
Mechanical properties of epoxy nanocomposites using ... · PDF fileReview Mechanical...
19
Review Mechanical properties of epoxy nanocomposites using titanium dioxide as reinforcement – A review Deesy Pinto a,⇑ , Luís Bernardo b , Ana Amaro a , Sérgio Lopes a a University of Coimbra, Centre for Mechanical Engineering (CEMUC), 3030-788 Coimbra, Portugal b University of Beira Interior, Centre of Materials and Building Technologies (C-MADE), 6201-001 Covilhã, Portugal highlights EP are brittle and show poor resistance to crack initiation and crack propagation. TiO 2 nanoparticles with or without SM can be used as fillers to reinforce EP. Reinforced EP nanocomposites exhibit improved properties with low filler contents. Experimental results from previous studies are presented, compared and discussed. Future directions for the development of these TiO 2 nanocomposites are presented. article info Article history: Received 7 May 2014 Received in revised form 25 June 2015 Accepted 14 July 2015 Available online 25 July 2015 Keywords: Composites Interfaces Oxides Mechanical properties Surface properties abstract Epoxy (EP) resins have been widely used and thus subjected to extensive investigations over the past few decades. It is well known that EP resins are brittle and show poor resistance to crack initiation and crack propagation. For these reasons, in recent years, research activities have been focused on techniques to improve the fracture resistance (toughness and brittleness) of EP resins. One of the most studied tech- niques consists to incorporate inorganic nanoparticles into the polymer matrix, such as titanium dioxide (TiO 2 ), alumina (Al 2 O 3 ), silica (SiO 2 ), carbon black, nanoclays, carbon nanotubes (CNTs) and others. The resulting nanocomposites can exhibit improved thermal, mechanical (including toughness), rheological, electrical and optical properties, among others, even with very low nanofiller contents. These nanocom- posites constitute an alternative product to metal-based ones and shows great potential as multifunc- tional materials for a wide variety of applications, such as civil construction, automotive, aerospace, optoelectronic devices, semiconductor devices and others. In this paper, an attempt is made to review and highlight some recent findings and also some trends to show future directions and opportunities for the development of polymer nanocomposites reinforced with TiO 2 nanoparticles. Several experimental results from previous studies on the mechanical properties of such polymer nanocomposites are presented, compared and discussed. It is shown that the addition of TiO 2 nanoparticles into EP resin can improve important mechanical properties, namely tensile modulus, tensile strength, toughness and fracture toughness, fracture energy, flexural modulus, flexural strength, elongation at break, fatigue crack propagation resistance, abrasion, pull-off strength and fracture surface properties, even at low filler contents. Ó 2015 Elsevier Ltd. All rights reserved. Contents 1. Introduction ......................................................................................................... 507 2. Titanium dioxide nanoparticles .......................................................................................... 508 2.1. Properties, production, commercial products and applications ........................................................... 508 2.2. Size, shape and interfacial region of the nanoparticles .................................................................. 509 2.3. Dispersion of the fillers. Fillers with and without surface modification .................................................... 509 http://dx.doi.org/10.1016/j.conbuildmat.2015.07.124 0950-0618/Ó 2015 Elsevier Ltd. All rights reserved. ⇑ Corresponding author. E-mail addresses: [email protected] (D. Pinto), [email protected] (L. Bernardo), [email protected] (A. Amaro), [email protected] (S. Lopes). Construction and Building Materials 95 (2015) 506–524 Contents lists available at ScienceDirect Construction and Building Materials journal homepage: www.elsevier.com/locate/conbuildmat
Transcript of Mechanical properties of epoxy nanocomposites using ... · PDF fileReview Mechanical...

Construction and Building Materials 95 (2015) 506–524
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Review
Mechanical properties of epoxy nanocomposites using titanium dioxideas reinforcement – A review
http://dx.doi.org/10.1016/j.conbuildmat.2015.07.1240950-0618/� 2015 Elsevier Ltd. All rights reserved.
⇑ Corresponding author.E-mail addresses: [email protected] (D. Pinto), [email protected] (L. Bernardo), [email protected] (A. Amaro), [email protected] (S. Lopes).
Deesy Pinto a,⇑, Luís Bernardo b, Ana Amaro a, Sérgio Lopes a
a University of Coimbra, Centre for Mechanical Engineering (CEMUC), 3030-788 Coimbra, Portugalb University of Beira Interior, Centre of Materials and Building Technologies (C-MADE), 6201-001 Covilhã, Portugal
h i g h l i g h t s
� EP are brittle and show poor resistance to crack initiation and crack propagation.� TiO2 nanoparticles with or without SM can be used as fillers to reinforce EP.� Reinforced EP nanocomposites exhibit improved properties with low filler contents.� Experimental results from previous studies are presented, compared and discussed.� Future directions for the development of these TiO2 nanocomposites are presented.
a r t i c l e i n f o
Article history:Received 7 May 2014Received in revised form 25 June 2015Accepted 14 July 2015Available online 25 July 2015
Keywords:CompositesInterfacesOxidesMechanical propertiesSurface properties
a b s t r a c t
Epoxy (EP) resins have been widely used and thus subjected to extensive investigations over the past fewdecades. It is well known that EP resins are brittle and show poor resistance to crack initiation and crackpropagation. For these reasons, in recent years, research activities have been focused on techniques toimprove the fracture resistance (toughness and brittleness) of EP resins. One of the most studied tech-niques consists to incorporate inorganic nanoparticles into the polymer matrix, such as titanium dioxide(TiO2), alumina (Al2O3), silica (SiO2), carbon black, nanoclays, carbon nanotubes (CNTs) and others. Theresulting nanocomposites can exhibit improved thermal, mechanical (including toughness), rheological,electrical and optical properties, among others, even with very low nanofiller contents. These nanocom-posites constitute an alternative product to metal-based ones and shows great potential as multifunc-tional materials for a wide variety of applications, such as civil construction, automotive, aerospace,optoelectronic devices, semiconductor devices and others.
In this paper, an attempt is made to review and highlight some recent findings and also some trends toshow future directions and opportunities for the development of polymer nanocomposites reinforcedwith TiO2 nanoparticles. Several experimental results from previous studies on the mechanical propertiesof such polymer nanocomposites are presented, compared and discussed. It is shown that the addition ofTiO2 nanoparticles into EP resin can improve important mechanical properties, namely tensile modulus,tensile strength, toughness and fracture toughness, fracture energy, flexural modulus, flexural strength,elongation at break, fatigue crack propagation resistance, abrasion, pull-off strength and fracture surfaceproperties, even at low filler contents.
� 2015 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5072. Titanium dioxide nanoparticles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 508
2.1. Properties, production, commercial products and applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5082.2. Size, shape and interfacial region of the nanoparticles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5092.3. Dispersion of the fillers. Fillers with and without surface modification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 509

Nomenclature
ACI American Concrete InstituteAl2O3 aluminaCA CaliforniaCNTs carbon nanotubesEP EpoxyFCP fatigue crack propagationFM flexural modulusFRPC fiber reinforced polymer compositesFS flexural strengthFT fracture toughnessIPE impact energyIR interfacial region
SiO2 silicaSM surface modificationTiO2 titanium dioxideTM tensile modulusTX TexasUK United KingdomUSA United States of AmericaUV ultravioletVF volume fractionTS tensile strengthWF weight fraction
D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 507
2.3.1. Dispersion – general aspects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5092.3.2. Dispersion – different techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5092.3.3. Dispersion – surface treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5092.3.4. Dispersion by ultrasonic process – case study . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510
3. Preparation, characterization and testing of dispersion quality of nanocomposites by some authors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5104. Mechanical properties of epoxy nanocomposites reinforced with titanium dioxide nanoparticles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510
4.1. Tensile properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510
4.1.1. Elastic modulus. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5124.1.2. Tensile strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5124.1.3. Toughness, fracture toughness and fracture energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5144.2. Flexural properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 516
4.2.1. Flexural modulus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5174.2.2. Flexural strength. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5174.2.3. Elongation at break. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5175. Other mechanical properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 519
5.1. Fatigue behavior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5195.2. Abrasion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5205.3. Pull-off strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5206. Fracture surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5207. Final remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 520
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 521References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 521
1. Introduction
Since 1960, advanced composite materials such ascontinuous-fiber/EP-matrix laminated composites constitute akey structural material, due to their good properties (high specifictensile strength and stiffness, lower density, high fatigue endur-ance, high damping and low thermal coefficient) and have beenused in many applications, such as civil construction, aerospace,aeronautical, marine and automobile industries. Civil constructionindustry have found in the fiber-reinforced polymer composites(FRPC) a strengthening material to solve many problems associatedwith the need of reinforcement and the deterioration of infrastruc-tures [1]. FRPCs were being considered as a substitute for the con-ventional steel materials in reinforced concrete structures andguidelines for the selection of polymer adhesives for concrete havebeen highlighted by ACI Committee-503 [2] and Uomoto et al. [3].Issues related to selection and applications for FRPC have been dis-cussed by Karbhari [4], Einde [5] Bank [6], Bakht [7], ACI Committee440 [8] and Nanni et al. [9]. In FRPC, the adhesion quality betweenfibers and the matrix plays a major role in the overall performance.
EP Resins are commonly used as polymeric matrices inhigh-performance composites, such as FRPC, due to their goodthermal stability, environmental resistance (durability), electrical,chemical and mechanical properties [10–14]. However, it is wellknown that EP resins are also highly brittle. This disadvantage
limits the application of EP resins in products that require highimpact and fracture strength. One way to overcome this problemis to modify the properties of EP matrices by introducing a rigid fil-ler into the polymer matrix without significantly sacrificing itstoughness. Several research groups [15–19] already shown thatnanofillers (metallic or inorganic type) can be considered to bean excellent candidate to reinforce the polymeric matrices, namelyEP resins, of several composite materials, owing to their excellentmechanical, thermal and electrical properties [20]. Nanofillers havelarge surface areas, which makes them to be chemically very activeand helps them to bond with the matrix. Their inclusion into thethermoplastic and thermosetting polymer matrices [21] can effec-tively enhance the properties of the matrix [22], such as: flexuralmodulus (FM) without losing flexural strength (FS), tensile modu-lus (TM), tensile strength (TS), fracture toughness (FT) and impactenergy (IPE). These improvements depend strongly on the fillervolume content [17,23] and on the type and characteristics of thenanofillers. Although these variables have been undertaken by sev-eral authors, inconsistent results still occurs between differentstudies and reliable recommendations are still need [24]. Thus,there is a need for a suitable selection of nanofillers that provideoptimal mechanical properties while minimize the negative effectsinto the nanocomposite performance. It is thus necessary to beaware of the effects of the incorporated nanoparticles on thefiber–matrix bonding behavior. Therefore, studies investigating

508 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
the variations in fiber–matrix adhesion due to the incorporation ofnanofillers into the matrices are of practical importance for suc-cessful applications of nanoparticle-modified matrices in FRPC,due to their mechanical properties improvement. Until these days,much research work has been done on nano-reinforced polymerscomposites. However, few systematic studies concerning the effectof the nanoreinforcements on the mechanical properties of lami-nated composites were conducted [25].
Some reasons are pointed out to explain why the improvementof the properties of polymers by using nano-scale size fillers ishigher than the same one using micro-scale size fillers, or largersize, of the same material, namely less defects in the filler particleat the nano level and high surface-to-volume ratio of the nanofil-lers (which enhance physical and chemical interactions) [26]. Forinstance, several types of dispersed phases have been deliberatelyintroduced, including: rigid particles, [27–30], rubbery particles[31–33] and hybrid rigid and rubbery particles [34,35]. In the caseof the nanoparticle additives, such as TiO2, Al2O3, ZnO, Ag, clay,CNTs, etc, their introduction cause additional fracture mechanisms(particle pull-out, spalling and tearing of matrix, crack pinning,crack bridging and crack blunting and plastic deformation) leadingto the increase of stiffness [36,37], toughness, durability, conduc-tivity, fire retardation, anti-static and UV-protection [38] in nano-filled polymers. For instance, in [15] it was found that the additionof nano-TiO2 apparently reduces the frictional coefficient and sig-nificantly enhances the wear resistance of the composites, espe-cially at high contact pressures and sliding velocities. In [16], itwas demonstrated that, for EP/TiO2 nanocomposites, the wear per-formance significantly depends on the dispersion state and themicrostructural homogeneity of the fillers. In [17], it was foundthat TiO2 nanoparticles can be homogeneously dispersed in EPresins by applying ultrasound. This homogeneous state improvedthe mechanical properties and scratch resistance, when comparedwith traditional microparticles filled epoxies. In [15,18] the tribo-logical performances of EP-based composites, filled with nano orsubmicron TiO2, respectively, in different proportions and combi-nations, were investigated. Chang et al. [15] found that, when com-pared with traditional fillers, EP nanocomposites have attainedgenerally high wear resistance and load-carrying capacity. On theother hand, Yang et al. [19] measured the optical and electricalproperties of TiO2 and SiO2 nanoparticles incorporated intopoly(p-phenylene vinylene) and have observed that the incorpora-tion of TiO2 nanoparticles in PPV did not significantly affect thestructure of the polymer (in contrast, it seems to be stabilized byreducing the formation of carbonyl groups). However, the incorpo-ration of oxide particles had modified the photoluminescencespectrum of the polymer (with an increase of emission near515 nm). Yang et al. [19] also shown that the electrical character-istics depends on the nature and the size of the used particles.
From the literature one can conclude that the final properties ofnanocomposites strongly depend on size, morphology and crys-talline phase of selected TiO2 nanoparticles.
In this review paper, the authors pretend to summarize someaspects of TiO2 nanoparticles, namely production, properties,preparation and dispersion into the matrix. Some mechanical prop-erties of EP nanocomposites reinforced with TiO2 nanoparticles arealso presented and discussed. For this, some selected experimentalresults obtained by several authors are presented and compared.
Table 1Properties of TiO2 [76].
Properties (units) Value
Compressive strength (MPa) 800–1000Hardness (kgf/mm2) 980Tensile strength (MPa) 350Tensile modulus (GPa) 200–300
2. Titanium dioxide nanoparticles
2.1. Properties, production, commercial products and applications
TiO2 is the naturally occurring oxide of titanium and is one ofthe most important nanomaterials which have attracted a great
attention due to its unique properties, namely; optical, dielectric,electronic, catalytic, spectral, structural, mechanical and anticorro-sion properties. TiO2 is already widely used in industry for manyyears, when compared with other more recent fillers that can alsobe used to reinforce matrices (for instance carbon nanotubes). Forthis reason, TiO2 is easily found in the market and able to be usedas nanofiller to produce composite systems for direct applications.TiO2 nanoparticles may be synthesized from various physical andchemical methods, which results in particles differing in theirshape, size, and chemical or physical properties [39]. The physicalmethods usually involve vapor deposition and consist of subdivid-ing bulk precursors to nanoparticles. The chemical methodsusually involve reduction of metal ions into metal atoms in thepresence of stabilizing agents, followed by the controlled aggrega-tion of atoms [40]. The syntheses of nanoparticles by chemicalmethods have been proved to be more effective than physicalmethods. The following processes have been developed to synthe-size nano-sized TiO2 particles: sol–gel [41–47] (it has been demon-strated that the precursors concentration of TiO2 alkoxide greatlyaffects the crystallization behavior and characteristics of theresulting powder [48]), sol method [47], solvothermal [47,49–51], hydrothermal [47,52–54], pyrolysis reactions or hydrolysismethods, including spray pyrolysis [55,56], gas-phase reactionmethod [57], hydrothermal, flame, nonhydrolytic approach,hydrolysis [58], solid state processing routes (mechanical alloy-ing/milling) [59,60], mechanochemical [61,62], radio-frequencythermal plasma [63], laser ablation [64], micelle and inversemicelle methods, direct oxidation method, chemical vapor deposi-tion, physical vapor deposition, electrodeposition, sonochemicalmethod and microwave method [47]. In [65] the authors proposeda continuous method using packed bed or static mixer reactors.Polymer/TiO2 composites have been successfully synthesized indifferent polymer matrices such as polycarbonate [66], polyamide6 [67], EP [68], unsaturated polyester [69], polyacrylate [70], poly(-methyl methacrylate) [71], polyimide [72], polystyrene [73], dentalcomposites [74] and silicone elastomer [75].
Nowadays, a wide range of TiO2 is produced with different com-mercial names and various degrees of purity. However, the authorsgenerally chose nanoparticles with purity in the range of 90.0–99.9%. Table 1 presents some mechanical properties of TiO2
nanoparticles (5 nm of size) used in [76] and supplied byNanostructured & Amorphous Materials Inc., Los Alamos, NM,USA. Table 2 presents some suppliers for commercial TiO2
nanoparticles.TiO2 nanomaterial is extensively used in industrial areas rang-
ing from photovoltaics and photocatalysis [52,77–84] tophoto-/electrochromics, sensors [85–88], photo-conductor [89],as additives in plastics, pigments [90], agglomerates for thermalsprays, attenuation of ultraviolet light (UV protection), catalystsand catalyst [91,92], dye-sensitized solar cells [85,93,94], sun-screens [95,96], paints [97], ointments, toothpaste [98], watersplitting [99,100], electrode materials in lithium batteries, energyconverter in solar cells, inorganic pollutants and antimicrobialapplications [101], piezoelectric capacitors, solid oxide fuel cell,bio-terrorism, nanomembrane [76] and TiO2-oligonucleotidenanocomposite for gene therapy [102,103], etc.

Table 2Suppliers and commercial products for TiO2 nanoparticles.
Company/location/Website Product name/characteristics
ReAgentRuncorn, Cheshire, UK(http://www.chemicals.co.uk)
TiO2 Tech (>95%)
Alpha nanomaterialsLos Angeles, CA, USA(http://www.alphananomaterials.com)
TiO2 nanoparticles (averageparticle size (10–50 nm))
SkySpring NanomaterialsWesthollow Drive, Houston, TX, USA(http://ssnano.com)
TiO2 nanoparticles (99.9%40–60 nm and 99.9% 60–80 nm)
American elementsCanada/USA(http://www.americanelements.com)
TiO2 nanoparticles (99.9%10–80 nm)
NaBond Technologies Co.Nanshan, Shenzhen, China(http://www.nabond.com)
TiO2 nanoparticles (99.9%20–80 nm)
Nanostructured & Amorphous, Materials Inc.,Los Alamos, NM, USA
(http://www.nanoamor.com)
TiO2 nanoparticles (99% 5–50 nm)
D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 509
2.2. Size, shape and interfacial region of the nanoparticles
At nanoscale size, the properties of the material may changesignificantly and differ significantly from their bulk counterparts.Physical and chemical properties of the semiconductor nanoparti-cles are strongly dependent on their size, shape and crystallinity.As the size of the material decreases, the specific surface areaincreases (nanoparticles attract each other due to electrostaticVan der Waals’ forces) which leads to interfacial region (IR) inter-actions between the particles, which increases the reactivity andmakes them highly reactive catalysts with the surface atoms, withthe active centers for elementary catalytic processes [104], andwith the polymer matrix that mainly control the new propertiesof the materials [105]. Nowadays it is known that a good selectionof the nanoparticles (from the synthesis of nanoparticles process)by controlling the size and shape (the big key!) will determinethe final properties of the nanoparticles (electronic, optical, mag-netic and mechanical) [106]. Size, stability and morphology ofthe produced sol from alkoxides is strongly affected by the watertitanium molar ratio (r = [H2O]/[Ti]) [58,107,108]. Also, the pepti-zation process in which the reaction can be carried out at molecu-lar level by heating the solution or using peptization agent has thesame effect on the characteristics of the final powder which hasbeen prepared by sol–gel method [109–111]. Finally, the pH of pre-pared solution has a great influence on the final size of TiO2
nanoparticles [108,112,113]. Elongated TiO2 nanocrystals, pseu-docubic or ellipsoidal nanoparticles with varying aspect ratios(8–100 nm in diameter and 20–200 nm in length) have been syn-thesized in aqueous media or in alkaline solution [114,115].However, the chemisorbed and physisorbed water has significanteffects on the properties of nanoscale oxides [116]. Synthesis ofneedle-shaped TiO2 crystals with a diameter of 8 nm and a lengthof 100 nm was reported when TiO2 powders or precursors weretreated chemically with 5–10 M NaOH aqueous solution.Unfortunately, the chemical reaction led to formation of complextitanates, such as NaxH2–xTi3O7, not TiO2 [117]. Therefore, mor-phological control of anatase TiO2 remains a serious challenge[106].
There are three main material constituents in any composite:the matrix, the reinforcement and the IR. The IR is responsiblefor the ‘communication’ between the matrix and filler (the staticadhesion strength and IR stiffness) and has ascribed different
properties from the bulk matrix because of its proximity to the sur-face of the filler [118]. The IR plays a crucial role in the materialscapability of transferring stresses and elastic deformations fromthe matrix to the fillers [119]. If the IR is weak the particlesare unable to carry part of the external load applied to thecomposite. In fact, the mode of yielding for glassy amorphouspolymers changes from cavitational to shear, which leads to abrittle-to-ductile transition [120]. Thus, the material strength can-not be higher than the one of the matrix polymer. On the otherhand, a strong IR allows a good stress transfer from the matrix tothe nanoparticles [121] and increases the yield strength of thecomposites [122]. Some toughening mechanisms localized intothe IR have been reported in the literature [123], such as inelasticshear matrix deformation, void nucleation IR debonding and crackdeflection at agglomerates [124,125]. However they do not dependof the filler particle shape.
2.3. Dispersion of the fillers. Fillers with and without surfacemodification
2.3.1. Dispersion – general aspectsDue to their extremely large surface-area and their nano-size
effect, nanoparticles tend to strongly agglomerate [76]. Larger par-ticle size improves dispersion and increases the effective IR surfacebetween the fillers and the matrix. Smaller size lead to higher VanDer Waal forces between the particles, which decreases the disper-sion capability of the TiO2 nanoparticles in the EP matrix, reducingthe mechanical properties of the nanocomposite materials [126].Good dispersion results in a more uniform stress distribution andminimizes stress-concentration centers which decrease the gen-eral strength and modulus of the composites [127]. Only well dis-persed nanoparticles, namely large contact areas within thematrix, benefit an efficient stress transfer and can lead to uniquenew properties of the composite, as mentioned before. Theimprovements include flexural stiffness and strength, toughnessand failure strain, even at very low filler contents [128,129]. Thisdemonstrates the importance of a homogeneous distribution ofnanoparticles, which can be achieved with an appropriate disper-sion method. Only an adequate incorporation of the nanoparticlesinto the polymer matrix ensures the desired material properties[76]. This is a very vital footstep and key point to be ensured.
2.3.2. Dispersion – different techniquesThe formation of particle agglomerates and non-uniform dis-
persion has motivated research for finding the better techniquesof processing the particles to minimize agglomeration and ensurebetter dispersion. Some approaches are: melt mixing, solution mix-ing (in aqueous media or polymer matrices, it is essential that theparticle surface modification (SM) involving polymer surfactantmolecules or other modifiers generates a strong repulsion betweennanoparticles), shear mixing and high shear forces [68,130–135])during mechanical stirring [128,136–138], ultrasonic irradiation[75,139], pulsed ultrasound vibrations [140], ultrasonic waves[141,142], acoustic cavitation (one of the most efficient techniqueto disperse nanoparticles into virgin materials [143] that has beenused with some success [144]) or direct incorporation with chem-ical methods [145,146].
2.3.3. Dispersion – surface treatmentOne of the major problems with polymer nanocomposites is the
prevention of particle aggregation. It is difficult to achieve amonodispersed nanoparticles in a polymer matrix becausenanoparticles tends to agglomerate due to their specific surfacearea and volume effects. This problem can be overcome by surfacemodification (SM) of the inorganic particles. The SM (also calledpre-treatment, functionalization or coating of the surface)

510 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
improves the interaction/bonding between nanoparticles and thehost polymeric materials [147–150] and induces the formation ofchemical and physical interactions with the polymer matrix, whichcould guarantee a durable chemical junction between two incom-patible phases [151–153]. There are two ways to modify the sur-face of inorganic particles. The first one is accomplished throughsurface absorption or chemical treatment (reaction) with smallmolecules, such as silane coupling agents (trialkoxy silanes). Thesecond method is based on grafting polymeric molecules throughcovalent bonding to the hydroxyl groups existing on the particles[101].
SM of inorganic nanoparticles has attracted a great deal ofattention by the research community and they have been usedalso in nanoparticle coatings to improve mechanical propertiessuch as flexibility, ductility, hardness, strength and stiffness[131,154–158]. The majority of earlier studies on SM of nanopar-ticles are based on nanoclay particles, silica, layered silicatenanoparticles and lately on TiO2 nanoparticles [121,159–161].
2.3.4. Dispersion by ultrasonic process – case studyThe effects of high-intensity ultrasound on polymers can induce
a wide range of chemical and physical consequences. Physicaleffects often have chemical consequences, including; (a) improve-ment of mass transport from turbulent mixing and acousticstreaming, (b) the generation of surface damage at liquid–solidinterfaces by shock waves and microjets, (c) the generation ofhigh-velocity interparticle collisions in slurries, and (d) the frag-mentation of friable solids to increase surface area. The chemicaleffects of high-intensity ultrasound include: homogeneous sono-chemistry of liquids, heterogeneous sonochemistry of liquid–liquidor liquid–solid systems and sonocatalysis [162]. In liquids, acousticcavitation (the formation, growth, and collapse of bubbles) pro-vides the primary mechanism for sonochemical effects and havebeen used to benefit many areas of polymer chemistry [163].Cavitation can grow during several cycles until they attain a criticaldiameter, which induces intense local heating, high pressures, andvery short lifetimes. These effects causes collapse, which causeslocal hot-spots [164,165]. These hot-spots can cause particlesagglomeration [162]. The shock waves from the implosive bubblecollapse, combined with micro-streaming generated by cavitationoscillations, lead to dispersion effects. There are several factorsinfluencing the threshold for the formation of cavitation bubbles,such as the viscosity, the surface tension and the temperature ofthe mixture [165].
Studies of the effects of ultrasonic process parameters on thedispersion of nanoparticles are more frequently done for aqueousmixtures [166,167], but not for high viscosity matrices such asEP resins. Through a literature review about ultrasonic dispersionof nanoparticles in EP resins, very different information about theoptimum processing time can be found [142,168–171]. For exam-ple, Bittmann et al. [172] reported the existence of a clearly accel-eration of polymer reaction under ultrasound in both catalyzed anduncatalysed reactions and summarized some process parameters,e.g. the influence of the ultrasonic amplitude, the dispersion timeand the material’s volume versus particle size. The principal aimof [172] was the achievement of an optimum dispersion process.For that, firstly Bittmann et al. [172] analyzed the influence ofdegassing on the attained particle size and concluded that thedegassing of the mixture has a positive influence on the dispersionprocess. It was also observed that the dispersion is more effectivein a more free flowing material. Secondly, Bittmann et al. [172]analyzed the influence of the amplitude and dispersion time onthe development of the particle size. It was observed that the low-est amplitude of 50% leads only to a very slight size reduction after16 min of sonication of about 17%. By contrast, the particle sizereductions for the amplitudes 70% and 100% were 34% and 38%,
respectively. Even if the reached particle size for the full amplitudeof 100% is only slightly smaller than that for 70%, the maximumamplitude shows itself to be the optimum dispersion amplitude.It was also observed in [172] that the particles diameter decreaseswith progressive dispersion time and a final achievable particlesize is reached after about 10 min. This observation reveals thatexists a final particle size for certain sonication parameters and thisfinal particle size cannot be undershot even with sonication for avery long time. Thirdly, Bittmann et al. [172] analyzed the sonica-tion amplitude and their correlated power input into the mixture.It was observed that the very low power input for the amplitude of50% is in accordance with the low dispersion effect observed forthis amplitude. For 70% and 100% amplitude the measured powerinputs were nearly equal, this is in agreement with the particle sizemeasurements. Mathematical dispersion models can be found todescribe the development of the particle size during the dispersionprocess, such as Winkler’s model (dispersion process using a beadmill) [172].
3. Preparation, characterization and testing of dispersionquality of nanocomposites by some authors
Table 3 presents the techniques and methodologies used bysome authors to prepare and disperse the filler, as well as to pre-pare the composite. Table 3 also presents the used techniques tocheck and test the quality of the filler dispersion and compositeobtained. The meaning of all the acronyms is exposed in thenomenclature list.
4. Mechanical properties of epoxy nanocomposites reinforcedwith titanium dioxide nanoparticles
This section presents and compares the results from someauthors with respect to some important mechanical properties ofEP nanocomposites reinforced with TiO2 nanoparticles.Knowledge of the network structure and mechanical propertiesof thermosetting resins is essential in order to be able to choosea proper set of processing parameters and type of fillers, which givegood material properties [176]. As previously referred, factors suchas the extent of adhesion of the filler to the EP resin, the dispersionstate of the filler in the EP matrix, as well as the shape and size ofthe particulates fillers and also the quantity of added fillers havebeen found to affect notably the mechanical properties of the EPcomposite [174]. So, experimental variable studies are generallyfocused on parameters study that characterizes such aspects.Table 4 summarizes the materials (composites), the variables stud-ies and the studied mechanical parameters in the analyzed studiesin this article.
The following subsections presents graphically some compara-tive analysis between the results obtained by some of the authorsreferred in Table 4. In this review work the following propertieswere selected for discussion: tensile, toughness and flexural prop-erties. These selected properties are very important for the currentapplications of nanocomposites. Furthermore, for these selectedproperties, relevant available data from experimental studiesexists in the literature to be used for comparative analyses.
4.1. Tensile properties
Tensile properties of composites can be determined followingASTM standard test procedure D638–10 [177], which specifydog-bone tensile tests. From the stress–strain curves of the mate-rials, Young’s modulus, ultimate tensile strength, ultimate elonga-tion at break and area under stress–strain curve can be measured.Previous studies [121,160,174] shown the dependence of tensile
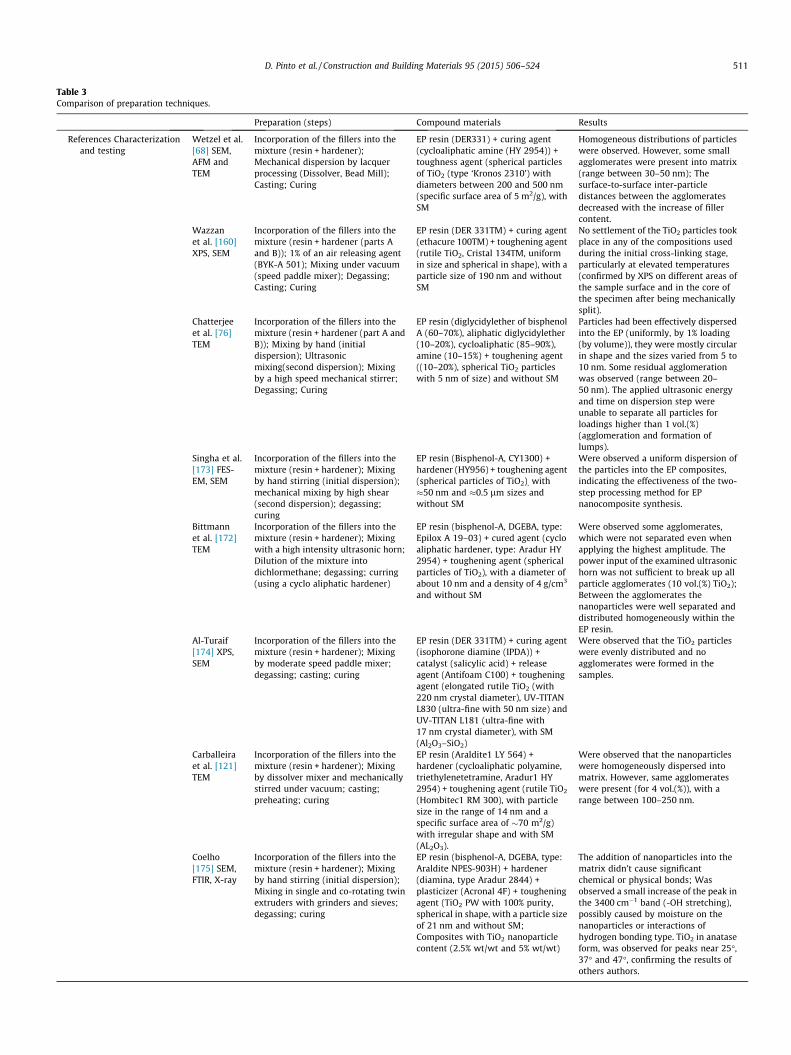
Table 3Comparison of preparation techniques.
Preparation (steps) Compound materials Results
References Characterizationand testing
Wetzel et al.[68] SEM,AFM andTEM
Incorporation of the fillers into themixture (resin + hardener);Mechanical dispersion by lacquerprocessing (Dissolver, Bead Mill);Casting; Curing
EP resin (DER331) + curing agent(cycloaliphatic amine (HY 2954)) +toughness agent (spherical particlesof TiO2 (type ‘Kronos 2310’) withdiameters between 200 and 500 nm(specific surface area of 5 m2/g), withSM
Homogeneous distributions of particleswere observed. However, some smallagglomerates were present into matrix(range between 30–50 nm); Thesurface-to-surface inter-particledistances between the agglomeratesdecreased with the increase of fillercontent.
Wazzanet al. [160]XPS, SEM
Incorporation of the fillers into themixture (resin + hardener (parts Aand B)); 1% of an air releasing agent(BYK-A 501); Mixing under vacuum(speed paddle mixer); Degassing;Casting; Curing
EP resin (DER 331TM) + curing agent(ethacure 100TM) + toughening agent(rutile TiO2, Cristal 134TM, uniformin size and spherical in shape), with aparticle size of 190 nm and withoutSM
No settlement of the TiO2 particles tookplace in any of the compositions usedduring the initial cross-linking stage,particularly at elevated temperatures(confirmed by XPS on different areas ofthe sample surface and in the core ofthe specimen after being mechanicallysplit).
Chatterjeeet al. [76]TEM
Incorporation of the fillers into themixture (resin + hardener (part A andB)); Mixing by hand (initialdispersion); Ultrasonicmixing(second dispersion); Mixingby a high speed mechanical stirrer;Degassing; Curing
EP resin (diglycidylether of bisphenolA (60–70%), aliphatic diglycidylether(10–20%), cycloaliphatic (85–90%),amine (10–15%) + toughening agent((10–20%), spherical TiO2 particleswith 5 nm of size) and without SM
Particles had been effectively dispersedinto the EP (uniformly, by 1% loading(by volume)), they were mostly circularin shape and the sizes varied from 5 to10 nm. Some residual agglomerationwas observed (range between 20–50 nm). The applied ultrasonic energyand time on dispersion step wereunable to separate all particles forloadings higher than 1 vol.(%)(agglomeration and formation oflumps).
Singha et al.[173] FES-EM, SEM
Incorporation of the fillers into themixture (resin + hardener); Mixingby hand stirring (initial dispersion);mechanical mixing by high shear(second dispersion); degassing;curing
EP resin (Bisphenol-A, CY1300) +hardener (HY956) + toughening agent(spherical particles of TiO2), with�50 nm and �0.5 lm sizes andwithout SM
Were observed a uniform dispersion ofthe particles into the EP composites,indicating the effectiveness of the two-step processing method for EPnanocomposite synthesis.
Bittmannet al. [172]TEM
Incorporation of the fillers into themixture (resin + hardener); Mixingwith a high intensity ultrasonic horn;Dilution of the mixture intodichlormethane; degassing; curring(using a cyclo aliphatic hardener)
EP resin (bisphenol-A, DGEBA, type:Epilox A 19–03) + cured agent (cycloaliphatic hardener, type: Aradur HY2954) + toughening agent (sphericalparticles of TiO2), with a diameter ofabout 10 nm and a density of 4 g/cm3
and without SM
Were observed some agglomerates,which were not separated even whenapplying the highest amplitude. Thepower input of the examined ultrasonichorn was not sufficient to break up allparticle agglomerates (10 vol.(%) TiO2);Between the agglomerates thenanoparticles were well separated anddistributed homogeneously within theEP resin.
Al-Turaif[174] XPS,SEM
Incorporation of the fillers into themixture (resin + hardener); Mixingby moderate speed paddle mixer;degassing; casting; curing
EP resin (DER 331TM) + curing agent(isophorone diamine (IPDA)) +catalyst (salicylic acid) + releaseagent (Antifoam C100) + tougheningagent (elongated rutile TiO2 (with220 nm crystal diameter), UV-TITANL830 (ultra-fine with 50 nm size) andUV-TITAN L181 (ultra-fine with17 nm crystal diameter), with SM(Al2O3–SiO2)
Were observed that the TiO2 particleswere evenly distributed and noagglomerates were formed in thesamples.
Carballeiraet al. [121]TEM
Incorporation of the fillers into themixture (resin + hardener); Mixingby dissolver mixer and mechanicallystirred under vacuum; casting;preheating; curing
EP resin (Araldite1 LY 564) +hardener (cycloaliphatic polyamine,triethylenetetramine, Aradur1 HY2954) + toughening agent (rutile TiO2
(Hombitec1 RM 300), with particlesize in the range of 14 nm and aspecific surface area of �70 m2/g)with irregular shape and with SM(AL2O3).
Were observed that the nanoparticleswere homogeneously dispersed intomatrix. However, same agglomerateswere present (for 4 vol.(%)), with arange between 100–250 nm.
Coelho[175] SEM,FTIR, X-ray
Incorporation of the fillers into themixture (resin + hardener); Mixingby hand stirring (initial dispersion);Mixing in single and co-rotating twinextruders with grinders and sieves;degassing; curing
EP resin (bisphenol-A, DGEBA, type:Araldite NPES-903H) + hardener(diamina, type Aradur 2844) +plasticizer (Acronal 4F) + tougheningagent (TiO2 PW with 100% purity,spherical in shape, with a particle sizeof 21 nm and without SM;Composites with TiO2 nanoparticlecontent (2.5% wt/wt and 5% wt/wt)
The addition of nanoparticles into thematrix didn’t cause significantchemical or physical bonds; Wasobserved a small increase of the peak inthe 3400 cm�1 band (-OH stretching),possibly caused by moisture on thenanoparticles or interactions ofhydrogen bonding type. TiO2 in anataseform, was observed for peaks near 25�,37� and 47�, confirming the results ofothers authors.
D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 511

Table 4Variable studies and studied parameters.
Composite Parameters/Propertiesstudied
Referencesvariablestudies
Wetzel et al.[68] volumefraction
Composites with TiO2
nanoparticle content(0.5, 1, 2, 3, 4, 5, 8 and10 vol.(%)); Amasterbatch wasproduced whichcontained a high VF ofnanofillers (14 vol.(%))
Flexural properties(FM and FS); Fracturetoughness; Fatiguebehavior (crackpropagation).
Wazzanet al.2006[160]weightfraction
Composites with TiO2
nanoparticle content(2, 4, 6, 8, and10 wt.(%))
Tensile properties(TM and TS); Fracturetoughness; Elongationat break; Impacttesting.
Chatterjeeet al. 2008[76]weigthfraction
Composites with TiO2nanoparticle content(ranging from 1 to2 wt.(%))
Tensile properties(TM and TS); Flexuralproperties (FM andFS); Elongation atbreak.
Al-Turaif2010 [174]weight frac-tion
Composites with TiO2
nanoparticle content(1, 3, 5 and 10 wt.(%))
Tensile properties(TM and TS); Flexuralproperties (FS);Elongation at break;Toughness; Abrasionand pull-off strength.
Carballeiraet al.2010[121] vol-ume fraction
Composites with TiO2
nanoparticle content(1, 2, 4, 6, 8 and10 vol.(%))
Tensile properties(TM and TS); Fracturetoughness.
512 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
properties of polymeric composites on the composition, dispersionof the filler, the shape and size of the filler, and the type of theinterfaces between the filler and the matrix. For example, in[174] it was observed a relation between the particle size andthe fraction content producing the optimal values of the tensileproperties, as one decreases the particle size the optimum fractioncontent decreases. In [160] it was also observed that the inclusionof a small percentage of TiO2 particles significantly improves thetensile properties of the cured EP resin system. From an economi-cal point of view, the determination of the optimal fraction contentwill help to use only the precise quantity of the expensive particu-late toughening agent.
4.1.1. Elastic modulusModulus of elasticity is one of the important parameters that
characterize the rigidity of materials. In the case of polymeric com-posites, it is influenced, to a great extent, by the composition, theshape of the filler, the type of the interfaces between the fillerand the matrix and also the concentration of the filler into thematrix. It is also affected by the diameter, the content, and the dis-persion of the filler in the matrix [160]. Elastic modulus is usuallymeasured directly from stress–strain curve (or force–displacementcurve) from tensile tests. Previous studies generally shown that theelastic modulus of EP composites increases when the weight frac-tion (WF) of rigid particles in polymer increases [178].
Fig. 1 presents graphically the variation in percentage of thetensile (elastic) modulus (average values), as a function of theWF of nanofiller and with respect to the neat resin (without filler),for some of the previously referred studies that used TiO2 as filler[76,121,160,174]. All percentage ratios originally reported in vol-ume fraction (VF) were converted into WF by using the materialproperties and quantities reported by the authors.
Fig. 1 shows that for elongated TiO2 nanoparticles with SM andwith size 17 nm and 50 nm [174], the TM increases with the per-centage loading of the particles until a optimum concentration of5 wt.(%) for which the variation in the tensile properties under
study is about +25–27%. From this limit, as the percentage loadingof the particles continue to increase, the results show that the TMtends to decrease. However, the variation in the TM still continuehigh: about +13–15% for 10 wt.(%).
For elongated TiO2 nanoparticles with SM and with size 220 nm[174], the results show similar trend as for the previous TiO2
nanoparticles with SM and with smaller size (17 nm and 50 nm).However, for 5 wt.(%) the variation in the TM is quit smaller (about+13%). The remain values for the variation in the tensile propertiesunder study (for the other wt.(%)) are similar.
Fig. 1 also shows that for irregular TiO2 nanoparticles with SMand size 14 nm [121], the TM increases with the percentage load-ing of the particles until a optimum concentration that is muchhigher (19.5 wt.(%)) that the previous one (3 wt.(%)) for TiO2
nanoparticles with SM and with similar size (17 nm). For this opti-mum concentration (19.5 wt.(%)), the variation in the TM is slightlysmaller (about +21%) than the same one for TiO2 nanoparticleswith SM and with similar size (17 nm) + 25–27%. From the limitof 19.5 wt.(%), as the percentage loading of the particles continueto increase, the TM tends to decrease.
For irregular TiO2 nanoparticles without SM and with size 5 nm[121], with only two points in the graph, it seems to follow a sim-ilar trend as for the previous observations.
For spherical TiO2 nanoparticles without SM and with size190 nm [160], the TM also increases with the percentage loadingof the particles until a optimum concentration of 4 wt.(%) for whichthe variation in the tensile propertie under study is about +8%. Thisvalue is slightly smaller that the same one for TiO2 nanoparticleswith SM and with size 220 nm [174], about +13% for 5 wt.(%).However, from the optimum concentration for spherical TiO2
nanoparticles without SM and with size 190 nm, the TM tends todecrease much faster when compared with the trend observedfor TiO2 nanoparticles with SM and with size 220 nm. For10 wt.(%). The variation in the TM is null.
The previous observations shows that the optimal concentra-tion depends on the size and on the SM of the TiO2 nanoparticles.The previous observations also show that elongated TiO2 nanopar-ticles with SM and with small size seems to be better because, forsmaller wt.(%), higher TM values are observed when comparedwith TiO2 nanoparticles without SM, either with small or large sizeand with spherical and irregular shape.
In fact, the results in Fig. 1 shows that the inclusion of a smallpercentage of TiO2 nanoparticles with and without SM improveshighly the variation in TM of the cured EP resin system studiedand causes an additional improvement in the TM up to an optimalconcentration (+3–5 wt.(%)), except for 14 nm size [121], for whichSM is quietly different than the one used in [174], both made bythe manufacturer.
It is known that the improvement in TM occur because the TiO2
nanoparticles have a significantly higher elastic modulus than theEP matrix. In addition, some authors [160] believe that the adsorp-tion of EP resin on the surface of the TiO2 particles also contributesto the improvement of the rigidity of the EP matrix. As the size ofthe TiO2 particles decreases, the surface increases, as well as theadsorption of EP resin. The decrease in the variation in TM abovethe optimal concentration can be attributed to a weak IR bondbetween the filler and the matrix, probably due to the agglomera-tion of the nanoparticles [175].
4.1.2. Tensile strengthTensile strength and failure strain are usually measured directly
from stress–strain curve from tensile tests.Fig. 2 presents graphically the variation in percentage of the
tensile strength (average values) as a function of the WF of nano-filler and with respect to neat resin (without filler), for some ofthe previously referred studies that used TiO2 as filler

Fig. 1. Variation of tensile modulus as function of the weight fraction of titanium dioxide particles.
D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 513
[76,121,160,174]. As for Fig. 1, the percentage ratios originallyreported in VF were converted into WF.
Fig. 2 generally shows similar trends for the tensile strengthwith respect to the 1 wt.(%) as in Fig. 1 for the TM. However, theinfluence of the TiO2 particles size and SM is now quite different.
Fig. 2 shows that for elongated TiO2 nanoparticles with SM andwith size 17 nm and 50 nm [174], the TS increases with the per-centage loading of the particles until a optimum concentration of+3–5 wt.(%), for which the variation in the tensile properties understudy is about +15%. From this limit, as the percentage loading ofthe particles increases, the TS gradually decreases. The variationin the TS is about +6–6% for 10 wt.(%). These range of values is sim-ilar to the same one for 1 wt.(%). The elongated TiO2 nanoparticleswith SM and with size 220 nm [174] show very similar results asfor the previous TiO2 nanoparticles with smaller size (17 nm and50 nm) above 5 wt.(%). However, for smaller wt.(%), the variationin the TS is much smaller. These results seems to show that, forelongated TiO2 nanoparticles with SM, and from the optimum con-centration, the size of the particles does not influence the variationin the TS. For smaller wt.(%) values that the optimum concentra-tion, elongated TiO2 nanoparticles with SM and with smaller sizehandsel higuer TS to the cured EP resin system.
Fig. 2 also shows that for irregular TiO2 nanoparticles with SMand with size 14 nm [121], the TS increases noticeably only for per-centage loading of the particles above about 19.5 wt.(%), reaching avariation in the TS of about +10% for the optimum concentration
and, then, decreases gradually. As for the TM (Section 4.1.1) theoptimum concentration is much higher (19.5 wt.(%)) that the pre-vious one (3 wt.(%)) for elongated TiO2 nanoparticles with SM andwith similar size (17 nm) [174].
Spherical TiO2 nanoparticles without SM and size 190 nm [160]give the highest TS fot he cured EP system. This tensile propertiehighly increases with the percentage loading of the particles untila optimum concentration of 4 wt.(%), reaching a maximum value ofabout + 63% for the variation in the TS. From the optimum concen-tration (4wt.(%)) [160], the TS tends to decrease faster.
Spherical TiO2 nanoparticles without SM and with size 5 nm[76], with only two points in the graph, show weird results.Unlike the previous results, the variation in the TS is highly nega-tive, �26% and �31% for 3.7 wt.(%) and 7.1 wt.(%), respectively.Again, the previous observations shows that the optimal concen-tration depends on the size and on the pre-treatment of the TiO2
nanoparticles.The previous observations show that spherical TiO2 nanoparti-
cles without SM and with large size (190 nm) seems to be betterbecause, for smaller wt.(%), higher TS values are observed whencompared with TiO2 nanoparticles with or without SM, either withsmall or large size (5, 14, 17, 50 and 220 nm). These conclusion isquite differente from the previous one established in Section 4.1.1and related with the TM.
As for the TM, Fig. 2 shows that the inclusion of a smallpercentage of TiO2 nanoparticles size (from 1–2 wt.(%)) also

Fig. 2. Variation of tensile strength as function of the weight fraction of titanium dioxide particles.
514 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
improves the TS of the cured EP resin system and also causes anadditional improvement in the TS up to an optimal concentration(4 wt.(%)), mainly for TiO2 nanoparticles without SM and with largesize (190 nm). In general, authors [20,23,76,179,180] speculatethat the addition of rigid fillers (without surface modification)reduces slightly the strength of the composites. Others authors[38,128,160,174] have reported that the TS can be retained or evenimproved by appropriate SM of the reinforcements. The decrease inthe variation in TS is not observed in Fig. 2 for most of the results.One possible explanation of the results observed in Fig. 2 is that, forlow concentrations, the adsorption of EP resin on the surface of theTiO2 particles allows for higher interface bond between thenanoparticles and the cured EP resin system. Thus, the nanoparti-cles contributes as an effective reinforcement of the cured EP resinsystem. The decrease in the variation in TS above the optimal con-centration is probably due to the agglomeration of the nanoparti-cles, which can causes a weaker interface bond between the fillerand the matrix.
4.1.3. Toughness, fracture toughness and fracture energyUntoughened EP resin matrices can be classified as brittle mate-
rials, since they exhibit a high sensitivity to notches and local inho-mogeneities. For instance, it is known that impact energy ofnotched specimens is generally much lower than that of unnotchedspecimens. In fact, notches and local inhomogeneities act as stressconcentrators, and most of the deformation takes place in the
neighborhood of their locations where a higher apparent strainrate occurs in comparison to that in similar unnotched or homoge-neous specimens.
For unnotched composite specimens, the toughness is directlyproportional to the number of microvoids per unit volume of thecomposite and can be simply evaluated by calculating the areaunder the tensile stress–strain curve. Plane-Strain FractureToughness and Strain Energy Release Rate of Plastic Materialscan be determined following ASTM standard test procedureASTM D5045-99(2007)e1 [181], which specifies a three-pointbending test. It should be noted that some authors, instead of thetoughness or the fracture toughness, compute the fracture energy(or strain energy release rate) of the nanocomposites accordingto the referred standard. Generally, the observed trends for fractureenergy (or strain energy release rate) of the nanocomposites (GIC)are similar to the fracture toughness.
Fig. 3 presents graphically the variation in percentage of thefracture toughness as function of the WF of nanofiller and withrespect to neat resin (without filler), for some of the previouslyreferred studies [68,121,160] that used TiO2.
As for the tensile properties, Fig. 3 shows that the inclusion of asmall percentage of TiO2 nanoparticles (2 wt.(%)) also improves thefracture toughness of the cured EP resin system. For spherical TiO2
nanoparticles without SM and with size 190 nm [160], a substan-tial improvement in the fracture toughness occurs up to an optimalconcentration (4 wt.(%)), for which a variation of fracture

Fig. 3. Variation of fracture toughness as function of the weight fraction of titanium dioxide particles.
D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 515
toughness of about +62% is observed. Above the optimal concentra-tion (4 wt.(%)), the fracture toughness gradually reduces as the per-centage of TiO2 particles continue to increases. For irregular TiO2
nanoparticles with SM and with size 14 nm [121], the fracturetoughness generally tends to increase as the percentage of TiO2
particles increases, even with very high percentage of nanofiller(above 20%). For spherical TiO2 nanoparticles with SM and withsizes 200–500 nm [68], the fracture toughness generally tends toincrease as the percentage of TiO2 particles increases. Also in[68], the variation in fracture toughness generally tends to increaseas the percentage of TiO2 particles increases. The highest valueswere found at 14 wt.(%) (42%) and 29.5 wt.(%) (62%).
It is possible to remark that for [68,160] and for differentoptimal concentrations (29.5 wt.(%) and 4 wt.(%), respectively)the same increase in variation of fracture toughness was found(62%). By the Manufacturing point of view, in this case, it is easiestto use lower concentrations of spherical TiO2 nanoparticleswithout SM to obtain the same result. However, it is necessary toevaluate the real cost of the synthesis of metal oxide nanoparticlesby size. Informations obtained directly from the suppliers showthat the synthesis of highest sizes and spherical shapes ischeapest than small sizes (nanoscale) and others shapes (forinstance, Sigma Aldrich, Sasol, SkySpring Nanomaterials,
Colloidali Purissimi – Quantum Dot, US Research Nanomaterials,Structured Objects & Materials and Industrial Powder, M K ImpexCorp.).
From Fig. 3 it seems that the TiO2 nanoparticles do not raise thebrittleness of EP and preserve its ductility. This is in contrary to thebehavior found in conventional (micro-) filler reinforced EP sys-tems. As a larger part of the deformation must be carried by thepolymer in rigid particle filled composites, it is believed that thenanoparticles rather induce deformation processes than constrain-ing the matrix deformation.
Fig. 4 presents graphically the variation in percentage of thetoughness as function of the weight fraction of nanofiller and withrespect to neat resin (without filler), for some of the previouslyreferred studies that used TiO2.
As for the fracture toughness in Figs. 3, 4 shows that the inclu-sion of a small percentage of TiO2 nanoparticles size (1 wt.(%)) alsoimproves the toughness of the cured EP resin system. Fig. 4 showsthat for elongated TiO2 nanoparticles with surface treatment andwith sizes 17 nm and 50 nm [174] the results are very similar.For these nanoparticles, the toughness increases with the percent-age loading of the particles until a optimum concentration of3 wt.(%), for which the variation in the toughness is very high,about +100%. From this limit, as the percentage loading of the

Fig. 4. Variation of toughness as function of the weight fraction of titanium dioxide particles.
516 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
particles increases, the toughness decreases but still remains high(about +70–80%) for a concentration of 10 wt.(%). These range ofvalues is highest when compared with the same one for 1 wt.(%)(about +50–55%). For elongated TiO2 nanoparticles with surfacetreatment and with size 220 nm [174], the toughness graduallyincreases as the concentration increases. However, it shows nooptimum concentration in the range of 3 wt.(%), for which the vari-ation of toughness is much smaller (about +32%), when comparedwith the results for the previous TiO2 nanoparticles with SM andwith smaller size (17 nm and 50 nm) [174]. For this size(220 nm), the optimum concentration was found at 5 wt.(%).These results seem to show that, for TiO2 nanoparticles with SM,the size of the particles does influence the variation in the tough-ness. For low concentration of 3 wt.(%), TiO2 nanoparticles withSM and with smaller size (17 nm and 50 nm) handsel higuertoughness to the cured EP resin system.
For spherical TiO2 nanoparticles without SM and with 190 nmsize [160], a substantial improvement in the toughness occurs upto an optimal concentration (4 wt.(%)), for which a variation oftoughness of about +59% is observed. Above the optimal concentra-tion, the toughness gradually reduces as the percentage of TiO2
particles continue to increases. When compared with the resultsfor TiO2 nanoparticles with similar size (220 nm), but with SM[174], it seems that above 4 wt.(%), the toughness decrease muchfaster for spherical TiO2 nanoparticles without SM and with190 nm size.
Finally, it should be noted that some other authors performCharpy impact tests which consist on high speed fracture testsmeasuring the energy needed to break a specimen under bendingconditions [128]. In this test, specimens are deformed within ashort time and therefore exposed to high strain rates. Wazzanet al. [160] obtained results of crack fracture initiation energy(G1c) and critical stress intensity factor (K1c) and these resultsshown clear dependence on the WF of the toughening phase andreconfirms that the addition of low WF of the TiO2 particles has aremarkable effect on fracture toughness.
4.2. Flexural properties
Static flexural tests are usually carried on under three-pointbendind configuration and are performed according to ASTMD790–10 [182]. It is known that rigid micro sized particulate fillers

D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 517
commonly increases the flexural stiffness, but on the other hand,they may have a detrimental effect on the flexural strain to break[183]. The FS of microparticle filled composites is known to bereduced with rising filler content [37,183]. However, some studiesfound that nanoparticles can improve the FM without losing FS. Aspreviously referred, this effect is at the same time accompanied byimprovements in fracture toughness and depends strongly on theoptimal filler weight content. As for the tensile properties, previousstudies [68,76,184] also show the referred dependence on flexuralproperties.
4.2.1. Flexural modulusFig. 5 presents graphically the variation in percentage of the FM
as function of the weight fraction of TiO2 nanofiller and withrespect to neat resin (without filler) for the previously referredstudies [68,76,184].
Fig. 5 shows that, for spherical TiO2 nanoparticles with SM andwith 200–500 nm size [68], the FM gradually increases with thepercentage loading of the particles, reaching a positive variationof about +43% for 29.5 wt.(%). For spherical TiO2 nanoparticleswithout SM and with 5 nm size [76], the results (only two points)show a very different tendency, namely that a negative influence ofthe inclusion of TiO2 nanoparticles exists for concentrations above2 wt.(%). These results seem to show that spherical TiO2 nanopar-ticles with SM with higher size enhance better the FM of the curedEP resin system.
4.2.2. Flexural strengthFig. 6 presents graphically the variation in percentage of the FS
as function of the WF of TiO2 filler and with respect to neat resin(without filler) for the studies previously referred [68,76,174].
Fig. 6 shows that the inclusion of a small percentage (1 wt.(%))of spherical and elongated TiO2 nanoparticles [76,174] improvesthe variation in FS of the cured EP resin system. The results also
Fig. 5. Variation in flexural modulus as function of t
show that, as the concentration of nanoparticles increases, thevariation in FS firstly decreases slightly and then increases. Thisbehavior is observed in the following range of concentration: 1–16.5 wt.(%). For elongated TiO2 nanoparticles with SM and withvery small size (17 nm) [174] and above 5 wt.(%), Fig. 6 showsthe highest variations of the FS (about +23% for 1 wt.(%) and10 wt.(%)). For the others sizes (50 nm and 220 nm) the improve-ment in the variation of FS is lower (about +15–17% for 1 wt.(%)to +12–17% for 5 wt.(%)).
Fig. 6 also shows that for TiO2 nanoparticles with and withoutSM [68,76], the observed trend is diferent. For spherical TiO2
nanoparticles with SM and with size 200–500 nm [68], the FS grad-ually increases with the percentage loading of the particles, reach-ing a positive variation of about +12% for 25 wt.(%). For sphericalTiO2 nanoparticles without surface treatment and with 5 nm size[76], the results (only two points) seems to show that the inclusionof a small percentage (1 wt.(%)) of TiO2 nanoparticles without SMimproves the variation in FS but for 2 wt.(%) the variation is null.
The FS of microparticle filled composites is known to bereduced with rising filler content [36,37]. But, the results fromFig. 6 show that TiO2 nanoparticles can significantly enhance theFS of the cured EP system. For low concentration, this enhance-ment is higher for elongated TiO2 nanoparticles with SM.
According to [184], these observations can be explained by thecrack pining theory. According to this theory, up to 1 wt.(%), thenanoparticles are able to induce further mechanisms of failurewithout blocking matrix deformation and the particles may actas obstacles to crack growth by pinning. Above 1 wt.(%), large num-ber of fillers now dominate, and reduce the matrix deformation.This was also confirmed by [174].
4.2.3. Elongation at breakMicro-fillers commonly increase the stiffness, but on the other
side they may have a detrimental effect on the flexural strain to
he weight fraction of titanium dioxide particles.

Fig. 6. Variation in flexural strength as function of the weight fraction of titanium dioxide particles.
518 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
break [36]. From engineering point of view, elongation at breakconstitutes an important parameter describing the rupture behav-ior of composite materials. However, as previously referred, thestrain at break usually decreases with the increase of filler content.
Fig. 7 presents graphically the variation in percentage of theelongation at break, as function of the weight fraction of TiO2 fillerand with respect to neat resin (without filler) for the studies previ-ously referred [76,160,174].
Fig. 7 shows that the inclusion of a small percentage of TiO2
nanoparticles size (1 wt.(%)) generally improves the elongation atbreak of the cured EP resin system. Fig. 7 shows that for elongatedTiO2 nanoparticles with SM and with small sizes (17 nm and50 nm) [174] results are very similar. For these nanoparticles, thevariation in elongation at break increases with the percentageloading of the particles until a optimum concentration of3 wt.(%), for which the variation in the toughness is very high,about +70%. From this limit, as the percentage loading of the parti-cles increase, the toughness decreases but still remains high (about+50–60%) for a concentration of 10 wt.(%). These range of values ishighest when compared with the same one for 1 wt.(%) (about+48% for TiO2 nanoparticles with size 50 nm and about +29% forTiO2 nanoparticles with size 17 nm). For elongated TiO2
nanoparticles with SM and with higher size (220 nm) [174], thegeneral tendency for the elongation at break is similar to the pre-vious ones. However, it shows optimum concentration in the rangeof 5 wt.(%), for which the variation of elongation at break is is nowslightly smaller (about + 61%), when compared with the optimumresults for the previous nanoparticles with smaller size (17 nmand 50 nm). It should be noted that for 5 wt.(%), the variation ofelongation at break for TiO2 nanoparticles with size 220 nm isslightly higuer when compared with the results for the previousnanoparticles with smaller size (17 nm and 50 nm). For theremaining ranges of percentage loading of the particles, the varia-tion of elongation at break for elongated TiO2 nanoparticles withSM and with higher size (220 nm) is smaller when compared withthe results for smaller size (17 nm and 50 nm) [174].
For spherical TiO2 nanoparticles without SM and with 190 nmsize [160], the general tendency for the elongation at break is initiallysimilar to the previous ones observed. It shows an optimum concen-tration in the range of 4 wt.(%), for which the variation of elongationat break is now smaller (about +31%) when compared with the opti-mum results for the previous one [174]. After this optimum value,Fig. 7 shows that the elongation at break gradually decreases asthe percentage loading of the particles continue to increase.

Fig. 7. Variation in elongation at break as function of the weight fraction of titanium dioxide particles.
D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 519
For spherical TiO2 nanoparticles without SM and with 5 nm size[76], the results (only two points) show again a very different ten-dency, namely a negative influence of the inclusion of TiO2
nanoparticles in the elongation at break.From the results observed in Fig. 7, it seems that TiO2 nanopar-
ticles with SM and with small size enhance better the elongation atbreak of the cured EP resin system. These results suggest that thenanoparticles are able to introduce additional mechanisms of fail-ure and energy consumption without blocking matrix deformation.Particles may induce matrix yielding under certain conditions andmay furthermore act as stoppers to crack growth by pinning thecracks [123].
5. Other mechanical properties
This section presents a summary of results from several authorswith respect to some other important mechanical properties.
5.1. Fatigue behavior
In some studies it was observed that TiO2 nanoparticles are ableto increase the resistance to fatigue crack propagation (FCP) of EPunder dynamic loading. This effect was demonstrated by depictingfatigue crack propagation diagrams where the crack propagation

520 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
rate was plotted versus the stress intensity factor to drive the crackforward [68,185,186]. In these diagrams, the slope of the line indi-cates the rate of crack propagation rate as the stress intensity fac-tor increases. In [68] it was observed that, after crack propagationwas once initiated, a region of stable crack propagation wasreached. In the referred studies, the authors confirmed that,according to the described procedure to study the fatigue behavior,the reinforcing effect can be well understood by comparing thecrack propagation rates at a constant value of stress intensity.
5.2. Abrasion
Abrasion tests are usually carried on by weighing of the mate-rial sample before and after subjecting it to a known abrasive stressthroughout a known time period. This test is usually performedaccording to Standard Test Method for Abrasion Resistance ofOrganic Coatings by the Taber Abraser, ASTM D4060–10 [187].
In [174] it was shown that reinforcing the EP resin with 1% ofelongated TiO2 resulted in a sharp decrease in the weight loss.Further increase in the TiO2 content causes no further improve-ment in the weight lost. It was also observed that the weight lostdue to the abrasion test was affected by the particle size. Theweight loss after abrasion test decreased (by 69%, 55% and 38%)as the particle increased (from 17 nm, 50 nm and 220 nm, respec-tively). The authors concluded that decreasing the reinforcementparticle size improved the EP composite resistance to weight loss.This means that nanoparticle enhance better the resistance toabrasion than micro particle. A possible explanation for this obser-vation is that during abrasion test, nanoparticles require moreenergy to be removed and leave smaller holes than micro particles.As a result, the weight lost of the nanoparticles is less than that ofmicro particles.
5.3. Pull-off strength
Pull-off strength of reinforced and non reinforced EP resins canbe obtained according to Standard Test Method for RubberDeterioration by Heat and Air Pressure, ASTM D-4541 [188]. Thistest constitutes a near-to-surface method in which a circular steeldisc is attached to the surface of the composite and the forcerequired to pull the particles from the surface with an attachedlayer is measured.
In [174] it was shown that the pull-off strength of EP resins wasimproved by the addition of elongated TiO2 nanoparticles. It wasalso observed that, in reinforced EP resins, parts of the compositewere pulled out with the reinforced samples. This observation indi-cates that the strength of the reinforced samples increases due tothe addition of TiO2 nanoparticles. In [174] it was also shown thatno further significant improvement in the pull-off strength isobserved, if either the TiO2 nanoparticles content increases eitherthe TiO2 nanoparticle size decreases. A small amount of 1 wt.(%)of TiO2 nanoparticles shows to be enough to increase the pull-offstrength.
6. Fracture surface
The fracture surface of nanocomposites can be investigatedthrough SEM and the morphology of the fracture surface of thenanocomposites at the location near the crack tip can be investi-gated through FESEM. It is known that the fracture surface of theneat EP is smooth and essentially featureless, which indicate thetypical brittle characteristic of highly cross-linked EP. In contrast,the fracture surface of nanocomposites reveals different morpholo-gies which suggest that there are several toughening mechanisms
(inelastic shear matrix deformation, void nucleation interfacedebonding and crack deflection) responsible for the increase ofthe fracture toughness and fracture energy usually reported in pre-vious studies. For example, in [160,174] the SEM micrographs ofthe fracture surfaces of untoughened and toughened EP resinshowed unmodified EP after impact testing and tensile testing,respectively. In [160,174], a smooth fracture surface and cracksin different planes were observed. These observations indicate abrittle fracture pattern of the unmodified EP and accounts for itsrelatively low impact strength. In the case of filled EP resin com-posites [160], the fracture surface of the EP–submicron composite,exhibited massive shear deformation. This observation indicatesthat, upon exposure to the mechanical stress, the stress concentra-tion developed by the submicron particles seems to enhance shearyielding of the EP interlayer at the tip of the propagating crack,which continues throughout the entire volume. In [161] it was alsoobserved thumbnail-type markings in the fracture surface. Thisprobably indicates the development of crack pinning due to thetoughening particles and crack trapping. These observations indi-cate that the thumbnail markings are associated with a more dom-inant type of toughening mechanism in impact testing [160]. In[174] it was observed that the fractures intersect each other, indi-cating a brittle river fracture pattern similar to that resulting fromthe cleavage fracture of a metal. This indicates that a relativelysmall amount of energy was consumed to fracture the specimens.In [76] visual examination on the fracture surfaces of nanocompos-ites by SEM methods for the neat EP matrix resin system showedbrittle behavior characterized by large smooth areas, large hyper-bolic markings, ribbons and fracture steps in the direction of crackpropagation. In contrast the nanocomposite surfaces are rougherstructured and clearly reveal many hyperbolic markings openingin the direction of crack propagation.
7. Final remarks
This article has presented a review of the development ofnanocomposites with enhanced properties for the neat matrix byusing TiO2 nanoparticles as reinforcement. Despite the number ofstudies on nanocomposites with TiO2 nanoparticles as reinforce-ment is still limited, some important conclusions can be drawnfrom this revision work, namely:
� Available TiO2 nanoparticles in market possess the generalrequired properties (composition, sizes and shapes) to be usedas fillers to reinforce EP nanocomposites. Surface modification(surface treatment or functionalization) of TiO2 nanoparticlesis also possible, which allow to enhance even more the interfaceregion properties, the dispersion homogeneity (with currenttechniques) and the mechanical properties;
� The addition of TiO2 nanoparticles into EP resin demonstratestheir ability to significantly improve important mechanicalproperties (tensile modulus, tensile strength, toughness andfracture toughness, fracture energies, flexural modulus, flexuralstrength, elongation at break, fatigue crack propagation resis-tance, abrasion, pull-off strength, fracture surface properties),even at low filler contents. If the surface of the TiO2 nanoparti-cles are modified and if elongated shapes are used, highestimprovements are generally observed for most of the mechan-ical properties;
� Most of the mechanical properties improvement are observedeven at very low filler contents (1 wt.(%)) of TiO2 nanoparticles.The observed optimum filler content is also low for most of themechanical properties (about 3–5 wt.(%)). This constitutes animportant advantage when compared with TiO2 microparticlessize;

D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 521
� Smaller TiO2 nanoparticles size offer more area for stress trans-fer mechanisms and can better inhibit unstable crack propaga-tion through more toughening mechanisms, so they generallyallow for higher fracture toughness even without surfacetreatment.
Finally, it should be noted that there is a need to carry out moreexperimental and theoretical studies on nanocomposites filledwith TiO2 nanoparticles in order to confirm the previous findingsfrom several authors, to check the influence of several variablestudies (shape, size, % loading, surface modification, etc.,) and alsoto propose reliable forecasting models.
Acknowledgements
This research is sponsored by FEDER funds through the programCOMPETE – Programa Operacional Factores de Competitividade –and by national funds through FCT – Fundação para a Ciência e aTecnologia –, under Grants PEst-C/EME/UI0285/2013 andSFRH/BPD/85049/2012.
References
[1] S.S. Pendhari, T. Kant, Y.M. Desai, Application of polymer composites in civilconstruction: a general review, Compos. Struct. 84 (2) (2008) 114–124.
[2] ACI Committee-503, Guide for the selection of polymer adhesive withconcrete, ACI Mater. J. 89 (1992) 90–105.
[3] T. Uomoto, H. Mutsuyoshi, F. Katsuki, S. Misra, Use of fiber reinforced polymercomposites as reinforcing material for concrete, J. Mater. Civ. Eng. 14 (3)(2002) 191–209.
[4] V. Karbhari, Materials considerations in FRP rehabilitation of concretestructures, J. Mater. Civ. Eng. 13 (2) (2001) 90–97.
[5] L. Van Den Einde, L. Zhao, F. Seible, Use of FRP composites in civil structuralapplications, Constr. Build. Mater. 17 (6–7) (2003) 389–403.
[6] L.C. Bank, T.R. Gentry, B.P. Thompson, J.S. Russell, A model specification forFRP composites for civil engineering structures, Constr. Build. Mater. 17 (6–7)(2003) 405–437.
[7] B. Bakht, G. Al-Bazi, N. Banthia, M. Cheung, M. Erki, M. Faoro, et al., Canadianbridge design code provisions for fiber-reinforced structures, J. Compos.Constr. 4 (1) (2000) 3–15.
[8] ACI Committee 440, Guide for the design and construction of externallybonded FRP system for strengthening concrete structures. Farmington Hill,MI: American Concrete Institute, 20022002.
[9] A. Nanni, North American design guidelines for concrete reinforcement andstrengthening using FRP: principles, applications and unresolved issues,Constr. Build. Mater. 17 (6–7) (2003) 439–446.
[10] F. El-Tantawy, K. Kamada, H. Ohnabe, In situ network structure, electrical andthermal properties of conductive epoxy resina-carbon black composites forelectrical heater applications, Mater. Lett. 56 (1–2) (2002) 112–126.
[11] F. El-Tantawy, K. Kamada, H. Ohnabe, A novel way of enhancing the electricaland thermal stability of conductive epoxy resin–carbon black composites viathe Joule heating effect for heating-element applications, J. Appl. Polym. Sci.87 (2) (2003) 97–109.
[12] F. El-Tantawy, K. Kamala, H. Ohanebe, Polym. Int. 73 (2002) 665.[13] N.T. Nguyen, M. Lethiecq, B. Karlsson, F. Patat, Highly attenuative rubber
modified epoxy for ultrasonic transducer backing applications, Ultrasonics 34(6) (1996) 669–675.
[14] S.K. Jain, R. Gupta, S. Chandra, Evaluation of acoustical characteristics ofultrasonic transducer backing materials at high hydrostatic pressures,Ultrasonics 36 (1–5) (1998) 37–40.
[15] L. Chang, Z. Zhang, C. Breidt, K. Friedrich, Tribological properties of epoxynanocomposites: I. Enhancement of the wear resistance by nano-TiO2
particles, Wear 258 (1–4) (2005) 141–148.[16] M.Q.Z. Min Zhi Rong, Hong Liu, Hanmin Zeng, Bernd Wetzel, Klaus
Friedrich, Microstructure and tribological behavior of polymericnanocomposites, Ind. Lubr. Tribol. 53 (2) (2001) 72–77.
[17] C.B. Ng, L.S. Schadler, R.W. Siegel, Synthesis and mechanical properties ofTiO2-epoxy nanocomposites, Nanostruct. Mater. 12 (1–4) (1999) 507–510.
[18] M. Abd-Rabou, H. Al-Turaif, A.F. Abdelkader, Friction and wear of sub-micronTiO2-filled epoxy coating under dry sliding conditions, J. Egypt. Soc. Tribol. 2(2004) 17–24.
[19] S.H. Yang, T.P. Nguyen, P.L. Rendu, C.S. Hsu, Optical and electrical propertiesof PPV/SiO2 and PPV/TiO2 composite materials, Compos. A Appl. Sci. Manuf.36 (2005) 509–513.
[20] R.P. Singh, M. Zhang, D. Chan, Toughening of a brittle thermosetting polymer:effects of reinforcement particle size and volume fraction, J. Mater. Sci. 37 (4)(2002) 781–788.
[21] M. Hussain, Y. Oku, A. Nakahira, K. Niihara, Effects of wet ball-milling onparticle dispersion and mechanical properties of particulate epoxycomposites, Mater. Lett. 26 (3) (1996) 177–184.
[22] D.K. Shukla, S.V. Kasisomayajula, V. Parameswaran, Epoxy composites usingfunctionalized alumina platelets as reinforcements, Compos. Sci. Technol. 68(14) (2008) 3055–3063.
[23] B. Wetzel, F. Haupert, K. Friedrich, M.Q. Zhang, M.Z. Rong, Mechanicaland tribological properties of particulate and nanoparticulate reinforcedpolymer composites, in: Proceedings of the 13th ECCM Brugge, Belgium,2001.
[24] J. Zhang, S. Deng, Y. Wang, L. Ye, L. Zhou, Z. Zhang, Effect of nanoparticles oninterfacial properties of carbon fibre-epoxy composites, Compos. A Appl. Sci.Manuf. 55 (2013) 35–44.
[25] G. Lubineau, A. Rahaman, A review of strategies for improvingthe degradation properties of laminated continuous-fiber/epoxycomposites with carbon-based nanoreinforcements, Carbon 50 (7) (2012)2377–2395.
[26] J. Baller, M. Thomassey, M. Ziehmer, R. Sanctuary, The catalytic influence ofalumina nanoparticles on epoxy curing, Thermochim. Acta 517 (1–2) (2011)34–39.
[27] J. Spanoudakis, R.J. Young, Crack propagation in a glass particle-filled epoxyresin, Part 1, J. Mater. Sci. 19 (2) (1984) 473–486.
[28] J. Spanoudakis, R.J. Young, Crack propagation in a glass particle-filled epoxyresin, Part 2, J. Mater. Sci. 19 (2) (1984) 487–496.
[29] A.C. Moloney, H.H. Kausch, H.R. Stieger, The fracture of particulate-filledepoxide resins, J. Mater. Sci. 18 (1) (1983) 208–216.
[30] S. Sahu, L.J. Broutman, Mechanical properties of particulate composites,Polym. Eng. Sci. 12 (2) (1972) 91–98.
[31] A.J. Kinloch, S.J. Shaw, D.A. Tod, D.L. Hunston, Deformation and fracturebehaviour of a rubber-toughened epoxy: 1 Microstructure and fracturestudies, Polymer 24 (10) (1983) 1341–1354.
[32] A.F. Yee, R.A. Pearson, Toughening mechanisms in elastomer-modifiedepoxies, J. Mater. Sci. 21 (7) (1986) 2462–2474.
[33] S. Kunz-Douglass, P.W.R. Beaumont, M.F. Ashby, A model for the toughness ofepoxy-rubber particulate composites, J. Mater. Sci. 15 (5) (1980) 1109–1123.
[34] A.J. Kinloch, D.L. Maxwell, R.J. Young, The fracture of hybrid-particulatecomposites, J. Mater. Sci. 20 (11) (1985) 4169–4184.
[35] D. Maxwell, R.J. Young, A.J. Kinloch, Hybrid particulate-filled epoxy-polymers,J. Mater. Sci. Lett. 3 (1) (1984) 9–12.
[36] L. Nielsen, R. Landel, Mechanical Properties of Polymers and Composites,Marcel Decker, New York, USA, 1994.
[37] L. Nicolais, M. Narkis, Stress-strain behavior of styrene-acrylonitrile/glassbead composites in the glassy region, Polym. Eng. Sci. 11 (3) (1971) 194–199.
[38] H. El-Dessouky, C. Lawrence, Nanoparticles dispersion in processingfunctionalised PP/TiO2 nanocomposites: distribution and properties, J.Nanopart. Res. 13 (3) (2011) 1115–1124.
[39] O. Masala, R. Seshadri, Synthesis routes for large volumes of nanoparticles,Annu. Rev. Mater. Res. 34 (2004) 41–81.
[40] H.M. Chen, R.-S. Liu, Architecture of metallic nanostructures: synthesisstrategy and specific applications, J. Phys. Chem. C 115 (9) (2011) 3513–3527.
[41] A. Morales, O. Novaro, T. Lopez, E. Sanchez, R. Gomez, The effect of hydrolysiscatalyst on the Ti deficiency and crystallite size of sol-gel-TiO[sub 2]crystalline phases, Bokhimi. Journal of Materials Research 10 (11) (1995)2788–2796.
[42] R. Zhang, L. Gao, Preparation of nanosized titania by hydrolysis of alkoxidetitanium in micelles, Mater. Res. Bull. 37 (9) (2002) 1659–1666.
[43] T. Trung, W.-J. Cho, C.-S. Ha, Preparation of TiO2 nanoparticles in glycerol-containing solutions, Mater. Lett. 57 (18) (2003) 2746–2750.
[44] T. Sugimoto, X. Zhou, A. Muramatsu, Synthesis of uniform anatase TiO2
nanoparticles by gel–sol method: 1. Solution chemistry of Ti(OH)n(4an)+complexes, J. Colloid Interface Sci. 252 (2) (2002) 339–346.
[45] T. Sugimoto, X. Zhou, Synthesis of uniform anatase TiO2 nanoparticles by thegel–sol method. 2. Adsorption of OHions to Ti(OH)4 gel and TiO2 particles, J.Colloid Interface Sci. 252 (2) (2002) 347–353.
[46] P. Arnal, R.J.P. Corriu, D. Leclercq, P.H. Mutin, A. Vioux, A solution chemistrystudy of nonhydrolytic sol gel routes to titania, Chem. Mater. 9 (3) (1997)694–698.
[47] X. Chen, S.S. Mao, Titanium dioxide nanomaterials: synthesis, properties,modifications, and applications, Chem. Rev. 107 (7) (2007) 2891–2959.
[48] B.L. Bischoff, M.A. Anderson, Peptization process in the sol–gel preparation ofporous anatase (TiO2), Chem. Mater. 7 (10) (1995) 1772–1778.
[49] C.-S. Kim, B.K. Moon, J.-H. Park, S. Tae Chung, S.-M. Son, Synthesis ofnanocrystalline TiO2 in toluene by a solvothermal route, J. Cryst. Growth 254(3–4) (2003) 405–410.
[50] C.-S. Kim, B.K. Moon, J.-H. Park, B.-C. Choi, H.-J. Seo, Solvothermal synthesis ofnanocrystalline TiO2 in toluene with surfactant, J. Cryst. Growth 257 (3–4)(2003) 309–315.
[51] C.-S. Kim, B.K. Moon, J.-H. Park, S. Tae Chung, S.-M. Son, Solvothermalsynthesis of nanocrystaline TiO2 in toluene with surfactant, J. Cryst. Growth257 (3–4) (2003) 309–315.
[52] A.M. Ruiz, G. Sakai, A. Cornet, K. Shimanoe, J.R. Morante, N. Yamazoe,Microstructure control of thermally stable TiO2 obtained by hydrothermalprocess for gas sensors, Sens. Actuators B 103 (1–2) (2004) 312–317.
[53] J.-N. Nian, H. Teng, Hydrothermal synthesis of single-crystalline anatase TiO2
nanorods with nanotubes as the precursor, J. Phys. Chem. B 110 (9) (2006)4193–4198.

522 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
[54] Y.V. Kolen’ko, B.R. Churagulov, M. Kunst, L. Mazerolles, C. Colbeau-Justin,Photocatalytic properties of titania powders prepared by hydrothermalmethod, Appl. Catal., B 54 (1) (2004) 51–58.
[55] C.R. Bickmore, K.F. Waldner, R. Baranwal, T. Hinklin, D.R. Treadwell, R.M.Laine, Ultrafine titania by flame spray pyrolysis of a titanatrane complex, J.Eur. Ceram. Soc. 18 (4) (1998) 287–297.
[56] V. Jokanovic, A.M. Spasic, D. Uskokovic, Designing of nanostructured hollowTiO2 spheres obtained by ultrasonic spray pyrolysis, J. Colloid Interface Sci.278 (2) (2004) 342–352.
[57] K. Nakaso, K. Okuyama, M. Shimada, S.E. Pratsinis, Effect of reactiontemperature on CVD-made TiO2 primary particle diameter, Chem. Eng. Sci.58 (15) (2003) 3327–3335.
[58] D. Vorkapic, T. Matsoukas, Effect of temperature and alcohols in thepreparation of titania nanoparticles from alkoxides, J. Am. Ceram. Soc. 81(11) (1998) 2815–2820.
[59] W.-N. Wang, Y. Itoh, I.W. Lenggoro, K. Okuyama, Nickel and nickel oxidenanoparticles prepared from nickel nitrate hexahydrate by a low pressurespray pyrolysis, Mater. Sci. Eng., B 111 (1) (2004) 69–76.
[60] I. Wuled Lenggoro, Y. Itoh, N. Iida, K. Okuyama, Control of size andmorphology in NiO particles prepared by a low-pressure spray pyrolysis,Mater. Res. Bull. 38 (14) (2003) 1819–1827.
[61] J.L. Guimarães, M. Abbate, S.B. Betim, M.C.M. Alves, Preparation andcharacterization of TiO2 and V2O5 nanoparticles produced by ball-milling, J.Alloy. Compd. 352 (1–2) (2003) 16–20.
[62] M. Kamei, T. Mitsuhashi, Hydrophobic drawings on hydrophilic surfaces ofsingle crystalline titanium dioxide: surface wettability control bymechanochemical treatment, Surf. Sci. 463 (1) (2000) L609–L612.
[63] S.-M. Oh, T. Ishigaki, Preparation of pure rutile and anatase TiO2 nanopowdersusing RF thermal plasma, Thin Solid Films 457 (1) (2004) 186–191.
[64] M. Masakazu, Y. Tetsuya, I. Hisayoshi, A. Hiroaki, A. Keisuke, Preparation ofTiO2 nanoparticles by pulsed laser ablation: ambient pressure dependence ofcrystallization, Jpn. J. Appl. Phys. 42 (5A) (2003) L479.
[65] J.H.J.T.A. Ring, Continuous precipitation of monosized particles with a packedbed crystallizer, Chem. Eng. Sci. 39 (12) (1984) 1731–1734.
[66] D.K. Hwang, J.H. Moon, Y.G. Shul, K.T. Jung, D.H. Kim, D.W. Lee, ScratchResistant and Transparent UV-Protective Coating on Polycarbonate, J. Sol-Gel.Sci. Technol. 26 (1–3) (2003) 783–787.
[67] M. Zhu, Q. Xing, H. He, Y. Zhang, Y. Chen, P. Pötschke, et al., Preparation ofPA6/nano titanium dioxide (TiO2) composites and their spinnability,Macromol. Symp. 210 (1) (2004) 251–261.
[68] B. Wetzel, P. Rosso, F. Haupert, K. Friedrich, Epoxy nanocomposites – fractureand toughening mechanisms, Eng. Fract. Mech. 73 (16) (2006) 2375–2398.
[69] X. Yinghong, W. Xin, Y. Xujie, L. Lude, Mater. Chem. Phys. 77 (2002) 609–611.[70] Y. Chen, A. Lin, F. Gan, Improvement of polyacrylate coating by filling
modified nano-TiO2, Appl. Surf. Sci. 252 (24) (2006) 8635–8640.[71] M. Yang, Y. Dan, Preparation and characterization of poly(methyl
methacrylate)/titanium oxide composite particles, Colloid Polym. Sci. 284(3) (2005) 243–250.
[72] M. Tsai, S. Liu, P. Chiang, Thin Solid Films (2006) 515.[73] Y. Rong, H.-Z. Chen, H.-Y. Li, M. Wang, Encapsulation of titanium dioxide
particles by polystyrene via radical polymerization, Colloids Surf., A 253 (1–3)(2005) 193–197.
[74] K. Yoshida, M. Tanagawa, M. Atsuta, Effects of filler composition and surfacetreatment on the characteristics of opaque resin composites, J. Biomed.Mater. Res. 58 (5) (2001) 525–530.
[75] S.M. Mirabedini, M. Mohseni, S. PazokiFard, M. Esfandeh, Effect of TiO2 on themechanical and adhesion properties of RTV silicone elastomer coatings,Colloids Surf., A 317 (1–3) (2008) 80–86.
[76] A. Chatterjee, M.S. Islam, Fabrication and characterization of TiO2-epoxynanocomposite, Mater. Sci. Eng., A 487 (1–2) (2008) 574–585.
[77] N.N. Rao, S. Dube, Photocatalytic degradation of mixed surfactants and somecommercial soap/detergent products using suspended TiO2 catalysts, J. Mol.Catal. A: Chem. 104 (3) (1996) L197–L199.
[78] M. Anpo, M. Takeuchi, The design and development of highly reactivetitanium oxide photocatalysts operating under visible light irradiation, J.Catal. 216 (1–2) (2003) 505–516.
[79] A. Fujishima, T.N. Rao, D.A. Tryk, Titanium dioxide photocatalysis, J.Photochem. Photobiol., C 1 (1) (2000) 1–21.
[80] M. Kaneko, I. Okura, Photocatalysis Science and Technology, Springer,Kodansha, 2002.
[81] C.J. Barbé, F. Arendse, P. Comte, M. Jirousek, F. Lenzmann, V. Shklover, et al.,Nanocrystalline titanium oxide electrodes for photovoltaic applications, J.Am. Ceram. Soc. 80 (12) (1997) 3157–3171.
[82] S. Monticone, R. Tufeu, A.V. Kanaev, E. Scolan, C. Sanchez, Quantum size effectin TiO2 nanoparticles: does it exist?, Appl Surf. Sci. 162–163 (2000) 565–570.
[83] S. Boujday, F. Wünsch, P. Portes, J.-Fo. Bocquet, C. Colbeau-Justin,Photocatalytic and electronic properties of TiO2 powders elaborated by solgel route and supercritical drying, Sol. Energy Mater. Sol. Cells 83 (4) (2004)421–433.
[84] O. Carp, C.L. Huisman, A. Reller, Photoinduced reactivity of titanium dioxide,Prog. Solid State Chem. 32 (1–2) (2004) 33–177.
[85] M. Gratzel, Photoelectrochemical cells, Nature 414 (6861) (2001) 338–344.[86] A. Hagfeldt, M. Graetzel, Light-induced redox reactions in nanocrystalline
systems, Chem. Rev. 95 (1) (1995) 49–68.[87] A.L. Linsebigler, G. Lu, J.T. Yates, Photocatalysis on TiO2 surfaces: principles,
mechanisms, and selected results, Chem. Rev. 95 (3) (1995) 735–758.
[88] A. Millis, S. Le Hunte, An review of semiconductor photocatalysis, J.Photochem. Photobiol. 108 (1) (1997) 1–35.
[89] S.-L. Chen, P. Dong, G.-H. Yang, J.-J. Yang, Kinetics of formation ofmonodisperse colloidal silica particles through the hydrolysis andcondensation of tetraethylorthosilicate, Ind. Eng. Chem. Res. 35 (12) (1996)4487–4493.
[90] G. Pfaff, P. Reynders, Angle-dependent optical effects deriving fromsubmicron structures of films and pigments, Chem. Rev. 99 (7) (1999)1963–1982.
[91] J.P. Chen, R.T. Yang, Selective catalytic reduction of NO with NH3 on SO�24/TiO2 superacid catalyst, J. Catal. 139 (1) (1993) 277–288.
[92] K.I. Hadjiivanov, D.G. Klissurski, Surface chemistry of titania (anatase) andtitania-supported catalysts, Chem. Soc. Rev. 25 (1) (1996) 61–69.
[93] U. Bach, D. Lupo, P. Comte, J.E. Moser, F. Weissortel, J. Salbeck, H. Spreitzer, M.Gratzel, Solid-state dye-sensitized mesoporous TiO2 solar cells with highphoton-to-electron conversion efficiencies, Nature 395 (6702) (1998).
[94] D. Zhang, T. Yoshida, K. Furuta, H. Minoura, Hydrothermal preparation ofporous nano-crystalline TiO2 electrodes for flexible solar cells, J. Photochem.Photobiol., A 164 (1–3) (2004) 159–166.
[95] A. Salvador, M.C. Pascual-Martí, J.R. Adell, A. Requeni, J.G. March, Analyticalmethodologies for atomic spectrometric determination of metallic oxides inUV sunscreen creams, J. Pharm. Biomed. Anal. 22 (2) (2000) 301–306.
[96] R. Zallen, M.P. Moret, The optical absorption edge of brookite TiO2, Solid StateCommun. 137 (3) (2006) 154–157.
[97] J.H. Braun, A. Baidins, R.E. Marganski, TiO2 pigment technology: a review,Prog. Org. Coat. 20 (1992) 105–138.
[98] S. Yuan, W. Chen, S. Hu, Fabrication of TiO2 nanoparticles/surfactant polymercomplex film on glassy carbon electrode and its application to sensing tracedopamine, Mater. Sci. Eng., C 25 (4) (2005) 479–485.
[99] J. Akikusa, S.U.M. Khan, Photoelectrolysis of water to hydrogen in p-SiC/Ptand p-SiC/ n-TiO2 cells, Int. J. Hydrogen Energy 27 (9) (2002) 863–870.
[100] K. Fujihara, T. Ohno, M. Matsumura, Splitting of water by electrochemicalcombination of two photocatalytic reactions on TiO2 particles, J. Chem. Soc.,Faraday Trans. 94 (24) (1998) 3705–3709.
[101] S. Kango, S. Kalia, A. Celli, J. Njuguna, Y. Habibi, R. Kumar, Surfacemodification of inorganic nanoparticles for development of organic–inorganic nanocomposites – a review, Prog. Polym. Sci. 38 (8) (2013) 1232–1261.
[102] K.-R. Meier, M. Grätzel, Redox targeting of oligonucleotides anchored tonanocrystalline TiO2 Films for DNA detection, ChemPhysChem 3 (4) (2002)371–374.
[103] T. Paunesku, T. Rajh, G. Wiederrecht, J. Maser, S. Vogt, N. Stojicevic, M. Protic,B. Lai, J. Oryhon, M. Thurnauer, G. Woloschak, Biology of TiO2 oligonucleotidenanocomposites, JA Nat. Mater. 2 (5) (2003) 343–346.
[104] T. Hanemann, Dorothee Vinga Szabo, Polymer–nanoparticle composites:from synthesis to modern applications, Materials, 3(6):3468–517.
[105] R.M. Laine, J. Choi, I. Lee, Organic–inorganic nanocomposites with completelydefined interfacial interactions, Adv. Mater. 13 (11) (2001) 800–803.
[106] R.-C. Xie, J. Shang, Morphological control in solvothermal synthesis oftitanium oxide, J. Mater. Sci. 42 (16) (2007) 6583–6589.
[107] X.-Z. Ding, Z.-Z. Qi, Y.-Z. He, Effect of hydrolysis water on the preparation ofnano-crystalline titania powders via a sol-gel process, J. Mater. Sci. Lett. 14(1) (1995) 21–22.
[108] T. Sugimoto, X. Zhou, A. Muramatsu, Synthesis of uniform anatase TiO2
nanoparticles by gel–sol method: 4. Shape control, J. Colloid Interface Sci. 259(1) (2003) 53–61.
[109] J.L. Look, C.F. Zukoski, Alkoxide-derived titania particles: use of electrolytes tocontrol size and agglomeration levels, J. Am. Ceram. Soc. 75 (6) (1992) 1587–1595.
[110] J.L. Look, C.F. Zukoski, Colloidal stability and titania precipitate morphology:influence of short-range repulsions, J. Am. Ceram. Soc. 78 (1) (1995) 21–32.
[111] T. Zeng, Y. Qiu, L. Chen, X. Song, Microstructure and phase evolution of TiO2
precursors prepared by peptization-hydrolysis method using polycarboxylicacid as peptizing agent, Mater. Chem. Phys. 56 (2) (1998) 163–170.
[112] T. Sugimoto, X. Zhou, A. Muramatsu, Synthesis of uniform anatase TiO2
nanoparticles by gel–sol method: 3. Formation process and size control, J.Colloid Interface Sci. 259 (1) (2003) 43–52.
[113] S. Mahshid, M. Askari, M.S. Ghamsari, Synthesis of TiO2 nanoparticles byhydrolysis and peptization of titanium isopropoxide solution, J. Mater.Process. Technol. 189 (1–3) (2007) 296–300.
[114] T. Sugimoto, Formation of monodispersed nano- and micro-particlescontrolled in size, shape, and internal structure, Chem. Eng. Technol. 26 (3)(2003) 313–321.
[115] A. Chemseddine, T. Moritz, Nanostructuring titania: control over nanocrystalstructure, size, shape, and organization, Eur. J. Inorg. Chem. 1999 (2) (1999)235–245.
[116] T.J. Trentler, T.E. Denler, J.F. Bertone, A. Agrawal, V.L. Colvin, Synthesis of TiO2
nanocrystals by nonhydrolytic solution-based reactions, J. Am. Chem. Soc.121 (7) (1999) 1613–1614.
[117] A.R. Armstrong, G. Armstrong, J. Canales, P.G. Bruce, TiO2-B nanowires,Angew. Chem. Int. Ed. 43 (17) (2004) 2286–2288.
[118] R.A. Vaia, H.D. Wagner, Framework for nanocomposites, Mater. Today 7 (11)(2004) 32–37.
[119] M. Zhang, H. Zeng, L. Zhang, G. Lin, R.K.Y. Li, Fracture characteristics ofdiscontinuous carbon fibre-reinforced PPS and PESC composites, Polym.Polym. Compos. 1 (1993) 357–365.

D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524 523
[120] B.J. Ash, R.W. Siegel, L.S. Schadler, Mechanical behavior of alumina/poly(methyl methacrylate) nanocomposites, Macromolecules 37 (4) (2004)1358–1369.
[121] P. Carballeira, F. Haupert, Toughening effects of titanium dioxidenanoparticles on TiO 2/epoxy resin nanocomposites, Polym. Compos. 31 (7)(2010) 1241–1246.
[122] C.L. Wu, M.Q. Zhang, M.Z. Rong, K. Friedrich, Tensile performanceimprovement of low nanoparticles filled-polypropylene composites,Compos. Sci. Technol. 62 (10–11) (2002) 1327–1340.
[123] A.C. Roulin-Moloney, Fractography and failure mechanisms of polymers andcomposites, Elsevier Applied Science, 1989.
[124] K.T. Faber, A.G. Evans, Crack deflection processes-I, Theory Acta Metall. 31 (4)(1983) 565–576.
[125] K.T. Faber, A.G. Evans, Crack deflection processes-II. Experiment, Acta Metall.31 (4) (1983) 577–584.
[126] J. Jordan, Roof drainage design and analysis: structural collapses,responsibility matrix, and recommendations, Structures Congress 2005, pp.1–12.
[127] M.A.L. Manchado, L. Valentini, J. Biagiotti, J.M. Kenny, Thermal andmechanical properties of single-walled carbon nanotubes-polypropylenecomposites prepared by melt processing, Carbon 43 (7) (2005) 1499–1505.
[128] B. Wetzel, F. Haupert, M. Qiu Zhang, Epoxy nanocomposites with highmechanical and tribological performance, Compos. Sci. Technol. 63 (14)(2003) 2055–2067.
[129] J. Cho, M.S. Joshi, C.T. Sun, Effect of inclusion size on mechanical properties ofpolymeric composites with micro and nano particles, Compos. Sci. Technol.66 (13) (2006) 1941–1952.
[130] G. Carotenuto, Y.-S. Her, E. Matijevic, Preparation and characterization ofnanocomposite thin films for optical devices industrial & engineeringchemistry research 35 (9) (1996) 2929–2932.
[131] C. Becker, H. Krug, H. Schmidt, Tailoring of thermomechanical properties ofthermoplastic nanocomposites by surface modification of nanoscale silicaparticles, MRS Online Proc. Library 435 (1996) 237.
[132] M. Rong, M. Zhang, H. Liu, H. Zeng, B. Wetzel, K. Friedrich, Microstructure andtribological behavior of polymeric nanocomposites, Ind. Lubr. Tribol. 53 (2)(2001) 72.
[133] M. Rong, M. Zhang, Y. Zheng, H. Zeng, R. Walter, K. Friedrich, Irradiation graftpolymerization on nano-inorganic particles: an effective means to designpolymer-based nanocomposites, J. Mater. Sci. Lett. 19 (13) (2000) 1159–1161.
[134] J. Winkler, Nanopigmente dispergieren warum die zerteilung vonnanopartikeln in rührwerkskugelmühlen feinste mahlperlen erfordert,Farbe und Lack 2 (2006) 35–39.
[135] J. Winkler, Dispergieren von Pigmenten in Polymerlösungen und Lacken inEiner Stiftscheiben-Rührwerkskugelmühle Stuttgart, University of Stuttgart,Germany, Germany, 1983.
[136] M. Avella, M.E. Errico, S. Martelli, E. Martuscelli, Preparation methodologiesof polymer matrix nanocomposites, Appl. Organomet. Chem. 15 (5) (2001)435–439.
[137] H.R. Dennis, D.L. Hunter, D. Chang, S. Kim, J.L. White, J.W. Cho,Nanocomposites: the importance of processing, Plast. Eng. 57 (1) (2001) 56.
[138] J.W. Cho, D.R. Paul, Nylon 6 nanocomposites by melt compounding, Polymer42 (3) (2001) 1083–1094.
[139] H. Xia, Q. Wang, Preparation of conductive polyaniline/nanosilica particlecomposites through ultrasonic irradiation, J. Appl. Polym. Sci. 87 (11) (2003)1811–1817.
[140] Q. Wang, H. Xia, C. Zhang, Preparation of polymer/inorganic nanoparticlescomposites through ultrasonic irradiation, J. Appl. Polym. Sci. 80 (9) (2001)1478–1488.
[141] M. Pohl, Benetzen und Dispergieren Nativer und Gezielt AgglomerierterPyrogener Oxidischer Partikel Karlsruhe, University Fridericiana, Germany,2006.
[142] L.R. Xu, V. Bhamidipati, W.H. Zhong, J. Li, C.M. Lukehart, E. Lara-Curzio, K.C.Liu, M.J. Lance, Mechanical property characterization of a polymericnanocomposite reinforced by graphitic nanofibers with reactive linkers, J.Compos. Mater. 38 (2004) 1563–1582.
[143] G.I. Eskin, Broad prospects for commercial application of the ultrasonic(cavitation) melt treatment of light alloys, Ultrason. Sonochem. 8 (3) (2001)319–325.
[144] S.C. Zunjarrao, R.P. Singh, Characterization of the fracture behavior of epoxyreinforced with nanometer and micrometer sized aluminum particles,Compos. Sci. Technol. 66 (13) (2006) 2296–2305.
[145] T. Adebahr, C. Roscher, J. Adam, Reinforcing nanoparticles in reactive resins.Hannover, ALLEMAGNE2001, p. 144–149.
[146] S. Kang, S.I. Hong, C.R. Choe, M. Park, S. Rim, J. Kim, Preparation andcharacterization of epoxy composites filled with functionalized nanosilicaparticles obtained via sol–gel process, Polymer 42 (3) (2001) 879–887.
[147] H. Skaff, T. Emrick, Reversible addition fragmentation chain transfer (RAFT)polymerization from unprotected cadmium selenide nanoparticles, Angew.Chem. 116 (40) (2004) 5497–5500.
[148] Q. Peng, D.M.Y. Lai, E.T. Kang, K.G. Neoh, Preparation of polymersilicon (100)hybrids via interface-initiated reversible addition fragmentation chain-transfer (RAFT) polymerization, Macromolecules 39 (2006) 5577–5582.
[149] Y. Taniguchi, M. Ogawa, W. Gang, H. Saitoh, K. Fujiki, T. Yamauchi, et al.,Preparation of hyperfunctional carbon black by grafting of hyperbranchedpolyester onto the surface, Mater. Chem. Phys. 108 (2–3) (2008) 397–402.
[150] R. Walter, K. Friedrich, V. Privalko, A. Savadori, On modulus and fracturetoughness of rigid particulate filled high density polyethylene, J. Adhes. 64(1–4) (1997) 87–109.
[151] H. Li, Z. Zhang, X. Ma, M. Hu, X. Wang, P. Fan, Synthesis and characterizationof epoxy resin modified with nano-SiO2 and Î3-glycidoxypropyltrimethoxysilane, Surf. Coat. Technol. 201 (9–11) (2007) 5269–5272.
[152] X. Xu, B. Li, H. Lu, Z. Zhang, H. Wang, The interface structure of nano-SiO2/PA66 composites and its influence on material’s mechanical and thermalproperties, Appl. Surf. Sci. 254 (5) (2007) 1456–1462.
[153] W.-Q. Li, L.-J. Qi, X. Yang, L. Ling, W.-B. Fan, Y.-Y. Zhao, et al., Synergetic effectbetween ion energy and sample temperature in the formation of distinct dotpattern on Si(1;1;0) by ion-sputter erosion, Appl. Surf. Sci. 252 (22) (2006)7794–7800.
[154] F. Bauer, R. Flyunt, K. Czihal, H. Ernst, S. Naumov, M.R. Buchmeiser, UV curingof nanoparticle reinforced acrylates, Nucl. Instrum. Methods Phys. Res., Sect.B 265 (1) (2007) 87–91.
[155] F. Bauer, H.Jr. Gläsel, U. Decker, H. Ernst, A. Freyer, E. Hartmann, et al.,Trialkoxysilane grafting onto nanoparticles for the preparation of clear coatpolyacrylate systems with excellent scratch performance, Prog. Org. Coat. 47(2) (2003) 147–153.
[156] K.M. Dean, S.A. Bateman, R. Simons, A comparative study of UV active silane-grafted and ion-exchanged organo-clay for application in photocurableurethane acrylate nano- and micro-composites, Polymer 48 (8) (2007)2231–2240.
[157] F. Bauer, R. Flyunt, K. Czihal, H. Langguth, R. Mehnert, R. Schubert, et al., UVcuring and matting of acrylate coatings reinforced by nano-silica and micro-corundum particles, Prog. Org. Coat. 60 (2) (2007) 121–126.
[158] M.M. Jalili, S. Moradian, H. Dastmalchian, A. Karbasi, Investigating thevariations in properties of 2-pack polyurethane clear coat through separateincorporation of hydrophilic and hydrophobic nano-silica, Prog. Org. Coat. 59(1) (2007) 81–87.
[159] M. Sabzi, S.M. Mirabedini, J. Zohuriaan-Mehr, M. Atai, Surface modification ofTiO2 nano-particles with silane coupling agent and investigation of its effecton the properties of polyurethane composite coating, Prog. Org. Coat. 65 (2)(2009) 222–228.
[160] A.A. Wazzan, H.A. Al-Turaif, A.F. Abdelkader, Influence of submicron TiO2
particles on the mechanical properties and fracture characteristics of curedepoxy resin, Polymer-Plastics Technol. Eng. 45 (10) (2006) 1155–1161.
[161] B. Bittmann, F. Haupert, A.K. Schlarb, Preparation of TiO2/epoxynanocomposites by ultrasonic dispersion and their structure propertyrelationship, Ultrason. Sonochem. 18 (1) (2011) 120–126.
[162] A. Suslick, S. Kenneth, A. Price, J. Gareth, Applications of ultrasound tomaterials chemistry, 1st ed: Annual Review of Material Science, 1999.
[163] K.S. Suslick, G.J. Price, Applications of ultrasound to materials chemistry,Annu. Rev. Mater. Sci. 29 (1) (1999) 295–326.
[164] L.R. Xu, V. Bhamidipati, W.-H. Zhong, J. Li, C.M. Lukehart, Sonochemistry,Science 1990, 247 1439–45.
[165] T.J. Mason, J.P. Lorimer. Applied sonochemistry: the uses of power ultrasoundin chemistry and processing, Wiley-VCH, 2002.
[166] M. Pohl, S. Hogekamp, N. Hoffmann, H.P. Schuchmann, Dispergieren unddesagglomerieren von nanopartikeln mit ultraschall, Chemie IngenieurTechnik 76 (2004) 392–396.
[167] V. Raman, A. Abbas, Experimental investigations on ultrasound mediatedparticle breakage, Ultrason. Sonochem. 15 (1) (2008) 55–64.
[168] R.M. Rodgers, H. Mahfuz, V.K. Rangari, N. Chisholm, S. Jeelani, Infusion of SiCnanoparticles into SC-15 epoxy: an investigation of thermal and mechanicalresponse, Macromol. Mater. Eng. 290 (5) (2005) 423–429.
[169] A. Yasmin, J.-J. Luo, I.M. Daniel, Processing of expanded graphite reinforcedpolymer nanocomposites, Compos. Sci. Technol. 66 (9) (2006) 1182–1189.
[170] R.D. West, V.M. Malhotra, Rupture of nanoparticle agglomerates andformulation of Al2O3-epoxy nanocomposites using ultrasonic cavitationapproach: effects on the structural and mechanical properties, Polym. Eng.Sci. 46 (4) (2006) 426–430.
[171] J.G. Price, Ultrason. Sonochem. 10 (2003) 277.[172] B. Bittmann, F. Haupert, A.K. Schlarb, Ultrasonic dispersion of inorganic
nanoparticles in epoxy resin, Ultrason. Sonochem. 16 (5) (2009) 622–628.[173] S. Singha, M.J. Thomas, Dielectric properties of epoxy nanocomposites, IEEE
Trans. Dielectr. Electr. Insul. 15 (1) (2008) 12–23.[174] H.A. Al-Turaif, Effect of nano TiO2 particle size on mechanical properties of
cured epoxy resin, Prog. Org. Coat. 69 (3) (2010) 241–246.[175] M.J. Coelho, Nanocompósitos de epóxi reforçados com nanopartículas de
óxido de alumínio (alfa alumina) ou óxido de titânio (titânia) [Master],University of Santa Catarina, Santa Catarina, Brazil (in portuguese), 2011.
[176] F. El-Tantawya, Y.K. Sung, A novel ultrasonic transducer backing from porousepoxy resin–titanium–silane coupling agent and plasticizer composites,Mater. Lett. 58 (2004) 154–158.
[177] 10 AD-. Standard Test Method for Tensile Properties of Plastics. In: MaterialsASoTa, editor. Book of Standards Volume: 0801. Developed bySubcommittee: D20.10 ed. West Conshohocken 2010.
[178] S.-Y. Fu, X.-Q. Feng, B. Lauke, Y.-W. Mai, Effects of particle size, particle/matrixinterface adhesion and particle loading on mechanical properties ofparticulate polymer composites, Compos. B Eng. 39 (6) (2008) 933–961.
[179] I.M. Daniel, H. Miyagawa, E.E. Gdoutos, J.J. Luo, Processing and characterizationof epoxy/clay nanocomposites, Exp. Mech. 43 (3) (2003) 348–354.
[180] D. Shukla, V. Parameswaran, Epoxy composites with 200 nm thick aluminaplatelets as reinforcements, J. Mater. Sci. 42 (15) (2007) 5964–5972.

524 D. Pinto et al. / Construction and Building Materials 95 (2015) 506–524
[181] 99(2007) e1 AD-. Standard Test Methods for Plane-Strain Fracture Toughnessand Strain Energy Release Rate of Plastic Materials. In: D20.10 ASADDbS,editor. 2007.
[182] 10 AD-. Standard Test Methods for Flexural Properties of Unreinforced andReinforced Plastics and Electrical Insulating Materials. Annual Book of ASTMStandards (American Society of Testing and Materials) ed: Active StandardASTM D790 | Developed by Subcommittee: D20.10; 2010.
[183] R.F. Landel, L.E. Nielsen, Mechanical Properties of Polymers and Composites,second ed., Taylor & Francis, 1993.
[184] E.S.A. Rashid, H. Akil, K. Ariffin, K. Chee Choong. The mechanical and thermalproperties of alumina filled epoxy. Electronics Manufacturing andTechnology, 31st International Conference on 2006. pp. 282–7.
[185] S. Zhao, L.S. Schadler, R. Duncan, H. Hillborg, T. Auletta, Mechanisms leadingto improved mechanical performance in nanoscale alumina filled epoxy,Compos. Sci. Technol. 68 (14) (2008) 2965–2975.
[186] S. Zhao, L.S. Schadler, H. Hillborg, T. Auletta, Improvements and mechanismsof fracture and fatigue properties of well-dispersed alumina/epoxynanocomposites, Compos. Sci. Technol. 68 (14) (2008) 2976–2982.
[187] 10 AD-. Standard Test Method for Abrasion Resistance of Organic Coatings bythe Taber Abraser. Active Standard ASTM D4060 | Developed bySubcommittee: D01.232010.
[188] 09e1 AD-. Standard Test Method for Pull-Off Strength of Coatings UsingPortable Adhesion Testers. Active Standard ASTM D4541 | Developed bySubcommittee: D01.46; 2009.


















