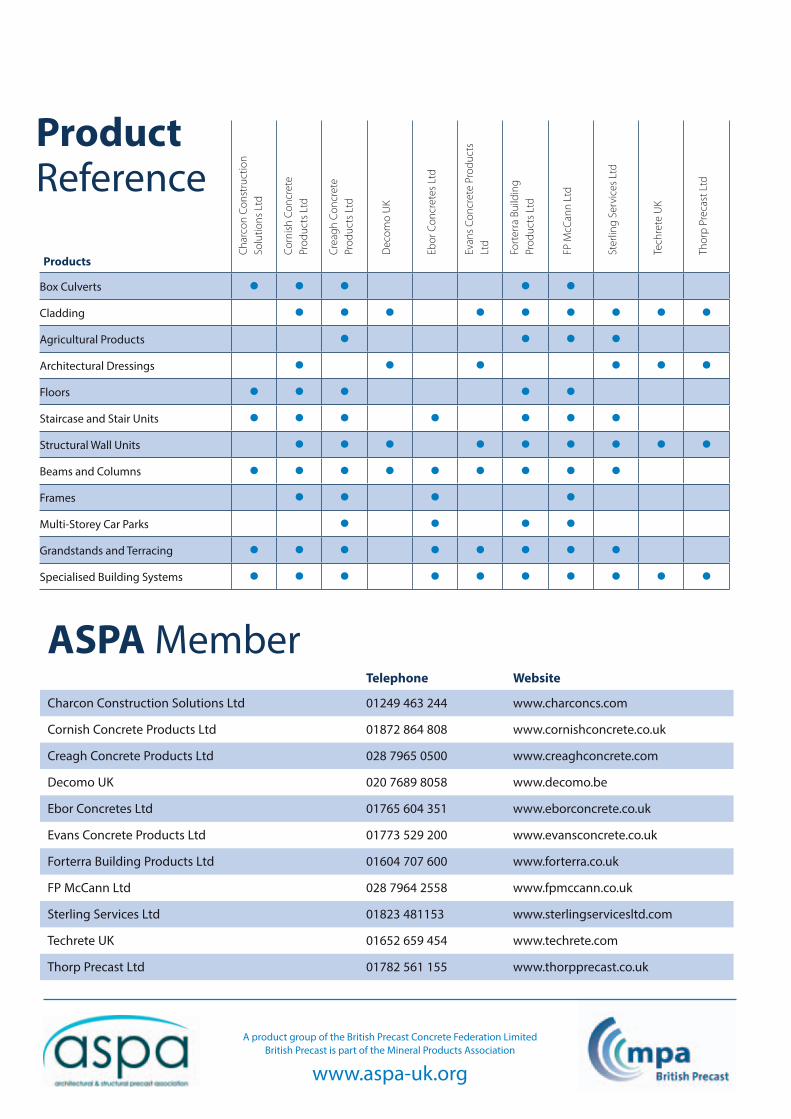
Product Reference
Products
Box Culverts
Cladding
Agricultural Products
Architectural Dressings
Floors
Staircase and Stair Units
Structural Wall Units
Beams and Columns
Frames
Multi-Storey Car Parks
Grandstands and Terracing
Specialised Building Systems
Char
con
Cons
truc
tion
Solu
tions
Ltd
Corn
ish C
oncr
ete
Prod
ucts
Ltd
Crea
gh C
oncr
ete
Prod
ucts
Ltd
Dec
omo
UK
Ebor
Con
cret
es L
td
Evan
s Con
cret
e Pr
oduc
ts
Ltd
Fort
erra
Bui
ldin
g Pr
oduc
ts L
td
FP M
cCan
n Lt
d
Ster
ling
Serv
ices
Ltd
Tech
rete
UK
Thor
p Pr
ecas
t Ltd
ASPA MemberTelephone Website
Charcon Construction Solutions Ltd 01249 463 244 www.charconcs.com
Cornish Concrete Products Ltd 01872 864 808 www.cornishconcrete.co.uk
Creagh Concrete Products Ltd 028 7965 0500 www.creaghconcrete.com
Decomo UK 020 7689 8058 www.decomo.be
Ebor Concretes Ltd 01765 604 351 www.eborconcrete.co.uk
Evans Concrete Products Ltd 01773 529 200 www.evansconcrete.co.uk
Forterra Building Products Ltd 01604 707 600 www.forterra.co.uk
FP McCann Ltd 028 7964 2558 www.fpmccann.co.uk
Sterling Services Ltd 01823 481153 www.sterlingservicesltd.com
Techrete UK 01652 659 454 www.techrete.com
Thorp Precast Ltd 01782 561 155 www.thorpprecast.co.uk
A product group of the British Precast Concrete Federation LimitedBritish Precast is part of the Mineral Products Association
www.aspa-uk.org