METHANOL PLANT - SHALE GAS FEED PRETREATMENT
18
GBH Enterprises, Ltd. METHANOL PLANT - SHALE GAS FEED PRETREATMENT CASE STUDY #091406 Process Information Disclaimer Information contained in this publication or as otherwise supplied to Users is believed to be accurate and correct at time of going to press, and is given in good faith, but it is for the User to satisfy itself of the suitability of the Product for its own particular purpose. GBHE gives no warranty as to the fitness of the Product for any particular purpose and any implied warranty or condition (statutory or otherwise) is excluded except to the extent that exclusion is prevented by law. GBHE accepts no liability for loss, damage or personnel injury caused or resulting from reliance on this information. Freedom under Patent, Copyright and Designs cannot be assumed. Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries Web Site: www.GBHEnterprises.com
-
Upload
gerard-b-hawkins -
Category
Technology
-
view
246 -
download
5
description
METHANOL PLANT - SHALE GAS FEED PRETREATMENT CASE STUDY #091406 Case Background A Methanol plant operator would like to examine the technical feasibility of using Shale Gas as a feedstock to their Methanol plant. The first step in the Methanol production process is gas pretreatment. The purpose of gas pretreatment is to make the gas suitable for the downstream processes. There are two groups of compounds that are usually present in natural gas and that should be removed during pretreatment—the associate NGL and the sulfur-containing compounds. Some natural gas reservoirs may also have other trace components that must be removed, but these are not discussed here. This case study examines the impact of CO2 (Carbon Dioxide) on the pre-treatment section design, performance and efficiency of ACME Methanol Plant’ feed gas pre-treatment section. Case 1: Normal Shale Gas Case 2: “Bad Gas” Case 3: Low CO2 Case 4: High CO2
Transcript of METHANOL PLANT - SHALE GAS FEED PRETREATMENT

GBH Enterprises, Ltd.
METHANOL PLANT - SHALE GAS FEED PRETREATMENT CASE STUDY #091406
Process Information Disclaimer
Information contained in this publication or as otherwise supplied to Users is believed to be accurate and correct at time of going to press, and is given in good faith, but it is for the User to satisfy itself of the suitability of the Product for its own particular purpose. GBHE gives no warranty as to the fitness of the Product for any particular purpose and any implied warranty or condition (statutory or otherwise) is excluded except to the extent that exclusion is prevented by law. GBHE accepts no liability for loss, damage or personnel injury caused or resulting from reliance on this information. Freedom under Patent, Copyright and Designs cannot be assumed.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

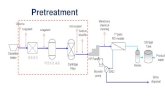
Case Background A Methanol plant operator would like to examine the technical feasibility of using Shale Gas as a feedstock to their Methanol plant. The first step in the Methanol production process is gas pretreatment. The purpose of gas pretreatment is to make the gas suitable for the downstream processes. There are two groups of compounds that are usually present in natural gas and that should be removed during pretreatment—the associate NGL and the sulfur-containing compounds. Some natural gas reservoirs may also have other trace components that must be removed, but these are not discussed here. Desulfurization of Proposed Shale Gas In large-scale Methanol facilities, desulfurization is typically performed by passing the natural gas with a co-feed of hydrogen (H2) over a hydrotreating catalyst, followed by desulfurization over a packed bed of porous “mixed-metal”-containing zinc oxide (ZnO). The initial hydrotreating step is necessary to convert sulfur in mercaptan (thiol) and sulfide (thioether) compounds to hydrogen sulfide (H2S). The ZnO reacts with H2S to capture the sulfur as zinc sulfide (ZnS), and the packed bed is typically operated at 350°C–400°C. Once the packed bed reaches capacity, the ZnS can be regenerated by controlled oxidation. It is, therefore, customary to apply two packed beds in series lead-lag. Selecting ZnO-based desulfurization technology for methanol plants has some implications:
• A source of pure H2 is required as utility. The issue is not H2 availability, but rather the need to include an H2 purification unit, or an external source of pure H2 in the design.
• During regeneration, a sulfur-dioxide-(SO2)-rich offgas is produced as effluent. Depending on the location, the offgas can be disposed of through a stack, or it can require gas treatment before release.
Other gas treatment strategies will have different requirements and implications. For example, spent methanol synthesis catalyst makes a good sulfur trap. Gas treatment and spent methanol synthesis catalyst disposal can be integrated, instead of using ZnO.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

This case study examines the impact of CO2 (Carbon Dioxide) on the pre-treatment section design, performance and efficiency of ACME Methanol Plant’ feed gas pre-treatment section. Case 1: Normal Shale Gas Case 2: “Bad Gas” Case 3: Low CO2 Case 4: High CO2
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

HDS VESSEL
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

ZNO VESSEL
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Purification Calculation Summary: [Cases 1 – 4 Cross Checks]
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

APPENDIX
FEEDSTOCK CHARACTERIZATION
Component Units NG CO2 Process Steam
Recycle NG CO2 Recycle
Stream Stream Stream Stream Stream StreamData from Stream Mixer mol% mol% mol% mol% mol% mol% mol% mol% kmol/hr mol % kmol/hrParaffins Note: Okay Okay Okay OkayCH4 mol% 55.32 55.32 0.00 0.00 55.321 2115.76 55.323 2115.76C2H6 mol% 1.18 1.18 0.00 0.00 1.180 45.130 1.180 45.130C3H8 mol% 0.23 0.23 0.00 0.00 0.230 8.797 0.230 8.797C4H10 mol% 0.05 0.05 0.00 0.00 0.050 1.912 0.050 1.912C5H12 mol% 0.01 0.01 0.00 0.00 0.005 0.191 0.005 0.191C6H14 mol% 0.24 0.24 0.00 0.00 0.240 9.179 0.240 9.179C7H16 mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C8H18 mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C9H20 mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000OlefinsC2H2 Acetylene mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C2H4 mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C3H6 mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000
C4H8 Butene mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C4H6 Butadiene mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C5H10 mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000C6H12 Hexene mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000NaphthenesC6H12 Cyclohexane mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000AromaticsC6H6 Benzene mol% 0.00 0.00 0.00 0.000 0.000 0.000 0.000Inerts & OthersCO mol% 0.00 0.00 0.00 0.00 0.000 0.000 0.000 0.000CO2 mol% 25.06 100.00 25.06 100.00 0.00 25.061 958.439 25.061 958.439N2 mol% 15.41 15.41 0.00 0.00 15.410 589.367 15.411 589.367Ar mol% 0.00 0.00 0.00 0.00 0.000 0.000 0.000 0.000H2 mol% 2.50 100 2.50 0.00 100.00 2.500 95.614 2.500 95.614NH3 Ammonia mol% 0.00 0.00 0.00 0.00 0.000 0.000 0.000 0.000H2O mol% 0.00 100 0.00 0.00 0.00 0.003 0.115
Total 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 3824.50 100.00 3824.39
Organic Carbon Factor 0.6004 0.0000 0.0000 0.0000 0.6004 0.0000 0.0000 0.6004 0.6004 0.6004 0.6004Inorganic Carbon Factor 0.8510 1.0000 0.0000 0.0000 0.8510 1.0000 0.0000 0.8510 10.1848 0.8510 10.1848
Molecular Weight kg/kmol 24.9677 44.0098 18.0152 2.0158 24.9677 44.0098 2.0158 24.9677 24.9677 24.9679 24.9679
Error Warning Note: Okay Okay Okay OkayFlowrate Nm³/hrFlowrate kg/hrFlowrate kmol/hr 3824.5 0 0 29.966
Gas Flowrate Nm3/hr 85722 0 0 0 85722 0 0 85722 85720kg/hr 95488.8 0.0 0.0 0.0 95488.8 0.0 0.0 95488.8 95486.7kmol/hr 3824.5 0.0 0.0 0.0 3824.5 0.0 0.0 3824.50 3824.39
Calculated Steam to Carbon mol/mol 0.0000Model C5's + as C4's NoC5's + as C4's mol% 0.00 0.00 0.00 0.000 0.000New C4 Flowrate kmol/hr 0.00 0.00 0.00 1.912 1.912New Total Flowrate kmol/hr 3815.13 3815.02
Total Total Total Total
Sulfur Speciation Note:ppm mol ppm mol ppm mol ppm mol
mg S/Nm3
mol % component
kmol/hr
H2S ppm v 5.27 5.270 0.000 0.000 5.270 7.5 0.000527 0.020155COS ppm v 1.32 1.320 0.000 0.000 1.320 1.9 0.000132 0.005048CS2 ppm v 0.000 0.000 0.000 0.000 0.0 0.000000 0.000000MercaptansCH3SH ppm v 0.000 0.000 0.000 0.000 0.0 0.000000 0.000000C2H5SH ppm v 0.000 0.000 0.000 0.000 0.0 0.000000 0.000000C3H7SH ppm v 0.000 0.000 0.000 0.000 0.0 0.000000 0.000000n-C4H9SH ppm v 0.000 0.000 0.000 0.000 0.0 0.000000 0.000000
Mixed Gas (Wet) Mixed Gas (Dry)
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

NG CO2 Process
SteamRecycle Mixed Gas
(Wet)Mixed Gas
(Dry) Color SchemeCalculations…………….………….………….…………….………….…………. Mol Wt User Input
mass mass mass mass mass mass (kg/kmol) Fixed InputParaffins Calculation
CH4 887.4944 0 0 887.494413 887.521008 CH4 16.0426 WarningC2H6 35.4826 0 0 35.4826029 35.4836662 C2H6 30.0694 Atomic WeightsC3H8 10.14233 0 0 10.1423292 10.1426331 C3H8 44.0962 Hydrogen 1.0079C4H10 2.906208 0 0 2.90620823 2.90629531 C4H10 58.123 Carbon 12.011C5H12 0.360756 0 0 0.36075623 0.36076704 C5H12 72.1498 Nitrogen 14.0067C6H14 20.6828 0 0 20.6827984 20.6834182 C6H14 86.1766 Oxygen 15.9994C7H16 0 0 0 0 0 C7H16 100.2034 Sulfur 32.066C8H18 0 0 0 0 0 C8H18 114.2302 Argon 39.948C9H20 0 0 0 0 0 C9H20 128.257
OlefinsC2H2 Acet 0 0 0 0 0 C2H2 Acetylene 26.0378C2H4 0 0 0 0 0 C2H4 28.0536C3H6 0 0 0 0 0 C3H6 42.0804
C4H8 Buten 0 0 0 0 0 C4H8 Butene 56.1072C4H6 Butad 0 0 0 0 0 C4H6 Butadiene 54.0914C5H10 0 0 0 0 0 C5H10 70.134C6H12 He 0 0 0 0 0 C6H12 Hexene 84.1608
NaphthenesC6H12 Cycl 0 0 0 0 0 C6H12 Cyclohexane 84.1608
AromaticsC6H6 Benz 0 0 0 0 0 C6H6 Benzene 78.1134
Inerts & OthersCO 0 0 0 0 0 CO 28.0104CO2 1102.908 4400.98 0 1102.90768 1102.94074 CO2 44.0098N2 431.6951 0 0 431.695143 431.708079 N2 28.0134Ar 0 0 0 0 0 Ar 39.948H2 5.039601 0 201.58 5.03960097 5.03975199 H2 2.0158NH3 Ammon 0 0 0 0 0 NH3 Ammonia 28.0134H2O 0.053984 0 1801.52 0 0.05398406 H2O 18.0152
Total 2496.766 4400.98 1801.52 201.58 2496.76552 2496.78635 Convert degC to degK 273.151
2296.08458 kg/hr C0.11 kg/hr C
0.09 kg/hr steam6.59 ppm mol
19.396 kg/day S
S kg/hr as S
S kg/hr as S
S kg/hr as S
S kg/hr as S
% mass of component
ppm wt of component
H2S 0.646303 0 0 0.646303 0.01796189 179.6 H2S 34.0818COS 0.161882 0 0 0.161882 0.00793043 79.3 COS 60.0764CS2 0 0 0 0 0 0.0 CS2 76.143
MercaptansCH3SH 0 0 0 0 0 0.0 CH3SH 48.1086C2H5SH 0 0 0 0 0 0.0 C2H5SH 62.1354C3H7SH 0 0 0 0 0 0.0 C3H7SH 76.1622n-C4H9SH 0 0 0 0 0 0.0 n-C4H9SH 90.189i-C4H9SH 0 0 0 0 0 0.0 i-C4H9SH 90.189C6H11SH 0 0 0 0 0 0.0 C6H11SH 118.2426C6H5SH 0 0 0 0 0 0.0 C6H5SH 110.1794RSH 0 0 0 0 0 0.0 RSH 48.1086
Sulfides(CH3)2S 0 0 0 0 0 0.0 (CH3)2S 47.1007(C2H5)2S 0 0 0 0 0 0.0 (C2H5)2S 61.1275(C6H5)2S 0 0 0 0 0 0.0 (C6H5)2S 186.277C6H5SC6H1 0 0 0 0 0 0.0 C6H5SC6H11 192.3244R2S 0 0 0 0 0 0.0 R2S 47.1007
Disulfides(CH3)2SS 0 0 0 0 0 0.0 (CH3)2SS 79.1667(C2H5)2SS 0 0 0 0 0 0.0 (C2H5)2SS 93.1935
Thiophenes(CH3)2C4H4S 0 0 0 0 0 0.0 (CH3)2C4H4S 114.211C4H4S 0 0 0 0 0 0.0 C4H4S 84.1416Other S as S 0 0 0 0 0 0.0 Other S as S 32.066Total S as S 0.808185 0 0 0.808185 0.02589232 258.915415
Mixed Gas (Dry)
NG CO2 Process Steam
Mixed Gas
Mixed Gas (Dry)
Amount of S to be removed
Steam injection required for COS/CS2 hydrolysisSulphur concentration as H2S
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

HDS CATALYST
HDS Catalyst Volume Calculation : Nat Gas, Refinery Gases & LPG Feedstocks
See Vulcan Design Manual Section 1
Title: ACME Methanol
Total S to be treated 1.3 ppm mol 0.1619 kg/hr as S Estimated Catalyst volume 19.21 m3VULCAN™VHT-S101 recommended
Carbon Number 1.0000 Pressure correction
Revised Volume required 19.2 m3T-S101
Spillage allowance 2.00%
Order 19.6 m3 VULCAN™VHT-S101
Guaranteed Life up to 3 years Catalyst Density 700 kg/m³Expected Life 5 years Loaded weight 13445.03 kg
Bed Dimensions
Process Conditions Aspect ratio required Yes
Pressure 26.9 bara Gas Viscosity 0.000025 N.s/m2 0.025 cP Bed diameter 3.300 m
Temperature 370 degC Gas Density 12.560 kg/m³ Bed height 2.246 m 19.21
Flowrate (Dry Gas) 85720 Nm3/hr Molecular Weight 24.968 kg/kmole Actual Aspect Ratio (L/D) 0.681
Flowrate (Wet Gas) 85722 Nm3/hr Mass flux 3.101 kg/s m2
Steam: Dry Gas ratio 3E-05 Velocity Head 0.383 kg/m s2 2.00% per year bar kg/cm2 psi
Reynolds Number #N/A Bed PD after settling = #N/A #N/A #N/A
Bed friction factor #N/A 1 year = #N/A #N/A #N/A
Compute Desired Space Velocity 2 years = #N/A #N/A #N/A
Space Velocity 4463 hr-1 3 years = #N/A #N/A #N/A
Catalyst Parameters 4 years = #N/A #N/A #N/A
Bed Voidage #N/A Calculate the equivalent sphere diameter for the pellet 5 years = #N/A #N/A #N/A
Pellet Diameter #N/A mm Area #N/A mm26 years = #N/A #N/A #N/A
Pellet Length #N/A mm Volume #N/A mm3 7 years = #N/A #N/A #N/A# holes #N/A #N/A m 8 years = #N/A #N/A #N/A
Hole diameter #N/A 9 years = #N/A #N/A #N/A
Pellet voidage #N/A 10 years = #N/A #N/A #N/A
Assuming a particle breakage of
Olefins hydrogenation is not a problem
Feed classified as
HDS not required
Beware possible Methanation reaction - Temp rise = 1,504 degC based on [CO]+[CO2]
Bed PD after
Bed PD after
Bed PD after
Same vessel as ZnO bed?
Bed PD after
Bed PD after
Bed PD after
Bed PD after
Recycle Hydrogen OK
Refinery Off Gas
Bed PD after
Bed PD after
Diameter Equiv Sphere
Bed PD after
CHLORIDE GURAD
Chloride Guard Catalyst Volume Calculation : Nat Gas, Refinery Gases & LPG FeedstocksSee Catalyst Design Manual Section 2Title: ACME Methanol
ppm mol Mass equivalent 0.0 ppm wt Estimated Catalyst volume 0.00 m3 VULCAN™ VGP CRT-3000 recommendedppm wt Molar equivalent 0.0 ppm mol Design HCl pickup capacit kg Cl/ m3 absorbent
Life required 365 days Spillage allowance 2.00%Lead/Lag? (Y/N) Yes Catalyst Volume Correction Factor 0 Order 0.0 m3 VULCAN™ VGP CRT-3000Process ConditionsPressure 33.75 bara Gas Viscosity 0.000025 N.s/m2 0.025 cP Guaranteed Life #DIV/0! monthsTemperature 380 degC Gas Density 15.517 kg/m³ Expected Life #DIV/0! monthsMolecular Weight 24.968 kg/kmole Guaranteed Slip 0.10 ppm molFlowrate (Dry Gas) 85720 Nm3/hr Mass flux 3.101 kg/s m2 Expected Slip 0.01 ppm molFlowrate (Wet Gas) 85722 Nm3/hr Velocity Head 0.310 kg/m s2
Reynolds Number #N/A Pressure Drop predictionBed friction factor #N/A 2.00% per year bar kg/cm2 psi
Bed Dimensions Bed PD after settling = #N/A #N/A #N/AAspect Ratio desired 0.463 Catalyst Density 900 kg/m³ 1 year = #N/A #N/A #N/ABed diameter 3.300 m Loaded weight 0 kg 0.00 2 years = #N/A #N/A #N/ABed height 0.000 m Space Velocity #DIV/0! hr-1 3 years = #N/A #N/A #N/AActual Aspect Ratio (L/D) 0.000 4 years = #N/A #N/A #N/A
5 years = #N/A #N/A #N/AAbsorbent Parameters 6 years = #N/A #N/A #N/ABed Voidage #N/A Calculate the equivalent sphere diameter for the pellet 7 years = #N/A #N/A #N/A
Pellet Diameter #N/A mm Area #N/A mm2 8 years = #N/A #N/A #N/A
Pellet Length #N/A mm Volume #N/A mm3 9 years = #N/A #N/A #N/A# holes #N/A Diameter Equiv
S h#N/A m 10 years = #N/A #N/A #N/A
Hole diameter #N/APellet voidage #N/A
Guard Volume 17.14 m3 VULCAN™ VGP CRT-3000Guard Volume Life #DIV/0! months
Bed PD after
Bed PD after Bed PD after Bed PD after Bed PD after
#DIV/0!
Total Chloride to be treated
Bed PD after
Bed PD after
Assuming a particle breakage of
Bed PD after Bed PD after Bed PD after
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

ZNO ABSORBENT BEDS
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

APPENDIX: Vulcan Hybrid Purification Systems
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com