Max Newbold: May 2004. MANUFACTURING SYSTEM GOVERNMENT TRAFFIC CONDITIONS MARKET DEMAND...
21
Max Newbold: May 2004
-
Upload
irene-dean -
Category
Documents
-
view
214 -
download
0
Transcript of Max Newbold: May 2004. MANUFACTURING SYSTEM GOVERNMENT TRAFFIC CONDITIONS MARKET DEMAND...
Max Newbold: May 2004

MANUFACTURING SYSTEM
GOVERNMENTTRAFFIC
CONDITIONS
MARKET DEMAND
POLUTIONSOCIAL EXPECTATIONS
PRODUCT DESIGN
ETHNIC GROUPS
ALL THING THAT AFFECT SOCIETY AFFECT MANUFACTURING
WITHIN THE MANUFACTURING SYSTEM
Plant and Equipment
Operators and Assembly Staff
QA and QC
Maintenance
Planning (MPC System)
Manufacturing Engineering
OUTSIDE THE MANUFACTURING SYSTEM
The Market
The Design Process
Other Social Environmental Factors

PURPOSE OF THE MANUFACTURING SYSTEM
To support the demand made on the business unit by the market
BY MEETING THE COMPETATIVE FACTORS THE MARKET DEMANDS
Quality of Manufacture
Delivery Reliability
Delivery Speed
Cost of Manufacture

From a manufacturing perspective two factors that have an impact on the
system efficiency are:
MARKET DEMAND
PRODUCT STRUCTURE

THE MARKET’S INFLUENCE ON MANUFACTURING
BEHAVIOUR
Predictability
Variability
Volume of Demand
COMPETITION
Delivery Speed
Delivery Reliability
Cost
Quality
UNCERTAINTY
TO STAY IN BUSINESS

THE PRODUCT’S INFLUENCE ON MANUFACTURING
STRUCTURE
BOM Width
BOM Depth
BOM Shape
Total Number of Parts
STABILITY
Number of Changes
THE MARKET
THE PRODUCT
SETS THE DEMAND ON THE MANUFACTURING
SYSTEM

COMPETITION BASED ON COST OR SEVICE?
Delivery Speed Vs Price (Porter 1980)
Within a Market Segment Price is a Competitive Issue
(Schoeder et al 1995)
COST IS A MAJOR MANUFACTURING CONCERN

REDUCING COSTS
Increase labour utilisation
Increase machine utilisation
Increase batch size
INCREASE SEVICE
Decrease labour utilisation
Decrease machine utilisation

Basic Work
Content
Design
Defect
Wrong
Methods
Ineffective Time
Management
Ineffective Time
Worker
A B C D
Total Work Content
Total Operational Time
THE MARKET
Variability
Predictability
Interact to create uncertainty in manufacturing
MANUFACTURING
Quality
Machine Reliability
Labour Loading
Batch Sizes
Materials do not arrive on time: Market and Internal
Lost machine and labour time
Creation of a lumpy flow
Resources mis-directed: Market
Making product that may not be needed
RESULT:
Lower Service Level: Reliability and Speed of Delivery
Higher Manufacturing Costs
BUFFERING WITH STOCKWIP
Finished Goods
BUFFERING WITH TIMEIncreasing Lead-time
REDUCE PART COMPLEXITY
As uncertainty increases then buffering can create increased uncertainty.
Part Complexity needs managing if it is not to increase uncertainty
MANUFACTURING TO RESPOND TO UNCERTAINTY
Organisations that manufacture to order (MTO) or where the product mix is large with respect to volume buffering with stock is either impossible or uneconomically .
Moving to a responsive manufacturing system also has economic benefits from lower finished and WIP stocks.
FACTORS THAT AFFECT RESPONSIVENESS
1. Batch Sizing
2. Machine & Process flexibility
3. Labour Flexibility: Ability to move people
4. Part commonality
5. Plant structure
6. Capacity Utilisation
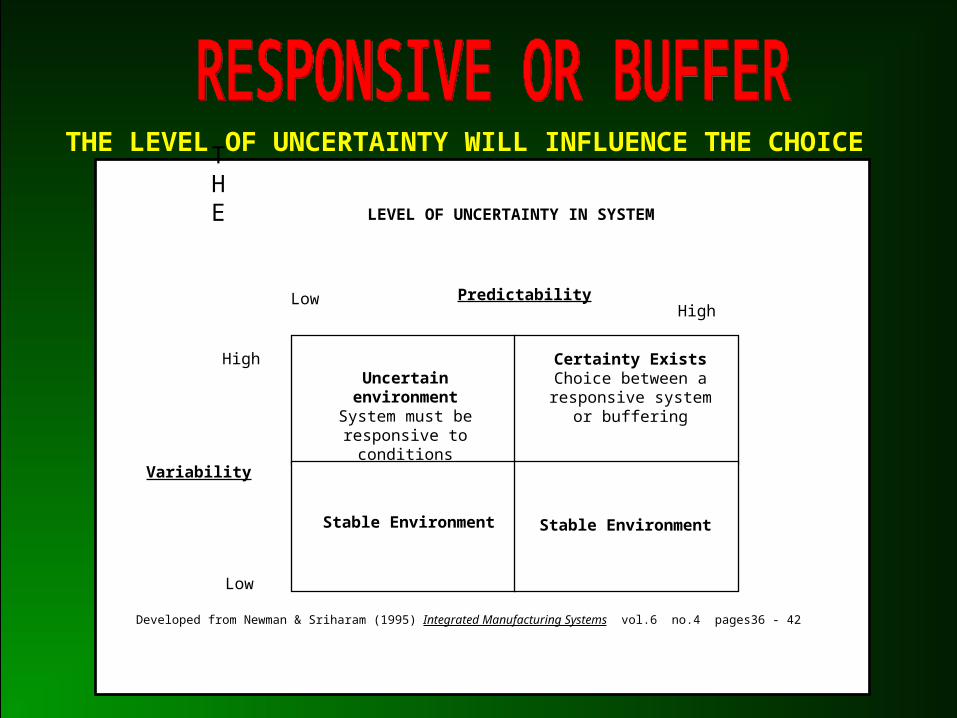
Variability
Low
High
Predictability LowHigh
Uncertain environmentSystem must be responsive
to conditions
Certainty ExistsChoice between a
responsive system or buffering
Stable Environment Stable Environment
LEVEL OF UNCERTAINTY IN SYSTEM
Developed from Newman & Sriharam (1995) Integrated Manufacturing Systems vol.6 no.4 pages36 - 42
THE
THE LEVEL OF UNCERTAINTY WILL INFLUENCE THE CHOICE
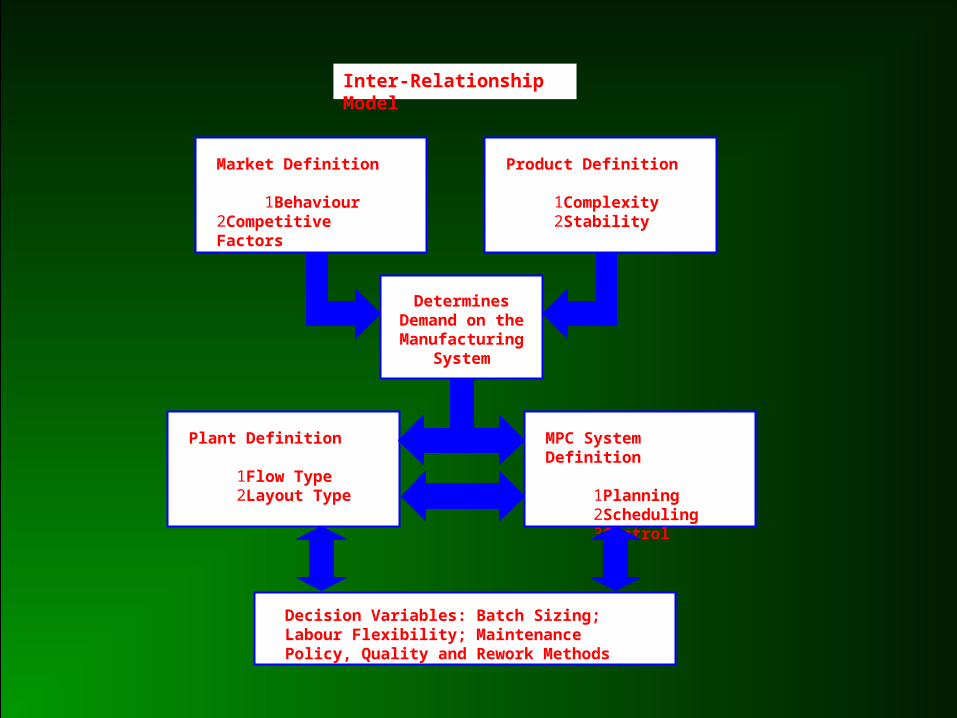
Market Definition
1Behaviour2Competitive Factors
Product Definition
1Complexity2Stability
Determines Demand on the Manufacturing
System
Plant Definition
1Flow Type2Layout Type
MPC System Definition
1Planning2Scheduling3Control
Decision Variables: Batch Sizing; Labour Flexibility; Maintenance Policy, Quality and Rework Methods
Inter-Relationship Model
The plant can be defined by it’s structure and flow
FLOW: Continuous: The flow is an unbroken line of discrete or non-discrete product
Intermittent: Product is accumulated processed in defined batches or lots.
STRUCTURE: Flow Lines: The machines or work stations are set out according to a pre-determined path.
Functional: The machines or work centres are grouped according to the activity performed
Up to seven different levels of the MPC can be defined from the texts. However from a practical point three levels are required.
PLANNING: This consists of the MPS (Master Production Schedule), which plans the capacity requirement, raw materials, stock levels and timing of supplies and sub-assemblies.
SCHEDULING / SEQUENCING: This is a detailed plan of the time of the release of material to the plant or specific work centre
CONTROL: Ensuring the stated schedule and stock targets are being met.
THE SOLUTION CAN ONLY BE FOUND BY:
ANALYSIS OF:THE MARKET
THE PRODUCT
THIS DETERMINES THE MPC SYSTEM AND PLANT REQUIREMENTS
DECEASE LABOUR AND MACHINE REQUIREMENTS TO DECREASE COST AND IMPROVE SERVICE LEVELS