
Lean Manufacturing 5S and the Visual Workplace. Objectives Understand how to implement a Visual...
76
Lean Manufacturing 5S and the Visual Workplace
-
Upload
debra-andrews -
Category
Documents
-
view
220 -
download
6
Transcript of Lean Manufacturing 5S and the Visual Workplace. Objectives Understand how to implement a Visual...

Lean Manufacturing
5S and the Visual Workplace

Objectives
Understand how to implement a Visual Workplace that• Makes each person’s job easier• Enables you to successfully manage the workplace• Improves the overall success of your company
Understand impact of 5S on• Customer value• Throughput• Efficiency
Learn tools for identifying waste in your work area Learn tools for eliminating waste in your work area

Topics Covered
Workplace organization (5S) Visual Display Visual Metrics Visual Control

What is 5S?
5S is the Japanese concept for House Keeping.
Sort (Seiri) Straighten (Seiton) Shine (Seiso) Standardize (Seiketsu) Sustain (Shitsuke)

The Visual WorkplaceWhat is It?
5S, Visual Workplace, Lean together create… An immaculate (clean and tidy) workplace with
• Only what is needed• Only in the amounts needed• Only when it is needed• And at the location where it is needed
A pleasant and stimulating workplace with• Standard procedures that are easily understood• Standard procedures that are visually clear

The Visual WorkplaceWhat is the Goal?
A workplace that• Responds quickly to customer needs• Enables decisions at the lowest possible level• Is completely aligned (united)• Promotes employee growth
The least waste way to deliver value to the customer
If you can't walk a plant and understand the product flow and operations immediately, then the plant can't be run properly.
Noel Goutard, Valeo SA

The Visual WorkplaceExpectations
The flow of goods is apparent at a glance Information or tools are available in 30 seconds or less Historical and current performance levels are apparent Waste is visible Abnormal conditions are immediately recognizable The normal condition is
• zero defects• zero abnormalities• zero accidents

The Visual WorkplaceMaturity Levels
Level Characteristic Description
5 Optimized Visual ControlContinuous improvement,
prevention of defects
4 Managed Visual MetricsReal time data available,
decisions made at local level
3 Defined Visual DisplayValue Streams identified,
work force aligned to them
2 Repeatable 5SWorkplace organization,
basic discipline
1 Initial Ad hocNo visibility,
multiple systems
Ad hoc is a Latin phrase which, literally, means "For this". It generally signifies a solution designed for a specific problem or task, non-generalizable, and which cannot be adapted to other purposes.

Visual DisplayLocation Marker

Visual DisplayProduction Status Board



Visual DisplayStandard Work
Fuel Pump Assembly Cell - Standard Work
9Minutes
Balancer
Ov
en
Cu
reL
oc
tite
Co
ol
Ro
tor
Ov
en
Cu
reS
tab
on
d
AssembleRotor intoHousing
ComponentMaterial
Rotor Assembly
ComponentMaterial
Start
Housing Assy - P/N 60-98966 (P/N 60-989100-2)Housing Assy - P/N 60-98914 (P/N 60-98976-2)
Housing Assy - P/N 60-75512 (P/N 60-755100-2)Housing Assy - P/N 60-72110 (P/N 60-72101-2)
Rotor - P/N 78-17512 (P/N 60-989)Rotor - P/N 78-16917 (P/N 60-755)Rotor - P/N 78-15337 (P/N 60-721)
7 Min
1 h
ou
r @
265
Deg
2Minutes
1 hour @ 250 Deg
3 units1 unit
Ou
tga
sS
tab
on
d
1 unit
5 minutes
AssembleRotor -
Apply StaBond
ComponentMaterial
Ou
tga
sS
tab
on
d
5minutes
1 unit
2Minutes
Takt Time = 20 minutes per unit Demand of 21 units per day @ 7 Hours per day Takt Time = .33 hours per part 20 minutes per unit
Cycle Time = 181 minutes per unit 24 minutes of Value Added Time" 157 minutes of "cure & cool and outgas" time 24 minutes + 157 minutes = 181 minutes
Non-ValueAdded butnecessary
Value Added
Color LegendNon-Value
Added
ComponentMaterial
Final Assembly -SF1 & SF2
Co
ol
As
se
mb
ly
ComponentMaterial
ImpellerInstallation
Deliver to Test
ComponentMaterial
Assemble Handleto Assembly
Ins
pe
ct
Bo
nd
ing
Impeller - P/N 60-98917 (P/N 60-989)Impeller - P/N 60-7440 (P/N 60-755100-2)Impeller - P/N 60-72118 (P/N 60-72101-2)Shims - P/N XX-XXXXX
Handle Assy - P/N XX-XXXXX
20 Min
4Minutes
2Minutes
5Minutes
1 unitStator Assy - P/N 78-17515-1 (P/N 60-989)
P/N 78-16923 (P/N 60-755)P/N 78-15341-1 (P/N 60-721)
Inducer - P/N 60-98970 (P/N 60-989100-2)Inducer - P/N 60-98916 (P/N 60-98976-2)Inducer - P/N 60-72112 (P/N 60-72101-2)
Bearings, Discharge PlatesLiners and tubes
Standard Work In-Process
P/N 60-72101-2Only
InspectRotor
AssemblyEndplay
3 u
nit
s
InspectRotor/
HousingHeight
10 Units of Standard Work In-Process
X minutes X minutes
Quality Check
9/29/00

Visual MetricsPurpose
Enable a person to self-manage their work. Enable management to recognize trends and re-align to targets
and strategies.
If you are not going to use the data, don’t collect it!

Visual MetricsCharacteristics
Provide data• To people who can act on the data• In time to act on the data• To people affected by the data
Visually link results to specific• Performance targets• Improvement initiatives (plans, projects, ideas)
Communicate information• To workers and management• In a format that is easy to understand

Visual MetricsHow to Develop
What needs to be measured? Who is the user? How to keep track of details? How often to take the data? Who will do the tracking? How to display it? Where to locate the display?
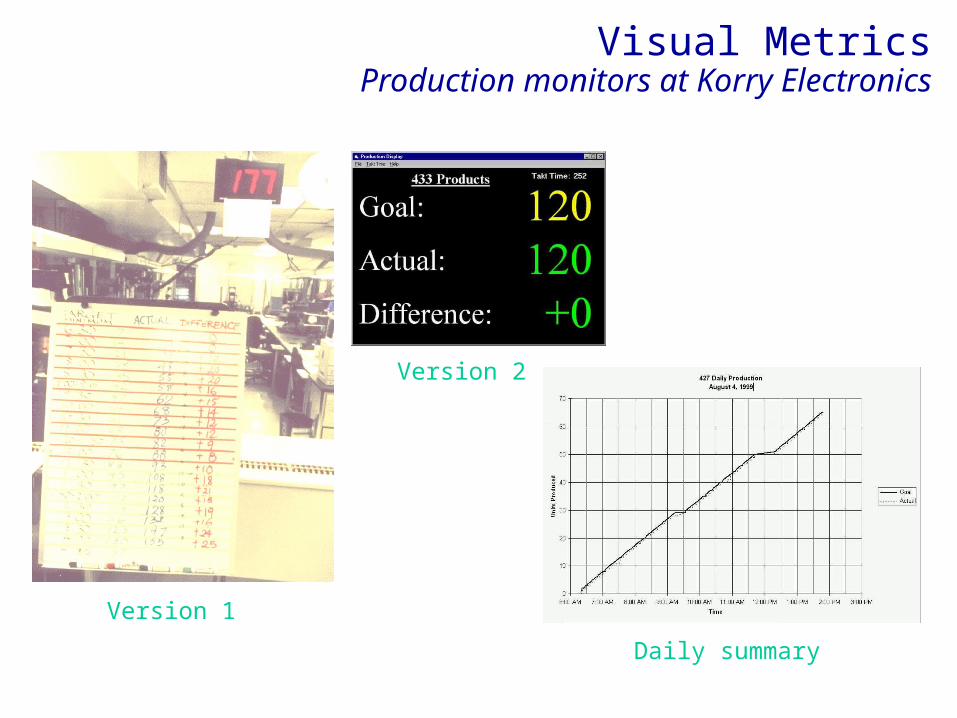
Visual MetricsProduction monitors at Korry Electronics
Version 1
Version 2
Daily summary
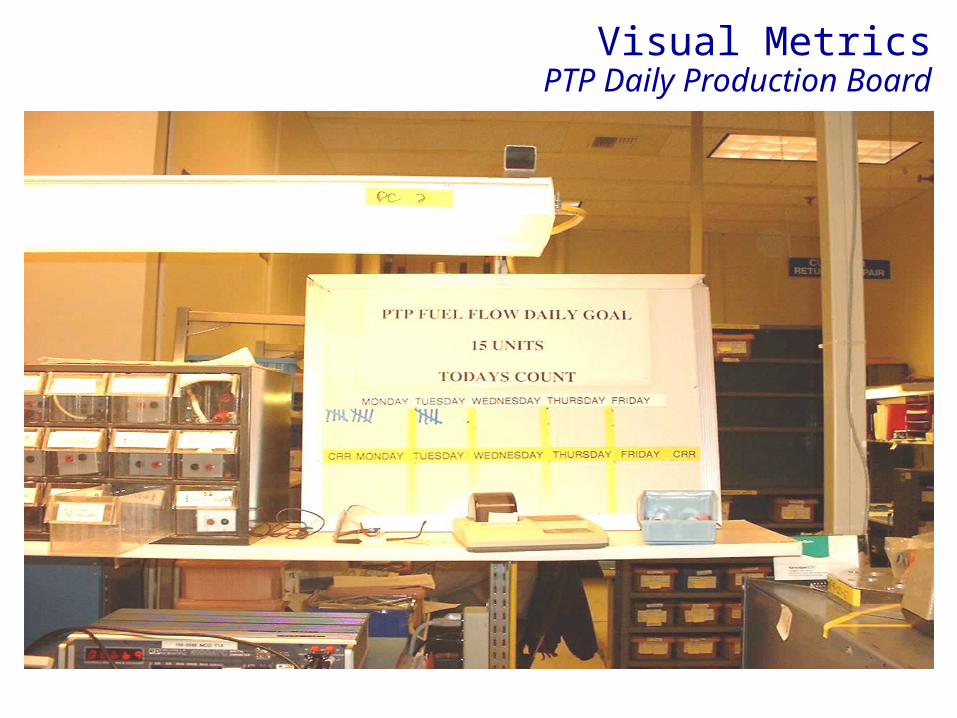
Visual MetricsPTP Daily Production Board

Visual MetricsTakt Time Sheet
Hydro-Aire - 39-353 Cell Date
Production Schedule - Orders for March 20011. 39-353 4. 7. 10.
Plan Actual2. 5. 8. 11. 1
3. 6. 9. 12. Takt Time 32 mins
WorkStart Stop Min Plan Pcs Actual Plan Pcs Actual Variance
Total 7:05 13 13
09:15
9:15
9:00
11:25
Crew Size
Time Interval Cumulative Comments
6:45 9:00 2:15 4 4
4 Break
11:25 12:05 0
84
8 Lunch
10
13:2012:05
13:20 13:35
102
13
0
13:35 15:00 3
15:00 15:15 0
0:00
1:25
0:00 13 Clean up
Break
0:00
2:10
0:00
1:15

Repair and Overhaul Actual Daily Production - 1st Week of April, 2000
10
3
14
0
15
8
14
0
71
10
1
11
8
0 0 0 46
82
0 83
76
47
0
10
20
30
40
50
60
70
Un
its R
cvd
R&
O
Un
its I
nA
dm
in
RM
DR
s to
Sh
op
Un
its r
ele
ase
d t
o W
IPR
&O
Op
era
tor
tea
rdo
wn
Est
. In
Est
. In
Ad
min
Kits
co
mp
lete
R&
O
Un
its r
ep
air
ed
Un
its t
est
ed
Insp
ect
/ S
um
ma
ryQ
A
WIP
co
mp
lete
R&
O
Co
mp
lete
pkg
s fr
om
sh
op
Ad
min
Sh
ipm
en
ts p
roce
sse
d
Pkg
s si
gn
ed
off
QA
Act
ua
lly s
hip
pe
dS
hip
Process
Da
ily
Qu
an
tity
Total 1 2 3 4 5 Average

Visual ControlsPurpose
Enable the work force to get control of the workplace and everything that occurs within it.
Enable a process to create error free product. Integrate the standard with the action so that deviation is
eliminated.

What Is 5S?
Word Association: What do you think of when you hear 5S?
5S is a series of techniques that provide the foundation for a visual management system.

Why Do 5S?
Why? Why? Why? Why? Why?
To create the
Least Waste Wayto deliver
Valueto the
Customer
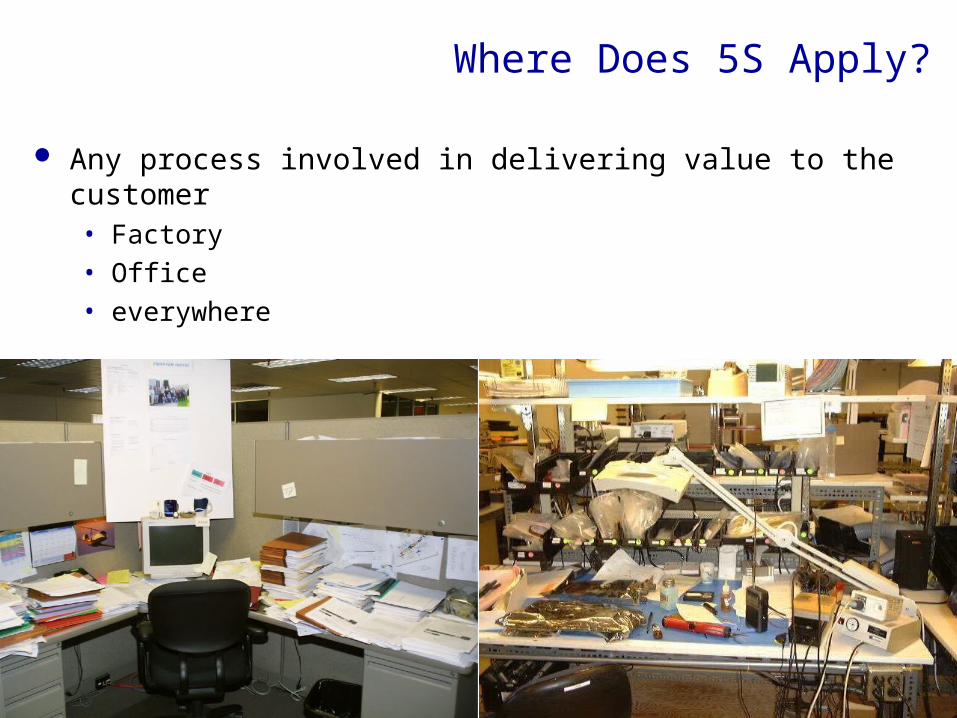
Where Does 5S Apply?
Any process involved in delivering value to the customer• Factory• Office• everywhere

Who Does 5S?
Any one involved in delivering value to the customer TOP-DOWN Leadership
• Lead by example• Active in the culture change
BOTTOM UP Implementation• Everyone has to be involved• It’s not a program - it’s a way of life.
It starts in YOUR workplace!

5S
Sort Set in order Shine Standardize Sustain
- Identify and eliminate what is not needed- A place for everything and everything in its place- An effective, organized, professional environment- Develop standards and stick to them- 5S is a way of life
Corporate goal is to have all companies at a level 3 by the end of 2003.

Sort
Separate the necessary from the unnecessary Unnecessary tools, equipment, and procedures need to be
removed from the workplace
Remove the clutter (disorder) so you can see what is
happening.

SortLevels of Achievement
Level Sort Identify & eliminate what is not needed1
2
3
4
5
Necessary and unnecessary items are mixed together in the work area.Necessary and unnecessary items are separated (excess inventory, Obsolete tools & Equip)All unnecessary items have been removed from the work area.Documented method to maintain work area free of unnecessary items.Waste is immediately visible and triggers a planned response with root cause analysis and corrective action.

Set In Order
A place for everything,and everything in its place.
Able to find things in 30 seconds Clean and ready for use Most important is the transparency

Set In Order Levels of Achievement
Level
Set in Order A place for everythingand everything in its place
1
2
3
4
5
Documented method of visual sweep to identify items out of place or exceeding quantity limits.Defined process to evaluate and improve movement and motion.
Tools, supplies and materials are randomly located.
Designated location established for all items as needed.
Designated locations are marked to make organization more visible (color, outlines, labels, numbers, etc).
Shine
Identify customers, suppliers, value Make the normal visible – regular cleaning, visual data Visual controls on delivery of value – signal and response Data driven, continuous monitoring
An effective, organized environment.

Shine Levels of Achievement
Level Shine An effective, organized environment1
2
3
4
5
No visuals are in place. Work/break areas and machinery are dirty and disorganized.Visual display of data. Work/break areas and machinery are cleaned on a regularly scheduled basis.Visual controls are in place. Machines are cleaned daily. Customers/suppliers are identified and value defined.Real time metrics and visual management are in place. Preventative maintenance is implemented.Abnormal is immediately visible and triggers a planned response with root cause analysis and corrective action.
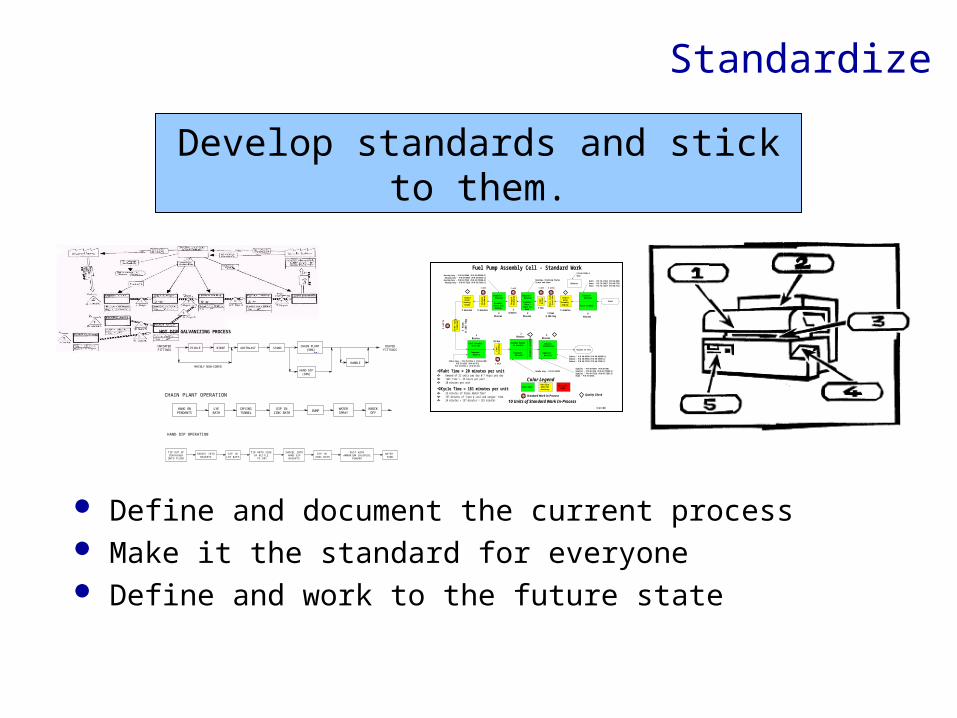
Standardize
Define and document the current process Make it the standard for everyone Define and work to the future state
Develop standards and stick to them.
STANDUNCOATED
FITTINGSPICKLE RINSE
MAINLY NON-CORED
GRITBLASTCHAIN PLANT
(90%)
HAND DIP(10%)
COATEDFITTINGS
RUMBLE
HOT DIP GALVANIZING PROCESS
HANG ONPENDANTS
LYEBATH
DRYINGTUNNEL
DIP INZINC BATH
BUMPWATERSPRAY
KNOCKOFF
CHAIN PLANT OPERATION
TIP OUT OFCONTAINER
ONTO FLOOR
SHOVEL INTOBASKETS
DIP INLYE BATH
TIP ONTO SIDEOF KETTLE
TO DRY
SHOVEL INTOHAND DIPBASKETS
DIP IN ZINC BATH
DUST WITHAMMONIUM CHLORIDE
POWDER
WATER TANK
HAND DIP OPERATION
Fuel Pump Assembly Cell - Standard Work
9Minutes
Balancer
Ov
en
Cu
reL
oc
tite
Co
ol
Ro
tor
Ov
en
Cu
reS
tab
on
d
AssembleRotor intoHousing
ComponentMaterial
Rotor Assembly
ComponentMaterial
Start
Housing Assy - P/N 60-98966 (P/N 60-989100-2)Housing Assy - P/N 60-98914 (P/N 60-98976-2)
Housing Assy - P/N 60-75512 (P/N 60-755100-2)Housing Assy - P/N 60-72110 (P/N 60-72101-2)
Rotor - P/N 78-17512 (P/N 60-989)Rotor - P/N 78-16917 (P/N 60-755)Rotor - P/N 78-15337 (P/N 60-721)
7 Min
1 h
ou
r @
265
Deg
2Minutes
1 hour @ 250 Deg
3 units1 unit
Ou
tga
sS
tab
on
d
1 unit
5 minutes
AssembleRotor -
Apply StaBond
ComponentMaterial
Ou
tga
sS
tab
on
d
5minutes
1 unit
2Minutes
Takt Time = 20 minutes per unit Demand of 21 units per day @ 7 Hours per day Takt Time = .33 hours per part 20 minutes per unit
Cycle Time = 181 minutes per unit 24 minutes of Value Added Time" 157 minutes of "cure & cool and outgas" time 24 minutes + 157 minutes = 181 minutes
Non-ValueAdded butnecessary
Value Added
Color LegendNon-Value
Added
ComponentMaterial
Final Assembly -SF1 & SF2
Co
ol
Ass
em
bly
ComponentMaterial
ImpellerInstallation
Deliver to Test
ComponentMaterial
Assemble Handleto Assembly
Ins
pe
ct
Bo
nd
ing
Impeller - P/N 60-98917 (P/N 60-989)Impeller - P/N 60-7440 (P/N 60-755100-2)Impeller - P/N 60-72118 (P/N 60-72101-2)Shims - P/N XX-XXXXX
Handle Assy - P/N XX-XXXXX
20 Min
4Minutes
2Minutes
5Minutes
1 unitStator Assy - P/N 78-17515-1 (P/N 60-989)
P/N 78-16923 (P/N 60-755)P/N 78-15341-1 (P/N 60-721)
Inducer - P/N 60-98970 (P/N 60-989100-2)Inducer - P/N 60-98916 (P/N 60-98976-2)Inducer - P/N 60-72112 (P/N 60-72101-2)
Bearings, Discharge PlatesLiners and tubes
Standard Work In-Process
P/N 60-72101-2Only
InspectRotor
AssemblyEndplay
3 u
nit
s
InspectRotor/
HousingHeight
10 Units of Standard Work In-Process
X minutes X minutes
Quality Check
9/29/00

Standardize Levels of Achievement
Level Standardize Develop standards and stick to them1
2
3
4
5
No attempt is being made to document or improve current processes.Current process is known, but not documented.
Current state is documented as Standard Work performed the same by all employees.Future state is documented. Implementation plan is actively worked.Improvements are based on data and tracked for actual results.

Sustain
Set a good personal example Regular evaluation of 5S program Constantly look for ways to improve the program 5S becomes part of the culture of the entire organization
5S is a way of life!Level Sort Identify and eliminate what is not needed Level of Excellence Comments
1 Necessary and unnecessary items are mixed together in the office area. (Piles of paper work) 1 2 3 4 5
2Necessary and unnecessary items are separated, excess files, unused ref Matl, Boxes of files, Broken items are still present.
3 All unnecessary items have been removed from the office area, files and drawers are organized.
4Documented method has been established to maintain work area free of unnecessary items. Use
of Red Book.5 Employees continually seeking improvement opportunities.
Level Set in Order A place for everything and everything in its place Level of Excellence Comments1 Office area shows no sign of organization. Items are randomly located. 1 2 3 4 52 Designated location established for all items as required.3 Designated locations are marked to make organization more visible, in basket, WIP, Task board
(color coding, outlining, labeling, numbering, etc).
4Documented method has been established to recognize with visual sweep if items are out of place or exceed quantity limits. Use of Red Book.
5Vehicle developed to provide continual evaluation and process in place to implement improvements.
Level Shine An effective, organized, professional environment Level of Excellence Comments1 No Visuals in place. Office and computers are dirty and disorganized. 1 2 3 4 52 Some Visuals in place. Office and personal work surfaces cleaned on a reg. scheduled basis.3 Visual controls in place as required. Office area cleaned daily.
4Visual controls practiced continually. Housekeeping tasks are practiced continually. Use of Red
Book.5 Excellent visual controls. Office has professional appearance.
Level Standardize Develop standards and stick to them Level of Excellence Comments1 No attempt is being made to document or improve current processes. 1 2 3 4 52 Methods are being improved but changes haven't been documented.3 Information on process improvements and reliable methods are shared with employees.
4Changes are being incorporated and documented.(Past 5S sheets, Value Stream Implementation Plans, Process Improvement Sheets. OpEx Metrics are being tracked and demonstrate area improvement). Use of the RED BOOK
5 Employees are continually seeking elimination of waste with all changes documented and information shared with all.
Level Sustain 5S is a way of life Level of Excellence Comments1 Minimal attention is spent on adhering to the 5 S’s. 1 2 3 4 52 A recognizable effort has been made to adhere to the 5 S’s.3 Adherence to 5 S policy and procedures.4 Documented methods have been put into place to ensure Self-discipline. Use of the Red Book.5 General appearance of a confident understanding of and adherence to the 5S culture.
AREA FOCAL'S NAME:___________________________________ TOTAL 5S LEVEL: _________
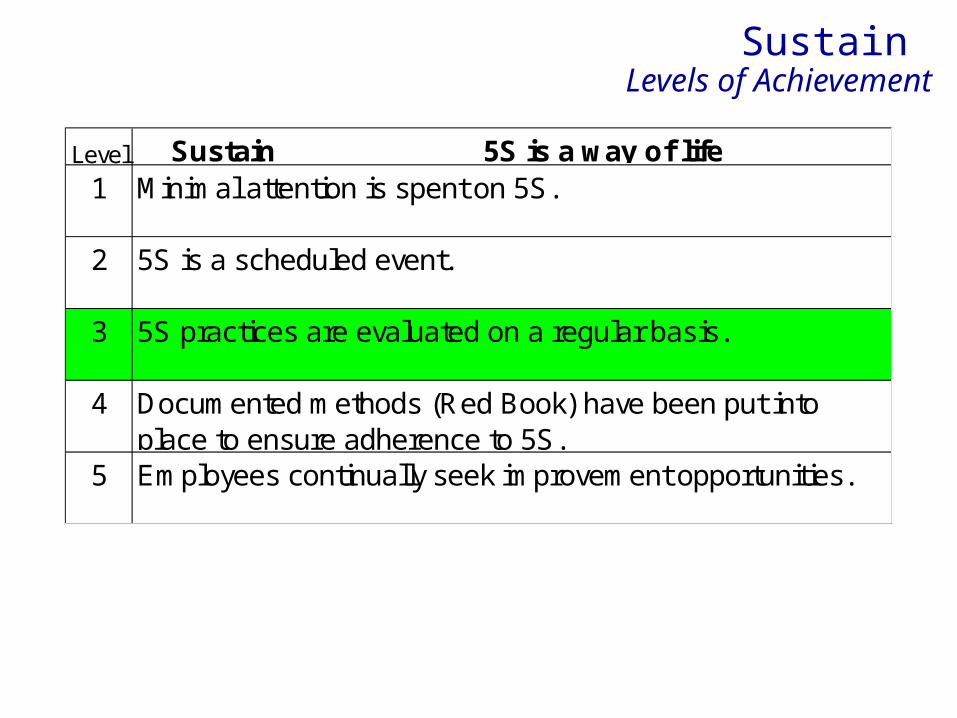
Sustain Levels of Achievement
Level Sustain 5S is a way of life1
2
3
4
5
Documented methods (Red Book) have been put into place to ensure adherence to 5S.Employees continually seek improvement opportunities.
Minimal attention is spent on 5S.
5S is a scheduled event.
5S practices are evaluated on a regular basis.

ImplementationIn Your Company
5S your workplace Select company approach Train Provide support Establish audit program Walk the floor

Company Approach Alternatives
Company-wide program
• + High visibility
• + Quick progress
• Can become its own goal
• Can get focused on housekeeping Value stream by value stream
• + Integrated into the conversion to lean
• + Tied to providing value and eliminating waste
• Some are doing it, some aren’t

Support Role Of Management
Provide Resources• Tools, Materials• Training• Time
Promote Ongoing Efforts• Encourage Creative Involvement By Everyone
Acknowledge And Support Efforts• Tangible And Intangible Rewards
Set An Example

SupportRole of the Individual
Learn 5S Participate In 5S Implementation Help To Educate Coworkers Show Enthusiasm Take The Initiative Bring Ideas To Promote Or Implement 5S Ask For Support Or Resources

Audit Example 1

Audit Example 2

Audit Example 3

Audit Example 4

Audit Example 5

Implementation In Your Workplace
Identify your customers Determine the value you deliver Eliminate waste
• Sort• Set In Order• Shine• Standardize• Sustain

ImplementationWhat Should Be the Goal?
A person should be able to walk into your area and within 5 minutes (without the need for a presentation) be able to determine• The customers and suppliers• The process flow• The deliverables• The resources being used• The value being measured• The current status

How Do I Deal With…?
The person who doesn’t mind working in a cluttered environment or in a disorganized layout. “I can find anything instantly!”• Can they really find anything?• Is there really never any wasted time?• Do they understand that the information is a company resource
and needs to be available to everyone? The person who is not motivated
• Do they understand how this makes their job easier?• Do they understand they have multiple customers and one of them
(the stockholders) expect the least waste way

SummaryWhy Do 5S?
Increased Customer Satisfaction A clean, organised environment gives customers confidence
Improved On Time Performance Reduced Cost Improved Morale Improved Safety Improved Quality

SortRed Tag Program
Red tag all unnecessary items Create a temporary red tag holding area Move red tagged items to the holding area for one week Dispose of remaining red tagged items Continue red tagging regularly.

SortCriteria
Three Main Factors Usefulness
• Required• Helpful• In the way
Frequency of Use• Daily• Weekly• Monthly• Rarely
Cost• Resources Required to Replace• Resources Required to Store

SortMaking Decisions
Each person determines what is necessary for his/her own work area.
The group decides what is necessary for group areas.
Necessary UnnecessaryUsed for daily work Unsafe
Used periodically Defective
Used by someone in group Obsolete (outdated)
Required by law or regulation Unused
Extra (duplicate)

SortOpportunities in the Office Area
Books Business Forms Cabinets Catalogs – Correspondence Documentation – References Equipment Magazines
Paper Prints Processes Programs Samples Shelves – Tables Supplies Trash

SortOpportunities in the Factory
Raw Material In Process Items Completed Items Tools Machines Space

Set In OrderSimplify
Put everything in its place• Frequency of use• Economy of Motion
Use visual aids• Shadow boards• Standard work• Labels (return addresses)• Clearly marked places for items that are movable• Colors, shapes
Keep it that way

Set In Order Value of Space
Work Area
Distance
The value of space drops in direct proportion to the
distance from the work place.
Only store what you immediately need
within the work place.
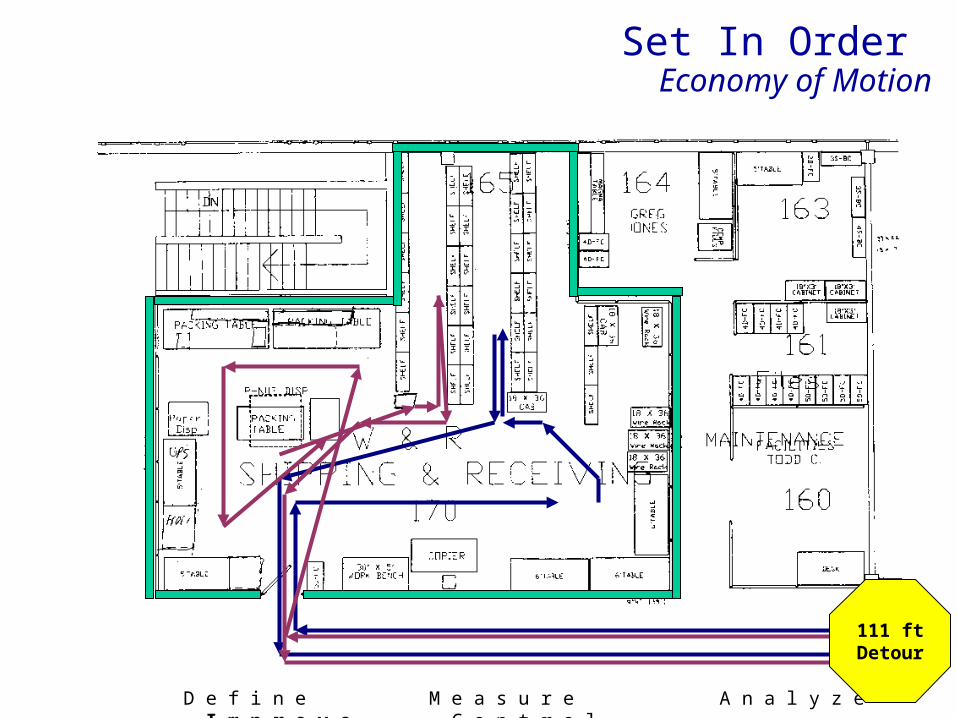
Set In Order Economy of Motion
D e f i n e M e a s u r e A n a l y z e I m p r o v e C o n t r o l
111 ftDetour

Material Supply
Tools
Set In Order Economy of Motion

Set In OrderPut Everything in Its Place
Labeled as to what is in the cabinet
Locations Marked
Return Address Labeled

Set In OrderPut Everything in Its Place
No Private Tool Boxes

A place for everything
andeverythingin its place.
Set In OrderShadow Boards

Set In OrderCommon Area Reference Materials
List of Contents
Stato rStan d
Va
rnis
hC
ure
Lo
ad
We
ldF
ixtu
re
Arb
or
Pre
ss
-In
sta
ll L
ine
r
W e ld En d b e llsPr e p b ack u ps le e ve s an din s tall T C O
C o m p o n e n tM ate r ial - Gr avity
Fe e d
Fu
sio
n W
eld
Lin
er
& S
hro
ud
s
De live r to Fin alPain t
Star t
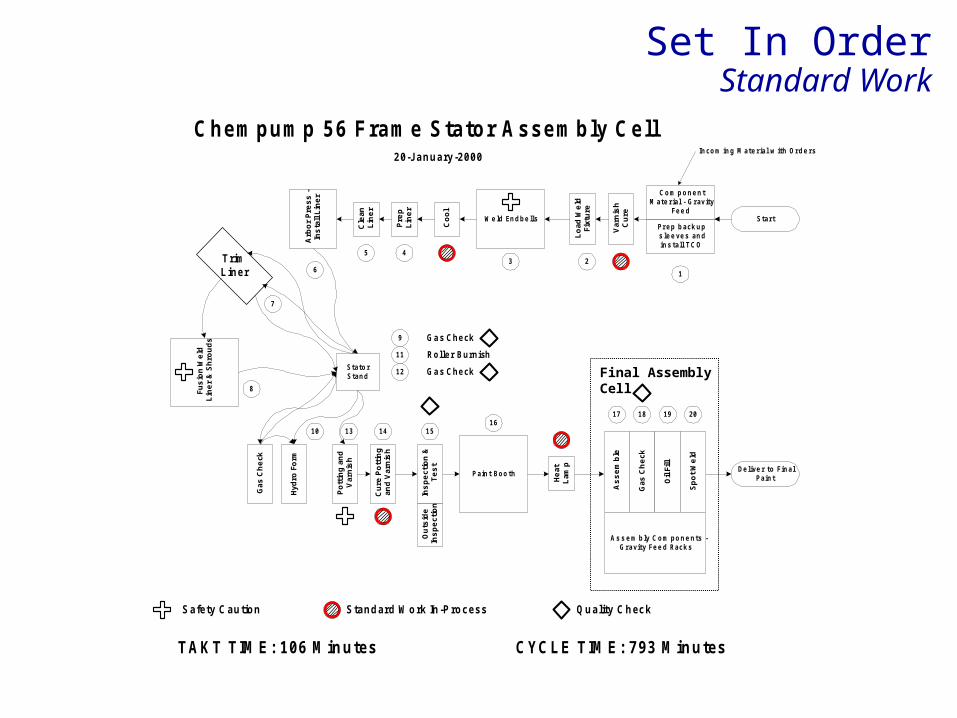
Chempump 56 Frame Stator Assembly Cell
Pain t Bo o th
In co m in g M ate r ial w ith Or d e r s
Standard W ork In-Process
1
Co
ol
Pre
pL
ine
r
Cle
anL
ine
r
TrimLinerG
as
Ch
eck
Hyd
ro F
orm
Po
ttin
g a
nd
Va
rnis
h
Cu
re P
ott
ing
an
d V
arn
ish
He
at
Lam
p
2345
6
7
8
9 Gas Check
11 Rolle r Burnish
12
As
se
mb
le
Ga
s C
he
ck
Oil
Fill
Sp
ot
We
ld
A s s e m b ly C o m p o n e n ts -Gr avity Fe e d Rack s
10 13 14In
sp
ec
tio
n &
Te
st
Ou
tsid
eIn
sp
ec
tio
n
Safety C aution
1516
17 18 19 20
Quality C heck
TAKT T IM E: 106 M inutes CYCLE T IM E: 793 M inutes
20-January-2000
Gas Check Final Assembly Cell
Set In OrderStandard Work

Set In OrderMarked Spaces

Set In OrderColors & Shapes

Set in OrderKeep It That Way
Look for:• Unrealistic conditions or expectations.• Program errors, broken or malfunctioning
equipment or fixtures.• Missing information and out of location
files, references, material, supplies etc.
Identify potential problems with a regular physical and visual sweep.
?

ShinePhysical Process
Determine shine targets and assignments• Product, equipment, space (work area)
Prepare for the shining process• Specify supplies and equipment• Store cleaning tools where they are:
• Easy to find• Easy to return
Establish a cleanliness standard• The cleanliness acceptance criteria must be understood• 5 minutes of shine time should be adequate for most areas

ShineVisual Process
Identify customer and suppliers Identify value as defined by the customer Define primary measurements of value Determine trigger points Define Response
• Who• What
StandardizeDefine the Work Environment
Define the current process Define the “better way” for each task to be performed Make it visual

StandardizeCommunicate
Every territory should have a communication board• 5S Vision• 5S Targets• Area Layout• Team• Before & after photos • Current status• Red Tag status• Improvement Ideas• Results
5 S Information Board

StandardizeCommunicate

5S Audit Form - OfficeLevel Sort Identify & eliminate what is not needed Level of Excellence Comments
1 1 2 3 4 52345
LevelSet in Order A place for everything
and everything in its place Level of Excellence Comments1 1 2 3 4 523
45
Level Shine An effective, organized environment Level of Excellence Comments1 1 2 3 4 523
45
Level Standardize Develop standards and stick to them Level of Excellence Comments1 1 2 3 4 5234
5
Level Sustain 5S is a way of life Level of Excellence Comments1 1 2 3 4 52345
AREA FOCAL'S NAME:___________________________________ TOTAL 5S LEVEL: _________
Necessary and unnecessary items are mixed together in the work area (mixed piles of paper work)Necessary and unnecessary items are separated (boxes of files, unused reference material)All unnecessary items have been removed from the work area (no broken items)Documented method to maintain work area free of unnecessary items.Waste is immediately visible and triggers a planned response with root cause analysis and corrective action.
Office area shows no sign of organization. Items are randomly located.Designated location established for all items as needed.Designated locations are marked to make organization more visible (In Basket, Task Board, color, outlines, labels, numbers, etc).Documented method of visual sweep to identify items out of place or exceeding quantity limits.Defined process to evaluate and improve movement and motion.
No visuals are in place. Office and computers are dirty and disorganized.Visual display of data. Office and personal work surfaces are cleaned on a regularly scheduled basis.Visual controls are in place. Work surfaces are cleaned daily. Customers/suppliers are identified and value defined.Real time metrics and visual management are in place.Abnormal is immediately visible and triggers a planned response with root cause analysis and corrective action.
No attempt is being made to document or improve current processes.Current process is known, but not documented.Current state is documented as Standard Work performed the same by all employees.Future state is documented. Implementation plan is actively worked. Area metrics are linked to OpEx metrics.Improvements are based on data and tracked for actual results.
Employees continually seek improvement opportunities.
Minimal attention is spent on 5S.5S is a scheduled event.5S practices are evaluated on a regular basis.Documented methods (Red Book) have been put into place to ensure adherence to 5S.

5S – Group Chart
Team Member Name Sort LevelSet in order
Level Shine LevelStandardize
level Sustain Level
Overall Rating by Team Member
Overall Team Rating

5S Audit Form - SampleLevel Sort Identify & eliminate what is not needed Level of Excellence Comments
1 1 2 3 4 52345
LevelSet in Order A place for everything
and everything in its place Level of Excellence Comments1 1 2 3 4 523
45
Level Shine An effective, organized environment Level of Excellence Comments1 1 2 3 4 523
45
Level Standardize Develop standards and stick to them Level of Excellence Comments1 1 2 3 4 5234
5
Level Sustain 5S is a way of life Level of Excellence Comments1 1 2 3 4 52345
AREA FOCAL'S NAME:___________________________________ TOTAL 5S LEVEL: _________
Necessary and unnecessary items are mixed together in the work area (mixed piles of paper work)Necessary and unnecessary items are separated (boxes of files, unused reference material)All unnecessary items have been removed from the work area (no broken items)Documented method to maintain work area free of unnecessary items.Waste is immediately visible and triggers a planned response with root cause analysis and corrective action.
Office area shows no sign of organization. Items are randomly located.Designated location established for all items as needed.Designated locations are marked to make organization more visible (In Basket, Task Board, color, outlines, labels, numbers, etc).Documented method of visual sweep to identify items out of place or exceeding quantity limits.Defined process to evaluate and improve movement and motion.
No visuals are in place. Office and computers are dirty and disorganized.Visual display of data. Office and personal work surfaces are cleaned on a regularly scheduled basis.Visual controls are in place. Work surfaces are cleaned daily. Customers/suppliers are identified and value defined.Real time metrics and visual management are in place.Abnormal is immediately visible and triggers a planned response with root cause analysis and corrective action.
No attempt is being made to document or improve current processes.Current process is known, but not documented.Current state is documented as Standard Work performed the same by all employees.Future state is documented. Implementation plan is actively worked. Area metrics are linked to OpEx metrics.Improvements are based on data and tracked for actual results.
Employees continually seek improvement opportunities.
Minimal attention is spent on 5S.5S is a scheduled event.5S practices are evaluated on a regular basis.Documented methods (Red Book) have been put into place to ensure adherence to 5S.
X
X
X
X
X
5SLevel 3 Office Guidelines
5S Office Guidelines
The following are recommendations toward achieving a Level 3 office.
Furniture & Equipment Sort out and remove unnecessary items from work surfaces. Minimize the number of
items. Clean surfaces (top and general): Keyboard, desk, file cabinet, bookshelf, etc Cables & Wiring: Tie-wrap / stow neatly All files, paperwork, etc. should be properly stowed at the end of each day, leaving all
surfaces clear, clean and neat
Desk (Drawers & Contents) Sort out and remove unnecessary items. Retain what is needed. Label each drawer with general description (supplies, open PO’s, forms, personal, etc.) At least one (1) drawer should identify supplies (pens, paper, post-its) Public access drawers (those not labeled personal or private) should be generally clean
and organized
Files (Filing cabinets, standing files, desk drawers where applicable) Sort out and remove unnecessary items. Retain what is needed. Label outside drawer(s). Drawers with personal contents should be identified. Locked files / keys: Area manager should be provided spare key / access in the event
of an emergency Desktop file racks: Label. Should provide easy visual review of contents.
Cleaning Supplies Each person should have a general cleaner and wipes, easy to access and use daily
as needed
Walls / Doors Sort out and remove unnecessary items. Retain what is needed. Utilize business appropriate items (personal items included)
Bookshelves Sort out and remove unnecessary items. Retain what is needed. Label binders / materials with subject or title Attach owner’s business card or name as a “return address” on critical items Use magazine file holder or device to consolidate floppy / random materials Group items by logical categories (supplier catalogs, training, general reference, etc.) Position most frequently used items closest to your “strike zone” Label shelf with grouping identification Use dots, tape, or other device to provide visual cue if something is missing Create and maintain bookshelf directory (listing items by shelf and sequence). Keep
electronic bookshelf list for easy updates.

5SLevel 4 Red Book
Level 4 5S Red Notebook
Tips for the Red Notebook – Desk Top Procedure
The intent of the Red Notebook is to provide a documented method to adhere to the 5S Culture. Required to achieve an honest level 4.
Standard for 5S documentation: Red Vinyl Binder, size as required
Located within reach of your work station or central to your factory area Be easily seen when entering your office or work area
Each office should have a 5S Red Notebook, every factory cell or department
This book should be maintained as if you where to train someone for your job or take over a portion of your responsibilities. This person could use the Red Notebook and find enough information to do the required tasks. This is not solely about housekeeping and keeping your area “looking good.” It is about defining what you do and how you do it.
This book provides four benefits: A documented way to define your tasks are and how they are performed.
(This will cause you to think about what you do and the value of those tasks.) A quick reference for anyone on how you perform a task.
In case you are gone and they need to perform the task.) A “hand-off” document for cross training or training a new person. It’s a path to achieve an honest level 4 in a 5S Culture.
Things that should be included as a minimum but not limited to: Table of Contents Your company’s 5S Policy Actions to adhere to the Spirit of 5S Culture
(How you or your cell will adhere to the 5S Culture and any agreed upon team items) My duties and responsibilities as a (Job Title or Product Line)
**List of tasks and how to accomplish them. Short statements of additional duties or responsibilities Time lines for reports / meetings
Reference lists of books, videos and binders Past 5S Audit Sheets Process Maps (if needed)
**Dividers for each section Sub-Dividers within each section (if needed)
** Descriptions of each necessary task should be short and brief. Mention where to locate materials/information (from people, files, etc.) important phone numbers or contacts, what is to be done with the materials when finished (who gets what, e-mail who, and so on). List where to find necessary information that might be in another binder. Again as if you where to train someone to do that task or job. Even Notes from when you first learned some of your tasks.


















