
ME421 Heat Exchanger and Steam Generator Design
27
ME421 Heat Exchanger and Steam Generator Design Lecture Notes 7 Part 2 Shell-and-Tube Heat Exchangers
Transcript of ME421 Heat Exchanger and Steam Generator Design

ME421Heat Exchanger and
Steam Generator Design
Lecture Notes 7 Part 2Shell-and-Tube Heat Exchangers

Basic Design ProcedureFlow rates & compositions, temperatures, pressures.Process Eng Design EngShell and head types, baffles, tube passes, etc.Preliminary design/analysis
Use heat transfer and pressure drop correlations

Preliminary Design• Estimate heat transfer coefficients and fouling resistances.
– Tables 8.4 and 8.5 give h and U values for various cases– Estimating h is preferred (Table 8.4)
• With h, Rf’s, Rw, and overall surface efficiencies (in case of fins on either side) estimated, evaluate the overall heat transfer coefficient
• This is the most general expression, also estimate Uc.
• Take F = 1.0 for counterflow HEX (single tube pass), or F = 0.9 for any even number of tube passes.
ooo
fowt
i
fi
i
t
iii
tf
h1RRAR
AA
hAA
1U



Preliminary Design (continued)• Estimate heat load
• Calculate Tlm,cf
• Estimate the size of the HEX
• This area is also related to tube diameter do and number of tubes Nt
• The objective is to find the number of tubes with diameter do, and shell diameter Ds to accommodate the number of tubes, with the given tube length.
cf,momoo TFU
QTU
QA
2h1hhp1c2ccp TTcmTTcmQ
LNdA too

Preliminary Design (continued)• Shell diameter, Ds is
CL is the tube layout constant– CL = 1.0 for 90o and 45o, CL = 0.87 for 30o and 60o
CTP is the tube count calculation constant– CTP = 0.93 for one tube pass– CTP = 0.90 for two tube passes– CTP = 0.85 for three tube passes
PR is the tube pitch ratio, PT/do
• Number of tubes, Nt is
2/1
o2
os L
d)PR(ACTPCL637.0D
2o
2
2s
t d)PR(D
CLCTP785.0N
See Example 8.1

Rating of the Preliminary Design
• If HEX is available, skip preliminary design and proceed with rating only. If rating shows that Q and/or pressure drop requirements are not satisfied, select a different HEX and iterate.
• If not, preliminary design output is the rating input. Calculate the heat transfer coefficients and pressure drops.
• If length is fixed, rating output is outlet temperatures; if heat load is fixed, rating output is HEX length.

Rating of the Preliminary Design (continued)
• Tube side: Chapters 3 & 4 for heat transfer coefficient and pressure drop calculations (two-phase flow later)
• Shell side: more complicated• If rating output is not acceptable, modify
– HEX cannot deliver the heat required: increase h or area• To increase hi, increase um in tubes, thus number of passes
• To increase ho, decrease baffle spacing or decrease baffle cut• To increase area, increase length or shell diameter, or use shells in series
ptube > pall: decrease number of tube passes or increase tube diameter (thus decrease tube length, increase shell diameter and number of tubes)
pshell > pall: increase baffle spacing, tube pitch and baffle cut, or change type of baffles

Shell Side Analysis
• Baffles increase heat transfer coefficient due to increased turbulence, tube correlations are not applicable
• Without baffles, h can be based on De, similar to double-pipe HEX, and Chapter 3 correlations can be used
• On the shell side, McAdams correlation for Nu
Kern Method (simple method)Shell Side Heat Transfer Coefficient
6ess
314.0
w
b3/1
p55.0
seeo 101DG
Re102fork
cGD36.0
kDh
Nu
perimeterwettedareaflowfree4De
o
2o
2T
e d4/dP4D
2/d
8/d4/3P4Do
2o
2T
e
square
triangular

Gs (shell side mass velocity) can be evaluated from
where is the bundle crossflow area at the center of the shellDs: shell diameter
C: clearance between adjacent tubesB: baffle spacingPT: pitch size
• Gs evaluated here is a fictional value because there is actually no free-flow area on the shell side. This value is based on the bundle crossflow area at the hypothetical tube row possessing the maximum flow area corresponding to the center of the shell
Kern Method (simple method)Shell Side Heat Transfer Coefficient (continued)
ss A
mG
T
ss P
CBDA

• Depends on the number of tubes the fluid passes through in the bundle between baffles and the length of each crossing.
• The following correlation uses the product of distance across the bundle, taken as Ds, and the number of times the bundle is crossed.
s = (b/w)0.14
Nb = L/B – 1 is the number of baffles
(Nb + 1) is the number of times the shell fluid passes the tube bundlef takes into account entrance and exit losses
where
Kern Method (simple method)Shell Side Pressure Drop
se
sb2s
s D2D1NfGp
sReln19.0576.0expf 6ess 101DGRe400

• Total pressure drop including sudden expansions and contractions during a return (for multiple tube passes)
• Ignore second term if single tube pass
• See Example 8.2 for the application of Kern method on Example 8.1
Kern Method (simple method)Tube Side Pressure Drop
2uN4
dLN
f4p2m
pi
ptotal,tube

Bell-Delaware Method (complex method)
• Shell side flow is complex, combines crossflow and baffle window flow, as well as baffle-shell and bundle-shell bypass streams and other complex flow patterns
• Five different streams are identified; A, B, C, E, and F• Bell-Delaware method takes into account the leakage and bypass
streams, most reliable method for shell side• B-stream is the main stream, others reduce it and change shell side
temperature profile, thus decrease h• A: leakage through tube/baffle clearance, C: bundle bypass stream, E:
baffle bypass stream, F: multi tube pass

Bell-Delaware MethodShell Side Heat Transfer Coefficient
hideal is the ideal heat transfer coefficient for pure crossflow in an ideal tube bankJ’s are correction factorsji is the Colburn j-factor for an ideal tube bank (Figures 8.15-8.17, depend on shell side Re, , tube layout, and pitch size; or correlation 8.25)As is the crossflow area at the centerline of the shell for one crossflow between baffles, As = Ds CB/PT
Note that Res is different for this method (based on do)
rsblcidealo JJJJJhh 14.0
w,s
s3/2
ss,p
s
s
ss,piideal c
kAm
36.0cjh
sssos A/mdRe

Bell-Delaware MethodShell Side Heat Transfer Coefficient (continued)
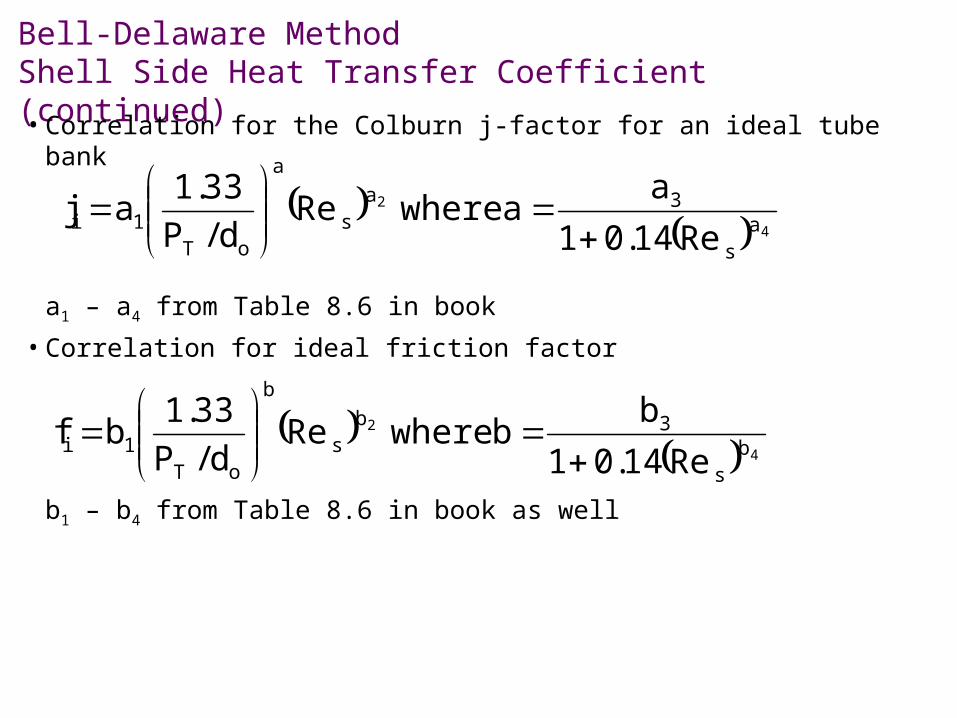
• Correlation for the Colburn j-factor for an ideal tube bank
a1 – a4 from Table 8.6 in book• Correlation for ideal friction factor
b1 – b4 from Table 8.6 in book as well
4
2
as
3as
a
oT1i Re14.01
aawhereRed/P
33.1aj
4
2
bs
3bs
b
oT1i Re14.01
bbwhereRed/P
33.1bf

Bell-Delaware MethodShell Side Heat Transfer Coefficient (continued)Correction factors (J’s)• Jc is the correction for baffle cut and spacing. For a large baffle cut,
0.53; for no tubes in window, 1.0; and for small windows with a high window velocity, 1.15.
• Jl is the correction factor for baffle leakage effects (A- and E-streams). Putting baffles too close increases leakage. Typical value 0.7 - 0.8.
• Jb is the correction factor for bundle bypassing effects and shell and pass dividers (C- and F- streams). For small clearance between outermost tubes and shell for fixed tube sheet construction, ~0.9. For a pull-through rotating head, ~0.7.
• Js is the correction factor for variable baffle spacing at the inlet and outlet. Usually between 0.85 and 1.0.
• Jr applies if Res < 100. If Res > 100, Jr = 1.0.• The combined effects of all J’s is ~0.6.

Example 8.3• Given specifications for a HEX, first perform preliminary design, then
detailed thermal analysis• Compares the heat transfer coefficient on the shell side, evaluated using
three methods:– Kern Method (note the different equation for As, but gives the same result as As =
DsCB/PT)– Taborek Method (just a different Nu correlation than McAdams, other procedures
same as Kern Method, but Res is based on do, not De)
– Bell-Delaware Method (Res is again based on do not De)
• All three methods give comparable ho as a result
• Then, hi, Uc, Uf (Rft given in the problem), Af, Ac are calculated• OS is evaluated as 43%, but it should not exceed 30% in design
specifications. Therefore, a new OS is assumed (20%) and Rft is recalculated, which will help determine a suitable cleaning schedule. With this OS, the new Af and Ds are found.
• With these new constructional parameters, the design must be re-rated (you can do this as an exercise)

Bell-Delaware MethodShell Side Heat Pressure Drop
The total nozzle-to-nozzle pressuredrop has 3 components• Entrance and exit• Internal• Window
entrance and exit
window
internal
each is one central baffle spacing

Bell-Delaware MethodShell Side Heat Pressure Drop (continued)Entrance and Exit• Affected by bypass but not by leakage• Effect due to variable baffle spacing
where pbi is the pressure drop in an equivalent ideal tube bank in one baffle compartment of central baffle spacingRb is the correction factor for bypass flow (C- and F-streams), 0.5-0.8 depending on the construction typeNc is the number of tubes crossed during flow through one crossflow in HEXNcw is the number of tube rows crossed in each baffle window
Rs is the correction factor for the entrance and exit section having different baffle spacing (see literature for tabulated correction factors)
sbc
cwcbie RR
NNNp2p

Bell-Delaware MethodShell Side Heat Pressure Drop (continued)Internal• Interior crossflow section (baffle tip to baffle tip)
where Rl is the correction factor for baffle leakage effects (A- and E-streams), 0.4-0.5Nb is the number of baffles
blbbic RR)1N(pp

Bell-Delaware MethodShell Side Heat Pressure Drop (continued)Window• Affected by leakage but not by bypass• Combined pressure drop in all windows
where pwi is the pressure drop in an equivalent ideal tube bank in the window section
lbwiw RNpp

Bell-Delaware MethodShell Side Heat Pressure Drop (continued)• The total pressure drop over the shell side is then
• The pressure drop in nozzles must be calculated separatelypbi is calculated from
• fi from Figs. 8.15 – 8.17 or correlation 8.26
• For an ideal baffle window section, pwi is calculated from
wces pppp
s
w,s
s
2s
ibi 2Gf4p
100ReforAA2
N6.02mp swss
cw2s
wi
100ReforAA
mDB
dN
AAm26p s
wss
s2wo
cw
wss
sswi
sbccwbilwibbbibs RRN/N1p2RpNRp1Np

Bell-Delaware MethodShell Side Heat Pressure Drop (continued)
• See literature for Dw, Aw, and correction factors.
• Number of tube rows crossed in one crossflow section, Nc
• Lc is the baffle cut distance from
baffle tip to inside of shell
p
scic P
D/L21dN

Bell-Delaware MethodShell Side Heat Pressure Drop (continued)
• Number of tube rows crossed in each window, Ncw
• Number of baffles, Nb
• If Bi = B = Bo, then Nb = L/B – 1• The total shell side pressure drop of a typical shell-and-tube
HEX is about 20-30% of the pressure drop that would be calculated without taking into account baffle leakages and tube bundle bypass effects.
• Read the Chapter on Shell-and-Tube HEX from D. Biniciogullari’s M.S. Thesis, PDF document on web.
1B
BBLN oib
p
ccw P
L8.0N

Example 8.4• Given the HEX designed in Example 8.3, and other
specifications, calculate the shell-side pressure drop using Bell-Delaware method to see if HEX is suitable.
• Takes into consideration all factors mentioned in the previous 7 slides.
• Compares the result with that obtained through Kern method.pBD < pK, about 48%.
Example 8.5• Complete design of a HEX for given process specifications with
the Kern method. • The example can be repeated with the Bell-Delaware method
as an execise.

















![[PPT]ME421 Heat Exchanger and Steam Generator Designweb.iitd.ac.in/~pmvs/courses/mel709/mel709-tut10.ppt · Web viewTitle ME421 Heat Exchanger and Steam Generator Design Author tari](https://static.fdocuments.us/doc/165x107/5b0ba8aa7f8b9ac7678e8fec/pptme421-heat-exchanger-and-steam-generator-pmvscoursesmel709mel709-tut10pptweb.jpg)
