“LEARNING TO WELD” LTW1 “APRENDIENDO A …img7.xooimage.com/files/c/b/8/ltw1tri-8f2c44.pdf ·...
36
• Sales and Service through Subsidiaries and Distributors Worldwide • Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com • World's Leader in Welding and Cutting Products • “LEARNING TO WELD” “APRENDIENDO A SOLDAR” “APPRENEZ À SOUDER” WORKPIECE ARC ARCO ARC WORK CLAMP PINZA DE TRABAJO BRIDE DE TRAVAIL GUN AND CABLE ANTORCHA Y CABLE PISTOLET ET C BLE PIEZA DE TRABAJO MORCEAU DE TRAVAIL May, 2006 LTW1 Copyright © 2006 Lincoln Global Inc. Safety Depends on You Lincoln arc welding and cutting equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation ... and thoughtful operation on your part. DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THE OPERATORS MANUAL WHICH IS PRO- VIDED WITH YOUR MACHINE AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly, think before you act and be careful. La seguridad depende de usted El equipo de soldadura por arco y corte de Lincoln está diseñado y construido teniendo en mente la seguridad. Sin embargo, la seguridad general puede ser mejor si instala y opera la máquina adecuadamente. NO INSTALE, NO PONGA EN FUN- CIONAMIENTO NI REPARE ESTE EQUIPO SIN LA LECTURA DEL MANUAL DE LOS OPERADORES QUE SE PROPORCIONA CON SU MÁQUINA Y LAS MEDIDAS DE SEGURIDAD CONTENIDAS EN EL MISMO. Lo más importante, piense antes de actuar y tenga cuidado. La sécurité dépend de vous Le matériel de soudage et de coupage à l'arc Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, la sécurité en général peut être accrue grâce à une bonne installation... et à la plus grande pru- dence de votre part. NE PAS INSTALLER, N'ACTIONNEZ PAS OU NE RÉPARER PAS CET EQUIPEMENT SANS LIRE LE MANUEL D'OPÉRATEURS QUI EST EQUIPEMENT DE VOTRE MACHINE ET DE MESURES DE SÉCURITÉ CONTENUES PARTOUT. Et, par dessus tout, réfléchissez avant d'agir et exercez la plus grande prudence.
Transcript of “LEARNING TO WELD” LTW1 “APRENDIENDO A …img7.xooimage.com/files/c/b/8/ltw1tri-8f2c44.pdf ·...
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
“LEARNING TO WELD”
“APRENDIENDO A SOLDAR”“APPRENEZ À SOUDER”
WORKPIECE ARCARCOARC
WORK CLAMPPINZA DE TRABAJOBRIDE DE TRAVAIL
GUN AND CABLE
ANTORCHA Y CABLE
PISTOLET ET C BLE
PIEZA DE TRABAJOMORCEAU DE TRAVAIL
May, 2006
LTW1
Copyright © 2006 Lincoln Global Inc.
Safety Depends on You
Lincoln arc welding and cutting equipment
is designed and built with safety in mind.
However, your overal l safety can be
increased by proper installation ... and
thoughtful operation on your part. DO NOT
INSTALL, OPERATE OR REPAIR THIS
EQUIPMENT WITHOUT READING THE
OPERATORS MANUAL WHICH IS PRO-
VIDED WITH YOUR MACHINE AND THE
SAFETY PRECAUTIONS CONTAINED
THROUGHOUT. And, most importantly,
think before you act and be careful.
La seguridad depende de usted
El equipo de soldadura por arco y corte de
Lincoln está diseñado y construido teniendo
en mente la seguridad. Sin embargo, la
seguridad general puede ser mejor si instala
y opera la máquina adecuadamente. NO
INSTALE, NO PONGA EN FUN-
CIONAMIENTO NI REPARE ESTE EQUIPO
SIN LA LECTURA DEL MANUAL DE LOS
OPERADORES QUE SE PROPORCIONA
CON SU MÁQUINA Y LAS MEDIDAS DE
SEGURIDAD CONTENIDAS EN EL MISMO.
Lo más importante, piense antes de actuar
y tenga cuidado.
La sécurité dépend de vous
Le matériel de soudage et de coupage à
l'arc Lincoln est conçu et construit en tenant
compte de la sécurité. Toutefois, la sécurité
en général peut être accrue grâce à une
bonne installation... et à la plus grande pru-
dence de votre part. NE PAS INSTALLER,
N'ACTIONNEZ PAS OU NE RÉPARER PAS
CET EQUIPEMENT SANS LIRE LE MANUEL
D'OPÉRATEURS QUI EST EQUIPEMENT DE
VOTRE MACHINE ET DE MESURES DE
SÉCURITÉ CONTENUES PARTOUT. Et, par
dessus tout, réfléchissez avant d'agir et
exercez la plus grande prudence.
1 1TABLE OF CONTENTSPage
Learn to Weld .................................................................................................................2 Arc Welding Circuit....................................................................................................2
Self-Shielded FCAW (Flux Core Arc Welding). .........................................................3GMAW (Gas Metal Arc Welding) ..............................................................................3
Process Selection......................................................................................................4For GMAW (MIG) Process..................................................................................4For FCAW (Innershield) Process........................................................................4Common Metals..................................................................................................4
Joint Types and Positions .........................................................................................4Butt Joints ...........................................................................................................4Penetration .........................................................................................................5Fillet Joints..........................................................................................................5
Welding In The Vertical Position ...............................................................................5Vertical-up And Overhead Welding ....................................................................5Vertical-down Welding ........................................................................................6
Machine Set Up For The Self-Shielded FCAW Process ...........................................6Welding Techniques For The Self-Shielded FCAW Process ....................................6
1. The Correct Welding Position .........................................................................62. The Correct Way To Strike An Arc .................................................................73. The Correct Contact Tip To Work Distance....................................................74. The Correct Welding Speed (Travel Speed)...................................................7
Helpful Hints ..............................................................................................................8Practice .....................................................................................................................8
Machine Set Up For The GMAW (MIG) Process ......................................................9Weld Techniques For The GMAW (MIG) Process ....................................................9
1. The Correct Welding Position .........................................................................92. The Correct Way To Strike An Arc .................................................................93. The Correct (CTWD) Contact Tip To Work Distance....................................104. The Correct Welding Speed ........................................................................10
Helpful Hints ............................................................................................................10Practice ...................................................................................................................10
Troubleshooting Welds ..............................................................................................11
2LEARNING TO WELD2
LEARNING TO WELD
Welding is a skill that can only be learned by practic-ing. No one can become an accomplished weldersimply by reading about it. The following pages willhelp the inexperienced operator to understand thebasics about wire welding and provide guidance tohelp develop this skill. For more detailed information,order a copy of “New Lessons in Arc Welding”.
THE ARC-WELDING CIRCUIT
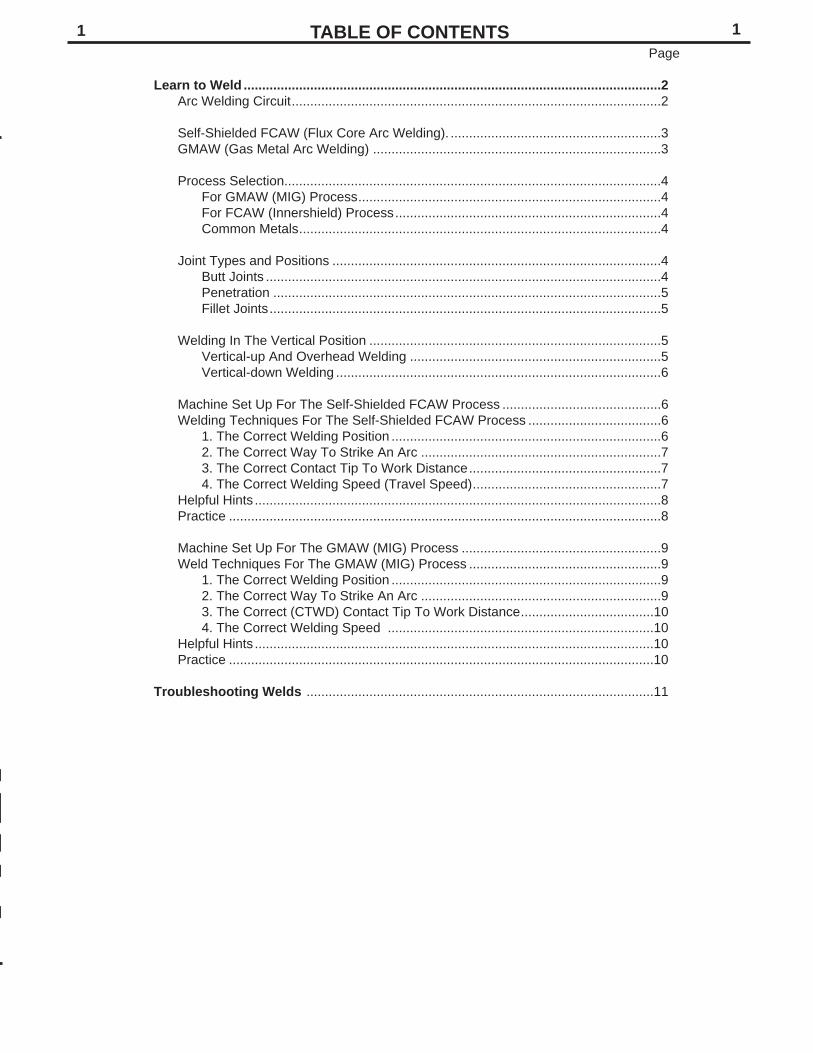
The operators knowledge of arc welding must gobeyond the arc itself. The operator must know how tocontrol the arc, and this requires a knowledge of thewelding circuit and the equipment that provides theelectric current used in the arc. Figure 1 illustrates thewelding circuit for a typical welding machine. The cir-cuit begins where the gun cable is attached to thewelding machine. Current flows through the guncable, gun, and contact tip, to the wire and across thearc. On the work side of the arc, current flows throughthe base metal to the work cable and back to thewelding machine. This circuit must be complete for thecurrent to flow. Loose or poor connections anywherein the circuit will rob voltage from the arc and cause itto become erratic.
This machine’s welding circuit has a voltage output of32 volts DC maximum. This voltage is quite low and isonly present when the gun trigger is pressed.
FIGURE 1
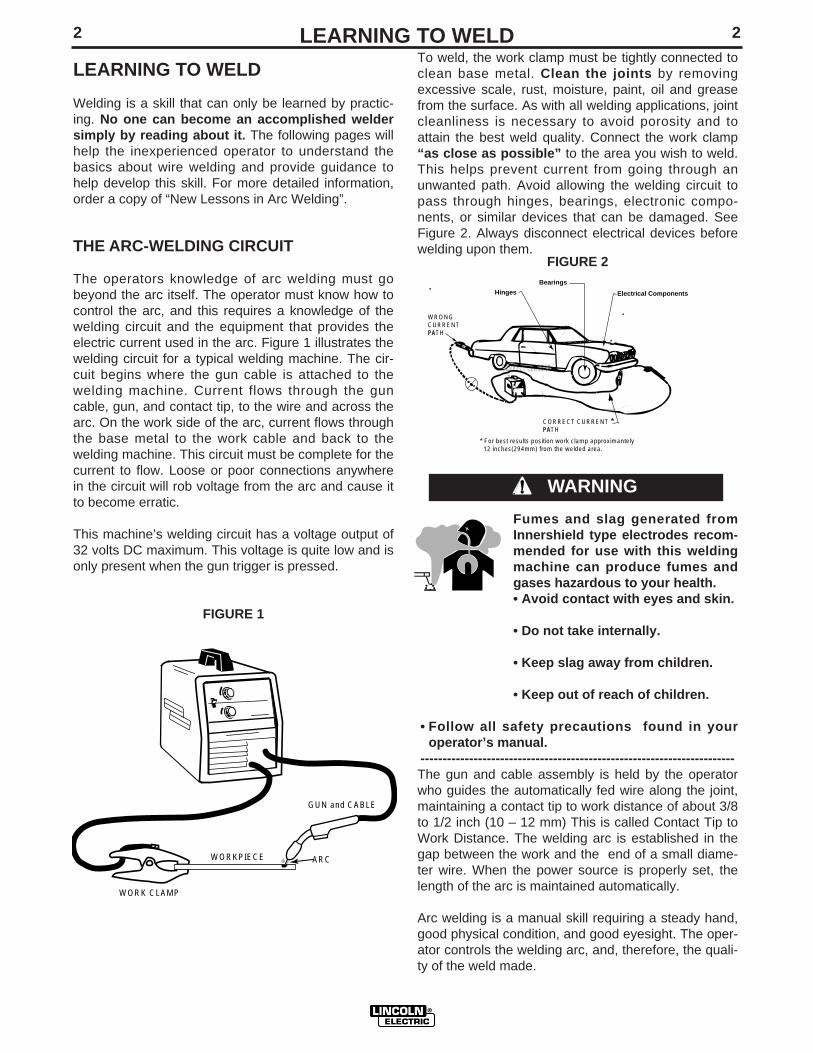
To weld, the work clamp must be tightly connected toclean base metal. Clean the joints by removingexcessive scale, rust, moisture, paint, oil and greasefrom the surface. As with all welding applications, jointcleanliness is necessary to avoid porosity and toattain the best weld quality. Connect the work clamp“as close as possible” to the area you wish to weld.This helps prevent current from going through anunwanted path. Avoid allowing the welding circuit topass through hinges, bearings, electronic compo-nents, or similar devices that can be damaged. SeeFigure 2. Always disconnect electrical devices beforewelding upon them.
FIGURE 2
Fumes and slag generated fromInnershield type electrodes recom-mended for use with this weldingmachine can produce fumes andgases hazardous to your health. • Avoid contact with eyes and skin.
• Do not take internally.
• Keep slag away from children.
• Keep out of reach of children.
• Follow all safety precautions found in youroperator’s manual.
-----------------------------------------------------------------------The gun and cable assembly is held by the operatorwho guides the automatically fed wire along the joint,maintaining a contact tip to work distance of about 3/8to 1/2 inch (10 – 12 mm) This is called Contact Tip toWork Distance. The welding arc is established in thegap between the work and the end of a small diame-ter wire. When the power source is properly set, thelength of the arc is maintained automatically.
Arc welding is a manual skill requiring a steady hand,good physical condition, and good eyesight. The oper-ator controls the welding arc, and, therefore, the quali-ty of the weld made.
WRONG
WRONG
CURRENT
CURRENT
PATH
TH
Bearings
Hinges Electrical Components
CORRECT
CORRECT
CURRENT
CURRENT
PATH
TH
*
* For best results position work clamp approximantely 12 inches(294mm) from the welded area.
WARNING
WORKPIECE ARC
GUN and CABLE
WORK CLAMP

3LEARNING TO WELD3
SELF-SHIELDED FCAW (FLUX COREARC WELDING)
Figure 3 illustrates the action taking place in the self-shielded FCAW (Innershield) welding arc. It closelyresembles what is actually seen while welding.
FIGURE 3
The “arc stream” is seen in the middle of the picture.This is the electric arc created by the electric currentflowing through the space between the end of the wireelectrode and the base metal. The temperature of thisarc is about 6000°F, which is more than enough tomelt metal.
The arc is very bright, as well as hot, and cannot belooked at with the naked eye without risking painfulinjury. A very dark lens, specifically designed for arcwelding, must be used with the hand or face shieldwhenever viewing the arc .(ANSI Z49.1-88)
The arc melts the base metal and actually digs into itmuch as water through a nozzle on a garden hosedigs into the earth. The molten metal forms a moltenpool or crater and tends to flow away from the arc. Asit moves away from the arc, it cools and solidifies.
The function of the Innershield cored wire electrode ismuch more than simply to carry current to the arc. Thewire core is composed of fluxes and/or alloying ingre-dients around which a steel sheath has been formed.It is simply a stick electrode turned inside out in a con-tinuous wire form.
The cored wire melts in the arc and tiny droplets ofmolten metal shoot across the arc into the moltenpool. The wire sheath provides additional filler metalfor the joint to fill the groove or gap between the twopieces of base metal.
The core materials also melt or burn in the arc andperform several functions. They make the arc stead-ier, provide a shield of smoke-like gas around the arcto keep oxygen and nitrogen in the air away from themolten metal, and provide a flux for the molten pool.The flux picks up impurities and forms the protectiveslag on top of the weld during cooling.
After running a weld bead, the slag may be removedwith a chipping hammer and wire brush. Thisimproves appearance and allows for inspection of thefinished weld.
Since machine size and output characteristics limit thesize and type of wire electrode which can be used, checkyour Instruction Manual “Application Chart” or see theApplication Guide on the inside door of the Machine. Thiswill give you the proper electrode size and control set-tings to be used.
GMAW (GAS METAL ARC WELDING)
Figure 4 illustrates the GMAW (Also referred to as MIG)welding arc. Solid wire does not contain fluxes or ingredi-ents to form its own shielding and no slag forms to pro-tect the molten weld metal. For this reason, a continuouseven flow of shielding gas is needed to protect themolten weld metal from atmospheric contaminant’s suchas oxygen and nitrogen. Shielding gas is suppliedthrough the gun and cable assembly, through the gasnozzle and into the welding zone.
Important! The MIG welding process requires that the welder has agas solenoid valve installed in order to control the flow ofthe shielding gas. Read your Operators Manual to see ifyour machine requires additional items to MIG weld.
When comparing the GMAW and FCAW processes, youcan see that the principal difference between the two liesin the type of shielding used. GMAW uses gas for shield-ing, thus we have Gas Metal Arc Welding. FCAW usesthe melting or burning of the core ingredients for shield-ing, and is thus termed Self-Shielded Flux-Cored ArcWelding.
The recommended LINCOLN Super Arc L-56 solid wireand gas for Gas Metal Arc Welding (MIG)Metal Inert Gasis also located in the Instruction Manual “ApplicationChart” or see the Application Guide on the inside door ofthe Machine. This machine is capable of welding a widerange of mild steels in all positions, however, more skillIS required for out-of-position welding with the GMAWprocess.
FIGURE 4
Gas nozzle
Shielding gasSolid wireelectrode
Contact Tip
Base metal
Weld metal
Burning of core materialsinside the wire electrodeprovides a gas to shieldthe molten metal as itsolidifies.
Arc Stream
Weld Puddle
Cored Wire
Protective Slag
Weld Metal
DRAG TECHNIQUE
PUSH TECHNIQUE
DIRECTION OF TRAVEL
DIRECTION OF TRAVEL
WARNING
4LEARNING TO WELD4
PROCESS SELECTION
By gaining knowledge of the differences between thetwo processes, you will be able to select the bestprocess for the job you have at hand. In selecting aprocess, you should consider:
For GMAW (MIG) Process1. Is most of my welding performed on 16 gauge and
lighter materials?2. Can I afford the extra expense, space, and lack of
portability required for gas cylinders and gas sup-ply?
3. Do I require clean, finished-looking welds?4. Base metal must be clean.If you have answered yes to all the above questionsGMAW may be the process for you. If you haveanswered no to any of the above questions, then youshould consider using the FCAW process.
For FCAW (Innershield) Process1. Do I want simplicity and portability?2. Will welding be performed outdoors or under windy
conditions?3. Do I require good all position welding capability?4. Will most welding be performed on 16 gauge and
heavier, somewhat rusty or dirty materials?5. Weld must be cleaned prior to painting.6. Please note that your machine may or may not be
set up to handle both FCAW and GMAW weldingprocesses. Refer to your “Operators Manual” todetermine Option Accessories are required to adaptto your machine.
COMMON METALS
Most metals found around the farm, small shop orhome are low carbon steel, sometimes referred to asmild steel. Typical items made with this type of steelinclude most sheet metal, plate, pipe and rolledshapes such as channels and angle irons. This type ofsteel can usually be easily welded without special pre-cautions. Some steels, however, contain higher car-bon levels or other alloys and are more difficult toweld. Basically, if a magnet sticks to the metal andyou can easily cut the metal with a file, chances aregood that the metal is mild steel and that you will beable to weld the material. If you plan to weld on alu-minum, special drive rolls or aluminum Welding Kitsmay be required or highly recommended. Consultyour machines Operators Manual. Pure Argon shield-ing gas and a spool of aluminum welding wire will alsobe required. For further information on identifying vari-ous types of steels and other metals, and for properprocedures for welding them, we again suggest youpurchase a copy of “Metals and How to Weld Them”.
Regardless of the type of metal being welded, in orderto get a quality weld, it is important that the metal isfree of oil, paint, rust or other contaminant’s.
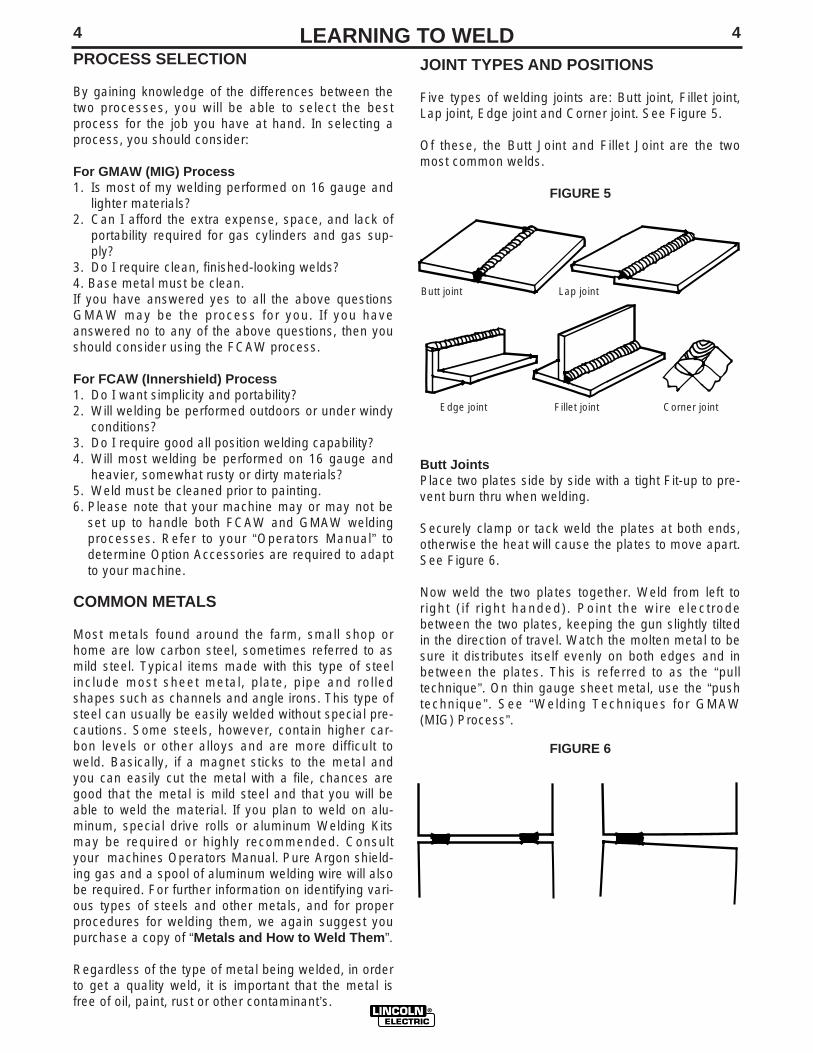
JOINT TYPES AND POSITIONS
Five types of welding joints are: Butt joint, Fillet joint,Lap joint, Edge joint and Corner joint. See Figure 5.
Of these, the Butt Joint and Fillet Joint are the twomost common welds.
FIGURE 5
Butt JointsPlace two plates side by side with a tight Fit-up to pre-vent burn thru when welding.
Securely clamp or tack weld the plates at both ends,otherwise the heat will cause the plates to move apart.See Figure 6.
Now weld the two plates together. Weld from left toright (if right handed). Point the wire electrodebetween the two plates, keeping the gun slightly tiltedin the direction of travel. Watch the molten metal to besure it distributes itself evenly on both edges and inbetween the plates. This is referred to as the “pulltechnique”. On thin gauge sheet metal, use the “pushtechnique”. See “Welding Techniques for GMAW(MIG) Process”.
FIGURE 6
Butt joint Lap joint
Edge joint Fillet joint Corner joint
5LEARNING TO WELD5
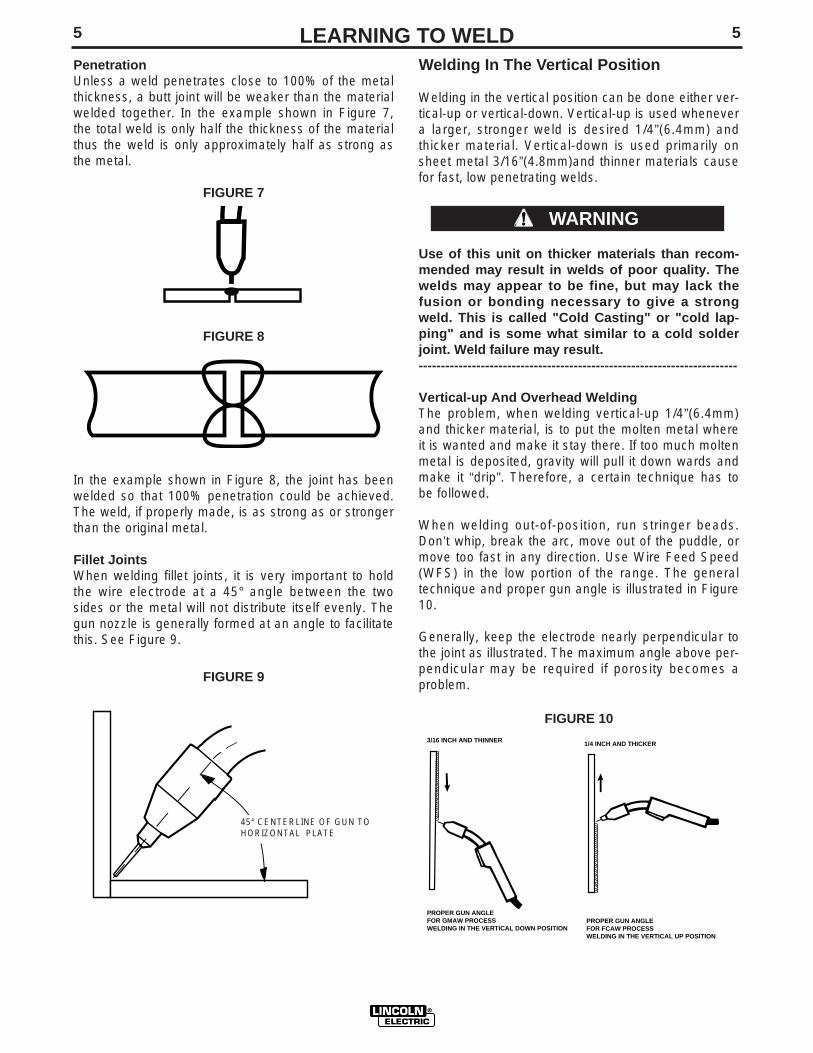
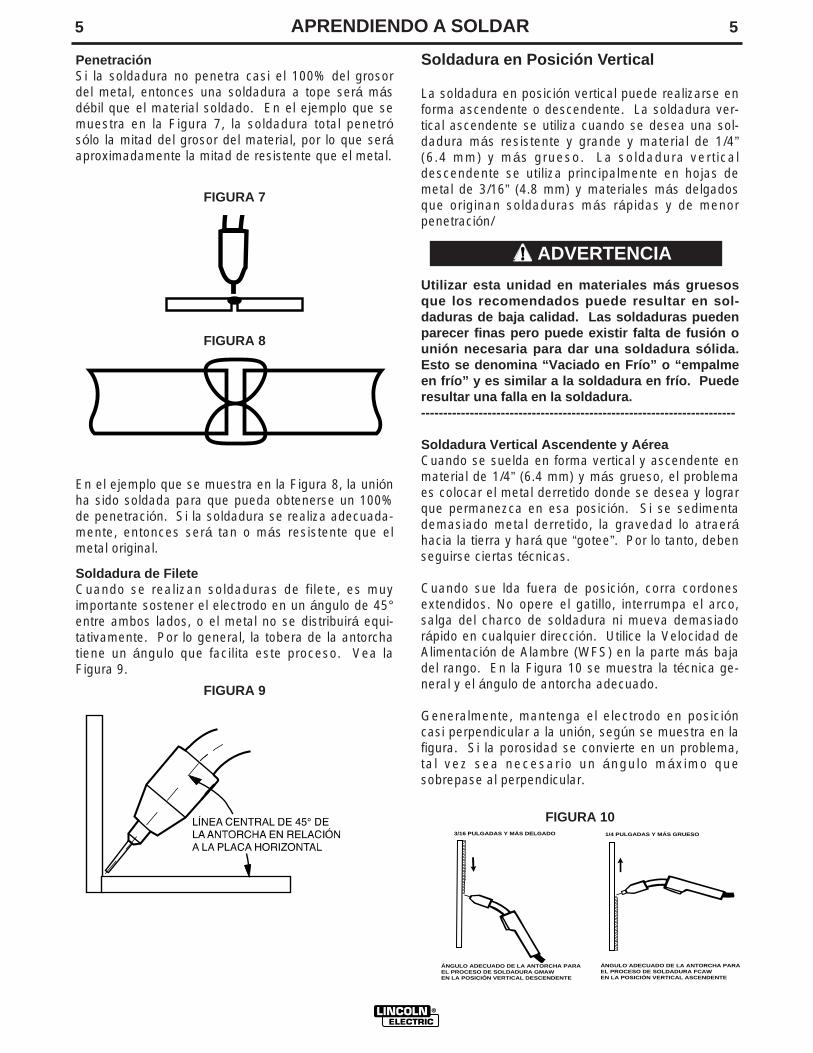
PenetrationUnless a weld penetrates close to 100% of the metalthickness, a butt joint will be weaker than the materialwelded together. In the example shown in Figure 7,the total weld is only half the thickness of the materialthus the weld is only approximately half as strong asthe metal.
FIGURE 7
FIGURE 8
In the example shown in Figure 8, the joint has beenwelded so that 100% penetration could be achieved.The weld, if properly made, is as strong as or strongerthan the original metal.
Fillet JointsWhen welding fillet joints, it is very important to holdthe wire electrode at a 45° angle between the twosides or the metal will not distribute itself evenly. Thegun nozzle is generally formed at an angle to facilitatethis. See Figure 9.
FIGURE 9
Welding In The Vertical Position
Welding in the vertical position can be done either ver-tical-up or vertical-down. Vertical-up is used whenevera larger, stronger weld is desired 1/4”(6.4mm) andthicker material. Vertical-down is used primarily onsheet metal 3/16”(4.8mm)and thinner materials causefor fast, low penetrating welds.
Use of this unit on thicker materials than recom-mended may result in welds of poor quality. Thewelds may appear to be fine, but may lack thefusion or bonding necessary to give a strongweld. This is called "Cold Casting" or "cold lap-ping" and is some what similar to a cold solderjoint. Weld failure may result. ------------------------------------------------------------------------
Vertical-up And Overhead WeldingThe problem, when welding vertical-up 1/4”(6.4mm)and thicker material, is to put the molten metal whereit is wanted and make it stay there. If too much moltenmetal is deposited, gravity will pull it down wards andmake it “drip”. Therefore, a certain technique has tobe followed.
When welding out-of-position, run stringer beads.Don’t whip, break the arc, move out of the puddle, ormove too fast in any direction. Use Wire Feed Speed(WFS) in the low portion of the range. The generaltechnique and proper gun angle is illustrated in Figure10.
Generally, keep the electrode nearly perpendicular tothe joint as illustrated. The maximum angle above per-pendicular may be required if porosity becomes aproblem.
FIGURE 10
45¡ CENTER LINE TO HORIZONTAL PLATE
WARNING
PROPER GUN ANGLEFOR GMAW PROCESSWELDING IN THE VERTICAL DOWN POSITION
3/16 INCH AND THINNER 1/4 INCH AND THICKER
PROPER GUN ANGLEFOR FCAW PROCESSWELDING IN THE VERTICAL UP POSITION
45° CENTERLINE OF GUN TOHORIZONTAL PLATE
6LEARNING TO WELD6
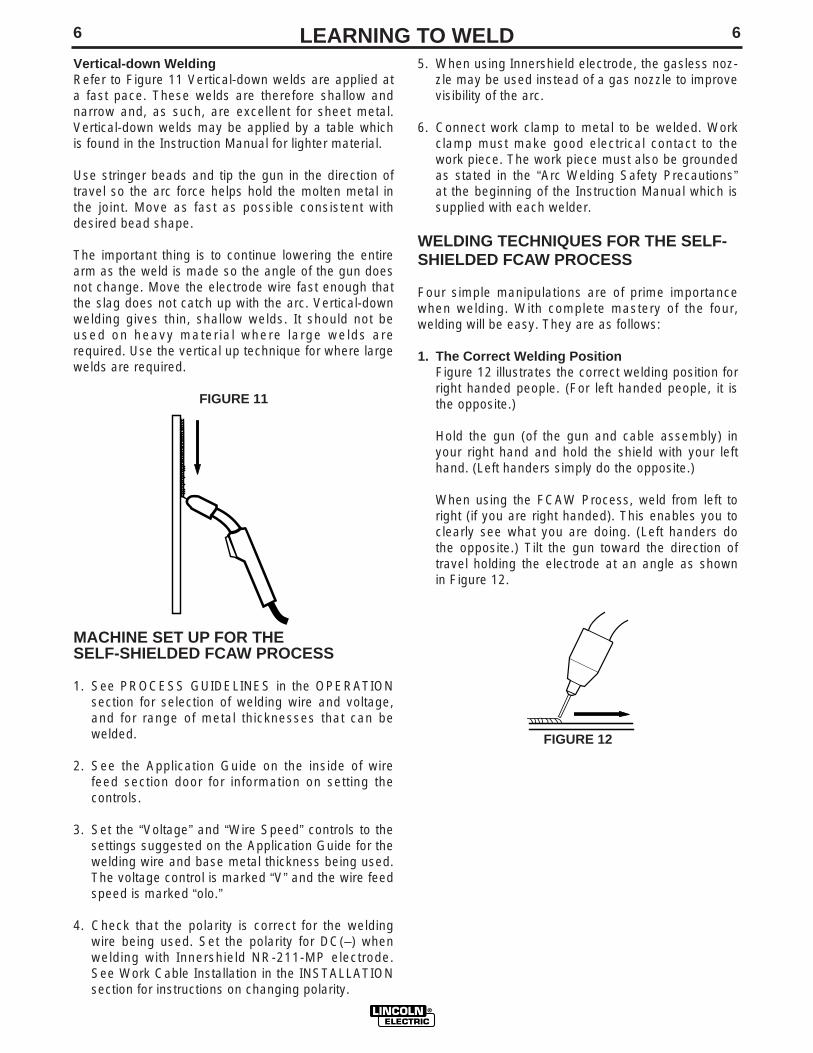
Vertical-down WeldingRefer to Figure 11 Vertical-down welds are applied ata fast pace. These welds are therefore shallow andnarrow and, as such, are excellent for sheet metal.Vertical-down welds may be applied by a table whichis found in the Instruction Manual for lighter material.
Use stringer beads and tip the gun in the direction oftravel so the arc force helps hold the molten metal inthe joint. Move as fast as possible consistent withdesired bead shape.
The important thing is to continue lowering the entirearm as the weld is made so the angle of the gun doesnot change. Move the electrode wire fast enough thatthe slag does not catch up with the arc. Vertical-downwelding gives thin, shallow welds. It should not beused on heavy material where large welds arerequired. Use the vertical up technique for where largewelds are required.
FIGURE 11
MACHINE SET UP FOR THE SELF-SHIELDED FCAW PROCESS
1. See PROCESS GUIDELINES in the OPERATIONsection for selection of welding wire and voltage,and for range of metal thicknesses that can bewelded.
2. See the Application Guide on the inside of wirefeed section door for information on setting thecontrols.
3. Set the “Voltage” and “Wire Speed” controls to thesettings suggested on the Application Guide for thewelding wire and base metal thickness being used.The voltage control is marked “V” and the wire feedspeed is marked “olo.”
4. Check that the polarity is correct for the weldingwire being used. Set the polarity for DC(–) whenwelding with Innershield NR-211-MP electrode.See Work Cable Installation in the INSTALLATIONsection for instructions on changing polarity.
5. When using Innershield electrode, the gasless noz-zle may be used instead of a gas nozzle to improvevisibility of the arc.
6. Connect work clamp to metal to be welded. Workclamp must make good electrical contact to thework piece. The work piece must also be groundedas stated in the “Arc Welding Safety Precautions”at the beginning of the Instruction Manual which issupplied with each welder.
WELDING TECHNIQUES FOR THE SELF-SHIELDED FCAW PROCESS
Four simple manipulations are of prime importancewhen welding. With complete mastery of the four,welding will be easy. They are as follows:
1. The Correct Welding PositionFigure 12 illustrates the correct welding position forright handed people. (For left handed people, it isthe opposite.)
Hold the gun (of the gun and cable assembly) inyour right hand and hold the shield with your lefthand. (Left handers simply do the opposite.)
When using the FCAW Process, weld from left toright (if you are right handed). This enables you toclearly see what you are doing. (Left handers dothe opposite.) Tilt the gun toward the direction oftravel holding the electrode at an angle as shownin Figure 12.
FIGURE 12
7LEARNING TO WELD7
ARC RAYS can burn eyes and skin.
When using an open arc process, itIs necessary to use correct eye,head and body protection.
Protect yourself and others, read“ARC RAYS can burn” at the frontof the Instruction Manual suppliedwith welder.
-----------------------------------------------------------------------
2. The Correct Way To Strike An Arc
1. Be sure the work clamp makes good electricalcontact to the work.
2. Position gun over joint. End of wire may belightly touching the work.
3. Position face shield to protect face and eyes,close gun trigger, and begin welding. Hold thegun so that the contact tip to work distance isabout 3/8 to 1/2 inch (10 – 12 mm).
4. To stop welding, release the gun trigger andthe pull the gun away from the work after thearc goes out.
5. A ball may form at the tip end of the wire afterwelding. For easier restrikes (with Innershieldwire) the ball may be removed by feeding out afew inches of wire and simply bending the wireback and forth until it breaks off.
6. When no more welding is to be done, turn offthe machine.
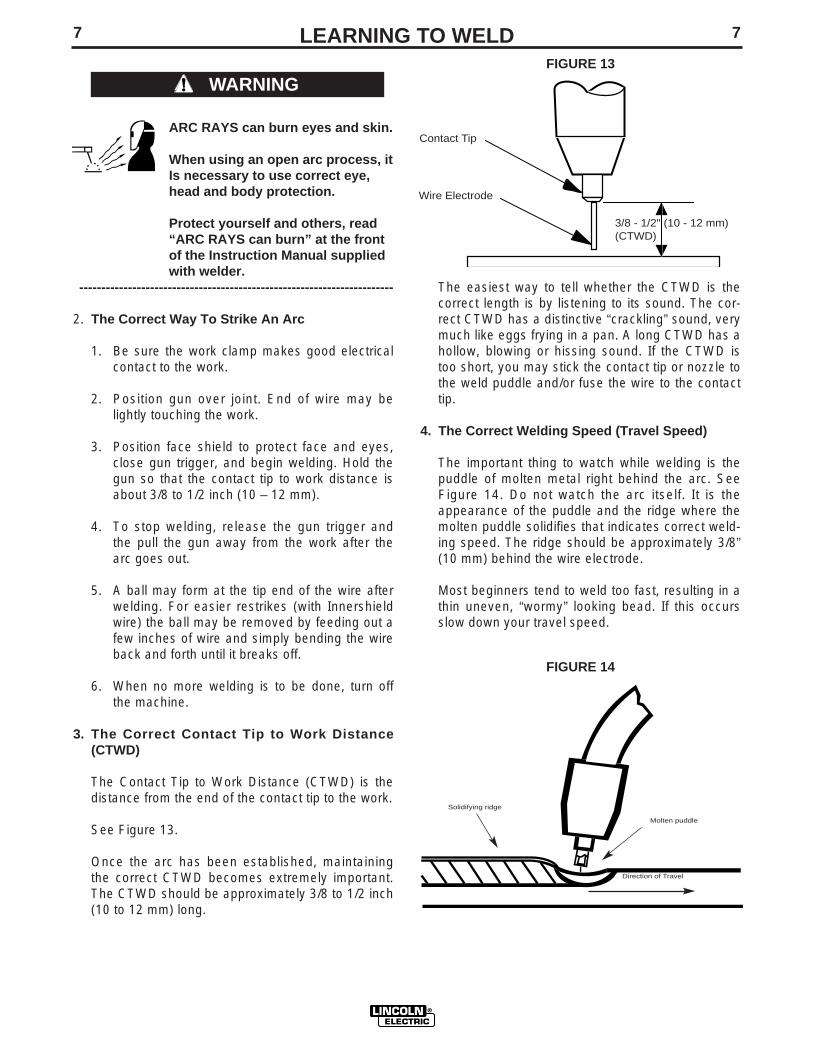
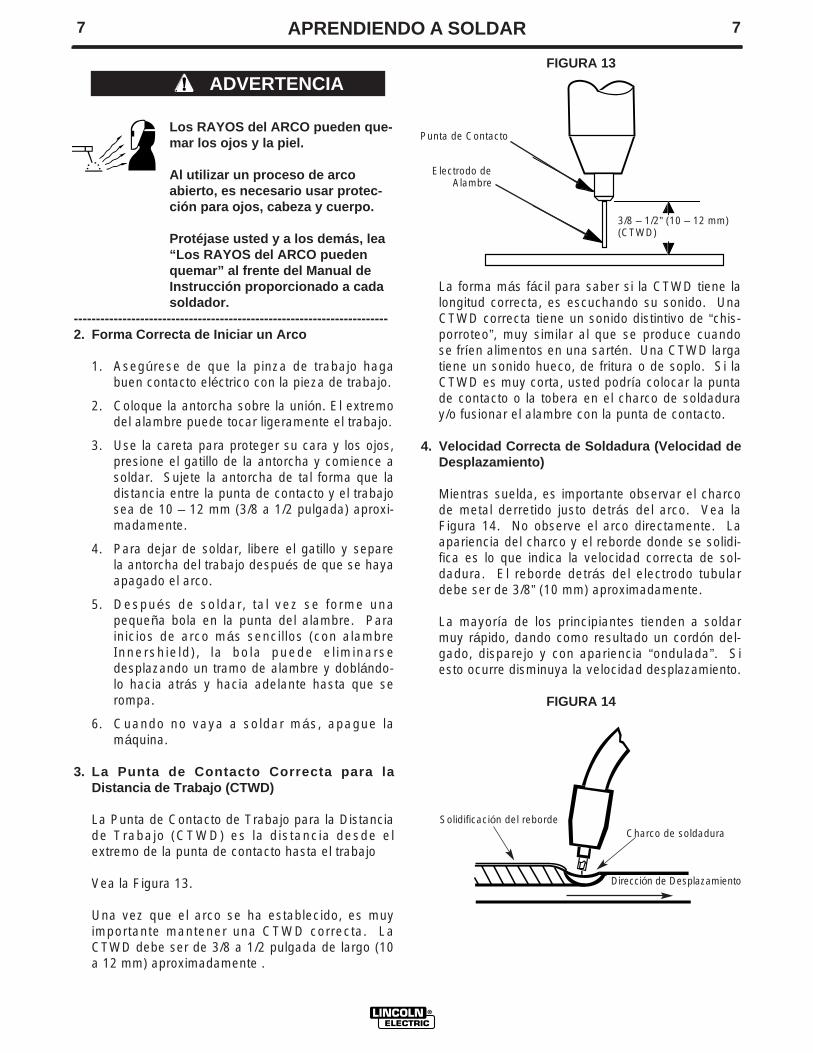
3. The Correct Contact Tip to Work Distance(CTWD)
The Contact Tip to Work Distance (CTWD) is thedistance from the end of the contact tip to the work.
See Figure 13.
Once the arc has been established, maintainingthe correct CTWD becomes extremely important.The CTWD should be approximately 3/8 to 1/2 inch(10 to 12 mm) long.
FIGURE 13
The easiest way to tell whether the CTWD is thecorrect length is by listening to its sound. The cor-rect CTWD has a distinctive “crackling” sound, verymuch like eggs frying in a pan. A long CTWD has ahollow, blowing or hissing sound. If the CTWD istoo short, you may stick the contact tip or nozzle tothe weld puddle and/or fuse the wire to the contacttip.
4. The Correct Welding Speed (Travel Speed)
The important thing to watch while welding is thepuddle of molten metal right behind the arc. SeeFigure 14. Do not watch the arc itself. It is theappearance of the puddle and the ridge where themolten puddle solidifies that indicates correct weld-ing speed. The ridge should be approximately 3/8”(10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in athin uneven, “wormy” looking bead. If this occursslow down your travel speed.
FIGURE 14
WARNING
Contact Tip
Wire Electrode
3/8 - 1/2" (10 - 12 mm)(CTWD)
Solidifying ridge
Molten puddle
Direction of Travel
8LEARNING TO WELD8
Helpful Hints
• For general welding, it is not necessary to weavethe arc, neither forward or backward nor sideways.Weld along at a steady pace. You will find it easier.
• When welding on thin plate, you will find that youwill have to increase the welding speed, whereaswhen welding on heavy plate, it is necessary to gomore slowly in order to get good penetration.
• When welding sheet metal 16 gauge (1.5 mm) andlighter, heat buildup may cause part warpage andburn through. One way to eliminate these problemsis to use the back-stepping method illustrated inFigure 15.
FIGURE 15
Practice
The best way of getting practice in the four skills thatenable you to maintain:
1. Correct welding position.
2. Correct way to strike an arc.
3. Correct Contact Tip to Work Distance.
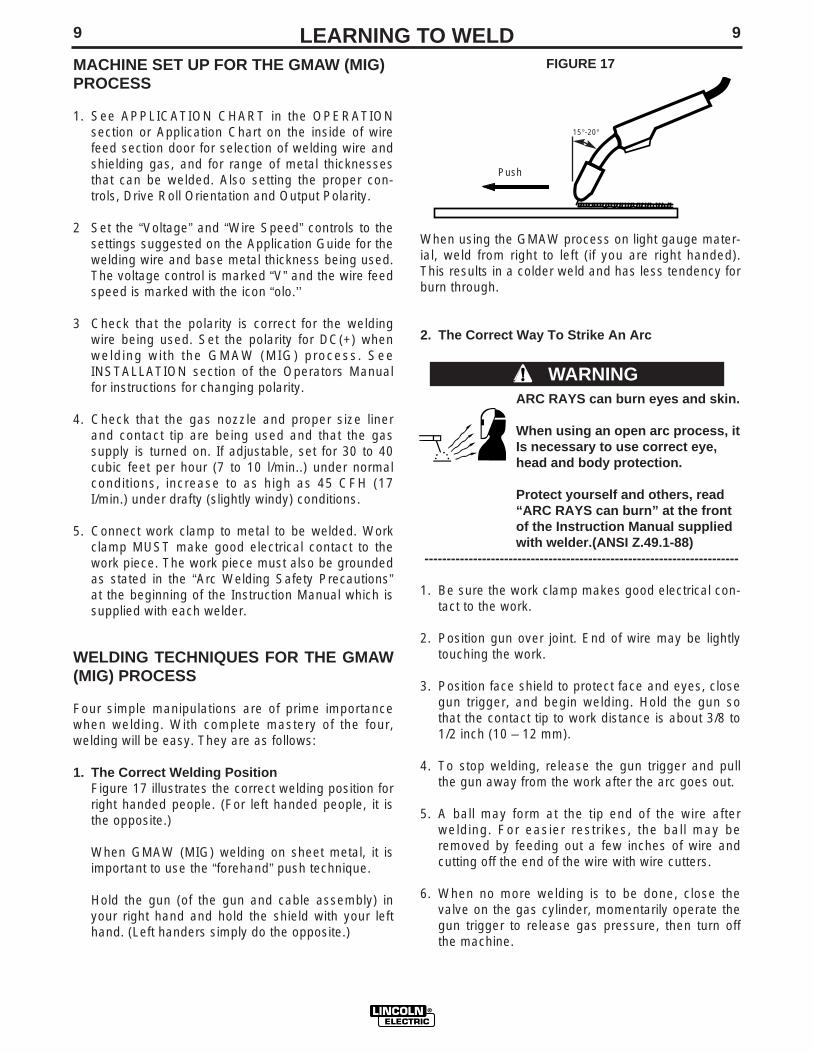
4. Correct welding speed is to perform the followingexercise. Refer to Figure 16. Use PROCESSGUIDELINES in the Instruction Manual andApplication Guide on the inside of wire feed sectiondoor for selection of welding wire, wire feed speed,voltage, and for range of metal thicknesses thatcan be welded.
1. Position face shield to protect face and eyes.
2. Learn to strike an arc by positioning the gun overthe joint and touching the wire to the work.
3. Depress gun trigger, hold gun so contact tip towork distance is about 3/8 to 1/2 inch (10 to 12mm) and the gun is at proper angle.
4. After you strike the arc, practice the correct CTWD.Learn to distinguish it by its sound.
5. When you are sure that you can hold the CTWD,with a smooth “crackling” arc start moving. Look atthe molten puddle constantly, and look at the“ridge” where the metal solidifies.
6. Run beads on a flat plate. Run them parallel to thetop edge (the edge farthest away from you). Thisgives you practice in running straight welds, andalso gives you an easy way to check yourprogress. The 10th weld will look considerably bet-ter than the first weld. By constantly checking onyour mistakes and your progress, welding will soonbe a matter of routine.
First weld from A to B; then from C to A; thenfrom D to C; then from E to D, and so on.
B A C D E
Back-Stepping
ContactTip
Gun Angle
CTWD
15°-20°
Direction of Travel
FIGURE 16 Example of good consistent welding beadsafter practicing.
9LEARNING TO WELD9
MACHINE SET UP FOR THE GMAW (MIG)PROCESS
1. See APPLICATION CHART in the OPERATIONsection or Application Chart on the inside of wirefeed section door for selection of welding wire andshielding gas, and for range of metal thicknessesthat can be welded. Also setting the proper con-trols, Drive Roll Orientation and Output Polarity.
2 Set the “Voltage” and “Wire Speed” controls to thesettings suggested on the Application Guide for thewelding wire and base metal thickness being used.The voltage control is marked “V” and the wire feedspeed is marked with the icon “olo.’’
3 Check that the polarity is correct for the weldingwire being used. Set the polarity for DC(+) whenwelding with the GMAW (MIG) process. SeeINSTALLATION section of the Operators Manualfor instructions for changing polarity.
4. Check that the gas nozzle and proper size linerand contact tip are being used and that the gassupply is turned on. If adjustable, set for 30 to 40cubic feet per hour (7 to 10 l/min..) under normalconditions, increase to as high as 45 CFH (17I/min.) under drafty (slightly windy) conditions.
5. Connect work clamp to metal to be welded. Workclamp MUST make good electrical contact to thework piece. The work piece must also be groundedas stated in the “Arc Welding Safety Precautions”at the beginning of the Instruction Manual which issupplied with each welder.
WELDING TECHNIQUES FOR THE GMAW(MIG) PROCESS
Four simple manipulations are of prime importancewhen welding. With complete mastery of the four,welding will be easy. They are as follows:
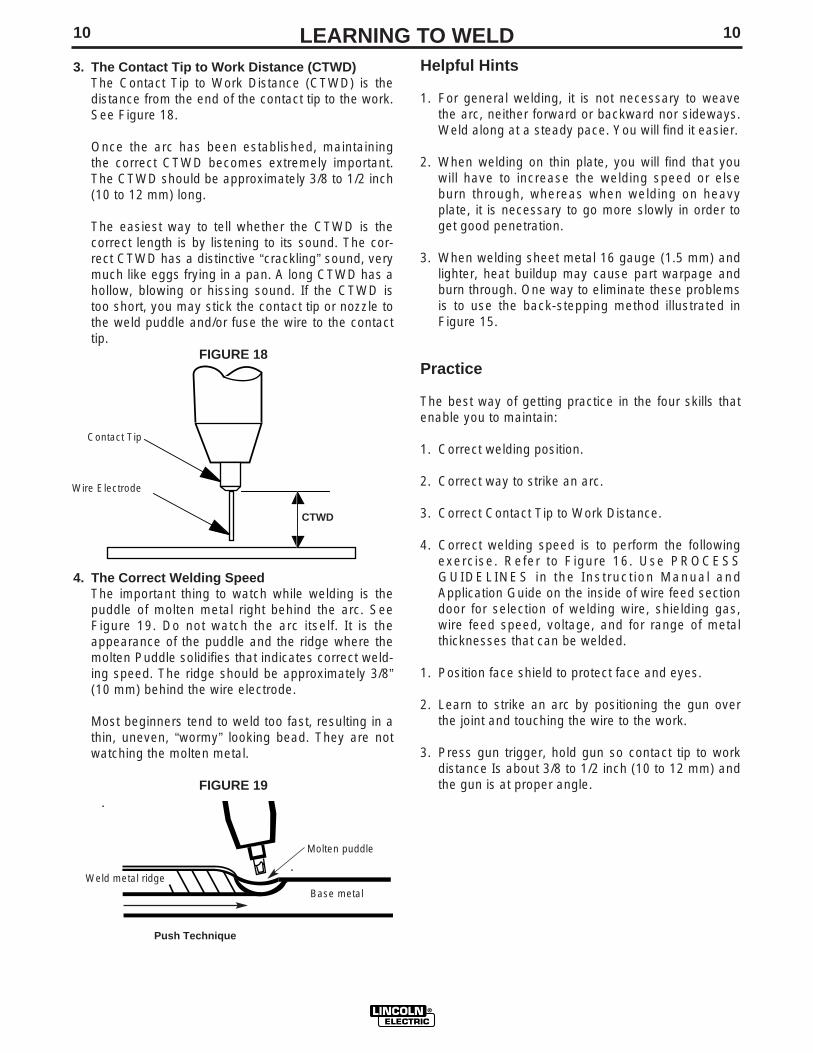
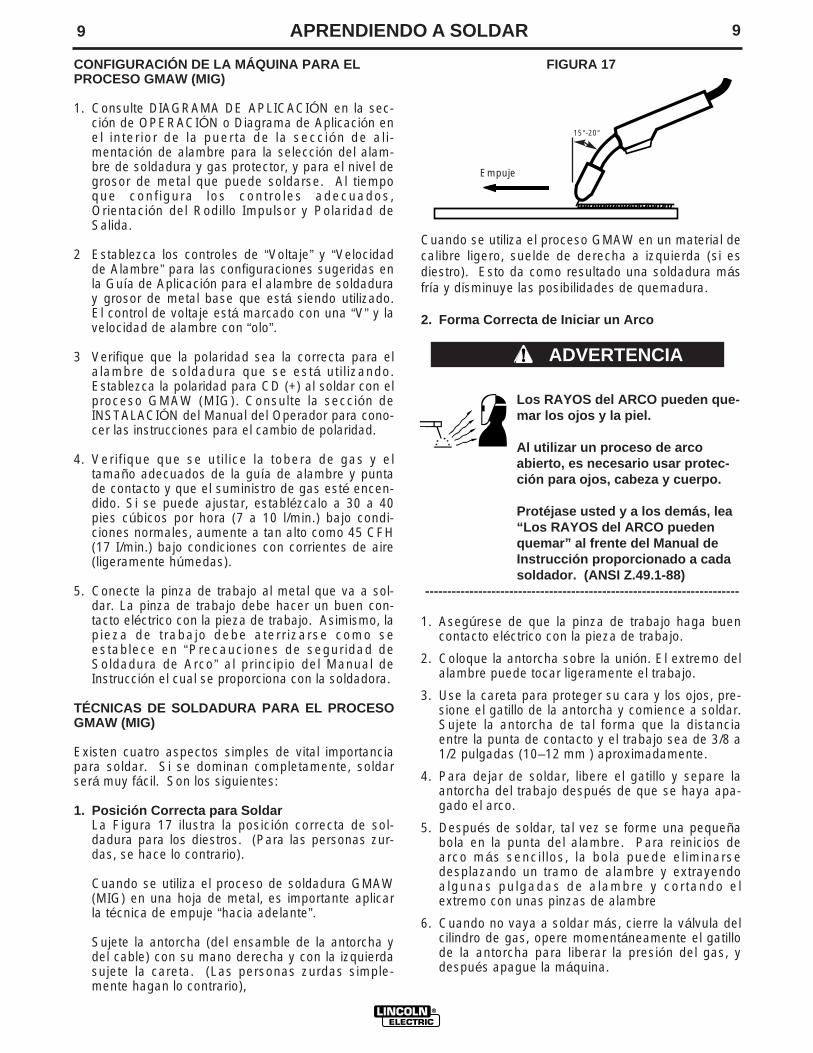
1. The Correct Welding PositionFigure 17 illustrates the correct welding position forright handed people. (For left handed people, it isthe opposite.)
When GMAW (MIG) welding on sheet metal, it isimportant to use the “forehand” push technique.
Hold the gun (of the gun and cable assembly) inyour right hand and hold the shield with your lefthand. (Left handers simply do the opposite.)
FIGURE 17
When using the GMAW process on light gauge mater-ial, weld from right to left (if you are right handed).This results in a colder weld and has less tendency forburn through.
2. The Correct Way To Strike An Arc
ARC RAYS can burn eyes and skin.
When using an open arc process, itIs necessary to use correct eye,head and body protection.
Protect yourself and others, read“ARC RAYS can burn” at the frontof the Instruction Manual suppliedwith welder.(ANSI Z.49.1-88)
-----------------------------------------------------------------------
1. Be sure the work clamp makes good electrical con-tact to the work.
2. Position gun over joint. End of wire may be lightlytouching the work.
3. Position face shield to protect face and eyes, closegun trigger, and begin welding. Hold the gun sothat the contact tip to work distance is about 3/8 to1/2 inch (10 – 12 mm).
4. To stop welding, release the gun trigger and pullthe gun away from the work after the arc goes out.
5. A ball may form at the tip end of the wire afterwelding. For easier restrikes, the ball may beremoved by feeding out a few inches of wire andcutting off the end of the wire with wire cutters.
6. When no more welding is to be done, close thevalve on the gas cylinder, momentarily operate thegun trigger to release gas pressure, then turn offthe machine.
WARNING
15°-20°
Push
10LEARNING TO WELD10
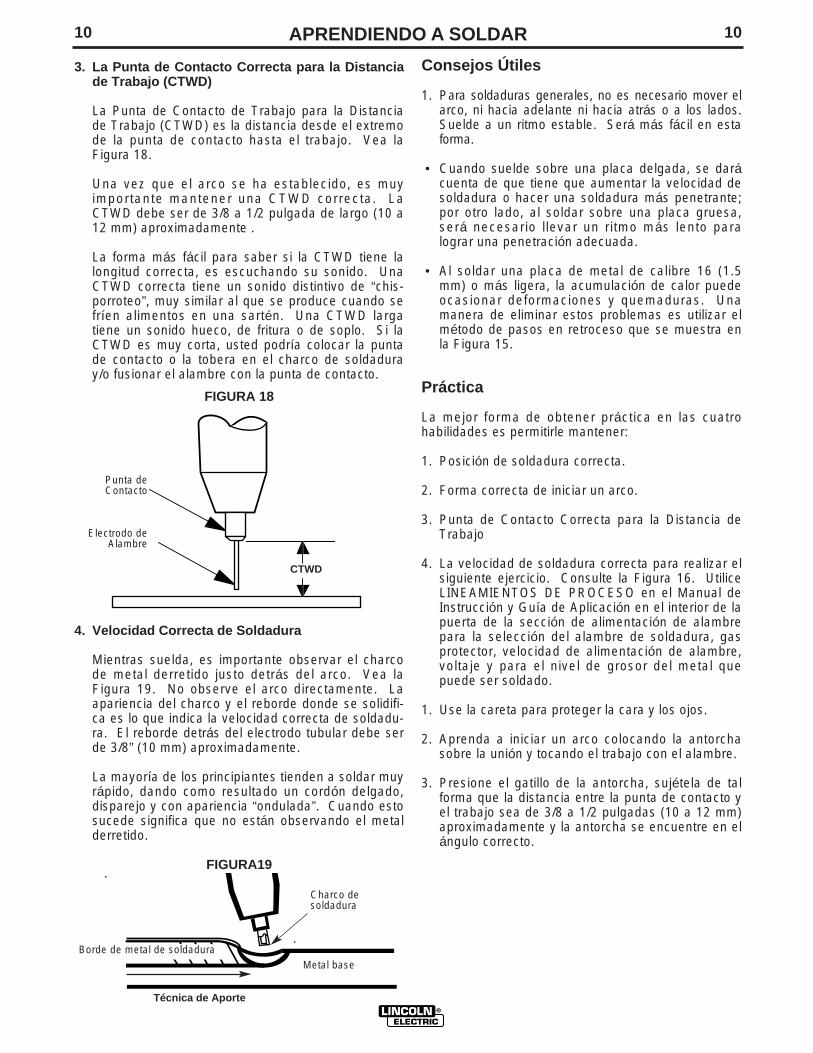
3. The Contact Tip to Work Distance (CTWD)The Contact Tip to Work Distance (CTWD) is thedistance from the end of the contact tip to the work.See Figure 18.
Once the arc has been established, maintainingthe correct CTWD becomes extremely important.The CTWD should be approximately 3/8 to 1/2 inch(10 to 12 mm) long.
The easiest way to tell whether the CTWD is thecorrect length is by listening to its sound. The cor-rect CTWD has a distinctive “crackling” sound, verymuch like eggs frying in a pan. A long CTWD has ahollow, blowing or hissing sound. If the CTWD istoo short, you may stick the contact tip or nozzle tothe weld puddle and/or fuse the wire to the contacttip.
FIGURE 18
4. The Correct Welding SpeedThe important thing to watch while welding is thepuddle of molten metal right behind the arc. SeeFigure 19. Do not watch the arc itself. It is theappearance of the puddle and the ridge where themolten Puddle solidifies that indicates correct weld-ing speed. The ridge should be approximately 3/8”(10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in athin, uneven, “wormy” looking bead. They are notwatching the molten metal.
FIGURE 19
Helpful Hints
1. For general welding, it is not necessary to weavethe arc, neither forward or backward nor sideways.Weld along at a steady pace. You will find it easier.
2. When welding on thin plate, you will find that youwill have to increase the welding speed or elseburn through, whereas when welding on heavyplate, it is necessary to go more slowly in order toget good penetration.
3. When welding sheet metal 16 gauge (1.5 mm) andlighter, heat buildup may cause part warpage andburn through. One way to eliminate these problemsis to use the back-stepping method illustrated inFigure 15.
Practice
The best way of getting practice in the four skills thatenable you to maintain:
1. Correct welding position.
2. Correct way to strike an arc.
3. Correct Contact Tip to Work Distance.
4. Correct welding speed is to perform the followingexercise. Refer to Figure 16. Use PROCESSGUIDELINES in the Instruction Manual andApplication Guide on the inside of wire feed sectiondoor for selection of welding wire, shielding gas,wire feed speed, voltage, and for range of metalthicknesses that can be welded.
1. Position face shield to protect face and eyes.
2. Learn to strike an arc by positioning the gun overthe joint and touching the wire to the work.
3. Press gun trigger, hold gun so contact tip to workdistance Is about 3/8 to 1/2 inch (10 to 12 mm) andthe gun is at proper angle.
Contact Tip
Wire Electrode
CTWD
Molten puddle
Base metal
Push Technique
Weld metal ridge
11LEARNING TO WELD11
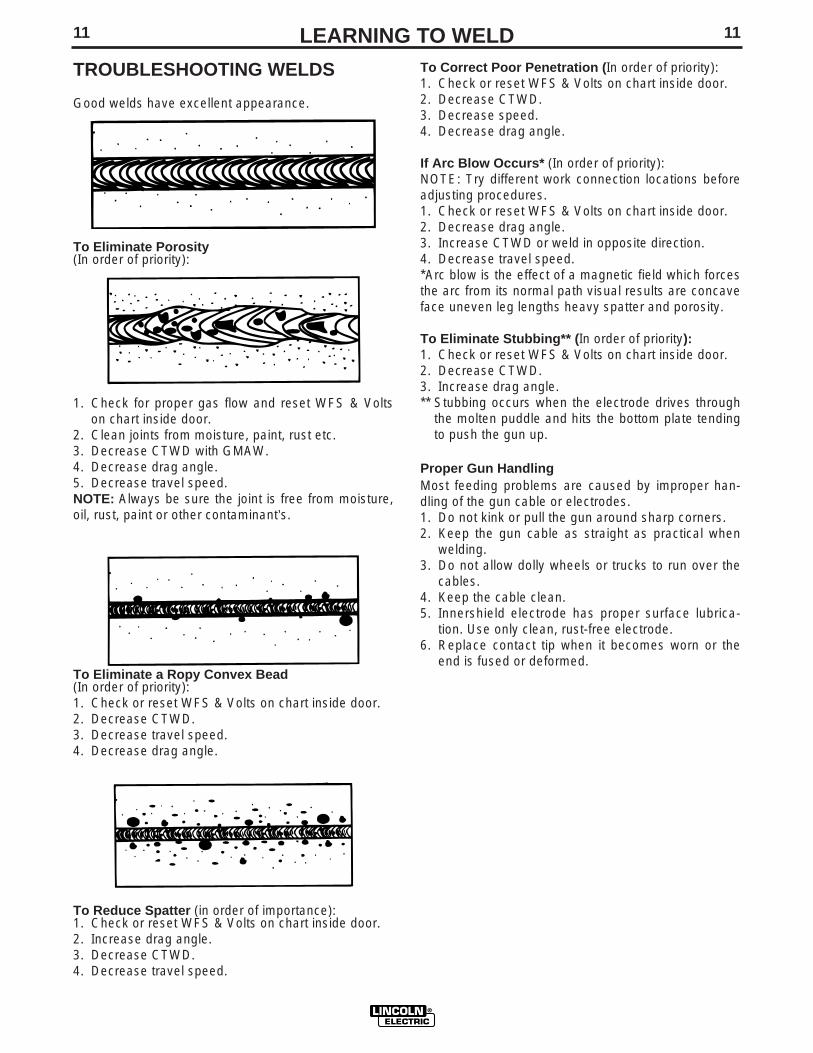
TROUBLESHOOTING WELDS
Good welds have excellent appearance.
To Eliminate Porosity (In order of priority):
1. Check for proper gas flow and reset WFS & Voltson chart inside door.
2. Clean joints from moisture, paint, rust etc.3. Decrease CTWD with GMAW.4. Decrease drag angle.5. Decrease travel speed.NOTE: Always be sure the joint is free from moisture,oil, rust, paint or other contaminant’s.
To Eliminate a Ropy Convex Bead(In order of priority):1. Check or reset WFS & Volts on chart inside door.2. Decrease CTWD.3. Decrease travel speed.4. Decrease drag angle.
To Reduce Spatter (in order of importance):1. Check or reset WFS & Volts on chart inside door.2. Increase drag angle.3. Decrease CTWD.4. Decrease travel speed.
To Correct Poor Penetration (In order of priority):1. Check or reset WFS & Volts on chart inside door.2. Decrease CTWD.3. Decrease speed.4. Decrease drag angle.
If Arc Blow Occurs* (In order of priority):NOTE: Try different work connection locations beforeadjusting procedures.1. Check or reset WFS & Volts on chart inside door.2. Decrease drag angle.3. Increase CTWD or weld in opposite direction.4. Decrease travel speed.*Arc blow is the effect of a magnetic field which forcesthe arc from its normal path visual results are concaveface uneven leg lengths heavy spatter and porosity.
To Eliminate Stubbing** (In order of priority):1. Check or reset WFS & Volts on chart inside door.2. Decrease CTWD.3. Increase drag angle. ** Stubbing occurs when the electrode drives through
the molten puddle and hits the bottom plate tendingto push the gun up.
Proper Gun HandlingMost feeding problems are caused by improper han-dling of the gun cable or electrodes.1. Do not kink or pull the gun around sharp corners.2. Keep the gun cable as straight as practical when
welding.3. Do not allow dolly wheels or trucks to run over the
cables.4. Keep the cable clean.5. Innershield electrode has proper surface lubrica-
tion. Use only clean, rust-free electrode.6. Replace contact tip when it becomes worn or the
end is fused or deformed.
1 1CONTENIDOPage
Aprendiendo a Soldar ...................................................................................................2Circuito de Soldadura por Arco .................................................................................2
Soldadura de Arco Tubular (FCAW) .........................................................................3Soldadura de Arco Metálico con Gas (GMAW).........................................................3
Selección del Proceso...............................................................................................4Para el Proceso GMAW (MIG) ...........................................................................4Para el Proceso FCAW (Innershield)..................................................................4Metales Comunes...............................................................................................4
Tipos de Unión y Posiciones.....................................................................................4Soldadura a Tope ...............................................................................................4Penetración.........................................................................................................5Soldadura de Filete.............................................................................................5
Soldadura en Posición Vertical .................................................................................5Soldadura Vertical Ascendente y Aérea .............................................................5Soldadura Vertical Descendente ........................................................................6
Configuración del Proceso FCAW Auto-Revestido...................................................6Técnicas de Soldadura para el Proceso FCAW de Soldadura deArco Tubular..............................................................................................................6
1. Posición Correcta para Soldar........................................................................62. Forma Correcta de Iniciar un Arco..................................................................73. La Punta de Contacto Correcta para la Distancia de Trabajo (CTWD) ..........74. Velocidad Correcta de Soldadura (Velocidad de Desplazamiento)................7
Consejos Útiles .........................................................................................................8Práctica .....................................................................................................................8
Configuración de la Máquina para el Proceso GMAW (MIG)....................................9Técnicas de Soldadura para el Proceso GMAW (MIG).............................................9
1. Posición Correcta para Soldar........................................................................92. Forma Correcta de Iniciar un Arco..................................................................93.La Punta de Contacto Correcta para la Distancia de Trabajo (CTWD) .........104. Velocidad Correcta de Soldadura.................................................................10
Consejos Útiles .......................................................................................................10Práctica ...................................................................................................................10
Localización de Averías en Soldaduras ...................................................................11
2APRENDIENDO A SOLDAR2
APRENDIENDO A SOLDAR
La soldadura es una habilidad que sólo puede apren-derse mediante la práctica. Nadie puede convertirseen un soldador experimentado simplementeleyendo acerca de soldadura. Las siguientes pági-nas ayudarán al operador sin experiencia a entenderlos aspectos básicos de la soldadura de alambre yproporcionarán una guía para ayudarle a desarrollaresta habilidad. Para obtener información específica,ordene una copia de “Nuevas Lecciones deSoldaduras por Arco”.
CIRCUITO DE SOLDADURA POR ARCO
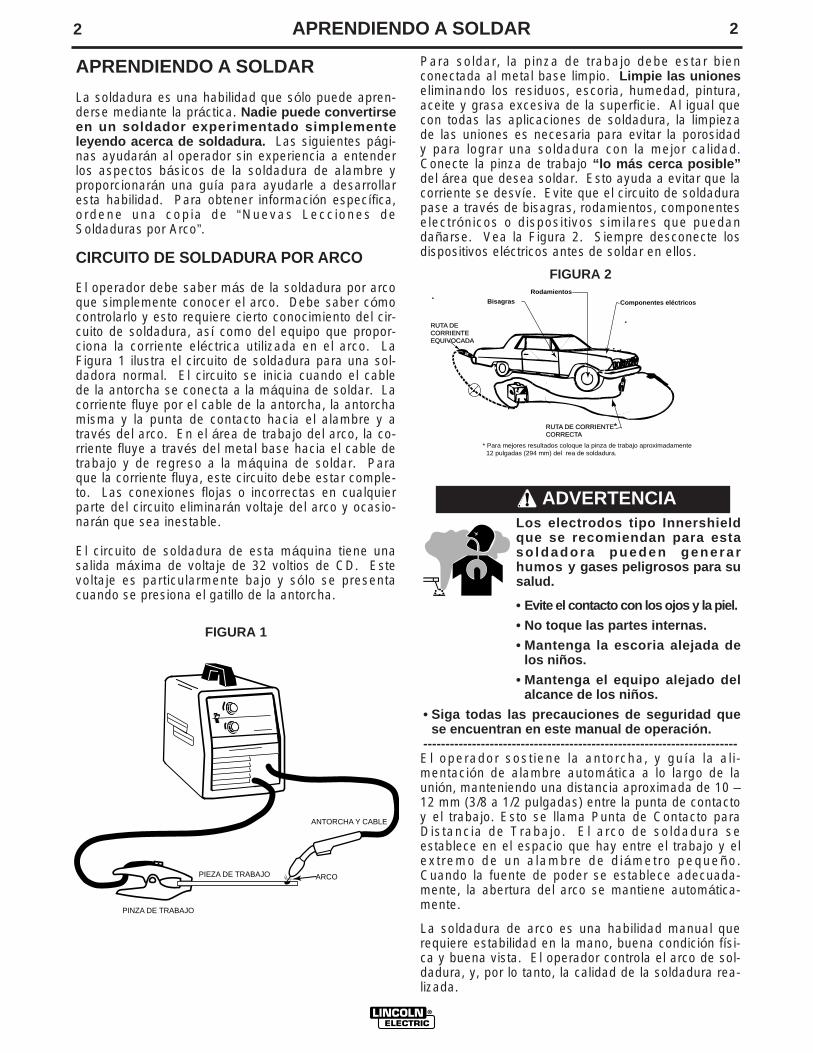
El operador debe saber más de la soldadura por arcoque simplemente conocer el arco. Debe saber cómocontrolarlo y esto requiere cierto conocimiento del cir-cuito de soldadura, así como del equipo que propor-ciona la corriente eléctrica utilizada en el arco. LaFigura 1 ilustra el circuito de soldadura para una sol-dadora normal. El circuito se inicia cuando el cablede la antorcha se conecta a la máquina de soldar. Lacorriente fluye por el cable de la antorcha, la antorchamisma y la punta de contacto hacia el alambre y através del arco. En el área de trabajo del arco, la co-rriente fluye a través del metal base hacia el cable detrabajo y de regreso a la máquina de soldar. Paraque la corriente fluya, este circuito debe estar comple-to. Las conexiones flojas o incorrectas en cualquierparte del circuito eliminarán voltaje del arco y ocasio-narán que sea inestable.
El circuito de soldadura de esta máquina tiene unasalida máxima de voltaje de 32 voltios de CD. Estevoltaje es particularmente bajo y sólo se presentacuando se presiona el gatillo de la antorcha.
FIGURA 1
Para soldar, la pinza de trabajo debe estar bienconectada al metal base limpio. Limpie las unioneseliminando los residuos, escoria, humedad, pintura,aceite y grasa excesiva de la superficie. Al igual quecon todas las aplicaciones de soldadura, la limpiezade las uniones es necesaria para evitar la porosidady para lograr una soldadura con la mejor calidad.Conecte la pinza de trabajo “lo más cerca posible”del área que desea soldar. Esto ayuda a evitar que lacorriente se desvíe. Evite que el circuito de soldadurapase a través de bisagras, rodamientos, componenteselectrónicos o dispositivos similares que puedandañarse. Vea la Figura 2. Siempre desconecte losdispositivos eléctricos antes de soldar en ellos.
FIGURA 2
Los electrodos tipo Innershieldque se recomiendan para estaso ldadora pueden genera rhumos y gases peligrosos para susalud.
• Evite el contacto con los ojos y la piel.
• No toque las partes internas.
• Mantenga la escoria alejada delos niños.
• Mantenga el equipo alejado delalcance de los niños.
• Siga todas las precauciones de seguridad quese encuentran en este manual de operación.
-----------------------------------------------------------------------El operador sostiene la antorcha, y guía la ali-mentación de alambre automática a lo largo de launión, manteniendo una distancia aproximada de 10 –12 mm (3/8 a 1/2 pulgadas) entre la punta de contactoy el trabajo. Esto se llama Punta de Contacto paraDistancia de Trabajo. El arco de soldadura seestablece en el espacio que hay entre el trabajo y elextremo de un alambre de diámetro pequeño.Cuando la fuente de poder se establece adecuada-mente, la abertura del arco se mantiene automática-mente.
La soldadura de arco es una habilidad manual querequiere estabilidad en la mano, buena condición físi-ca y buena vista. El operador controla el arco de sol-dadura, y, por lo tanto, la calidad de la soldadura rea-lizada.
RUTA DECORRIENTEEQUIVOCADA
Rodamientos
Bisagras Componentes eléctricos
RUTA DE CORRIENTECORRECTA
*
* Para mejores resultados coloque la pinza de trabajo aproximadamente 12 pulgadas (294 mm) del rea de soldadura.
ADVERTENCIA
PIEZA DE TRABAJO ARCO
ANTORCHA Y CABLE
PINZA DE TRABAJO
3APRENDIENDO A SOLDAR3
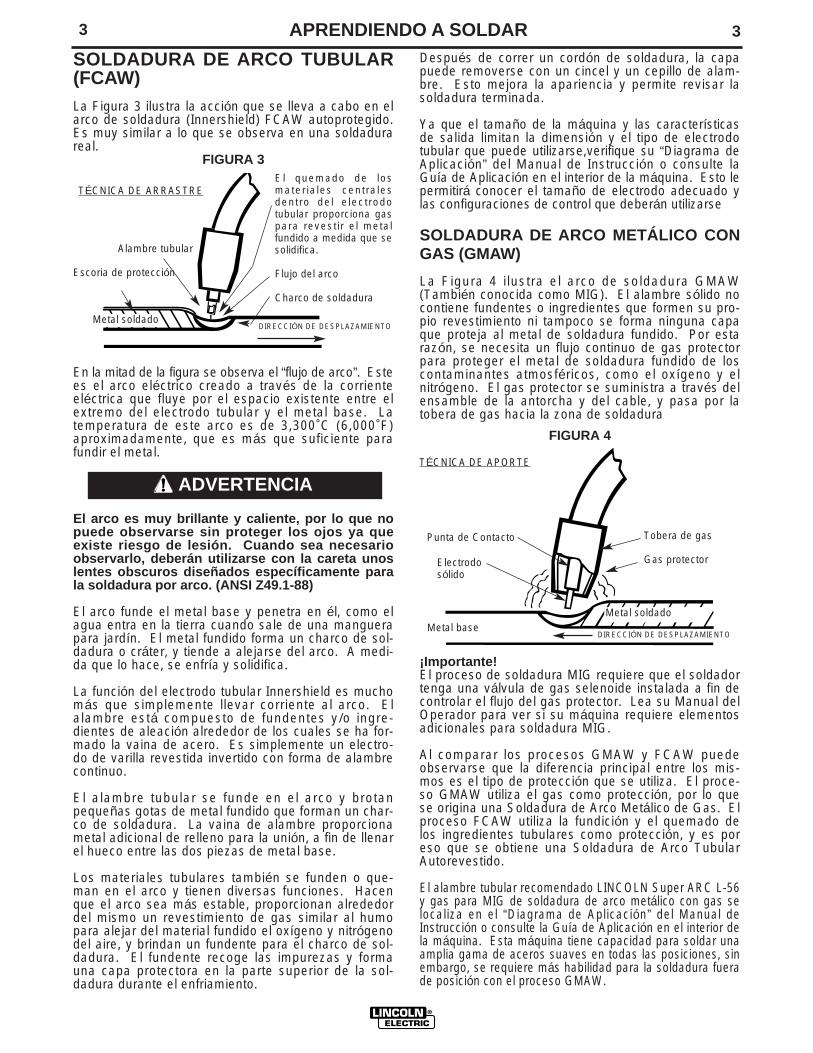
SOLDADURA DE ARCO TUBULAR(FCAW)La Figura 3 ilustra la acción que se lleva a cabo en elarco de soldadura (Innershield) FCAW autoprotegido.Es muy similar a lo que se observa en una soldadurareal.
FIGURA 3
En la mitad de la figura se observa el “flujo de arco”. Estees el arco eléctrico creado a través de la corrienteeléctrica que fluye por el espacio existente entre elextremo del electrodo tubular y el metal base. Latemperatura de este arco es de 3,300˚C (6,000˚F)aproximadamente, que es más que suficiente parafundir el metal.
El arco es muy brillante y caliente, por lo que nopuede observarse sin proteger los ojos ya queexiste riesgo de lesión. Cuando sea necesarioobservarlo, deberán utilizarse con la careta unoslentes obscuros diseñados específicamente parala soldadura por arco. (ANSI Z49.1-88)
El arco funde el metal base y penetra en él, como elagua entra en la tierra cuando sale de una manguerapara jardín. El metal fundido forma un charco de sol-dadura o cráter, y tiende a alejarse del arco. A medi-da que lo hace, se enfría y solidifica.
La función del electrodo tubular Innershield es muchomás que simplemente llevar corriente al arco. Elalambre está compuesto de fundentes y/o ingre-dientes de aleación alrededor de los cuales se ha for-mado la vaina de acero. Es simplemente un electro-do de varilla revestida invertido con forma de alambrecontinuo.
El alambre tubular se funde en el arco y brotanpequeñas gotas de metal fundido que forman un char-co de soldadura. La vaina de alambre proporcionametal adicional de relleno para la unión, a fin de llenarel hueco entre las dos piezas de metal base.
Los materiales tubulares también se funden o que-man en el arco y tienen diversas funciones. Hacenque el arco sea más estable, proporcionan alrededordel mismo un revestimiento de gas similar al humopara alejar del material fundido el oxígeno y nitrógenodel aire, y brindan un fundente para el charco de sol-dadura. El fundente recoge las impurezas y formauna capa protectora en la parte superior de la sol-dadura durante el enfriamiento.
Después de correr un cordón de soldadura, la capapuede removerse con un cincel y un cepillo de alam-bre. Esto mejora la apariencia y permite revisar lasoldadura terminada.
Ya que el tamaño de la máquina y las característicasde salida limitan la dimensión y el tipo de electrodotubular que puede utilizarse,verifique su “Diagrama deAplicación” del Manual de Instrucción o consulte laGuía de Aplicación en el interior de la máquina. Esto lepermitirá conocer el tamaño de electrodo adecuado ylas configuraciones de control que deberán utilizarse
SOLDADURA DE ARCO METÁLICO CONGAS (GMAW)
La Figura 4 ilustra el arco de soldadura GMAW(También conocida como MIG). El alambre sólido nocontiene fundentes o ingredientes que formen su pro-pio revestimiento ni tampoco se forma ninguna capaque proteja al metal de soldadura fundido. Por estarazón, se necesita un flujo continuo de gas protectorpara proteger el metal de soldadura fundido de loscontaminantes atmosféricos, como el oxígeno y elnitrógeno. El gas protector se suministra a través delensamble de la antorcha y del cable, y pasa por latobera de gas hacia la zona de soldadura
FIGURA 4
¡Importante!El proceso de soldadura MIG requiere que el soldadortenga una válvula de gas selenoide instalada a fin decontrolar el flujo del gas protector. Lea su Manual delOperador para ver si su máquina requiere elementosadicionales para soldadura MIG.
Al comparar los procesos GMAW y FCAW puedeobservarse que la diferencia principal entre los mis-mos es el tipo de protección que se utiliza. El proce-so GMAW utiliza el gas como protección, por lo quese origina una Soldadura de Arco Metálico de Gas. Elproceso FCAW utiliza la fundición y el quemado delos ingredientes tubulares como protección, y es poreso que se obtiene una Soldadura de Arco TubularAutorevestido.
El alambre tubular recomendado LINCOLN Super ARC L-56y gas para MIG de soldadura de arco metálico con gas selocaliza en el “Diagrama de Aplicación” del Manual deInstrucción o consulte la Guía de Aplicación en el interior dela máquina. Esta máquina tiene capacidad para soldar unaamplia gama de aceros suaves en todas las posiciones, sinembargo, se requiere más habilidad para la soldadura fuerade posición con el proceso GMAW.
Tobera de gas
Gas protectorElectrodosólido
Punta de Contacto
Metal baseMetal soldado
El quemado de losmateriales centralesdentro del electrodotubular proporciona gaspara revestir el metalfundido a medida que sesolidifica.
Flujo del arco
Charco de soldadura
Alambre tubular
Escoria de protección
Metal soldado
TÉCNICA DE ARRASTRE
TÉCNICA DE APORTE
DIRECCIÓN DE DESPLAZAMIENTO
DIRECCIÓN DE DESPLAZAMIENTO
ADVERTENCIA
4APRENDIENDO A SOLDAR4
SELECCIÓN DEL PROCESO
Al aprender más sobre las diferencias existentesentre los dos procesos, usted podrá elegir el mejorpara el trabajo que va a realizar. Al seleccionar elproceso, deberá considerar lo siguiente:
Para el Proceso GMAW (MIG)1. ¿La mayoría de mi trabajo de soldadura se realiza
con calibre 16 y materiales más ligeros?2. ¿Puedo afrontar los gastos, el espacio adicional y
la falta de portabilidad de los cilindros y del sumi-nistro de gas?
3. ¿Necesito soldaduras limpias y con buen acabado?4. ¿El metal base debe estar limpio?
Si usted ha contestado sí a todas las preguntas ante-riores, el proceso que le conviene es el GMAW. Si hacontestado no a alguna de las preguntas anteriores,entonces deberá considerar utilizar el proceso FCAW.
Para el Proceso FCAW (Innershield)1. ¿Necesito que sea sencilloy fácil de transportar?2. ¿La soldadura se va a realizar en exteriores o bajo
condiciones de viento?3. ¿Requiero una capacidad de soldadura adecuada
en todas las posiciones?4. ¿La mayoría de la soldadura se realizará en cali-
bre 16 o mayor, así como en materiales oxidados osucios?
5. La soldadura debe limpiarse antes de pintar.6. Por favor observe que su máquina puede o no
estar configurada para manejar ambos procesosde soldadura FCAW y GMAW. Consulte suManual del Operador para determinar losAccesorios Opcionales que deberá adaptar a sumáquina.
METALES COMUNES
La mayoría de los metales que se encuentran en lasgranjas, talleres pequeños u hogares son de acerobajo en carbón, también conocido como acero dúctil.Algunos de los artículos más comunes que se fabri-can con este tipo de acero son las hojas de metal,placas, tubos y formas laminadas, como canales yhierro angular. Este tipo de acero se puede soldarfácilmente sin tener precauciones especiales. Sinembargo, algunos aceros contienen niveles más altosde carbón u otras aleaciones y son más difíciles desoldar. Básicamente, si un imán se adhiere al metal yéste puede cortarse fácilmente con una l ima,entonces es probable que el metal sea acero dúctil yque usted pueda soldarlo. Si planea soldar aluminio,rodillos impulsores especiales o aluminio puedenrequerirse o ser altamente recomendables los Juegosde Soldadura. Consulte el Manual del Operador desu máquina. Asimismo, se requiere el gas protectorde argón puro y una bobina de alambre de aluminio.Para más información sobre cómo identificar losdiversos tipos de aceros y otros metales, y para cono-cer los procedimientos adecuados para la soldadurade los mismos, nuevamente le sugerimos compraruna copia de “Metales y Cómo Soldarlos”.
A pesar del tipo de metal que se esté soldando, con elfin de obtener una soldadura óptima, es importanteque el metal esté libre de aceite, pintura, polvo u otroscontaminantes.
TIPOS DE UNIÓN Y POSICIONES
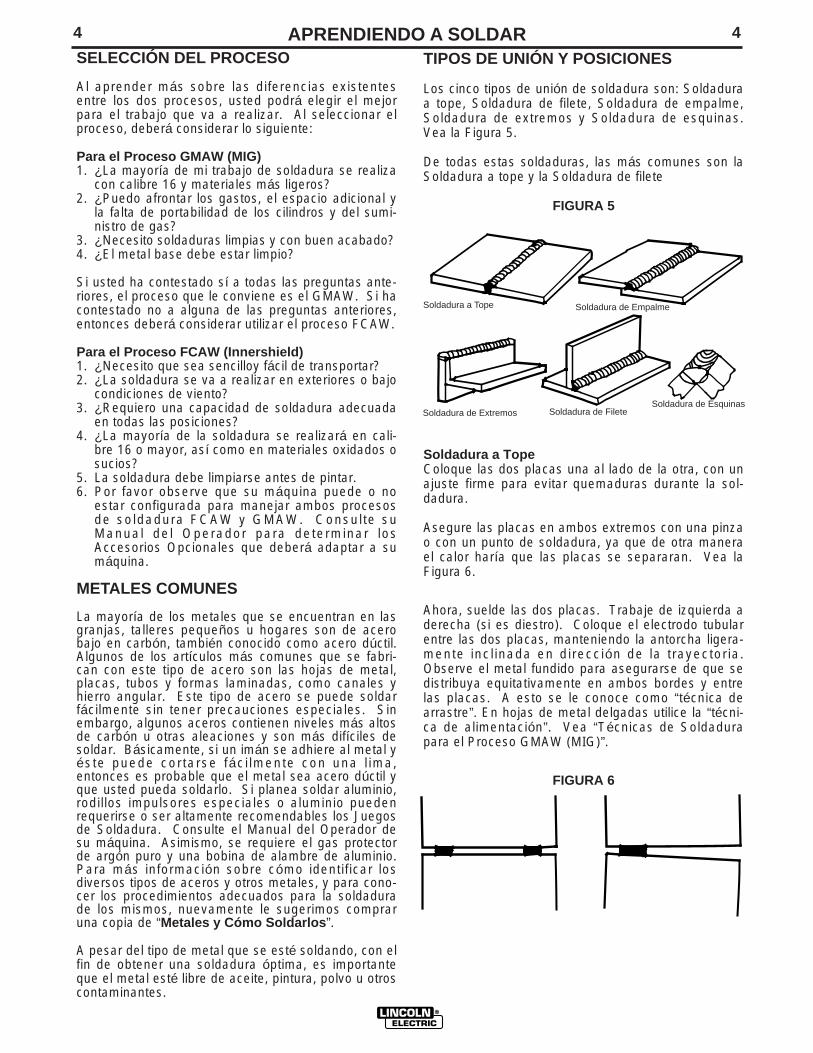
Los cinco tipos de unión de soldadura son: Soldaduraa tope, Soldadura de filete, Soldadura de empalme,Soldadura de extremos y Soldadura de esquinas.Vea la Figura 5.
De todas estas soldaduras, las más comunes son laSoldadura a tope y la Soldadura de filete
FIGURA 5
Soldadura a TopeColoque las dos placas una al lado de la otra, con unajuste firme para evitar quemaduras durante la sol-dadura.
Asegure las placas en ambos extremos con una pinzao con un punto de soldadura, ya que de otra manerael calor haría que las placas se separaran. Vea laFigura 6.
Ahora, suelde las dos placas. Trabaje de izquierda aderecha (si es diestro). Coloque el electrodo tubularentre las dos placas, manteniendo la antorcha ligera-mente inclinada en dirección de la trayectoria.Observe el metal fundido para asegurarse de que sedistribuya equitativamente en ambos bordes y entrelas placas. A esto se le conoce como “técnica dearrastre”. En hojas de metal delgadas utilice la “técni-ca de alimentación”. Vea “Técnicas de Soldadurapara el Proceso GMAW (MIG)”.
FIGURA 6
Soldadura a Tope Soldadura de Empalme
Soldadura de Extremos Soldadura de FileteSoldadura de Esquinas
5APRENDIENDO A SOLDAR5
PenetraciónSi la soldadura no penetra casi el 100% del grosordel metal, entonces una soldadura a tope será másdébil que el material soldado. En el ejemplo que semuestra en la Figura 7, la soldadura total penetrósólo la mitad del grosor del material, por lo que seráaproximadamente la mitad de resistente que el metal.
FIGURA 7
FIGURA 8
En el ejemplo que se muestra en la Figura 8, la uniónha sido soldada para que pueda obtenerse un 100%de penetración. Si la soldadura se realiza adecuada-mente, entonces será tan o más resistente que elmetal original.
Soldadura de FileteCuando se realizan soldaduras de filete, es muyimportante sostener el electrodo en un ángulo de 45°entre ambos lados, o el metal no se distribuirá equi-tativamente. Por lo general, la tobera de la antorchatiene un ángulo que facilita este proceso. Vea laFigura 9.
FIGURA 9
Soldadura en Posición Vertical
La soldadura en posición vertical puede realizarse enforma ascendente o descendente. La soldadura ver-tical ascendente se utiliza cuando se desea una sol-dadura más resistente y grande y material de 1/4”(6.4 mm) y más grueso. La soldadura verticaldescendente se utiliza principalmente en hojas demetal de 3/16” (4.8 mm) y materiales más delgadosque originan soldaduras más rápidas y de menorpenetración/
Utilizar esta unidad en materiales más gruesosque los recomendados puede resultar en sol-daduras de baja calidad. Las soldaduras puedenparecer finas pero puede existir falta de fusión ounión necesaria para dar una soldadura sólida.Esto se denomina “Vaciado en Frío” o “empalmeen frío” y es similar a la soldadura en frío. Puederesultar una falla en la soldadura.-----------------------------------------------------------------------
Soldadura Vertical Ascendente y AéreaCuando se suelda en forma vertical y ascendente enmaterial de 1/4” (6.4 mm) y más grueso, el problemaes colocar el metal derretido donde se desea y lograrque permanezca en esa posición. Si se sedimentademasiado metal derretido, la gravedad lo atraeráhacia la tierra y hará que “gotee”. Por lo tanto, debenseguirse ciertas técnicas.
Cuando sue lda fuera de posición, corra cordonesextendidos. No opere el gatillo, interrumpa el arco,salga del charco de soldadura ni mueva demasiadorápido en cualquier dirección. Utilice la Velocidad deAlimentación de Alambre (WFS) en la parte más bajadel rango. En la Figura 10 se muestra la técnica ge-neral y el ángulo de antorcha adecuado.
Generalmente, mantenga el electrodo en posicióncasi perpendicular a la unión, según se muestra en lafigura. Si la porosidad se convierte en un problema,tal vez sea necesario un ángulo máximo quesobrepase al perpendicular.
FIGURA 10
ADVERTENCIA
ÁNGULO ADECUADO DE LA ANTORCHA PARAEL PROCESO DE SOLDADURA GMAW EN LA POSICIÓN VERTICAL DESCENDENTE
3/16 PULGADAS Y MÁS DELGADO 1/4 PULGADAS Y MÁS GRUESO
ÁNGULO ADECUADO DE LA ANTORCHA PARAEL PROCESO DE SOLDADURA FCAWEN LA POSICIÓN VERTICAL ASCENDENTE

6APRENDIENDO A SOLDAR6
Soldadura Vertical DescendenteConsulte la Figura 11. Las soldaduras verticalesdescendentes se aplican rápidamente. Por lo tanto,son estrechas y poco profundas, lo que las haceexcelentes para las hojas metálicas. Las soldadurasverticales descendentes pueden ser aplicadas poruna tabla la cual se encuentra en el Manual deInstrucción para material más ligero.
Utilice cordones extendidos e incline la punta de laantorcha en dirección de la trayectoria, para que lafuerza del arco ayude a mantener el metal fundido enla unión. Mueva lo más rápido posible y de maneracongruente con la forma de cordón deseada.
Lo importante es seguir moviendo todo el brazo con-forme se realiza la soldadura, para que el ángulo dela antorcha no cambie. Mueva el alambre tubular losuficientemente rápido para que la escoria no hagacontacto con el arco. La soldadura vertical descen-dente da como resultado soldaduras delgadas y uni-formes. No deberá utilizarse este tipo de soldaduraen materiales pesados, donde se requieren sol-daduras mayores. Utilice la técnica vertical ascen-dente donde se requieren soldaduras grandes.
FIGURA 11
CONFIGURACION DEL PROCESO FCAW AUTO-REVESTIDO
1. Consulte los LINEAMIENTOS DEL PROCESO enla sección de OPERACION para la selección delalambre de soldadura y voltaje, y para el nivel degrosor de metal que puede soldarse.
2. Consulte la Guía de Aplicación en la parte internade la puerta del alimentador de alambre para cono-cer la información acerca de la configuración de loscontroles.
3. Establezca los controles de “Voltaje” y “Velocidadde Alambre” para las configuraciones sugeridas enla Guía de Aplicación para el alambre de soldaduray grosor de metal base que está siendo utilizado.El control de voltaje está marcado con una “V” y lavelocidad de alambre con “olo”.
4. Verifique que la polaridad sea la correcta para elalambre de soldadura que se está utilizando.Establezca la polaridad para CD(–) al soldar con elelectrodo Innershield NR-211-MP. ConsulteInstalación del Cable de Trabajo en la secciónINSTALACIÓN para conocer las instrucciones parael cambio de polaridad.
5. Al utilizar el electrodo Innershield, la tobera sin gaspuede ser utilizada en lugar de la tobera de gas afin de mejorar la visibilidad del arco.
6. Conecte la pinza de trabajo al metal que va a sol-dar. La pinza de trabajo debe hacer un buen con-tacto eléctrico con la pieza de trabajo. Asimismo,la pieza de trabajo debe aterrizarse como seestablece en “Precauciones de Seguridad deSoldadura de Arco” al principio del Manual deInstrucción el cual se proporciona con la soldadora.
TÉCNICAS DE SOLDADURA PARA ELPROCESO FCAW DE SOLDADURA DEARCO TUBULAR
Existen cuatro aspectos simples de vital importanciapara soldar. Si se dominan completamente, soldarserá muy fácil. Son los siguientes:
1. Posición Correcta para SoldarLa Figura 12 ilustra la posición correcta de sol-dadura para los diestros. (Para las personas zur-das, se hace lo contrario).
Sujete la antorcha (del ensamble de la antorcha ydel cable) con su mano derecha, y con la izquierdasujete la careta. (Las personas zurdas simple-mente hagan lo contrario).
Cuando se utilice el Proceso FCAW, suelde deizquierda a derecha (si es diestro). Esto le permitever claramente lo que está haciendo. Incline laantorcha hacia la trayectoria, sujetando el electro-do en ángulo, según se muestra en la Figura 12.
FIGURA 12
7APRENDIENDO A SOLDAR7
Los RAYOS del ARCO pueden que-mar los ojos y la piel.
Al utilizar un proceso de arcoabierto, es necesario usar protec-ción para ojos, cabeza y cuerpo.
Protéjase usted y a los demás, lea“Los RAYOS del ARCO puedenquemar” al frente del Manual deInstrucción proporcionado a cadasoldador.
-----------------------------------------------------------------------2. Forma Correcta de Iniciar un Arco
1. Asegúrese de que la pinza de trabajo hagabuen contacto eléctrico con la pieza de trabajo.
2. Coloque la antorcha sobre la unión. El extremodel alambre puede tocar ligeramente el trabajo.
3. Use la careta para proteger su cara y los ojos,presione el gatillo de la antorcha y comience asoldar. Sujete la antorcha de tal forma que ladistancia entre la punta de contacto y el trabajosea de 10 – 12 mm (3/8 a 1/2 pulgada) aproxi-madamente.
4. Para dejar de soldar, libere el gatillo y separela antorcha del trabajo después de que se hayaapagado el arco.
5. Después de soldar, tal vez se forme unapequeña bola en la punta del alambre. Parainicios de arco más sencillos (con alambreInnershield), la bola puede eliminarsedesplazando un tramo de alambre y doblándo-lo hacia atrás y hacia adelante hasta que serompa.
6. Cuando no vaya a soldar más, apague lamáquina.
3. La Punta de Contacto Correcta para laDistancia de Trabajo (CTWD)
La Punta de Contacto de Trabajo para la Distanciade Trabajo (CTWD) es la distancia desde elextremo de la punta de contacto hasta el trabajo
Vea la Figura 13.
Una vez que el arco se ha establecido, es muyimportante mantener una CTWD correcta. LaCTWD debe ser de 3/8 a 1/2 pulgada de largo (10a 12 mm) aproximadamente .
FIGURA 13
La forma más fácil para saber si la CTWD tiene lalongitud correcta, es escuchando su sonido. UnaCTWD correcta tiene un sonido distintivo de “chis-porroteo”, muy similar al que se produce cuandose fríen alimentos en una sartén. Una CTWD largatiene un sonido hueco, de fritura o de soplo. Si laCTWD es muy corta, usted podría colocar la puntade contacto o la tobera en el charco de soldaduray/o fusionar el alambre con la punta de contacto.
4. Velocidad Correcta de Soldadura (Velocidad deDesplazamiento)
Mientras suelda, es importante observar el charcode metal derretido justo detrás del arco. Vea laFigura 14. No observe el arco directamente. Laapariencia del charco y el reborde donde se solidi-fica es lo que indica la velocidad correcta de sol-dadura. El reborde detrás del electrodo tubulardebe ser de 3/8” (10 mm) aproximadamente.
La mayoría de los principiantes tienden a soldarmuy rápido, dando como resultado un cordón del-gado, disparejo y con apariencia “ondulada”. Siesto ocurre disminuya la velocidad desplazamiento.
FIGURA 14
ADVERTENCIA
Contact Tip
Wire Electrode
3/8 - 1/2" (10 - 12 mm)(CTWD)
3/8 – 1/2” (10 – 12 mm)(CTWD)
Solidifying ridge
Molten puddle
Direction of Travel
Solidificación del rebordeCharco de soldadura
Dirección de Desplazamiento
Punta de Contacto
Electrodo de Alambre

8APRENDIENDO A SOLDAR8
Consejos Útiles
• Para soldaduras generales, no es necesario mover elarco, ni hacia adelante ni hacia atrás o a los lados.Suelde a un ritmo estable. Será más fácil en estaforma.
• Cuando suelde sobre una placa delgada, se darácuenta de que tiene que aumentar la velocidad desoldadura; por otro lado, al soldar sobre una placagruesa, será necesario llevar un ritmo más lentopara lograr una penetración adecuada.
• Al soldar una placa de metal de calibre 16 (1.5mm) o más ligera, la acumulación de calor puedeocasionar deformaciones y quemaduras. Unamanera de eliminar estos problemas es utilizar elmétodo de pasos en retroceso que se muestra enla Figura 15.
FIGURA 15
Práctica
La mejor forma de obtener práctica en las cuatrohabilidades es permitirle mantener:
1. Posición de soldadura correcta.
2. Forma correcta de iniciar un arco.
3. Punta de Contacto Correcta para la Distancia deTrabajo
4. La velocidad de soldadura correcta para realizar elsiguiente ejercicio. Consulte la Figura 16. UtiliceLINEAMIENTOS DE PROCESO en el Manual deInstrucción y Guía de Aplicación en el interior de lapuerta de la sección de alimentación de alambrepara la selección del alambre de soldadura, veloci-dad de alimentación de alambre, voltaje y para elnivel de grosor del metal que puede ser soldado.
1. Use la careta para proteger la cara y los ojos.
2. Aprenda a iniciar un arco colocando la antorchasobre la unión y tocando el trabajo con el alambre.
3. Suelte el gatillo de la antorcha, sujétela de talforma que la distancia entre la punta de contacto yel trabajo sea de 3/8 a 1/2 pulgada (10 a 12 mm)aproximadamente y la antorcha se encuentre en elángulo correcto.
4. Después de iniciar el arco, practique la CTWDcorrecta. Aprenda a distinguirla por su sonido.
5. Cuando usted tenga la certeza de que puede man-tener la CTWD correcta, inicie con un movimientode arco suave y de “chisporroteo”. Observe con-tinuamente el charco de la soldadura y vigile el“reborde” donde se solidifica el metal.
6. Corra los cordones en una placa plana. Córralosparalelos al borde superior (el más alejado deusted). Esto le permite practicar soldaduras rec-tas, y también es una manera fácil de verificar suprogreso. La décima soldadura se verá muchomejor que la primera. Al revisar constantementesus errores y su avance, la soldadura pronto serácuestión de rutina.
La primera soldadura debe hacerde de A a B;después de C a A; luego de D a C; después deE a D y así sucesivamente.
B A C D E
Método de Pasos en Retroceso
Punta deContacto
Ángulo de la Antorcha
15°-20°
Dirección deDesplazamiento
FIGURA 16 Ejemplo de cordones de soldadura consistentesadecuados después de practicar
CTWD
9APRENDIENDO A SOLDAR9
CONFIGURACIÓN DE LA MÁQUINA PARA ELPROCESO GMAW (MIG)
1. Consulte DIAGRAMA DE APLICACIÓN en la sec-ción de OPERACIÓN o Diagrama de Aplicación enel interior de la puerta de la sección de ali-mentación de alambre para la selección del alam-bre de soldadura y gas protector, y para el nivel degrosor de metal que puede soldarse. Al tiempoque configura los controles adecuados,Orientación del Rodillo Impulsor y Polaridad deSalida.
2 Establezca los controles de “Voltaje” y “Velocidadde Alambre” para las configuraciones sugeridas enla Guía de Aplicación para el alambre de soldaduray grosor de metal base que está siendo utilizado.El control de voltaje está marcado con una “V” y lavelocidad de alambre con “olo”.
3 Verifique que la polaridad sea la correcta para elalambre de soldadura que se está utilizando.Establezca la polaridad para CD (+) al soldar con elproceso GMAW (MIG). Consulte la sección deINSTALACIÓN del Manual del Operador para cono-cer las instrucciones para el cambio de polaridad.
4. Verifique que se utilice la tobera de gas y eltamaño adecuados de la guía de alambre y puntade contacto y que el suministro de gas esté encen-dido. Si se puede ajustar, establézcalo a 30 a 40pies cúbicos por hora (7 a 10 l/min.) bajo condi-ciones normales, aumente a tan alto como 45 CFH(17 I/min.) bajo condiciones con corrientes de aire(ligeramente húmedas).
5. Conecte la pinza de trabajo al metal que va a sol-dar. La pinza de trabajo debe hacer un buen con-tacto eléctrico con la pieza de trabajo. Asimismo, lapieza de trabajo debe aterrizarse como seestablece en “Precauciones de seguridad deSoldadura de Arco” al principio del Manual deInstrucción el cual se proporciona con la soldadora.
TÉCNICAS DE SOLDADURA PARA EL PROCESOGMAW (MIG)
Existen cuatro aspectos simples de vital importanciapara soldar. Si se dominan completamente, soldarserá muy fácil. Son los siguientes:
1. Posición Correcta para SoldarLa Figura 17 ilustra la posición correcta de sol-dadura para los diestros. (Para las personas zur-das, se hace lo contrario).
Cuando se utiliza el proceso de soldadura GMAW(MIG) en una hoja de metal, es importante aplicarla técnica de empuje “hacia adelante”.
Sujete la antorcha (del ensamble de la antorcha ydel cable) con su mano derecha y con la izquierdasujete la careta. (Las personas zurdas simple-mente hagan lo contrario),
FIGURA 17
Cuando se utiliza el proceso GMAW en un material decalibre ligero, suelde de derecha a izquierda (si esdiestro). Esto da como resultado una soldadura másfría y disminuye las posibilidades de quemadura.
2. Forma Correcta de Iniciar un Arco
Los RAYOS del ARCO pueden que-mar los ojos y la piel.
Al utilizar un proceso de arcoabierto, es necesario usar protec-ción para ojos, cabeza y cuerpo.
Protéjase usted y a los demás, lea“Los RAYOS del ARCO puedenquemar” al frente del Manual deInstrucción proporcionado a cadasoldador. (ANSI Z.49.1-88)
-----------------------------------------------------------------------
1. Asegúrese de que la pinza de trabajo haga buencontacto eléctrico con la pieza de trabajo.
2. Coloque la antorcha sobre la unión. El extremo delalambre puede tocar ligeramente el trabajo.
3. Use la careta para proteger su cara y los ojos, pre-sione el gatillo de la antorcha y comience a soldar.Sujete la antorcha de tal forma que la distanciaentre la punta de contacto y el trabajo sea de 3/8 a1/2 pulgadas (10–12 mm ) aproximadamente.
4. Para dejar de soldar, libere el gatillo y separe laantorcha del trabajo después de que se haya apa-gado el arco.
5. Después de soldar, tal vez se forme una pequeñabola en la punta del alambre. Para reinicios dearco más sencillos, la bola puede eliminarsedesplazando un tramo de alambre y extrayendoalgunas pulgadas de alambre y cortando elextremo con unas pinzas de alambre
6. Cuando no vaya a soldar más, cierre la válvula delcilindro de gas, opere momentáneamente el gatillode la antorcha para liberar la presión del gas, ydespués apague la máquina.
ADVERTENCIA
15°-20°
Empuje
10APRENDIENDO A SOLDAR10
3. La Punta de Contacto Correcta para la Distanciade Trabajo (CTWD)
La Punta de Contacto de Trabajo para la Distanciade Trabajo (CTWD) es la distancia desde el extremode la punta de contacto hasta el trabajo. Vea laFigura 18.
Una vez que el arco se ha establecido, es muyimportante mantener una CTWD correcta. LaCTWD debe ser de 3/8 a 1/2 pulgada de largo (10 a12 mm) aproximadamente .
La forma más fácil para saber si la CTWD tiene lalongitud correcta, es escuchando su sonido. UnaCTWD correcta tiene un sonido distintivo de “chis-porroteo”, muy similar al que se produce cuando sefríen alimentos en una sartén. Una CTWD largatiene un sonido hueco, de fritura o de soplo. Si laCTWD es muy corta, usted podría colocar la puntade contacto o la tobera en el charco de soldaduray/o fusionar el alambre con la punta de contacto.
FIGURA 18
4. Velocidad Correcta de Soldadura
Mientras suelda, es importante observar el charcode metal derretido justo detrás del arco. Vea laFigura 19. No observe el arco directamente. Laapariencia del charco y el reborde donde se solidifi-ca es lo que indica la velocidad correcta de soldadu-ra. El reborde detrás del electrodo tubular debe serde 3/8” (10 mm) aproximadamente.
La mayoría de los principiantes tienden a soldar muyrápido, dando como resultado un cordón delgado,disparejo y con apariencia “ondulada”. Cuando estosucede significa que no están observando el metalderretido.
FIGURA19
Consejos Útiles
1. Para soldaduras generales, no es necesario mover elarco, ni hacia adelante ni hacia atrás o a los lados.Suelde a un ritmo estable. Será más fácil en estaforma.
• Cuando suelde sobre una placa delgada, se darácuenta de que tiene que aumentar la velocidad desoldadura o hacer una soldadura más penetrante;por otro lado, al soldar sobre una placa gruesa,será necesario llevar un ritmo más lento paralograr una penetración adecuada.
• Al soldar una placa de metal de calibre 16 (1.5mm) o más ligera, la acumulación de calor puedeocasionar deformaciones y quemaduras. Unamanera de eliminar estos problemas es utilizar elmétodo de pasos en retroceso que se muestra enla Figura 15.
Práctica
La mejor forma de obtener práctica en las cuatrohabilidades es permitirle mantener:
1. Posición de soldadura correcta.
2. Forma correcta de iniciar un arco.
3. Punta de Contacto Correcta para la Distancia deTrabajo
4. La velocidad de soldadura correcta para realizar elsiguiente ejercicio. Consulte la Figura 16. UtiliceLINEAMIENTOS DE PROCESO en el Manual deInstrucción y Guía de Aplicación en el interior de lapuerta de la sección de alimentación de alambrepara la selección del alambre de soldadura, gasprotector, velocidad de alimentación de alambre,voltaje y para el nivel de grosor del metal quepuede ser soldado.
1. Use la careta para proteger la cara y los ojos.
2. Aprenda a iniciar un arco colocando la antorchasobre la unión y tocando el trabajo con el alambre.
3. Presione el gatillo de la antorcha, sujétela de talforma que la distancia entre la punta de contacto yel trabajo sea de 3/8 a 1/2 pulgadas (10 a 12 mm)aproximadamente y la antorcha se encuentre en elángulo correcto.
Punta deContacto
Electrodo deAlambre
CTWD
Charco desoldadura
Metal base
Técnica de Aporte
Borde de metal de soldadura
11APRENDIENDO A SOLDAR11
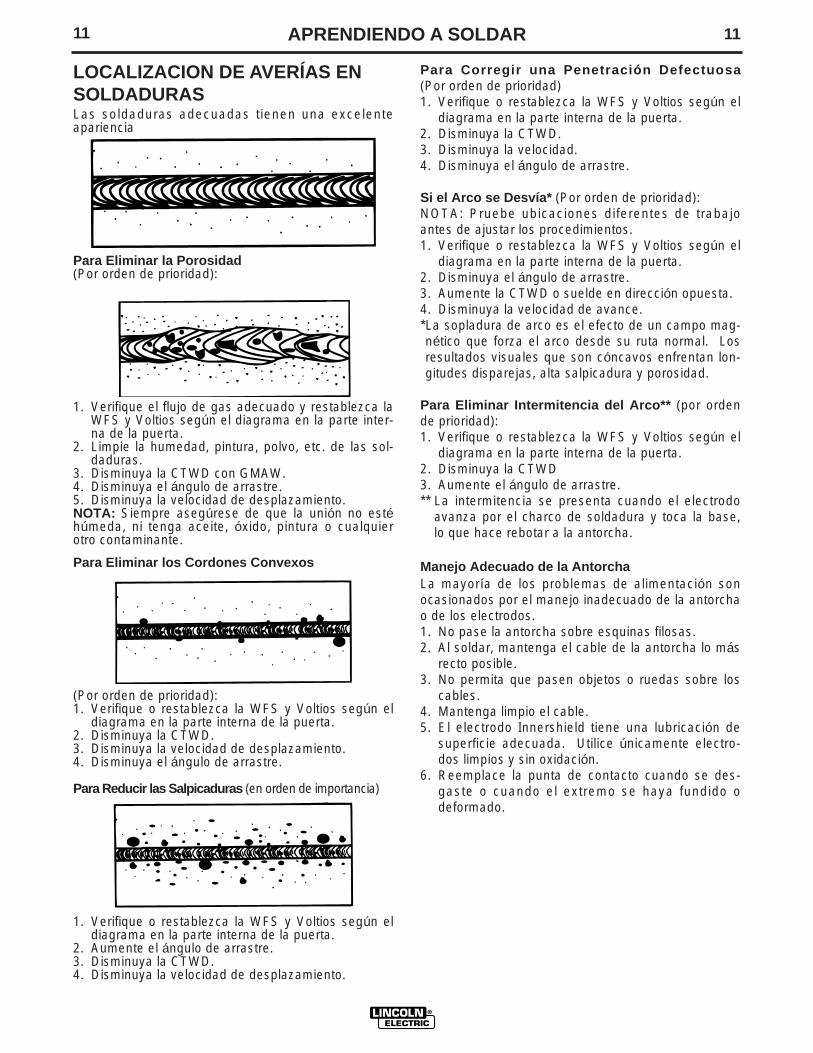
LOCALIZACION DE AVERÍAS ENSOLDADURASLas soldaduras adecuadas tienen una excelenteapariencia
Para Eliminar la Porosidad(Por orden de prioridad):
1. Verifique el flujo de gas adecuado y restablezca laWFS y Voltios según el diagrama en la parte inter-na de la puerta.
2. Limpie la humedad, pintura, polvo, etc. de las sol-daduras.
3. Disminuya la CTWD con GMAW.4. Disminuya el ángulo de arrastre.5. Disminuya la velocidad de desplazamiento.NOTA: Siempre asegúrese de que la unión no estéhúmeda, ni tenga aceite, óxido, pintura o cualquierotro contaminante.
Para Eliminar los Cordones Convexos
(Por orden de prioridad):1. Verifique o restablezca la WFS y Voltios según el
diagrama en la parte interna de la puerta.2. Disminuya la CTWD.3. Disminuya la velocidad de desplazamiento.4. Disminuya el ángulo de arrastre.
Para Reducir las Salpicaduras (en orden de importancia)
1. Verifique o restablezca la WFS y Voltios según eldiagrama en la parte interna de la puerta.
2. Aumente el ángulo de arrastre.3. Disminuya la CTWD.4. Disminuya la velocidad de desplazamiento.
Para Corregir una Penetración Defectuosa(Por orden de prioridad)1. Verifique o restablezca la WFS y Voltios según el
diagrama en la parte interna de la puerta.2. Disminuya la CTWD.3. Disminuya la velocidad.4. Disminuya el ángulo de arrastre.
Si el Arco se Desvía* (Por orden de prioridad):NOTA: Pruebe ubicaciones diferentes de trabajoantes de ajustar los procedimientos.1. Verifique o restablezca la WFS y Voltios según el
diagrama en la parte interna de la puerta.2. Disminuya el ángulo de arrastre.3. Aumente la CTWD o suelde en dirección opuesta.4. Disminuya la velocidad de avance.*La sopladura de arco es el efecto de un campo mag-nético que forza el arco desde su ruta normal. Losresultados visuales que son cóncavos enfrentan lon-gitudes disparejas, alta salpicadura y porosidad.
Para Eliminar Intermitencia del Arco** (por ordende prioridad):1. Verifique o restablezca la WFS y Voltios según el
diagrama en la parte interna de la puerta.2. Disminuya la CTWD3. Aumente el ángulo de arrastre.** La intermitencia se presenta cuando el electrodo
avanza por el charco de soldadura y toca la base,lo que hace rebotar a la antorcha.
Manejo Adecuado de la AntorchaLa mayoría de los problemas de alimentación sonocasionados por el manejo inadecuado de la antorchao de los electrodos.1. No pase la antorcha sobre esquinas filosas.2. Al soldar, mantenga el cable de la antorcha lo más
recto posible.3. No permita que pasen objetos o ruedas sobre los
cables.4. Mantenga limpio el cable.5. El electrodo Innershield tiene una lubricación de
superficie adecuada. Utilice únicamente electro-dos limpios y sin oxidación.
6. Reemplace la punta de contacto cuando se des-gaste o cuando el extremo se haya fundido odeformado.
1 1TABLE DES MATIÈRESPage
Apprentisage du Soudage ............................................................................................2 Le Circuit de Soudage à L’Arc...................................................................................2
FCAW (Soudage à L’Arc à Noyau Fondant) Auto - Blindé........................................3GMAW (Soudage à L’Arc Metal Gaz) .......................................................................3
Sélection du Procédé ................................................................................................4Pour le procédé GMAW (MIG)............................................................................4Pour le procédé FCAW (Innershield)..................................................................4Métaux Communs...............................................................................................4
Types de Joints et Positions......................................................................................4Joints Bout à Bout...............................................................................................4Pénétration .........................................................................................................5Joints en Filet......................................................................................................5
Soudage en Position Verticale ..................................................................................5Soudage Vertical Ascendant et Surélevé ...........................................................5Soudage en Position Verticale Descendante .....................................................6
Réglage de la Machine pour le Procédé FCAW Auto - Blindé ..................................6Techniques de Soudage pour le Procédé FCAW Auto - Blindé................................6
1. La Position de Soudage Correcte...................................................................62. La Façon Correcte de Démarrer un Arc .........................................................73. La Distance Correcte entre la Pointe de Contact et le Travail (CTWD)..........74. La Vitesse de Soudage Correcte (Vitesse de Déplacement) .........................7
Indications Utiles .......................................................................................................8Pratique.....................................................................................................................8
Réglage de la Machine pour le Procédé GMAW (MIG) ............................................9Técnicas de Soldadura para el Proceso GMAW (MIG).............................................9
1. La Position de Soudage Correcte...................................................................92. La Façon Correcte de Démarrer un Arc .........................................................93. La Distance Correcte entre la Pointe de Contact et le Travail (CTWD)........104. La Vitesse de Soudage Correcte .................................................................10
Indications Utiles .....................................................................................................10Pratique...................................................................................................................10
Solution des Problémes de Soudure .........................................................................11
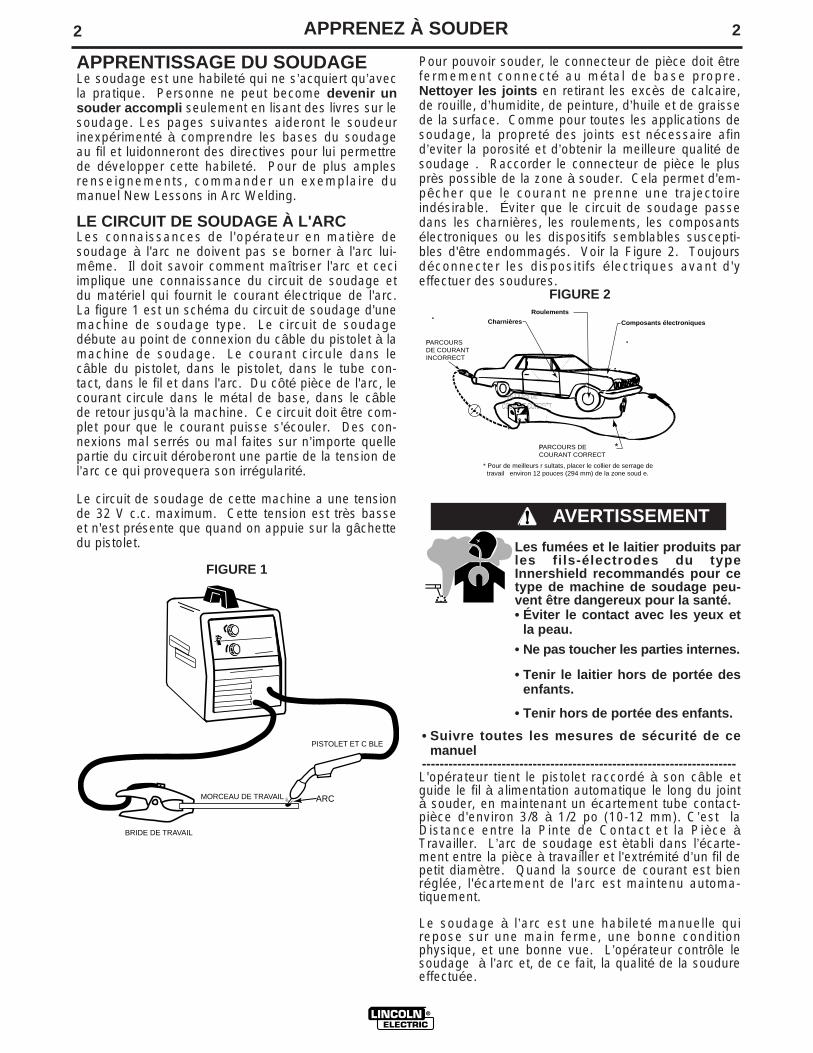
APPRENTISSAGE DU SOUDAGELe soudage est une habileté qui ne s’acquiert qu’avecla pratique. Personne ne peut become devenir unsouder accompli seulement en lisant des livres sur lesoudage. Les pages suivantes aideront le soudeurinexpérimenté à comprendre les bases du soudageau fil et luidonneront des directives pour lui permettrede développer cette habileté. Pour de plus amplesrenseignements, commander un exemplaire dumanuel New Lessons in Arc Welding.
LE CIRCUIT DE SOUDAGE À L'ARCLes connaissances de l'opérateur en matière desoudage à l'arc ne doivent pas se borner à l'arc lui-même. Il doit savoir comment maîtriser l'arc et ceciimplique une connaissance du circuit de soudage etdu matériel qui fournit le courant électrique de l'arc.La figure 1 est un schéma du circuit de soudage d'unemachine de soudage type. Le circuit de soudagedébute au point de connexion du câble du pistolet à lamachine de soudage. Le courant circule dans lecâble du pistolet, dans le pistolet, dans le tube con-tact, dans le fil et dans l'arc. Du côté pièce de l'arc, lecourant circule dans le métal de base, dans le câblede retour jusqu'à la machine. Ce circuit doit être com-plet pour que le courant puisse s'écouler. Des con-nexions mal serrés ou mal faites sur n’importe quellepartie du circuit déroberont une partie de la tension del’arc ce qui provequera son irrégularité.
Le circuit de soudage de cette machine a une tensionde 32 V c.c. maximum. Cette tension est très basseet n'est présente que quand on appuie sur la gâchettedu pistolet.
FIGURE 1
2APPRENEZ À SOUDER2
Pour pouvoir souder, le connecteur de pièce doit êtrefermement connecté au métal de base propre.Nettoyer les joints en retirant les excès de calcaire,de rouille, d’humidite, de peinture, d’huile et de graissede la surface. Comme pour toutes les applications desoudage, la propreté des joints est nécessaire afind’eviter la porosité et d’obtenir la meilleure qualité desoudage . Raccorder le connecteur de pièce le plusprès possible de la zone à souder. Cela permet d'em-pêcher que le courant ne prenne une trajectoireindésirable. Éviter que le circuit de soudage passedans les charnières, les roulements, les composantsélectroniques ou les dispositifs semblables suscepti-bles d'être endommagés. Voir la Figure 2. Toujoursdéconnecter les dispositifs électriques avant d'yeffectuer des soudures.
FIGURE 2
Les fumées et le laitier produits parles fils-é lectrodes du typeInnershield recommandés pour cetype de machine de soudage peu-vent être dangereux pour la santé.• Éviter le contact avec les yeux et
la peau.
• Ne pas toucher les parties internes.
• Tenir le laitier hors de portée desenfants.
• Tenir hors de portée des enfants.
• Suivre toutes les mesures de sécurité de cemanuel
-----------------------------------------------------------------------L'opérateur tient le pistolet raccordé à son câble etguide le fil à alimentation automatique le long du jointà souder, en maintenant un écartement tube contact-pièce d'environ 3/8 à 1/2 po (10-12 mm). C’est laDistance entre la Pinte de Contact et la Pièce àTravailler. L’arc de soudage est ètabli dans l’écarte-ment entre la pièce à travailler et l’extrémité d’un fil depetit diamètre. Quand la source de courant est bienréglée, l'écartement de l'arc est maintenu automa-tiquement.
Le soudage à l’arc est une habileté manuelle quirepose sur une main ferme, une bonne conditionphysique, et une bonne vue. L’opérateur contrôle lesoudage à l’arc et, de ce fait, la qualité de la soudureeffectuée.
PARCOURS
ARCOURS
DE COURANT
DE COURANT
INCORRECT
INCORRECT
Roulements
Charnières Composants électroniques
PARCOURS DE
ARCOURS DE
COURANT
COURANT
CORRECT
CORRECT
*
* Pour de meilleurs r sultats, placer le collier de serrage de travail environ 12 pouces (294 mm) de la zone soud e.
AVERTISSEMENT
MORCEAU DE TRAVAIL ARC
PISTOLET ET C BLE
BRIDE DE TRAVAIL
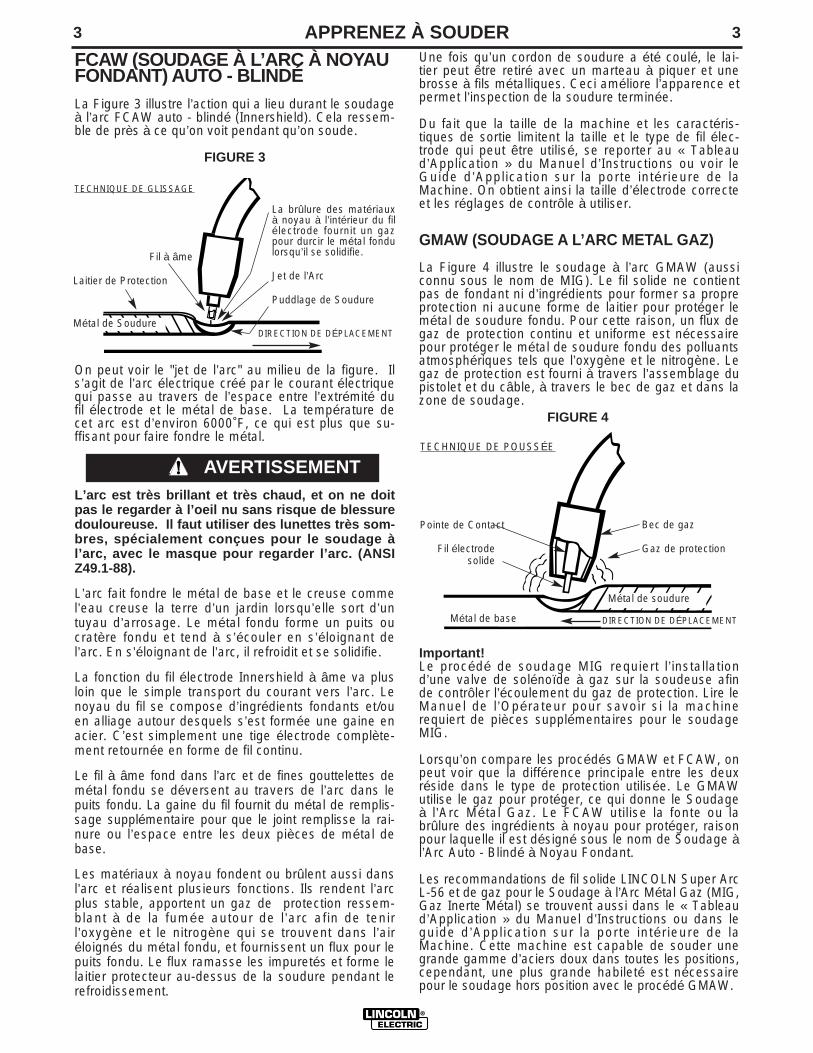
3APPRENEZ À SOUDER3
FCAW (SOUDAGE À L’ARC À NOYAUFONDANT) AUTO - BLINDÉ La Figure 3 illustre l’action qui a lieu durant le soudageà l’arc FCAW auto - blindé (Innershield). Cela ressem-ble de près à ce qu’on voit pendant qu’on soude.
FIGURE 3
On peut voir le "jet de l’arc" au milieu de la figure. Ils’agit de l’arc électrique créé par le courant électriquequi passe au travers de l’espace entre l’extrémité dufil électrode et le métal de base. La température decet arc est d’environ 6000˚F, ce qui est plus que su-ffisant pour faire fondre le métal.
L’arc est très brillant et très chaud, et on ne doitpas le regarder à l’oeil nu sans risque de blessuredouloureuse. Il faut utiliser des lunettes très som-bres, spécialement conçues pour le soudage àl’arc, avec le masque pour regarder l’arc. (ANSIZ49.1-88).
L’arc fait fondre le métal de base et le creuse commel’eau creuse la terre d’un jardin lorsqu’elle sort d’untuyau d’arrosage. Le métal fondu forme un puits oucratère fondu et tend à s’écouler en s’éloignant del’arc. En s’éloignant de l’arc, il refroidit et se solidifie.
La fonction du fil électrode Innershield à âme va plusloin que le simple transport du courant vers l’arc. Lenoyau du fil se compose d’ingrédients fondants et/ouen alliage autour desquels s’est formée une gaine enacier. C’est simplement une tige électrode complète-ment retournée en forme de fil continu.
Le fil à âme fond dans l’arc et de fines gouttelettes demétal fondu se déversent au travers de l’arc dans lepuits fondu. La gaine du fil fournit du métal de remplis-sage supplémentaire pour que le joint remplisse la rai-nure ou l’espace entre les deux pièces de métal debase.
Les matériaux à noyau fondent ou brûlent aussi dansl’arc et réalisent plusieurs fonctions. Ils rendent l’arcplus stable, apportent un gaz de protection ressem-blant à de la fumée autour de l’arc afin de tenirl’oxygène et le nitrogène qui se trouvent dans l’airéloignés du métal fondu, et fournissent un flux pour lepuits fondu. Le flux ramasse les impuretés et forme lelaitier protecteur au-dessus de la soudure pendant lerefroidissement.
Une fois qu’un cordon de soudure a été coulé, le lai-tier peut être retiré avec un marteau à piquer et unebrosse à fils métalliques. Ceci améliore l’apparence etpermet l’inspection de la soudure terminée.
Du fait que la taille de la machine et les caractéris-tiques de sortie limitent la taille et le type de fil élec-trode qui peut être utilisé, se reporter au « Tableaud’Application » du Manuel d’Instructions ou voir leGuide d’Application sur la porte intérieure de laMachine. On obtient ainsi la taille d’électrode correcteet les réglages de contrôle à utiliser.
GMAW (SOUDAGE A L’ARC METAL GAZ)
La Figure 4 illustre le soudage à l’arc GMAW (aussiconnu sous le nom de MIG). Le fil solide ne contientpas de fondant ni d’ingrédients pour former sa propreprotection ni aucune forme de laitier pour protéger lemétal de soudure fondu. Pour cette raison, un flux degaz de protection continu et uniforme est nécessairepour protéger le métal de soudure fondu des polluantsatmosphériques tels que l’oxygène et le nitrogène. Legaz de protection est fourni à travers l’assemblage dupistolet et du câble, à travers le bec de gaz et dans lazone de soudage.
Important! Le procédé de soudage MIG requiert l’installationd’une valve de solénoïde à gaz sur la soudeuse afinde contrôler l’écoulement du gaz de protection. Lire leManuel de l’Opérateur pour savoir si la machinerequiert de pièces supplémentaires pour le soudageMIG.
Lorsqu’on compare les procédés GMAW et FCAW, onpeut voir que la différence principale entre les deuxréside dans le type de protection utilisée. Le GMAWutilise le gaz pour protéger, ce qui donne le Soudageà l’Arc Métal Gaz. Le FCAW utilise la fonte ou labrûlure des ingrédients à noyau pour protéger, raisonpour laquelle il est désigné sous le nom de Soudage àl’Arc Auto - Blindé à Noyau Fondant.
Les recommandations de fil solide LINCOLN Super ArcL-56 et de gaz pour le Soudage à l’Arc Métal Gaz (MIG,Gaz Inerte Métal) se trouvent aussi dans le « Tableaud’Application » du Manuel d’Instructions ou dans leguide d’Application sur la porte intérieure de laMachine. Cette machine est capable de souder unegrande gamme d’aciers doux dans toutes les positions,cependant, une plus grande habileté est nécessairepour le soudage hors position avec le procédé GMAW.
FIGURE 4
Bec de gaz
Gaz de protectionFil électrodesolide
Pointe de Contact
Métal de base
Métal de soudure
La brûlure des matériauxà noyau à l’intérieur du filélectrode fournit un gazpour durcir le métal fondulorsqu’il se solidifie.
Jet de l’Arc
Puddlage de Soudure
Fil à âme
Laitier de Protection
Métal de Soudure
TECHNIQUE DE GLISSAGE
TECHNIQUE DE POUSSÉE
DIRECTION DE DÉPLACEMENT
DIRECTION DE DÉPLACEMENT
AVERTISSEMENT
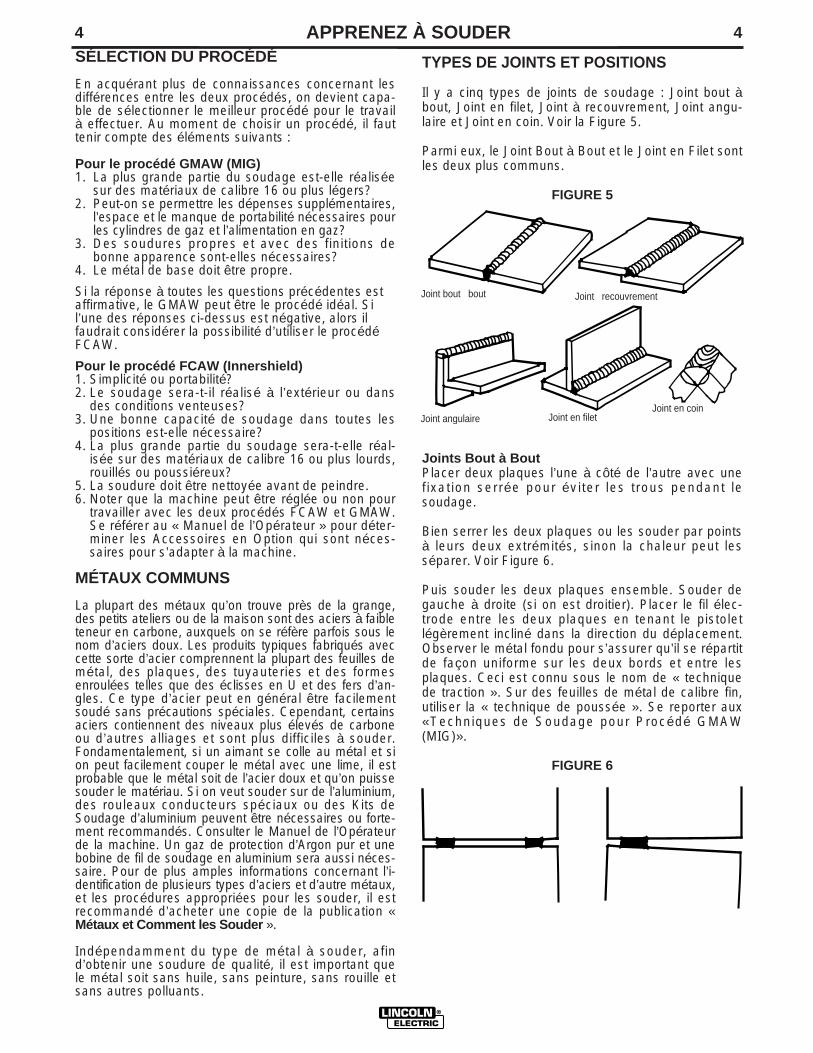
4APPRENEZ À SOUDER4
SÉLECTION DU PROCÉDÉ
En acquérant plus de connaissances concernant lesdifférences entre les deux procédés, on devient capa-ble de sélectionner le meilleur procédé pour le travailà effectuer. Au moment de choisir un procédé, il fauttenir compte des éléments suivants :
Pour le procédé GMAW (MIG)1. La plus grande partie du soudage est-elle réalisée
sur des matériaux de calibre 16 ou plus légers?2. Peut-on se permettre les dépenses supplémentaires,
l’espace et le manque de portabilité nécessaires pourles cylindres de gaz et l’alimentation en gaz?
3. Des soudures propres et avec des finitions debonne apparence sont-elles nécessaires?
4. Le métal de base doit être propre.
Si la réponse à toutes les questions précédentes estaffirmative, le GMAW peut être le procédé idéal. Sil’une des réponses ci-dessus est négative, alors ilfaudrait considérer la possibilité d’utiliser le procédéFCAW.
Pour le procédé FCAW (Innershield)1. Simplicité ou portabilité?2. Le soudage sera-t-il réalisé à l’extérieur ou dans
des conditions venteuses?3. Une bonne capacité de soudage dans toutes les
positions est-elle nécessaire?4. La plus grande partie du soudage sera-t-elle réal-
isée sur des matériaux de calibre 16 ou plus lourds,rouillés ou poussiéreux?
5. La soudure doit être nettoyée avant de peindre.6. Noter que la machine peut être réglée ou non pour
travailler avec les deux procédés FCAW et GMAW.Se référer au « Manuel de l’Opérateur » pour déter-miner les Accessoires en Option qui sont néces-saires pour s’adapter à la machine.
MÉTAUX COMMUNS
La plupart des métaux qu’on trouve près de la grange,des petits ateliers ou de la maison sont des aciers à faibleteneur en carbone, auxquels on se réfère parfois sous lenom d’aciers doux. Les produits typiques fabriqués aveccette sorte d’acier comprennent la plupart des feuilles demétal, des plaques, des tuyauteries et des formesenroulées telles que des éclisses en U et des fers d’an-gles. Ce type d’acier peut en général être facilementsoudé sans précautions spéciales. Cependant, certainsaciers contiennent des niveaux plus élevés de carboneou d’autres alliages et sont plus difficiles à souder.Fondamentalement, si un aimant se colle au métal et sion peut facilement couper le métal avec une lime, il estprobable que le métal soit de l’acier doux et qu’on puissesouder le matériau. Si on veut souder sur de l’aluminium,des rouleaux conducteurs spéciaux ou des Kits deSoudage d’aluminium peuvent être nécessaires ou forte-ment recommandés. Consulter le Manuel de l’Opérateurde la machine. Un gaz de protection d’Argon pur et unebobine de fil de soudage en aluminium sera aussi néces-saire. Pour de plus amples informations concernant l’i-dentification de plusieurs types d’aciers et d’autre métaux,et les procédures appropriées pour les souder, il estrecommandé d’acheter une copie de la publication «Métaux et Comment les Souder ».
Indépendamment du type de métal à souder, afind’obtenir une soudure de qualité, il est important quele métal soit sans huile, sans peinture, sans rouille etsans autres polluants.
TYPES DE JOINTS ET POSITIONS
Il y a cinq types de joints de soudage : Joint bout àbout, Joint en filet, Joint à recouvrement, Joint angu-laire et Joint en coin. Voir la Figure 5.
Parmi eux, le Joint Bout à Bout et le Joint en Filet sontles deux plus communs.
FIGURE 5
Joints Bout à BoutPlacer deux plaques l’une à côté de l’autre avec unefixation serrée pour éviter les trous pendant lesoudage.
Bien serrer les deux plaques ou les souder par pointsà leurs deux extrémités, sinon la chaleur peut lesséparer. Voir Figure 6.
Puis souder les deux plaques ensemble. Souder degauche à droite (si on est droitier). Placer le fil élec-trode entre les deux plaques en tenant le pistoletlégèrement incliné dans la direction du déplacement.Observer le métal fondu pour s’assurer qu’il se répartitde façon uniforme sur les deux bords et entre lesplaques. Ceci est connu sous le nom de « techniquede traction ». Sur des feuilles de métal de calibre fin,utiliser la « technique de poussée ». Se reporter aux«Techniques de Soudage pour Procédé GMAW(MIG)».
FIGURE 6
Joint bout bout Joint recouvrement
Joint angulaire Joint en filetJoint en coin
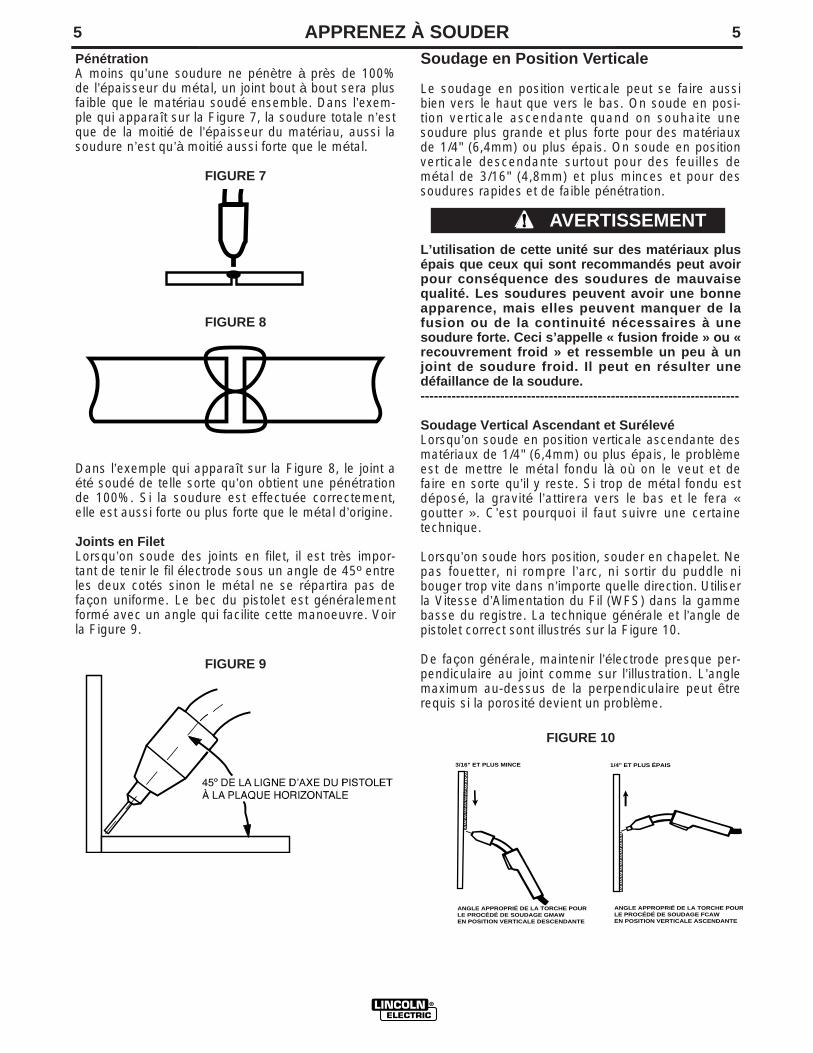
5APPRENEZ À SOUDER5
PénétrationA moins qu’une soudure ne pénètre à près de 100%de l’épaisseur du métal, un joint bout à bout sera plusfaible que le matériau soudé ensemble. Dans l’exem-ple qui apparaît sur la Figure 7, la soudure totale n’estque de la moitié de l’épaisseur du matériau, aussi lasoudure n’est qu’à moitié aussi forte que le métal.
FIGURE 7
FIGURE 8
Dans l’exemple qui apparaît sur la Figure 8, le joint aété soudé de telle sorte qu’on obtient une pénétrationde 100%. Si la soudure est effectuée correctement,elle est aussi forte ou plus forte que le métal d’origine.
Joints en FiletLorsqu’on soude des joints en filet, il est très impor-tant de tenir le fil électrode sous un angle de 45º entreles deux cotés sinon le métal ne se répartira pas defaçon uniforme. Le bec du pistolet est généralementformé avec un angle qui facilite cette manoeuvre. Voirla Figure 9.
FIGURE 9
Soudage en Position Verticale
Le soudage en position verticale peut se faire aussibien vers le haut que vers le bas. On soude en posi-tion verticale ascendante quand on souhaite unesoudure plus grande et plus forte pour des matériauxde 1/4" (6,4mm) ou plus épais. On soude en positionverticale descendante surtout pour des feuilles demétal de 3/16" (4,8mm) et plus minces et pour dessoudures rapides et de faible pénétration.
L’utilisation de cette unité sur des matériaux plusépais que ceux qui sont recommandés peut avoirpour conséquence des soudures de mauvaisequalité. Les soudures peuvent avoir une bonneapparence, mais elles peuvent manquer de lafusion ou de la continuité nécessaires à unesoudure forte. Ceci s’appelle « fusion froide » ou «recouvrement froid » et ressemble un peu à unjoint de soudure froid. Il peut en résulter unedéfaillance de la soudure.------------------------------------------------------------------------
Soudage Vertical Ascendant et SurélevéLorsqu’on soude en position verticale ascendante desmatériaux de 1/4" (6,4mm) ou plus épais, le problèmeest de mettre le métal fondu là où on le veut et defaire en sorte qu’il y reste. Si trop de métal fondu estdéposé, la gravité l’attirera vers le bas et le fera «goutter ». C’est pourquoi il faut suivre une certainetechnique.
Lorsqu’on soude hors position, souder en chapelet. Nepas fouetter, ni rompre l’arc, ni sortir du puddle nibouger trop vite dans n’importe quelle direction. Utiliserla Vitesse d’Alimentation du Fil (WFS) dans la gammebasse du registre. La technique générale et l’angle depistolet correct sont illustrés sur la Figure 10.
De façon générale, maintenir l’électrode presque per-pendiculaire au joint comme sur l’illustration. L’anglemaximum au-dessus de la perpendiculaire peut êtrerequis si la porosité devient un problème.
FIGURE 10
AVERTISSEMENT
ANGLE APPROPRIÉ DE LA TORCHE POURLE PROCÉDÉ DE SOUDAGE GMAWEN POSITION VERTICALE DESCENDANTE
3/16" ET PLUS MINCE 1/4" ET PLUS ÉPAIS
ANGLE APPROPRIÉ DE LA TORCHE POURLE PROCÉDÉ DE SOUDAGE FCAWEN POSITION VERTICALE ASCENDANTE
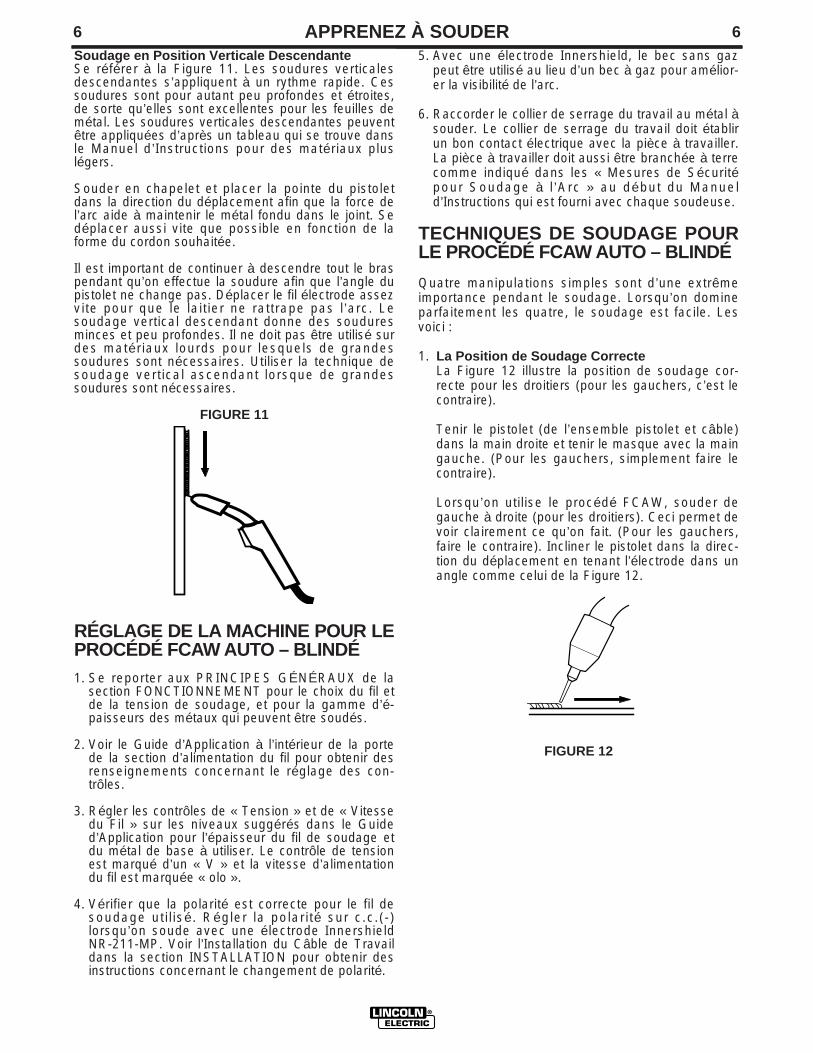
6APPRENEZ À SOUDER6Soudage en Position Verticale DescendanteSe référer à la Figure 11. Les soudures verticalesdescendantes s’appliquent à un rythme rapide. Cessoudures sont pour autant peu profondes et étroites,de sorte qu’elles sont excellentes pour les feuilles demétal. Les soudures verticales descendantes peuventêtre appliquées d’après un tableau qui se trouve dansle Manuel d’Instructions pour des matériaux pluslégers.
Souder en chapelet et placer la pointe du pistoletdans la direction du déplacement afin que la force del’arc aide à maintenir le métal fondu dans le joint. Sedéplacer aussi vite que possible en fonction de laforme du cordon souhaitée.
Il est important de continuer à descendre tout le braspendant qu’on effectue la soudure afin que l’angle dupistolet ne change pas. Déplacer le fil électrode assezvite pour que le laitier ne rattrape pas l’arc. Lesoudage vertical descendant donne des souduresminces et peu profondes. Il ne doit pas être utilisé surdes matériaux lourds pour lesquels de grandessoudures sont nécessaires. Utiliser la technique desoudage vertical ascendant lorsque de grandessoudures sont nécessaires.
FIGURE 11
RÉGLAGE DE LA MACHINE POUR LEPROCÉDÉ FCAW AUTO – BLINDÉ1. Se reporter aux PRINCIPES GÉNÉRAUX de la
section FONCTIONNEMENT pour le choix du fil etde la tension de soudage, et pour la gamme d’é-paisseurs des métaux qui peuvent être soudés.
2. Voir le Guide d’Application à l’intérieur de la portede la section d’alimentation du fil pour obtenir desrenseignements concernant le réglage des con-trôles.
3. Régler les contrôles de « Tension » et de « Vitessedu Fil » sur les niveaux suggérés dans le Guided’Application pour l’épaisseur du fil de soudage etdu métal de base à utiliser. Le contrôle de tensionest marqué d’un « V » et la vitesse d’alimentationdu fil est marquée « olo ».
4. Vérifier que la polarité est correcte pour le fil desoudage utilisé. Régler la polarité sur c.c.(-)lorsqu’on soude avec une électrode InnershieldNR-211-MP. Voir l’Installation du Câble de Travaildans la section INSTALLATION pour obtenir desinstructions concernant le changement de polarité.
5. Avec une électrode Innershield, le bec sans gazpeut être utilisé au lieu d’un bec à gaz pour amélior-er la visibilité de l’arc.
6. Raccorder le collier de serrage du travail au métal àsouder. Le collier de serrage du travail doit établirun bon contact électrique avec la pièce à travailler.La pièce à travailler doit aussi être branchée à terrecomme indiqué dans les « Mesures de Sécuritépour Soudage à l ’Arc » au début du Manueld’Instructions qui est fourni avec chaque soudeuse.
TECHNIQUES DE SOUDAGE POURLE PROCÉDÉ FCAW AUTO – BLINDÉ
Quatre manipulations simples sont d’une extrêmeimportance pendant le soudage. Lorsqu’on domineparfaitement les quatre, le soudage est facile. Lesvoici :
1. La Position de Soudage CorrecteLa Figure 12 illustre la position de soudage cor-recte pour les droitiers (pour les gauchers, c’est lecontraire).
Tenir le pistolet (de l’ensemble pistolet et câble)dans la main droite et tenir le masque avec la maingauche. (Pour les gauchers, simplement faire lecontraire).
Lorsqu’on utilise le procédé FCAW, souder degauche à droite (pour les droitiers). Ceci permet devoir clairement ce qu’on fait. (Pour les gauchers,faire le contraire). Incliner le pistolet dans la direc-tion du déplacement en tenant l’électrode dans unangle comme celui de la Figure 12.
FIGURE 12
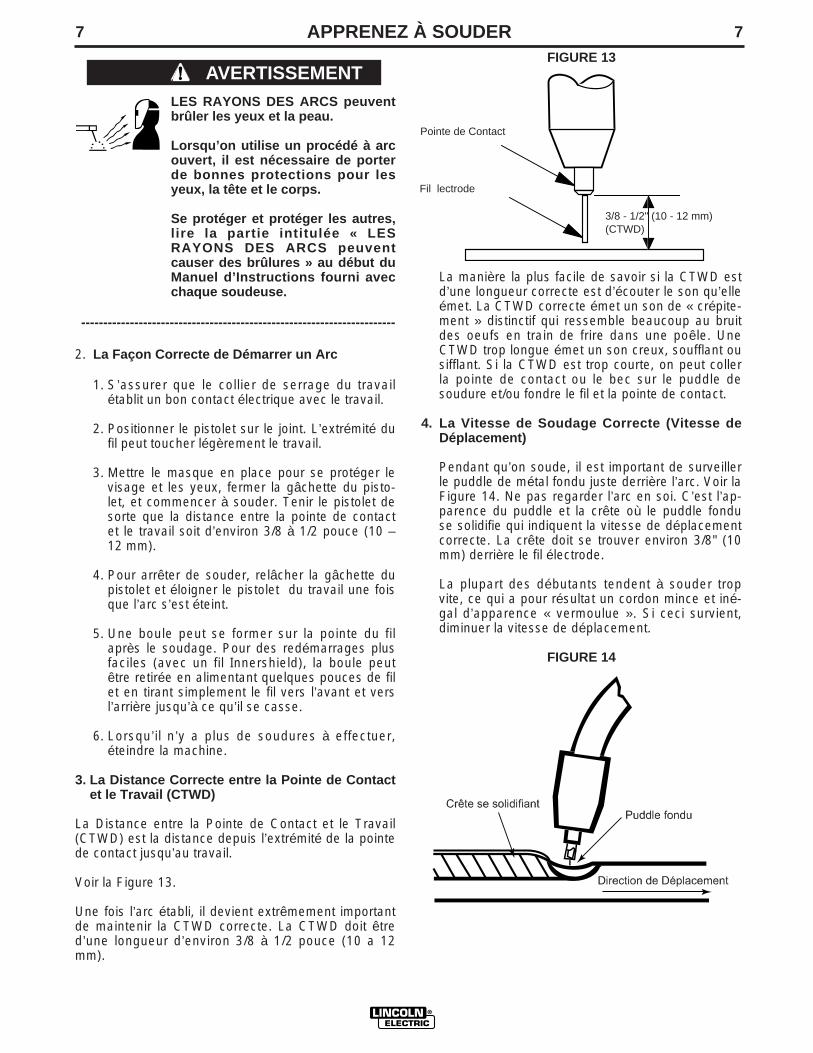
7APPRENEZ À SOUDER7
LES RAYONS DES ARCS peuventbrûler les yeux et la peau.
Lorsqu’on utilise un procédé à arcouvert, il est nécessaire de porterde bonnes protections pour lesyeux, la tête et le corps.
Se protéger et protéger les autres,lire la partie intitulée « LESRAYONS DES ARCS peuventcauser des brûlures » au début duManuel d’Instructions fourni avecchaque soudeuse.
-----------------------------------------------------------------------
2. La Façon Correcte de Démarrer un Arc
1. S’assurer que le collier de serrage du travailétablit un bon contact électrique avec le travail.
2. Positionner le pistolet sur le joint. L’extrémité dufil peut toucher légèrement le travail.
3. Mettre le masque en place pour se protéger levisage et les yeux, fermer la gâchette du pisto-let, et commencer à souder. Tenir le pistolet desorte que la distance entre la pointe de contactet le travail soit d’environ 3/8 à 1/2 pouce (10 –12 mm).
4. Pour arrêter de souder, relâcher la gâchette dupistolet et éloigner le pistolet du travail une foisque l’arc s’est éteint.
5. Une boule peut se former sur la pointe du filaprès le soudage. Pour des redémarrages plusfaciles (avec un fil Innershield), la boule peutêtre retirée en alimentant quelques pouces de filet en tirant simplement le fil vers l’avant et versl’arrière jusqu’à ce qu’il se casse.
6. Lorsqu’il n’y a plus de soudures à effectuer,éteindre la machine.
3. La Distance Correcte entre la Pointe de Contactet le Travail (CTWD)
La Distance entre la Pointe de Contact et le Travail(CTWD) est la distance depuis l’extrémité de la pointede contact jusqu’au travail.
Voir la Figure 13.
Une fois l’arc établi, il devient extrêmement importantde maintenir la CTWD correcte. La CTWD doit êtred’une longueur d’environ 3/8 à 1/2 pouce (10 a 12mm).
FIGURE 13
La manière la plus facile de savoir si la CTWD estd’une longueur correcte est d’écouter le son qu’elleémet. La CTWD correcte émet un son de « crépite-ment » distinctif qui ressemble beaucoup au bruitdes oeufs en train de frire dans une poêle. UneCTWD trop longue émet un son creux, soufflant ousifflant. Si la CTWD est trop courte, on peut collerla pointe de contact ou le bec sur le puddle desoudure et/ou fondre le fil et la pointe de contact.
4. La Vitesse de Soudage Correcte (Vitesse deDéplacement)
Pendant qu’on soude, il est important de surveillerle puddle de métal fondu juste derrière l’arc. Voir laFigure 14. Ne pas regarder l’arc en soi. C’est l’ap-parence du puddle et la crête où le puddle fonduse solidifie qui indiquent la vitesse de déplacementcorrecte. La crête doit se trouver environ 3/8" (10mm) derrière le fil électrode.
La plupart des débutants tendent à souder tropvite, ce qui a pour résultat un cordon mince et iné-gal d’apparence « vermoulue ». Si ceci survient,diminuer la vitesse de déplacement.
FIGURE 14
AVERTISSEMENT
Pointe de Contact
Fil lectrode
3/8 - 1/2" (10 - 12 mm)(CTWD)
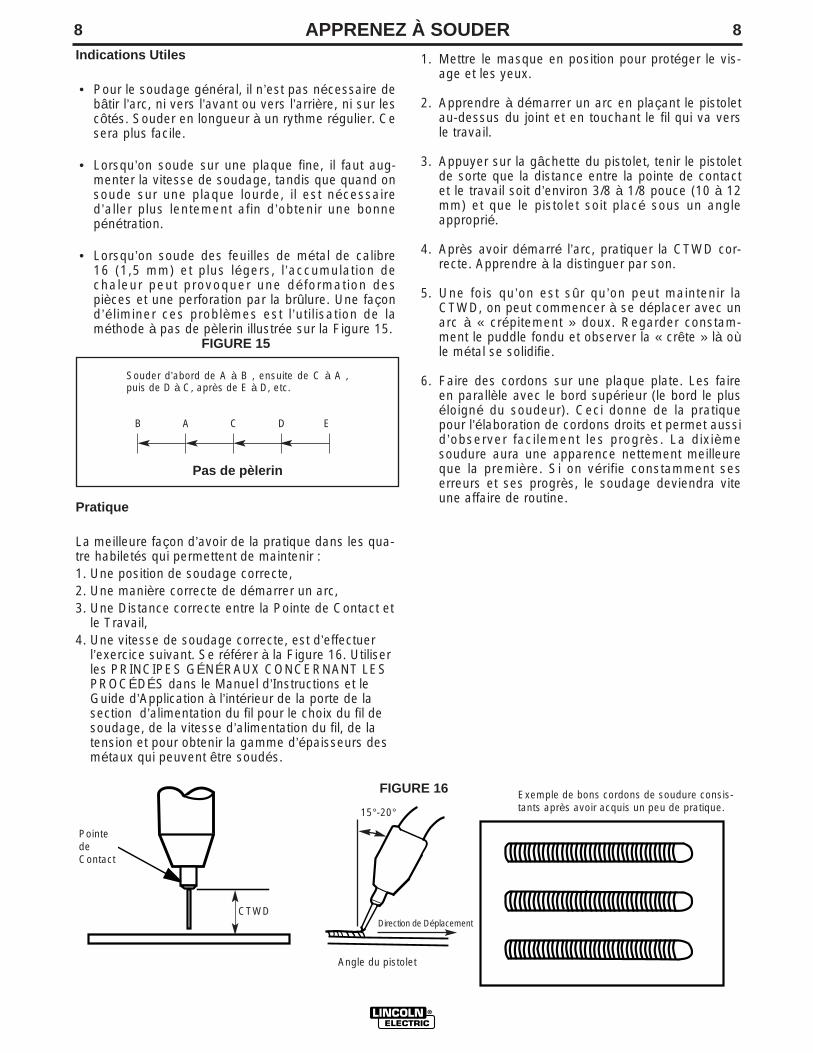
8APPRENEZ À SOUDER8
Indications Utiles
• Pour le soudage général, il n’est pas nécessaire debâtir l’arc, ni vers l’avant ou vers l’arrière, ni sur lescôtés. Souder en longueur à un rythme régulier. Cesera plus facile.
• Lorsqu’on soude sur une plaque fine, il faut aug-menter la vitesse de soudage, tandis que quand onsoude sur une plaque lourde, il est nécessaired’aller plus lentement afin d’obtenir une bonnepénétration.
• Lorsqu’on soude des feuilles de métal de calibre16 (1,5 mm) et plus légers, l’accumulation dechaleur peut provoquer une déformation despièces et une perforation par la brûlure. Une façond’éliminer ces problèmes est l’utilisation de laméthode à pas de pèlerin illustrée sur la Figure 15.
FIGURE 15
Pratique
La meilleure façon d’avoir de la pratique dans les qua-tre habiletés qui permettent de maintenir :1. Une position de soudage correcte,2. Une manière correcte de démarrer un arc,3. Une Distance correcte entre la Pointe de Contact et
le Travail,4. Une vitesse de soudage correcte, est d’effectuer
l’exercice suivant. Se référer à la Figure 16. Utiliserles PRINCIPES GÉNÉRAUX CONCERNANT LESPROCÉDÉS dans le Manuel d’Instructions et leGuide d’Application à l’intérieur de la porte de lasection d’alimentation du fil pour le choix du fil desoudage, de la vitesse d’alimentation du fil, de latension et pour obtenir la gamme d’épaisseurs desmétaux qui peuvent être soudés.
1. Mettre le masque en position pour protéger le vis-age et les yeux.
2. Apprendre à démarrer un arc en plaçant le pistoletau-dessus du joint et en touchant le fil qui va versle travail.
3. Appuyer sur la gâchette du pistolet, tenir le pistoletde sorte que la distance entre la pointe de contactet le travail soit d’environ 3/8 à 1/8 pouce (10 à 12mm) et que le pistolet soit placé sous un angleapproprié.
4. Après avoir démarré l’arc, pratiquer la CTWD cor-recte. Apprendre à la distinguer par son.
5. Une fois qu’on est sûr qu’on peut maintenir laCTWD, on peut commencer à se déplacer avec unarc à « crépitement » doux. Regarder constam-ment le puddle fondu et observer la « crête » là oùle métal se solidifie.
6. Faire des cordons sur une plaque plate. Les faireen parallèle avec le bord supérieur (le bord le pluséloigné du soudeur). Ceci donne de la pratiquepour l’élaboration de cordons droits et permet aussid’observer facilement les progrès. La dixièmesoudure aura une apparence nettement meilleureque la première. Si on vérifie constamment seserreurs et ses progrès, le soudage deviendra viteune affaire de routine.
Souder d’abord de A à B , ensuite de C à A ,puis de D à C, après de E à D, etc.
B A C D E
Pas de pèlerin
PointedeContact
Angle du pistolet
CTWD
15°-20°
Direction de Déplacement
FIGURE 16 Exemple de bons cordons de soudure consis-tants après avoir acquis un peu de pratique.

9APPRENEZ À SOUDER9
RÉGLAGE DE LA MACHINE POURLE PROCÉDÉ GMAW (MIG)
1. Se reporter au TABLEAU D’APPLICATION dans lasection FONTIONNEMENT ou au Tableaud’Application à l’intérieur de la porte de la sectiond’alimentation du fil pour la sélection du fil desoudage et du gaz de protection, et pour la gammed’épaisseurs des métaux qui peuvent être soudés.Régler aussi les contrôles, l’Orientation du RouleauConducteur et la Polarité de Sortie.
2. Régler les contrôles de « Tension » et de « Vitessedu Fil » sur les niveaux suggérés dans le Guided’Application pour l’épaisseur du fil de soudage etdu métal de base à utiliser. Le contrôle de tensionest marqué d’un « V » et la vitesse d’alimentationdu fil est marquée « olo ».
3. Vérifier que la polarité est correcte pour le fil desoudage utilisé. Régler la polarité sur c.c.(+)lorsqu’on soude avec le procédé GMAW (MIG). Sereporter à la section INSTALLATION du Manuel del’Opérateur pour obtenir des instructions concer-nant le changement de polarité.
4. Vérifier qu’on utilise bien un bec de gaz et la tailleappropriée de gaine et de pointe de contact, et quel ’alimentation du gaz est ouverte. Si elle estajustable, la régler sur 30 à 40 pieds cubiques parheure (7 à 10 l/min.) en conditions normales, aug-menter jusqu’à 45 CFH (17 l/min.) en conditionsd’appel d’air (légèrement venteuses).
5. Raccorder le collier de serrage du travail au métalà souder. Le collier de serrage du travail doit établirun bon contact électrique avec la pièce à travailler.La pièce à travailler doit aussi être branchée àterre comme indiqué dans les « Mesures deSécurité pour Soudage à l’Arc » au début duManuel d’Instructions qui est fourni avec chaquesoudeuse.
TECHNIQUES DE SOUDAGE POURLE PROCÉDÉ GMAW (MIG)
Quatre manipulations simples sont d’une extrêmeimportance pendant le soudage. Lorsqu’on domine par-faitement les quatre, le soudage est facile. Les voici:
1. La Position de Soudage CorrecteLa Figure 17 illustre la position de soudage correctepour les droitiers (pour les gauchers, c’est le contraire).
Lorsqu’on soude en GMAW (MIG) sur des feuilles demétal, il est important d’utiliser la technique de pousséevers l’avant.
Tenir le pistolet (de l’ensemble pistolet et câble) dans lamain droite et tenir le masque avec la main gauche.(Pour les gauchers, simplement faire le contraire).
FIGURE 17
Lorsqu’on utilise le procédé GMAW sur des matériauxde calibre léger, souder de droite à gauche (si on estdroitier). Ceci a pour résultat une soudure plus froideet a moins tendance aux trous causés par lesbrûlures.
2. La bonne façon d'amorcer l'arc
LES RAYONS DES ARCS peuventbrûler les yeux et la peau.
Lorsqu’on utilise un procédé à arcouvert, il est nécessaire de porterde bonnes protections pour lesyeux, la tête et le corps.
Se protéger et protéger les autres,lire la partie intitulée « LESRAYONS DES ARCS peuventcauser des brûlures » au début duManuel d’Instructions fourni avecchaque soudeuse. (ANSI Z.49.1-88).
-----------------------------------------------------------------------
1. S’assurer que le collier de serrage du travail établitun bon contact électrique avec le travail.
2. Positionner le pistolet sur le joint. L’extrémité du filpeut toucher légèrement le travail.
3. Mettre le masque en place pour se protéger le vis-age et les yeux, fermer la gâchette du pistolet, etcommencer à souder. Tenir le pistolet de sorte quela distance entre la pointe de contact et le travailsoit d’environ 3/8 à 1/2 pouce (10 – 12 mm).
4. Pour arrêter de souder, relâcher la gâchette du pis-tolet et éloigner le pistolet du travail une fois quel’arc s’est éteint.
5. Une boule peut se former sur la pointe du fil aprèsle soudage. Pour des redémarrages plus faciles, laboule peut être retirée en alimentant quelquespouces de fil et en coupant le bout du fil avec despinces coupe-fil.
6. Lorsqu’il n’y a plus de soudures à effectuer, fermerla valve sur le cylindre à gaz, opérer momentané-ment la gâchette du pistolet pour lâcher la pressiondu gaz, puis éteindre la machine.
AVERTISSEMENT
15°-20°
Poussée
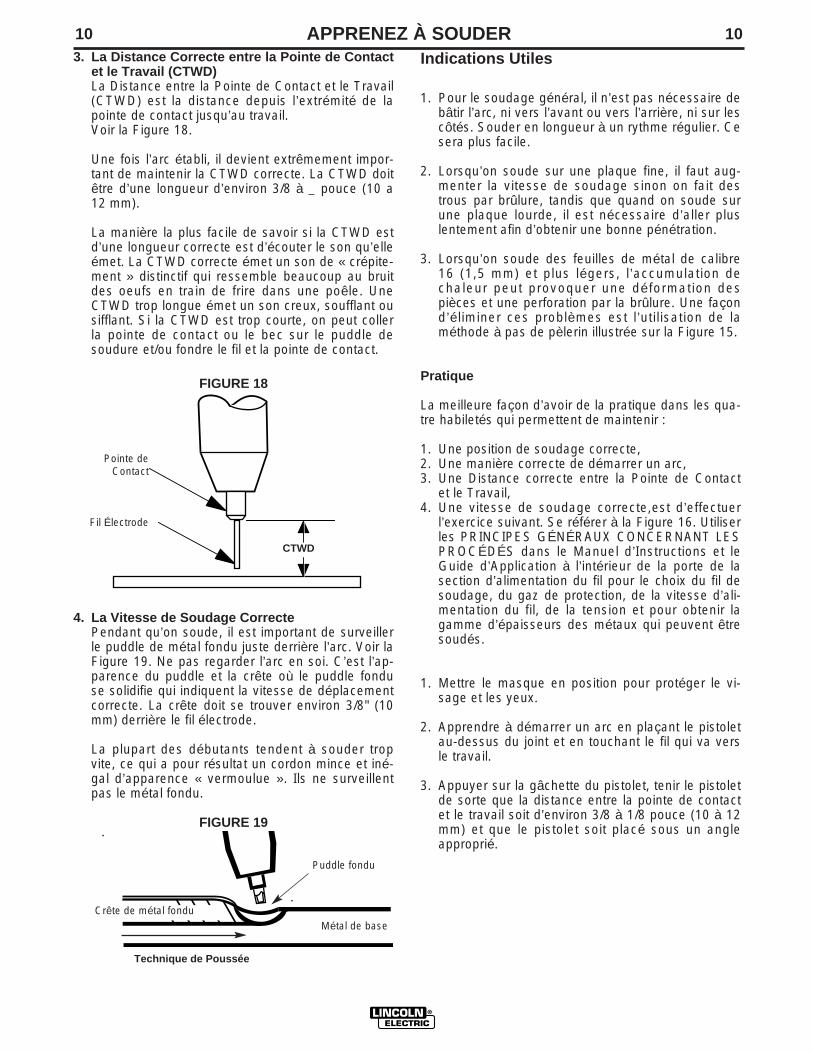
10APPRENEZ À SOUDER103. La Distance Correcte entre la Pointe de Contact
et le Travail (CTWD)La Distance entre la Pointe de Contact et le Travail(CTWD) est la distance depuis l’extrémité de lapointe de contact jusqu’au travail.Voir la Figure 18.
Une fois l’arc établi, il devient extrêmement impor-tant de maintenir la CTWD correcte. La CTWD doitêtre d’une longueur d’environ 3/8 à _ pouce (10 a12 mm).
La manière la plus facile de savoir si la CTWD estd’une longueur correcte est d’écouter le son qu’elleémet. La CTWD correcte émet un son de « crépite-ment » distinctif qui ressemble beaucoup au bruitdes oeufs en train de frire dans une poêle. UneCTWD trop longue émet un son creux, soufflant ousifflant. Si la CTWD est trop courte, on peut collerla pointe de contact ou le bec sur le puddle desoudure et/ou fondre le fil et la pointe de contact.
FIGURE 18
4. La Vitesse de Soudage CorrectePendant qu’on soude, il est important de surveillerle puddle de métal fondu juste derrière l’arc. Voir laFigure 19. Ne pas regarder l’arc en soi. C’est l’ap-parence du puddle et la crête où le puddle fonduse solidifie qui indiquent la vitesse de déplacementcorrecte. La crête doit se trouver environ 3/8" (10mm) derrière le fil électrode.
La plupart des débutants tendent à souder tropvite, ce qui a pour résultat un cordon mince et iné-gal d’apparence « vermoulue ». Ils ne surveillentpas le métal fondu.
FIGURE 19
Indications Utiles
1. Pour le soudage général, il n’est pas nécessaire debâtir l’arc, ni vers l’avant ou vers l’arrière, ni sur lescôtés. Souder en longueur à un rythme régulier. Cesera plus facile.
2. Lorsqu’on soude sur une plaque fine, il faut aug-menter la vitesse de soudage sinon on fait destrous par brûlure, tandis que quand on soude surune plaque lourde, il est nécessaire d’aller pluslentement afin d’obtenir une bonne pénétration.
3. Lorsqu’on soude des feuilles de métal de calibre16 (1,5 mm) et plus légers, l’accumulation dechaleur peut provoquer une déformation despièces et une perforation par la brûlure. Une façond’éliminer ces problèmes est l’utilisation de laméthode à pas de pèlerin illustrée sur la Figure 15.
Pratique
La meilleure façon d’avoir de la pratique dans les qua-tre habiletés qui permettent de maintenir :
1. Une position de soudage correcte,2. Une manière correcte de démarrer un arc,3. Une Distance correcte entre la Pointe de Contact
et le Travail,4. Une vitesse de soudage correcte,est d’effectuer
l’exercice suivant. Se référer à la Figure 16. Utiliserles PRINCIPES GÉNÉRAUX CONCERNANT LESPROCÉDÉS dans le Manuel d’Instructions et leGuide d’Application à l’intérieur de la porte de lasection d’alimentation du fil pour le choix du fil desoudage, du gaz de protection, de la vitesse d’ali-mentation du fil, de la tension et pour obtenir lagamme d’épaisseurs des métaux qui peuvent êtresoudés.
1. Mettre le masque en position pour protéger le vi-sage et les yeux.
2. Apprendre à démarrer un arc en plaçant le pistoletau-dessus du joint et en touchant le fil qui va versle travail.
3. Appuyer sur la gâchette du pistolet, tenir le pistoletde sorte que la distance entre la pointe de contactet le travail soit d’environ 3/8 à 1/8 pouce (10 à 12mm) et que le pistolet soit placé sous un angleapproprié.
Pointe deContact
Fil Électrode
CTWD
Puddle fondu
Métal de base
Technique de Poussée
Crête de métal fondu
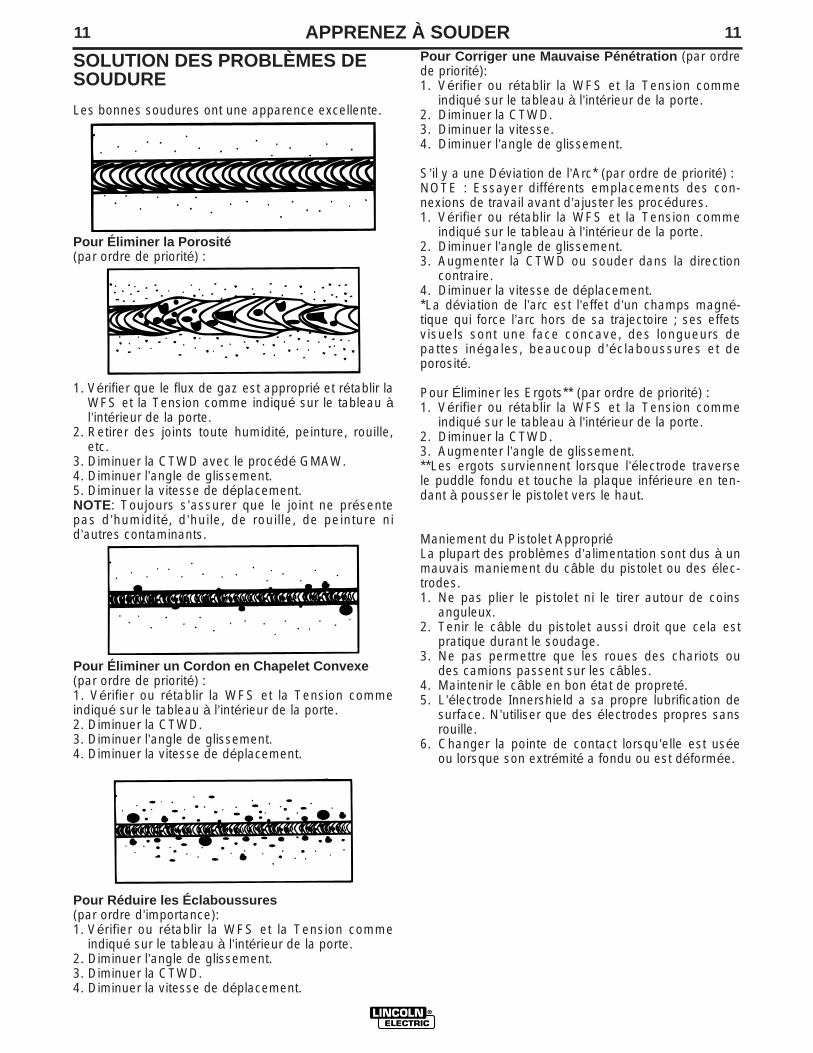
11APPRENEZ À SOUDER11
SOLUTION DES PROBLÈMES DESOUDURE
Les bonnes soudures ont une apparence excellente.
Pour Éliminer la Porosité(par ordre de priorité) :
1. Vérifier que le flux de gaz est approprié et rétablir laWFS et la Tension comme indiqué sur le tableau àl’intérieur de la porte.
2. Retirer des joints toute humidité, peinture, rouille,etc.
3. Diminuer la CTWD avec le procédé GMAW.4. Diminuer l’angle de glissement.5. Diminuer la vitesse de déplacement.NOTE: Toujours s’assurer que le joint ne présentepas d’humidité, d’huile, de rouille, de peinture nid’autres contaminants.
Pour Éliminer un Cordon en Chapelet Convexe(par ordre de priorité) :1. Vérifier ou rétablir la WFS et la Tension commeindiqué sur le tableau à l’intérieur de la porte.2. Diminuer la CTWD.3. Diminuer l’angle de glissement.4. Diminuer la vitesse de déplacement.
Pour Réduire les Éclaboussures(par ordre d’importance):1. Vérifier ou rétablir la WFS et la Tension comme
indiqué sur le tableau à l’intérieur de la porte.2. Diminuer l’angle de glissement.3. Diminuer la CTWD.4. Diminuer la vitesse de déplacement.
Pour Corriger une Mauvaise Pénétration (par ordrede priorité):1. Vérifier ou rétablir la WFS et la Tension comme
indiqué sur le tableau à l’intérieur de la porte.2. Diminuer la CTWD.3. Diminuer la vitesse.4. Diminuer l’angle de glissement.
S’il y a une Déviation de l’Arc* (par ordre de priorité) :NOTE : Essayer différents emplacements des con-nexions de travail avant d’ajuster les procédures.1. Vérifier ou rétablir la WFS et la Tension comme
indiqué sur le tableau à l’intérieur de la porte.2. Diminuer l’angle de glissement.3. Augmenter la CTWD ou souder dans la direction
contraire.4. Diminuer la vitesse de déplacement.*La déviation de l’arc est l’effet d’un champs magné-tique qui force l’arc hors de sa trajectoire ; ses effetsvisuels sont une face concave, des longueurs depattes inégales, beaucoup d’éclaboussures et deporosité.
Pour Éliminer les Ergots** (par ordre de priorité) :1. Vérifier ou rétablir la WFS et la Tension comme
indiqué sur le tableau à l’intérieur de la porte.2. Diminuer la CTWD.3. Augmenter l’angle de glissement.**Les ergots surviennent lorsque l’électrode traversele puddle fondu et touche la plaque inférieure en ten-dant à pousser le pistolet vers le haut.
Maniement du Pistolet AppropriéLa plupart des problèmes d’alimentation sont dus à unmauvais maniement du câble du pistolet ou des élec-trodes.1. Ne pas plier le pistolet ni le tirer autour de coins
anguleux.2. Tenir le câble du pistolet aussi droit que cela est
pratique durant le soudage.3. Ne pas permettre que les roues des chariots ou
des camions passent sur les câbles.4. Maintenir le câble en bon état de propreté.5. L’électrode Innershield a sa propre lubrification de
surface. N’utiliser que des électrodes propres sansrouille.
6. Changer la pointe de contact lorsqu’elle est uséeou lorsque son extrémité a fondu ou est déformée.

NOTES

• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •