
Sorghum Malting: Introduction, Objectives, and Scientific ...
Malting Lecture Part 1. The Malting Process
Cargill Malt Plant, Spiritwood, North Dakota Presented by: Ron Ryan Cargill Malt, Specialty Products Group Presented to: American Brewers Guild Tuesday July 17, 2007

Overview What is Malting? Malting is the quite simply the conversion of primarily barley, or wheat, or to a much lesser extent other grains, into Malt. In the simplest terms malting is allowing the grain to start to grow into a plant, and drying it at the appropriate time to stop that growth and stabilize the product for storage and later use. The vast majority of malt produced in the world is Barley Malt. What is the purpose of Malting? Malting transforms the raw barley into a form that is suitable for brewers to use in the manufacture of beer. Why do Brewers have to care about Malting? In the best of crop years the truth is that the brewer can usually get along quite well knowing very little about the process of procuring barley, converting it to malt, and shipping it to their door. When adverse market conditions or weather abnormalities are present however, this is certainly not the case. The quality of malt can vary widely, and this can have significant effects upon the beer making process, and the resulting beer that is made through that process. What will we be talking about today? Section 1. Barley
1. The nature and growth of the barley plant 2. Barley Harvesting 3. Types of Barley, Malting Barley vs. Feed Barley 4. Barley Quality Parameters and Varietal Information 5. Barley Sources
Section 2. Steeping and Germination
1. Malting Process Quick Overview 2. Barley Cleaning and Storage 3. Barley Kernel Structure 4. The Steeping Process 5. Germination Vessel Description 6. The Germination Process
Section 3. Kilning, Storage, and Blending
1. Drying Phases of Kilning 2. The Kilning Process 3. Kiln Design 4. Malt Cleaning 5. Malt Blending and Load Out

Appendix 1. Malting Process Flowsheet Appendix 2. Malt Plant Layout Appendix 3. Typical Finished Malt Analysis of 3 Varieties Appendix 4. Newer Canadian Malting Varietal Characteristics Section 1. Barley If you refer to the powerpoint presentation that accompanies these notes you will see a number of pictures of the barley plant at several stages of growth. Most of these pictures were taken at the university of Idaho and can also be accessed here www.uidaho.edu. The barley variety in the photos is 2-row Merit. Seeding (Slide 4) Barley is approximately a 17-18 week crop for most malting varieties. Farmers try to plant as soon as possible in order to get the crop off before fall rains. Planting can be delayed by excess soil moisture, or by excessively cold temperatures. Although most growers are aware of which varieties are prized by brewers, they are given direction by trade organizations. North of the border this direction is given by The Canadian Malting Barley Technical Center (CMBTC). The CMBTC is a non profit trade organization whose members include grain and malting companies. Their recommended varieties page for 2007-2008 can be found here http://www.cmbtc.com/varieties_lists.htm The equivalent organization in the United States is called the American Malting Barley Association. This is also a non profit trade association but it’s members are both grain handlers and brewers. They work on barley variety evaluation, development, and research for the benefit of their member companies. Their website is www.ambainc.org Both of these sites are an excellent resource for accessing general information about barley and barley varieties. Week 1. The 1 Leaf Stage (Slides 5 and 6) This is called the 1 Leaf Stage. The barley is quite vulnerable at this stage. The primary threats are severe frost (< 18oF), and flooding. Week 3. The 3 leaf stage. (Slide 8) The coleoptile is the leaf sheath which surrounds and protects the embryonic plant as it emerges from the seed. The coleoptile tiller is the tiller that comes out of the coleoptile node. A primary tiller is a tiller that is produced by the main stem. A secondary tiller is a tiller that is produced by a primary tiller.

A prohyll is the sheath that encloses the base of a tiller Week 4. The Early Tillering Stage (Slide 9) This is the stage where the yield per acre is set. The more healthy tillers that grow the more barley kernels will be produced. The barley begins forming a thick canopy at this point. The farmer must keep an eye on the barley at this stage as the barley is most susceptible to leaf diseases here. Week 5 – Week 7 Continued Tillering and Jointing Stage (Slides 10-12) Continued growth and development of multiple tillers for maximum yield. Week 8 and 9 The Boot Stage (Slides 13-14) The “boot” is the swollen sheath of the flag leaf as the head is being pushed up through the sheath. The boot stage is complete when the head emerges from the sheath. Week 10 and 11 The Flowering Stage (Slides 15-17) Spraying The barley is most susceptible in the flowering stage which is approaching. If there are disease pressures this would be the time to spray. The primary disease concern is Fusarium Head Blight. You may find everything you wanted to know about FSH at the following web address http://www.grainscanada.gc.ca/Pubs/fusarium/fusarium-e2.htm. Fusarium is a fungus that produces a toxin called Deoxynivalenol (DON). Another term for DON is Vomitoxin. The reason that this name was coined is because when pigs were given feed infected with DON it caused them to vomit. DON is a serious concern and is thought to have immunosuppressive effects upon humans if ingested in large enough quantities. As a result, incoming barley is checked for DON. The strictest of brewers demand DON be non-detectible in all the barley that is used for their malts. Some brewers have a less strict standard but nonetheless the specification for max. allowable is very low. In the order of <0.5 ppm DON or less. DON is also a cause of gushing in beer. There are many other causes of gushing however, most of which are caused by nucleation sites for bubble formation. Being a fungus, Fusarium is primarily a threat in wet conditions. The West Coast 2-row has much less fungal pressure due to climate. The six-row varieties grown in traditionally more wet areas (Red River Valley for Example) are at much higher risk. Week 11 and 12 The Soft Dough Stage (Slides 18-19) This stage is critical for the filling of the kernels and therefore the determination of plump and extract. Intense heat or drought at this stage will result in thinner barley, higher protein, and lower extract.

This is called the soft dough stage because the starch has a high moisture content which makes is soft when pinched between two fingers. Week 15 and 16 The Hard Dough Stage (Slides 20-21) As the moisture in the kernels decreases the kernels become hard. The extract potential has been developed at this point. The only significant threat to the barley beyond the hard dough stage is early rains. Week 17 The Harvest Ripe Stage (Slides 22-23) The Barley is ready to harvest Barley Harvest and Combined Barley (Slides 24-27) The two main methods of harvest are Straight cutting on Slide 24, and laying down the swath on Slide 25. Each method has its own advantages. Straight cutting is more efficient and requires less labor. A truck follows the combine and the barely is harvested in a single step. The barley must be left out in the field longer however since you must wait until the barley reaches a lower moisture level. Susceptibility to wind damage is an issue here for example. In the more traditional method the swath is cut and allowed to sit in the field before it is combined. The advantage of this method is that you can cut earlier when the barley is still slightly high in moisture as you can allow it to dry before final collection. The danger however is if it rains as the swathed barley can pick up moisture and pre-germinate. The other downside of swathing is that it is more labor and time intensive. Slide 27 shows what the combine barley from the farmers field looks like.

Types of Barley Barley is a Cereal Grain of the family Poaceae, Genus Hordeum. The most important distinction between different types of barley from the brewer’s perspective is the separation of species based on the configuration of the kernels on the barley stalk. The two types of barley are; 2-row and 6-row. Although the lines between the two have been blurred, there are some traditional differences that hold true to this day about these two different species. 2-Row Barley 6-Row Barley 2 kernals per row 6 kernals per row Higher Extract to Husk Ratio Lower Extract to Husk Ratio Higher Plump Lower Plump Lower Protein Higher Protein Lower Enzyme Potential Higher Enzyme Potential Typically Lower DON Typically Higher DON Primarily Used by Craft Brewers and Primarily Used by Large Brewers and Large Brewers Distillers Most Craft Brewers prefer to use 2-row because of it’s higher extract and lower protein. Brewers that use the excess barley enzymes to convert adjuncts tend to prefer a six-row inclusion to get higher enzyme potential. For this reason the use of six-row or six-row/two row blends are often used by large brewers and Distillers. Feed Barley vs. Malting Barley Selection Feed barley is comprised of feed varieties that are planted for this purpose, and malting barley varieties where the malt did not make malting spec. for one reason or another. Feed buyers and maltsters have very different specifications as they are using the very for very different purposes. Feed barley is generally prized for its high bushel weight, which is and indication of high carbohydrate content. Protein is also of concern to feed purchases. High protein is prized as long as it is not too much at the expense of bushel weight. Maltsters have much more detailed requirements however. Of primary importance for example is that the maltster requires the barley to germinate, the feed producer does not.

The following are quality parameters that the maltster is looking at when deciding to purchase barley:
Germination If the barley has low Germination Energy it is not of much use to the maltster. This could be the result of dormancy, or dead kernels.
Plump Maltsters look for plump barley. Of significant importance is not only large plump
kernels, but kernels with low variability in plump kernel to kernel.
Protein Brewers like malt with low protein. High protein, especially hordein proteins tend to cause problems in the brewing process. Haze and filtration issues are foremost here.
Extract Brewers also like malt that is high in extract. High extract malt allows the brewer
to use less malt to reach a given wort gravity.
DON The lower the DON the better. Some brewers require Non Detectable DON for their malt. Maltsters pay a premium for ND DON barley.
Condition Barley that is intact, bright and unstained, and low in foreign material (other grains,
dirt, rocks, insects) is preferred. Variety Varieties that have superior brewing characteristics are preferred. Low Beta
Glucan potential would be one such characteristic. Moisture Barley is typically around 12% moisture when brought into the malting facility.
High moisture causes storage issues. Barley Varieties Within the distinctions of six row and two row barley there are further divisions into different varieties. Different varieties have different agronomic and brewing characteristics and therefore some are more desirable than others. Growers like barley that has a high yield, resistance to disease, good harvesting characteristics, low shatter and lodging, etc. Brewers want malt that has good brewing characteristics such as high extract, low protein, low beta glucan, good modification, etc. I will not comment much on six-row varieties as the future Craft Brewers in this room will likely be working exclusively with 2-row malting varieties for base malt needs. Six Row Malting Varieties Front Running Varieties Tradition (Significant Increase)
Robust Lacey Declining Varieties Excel Legacy

Two Row Malting Varieties
I will talk more about 2-row varieties since these are of primary interest to the Craft Brewer. Front Running Varieties Metcalfe Kendal Copeland Declining Variety Harrington Merit B1202 New Variety Newdale Proprietary Moravian For a very long time Harrington was the king of 2-row malting barley for brewing purposes. Brewers were the driving force behind Harrington as it has reasonably good brewing performance and a clean, neutral flavor profile. Harrington does have a few Achilles heals however – namely poor husk adherence and susceptibility to damage in transport and handling. Growers were also looking for a more disease resistant, higher straw strength, higher yielding barley to grow for the brewing trade. After many failed attempts Metcalfe finally came along. It had both superior brewing and agronomic characteristics to Harrington which has resulted in it becoming the dominant 2-row malting barley in the West. A detailed description of Metcalfe, Kendal, and Copeland can be found in Appendix 1. Further descriptions of Barley Varieties of all types can be found at the AMBA website referenced earlier. Barley Source by Country and Type There is significantly more barley grown in Canada than in the US. The following are the statistics for estimated tonnage by type both in the US and Canada for crop year 2007:
Canada United States
Estimated Tonnage 13,000,000 5,000,000 2-row (%) 52% 35% 6-row (%) 7% 25% Feed Types (%) 41% 40%

MALTING PROCESS SUMMARY
FINISHEDMALT
GREENMALT
STEEPING GERMINATION KILNING
CARBONDIOXIDE
WATERBARLEY
AIR
WATERHUMIDIFIED
AIR
SPENT WATER
MOISTURIZEDBARLEY
42 – 45%MOISTURE
HEAT
CARBONDIOXIDE HEAT
HEAT
AIRHEAT
44 – 47%MOISTURE
~ 4%MOISTURE
SULFUR
AIR
Typical Malt Production Schedule
Barley Cleaning 1 Day Steeping 2 Days Germination 4 Days Kilning 2 Days Off-Kiln Malt Cleaning 1 Day

Section 2. Steeping and Germination Barley Cleaning (see slide 28)
• Remo ve dust• Remo ve small kernels• Remo ve broken kernels• Remo ve kernels that are longer than
Barley• FOAM DOES NOT LIKE
OILSEEDS
There are several methods for cleaning incoming barley. The primary goal is the removal of foreign material. Any dirt etc. on the kernels themselves will be removed in steeping. There are screening methods which pass the barley over moving screens of different diameters. Thin barley and dust etc. falls through screens that are just slightly smaller than the desired minimum barley kernel size. The barley can also be run over a larger screen so that the good barley falls through but larger materials stay on the screen. These two processes can be accomplished with the same piece of equipment using two stacked shaker screens of different diameters. Chaff and light materials are also removed via aspiration. Drums like the one shown in the illustration above are also used. Much like the screens there are drums designed to remove foreign material smaller than barley (like wheat) or materials that are larger than barley (like rye). The large corn drums have wells that are large enough for the larger kernels to fall into. They are carried up to the top of the inside diameter of the drum and when they reach the top they fall inot the U channel in the middle and are augered away. Short corn drums work the same way but the wells are small and the smaller kernels are deposited on the waste auger. In both cases the malt stays in the bottom half of the drum. The drums are at a slight incline so that the malt migrates along the length of the drum.. Magnets are also used to remove ferrous material from the incoming barley. This is critical as metal objects can be very damaging to the expensive milling equipment used in the brewing process. Given the nature of the harvesting process it is not entirely rare to have metal objects (nuts, bolts, washers, etc.) coming in on with the barley. Barley can be sorted into as many as four grades (A through D cuts) and are used for different food applications. Very high protein thin barley can be very useful for some food applications.

Barley Kernel Structure (slide 29) Before discussing Steeping we’ll take a quick look at the structure of the barley kernel. Please refer to slide 29. The embryo is the living part of the barley kernel. Different proteins (most importantly enzymatic proteins) and hormones are found in the embryo. When a seed grows the process begins in the embryo. The embryo sends out a hormone called Gibberellic acid that stimulates the synthesis of enzymes in the aleurone layer. These enzymes are released into the endosperm and proceed to break down cell walls and liberate the starch for use by the cell for energy. This is the beginning of the growth process. Steeping (slides 30-32) The malting process consists of three stages. Steeping is the first stage of the process, where barley is intermittently immersed in water for about 36-48 hours to initiate germination. Significant amounts of air are pumped through the slurry to ensure that oxygen is available to the barley at all times. If there is any dormancy the steeping process will help to break that dormancy. Biochemical reactions begin to take place in the steeping stage, as enzymes are released and simple sugars supply energy to the growing embryo. Barley moisture content reaches 42-45% after this process is completed and the germination stage begins. The steep cycle can vary widely depending upon the maltster, customer, and/or the specification of the finished malt. Single Immersion – Barley is immersed in water for a period of 24 hours or more. The moisture content
of the barley is typically not high enough after a single immersion so spray steeping in the germ box is required before germination can begin.
Double and Triple Immersion (typical) – Usually a longer process that involves draining the steep tank
part way through the process to allow CO2 to evolve, and to allow some respiratory heat to make the barley more “thirsty” such that additional water is taken up in the second immersion.
Quadruple Immersion – Same as above but with shorter immersion times and an additional dry rest. When customers are looking for the latter types of steep cycle they are usually looking for very clean malt. Single immersion is sufficient to clean the outside of the kernel (dirt, microbial spores, etc.), but multiple immersions also leach compounds such as polyphenols from the malt. Couching – Couching is the last step in steeping. Water is drained from the steep tank and air is passed through the malt from the bottom upwards. At the end of couching most of the free water has been absorbed by the kernels. At this point the malt is usually at approximately 45% moisture and is ready to transfer to germination. The barley should be “chitted” at this point. Chitted barley is barley which has the rootlets beginning to emerge from the embryo. This is a sign that the malt is ready to transfer. PYF – Premature Yeast Flocculation PYF is a recent development that has come to light in the last decade. It is very likely that it has always existed to some degree, but it took some time for the phenomenon to be elucidated by the larger brewers and maltsters. Although the mechanisms are not completely understood at this time, it is no longer of debate that some malt can cause yeast to prematurely flocculate before full attenuation has been reached.

Contemporary theory suggests that when barley is stressed it produces several plant based proteins and cell wall polysaccharides that are thought to encourage this premature flocculation. Strong fungal pressure was at first thought to be a major trigger but there are many other points at which barley can become stressed. The reason this is mentioned here is steeps that are starved for oxygen and allowed to become even slightly anaerobic are positively correlated with PYF. Flat Bottom Steeps While the theory and process are identical, another way to steep barley is in flat bottom steep tanks that look much like large lauter tuns. Such steep tanks are usually much larger and have a single steep tank filling a germ box of up to 200 tonnes of barley. With conical steeps it is more typical to have between 3 and 8 steep tanks filling a single germ compartment.

Germination (Slides 33-36) During the Germination Stage, the steeped barley continues to grow and biochemical reaction occur at a vigorous rate, as enzymes are produced which break down proteins and other cell wall components. The steeped barley is held in tanks approx. 5 feet deep for about 3.5 to 4.5 days, with air circulated through the germinating barley that is turned every 8 to 10 hours to ensure even germination. Moisture is maintained at about 44 to 47% moisture at temperatures of 57 to 70° Fahrenheit. Gibberellic Acid is release by the Embryo and is Transferred to the aleurone. Enzymes are produced in the aleurone which break down proteins and cell wall components to allow for subsequent breakdown of the starch in the endosperm for energy.
Giberellic Acid triggers synthesis and/or release of hydrolytic enzymes:
• α - amylase
• β - glucanase
• proteolytic enzymes
• xylanase (arabinozylans are a key compnent of endosperm cell walls)
Enzymes diffuse to the endosperm
and catalyze
a) endosperm cell wall breakdown
b) solubilization of proteins and starch
c) activation of latent enzymes (β - amylase)
d) production of peptides, amino acids
e) production of simple sugars

Germination Conditions The type of germination typically used in North America is the Saladin Box design. See slides 32 and 33 for a pictoral description of this type of germination box. Take special note of the turning machine at the end of the box. The turning machine is used to level the bed initially, and to keep the bed mixed so that the rootlets to turn the barley into a tangled mass. Temperature of Germination is usually in the Mid 60’s Fahrenheit for 3-4 days. Temperature, moisture level, and airflow are typically adjusted based on the rate at which the barley is germinating. Fast modification is undesirable. Since the enzymes must flow from the Alurone into the center of the endosperm there is a time element. If the modification occurs too quickly the endosperm contents will be modified on the outside of the endosperm, but not in the center. This leaves you with two options:
1. Continue the germination until the entire endosperm is modified. This is undesirable since you will get malting loss due to the starches on the outside of the endosperm being degraded by the amylase enzymes. You may also get negative flavors due to overgrowth
2. Stop the germination to minimize malting loss. This is also not desired since you will have a
portion of the endosperm not modified. This is called a “steely end” since the unmodified portion is usually at the end opposite the endosperm. Since this extract will be unavailable to the brewer they will be very unhappy. There may also be high levels of Beta Glucan in malt that is not completely modified.
So the maltster wants an even, controlled modification. They achieve this end by manipulating the temp., moisture, and airflow. The rule of thumb that maltsters use to determine the extent of modification is that a kernel is completely modified when the acrospire has grown to a length that is ¾ to the entire length of the kernel. The germination bed is fed with humidified fresh air so as not to dry out the bed. There is also the option to recirculate some of the moist air coming off the top of the bed for temperature maintenance purposes. If ambient temperatures are very high the hydration water will be cooled, which is very expensive from an energy perspective. Conversely, if the ambient temperature if very low the air can be heated. Water sprays are typically in place above the bed in order to increase or maintain the moisture during germination. If the moisture level was somewhat low coming out of the steeps a “spray steeping” step may be used in order to reach the target moisture level.
Drum Germination There are also drums that are used for germination of barley. Instead of having a turning machine the entire batch is turned inside a rotating drum. In North American this type of malting is obsolete. There is an advantage to drum malting in that you can make much smaller batches of malt (ie. For specialty malt), however drum germination vessels are capital and utilities intensive when compared to the Saladin box design. Cylindrical Tower Maltings A very efficient way to make large quantities of a single type of malt is in a tower maltings. The vessels are very large and are cylindrical rather than being rectangular. Tower malting will be briefly discussed after kilning.

Floor Malting The types of malting have been discussing thus far are called pneumatic malting. There is a traditional alternative to pneumatic malting called Floor Malting. It is primarily practiced in the UK, and to a lesser degree in Germany. It is extremely inefficient by almost every measure when compared to pneumatic malting. Adherents to the floor malting process believe that the malt has more even modification because it is a much slower process. Modification takes place over a longer period of time and the moisture is allowed to penetrate the kernel more fully and bring along with it the enzymes that will break down the cell walls and modify the barley. Whether Floor Malted or Pneumatically Malted barley makes a superior malt is a matter of debate. It doesn’t come up in discussion that often since the amount of floor malted malt used in current times is an extremely small fraction of the total malt usage. The most well known floor malted barley is the traditional UK variety Maris Otter.

Section 3 Kilning (Slides 37-40)
The Kilning Stage is the final stage of the malting process. Heated air is circulated through the product to end germination and the associated biochemical reactions. Kilning also develops malt flavor and color, and dries the malt to preserve its quality. The malt, at approximately 4% moisture is very stable and can be stored for several months. Stages of Drying (typical pale malt regime) Free Drying Removes the water that is on the outside of the barley. The barley at this point has had
about 20% of the moisture removed. This is a high airflow step. Restrictive Drying - As the outside of the kernel dries the water that is inside the kernel diffused outward
to reach equilibrium. In Restrictive drying this water is removed. The temperature is increased in this phase. At the end of restrictive drying another 15% of the moisture has been removed to get to approx. 10-12% moisture.
Bound Water Removal – Air flow is decreased and temperature further increased such that bound water
from inside the kernel is removed. Chemically bound water is not removed. This brings the barley down to the 5% moisture range.
Curing This is the final phase of drying which is carried out at 180-190oF. At this point the color,
flavor and aroma characteristics are developed. DMS is flashed off at this point as well. Care must be taken to preserve the enzymes intact as they are critical to the brewing process.
Stewing* Stewing is an optional step in kilning. It occurs at the beginning, before any drying occurs.
Instead of bringing fresh air into the kiln 100% recirc air is used @ 100% humidity. In essence the kiln is converted into a giant mash tun. In the presence of enough moisture the starch will be partially or totally converted to sugar. Depending upon the rest of the kilning cycle you can make several different kinds of malts from Munich malts all the way up to 100+ Lovibond caramel malts.
See Slides 39 and 40 for typical kiln schedules of 2-row and Munich Malt. Note that Munich malt may be made with or without a stewing step depending upon the needs of the customer. The Munich cycle illustrated does have a stewing phase as can be seen by the higher humidity air through the first part of the cyle. In either case, breakout is the sign to the maltster that it is time to turn up the temp. for drying. There are a myriad of reactions that occur in kilning that develop the flavor, color, and aroma of the malt
• Enzymes catalyze production of peptides, amino acids, and simple sugars • Enzymes are deactivated (b-glucanase, proteolytic enzymes, b-amylase) • Color is formed from peptides, amino acids, and simple sugars:
– Maillard amino-carbonyl condensation leading to Melanoidin pigmentation – Enzymatically catalyzed oxidative browning – Carmelization reactions of simple sugars
Flavor is altered through flavor compound production or reduction:
Production Reduction Pyridines Lipid derived Aldehydes Pyradines DMS Thiazoles HMF (Hydroxymethylfurfural) Maltol Cyclic Dipeptides
DMS Dimethyl Sulfide is a defect in beer. It has a flavor that is most often recognized as “cooked corn”. The source of DMS is malt. An amino acid, s-methyl methionine, upon heating becomes DMS. Dimethyl Sulfoxide (DMSO) can also be reduced by yeast to DMS but this is a minor pathway. SMM or DMS-P is generated in germination through the breakdown of barley proteins. The level of DMS-P can be measured in malt. Malts that are kilned to higher temperature (ie. Pale ale malts) typically have lower dms-p since the a portion of the precursor is converted to DMS and flashed off on the kiln. Very light pilsner malts can be rather high in dms-p since the conversion of precursor to DMS is much less complete. Nitrosamine Nitrosamine is a toxin that can be deposited on malt in the kilning process. When heating air for malt drying trace amounts of nitrogenous pollutants become very reactive. When the air is forced through the malt nitrosamines are formed. In order to prevent this from occurring maltsters changed to indirect heating of their kiln air rather than exposing the air to the very high temperature of a flame. Since nitrosamine is a serious issue steps still have to be taken since there could be a leak in the heat exchanger. As a result, sulfur is burned in the kiln since sulfur binds to the nitrogenous compounds and precipitates them out of the kiln air. In a well maintained kiln that burns some sulfur nitrosamine is a non-issue. In limited circumstances where the air is extremely devoid of pollution the burning of sulfur is not necessary. Malt plants have to be very far away from heavily populated areas for this to be the case. Malt that has not been sulfured tends to be slightly higher in pH since it lacks the deposited SO2 of sulfured malt.

Kiln Types (See Slide 37) Box kilns are very similar to germination boxes. The function is quite similar and design specifications are not entirely different. The air flow, humidity, and temperature are the primary differences. Cylindrical kilns – Very similar in concept to a box kiln but circular in design and construction. Flexi-kilns – A flexi box is a combination germination and kilning vessel. Both operations are performed in the same box which negates the need for moving the barley between germination and kilning. Double Deck Kilns – A double deck kiln has two beds set one on top of the other. The exhaust air from the bottom kiln is directed through the upper kiln. Green malt is brought into the upper kiln for initial drying. Once the bottom kiln is cured the malt is dropped to the lower kiln, the upper kiln is loaded with green malt, and it starts again. The advantage of double deck kilns are an increase in energy efficiency, space savings, and the enzyme potential of the malt can be higher since the initial drying is done slower which leaves the enzymes more intact in the finished malt.
Malt Storage, Cleaning, and Blending Finished malt is stored in large Malt bins at the malting facility. When the malt is to be shipped out a blend target is developed with specific proportions of several bins. The malt is blended in order to maximize consistency and to hit customer specification. Malt is cleaned on its way to the loadout bin. Once the specified quantity is blended the malt is loaded in a railcar, or less often in a truck.

Malt Cleaning
Malt comes in at the top of the diagram. The first set of moving screens have a screen size that will allow malt and fines to fall through. Large material falls off the end and is discharged to waste. The malt and thins falls through the screen onto the fine screen. Thins and chaff fall through to waste and the good malt falls off the end of the screen into the loadout bin. An aspirator in also blows any chaff or dust that makes it into the clean malt section as a final cleaning step. Rail Car Loading
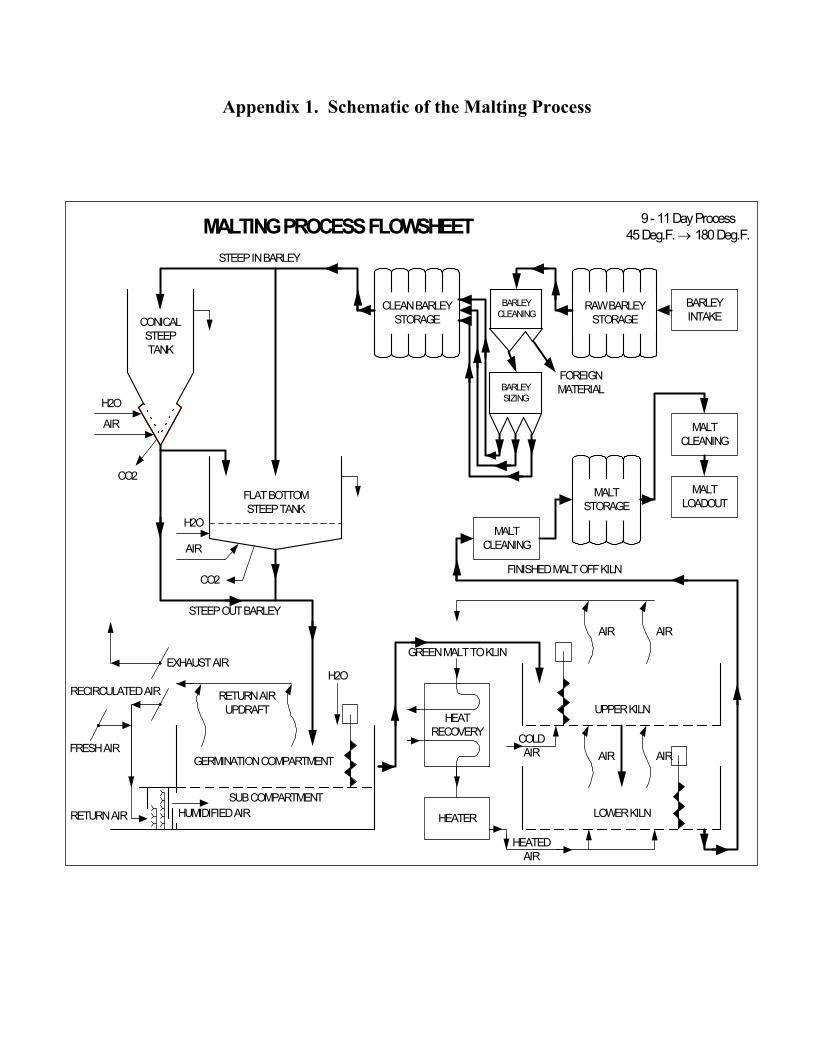
Appendix 1. Schematic of the Malting Process
MALTCLEANING
MALTLOADOUT
BARLEYINTAKE
9 - 11 Day Process45 Deg.F. → 180 Deg.F.
BARLEYCLEANING
BARLEYSIZING
HEATER
HEATRECOVERY
MALTSTORAGE
RAW BARLEYSTORAGE
CLEAN BARLEYSTORAGE
MALTCLEANING
AIRAIR
AIR AIR
STEEP IN BARLEY
H2O
AIR
CO2
MALTING PROCESS FLOWSHEET
GREEN MALT TO KLIN
HEATEDAIR
LOWER KILN
UPPER KILN
COLDAIR
FINISHED MALT OFF KILN
FOREIGNMATERIAL
CONICALSTEEPTANK
H2O
HUMIDIFIED AIR
GERMINATION COMPARTMENT
SUB COMPARTMENT
RECIRCULATED AIR
FRESH AIR
RETURN AIR
RETURN AIRUPDRAFT
EXHAUST AIR
FLAT BOTTOMSTEEP TANK
H2O
AIR
CO2
STEEP OUT BARLEY

Appendix 2. Malting Plant Layout
Kiln
Location Plan – Malting Plant
Truck Scale
Train Shed
N
# 3 Elevator # 4 Elevator
"C" Elevator"B" Elevator "A" Elevator
Barley OfficeTruck Office
Rail Shipping
KilnBins
LoadoutBins
# 1 Kiln
# 3 Kiln
# 2 Kiln
Yard # 1
Yard # 6
# 6 Kiln
# 4 Kiln
# 5 Kiln
ASteep
BSteep
CSteep
DSteep
ESteep
FSteep
Shop
A Malthouse A Attemp
B Malthouse B Attemp
C Malthouse C Attemp
D Malthouse D Attemp
E Malthouse E Attemp
F Malthouse F Attemp
# 7 Kiln GSteep G Malthouse G
Attemp
H Malthouse H Attemp
ScaleBins
Admin.Office

Appendix 3 Metcalfe and Kendall vs. Harrington Malt Analysis
Metcalfe Kendall Harrington Friability 80.0 83.4 81.8 Moisture, % 4.1 4.2 4.0 Extract, Fine, d.b, % 80.6 80.7 80.1 Extract, Difference, d.b., % 0.8 1.1 1.1 Color, Congress Wort 2.16 1.74 2.28 Viscosity, cP 1.47 1.47 1.49 Total Protein, d.b., % 12.24 12.38 12.18 Soluble Protein, d.b., % 5.26 4.97 5.22 Kolbach Index, d.b., % 43.0 40.14 42.88 F.A.N., mg/L 197 178 194 Diastatic Power, W.K. 140 156 117 Alpha Amylase, DU 55.0 53.5 49.9 B-Glucan, mg/L 51 54 80

Appendix 4. Newer Canadian Malting Variety Characteristics Metcalfe
The Canadian 2-row malting barley variety CDC Harrington has long been the standard bearer of international commerce. Its smooth and neutral flavor profile, combined with enzyme levels significantly higher than traditional European varieties of the same level of total protein, makes it well suited for the production of lager beers. Harrington was developed by Dr. Bryan Harvey at the Crop Development Centre at the University of Saskatchewan in Saskatoon. Hence the initials CDC. Dr. Harvey just retired as the dean of Canadian malting barley breeders, with the development of Harrington being his proudest accomplishment.
However, Harrington was registered in Canada in 1981. So it has been on the scene for more than twenty years. During that extensive time period the development of new barleylines, and more importantly the development of lines with improved agronomics in those crops which compete for acreage with malting barley in Canada, has proceeded unabated. By the late 1990s it was apparent that Harrington was losing acreage. Harrington reached its highest percentage of the total area seeded to barley in Canada in 1993 at about 38%. That figure dropped to about 21% in the year 2000, and to about 8% in the 2004 crop year. The trend is anticipated to continue with the 2005 crop.
To their great credit, the Canadians released three new varieties in the late 1990s as potential replacements for Harrington. This would enable the market to determine which varieties would succeed and which would fail. AC Metcalfe was registered in 1994. The initials AC stand for Agriculture Canada. Metcalfe was developed by W. G. Legge at the Agriculture Canada Experimental Station at Brandon, Manitoba. The varieties CDC Kendall and CDC Stratus were registered in 1995. More recently the variety CDC Copeland was registered.
As anticipated, the market is rendering its judgment. In the 2004 crop year 56% of the barley acreage planted was seeded to 2-row malting varieties. About 36% was seeded to feed varieties, and 8% was seeded to 6-row malting varieties. The acreage seeded to 6-row malting barley varieties in Canada has been dropping precipitously in recent years. The 56% of acres seeded to 2-row in Canada in 2004 break down as follows, in descending order.
Metcalfe 47.4%
Harrington 14.9%
Kendall 14.3%
Copeland 8.6%
Merit 4.6%
Stratus 4.5%

Stein 2.9%
Clearly Metcalfe is the apparent winner, with almost half the acres seeded to 2-row malting varieties. In 2005 this trend is expected to continue. Also in 2005 Kendall is likely to pass up Harrington, and Copeland will come on strong. Stratus appears to be falling by the wayside. Only limited domestic demand is anticipated in 2005 for both Stratus and theBusch Agricultural Resources variety Merit.
In what follows we will focus our comments on Metcalfe. Subsequent articles will discuss primarily Kendall and Copeland.
Metcalfe is a cross of the previously well-known Canadian varieties of Oxbow and Manley. For those interested, Harrington has Klages in its parentage. The parentage of Harrington is Klages/(Gazelle/Betzes/Centennial).
One of the hallmarks of Metcalfe is its improved agronomic performance relative to Harrington. Those familiar with Harrington know that it has a tendency to have loose hulls. All four potential replacement varieties have improved hull adherence relative to Harrington. Overall agronomic yield for Metcalfe is about 8.5% higher than Harrington. Similar values for the other varieties are 7.5% for Kendall and 10% for Stratus. Metcalfe has improved scores relative to Harrington on lodging resistance, net blotch resistance, stem rust resistance, and resistance to smuts, particularly to loose smut.
Comparisons of malt analytical data across varieties has to be done with great care. Typically maltsters have to work with a variety for a while to optimize processing conditions. When that is completed, different varieties tend to be selected for different customers and processed differently. So, while great amounts of data are available, there is only limited data available when all varieties are processed under generic conditions in an attempt to quantify differences across varieties. The writer is aware of only two such studies. One was done internally at Prairie Malt Ltd (PML) and brewing at the Great Western brewpub in Saskatoon using 1999 crop barley. The other is an extensive study done by our former colleague Dr. Yueshu Li and his colleague Aleksandar Egi at the Canadian Malting Barley Technical Centre in Winnipeg. They used barley from the 1999, 2000, and 2001 crops and included Copeland. This latter study has been published. Li & Egi: “New Canadian Malting Barley Varieties and Their Malting and Brewing Characteristics,” Master Brewers Technical Quarterly, volume 41, number 2, (2004) pages 104-100. Here is the original comparative data, generated at PML. Represents at least 30 batches each. Generic processing.
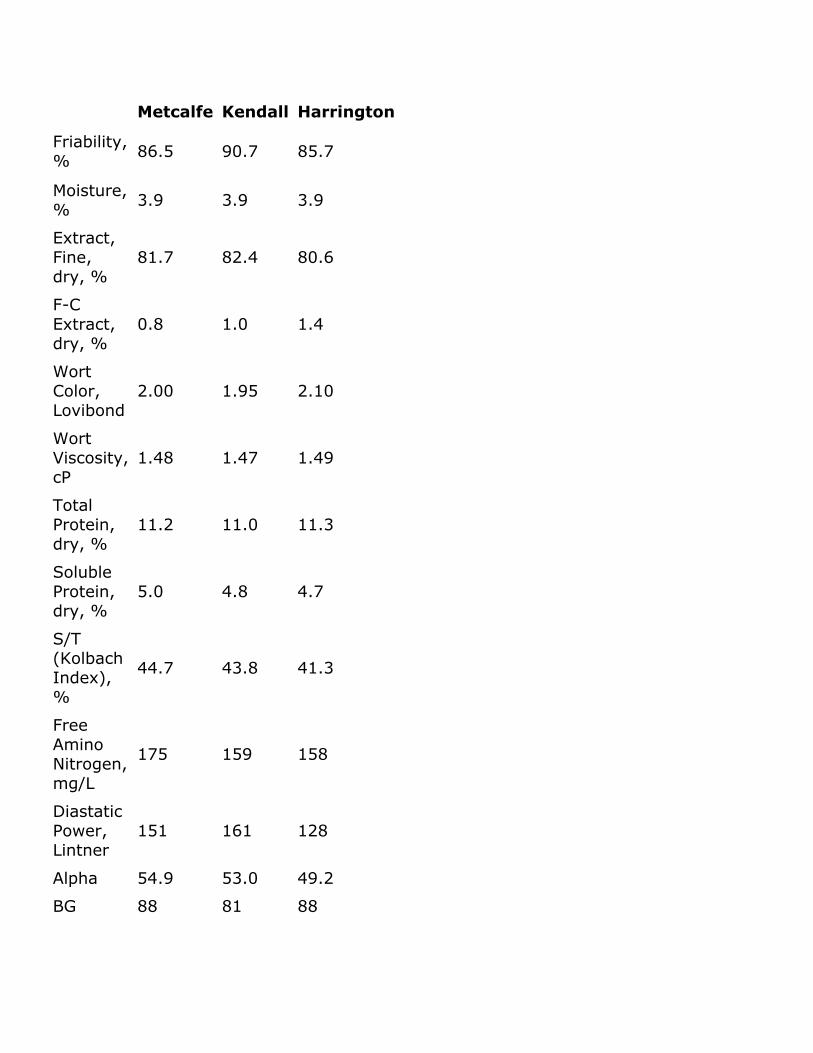
Metcalfe Kendall Harrington
Friability, %
86.5 90.7 85.7
Moisture, %
3.9 3.9 3.9
Extract, Fine, dry, %
81.7 82.4 80.6
F-C Extract, dry, %
0.8 1.0 1.4
Wort Color, Lovibond
2.00 1.95 2.10
Wort Viscosity, cP
1.48 1.47 1.49
Total Protein, dry, %
11.2 11.0 11.3
Soluble Protein, dry, %
5.0 4.8 4.7
S/T (Kolbach Index), %
44.7 43.8 41.3
Free Amino Nitrogen, mg/L
175 159 158
Diastatic Power, Lintner
151 161 128
Alpha 54.9 53.0 49.2
BG 88 81 88

Both Kendall and Metcalfe are capable of producing malt at the same level of total protein and moisture, with adequate modification, as Harrington. Metcalfe appears to have the more potent enzyme package. Diastatic Power and a-amylase are higher than Harrington. Metcalfe also has a higher rate of proteolysis. Note the higher soluble protein and S/T values. Yet wort color is not materially higher than Harrington. Friability and fine-coarse extract difference are improved relative to Harrington.
One surprising aspect of this data set is the similar values for B-glucan across varieties. This is not typical of the variety. As the year progressed it became apparent that Metcalfe produces noticeably lower levels of B-glucan than either Harrington or Kendall. This data relationship was also confirmed by Li & Egi.
This same data set also produced an average B-glucan for Stratus of 150 mg/L, significantly higher than that of Harrington. This may account for at least part of the reason why Stratus has not been as commercially successful as either Metcalfe or Kendall.
This low concentration of B-glucan in Metcalfe was also confirmed by processing data from the brewpub brewhouse. Metcalfe had a noticeably shorter run-off time than any variety tested. From the point of view of a maltster or brewer, this excellent performance in the brewhouse is the hallmark of Metcalfe, and is almost certainly responsible for at least some of its success.
We also found the following relationships of brewing data for Metcalfe relative to Harrington.
• Approximately equal ratio of fermentable sugars in wort. • Similar rate of maltose utilization during fermentation. • Similar rate of Plato decline during fermentation. • Slightly higher alcohol production during fermentation. • Similar pH during fermentation. • Slightly lower VDK production during fermentation. • Slightly less FAN utilization during fermentation.
At Cargill Malt, Specialty Products Group, we are attracted to the lower ?-glucan and run-off times of Metcalfe, the higher extract of Kendall, and the growing popularity of both varieties with Canadian growers. Thus we construct our Cargill Two-Row Pale base malt as a blend of both varieties. The barley is selected at PML and malted either there or at Spiritwood, ND.
Bill Ladish Cargill Malt, Specialty Products Group

New Malting Barley Varieties: Copeland In a previous article we discussed the drop in acres planted to Harrington in Canada during the mid- to late-1990s and afterwards, after a long and distinguished reign atop international commerce. The declines were driven by the comparatively improved agronomics of newer lines of crops which compete with malting barley for average in Canada, and by the improved agronomics of newer 2-row malting barley varieties released in order to keep malting barley competitive with these other crops.
The newer 2-row malting barley varieties are primarily Metcalfe, Kendall, Stratus, and Copeland. Metcalfe and Kendall were discussed in previous articles. Stratus has not been successful in the marketplace compared to Metcalfe and Kendall. Here we discuss Copeland.
Copeland was developed at the Crop Development Centre at the University of Saskatchewan in Saskatoon by Dr. Bryan Harvey, and was registered in Canada in 1999. Its parentage is TR118 x WM861-5. TR118 derives from Harrington. Metcalfe was registered in 1994 and Kendall in 1995.
Garth Massie, the Senior Barley Supply Agronomist at Prairie Malt Ltd (PML), provides the following comparison of the agronomic performance of Copeland relative to Metcalfe:
• Improved straw strength. • Improved net blotch resistance. • Greatly improved yield. 107% of Metcalfe. • Improved hull adherence. • Equal plumpness. • Slightly earlier.
In short, Copeland is a definite step forward in agronomic performance.
Comparisons of malt analytical data across varieties have to be done with great care. Typically maltsters have to work with a variety for a while to optimize processing conditions. When that is completed, different varieties tend to be selected for different major customers and processed differently. So, while great amounts of data are available, there is only limited data available when all varieties are processed under thoughtful generic conditions inan attempt to quantify differences across varieties. The writer is aware of only two such studies. One was done internally at PML in Biggar, Saskatchewan with brewing at the Great Western brewpub in Saskatoon using 1999 crop barley. The other is an extensive study done by our former colleague Dr. Yueshu Li and his colleague Aleksandar Egi at the Canadian Malting Barley Technical Centre in Winnipeg. They used barley from the 1999, 2000, and 2001 crops. More importantly, their study included Copeland, whereas the earlier PML study did not. This latter study has been published. Li & Egi: “New Canadian Malting Barley Varieties and Their Malting and Brewing Characteristics,” Master Brewers Technical

Quarterly, volume 41, number 2, (2004) pages 104-110.
Li & Egi report the following data from their pilot malting study.
Harrington Copeland Metcalfe Kendall
Friability, 84.5 92.6 89.7 93.0
Extract, 79.9 80.0 80.7 81.1
F-C 1.4 0.5 0.5 0.7
Total 12.4 12.6 12.5 12.2
Soluble 5.3 5.2 5.2 5.2
S/T 42.6 41.2 42.3 42.4
a- 58.2 53.2 66.0 59.0
Diastatic 137 134 159 157
B- 164 91 82 74
Wort 1.50 1.45 1.46 1.46
Wort 2.13 1.95 2.24 2.10
Free 223 185 203 193
Nitrogen,
For Copeland:
• Improved friability relative to Harrington and Metcalfe. • Extract similar to Harrington. Full 1% lower than Kendall. • Lower F-C and B-glucan than Harrington. • Slightly higher B-glucan than Metcalfe and Kendall. • Somewhat lower S/T than Metcalfe and Kendall. • Lowest a-amylase of the four varieties. • Lowest FAN of the four varieties, but sufficient. • Lowest wort color of the four varieties.
It is this tendency towards relatively low wort color that is the most interesting aspect of Copeland. Note the similar levels of total protein of the four varieties tested.
Li & Egi found the fermentation profiles of Copeland to be similar to those of Harrington.
During ongoing processing subsequent to the Li & Egi study, PML noted that the differences between the extract and B-glucan of Copeland as compared to Metcalfe and Kendall narrowed considerably.
At Cargill Malt, Specialty Products Group we are attracted to the relatively lower wort color of Copeland. We feel that this variety is well suited to the production of an all-malt pilsner-style beer. Accordingly we have reformulated our Cargill EuroPils to be made entirely from Copeland. The barley for Cargill EuroPils is selected at Prairie Malt Ltd in Biggar, Saskatchewan. Malting for Cargill EuroPils is performed there as well.
by Bill Ladish argill Malt, Specialty Products Group C

Kendall
In a previous article we discussed the drop in acres planted to Harrington in Canada during the mid- to late-1990s and afterwards, after a long and distinguished reign in international commerce. The declines were driven by the comparatively improved agronomics of newer lines of crops which compete with malting barley for acreage in Canada, and by the improved agronomics of newer 2-row malting barley varieties released in order to keep malting barley competitive with these other crops.
The newer 2-row malting barley varieties are primarily Metcalfe, Kendall, Stratus, and Copeland. Metcalfe, the apparent winner in the derby to replace Harrington acreage, wasdiscussed previously. Stratus has not been successful in the marketplace as compared toMetcalfe and Kendall. Copeland is newer and will be discussed in a third article. In this article we focus on Kendall.
Kendall was developed at the Crop Development Centre at the University of Saskatchewan in Saskatoon by Dr. Bryan Harvey. It was registered in Canada in 1995. Its parentage is Manley/SM85221.
The agronomic yield of Kendall is about 108% of that of Harrington. This improvement is driven largely by better disease resistance and lodging resistance. Both Metcalfe and Kendall are superior to Harrington in resistance to net blotch and stem rust. However, Kendall has resistance to loose smut and other smuts equivalent to that of Harrington, whereas Metcalfe has improved resistance.
Comparisons of malt analytical data across varieties have to be done with great care. Typically maltsters have to work with a variety for a while to optimize processing conditions. When that is completed, different varieties tend to be selected for different major customers and processed differently. So, while great amounts of data are available, there is only limited data available when all varieties are processed under thoughtful generic conditions in an attempt to quantify differences across varieties. The writer is aware of only two such studies. One was done internally at Prairie Malt Ltd (PML) in Biggar, Saskatchewan with brewing at the Great Western brewpub in Saskatoonusing 1999 crop barley. The other is an extensive study done by our former colleague Dr. Yueshu Li and his colleague Aleksandar Egi at the Canadian Malting Barley Technical Centre in Winnipeg. They used barley from the 1999, 2000, and 2001 crops. This latter study has been published. Li & Egi: “New Canadian Malting Barley Varieties and Their Malting and Brewing Characteristics,” Master Brewers Technical Quarterly, volume 41, number 2, (2004) pages 104-110.
In discussing Metcalfe previously we used PML data. Here we present the pilot-scale dataof Li & Egi. In general, the important data relationships are similar to those observed at

PML.
Metcalfe Kendall Harrington
Friability, %
89.7 93.0 84.5
Extract, fine, dry,
80.7 81.1 79.9
F-C Extract,
0.5 0.7 1.4
Total Protein,
12.5 12.2 12.4
Soluble Protein,
5.2 5.2 5.3
S/T (Kolbach
42.3 42.4 42.6
a-Amylase,
66.0 59.0 58.2
Diastatic Power,
159 157 137
B-Glucan,
82 74 164
Wort Viscosity,
1.46 1.46 1.50
Wort Color,
2.24 2.10 2.13
Free Amino
203 193 223
Nitrogen, mg/L
The data represent the average analysis of at least eight batches. Note that the level of total protein and S/T are similar for all three varieties. For Kendall:
• Improved friability. • Extract up over 1% compared to Harrington. • Lower F-C than Harrington. Similar to Metcalfe. • Higher DP than Harrington. Similar to Metcalfe. • a-Amylase similar to Harrington. Lower than Metcalfe. • Sufficient levels of FAN, but lower than Harrington at similar S/T.
The pilot-scale data of both PML and Li & Egi suggest that the B-glucan content of Kendall is lower than that of Metcalfe. Subsequent processing over several years indicates that Metcalfe is likely lower. Nonetheless, both are exceptionally low, resulting in good brewhouse performance.
We also found the following relationships of fermentation data for Kendall relative to Harrington:
• Slightly higher percentage of fermentable sugars in wort. • More rapid maltose utilization. • Similar rate of Plato reduction. • More rapid alcohol production. • Lowest terminal VDK concentration of all varieties tested. • Similar utilization rate of FAN.
Interestingly, data from both PML and Li & Egi suggest improved foam stability for Kendall relative to both Harrington and the other new varieties. Li & Egi used the NIBEM procedure and found a rather large difference. This difference may be mitigated by fluctuations in other brewing process variables.
At Cargill Malt, Specialty Products Group we are attracted to the lower B-glucan concentration and run-off times for Metcalfe, the higher extract and somewhat better foam stability of Kendall, and the growing popularity of both varieties with Canadian growers. Thus we construct our Cargill Two-Row base malt as a blend of both varieties. The barley is selected at PML and malted either there or at Spiritwood, ND.
Bill Ladish Cargill Malt, Specialty Products Group


















