(N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping

of 13
Transcript of (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
1/13
The Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production byChemical LoopingWen Liu,*,
John S. Dennis,
and Stuart A. Scott
Department of Chemical Engineering and Biotechnology, University of Cambridge, Pembroke Street, Cambridge CB2 3RA, UnitedKingdomDepartment of Engineering, University of Cambridge, Trumpington Street, Cambridge CB2 1PZ, United Kingdom
*S Supporting Information
ABSTRACT: In this paper, a synthetic mixture of ZrO2and Fe2O3was prepared by coprecipitation for use in chemical loopingand hydrogen production. Cycling experiments in a uidized bed showed that a material composed of 30 mol % ZrO 2and 70mol % Fe2O3was capable of producing hydrogen with a consistent yield of 90 mol % of the stoichiometric amount over 20 cyclesof reduction and oxidation at 1123 K. Here, the iron oxide was subjected to cycles consisting of nearly 100% reduction to Fefollowed by reoxidation (with steam or CO2 and then air) to Fe2O3. There was no contamination by CO of the hydrogen
produced, at a lower detection limit of 500 ppm, when the conversion of Fe 3O4to Fe was kept below 90 mol %. A preliminaryinvestigation of the reaction kinetics conrmed that the ZrO2 support does not inhibit rates of reaction compared with thoseobserved with iron oxide alone.
1. INTRODUCTION
Hydrogen is considered to be a clean energy substitute for fossilfuels, because the combustion of hydrogen does not yield CO2;however, in many cases, the hydrogen is made in the rst placefrom a carbonaceous fuel. The steam-iron process was the rstlarge-scale process for producing hydrogen, based on theoxidation of iron by steam:1
+ + = H
3Fe 4H O Fe O 4H105.3 kJ/mol
2 3 4 2
1123 Ko
(1)
However, this process was quickly replaced by the steamreforming of methane:
+ + =HCH H O CO 3H 226.8 kJ/mol4 2 2 1123 K o
(2)
+ + = HCO H O CO H 33.5 kJ/mol2 2 2 1123 K o
(3)
which provides the majority of the hydrogen used commerciallybecause of its low cost, wide availability of natural gas, and
proven technology. There are limitations to the steam-methanereforming process. Firstly, owing to equilibrium considerationsfor the water-gas-shift reaction 3, the purity of the hydrogenproduced will not necessarily satisfy the requirement forhydrogen fuel cells: as much as 50 ppmv CO will poison the Ptanode in a proton exchange membrane fuel cell (PEMFC).2
Secondly, at small scales of production, where the capital costof extensive heat integration is not justied, the hydrogenproduced is expensive.
In contrast, cyclic operation of the steam-iron process offersthe prospect of producing very pure hydrogen viably from thesmall to large scale: it also allows simultaneous separation of apure stream of CO2, suitable for sequestration.
3 The process
involves subjecting Fe2O3, an oxygen carrier, to the followingreactions:
+ +
= H
3Fe O H 2Fe O H O
5.9 kJ/mol
2 3 2 3 4 2
1123 Ko
(4)
+ +
= +H
1.202Fe O H 3.807Fe O H O
56.6 kJ/mol
3 4 2 0.947 2
1123 Ko
(5)
+ +
= H
3Fe O CO 2Fe O CO
40.8 kJ/mol
2 3 3 4 2
1123 Ko
(6)
+ +
= +H
1.202Fe O CO 3.807Fe O CO
34.9 kJ/mol
3 4 0.947 2
1123 Ko
(7)
+
= H
2Fe O 1/2O 3Fe O
237.2 kJ/mol
3 4 2 2 3
1123 Ko
(8)
Reaction5 is responsible for hydrogen production, whereasreaction8supplies heat,which can be utilized within the systemor exported. The authors3 limited the reduction of iron oxide to
wustite as they found substantial decay in hydrogen yield after10 cycles, if the material (i.e., 99 wt%pure iron oxide) wasreduced further to Fe. Reed and Berg4 proposed undertakingreactions4to8using three, interconnected uidized beds, withreduction from Fe2O3to Fe by a fuel gas taking place in the rstreactor and conducting reaction 1 in the second reactor and
Received: September 26, 2012Revised: November 30, 2012Accepted: November 30, 2012Published: November 30, 2012
Article
pubs.acs.org/IECR
2012 American Chemical Society 16597 dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 1659716609
http://localhost/var/www/apps/conversion/tmp/scratch_7/pubs.acs.org/IECRhttp://localhost/var/www/apps/conversion/tmp/scratch_7/pubs.acs.org/IECR -
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
2/13
reaction8in the third. Cleeton et al.5 showed that the inclusionof reaction8 was benecial for heat integration of the wholeprocess.
The deactivation of particles of pure iron oxide after repeatedredox cycles in the above reaction scheme has been reported byseveral authors. Bohn et al.6 tested pure iron oxides made bygranulating relatively pure (i.e., 99%+ purity), powderedhematite with water and sintering the resulting particles at900 C to give mechanical strength. They found that particlesof pure iron oxide could undergo the reduction from Fe2O3toFe3O4without signicant deactivation over 10 cycles; however,the reduction from Fe3O4 to Fe0.947O showed a progressivedecay in rate of reaction over successive cycles. Bohn et al.6
found that the rate constant for the intrinsic rate of reaction, ki= A exp(EA/RT), decreased because the pre-exponentialfactor, A, fell: the activation energy, on the other hand,remained constant over many cycles. This suggested thatdeactivation was caused by a loss of surface area or active siteson the particles of iron oxide. Bleeker et al.7 also found a rapiddiminution of the BrunauerEmmettTeller (BET) surfacearea with an iron oxide catalyst for ammonia synthesis, when it
was reduced and oxidized between Fe3O4and Fe over repeatedcycles. The unused catalyst had a BET area of 31 m2/g, whichfell to 0.37 m2/g (with the iron oxide as Fe3O4) after 14 cycles.
Numerous research groups have attempted to stabilize theproduction of hydrogen in the steam-iron cycle by the additionof oxides of other metals. Otsuka et al.8 studied the impact of26 individual metal additives on the performance of iron oxidein steam-iron cycles. They claimed that Al, Mo, and Ce wereeffective agents against sintering for the oxidation of Fe toFe3O4 below 873 K. Galvita and Sundmacher
9 developed amixed oxide containing Cr2O3, Fe3O4, CeO2, and ZrO2, whichshowed stable performance over 100 cycles at 1013 K.Subsequently, Galvita et al.10 showed that mixed oxides of Fe,Ce, and Zr were also suitable for long-term operation at 1098K. However, in both studies (Galvita and Sundmacher,9 Galvita
et al.10), the conversion from Fe3O4 to Fe was kept below 60mol % to avoid the deposition of carbon by the Boudouardreaction. Bohn et al.,11 Li et al.,12 and Kierzkowska et al.13 haveall found that the addition of Al2O3 does indeed reduce theextent of deactivation when cycling between Fe2O3 and Fe at1123 K. However Kierzkowska et al.13 found that an inertspecies, FeAl2O4, was formed and did not react noticeably withsteam at 1123 K. Hence, the stoichiometric yield of hydrogen
was reduced with the addition of Al2O3. A further investigationinto the Al2O3-modied Fe2O3materials showed the formationof solid solutions of magnetite (Fe3O4) and hercynite(FeAl2O4).
14 The formation of the solid solution substantiallyreduced the thermodynamic driving forces for the redoxreactions, and thus, the kinetics of the reduction from the
nominal magnetite phase to wusite phase became muchslower.15 As a result, the oxygen carrier was less reactive inthe presence of alumina, as much stronger reducing conditionsand oxidizing conditions were required to decompose the solidsolutions to free the active iron oxides for hydrogen production.
The objective of the present work was to examine theresistance to deactivation and carbon deposition of iron oxide
when subjected to cycles consisting of nearly 100% reduction toFe followed by reoxidation (with steam and then air) to Fe 2O3,at 1123 K, using a Fe2O3/ZrO2 oxygen carrier. Zirconia has
been chosen to avoid the chemical interaction between theoxides of iron and the support material seen with an aluminasupport. From the available literature, mutual cationic solubility
in the FeOZr system is very low, with an equilibriumsolubility of Fe2O3inZrO2of 2 mol % and ZrO2in Fe2O3of 1mol % at 1373 K.16 However, a metastable phase of ZrO2containing up to 6.8 mol % Fe3+ may exist at 1173 K.17 Whenthe iron oxide is reduced to wustite, the equilibrium solubilityof wustite in ZrO2 is about 2 wt % at 1473 K, and it shows adecreasing trend with decreasing temperature, whereas the
wustite does not seem to dissolve ZrO2
at all.18,19 It isanticipated that this level of interaction is insignicant inhindering the reaction kinetics or the ultimate conversion ofiron oxides during chemical looping. The performance of thecarrier was investigated under various operating conditions to
verify its inertness, and comparisons are made with alumina-supported Fe2O3carriers.
2. EXPERIMENTAL SECTION
2.1. Material Preparation. The ZrO2-supported Fe2O3oxygen carriers were prepared by coprecipitation. In a typicalsynthesis, nitrates of the metals (viz., Fe(NO3)39H2O andZr(NO3)45H2O) were mixed in the desired molar composition(viz., 10 mol % metal additive with 90 mol % Fe or 30 mol %
metal additives with 70 mol % Fe) in deionized water to give asolution with metal ion concentration of approximately 0.75 M.The solution of nitrates was then added into a batch of 1.0 Maqueous Na2CO3 solution. The molar ratio of total metal ionsto Na2CO3was controlled to be around 1:4, which gave a nalpH value of 10.0 0.2 in the resulting precipitate. Theprecipitate was stirred for a further 10 min and aged at roomtemperature unstirred for 2 h. After aging, the precipitate was
washed with deionized water until its ionic conductivity fellbelow 120 S cm1, ltered, and dried at 353 K for 18 h in air.The dried cake was calcined at 1223 K for 3 h, followed bycrushing and sieving to obtain particles in the size range of500600m for experimentation in a uidized bed reactor. Inthe case of packed bed experiments, the sieve size fraction of300425 m was used instead. The slightly larger carrierparticles were used in the uidized bed to facilitate separationfrom the inert bed material (white aluminum oxide, 99.76%,Boud Materials Ltd.) of sieve size 300425 m, as described
below inSection 2.2.In addition, iron oxide powders (Sigma-Aldrich, 99% trace
metals basis, dp < 5 m) were granulated using water as abinder, and the resulting granules were sieved to the desiredsize fraction of 300425m, followed by calcination at 1223 Kfor 3 h in air. The sintered particles were cooled to roomtemperature and sieved again to ensure particles of the desiredsize fraction of 300425 m were obtained. The unsupportediron oxides particles were denoted as Fe100 and investigated inselected experiments as a basis of comparison with thesupported oxygen carriers.
2.2. Experimental Apparatus. Three reactors were usedto study the synthesized materials: a packed bed reactor, auidized bed reactor, and a thermogravimetric analyzer (TGA).The walls of both tubular reactors were made of recrystallized
Al2O3, with internal diameters of 9 and 20 mm, respectively. Inthe packed bed arrangement, the gas was fed from the top. Thepacking arrangement, from top to bottom, consisted of thefollowing layers of materials: (i) 10.0 g of-Al2O3(14001700m), (ii) 0.1 g of samples (300425m), (iii) 2.0 g of-Al2O3(300425 m), (iv) 2.0 g of-Al2O3 (14001700 m), and(v) a ceramic distributor plate with three holes of 1.5 mmdiameter in a triangular array. The uidized reactor consisted ofa perforated ceramic distributor with 5 holes of 1 mm diameter
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916598
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
3/13
in a square array. A packing of 15 g of-Al2O3 (14001700m) was placed below the distributor of the uidized bedreactor to enhance the rate of preheating of the inlet gas. The
bed material in a typical uidized bed experiment consisted of20 g of-Al2O3(sieve fraction of 300425 m) and 0.5 g ofsample (500600 m).
Both the packed bed reactor and the uidized bed reactorused the same control systems, as described below. Cylinders ofcompressed gas were used to supply (i) 10 vol % CO, N2
balance (BOC), (ii) pure N2 (Air Liquide), (iii) air (AirLiquide), (iv) CO2(Air Liquide), (v) 15% CO2in N2(BOC),and (vi) 5% H2, N2 balance (Spectrashield, BOC). Dilutedsteam was generated by saturating N2 with water vapor in a
bubbler. The degree of saturation of the N2 by water wasveried in a preliminary experiment, in which a large batch offully-reduced, ZrO2-supported Fe2O3 was oxidized by a smallow of diluted steam passing through a packed bed, such thatthe residence time of the gases was sufficiently long forequilibrium to have been achieved between steam andhydrogen at the exit from the bed. The measured partialpressure of the product hydrogen was found to be very close tothe theoretical value ofp
H2O,s/(1 + K
p), where p
H2O,s= 0.026
bara is the saturated vapor pressure of water at the operatingtemperature of the bubbler, 295 K. The ow rates of the gases
were adjusted and measured using calibrated rotameters andmass ow sensors (Honeywell AWM5103VN). Solenoid valves
were used to switch the gases.In uidized bed experiments, all gas ow rates were
nominally 2.5 L/min (1 atm, room temperature), whichcorresponds to U/Umf 7 at 1123 K, where U is thesupercial velocity of the uidizing gas, andUmfis the minimumuidization velocity, calculated using the correlation of Wenand Yu.20 The ceramic reactors were heated by tubularfurnaces, and the temperatures were measured by type Nthermocouples. To measure the rate and extent of reaction, a
sample of the effl
uent gas was withdrawn continuously througha quartz tube, i.d. of 5.0 mm, by a diaphragm pump at a rate of0.5 L/min at (1 atm, room temperature). The sampled gases
were ltered of particulates and dried by two condensing tubesand a tube packed with CaCl2. The composition of the cleanedgas was continuously determined by three analysers connectedin parallel: (i) ABB EL3020 Caldos 27 for H2, 020 vol %, (ii)
ABB EL3020 Uras26 with Magnos206 for O2, 0100 vol %,CO, 020%, and CO2, 030 vol %, and (iii) ABB Easyline CO,01 vol %. The third analyzer was used to measure the qualityof H2during the steam oxidation step.
The purpose of the experiments in the packed bed was toallow exible changes to gas ow rates without having to beconcerned with either deuidisation, at low rates of ow, or
elutriation, at high rates of
ow. The redox potential, i.e., pCO2/pCOorpH2O/pH2, of the gas owing through the packed bed was
varied by adjusting the gas ow rates of N2, 5 vol % H2,moisturized N2saturated with water vapor (295 K), 10 vol %CO, and CO2.The details of the gas composition used in thecycling experiments are described in theResultssection, below.
The TGA experiments were important where kinetics wereso slow that the difference between inlet and outlet gasconcentration of the uidized bed reactor was too small to bedistinguished by the gas analysers. This applied particularly tothe reduction of magnetite to wustite and from wustite to iron.In a typical TGA experiment, a permanent ow of N2 of 20mL/min (1 atm, room temperature) was used as the purge gas.
In addition to the permanent purge gas, a reaction gas was alsofed to the reaction chamber during the reduction. The reactiongas ow rate was kept at 50 mL/min (1 atm, roomtemperature), which was composed by a ow of 10% CO inN2 and a ow of 20% CO2 in N2. The ratio ofpCO2/pCO was
controlled by adjusting their corresponding gas ows usingrotameters. Prior to reacting with the solid sample, the reactive
gas was mixed with the N2 purge; however the pCO2/pCO ratiowas not affected by the dilution of the N2purge. In an additionexperiment, the TGA was used to check the weight percentageof Fe2O3 in the nal mixed oxides by reducing the oxygencarriers in H2 isothermally at 1173 K.
2.3. Material Characterization. The surface morphologyof the fully oxidized samples was studied using a scanningelectron microscope (JEOL 5800 LV SEM). Powder X-raydiffraction (XRD, Philips PW1820, Cu K, 40 kV and 40 mA,0.025 per s, with receiving and antiscatter slits of 1,divergence slit of 0.2 mm, in air at 298 K) was used to detectany chemical interactions between the iron oxides and themetal additives. Changes in specic surface area were measuredand calculated from N2adsorption and desorption isotherms at
77 K (Micrometrics instrument Tristar 3000) using theBrunauerEmmettTeller (BET) model.21
3. RESULTS
3.1. Cycling Experiments. Prior to the cycling experi-ments, the compositions of the oxygen carriers wereexperimentally determined using the TGA, by completelyreducing the samples in hydrogen at 1173 K. The results showthat the samples with 10 and 30 mol % Zr4+ (cation fractiononly) contain 83.7 and 58.0 wt % Fe2O3, respectively. Toconrm the composition of the oxygen carriers, X-rayuorescence (XRF) was performed on both samples with anS4 Explorer XRF system (Bruker AXS GmbH), and thecontents of Fe2O3 were found to be 58.2 and 82.2 wt %,respectively, in close agreement with the TGA results. Fromthis point onward, for convenience, these two mixed oxides aredenoted as Zr10 (10 mol % Zr4+) and Zr30 (30 mol % Zr4+).The synthesized materials were examined under gaseouschemical looping environments at 1123 K in a uidized bedfor 20 cycles. Both materials were cycled either with or withoutthe nal oxidation step in air, which will oxidize the Fe3O4fully
back to Fe2O3. In a typical cycle, the material was exposed tothe following gaseous environments: (i) 2 min N2purge, (ii) 5min reduction in 10% CO, (iii) 2 min N 2 purge, (iv) 3 minoxidation in 14.6% CO2, (v) 1 min N2 purge, and (vi) 2 minoxidation in air. When the air oxidation was absent, steps (v)and (vi) were omitted in each cycle. The CO2 oxidation step(iv) is the thermodynamic equivalent of steam oxidation at 850
C, which oxidizes Fe and FeO to Fe3O4.11 This validity of thesubstitution of steam by CO2 was experimentally veried byreproducing the same cyclic conversion in preliminaryexperiments using diluted H2O over ten cycles at 850 C inthe uidized bed (shown later in Figure 2). The purpose forsubstituting steam oxidation with CO2is to reduce back-mixing,
which would otherwise have a much larger mixing time whencondensation of steam is required. A typical concentrationprole, during the redox cycles using CO2 and air as theoxidants, is depicted in Figure1. During CO reduction, the gasmole fraction prole exhibited a sharp peak of CO2, producedduring the reduction of Fe2O3 to FeO, followed by a CO2shoulder which nominally corresponds to the reduction of FeO
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916599
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
4/13
to Fe; as complete reduction to Fe was approached, the CO2concentration decreased to zero, just before the start of the N2purge. During CO2 oxidation, a sharp peak of CO wasproduced as a product of the oxidation from Fe to Fe3O4. Fromcycle 4 to cycle 7, it can be seen that the pattern of the gas molefraction proles in each cycle is highly repeatable. In each cycle,the capacity of the iron oxides in the sample to producehydrogen was calculated from the off-gas concentration prolesusing the following eqs9 and 10, which apply, respectively, tooxidation with steam or CO2:
=
N Ny
yt
1dH N
H
H2 2
2
2 (9)
= + N N N y t( ) dCO N CO CO2 2 (10)where NH2 is the number of moles of hydrogen or CO
equivalent produced in each cycle in mol; N H2andN CO2are the
molar ow rates of nitrogen and CO2, respectively, duringoxidation, in mol s1; yH2 and yCO are the gas phase mole
fractions of H2and CO, as measured by the gas analysers, afterany water had been removed. The hydrogen yield of the ironoxide, XH2, was dened as the ratio of the total moles of
hydrogen, or CO equivalent, produced in a cycle to thetheoretical amount of hydrogen from complete steam or CO 2oxidation of metallic iron per gram of Fe2O3 present:
=
X Nx
10000.5
116.67
100%HH ,CO
Fe O2
2
2 3 (11)
wherexFe2O3is the solid phase mass fraction of Fe2O3present in
the sample: the amount of hydrogen which can be theoreticallyproduced by 1 g of Fe2O3in a redox cycle is 16.67 mmol. Thesame analysis was used to calculate the normalized yield ofCO2: this yield also corresponded to the conversion of theiron(III) oxide to Fe, based on the amount of CO 2leaving the
bed in the oxide-reducing part of a cycle. Thus:
= +N N y dtCO CO N CO2 2 2 (12)
=
X
N
x
1000
0.5
1
18.75100%CO
CO
Fe O2
2
2 3 (13)
where NCO2 is the number of moles of CO2produced in each
cycle in mol; N CO+N2 is the total molar ow rate of the gases
during reduction, in mol s1;yCO2is the gas phase mole fraction
of CO2, measured by the gas analyzer;xFe2O3is the mass fractionof Fe2O3present in the sample. The yield of the iron oxide toiron, XCO2, was dened as the ratio of the total moles of CO2produced in a cycle to that theoretically possible by reducing allthe Fe2O3 to Fe, viz., 18.75 mmol/g Fe2O3. In the case ofcycling without the air oxidation stage, XCO2 was calculated by
assuming complete conversion from Fe3O4to Fe, which wouldgive 16.67 mmol CO2/g Fe2O3.
It can be seen that, at 1123 K, the coprecipitated materialshowed very stable performance with high oxygen carryingcapacity and consequent yield of hydrogen of >90% ofstoichiometric, over 20 cycles. In the absence of the airoxidation stage, there is a slight decay in the yield of hydrogenas a function of cycle number after the fth cycle: nevertheless,
the yield of hydrogen at cycle 20 still exceeds 90 mol %. Itshould be noted, however, that Figure 2 does not provide
information on any change in the kinetics of this material, asslower kinetics could have resulted in the same hydrogen yieldper cycle given the reaction periods of 300 s reduction and 180s oxidation with CO2. To explore the effect of cycling on thekinetics, the apparent rates of conversion, dX/dt, as a functionof solid conversion, X, were compared for different cycles, asdepicted in Figure3. Prior to plotting Figure3, the observedrate curves were deconvoluted to allow for mixing in thesampling system using a rst-order mixing time of 13 s, which
was experimentally determined using a step change of tracer gasin a bed without reaction under the same operating conditions.The details of the deconvolution are given in the Appendix 1. Itcan be seen that the rates do vary very slightly with number of
Figure 1. Concentration proles of the off gases from a uidizedexperiment, during the 4th, 5th, 6th, and 7th cycles when the materialZr30 was cycled at 850 C in a uidized bed. CO2was used to simulatesteam oxidation. The thick black line, thick gray line, and thin dashedblack line correspond to CO, CO2, and O2 respectively. The cyclichydrogen yield as a function of cycle number, XH2, is plotted in Figure
2for the oxidation to produce H2(using steam) or CO (using CO2).These yields were calculated assuming that ZrO2does not participatein the redox reactions.
Figure 2.H2yield as a function of cycle number, based on the numberof Fe2O3 available in the ZrO2/Fe2O3 mixed oxides during chemicallooping operation at 850 C. 100% H2 yield corresponds to all ironspecies being fully reduced to Fe and oxidized by steam or CO2 toFe3O4. The reduction period was 300 s, and the CO2 or steamoxidation period was 180 s in each cycle. The symbols denote differentcompositions of metal oxides with different oxidation sequences ineach cycle. : Zr10 by steam and air; : Zr30 by steam and air; :Zr30 by CO2 and air; : Zr30 by CO2only.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916600
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
5/13
cycles, but more interestingly, there are two distinct peaks in
the pro
les of rate of reduction. Before further commentingfurther on these rate curves, the rate of mass transfer from thebulk gas phase to the particulate phase must be evaluated. Anestimate of the coefficient ofmass transfer was made using amodied Frossling equation:22
= + Sh Re Sc2 0.6mf0.8 0.6
(14)
where Re = 2.5(Umf/mf)(dp/). In the experiments, theminimum uidization velocity of alumina sand i n N2 wascalculated from the correlation of Wen and Yu20 asUmf= 0.07m s1, mf 0.42 is the voidage of the bed at minimumuidization, dp = 5.50 10
4 m is the diameter of a carrierparticle, is the kinematic viscosity of the gas phase, and Sc =/D, with D being the molecular diffusivity of CO in N2 and
CO2 in N2 during CO reduction and CO2 oxidation,respectively. Because of the relatively dilute concentration ofthe product stream, as seen in Figure1, the effect the productgases on the overall diffusivity of the reactant gases wasneglected in this calculation. The external mass transfer alsoinvolves equimolar counter-diffusion, so that advective motionof the reactant and product gases does not have to be includedin the calculation. The resulting coefficient of mass transfer, kg= (DSh/dp), takes the values of 0.49 and 0.47 m s
1 for COreduction and CO2 oxidation, respectively. In the case ofreducing or oxidizing Zr30 in cycling experiments, these valuesofkgcorrespond to theoretically maximum rates of conversionof 0.19 and 0.32 s1 for reduction and oxidation, respectively,
both of which are 1 order of magnitude higher than the
measured rates of reaction. Hence, it has been veri
ed that therates of conversion shown in Figure 3 were not signicantlyaffected by external mass transfer. Other factors contributing tothe rates of reaction observed in the cycling experimentsinclude the rates of the intrinsic chemical reactions, the rates ofdiffusion of gaseous species through layers of product, and therates of diffusion of gases within the porous structure of thesolid. Although these component rates were not investigatedquantitatively in this study, it is reasonable to expect thechemical rate and the rate of diffusion in the product layer to becorrelated with the specic surface area of the particles. On theother hand, the rate of intraparticle diffusion would dropconsiderably over cycles, if the pore structures were graduallydestroyed as a result of sintering. A change in any of the
component rates might affect the overall observed rate.As noted above, several interesting features are seen in Figure3. Firstly, during CO reduction in each cycle, the rate curveshows a dip between two distinct peaks. The dips appearconsistently when the conversion reaches approximately 0.33 or0.25, depending, respectively, on whether air oxidation stages
were included or not. At the reaction temperature, it isobserved that the rates of reactions 5 and 7 were so fast, thattheir rates formed a single peak and could not be distinguished.Therefore, the two peaks can be assigned to the fast phase (i.e.,reactions5and7) and the slow phase (i.e., FexO + CO xFe+ CO2), respectively, where x takes the value between 0.892and 0.947 at 1123 K and varies with the redox potential, e.g.,
Figure 3.The deconvoluted rate of conversion of the solid as a function of total solid conversion, when the material was investigated in a uidizedbed at 850 C, undergoing (a) CO reduction, (b) CO2oxidation when air oxidation was included at the end of each cycle, or (c) CO reduction, (d)CO2oxidation when air oxidation was not included. The results of cycles 2, 5, 10, and 20 are presented and compared.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916601
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
6/13
pCO2/pCO. According to the correlation of Giddings and
Gordon23 the transition from wustite to iron takes placewhen x = 0.947 at 1173 K. Following air oxidation, the totaloxygen loss during the Fe2O3 to Fe0.947O transition is about33% of the total oxygen loss during the full transition fromFe2O3to Fe. When the air oxidation step was not included, thehighest oxidation state possible is Fe3O4, and the oxygen lossduring the transition from Fe3O4 to Fe0.947O is about 25% ofthe total oxygen loss during the transition from Fe3O4 to Fe.The rate proles as a function of conversion for the transition
from wustite to iron are consistent with a nucleationmechanism.
Secondly, it can be seen that, during reduction, the height ofthe rst rate peak decreased slightly with increasing cyclenumber. The decrease in maximum reaction rate was found to
be accompanied by a decrease in BET surface area, although atthe magnitudes of surface area measured (e.g., decreasing from2.9 to 1.9 m2 g1 after the rst 10 cycles in a uidized bed), aquantitative link is difficult to establish, primarily owing to thelarge errors insurface area measurement. The study of kinetics
by Bohn et al.5 gave a similar conclusion, i.e., the rst maximaare related to the surface area of the sample. The surfacemorphology of the oxygen carriers, as photographed by SEM in
Figure4, is roughly in agreement with the above speculation, asgrain sizes appear to be larger after 10 cycles. However, as seenin Figure4, the porosity of the material was preserved at themicrometer scale, suggesting that intraparticle diffusion was notsignicantly affected by cycling. In addition, this sintering effect
was found to be nondensifying, as the sieve size of therecovered Zr30 particles from the uidized bed experiments
was found to be unchanged after 20 cycles of chemical looping.The preservation of this porosity is likely to be an importantfactor in maintaining the cyclic conversion.
The second maximum of the rate curves occurs during theformation of Fe from wustite, and this feature is very similar tothat seen when wustite in unsupported iron oxide, or in a Fe2O3+ Al2O3 mixture, is reduced.
24 The rates of formation of ironfrom wustite were not affected by the possible loss of surfacearea noted above and showed a very consistent prole over 20cycles, regardless of the presence or absence of air oxidation.
A decrease in the maximum rate of reaction is also seen fromFigure 3b,d, whereas the characteristics of the rate ofconversion curves did not seem to vary in the absence of airoxidation. The fact that there is a shoulder (i.e., at X= 0.4) inthe rate prole rather than a dip in reaction rate at theconversion where wustite would be expected to oxidize to
Figure 4.SEM images of the freshly prepared Zr30 (left) and Zr30 10 redox cycles at 1123 K (right). Both materials are in their completely oxidizedform.
Figure 5.XRD patterns of the modied Fe2O3oxygen carriers of (a) freshly prepared 10 mol % Zr, (b) 10 mol % Zr after 10 cycles, (c) freshlyprepared 30 mol % Zr, and (d) 30 mol % Zr after 10 cycles. Peaks corresponding to crystalline phases were marked by the following symbols: ,Fe2O3; , ZrO2 tetragonal; , ZrO2 monoclinic.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916602
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
7/13
magnetite suggests that the oxidation of wustite to magnetite isnot limited by nucleation (in contrast to the equivalentreduction reaction). Since the shoulder appears after theconversion expected for this transition, there must besignicant overlap between the oxidation from Fe to wustiteand wustite to Fe3O4. Alternatively, there may be some effect ofthe support providing an alternative reaction route, as outlined
below. To investigate the possibility of the alternative reactionroute via the support, XRD patterns of the materials were
examined to explore this peculiar feature exhibited by Zr30during CO2oxidation. The results of this analysis for both freshand cycled material were inspected for the formation of anyunexpected phases and are shown in Figure5. In both Zr10 andZr30 samples, the phases present were Fe2O3and two phases ofZrO2: monoclinic (Baddelyite) and tetragonal zirconia. Thecoexistence of the two zirconia phases is not uncommon. WhenZrO2 was mixed with Fe2O3, the phase transition from thetetragonal to the monoclinic phase could have taken place atthe reaction temperature of 1123 K.25 It is not apparent howthe performance of the oxygen carrier was affected by thepresence of a mixture of two phases, and a possible explanationis given below in theDiscussion. In addition, the relative peakintensities and peak broadening of the two ZrO2phases remain
unchanged, which veri
es the inertness of the ZrO2 supportafter the material preparation step. On the other hand, the peakintensity of the Fe2O3 phase decreases and peak widthsincreased after cycling, both indicating that the average size ofthe crystal grains of the iron oxides decreased over cycles.
Another possible contribution to the slight decrease of theoverall cyclic conversions and the maximum rates is attritionand elutriation of the resulting ne carrier particles. It is difficultto characterize the rate of attrition in the current study since theexperimental design was limited to the investigation of thereactivity of the oxygen carriers only. However, the rate ofattrition and elutriation would need to be investigated, shouldthis material be considered for application in a continuoussystem.
3.2. Eff
ect of Redox Potential. In the presence of analumina support, previous work15 has shown that the rate ofreaction, as well as the ultimate conversion of the active ironoxide, decreased, owing to the formation of the spinel FeAl2O4and solid solutions of the active iron oxides in the spinel phases.This hindering effect of the support material on the reactivity
became more pronounced when the thermodynamic drivingforce during reduction was lowered, i.e., when pCO2/pCO was
increased.15 To verify the improvement obtained using ZrO2asa support material, similar experiments to those of Cleeton15
were performed, in which Zr30 was reduced by variousreducing gas mixtures of CO2+ CO or H2O + H2, with varying
pCO2/pCO or pH2O/pH2. These experiments were performed in
both the packed bed reactor and the TGA. The TGA was ableto detect very slow rates of reaction. However, theconguration of the TGA only allowed for a gas mixture ofCO2 and CO with a pCO2/pCO ratio between 0.6 and 2.4,
because pCO2/pCO beyond this range required a much larger
total gas ow rate, which would have caused disturbance in theproposed gravimetric measurements. On the other hand, in apacked bed experiment, it was easier to increase gas ow rates,and injection of steam was possible; thus, it was possible to
employ a wider range of redox potentials, i.e., pCO2/pCO orpH2O/pH2. The gas compositions and ow rates for the packed
bed and TGA experiments are summarized in Table 1. Thesolid conversions during reduction were converted topercentage hydrogen yield equivalents and plotted in Figure6.
In the packed bed experiments, Zr30 was cycled 20 times at850 C. In each cycle, the ratio of partial pressures of thereducing gas to the oxidizing gas was varied in a random order,to avoid any potential systematic error. When a mixture of H2Oand H2was used as the reducing gas, the reducing potential of
pH2O/pH2was converted to a pCO2/pCOequivalent, by means of
the equilibrium constant for the water-gas shift reaction:
+ + =KH O CO CO H 0.77602 2 2 p,1123 K (15)
where thevalue ofKp,1123 Kwas calculated from the correlationof Moe:26
Table 1. Gas Flow Arrangements for Experiments to Investigate the Rate and Extent of Conversion of Zr30 under VariousRedox Environments at 850C
a
reducing gas oxidizing gas
experiment series composition ow rate composition ow rate poxidant/preductant reduction time (min)
PBR1 10% CO 0.634.1 L/min 100% CO2 0.121 L/min 02.3 8
PBR2 10% CO 0.470.95 L/min 15% CO2 00.70 L/min 01.8 8
PBR3 5% H2 0.461.74 L/min 2.6% H2O 01.79 L/min 02.35 5
PBR4 10% CO 0.951.43 L/min 15% CO2 00.25 L/min 01.42 5
TGA 10% CO 22.938.5 mL/min 20% CO2 11.727.5 mL/min 0.62.4 300aPBR stands for packed bed reactor. All ow rates were measured at room temperature and 1 atm. The balancing gas is N 2in all cases.
Figure 6.Potential yield of hydrogen from reduced Zr30, as a functionof reducing potential (represented bypCO2/pCO). The hydrogen yield
is calculated on the basis of the amount which could theoretically beobtained during oxidation with steam. The reaction conditions aresummarized in Table 1. The symbols corresponds to differentexperimental series: , PBR1; , PBR2; , TGA; , PBR3; ,PBR4. The ideal H2 yield, assuming complete solid conversion, isindicated by the dotted line.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916603
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
8/13
= +
KT
exp 4.33 4577.8
p (16)
in which T is temperature in kelvin. The yield of hydrogen,plotted in Figure 6, was estimated on the basis of the totalnumber of moles of gaseous product generated in each cycle
when the reduced sample was oxidized by either CO2or H2O,as given by eq13. In the case of TGA experiments, fresh Zr30particles were reduced under different pCO2/pCO, and the total
weight loss during reduction was converted to its correspond-ing hydrogen yield, assuming that all reduced iron oxides could
be fully oxidized to Fe3O4 by steam. Results are shown inFigure 6, which suggests that, if reduction is only to wustite(i.e.,pCO2/pCO> 0.58), the yield of hydrogen is much closer
to the theoretical value. Considering, now, the xed bed reactorresults for pCO2/pCO < 0.58, for which, thermodynamically,
reduction to Fe is possible, it should be remembered that theamount of hydrogen produced reects the degree of reductionachieved during the reduction stage, which had a xed duration.Figure 6 shows that, when reduction from wustite to Fe isthermodynamically favored, the hydrogen yield appears to
decrease as the reducing potential decreases. The reason forthis apparent correlation lies in the kinetics of reduction. To seethis, in Figure6, with pCO2/pCO= 0, it took 5 min for the Fe3O4in Zr30 to be 90% converted to Fe when 10 vol % CO in N2
was used as the reductant. Assuming chemical reaction control,the driving forcefor the reaction is ([CO] [CO2]/Kp), sothat as the [CO2] in the reducing gas is increased, for a xed[CO], the observed rate should fall. For example, inexperimental series PBR4 in Figure 6, with pCO2/pCO = 0.42,
the chemical driving force during the oxidation of Fe to wustitewas about 17.5% of that when pCO2/pCO = 0. To estimate
roughly the effect of the change in the chemical driving force onthe rate of reaction, the following assumptions about the
kinetics were made: (i) rapid and complete conversion ofmagnetite to wustite prior to the subsequent reduction ofwustite to iron, (ii) the apparent rate of reaction during theoxidation of Fe to wustite is directly proportional to ([CO] [CO2]/Kp), and (iii) the apparent rate of reaction isapproximately independent of the conversion from wustite toiron, as observed in Figure.3c, i.e., the conversion increaseslinearly with time. Thus, the expected total hydrogen yield is25% + 17.5%75% = 38% when the reduction period is 5 min.This compares favorably with the 38% yield observedexperimentally and plotted in Figure 6. From the results inFigure6for reduction only to wustite (i.e.,pCO2/pCO> 0.58),
the hydrogen yield is directly related to the conversion frommagnetite to wustite during the partial reduction, a fact studied
in detail below.When the reducing condition favors wustite as the product ofthe reduction, the concentration of Fe2+ in wustite is a strongfunction of redox potential,23 i.e., pCO2/pCO or pH2O/pH2. At
1123 K, the O/Fe ratio at equilibrium is given by thecorrelation:23
=+p p
O/Feln( / ) 27.902
25.904
CO CO2
(17)
The resulting yield of hydrogen based on the theoretical wustitecomposition was compared with the experimental results inFigure7, where the yields of hydrogen were calculated on the
basis that 100% yield corresponds to the hypothetical transitionfrom Fe3O4to hypothetical FeO (i.e., FexO withx = 1) duringthe reduction stage. Except for the experimental set PBR1, mostexperimental results in Figure7are in agreement, showing that,in a xed amount of time, the material was nearly reduced tothe equilibrium wustite composition given by Giddings andGordon,23 albeit with a slight offset. To investigate this offset,
batches of Fe100 were investigated in a TGA using the identicalexperimental protocol to that used in the packed bed, todetermine experimentally the equilibrium line for the pure ironoxide system. The results are shown in Figure7and indicatethat, under the same experimental conditions, Zr30 gave almostidentical magnetite to wustite conversion as a function of redoxpotential as Fe100, with bothmaterials displaying about a 10%
off
set from literature values.23
In this study, the Zr30 sampleswere therefore considered to have 100% conversion frommagnetite to wustite when pCO2/pCOwas between 0.6 and 2.4;
i.e., the presence of ZrO2did not change the phase boundariesof the iron oxide system. In comparison, the FeAlO systemgives much lower equilibrium values ofxand higher Fe/O ratiounder the same pCO2/pCO, and the kinetics of reduction are
slower, owing to the much lower thermodynamic driving forcesarising from the presence of a solid solution of Fe3O4FeAl2O4.
15 Therefore, using ZrO2 as a support material givesmuch improved performance over the Al2O3support.
The rate of reduction as a function of time is furtherexamined, in Figure 8, where conversions of the solid arenormalized with respect to a target product of Fe0.92O. Prior to
discussing the rate of reaction for different experiments, theeffect of external mass transfer between the reactant gas owingover the TGA pan and the upper surface of the bed of particlesin the pan was estimated using a Stefan-Maxwell Diffusionmodel, described in Appendix 2,Supporting Information. Themodel suggested that the observed rates of reduction of Zr30
were sufficiently fast during the rst 400 s for this source ofexternal mass transfer to play a signicant role in controllingthe overall kinetics. After the rst 500 s, the concentration onthe surface of the solid can be approximated as theconcentration in the bulk gas phase and the rate is no longerlimited by external mass transfer. Thus, one can conclude fromFigure8that, the magnitudes of the rates of conversion of Zr30
Figure 7.The percentage conversion from magnetite to wustite, as afunction of reducing potential (represented bypCO2/pCO), when Zr30
was reduced in a packed bed reactor or a TGA. The reactionconditions are summarized in Table 1. The symbols corresponds todifferent experimental series: , PBR2; , TGA; , PBR4; +, TGAexperiments with Fe100. The dashed line corresponds to themaximum theoretical hydrogen yield based on literature.23
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916604
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
9/13
were comparable with those of the unsupported iron oxide inthe TGA, both being signicantly higher than that seen with
Al10 and considerably affected by external mass transferresistance. In contrast, owing to the slow chemical rate ofreduction of Al10, the external mass transfer limitationhad littleeffect on its apparent rate in the TGA experiments.15
3.3. Extent of Carbon Deposition.One of the advantagesof generating hydrogen using the steam-iron reaction is thatcontamination of the hydrogen product by CO can betheoretically completely avoided. However, in practice, thehydrogen could be contaminated if carbon were deposited onthe solid particles during reduction by carbonaceous species.
When CO is used, the Boudouard reaction may occur:
+2CO CO C2 (18)which is thermodynamically favored by lowpCO2/pCOratios and
low temperatures. This reaction is also sensitive to the nature ofthe solid surfaces, e.g., an oxidizing solid surface would shift thisreaction to the left and hence inhibit the formation of carbon.During steam oxidation, the deposited carbon is oxidized byH2O to give CO, which is inevitably mixed with the producthydrogen. As CO is poisonous to Pt anodes in PEM fuel cells,the contamination by CO would affect the value of the nalproduct and ideally needs to be minimized. In a set of packed
bed experiments, the reduced Zr30 material was reacted withsteam to generate hydrogen, and the mole fraction of CO in theoff-gas was monitored: the limit of detection of the analyzer
used was 0.001 vol %. The reducing conditions, viz.,temperature, reduction time, and reduction potential, werevaried orthogonally, to nd a suitable operating regime for theproduction of hydrogen of high purity. The CO contaminationin the hydrogen during hydrogen production is presented as
NCO/pH2 in Figures9and10. Both plots indicate that, under
the current operating conditions, viz., 10231223 K, 0
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
10/13
cycle, when the iron content of the material was oxidized fromFe to Fe3O4. This yield is higher than the values reported byprevious literature, e.g., Kidambi et al. (6.9 mol/kg using 75 wt% Fe2O3on Al2O3),
14 Kierzkowska et al. (7.5 mol/kg using 60wt % Fe2O3on Al2O3),
15 Galvita and Sundmacher (1.7 mol/kg,using a 5 wt % Cr2O3, 38 wt % Fe2O3, and 57 wt % Ce0.5Zr0.5O2mixture),9 and Bohn et al. (3.5 mol H2/kg by limiting the
degree of reduction to wustite using Fe100).2
In contrast to theresults of Kidambi et al.,14 although there is a very slightdecrease in the yield of hydrogen as a function of cycle numberin the absence of the air oxidation stage, Zr30 still showssuperior performance, which gives more freedom in the processdesign, if one wishes to maximize the hydrogen production. Interms of performance, this material is an improvement over theFe2O3Al2O3oxygen carrier, which loses a large fraction of thestoichiometric yield of hydrogen after cycling, owing to theformation of the unreactive FeAl2O4Fe3O4solid solution.
14,15
The apparent kinetics obtained from the uidized bedexperiments suggest that, overall, the surface area of thematerial decreased with cycling. The evolution of surface
morphology, as examined by electron microscope, suggests thatthe loss of surface area was associated with sintering (Figure4);however, the pore structure of the solid was preserved at amicrometer scale, (as seen in Figure4), which may have helpedto maintain the reaction kinetics by preserving a high value ofthe effective intraparticle gas diffusivity. Of course, the presenceof ZrO2was a key to the structural stability, because of its highmelting point of 2715 C and its chemical inertness (as veried
by XRD in Figure5), so the sintering was nondensifying. Themethod of coprecipitation used in the preparation of the carrierensures good mixing of the support material with the activeFe2O3, so that the sintering resistance provided by ZrO2 wasmaximized, and the overall thermal stability and cyclic stabilityof the oxygen carrier were signicantly improved. It is probablethat the cost of manufacturing these oxygen carriers bycoprecipitation might be higher than those made by morerobust methods,such as mechanical mixing, impregnation, andspray drying.27 However, the method of coprecipitationprovides a good, reproducible base case for supporting ironoxides by ZrO2. Optimization of the trade-offbetween cost of aparticular manufacturing route and performance would ofcourse need to be considered in any future large-scaleapplication.
4.2. Inertness of the Support Material. During chemicallooping operations, generally, the support material mayparticipate in the redox reaction, by forming tertiary metaloxides with the active material, e.g., FeAl2O4 in the FeAlO
system. In the case of Al2O3, the chemical interaction betweenthe support material and the active oxides is undesirable, as theresulting spinel, i.e., FeAl2O4, is extremely unreactiveand has anegative impact on the overall materials performance.15 This isnot the case for ZrO2-supported material, and the active ironoxide on ZrO2 has comparable reactivity to iron oxide on itsown, as shown in Figure8.
The results in Figure 8 may be further interpreted byconsidering the nature of the reduction of Fe3O4 to wustite.
According to Bohn et al.,5 for unsupported Fe2O3, when therate is reaction controlled, the reduction of magnetite to wustitefollows:
=
=
k
K
k
Kf X
rate [CO] [CO ]
[CO] [CO ]
( )
i
mag
2
p
0
mag
2
p (19)
where ki is the intrinsic rate constant, k0 is the initial rateconstant,magis the density of magnetite, Kpis the equilibriumconstant at the magnetitewustite boundary, and f(X) i s afunction describing the contribution of solid conversion, X.Bohn10 suggested that, for unsupported Fe2O3with an averageparticle sizedp= 363m, similar to that used in the TGA in thepresent work, the rate was dominated by chemical reaction andthe effectiveness factor, = 1 at intermediate conversions (e.g.,
X> 0.2). If the same applies here, one can verify the order ofreaction with respect to the chemical driving force [CO] [CO2]/Kp, by dening a specic rate, Ksas:
=
Km t
y
d /dy
K
s
CO
CO2
p (20)
where dm /dt is the rate of fractional mass loss in the TGAexperiments. Values of Ks were calculated for three differentexperiments, where the mole fractions of CO and CO2 at thesurface of the particle were evaluated using the Maxwell-Stefanmodel. The solid conversion, X, was normalized on the basis ofthe assumption that full conversion to the equilibrium state of
wustite (X= 1) is achieved when the rate of reaction drops tozero. This assumption was veried by the control experimentsusing Fe100, as see in Figures 7 and 8. If there is no solidsolution effect, i.e., the activity of the solid phases is 1, then thespecic rate can be correlated with the rate from eq19,i.e.,Ks=4.833 k0f(X), where the value of 4.833 is the ratio of themolecular mass of Fe3O4to the atomic mass of oxygen and k0
f(X) is independent of the concentrations of the gaseousspecies.The results of the use of this interpretation ofKs(Figure11)
shows a large discrepancy between values of f(X) at lowerconversions (X< 0.2), whereas for conversions between X=0.2 and 1.0, all three experiments showed overlapping prolesofKs. The disagreement between the curves ofKsin the early
Figure 11. The specic rate as a function of the fractional solidconversion, X, during the reduction of magnetite to wustite fordifferent experiment sets in a TGA. The numbers denote the ratio ofCO2/CO used in each experiment.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916606
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
11/13
stage might be a result of large uncertainties in the estimationof the gas concentration proles at the gassolid interface.
Also, because of the lowKp in this reaction, the calculation ofthe chemical driving force, yCO (yCO2/Kp) becomes highly
sensitive to small uncertainties in the concentration measure-ment. Difficulties in estimating accurately the rate of reaction atsmall conversions (X< 0.2) were also found by Bohn et al.,5
when the Fe3O4
FexO transition of unsupported iron oxideswas studied in a uidized bed. Between X= 0.2 and 0.8, thespecic rates are comparable for each experiment, suggestingthat the rate of reaction is indeed rst order with respect toyCO(yCO2/Kp), and the ZrO2 support imposes no solid solution
effects on the kinetics.The other issue when ZrO2 is used alone as the support
material is the monoclinic-tetragonal phase transition which,thermodynamically, could occur at temperatures typical ofchemical looping, i.e., 8501000 C. This phase transition isreversible during the cooling process for pure zirconia.However, when ZrO2 is doped interstitially with trivalentmetal ions, e.g., Fe3+ by coprecipitation in this case, theZrO2could exist in a metastable phase of tetragonal ZrO2.
25 The
coexistence of the two phases of ZrO2might be responsible forthe shoulder feature observed during the CO2oxidation of thereduced Zr30 (Figure 3d). In general, when ZrO2 is dopedinterstitially with divalent or trivalent ions, high concentrationsof oxygen ion vacancies will be present in the crystal lattice oft-ZrO2, and the ionic conductivity of O
2 in the tetragonal phaseis much greater than that of the monoclinic phase.28 Since theprimary mechanism for the oxidation of pure Fe to magnetite is
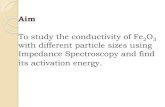
via the diffusion of Fe2+ through p-type metal decit,29 theconsequential high O2 mobility through n-type decit intetragonal ZrO2 might assist the rate of oxidation via asecondary mechanism, which is illustrated in Figure 12. As a
result, when a fraction of unreacted Fe was trapped by thesupport material, ionic conduction through the solid would bethe only route by which the oxidation reaction would proceed,and the fraction of Fe trapped byt-ZrO2becomes more reactivethan that trapped bym-ZrO2. Of course, this reasoning is only
valid if the rate of the oxidation reaction is largely controlled byionic diffusion, which is possible at intermediate to high solidconversions, when a layer of solid product has been establishedoutside a solid grain within a reduced oxygen carrier particle.This hypothesis is explored in a later paper.
Despite the possible presence of solid solutions of Fe3+ andFe2+ in ZrO2phases, XRD patterns (Figure5) indicate that thechemical composition (i.e., the relative peak intensities) andphysical structure (i.e., the peak broadening effect) of the ZrO2phases did not vary after cycling. Therefore, one can rely on theinertness of the support to make a very stable iron oxide oxygencarrier for extended chemical looping. If the incomplete phasetransformation of ZrO
2during the preparation stage is to be
avoided, the addition of other dopants, e.g., Y3+ or Ce4+, couldbe used to assist the stabilization of ZrO2in its tetragonal form.Existing literature has already shown that using stabilized ZrO2to support Fe2O3cycles gives promising reactivity for chemicallooping combustion.30
5. CONCLUSION
Synthetic Fe2O3 based oxygen carriers were made from asolution precursor using coprecipitation. ZrO2 was used as aninert support, which has been shown to stabilize the cyclichydrogen yield of Fe2O3 over 20 cycles, without signicantdeterioration of the reaction kinetics. The surface area of thesolid particle was found to decrease as a result of nondensifying
sintering, which had slightly negative impact on the maximumrate of reaction over cycles, but did not affect the kinetics athigher conversions. Despite the loss of surface area, theporosity of the material was preserved over the number ofcycles used. This structural stability was an important factor inmaintaining the kinetics of the redox reactions of the active ironoxide.
Experiments in a uidized bed reactor, a packed bed reactor,and a TGA have conrmed that the ZrO2 did not alter thethermodynamics of the iron system, nor did it signicantlyaffect the kinetics of reduction from Fe2O3 stepwise to Fe.
Although two phases of ZrO2 coexist in the as-prepared solidsample, their relative quantity and crystal size were stableduring chemical looping. Carbon deposition was found only
when the conversion from Fe3O
4 to Fe exceeded 90 mol %,
although the limit of detection with our apparatus of CO was500 ppmv CO in the product gas.
ASSOCIATED CONTENT
*S Supporting Information
1) Deconvolution of concentration proles from gas analysers.2) StefanMaxwell diffusion model. This material is availablefree of charge via the Internet at http://pubs.acs.org.
AUTHOR INFORMATION
Corresponding Author
*E-mail: [email protected].
NotesThe authors declare no competing nancial interest.
ACKNOWLEDGMENTS
The authors would like to thank Mr. Simon Griggs with SEM,Mr. Zlatko Saracevic with BET measurement, and the ChemicalData Service at Daresbury for crystallographic data. Dr. PaulFennell from Imperial College, London, and members of hisresearch group, viz., Dr. John Blamey, Mr. Zili Zhang, and Mr.Tomas Hills, are gratefully acknowledged for their assistance
with the XRF analysis. Financial support from the Engineeringand Physical Sciences Research Council (Grant number: EP/G063265/1) is also acknowledged.
Figure 12.A schematic diagram of the possible mechanism in which agrain of tetragonal ZrO2participates in the steam or CO2oxidation ofreduced iron oxide. The ZrO2 phase contains interstitial Fe
3+. The
parameters1and 2represent, respectively, the degree of n-type andp-type metal decits in the metal oxide lattice.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916607
http://pubs.acs.org/mailto:[email protected]:[email protected]://pubs.acs.org/ -
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
12/13
NOTATION
Parameters
A= surface area of the TGA crucible, m2
[CO] = concentration of CO, mol m3
[CO2] = concentration of CO2, mol m3
ctot= total concentration, mol m3
Dij= gas molecular diffusivity of speciesiin mediumj, m2 s1
dp= particle diameter, m1= n-type metal oxide lattice decit, 2= p-type metal oxide lattice decit,
EA= activation energy, kJ mol1
mf= voidage of the uidized bed at minimum uidization, Ji = ux of species I, mol m
2 s1
kg = external mass transfer coefficient, m s1
ki = rst order intrinsic rate constant, s1
k0 = initial rate constant, s1
Kp= equilibrium constant, Ks= specic rate of reaction, mol
1m3s1
m= mass of samples in a TGA, gN i= rate of change of number of moles of species i, mol s
1
Ni = number of moles of species i, mol
= kinematic viscosity, m2 s1pi= partial pressure of species i, baraR= universal gas constant, 8.314 J mol1 K1
rate = rate of reaction, mol m3 s1
Re= Reynolds number, Sc= Schimdt number, Sh= Sherwood number, T= temperature, Kt= time, std= dead time, sU= supercial velocity, m s1
Umf= minimim uidization velocity, m s1
X= fractional solid conversion, x= ratio of Fe/O in wustite,
XCO2 = percentage CO2 yield during CO reduction in eachcycle,
XH2 = percentage hydrogen yield during steam oxidation ineach cycle -xi = mass fraction of solid species i,
yi = mole fraction of gas species i, z= the vertical distance from the surface of solid samples, mHoT = standard enthalpy of reaction at temperature inKelvin, kJ mol1
= effectiveness factor, mag = density of magnetite, kg m
3
= characteristic mixing time, s
Acronyms
BET = theory of Brunauer, Emmett, and Teller
CLC = chemical looping combustioni.d. = internal diameter, mPBR = packed bed reactorPEMFC = proton exchange membrane fuel cellSEM = scanning electron microscopyTGA = thermal gravimetric analyzer
XRD = X-ray diffractionXRF = X-ray uorescence
REFERENCES
(1) Messerschmitt, A. Process of producing hydrogen. U.S. Patent
971,216, 1910.
(2) Choudhary, T.; Goodman, D. CO-free fuel processing for fuelcell applications. Catal. Today 2002, 77, 6578.
(3) Bohn, C. D.; Muller, C. R.; Cleeton, J. P.; Hayhurst, A. N.;Davidson, J. F.; Scott, S. A.; Dennis, J. S. Production of very purehydrogen with simultaneous capture of carbon dioxide using the redoxreactions of iron oxides in packed beds. Ind. Eng. Chem. Res.2008,47,76237630.
(4) Reed, H.; Berg, H. Hydrogen process. U.S. Patent 2,635,947.
1953.(5) Cleeton, J. P. E.; Bohn, C. D.; Muller, C. R.; Dennis, J. S.; Scott,
S. A. Clean hydrogen production and electricity from coal via chemicallooping: Identifying a suitable operation regime. Int. J. Hydrogen Energy2009, 34, 112.
(6) Bohn, C. D.; Cleeton, J. P.; Muller, A. N.; Davidson, C. R.;Hayhurst, J. F.; Scott, S. A.; Dennis, J. S. The kinetics of the reductionof iron oxide by carbon monoxide mixed with carbon dioxide. AIChE J.2009, 56, 10161029.
(7) Bleeker, M. F.; Kersten, S. R. A.; Veringa, H. J. Pure hydrogenfrom pyrolysis oil using the steam-iron process. Catal. Today 2007,127, 278290.
(8) Otsuka, K.; Kaburagi, T.; Yamada, C.; Takenaka, S. Chemicalstorage of hydrogen by modified iron oxides. J. Power Sources 2003,122, 111121.
(9) Galvita, V.; Sundmacher, K. Cyclic water gas shift reactor(CWGS) for carbon monoxide removal from hydrogen feed gas forPEM fuel cells. Chem. Eng. J. 2007, 134, 168174.
(10) Galvita, V.; Hempel, T.; Lorenz, H.; Rihko-Struckmann, L. K.;Sundmacher, K. Deactivation of modified iron oxide materials in thecyclic water gas shift process for CO-free hydrogen production. Ind.
Eng. Chem. Res.2008, 47, 303310.(11) Bohn, C. D. The production of pure hydrogen with simultaneous
capture of carbon dioxide. PhD Thesis, University of Cambridge,Cambridge U.K., 2010
(12) Li, F.; Kim, H. R.; Shridhar, D.; Wang, F.; Zeng, L.; Chen, J.;Fan, L.-S. Syngas chemical looping gasification process: Oxygen carrierparticle selection and performance. Energy Fuels2009,23, 41824189.
(13) Kierzkowska, A. M.; Bohn, C. D.; Cleeton, J. P.; Scott, S. A.;Dennis, J. S.; Muller, C. R. Development of iron oxide carriers for
chemical looping combustion using sol-gel.Ind. Eng. Chem. Res. 2010,49, 53835391.
(14) Kidambi, P. R.; Cleeton, J. P. E.; Scott, S. A.; Dennis, J. S.; Bohn,C. D. Interaction of iron oxide with alumina in a composite oxygencarrier during the production of hydrogen by chemical looping. EnergyFuels 2012, 26, 603617.
(15) Cleeton, J. P. E. Chemical looping combustion withsimultaneous power generation and hydrogen production using ironoxides. PhD Thesis, University of Cambridge, Cambridge U.K., 2011.
(16) Popovic , S.; Grzeta, B.; Stefanic , G.; Czako-Nagy, I.; Music , S.Structural properties of the system m-ZrO2--Fe2O3. J. Alloys Compd.1996, 241, 1015.
(17) Jiang, J. Z.; Poulsen, F. W.; Mrup, S. Structure and thermalstability of nanostructured iron-doped zirconia prepared by high-energy ball milling. J. Mater. Res. 1999, 14, 13431352.
(18) Fischer, W. A.; Hoffman, A. Equilibrium studies in the systemFeO-ZrO2. Arch. Eisenhuettenwes 1957, 28, 739743.
(19) Bechta, S. V.; Krushinov, E. V.; Almjashev, V. I.; Vitol, S. A.;Mezentseva, L. P.; Petrov, Yu.B.; Lopukh, D. B.; Khabensky, V. B.;Barrachin, M.; Hellmann, S.; Froment, K.; Fischer, M.; Tromm, W.;Bottomley, D.; Defoort, F.; Gusarov, V. V. Phase diagram of the ZrO2-FeO system. J. Nucl. Mater. 2006, 348, 114121.
(20) Wen, C.; Yu, Y. A generalised method for predicting minimumfluidisation velocity. AIChE J. 1966, 12, 610612.
(21) Brunauer, S.; Emmett, P. H.; Teller, E. Adsorption of gases inmulti molecular layers. J. Am. Chem. Soc. 1938, 60, 309319.
(22) Dennis, J. S.; Hayhurst, A. N. A simplified analytical model forthe rate of reaction of SO2 with limestone particles. Chem. Eng. Sci.1986, 41, 2536.
Industrial & Engineering Chemistry Research Article
dx.doi.org/10.1021/ie302626x|Ind. Eng. Chem. Res. 2012, 51, 165971660916608
-
8/11/2019 (N-type, P-type)the Effect of Addition of ZrO2 to Fe2O3 for Hydrogen Production by Chemical Looping
13/13