Linde - Shielding Gasses

of 28
-
Upload
canpoyrazsag -
Category
Documents
-
view
236 -
download
0
Transcript of Linde - Shielding Gasses
-
8/10/2019 Linde - Shielding Gasses
1/28
Shielding GasesDevelopment . Consulting . Applications
-
8/10/2019 Linde - Shielding Gasses
2/28
2
Cost-Effective Industrial Gases from Linde...................................................................... 3
The Right Shielding Gas - for Every Welding Process ..................................................... 4
Compositions of Linde Shielding Gases .......................................................................... 5
Properties of Shielding Gas Constituents ........................................................................ 6
Arc Types: Their Actions and Applications....................................................................... 8
Shielding Gases for MAG Welding of Structural Steels.................................................... 10
Shielding Gases forLINFAST ......................................................................................... 12
Shielding Gases for MAG Welding of High-Alloy Steels and Ni Base Alloys ................... 14
Shielding Gases for MIG Welding of Non-Ferrous Metals................................................ 16
Shielding Gases for TIG Welding...................................................................................... 18
Oxidation Prevention Using Forming Gases .................................................................... 20
Shielding Gases for Plasma-Arc Welding......................................................................... 22
Shielding Gases for Arc Stud Welding ............................................................................. 23
Shielding Gases for Laser Beam Welding ........................................................................ 24
Linde Publications, Application Notes and Training Materials ......................................... 26
Photo on title page:
The use of the well-proven shielding gases from Linde
together with LINFASTleads to quality improvement and cost savings
Contents Page
-
8/10/2019 Linde - Shielding Gasses
3/28
3
Quality improvement and ratio-nalisation are crucial for any com-pany that wishes to maintain and im-prove its competitive position in the
welding industry. Linde shieldinggases provide a variety of options forachieving these aims.
As one of the leading suppliers ofindustrial gases, Linde has decadesof experience in the development,production and application of shield-ing gases. Linde expertise encom-passes all modern welding applica-tions and is continuously updated byinnovative solutions.
The most up-to-date productionplants, regular quality controls and anational sales network ensure thebest possible reliability of supply.
Our supply channels are not onlymanifold, they are above all eco-nomical: Linde offers tailor-madeand cost-optimised supply conceptsto each customer, from the 10 litrecylinder to the 75,000 litre tank. Ourdense network of sales agents anddepots, the numerous Linde produc-
tion facilities and a comprehensiverange of products ensure high avail-ability, reliability of supply and shortdistances for customers who wantto collect their own supplies.
The Linde Technology Centreuses the most advanced weldingequipment to solve customer prob-lems on a case-by-case basis. Ap-plications engineers provide on-siteassistance to customers to ensureoptimal use of Linde shielding gases.
Storage tanks
Contents
600 75,000 litres
Cost-Effective Industrial Gasesfrom Linde
Steel cylinders
Water capacity Contents*
litres m3
10 2.1 2.4
20 4.0 4.7
52 9.1 11.8
* Gaseous contents; the contents is
dependent on the type of gas
Cylinder bundles
Contents*
m3
106.8 141.6
* Gaseous contents; the contents isdependent on the type of gas
-
8/10/2019 Linde - Shielding Gasses
4/28
4
The Right Shielding Gas for Every Welding Process
Process DIN 1910 Shielding Gases Material
MAGGMAW with active gas
MIGGMAW with inert gas
TIGTungsten inert gas
PAWTungsten plasma-arc
Rootprotection
Laserbeam
CORGON 1 CORGON S8CORGON 2 CORGON He 30CORGON 18 CORGON He 25 CCORGON 10-40 CORGON He 25 SCarbon dioxide T.I.M.E. + T.I.M.E. II
CRONIGON S1 CRONIGON He 20CRONIGON S3 CRONIGON He 30SCRONIGON 2 CRONIGON He 50SCRONIGON He 50 CRONIWIG N series
Argon Aluminium, copper, nickelVARIGON He and other alloysVARIGON SVARIGON He S
Argon All weldable metals such asHelium VARIGON S unalloyed and alloy steels,VARIGON He VARIGON He S aluminium, copper,
VARIGON H Nickel and Ni alloysCRONIWIG N-series CrNi steels
Argon 4.8 Reactive and refractory materials(Special applications) such as titanium, tantalum, zirconium
Plasma gas/Shielding gas: All weldable metals
Argon see TIG
VARIGON H
VARIGON He
Forming gas: Nitrogen-hydrogen For all materials where oxidation
N2 H2 at the root must be avoided.
100 % Burn off hydrogen at levels
95 % 5 % overs 10 %
90 % 10 %
85 % 15 %80 % 20 %
LASPUR quality: All weldable metals
Argon
Helium Materials supposed to be difficult
Gas mixtures to weld
Without Forming gas
With Forming gas
EN 439
Arc stud
welding
CORGON 18 Structural steel, high-alloy steels
VARIGON He 30 Aluminiumand Al alloys
Steels for pipe, boilers, shipbuilding;
structural and fine-grain steels,
case-hardening and heat-treatable
steels
CrNi, Cr and other alloy steels,
Ni base alloys,
Duplex and super duplex steels
-
8/10/2019 Linde - Shielding Gasses
5/28
5
Compositions of Linde Shielding Gases
Shielding gas EN 439 Argon Carbon Oxygen Helium Nitrogen Hydrogendioxide
% by vol. % by vol. % by vol. % by vol. % by vol. % by vol.
Argon (Ar) I 1 100
Helium (He) I 2 100
Carbon dioxide (CO2) C 1 100
CORGON 1 M 23 Balance 5 4
CORGON 2 M 24 Balance 13 4
CORGON 10 25 M 21 Balance 10 25
CORGON S 5 M 22 Balance 5
CORGON S 8 M 22 Balance 8
T.I.M.E. M 24 (1) Balance 8 0.5 26.5
T.I.M.E. II M 24 (1) Balance 25 2 26.5
CORGON He 30 M 21 (1) Balance 10 30
CORGON He 25 C M 21 (1) Balance 25 25
CORGON He 25 S M 22 (1) Balance 3.1 25
CRONIGON 2 M 12 Balance 2.5
CRONIGON He 50 M 12 (2) Balance 2 50
CRONIGON He 20 M 12 (1) Balance 2 20
CRONIGON He 30 S M 11 (1) Balance 0.05 30 2
CRONIGON He 50 S M 12 (2) Balance 0.05 50
CRONIGON S 1 M 13 Balance 1
CRONIGON S 3 M 13 Balance 3
CRONIWIG N 2/3 SAr+N2 Balance 2/3
CRONIWIG N H SR1+2N2 Balance 2 1
CRONIWIG N He SI3+2N2 Balance 20 2
VARIGON S M 13 Balance 0.03
VARIGON He 30 I 3 Balance 30
VARIGON He 50 I 3 Balance 50
VARIGON He 70 I 3 Balance 70
VARIGON He 90 I 3 Balance 90
VARIGON He 30 S M 13 (1) Balance 0.03 30
VARIGON H 2 15 R 1 Balance 2 15
VARIGON H 20 R 2 Balance 20
Nitrogen (N2) F 1 100
Forming gas 95/5 80/20 F 2 Balance 5 20
Note: In addition to the above-mentioned shielding gases other mixtures for special applications are available.
-
8/10/2019 Linde - Shielding Gasses
6/28
6
Proper Use of ShieldingGases Leads to Optimum
Welding Results
Shielding gases allow many parame-ters of the welding process to be con-trolled and optimised for specific appli-cations.
The gas or gas mixture is selectedaccording to the required effects.
The possibilities for optimisationcover virtually every factor in the weldingprocess:
Physical properties of the gas affectmetal transfer, wetting behaviour, depthand shape of penetration, travel speed,
and arc starting. Gases with low ionisa-tion energy, such as argon, facilitate arcstarting and stabilisation better thanthose with high ionisation energy, suchas helium.
On the other hand, helium is a betterchoice for laser beam welding, where ithelps to control the plasma and thus thepenetration depth.
The dissociation energy of polyatomiccomponents in gas mixtures enhancesheat input to the base material due tothe energy released by recombination.
CORGONgas mixtures for safety-relevant components in car manufacture
Plasma-arc welding of pipes
Properties
of Shielding Gas Constituents
Gas Dissociation First ionisationenergy energy
eV/molecule eV/molecule(first
ionisation stage)
H2 4.5 13.6
O2 5.1 13.6
CO2 4.3 14.4
N2 9.8 14.5
He 24.6
Ar 15.8
Kr 14.0
Physical properties of gases
-
8/10/2019 Linde - Shielding Gasses
7/28
7
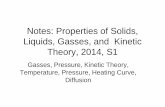
Thermal Conductivity of Gas Components The thermal conductivity influencesweld geometry, weld-pool temperatureand degassing, and travel speed. Forexample, travel speed and penetrationcan be markedly increased by the addi-
tion of helium in MIG and TIG welding ofaluminium materials, or by the additionof hydrogen in TIG welding stainlesssteels.
Chemical properties influence boththe metallurgical behaviour and the weldsurface quality. Oxygen, for example, re-sults in alloying elements and leads tomore fluid weld pools, while carbon diox-ide results in carbon pickup in alloyedmaterials. Argon and helium have a me-tallurgically neutral behaviour, and hydro-gen acts as a reducing agent. Nitrogenis added to the shielding gas to control
the ratio of austenite to ferrite.
MIG welding of aluminium heat exchangers using an Ar/He mixture
10,0008,0006,0004,0002,000
0.16
0.12
0.08
0.04
0
CO2
H2
O2
He
Ar
Linde provides optimum shieldinggases for all welding applications.Special gases can be developed forindividual requirements
Slag formation with different
CO2additions to the shielding gas
Temperature [ C ]
Thermalconductivity[W/cmC]
-
8/10/2019 Linde - Shielding Gasses
8/28
8
A variety of arc types are employed ingas metal arc welding (GMAW) with con-sumable wire electrodes. Crucial factorsin the selection of the arc type are theshielding gas, the plate thickness and
the welding position.
Short arc for sheet metal, out-of-po-sition welding, and root-pass welding atlow performance levels. The metal trans-fer takes place with short-circuiting andlittle spatter.
Transition arc for medium-perform-ance MAG welding of moderate platethicknesses using argon-based gas mix-tures. Metal transfer is globular with par-tial short-circuiting, but spatter is lessthan with long-arc welding using CO2.
Long arc for high-performance MAGwelding of thicker sections using CO2.Metal transfer is globular, with consider-able spatter.
Arc Types:
Their Actions and Applications
Short arc Transition arc/long arc
GMAW Arc Ranges with ArCO2 mixtures (schematic)
Weldingvoltage[V]
Wire feed rate [ m/min ]
KLB
RLB
HL-SLB
HL-KLB
LB
unstable
arc
SLB
ILB
KLB = Short arc
ILB = Pulsed arc
LB = Transition arcSLB = Spray arc
RLB = Rotating arc
HL-KLB = High-performance short arc
HL-SLB = High-performance spray arc
-
8/10/2019 Linde - Shielding Gasses
9/28
9
Spray arc for high deposition ratesand travel speeds on thicker sectionsusing argon-based gas mixtures. Metaltransfer is by droplets, without short-cir-cuiting, and nearly spatterfree.
High-performance arc for higherdeposition rates and travel speeds using
special argon gas mixtures containinghelium. The composition of the shieldinggas influences the arc type and metaltransfer, e.g.high-performance short arc,high-performance spray arc, rotating arc.
Pulsed arc for all performance levels;used in MIG and MAG welding with ar-gon-rich mixtures, chiefly at moderateperformance levels (replacing transitionarc). Metal transfer without short-circuit-ing with one well-defined droplet formedper pulse. Less spatter than with other
arc types. The pulsed arc cannot beused with shielding gases with morethan 20 25 % CO2.
Rotating arc
Spray arc
Pulsed arc
-
8/10/2019 Linde - Shielding Gasses
10/28
10
Linde shielding gases for MAGwelding of structural steels are
CORGON 1
CORGON
2CORGON with 10 40 % CO2CORGON S 5 / S 8CO2
These shielding gases are suitable forpipe steels, structural and fine-grainstructural steels, case-hardening steelsand heat-treatable steels of all qualities.
Filler metals in the form of solid wireare standardised in EN 440 and in theform of cored wire in EN 758. TheGerman Welding Society bulletin DVS-Merkblatt 0916gives filler metal recom-
mendations for higher-strength fine-grainstructural steels.
The properties of gas mixtures varywith composition. The composition alsoinfluences the mechanical and engineer-ing qualities of the weld metal and theweld geometry.
Shielding Gases
for MAG Welding of Structural Steels
Use of CORGON 18 for robot welding of lifting masts
Effect of Shielding Gason Mechanical and Engineering Properties * Rm: ensile strength Re: yield strength A5: elongation at fracture
Shielding gas Weld metal Impact energy J O2 content
Rm Re A5 * analysis % (mean of 4 specimens) of weld metal
N/mm2 N/mm2 % C Mn Si + 20 C 0 C 20 C 30 C 40 C 50 C % by weight
CORGON 1
91 % Ar, 5 % CO2 610 472 28.1 0.08 1.32 0.67 138 124 87 83 58 48 0.031
4 % O2
CORGON 10640 544 25.7 0.09 1.43 0.72 130 88 64 55 60 41 0.029
90 % Ar, 10 % CO2
CORGON 18620 522 26.8 0.09 1.37 0.70 144 120 86 62 50 40 0.0305
82 % Ar, 18 % CO2
CORGON 25601 505 29.3 0.09 1.30 0.65 124 97 76 61 51 41 0.034
75 % Ar, 25 % CO2
CORGON S 12591 510 27.5 0.06 1.20 0.60 138 126 87 67 46 40 0.0355
88 % Ar, 12 % O2
100 % CO2 594 437 27.8 0.10 1.21 0.62 84 54 48 35 28 22 0.062
Wire electrode to0.115 1.53 0.98
EN 440 G3Si1
47-
J-
limit
-
8/10/2019 Linde - Shielding Gasses
11/28
11
Properties
Penetration Flat position
Out-of-position
Thermal load
on torch
Degree of oxidation
Porosity
Gap bridging
Spatter
Heat input
Arc type
Ar/CO2
Good
More reliable
with increasing CO2 level
Lower
with increasing CO2 level
Higher
with increasing CO2 level
Lower
with increasing CO2 level
Better
with decreasing CO2 level
Increasing
with increasing CO2 level
Increasing
with increasing CO2 level
Cooling rate lower,less danger of cracking
Short arc
Transition arc
Spray arc
Pulsed arc/up to 20 % CO2High-performance short arc
High-performance spray arc
Ar/O2
Good
Can become critical
if fluid weld pool leads arc
High;
excessive torch temperature
can limit performance
High;
e.g. at 8% O2
Most sensitive
Good
Low
Lowest
Cooling rate high,greater danger of cracking
Short arc
Transition arc
Spray arc
Pulsed arc
High-performance short arc
Rotating arc
CO2
Good
Reliable
Low
because of good
thermal conductivity
High
Reliable
Worse
than with gas mixtures
Highest spatter,
increasing with increasing
performance
High
Cooling rate low,little danger of cracking
Short arc
Long arc
Properties of Shielding Gases
The above properties of the various shielding gases govern their use in welding.
The versatility of Ar-CO2and Ar-CO2-oxygen mixtures (the Linde CORGONshielding gases) has led to their high popularity.
The addition of helium extends the range of applications.
-
8/10/2019 Linde - Shielding Gasses
12/28
12
Linde shielding gases for high-per-formance MAG welding are:
CORGON He 25 C
CORGON
He 25 SCORGON He 30T.I.M.E. GasT.I.M.E. II Gas
These shielding gases were speciallydeveloped for high-performance MAGwelding (T.I.M.E. process), a methodwith increased wire feed rates for higherdeposition rates and travel speeds.
Variation of the shielding gas compo-sition influences the arc characteristics,metal transfer, penetration, weld surface
and porosity.
TheLINFAST concept is based onthe relationship between the weldingparameters (wire feed rate, contact tube-to-work distance and welding voltage)and the shielding gas composition tostabilise the arc types at high perform-ance levels. Unstable arcs at a wire feedrate of 22 30 m/min are reliably avoid-ed by theLINFAST concept in order toachieve optimum welding results.
Shielding Gases for LINFAST
the MAG High-Performance Welding
Concept from Linde
LINFASTMAG high-performance welding of dredging shovels using CORGONHe 30:
cost savings and quality improvement
Weldingvoltage[V]
Wire feed rate [ m/min ]
15 18 20 22 27 30 35
ConventionelMAG-M Welding
MAG High-PerformanceWelding
CORGONHe 25 S
T.I.M.E. IICORGONHe 25 C
RLB
RLB
RLB
HL-SLB
HL-SLB
unstable
arc
HL-KLB
HL-KLB
HL-KLB
SLB
SLB
SLB
LB
LB
KLB
KLB
KLB LB
HL-SLB
T.I.M.E.CORGONHe 30
KLB = Short arc
LB = Transition arcSLB = Spray arc
RLB = Rotating arc
HL-KLB = High-performance short arc
HL-SLB = High-performance spray arc
Effect of LINFAST Gases on the Stabilityof Different Arc Types
-
8/10/2019 Linde - Shielding Gasses
13/28
13
The MAG High-Performance Arc Types
- Penetration Profiles
and Avoiding Defects
Spray arcat a wire feed rate of >15 m/min, sprayarc results in a typical v-shaped penetra-tion profile.
High-performance short arcThis type of arc is particularly suitable forlow wall thicknesses and higher travelspeeds.
High-performance spray arcWeld defects are caused by arc insta-bility. Unstable arcs are reliably avoidedby theLINFAST concept.
Rotating arcTheLINFAST concept stabilises arcrotation and guarantees wide and deepweld penetration in the root region in ad-dition to excellent side wall fusion.
Stable spray arc due to the use
of CORGONHe 25 C at a wire
feed rate of 23 m/min, position
PB, semi-mechanised
Extremely high travel speeds
of more than 2 m/min are
achievable with a high-per-
formance short arc and a
T.I.M.E. shielding gas (in the
photo: wire feed rate
= 17 m/min)
Weld defects due to arc in-
stability between rotating arc
and high-performance spray
arc at wire feed rates between
22 and 30 m/min (in the photo:
wire feed rate = 26 m/min, fully
mechanised).
CORGONHe 25 S guarantees
stable rotation at wire feed
rates above 20 m/min
(in the photo: wire feed rate
= 26 m/min, position PB, fully
mechanised).
RLB
HL-SLB
RLB
HL-SLB
cross section
longitudinal section
-
8/10/2019 Linde - Shielding Gasses
14/28
14
Linde shielding gases for the MAGwelding of high-alloy steels are
CRONIGON S 1
CRONIGON
S 3CRONIGON 2CRONIGON He 20CRONIGON He 50CRONIGON He 30 S
CRONIGON He 50 SCRONIWIG N series
These shielding gases are suitable for:
stainless steels to DIN 17440(BS 970 part 4)
high-temperature rolled
and forged steels to SEW 4670 special stainless steels Ni base alloys
Filler metals for the welding of stain-less and high-temperature steels arestandardised in DIN 8556(BS 2901 part 2).
Short, transition, spray and pulsedarc types can be used.
The carbon content is important formaintaining the corrosion resistance. Forlow-carbon ELC steel qualities, the maxi-
mum level in the weld metal should be0.03 % if annealing is necessary.
Measurements of carbon burn offand pick up clearly show that no corro-sion problems should occur when usingCRONIGON shielding gases.
Although the carbon content whenusing CORGON 1 stays below the ELClimit, this shielding gas should not beused for components that will be used incorrosive environments.
Shielding Gases
for MAG Welding of High-Alloy Steels
and Ni Base Alloys
Carbon Burnoff and Pickupwith Various Shielding Gases
0.002
0.07
0.06
0.04
0.02
CORGONS8
0.05
0.03
0.016
0.01
0
0.0060.01
0.023
0.049
CO2CORGON18CORGON1CRONIGON2CRONIGONS1
ELC limit
Wireelectrode
% C
Alloy type (ELC)
MAG welding of an exhaust gas diffuser using CRONIGONHe 50 S
-
8/10/2019 Linde - Shielding Gasses
15/28
15
ImportantApplication Notes
Austenitic CrNi steels and ferritic Crsteels can be welded quite well with the
spray arc, which begins at currentssome 20 % below those struck on un-alloyed materials.
The use of the pulsed arc ensuresstable metal transfer with little spatterover the full range of melting rates. Hea-vier wires, which can be fed more re-liably and offer better current transfer,can thus be used. What is more, pulsed-arc welding is an excellent technique forvertical-down welds. Nickel-based mate-rials and most special steels should pre-ferably be welded with the pulsed arc.
Interpass welding temperaturesdepend on the type of base metal:
150 200 Cfor austenitic CrNi steels
50 100 C for Ni-based materials
Research at the Linde TechnologyCentre has revealed some interestingfeatures:
The weld geometry, surface finish,wetting behaviour, and arc stabilityare affected in different ways by thebase and filler metals.
The torch position should be approx.10 forehand for all materials.
The weld metal should be applied instringer beads (less thermal stress).The arc must always lead the weldpool. Heavy spatter results if the weldpool leads the arc even slightly,especially with Ni-based materials.
Shielding gas Properties Materials
CRONIGON S 1 Low oxidation Ferritic Cr steels Moderate wetting
CRONIGON S 3 Greater oxidation Corrosion-resistant, austenitic Adequate wetting CrNi steels
CRONIGON 2 Low oxidation High-temperature Good wetting austenitic steels Higher travel speed Minimal spatter Special steels. e.g. duplex
CRONIGON He 20 Excellent wetting Special steels, e.g. duplexCRONIGON He 50 even at great section thickness and super duplex
Very good interpass fusion Corrosion-resistant Stable arc and high-temperature Minimal spatter CrNi steels High travel speeds, Ni base materials
especially suited with low corrosion stressfor fully mechanised welding
CRONIGON He 30 S Excellent wetting All Ni-based materials,Cronigon He 50 S Excellent arc stability especially
compared to other inert gases highly corrosion-resistant Extremely low surface oxidation Ni base alloys
due to considerably reducedactive gas content
Very good interpass fusion High corrosion resistance
which is comparableto TIG and MMA/SMA welding
Next to no spatter
CRONIWIG N Reduction of ferrite content Full austenites
Control of the Duplex and super duplex steelsaustenite/ferrite ratio
Survey of Applications
MAG welding of a plated beam
with CRONIGON2
-
8/10/2019 Linde - Shielding Gasses
16/28
16
Shielding gases for the MIG weldingof non-ferrous metals are inert gasessuch as:
ArgonVARIGON HeVARIGON SVARIGON He S mixtures
Short, spray and pulsed arc typescan be used with these gases.
The pulsed arc offers significant ad-vantages, especially for softer Al fillermetals, because it allows the use of larg-er-diameter wire electrodes with their im-proved feeding reliability.
Filler metals for non-ferrous basemetals are standardised as follows:
Al materials in DIN 1732 Part 1(BS 2901 part 4)
Copper and copper alloysin DIN 1733 (BS 2901 part 3)
Nickel and nickel alloysin DIN 1736 (BS 2901 part 5)
The hotter arc in VARIGON He andVARIGONHe S mixtures has provenespecially suitable for aluminium andcopper materials with their high thermalconductivity.
Argon: 20 l/min 280 A / 25 V
VARIGON He 30: 20 l/min 282 A / 27 V
VARIGON He 50: 28 l/min 285 A / 30 V
VARIGON He 70: 38 l/min 285 A / 34 V
Shielding Gases
for MIG Welding of Non-Ferrous Metals
Helium alters the weld contour, shape of penetration and welding voltage
-
8/10/2019 Linde - Shielding Gasses
17/28
17
Application Noteson Helium
Arc voltageFor a given arc length, a higher arc
voltage is required as the helium contentincreases.
Form of penetrationA rise in helium content leads to a
wider and therefore flatter weld. The pe-netration is no longer finger-shapedaswhen argon is used, but becomes morerounded and deeper.
The better penetration behaviour faci-litates good root fusion and permitshigher travel speeds.
Helium is significantly lighter than air.
This fact must be considered whenmeasuring the flow rate (correctionfactor) and also when specifying the mi-nimum flow rate. Helium improves thedegassing conditions of the weld pooland reduces porosity. Higher gas pricescan often be offset by reduced costs forpost-weld machining.
MIG welding of Al materials with Argon or Ar-He mixtures
Shielding gas Correction factor Minimum
multiply flow meter flow rate
reading by
VARIGON He 30
VARIGON He 30 S1.14 18 l/min
VARIGON He 50 1.35 28 l/min
VARIGON He 70 1.75 35 l/min
100 % He 3.16 40 l/min
Correction Factors and Minimum Gas Flow Rates
-
8/10/2019 Linde - Shielding Gasses
18/28
18
In contrast to MIG and MAG, whichare gas metal-arc processes, in TIGwelding the arc burns between a non-consumable tungsten electrode and thework. Inert gases, such as argon or he-
lium, or mixtures of these with non-oxidising components are used to pro-tect the tungsten electrode and the weldpool.
TIG welding can be used with allfusion-weldable metals. The section ofcurrent type, polarity and shielding gasdepends on the base material.
Application Notes
Higher helium levels in argon-heliummixtures promote heat evolution in thearc and permit higher travel speeds.
Hydrogen can also be used to im-prove the energy balance of the TIG arc,but only with high-alloy CrNi steels,nickel and nickel base alloys. Up to 10 %hydrogen in argon improves penetrationand travel speed. Gases containing hy-drogen must never be used for weldingaluminium materials (increased porosity)or reactive steels.
Shielding gases of higher purity arerecommended for the welding of reactivematerials such as titanium or tantalum.
The 4.8 quality is therefore used for
these metals (versus 4.6 for other ma-terials) with a purity of 99.998.
Shielding Gases
for TIG Welding
Shielding gas Materials Remarks
Argon All weldable metals Used most frequently
Root protection required
for reactive materials
VARIGON S Al and Al alloys Increased arc stability
VARIGON He 30 S and arc starting reliability
in AC welding
VARIGON He 30 Hotter arc results in
VARIGON He 50Al and Al alloys
better penetration
VARIGON He 70Cu and Cu alloys
higher travel speed
VARIGON He 90
Helium Arc starting difficulties
with old power sources possible
use argon for ignition
VARIGON H 2 Hotter arc results in
VARIGON H 5 High-alloy CrNi steels better penetration
VARIGON H 6 higher travel speed
VARIGON H 10Ni and Ni base alloys To avoid porosity
CRONIWIG N Full austenites Control of the
Duplex and austenite/ferrite ratio
Super duplex steels
Materials Current typeand polarity
Unalloyed and alloyed steels
Copper und Cu alloysNickel and Ni alloys dc ( )
Titanium and Ti alloys
Zirkonium, tantalum, Tungsten
Aluminium ac
and Al alloys dc ( )
Magnesium with helium
and Mg alloys and VARIGON He 90
Magnesium acand Mg alloys
Shielding gases and materials
TIG-welded container connections Materials, current type and polarity
-
8/10/2019 Linde - Shielding Gasses
19/28
19
Argon VARIGON He 5010 l/min 15 l/min
Travel speed: 10 cm/min 20 cm/min
A higher level of helium leads to higher travel speeds.This photograph shows welds in a 3 mm thick AlZn 4.5 Mg 1 alloy
Argon VARIGON H 6
Travel speed: 7 cm/min 11 cm/min
Fillet weld in material 1.4301
Penetration and travel speed improve considerably with increased hydrogen
-
8/10/2019 Linde - Shielding Gasses
20/28
20
Protection of the weld root is oftenneeded in order to ensure optimal corro-sion resistance of the part. Oxidationand tints are prevented by excluding at-mospheric oxygen.
Two methods can be used:
Displacement of air by inert gasessuch as argon or by quasi-inert gasessuch as nitrogen
Displacement of air plus utilisation ofthe reducing action of hydrogen
For this reason, most forming gasesconsist of
Nitrogen with hydrogen additions Argon with hydrogen additions
Pure argon, on the other hand, isonly used rarely, for example with steelsreacting with hydrogen.
Proper use of forming gases requiresthat their relative densities are taken intoaccount, e.g. when purging containersfrom below (use high-density gases) orabove (use low-density gases).
Oxidation Prevention
Using Forming Gases
24
1.4
20161284
1.3
1.2
1.1
1.0
0.9
0.8
0.7
0.6
Relative Densities of Forming Gases
% by vol. H2
Heavierthanair
Lighterthanair
Air
Ar mixtures
N2 mixtures
Safety Notes:
Gases containing more than ca. 10 % hydrogen can form explosive mixtures with air.
Safety measures should be taken to avoid explosions.
For safety reasons, the DVS safety sheet 0937 recommends burning off hydrogen at H2 levels
higher than 10 vol.%.
-
8/10/2019 Linde - Shielding Gasses
21/28
21
Application Notes
Gases should comply with thefollowing EN 439 groups: Group R (Ar/H2 mixtures)
Group I (Ar + Ar/He mixtures) and Group F (N2 + N2/H2 mixtures)
In order to positively prevent oxida-tion tints, the forming gas feed mustcontinue until the part has cooled toapprox. 220 C.
Preventing oxidation in the welding ofpipe requires pre-purging for a time thatdepends on the purge gas flow rate andthe geometry of the part.
To prevent oxidation when weldingpipes, air must be eliminated by purging
before starting to weld. A guideline forthe required volume of shielding gas is2.5 3.0 times the geometric volume ofthe pipe from the injection point to theweld. The flow rate should be approx.5 to 12 l/min, depending on the diameterof the pipe.
In titanium-stabilised CrNi steels,forming gases containing N2 cause ayellow coloration of the weld root. Forbase materials containing N2, e.g. superduplex steels, forming gases containinghigh N2-percentages (up to 100 %), e.g.to improve corrosion resistance arc of
benefit.
No coloration: titanium-stabilised CrNi
steel with argon/hydrogen forming
Typical yellow coloration: titanium-sta-
bilised CrNi steel with nitrogen forming
Forming gas Base material
Argon All materials
Ar/H2 mixtures Austenitic steels,
Ni and Ni base materials
N2/H2 mixtures Steels with the exception
of high-strength fine-grain
structural steel, austenitic
steel (not Ti-stabilised)
N2 Austenitic CrNi steels,
Ar/N2 mixtures duplex- and
super duplex steels
Root protection gases
for various materials
Welding with forming gas
-
8/10/2019 Linde - Shielding Gasses
22/28
22
As in TIG welding, the arc in plasmawelding is formed between a non-consu-mable tungsten electrode and the workpiece. However, in contrast to TIG wel-ding, the plasma arc is constricted by
the torch design (water-cooled coppertip), resulting in a significantly higher po-wer density.
There are three variants of theplasma-arc welding process:
Microplasma welding for thin andvery thin sheet (minimum thicknessapprox. 0.1 mm at minimum currentapprox. 0.3 A)
Melt-in welding for thicknessesof 1 - 3 mm
Keyhole plasma-arc welding forthicker sections, up to approx. 8 mmin one run or thicker work in multipleruns
Plasma-arc welding always involvestwo gases:
Plasma gases, chiefly argon,sometimes with hydrogenor helium additions
Shielding gases which may haveother constituents added to theargon, for example hydrogen for
welding CrNi steel and Ni alloys,or helium for welding aluminium,
Al alloys, titanium and copper basealloys.
Other plasma techniques includeplasma-arc powder (PTA) surfacing forthe application of refractory alloy coat-ings, plasma hot-wire surfacing, andplasma/MIG welding for high-per-formance joining.
Shielding Gases
for Plasma-Arc Welding
Plasma-arc welding of spiral aluminium pipes
Plasma-arc welding of galvanised structural steel
-
8/10/2019 Linde - Shielding Gasses
23/28
23
Recent investigations have shownthat the quality of arc stud welding usingthe methods BH 10 and BH 100 can beimproved significantly with the appro-priate choice of shielding gases.
The combinations of shielding gasesand materials shown in the table on theright have proven well in workshop testsand in the field.
By avoiding the use of ceramic rings,shielding gases are particularly advan-tageous for fully mechanised welding, in-cluding welding with industrial robots.
Base material Stud material Shielding gas
Structural steel Structural steel CORGON
18High-alloy steel High-alloy steel CORGON 18
AlMg 3 Al 99.5 or AlMg 3 VARIGON He 30
Shielding Gases
for Arc Stud Welding
Combinations of Shielding Gases and Materials
Steel and aluminium studs welded using
shielding gas
-
8/10/2019 Linde - Shielding Gasses
24/28
24
Compared to conventional weldingtechniques (MAG, TIG etc.), laser beamwelding is characterised by more con-centrated heat input, lower distortionand higher processing speeds. For many
applications, laser beam welding doesnot require filler materials, although thismay be necessary for gap bridging or formetallurgical reasons. Laser beam weld-ing can be used e.g. for steel, light me-tals and thermoplastic materials.
Two different laser types are com-monly used for laser beam welding: TheCO2 laser and the Nd:YAG laser. Bothlaser types require the use of shieldinggases to obtain high-quality welds.
Shielding Gases
for Laser Beam Welding
CO2 Laser
The CO2 laser is the most commontype of laser used for welding by the carmanufacturing industry and its compo-
nent suppliers. The correct choice ofshielding gas is very important to ensurehigh quality welds. Due to its interactionwith the laser beam, the shielding gashas a major influence on the heat inputto the work piece. If a particular laserbeam intensity is exceeded on the sur-face of the work, this causes a thermally-induced plasma which affects the pene-tration depth in combination with otherfactors. Due to its high ionisation energy,especially helium in LASPUR qualitygives excellent results. However, othershielding gases can also be used, suchas argon, nitrogen and various gas mix-
tures such as VARIGON He 50.
N2
He
Ar
5
605040302010
4
3
2
1
0
Laser performance:
P = 2 kW
Focus radius:
rF = 100 m
Material: St 52-3
Shielding gas flow: 20 l m-1
Travel speed v [mm s-1]
Penetration
depth
d[m
m]
Influence of shielding gas on penetration
depth and travel speed.
Laser beam welding and cutting machine
at the Linde Technology Centre Cam welded with a CO2laser
-
8/10/2019 Linde - Shielding Gasses
25/28
25
Argon Helium
Nd:YAG laserThe main welding application for the
Nd:YAG laser is in precision engineeringfor the electrical/electronics industry. Afew applications can also be found in thecar manufacturing industry. Laser powersgenerally do not exceed 2 kW. Since thewavelength of the Nd:YAG laser exhibitslittle or no interaction with shielding gas-es, their choice only needs to takeaccount of metallurgical factors.Accordingly, argon in LASPURquality iscommonly used, although helium, nitro-gen and gas mixtures are also suitable.
Plasma development and penetration behaviour of a CO2laser with different shielding gases.
Case of a heart pacemaker Photo: Lumonics
welded with a Nd:YAG laser
-
8/10/2019 Linde - Shielding Gasses
26/28
Special Publications
92 Effect of Welding Conditions onAirborne Contaminants Generatedin Gas-Shielded Arc Welding, and
Effect of the Workplace Con-ditions
101 MAGM Welding Stainless Steel -Effect of Type of Shielding Gas
105 Demands on Welding Systemsand Manipulating EquipmentDesign in Fully Mechanised andAutomated MAG Welding
145 Shielding Gases and ProcessTechnology in Welding with High-Alloy Cored Wire
146 MAGM Welding (GMAW) ofCorrosion-Resistant Duplex Steel- 22 Cr 5 (9) Ni 3 MoEffect of Shielding Gasesand Process Variations
156 Application Technology Criteria forOrbital TIG (GTA) Welding ofElectropolished High-Alloy SteelTubes
158 Shielding Gas for Welding andBackup purging - Factors to BeTaken into Account
03/90 Control of the Arc WeldingProcess in Manufacturing
22/93 Gas-Shielded Arc Welding ofAluminium
34/97 Pulsed MAGM Welding of NickelAlloys
36/97 High-performance MAG Weldingwith the LINFAST Concept
38/97 TIG Welding of Aluminium Alloys
Brochures
Centralised Gas Supply Systems
LASPUR Gases for Laser Technology
LASPUR Guide for Laser UsersGases and Supply System
Acetylen there is no better fuel gasfor oxy-fuel gas processes
Heat Treatmentwith Linde Supplied Gases
Storage Tanks
Data Sheets
Safety Data Sheets (on request)
Safety instructions (on request)
Linde Publications,
Application Notes and Training Materials
26
-
8/10/2019 Linde - Shielding Gasses
27/28
27
-
8/10/2019 Linde - Shielding Gasses
28/28
Competence Where You
Need It With Linde Gases
Linde AG
Industrial Gases Division
Seitnerstrae 70
82049 Hllriegelskreuth
Telefon (0 89) 74 46 -0
Telefax (0 89) 74 46 -12 30
http://www.Linde.de/Linde-Gas
8767/00
598.0998-2.2ma
Printedonchlorine-freebleeche
dpaper
Linde industrial gases are used for welding,
freezing or driving purposes, and where
heating, industrial cleaning, artificial respiration
or testing is required. They improve the quality
of life, helping you to produce more econom-
ically and thus safeguarding your future.
We offer advice, know-how, customer-specific
hardware, and carry out tests for our customers
and do all the gas-related handling.
It goes without saying that we tailor-make an
economic supply-concept according to cus-
tomer specifications: Gas cylinders and cylin-
der bundles, tank supply of cryogenic liquid
gases, the ECOVAR supply concept and
pipeline supply.
Industrial cleaning
Metal workingFood processing
Power engineering
Application
and supply
equipment
Service on the spot
Competent, thorough
advice
Metallurgy and chemistry
Microelectronics
Environmental technology
Pipeline
ECOVAR
Air separation plant
Cylinders
Tanks
Medicine
Glass
Know-how
Supply
Advice
Production
Service
Application
Your sales and distribution centre:















![2012 Determination - Home - Linde España | Linde España · Linde financiaL highLights [1] Linde financiaL highL ights Linde financial highlights January to december 2012 2011 change](https://static.fdocuments.us/doc/165x107/5f9a3ff2e98e362cc85a459b/2012-determination-home-linde-espaa-linde-espaa-linde-financial-highlights.jpg)