LARTC Presentation Final
21
Latin American Refining Technology Conference Biomass to Transportation Fuels via IH 2 Technology Celeste McLeod CRI Catalyst Company, Houston, Texas, United States Terry Marker, Larry Felix, Martin Linck, Michael Roberts Gas Technology Institute, Des Plaines, Illinois, United States
-
Upload
cricatalyst -
Category
Technology
-
view
1.408 -
download
1
Transcript of LARTC Presentation Final

Latin American Refining Technology Conference
Biomass to Transportation Fuels via IH2 Technology
Celeste McLeod CRI Catalyst Company, Houston, Texas, United States
Terry Marker, Larry Felix, Martin Linck, Michael RobertsGas Technology Institute, Des Plaines, Illinois, United States

04/15/2023 Latin American Refining Technology Conference
2
Disclaimer
The information contained in this material is intended to be general in nature and must not be relied on as specific advice in connection with any decisions you may make. None of CRI/Criterion Inc or any of its affiliated companies are liable for any action you may take as a result of you relying on such material or for any loss or damage suffered by you as a result of you taking this action. Furthermore, these materials do not in any way constitute an offer to provide specific products or services. Some products or services may not be available in certain countries or political subdivisions thereof.

04/15/2023 Latin American Refining Technology Conference
3
Latin America
Sou
rce:
Har
t E
nerg
y’s
Inte
rnat
iona
l Fue
lQ
ualit
y C
ente
r, J
anua
ry 2
012
• A Leader in 1st Generation Biofuel Implementation
• Majority of countries have mandatory blending of ethanol and/or biodiesel
• Research on cellulosic ethanol in certain counties, Brazil, Colombia, Argentina…
• No mandates for 2nd Generation Biofuels

04/15/2023 Latin American Refining Technology Conference
4
IH2 Technology Points Covered
• IH2 Technology & Differentiation • Product Quality • Economic synergy from integration with existing operations• Commercialization Status

04/15/2023 5
IH2 Design Principles
• Produce fungible cellulosic hydrocarbon fuel/blend stock from a broad range of inedible/residual biomass feed at low cost
• Requires no infrastructure other than road/rail transport into and out of the production site
• Have minimal impact on the surrounding environment
Latin American Refining Technology Conference

04/15/2023 Latin American Refining Technology Conference
6
IH2 Technology Design Elements
• Feed Conditioning Unit:– Sized, mixed and dried to moisture contents between 10-45wt%
• 1st Stage Catalytic Hydropyrolysis Reactor (bubbling fluidized bed)
– Biomass meets catalyst and H2 at ~400C to remove >90% oxygen
• Hydrogen Manufacturing Unit (HMU)
– Converts C3- gases to renewable H2 sufficient to meet all requirements
• Hydroconversion Reactor (low pressure fixed bed HT) – 1st stage product ‘polished’ over a second catalyst system
04/15/2023 Latin American Refining Technology Conference
7
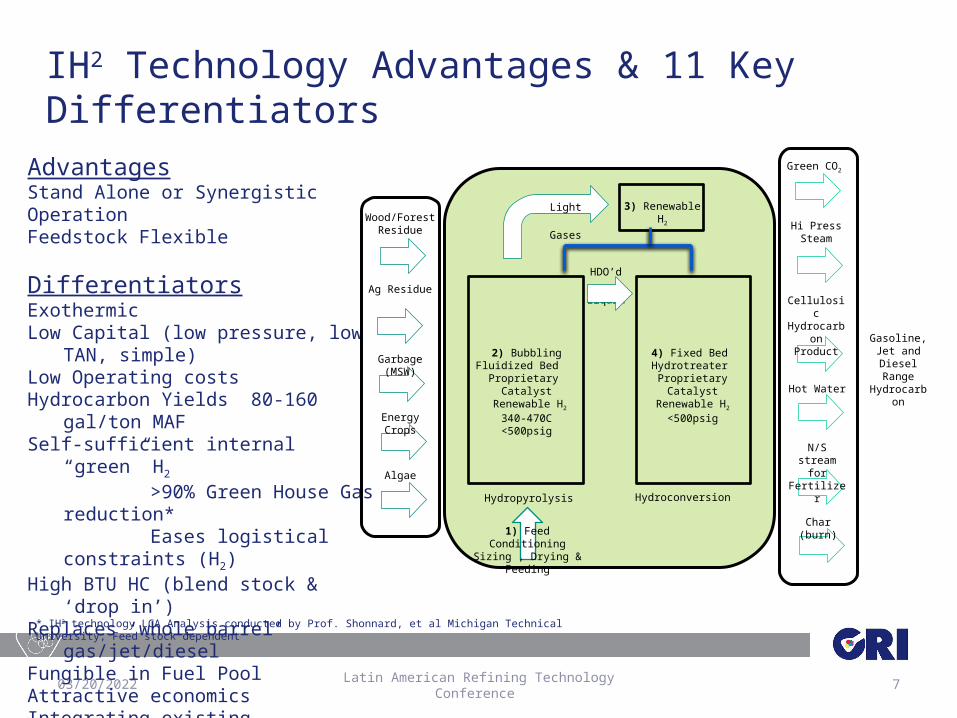
AdvantagesStand Alone or Synergistic OperationFeedstock Flexible
DifferentiatorsExothermicLow Capital (low pressure, low TAN, simple)Low Operating costsHydrocarbon Yields 80-160 gal/ton MAFSelf-sufficient internal “green” H2
>90% Green House Gas reduction* Eases logistical constraints (H2)High BTU HC (blend stock & ‘drop in’)Replaces ‘whole barrel’ gas/jet/dieselFungible in Fuel PoolAttractive economics Integrating existing technologies Rapid implementation
2) Bubbling Fluidized Bed Proprietary Catalyst
Renewable H2
340-470C<500psig
1) Feed ConditioningSizing , Drying & Feeding
Hydropyrolysis Hydroconversion
4) Fixed Bed Hydrotreater
Proprietary CatalystRenewable H2
<500psig
HDO’d Liquid
3) Renewable H2Light Gases
Cellulosic Hydrocarbon
Product
Hi Press Steam
Hot Water
N/S stream for Fertilizer
Char (burn)
Green CO2
Ag Residue
Wood/Forest Residue
Garbage (MSW)
Energy Crops
Algae
Gasoline, Jet and Diesel
Range Hydrocarbon
IH2 Technology Advantages & 11 Key Differentiators
* IH2 technology LCA Analysis conducted by Prof. Shonnard, et al Michigan Technical University; Feed stock dependent

04/15/2023 8
IH2 Liquid Yields and Feedstock FlexibilityWood PetroAlgae
LemnaAquaflow
Micro AlgaeBagasse Blue Marble
Macro AlgaeCorn Stover
Feed wt % C 49.7 46.3 43.1 43.1 34.0 40.2
Feed wt % H 5.8 5.8 6.1 5.0 4.43 5.0
Feed wt % O 43.9 35.7 20.4 35.3 23.6 35.7
Feed wt % N 0.11 3.7 6.5 0.34 4.6 1.0
Feed wt % S 0.03 0.3 0.7 0.10 1.9 0.05
Feed wt % Ash 0.5 8.2 23.1 16.2 29.4 18.1
Feed H/C 1.40 1.50 1.70 1.39 1.56 1.49
Typical % C4 + Liquid Yield (MAF)
28 30 46 30 35 21
C4+ Gallon/Ton MAF
92 100 157 100 119 67
Wt % Oxygen* <1 <1 <1 <1 <1 <1
TAN # <0.05 <0.05 <0.5 <0.05 <0.05 <0.05
Latin American Refining Technology Conference

IH2 Technology Product Property Comparison
04/15/2023 Latin American Refining Technology Conference 9
Fast Pyrolysis Oil IH2 product
% Oxygen 50 <1.0
% Water 20 <0.2
TAN 100 <1
Stability poor Good
Heating value (Btu/lb) 6560 18000
% Gasoline Non-distillable 54-75
% Diesel Non-distillable 23-46
Compatibility with hydrocarbon refinery products
No Excellent

04/15/2023 Latin American Refining Technology Conference
10
• Full Stand Alone
• Economically Integrated– Pulp & Paper / Forest Products– 1st Generation Ethanol– Algae– Refining– (Municipal Solid Waste)
IH2 Technology Operating Modes

04/15/2023 Latin American Refining Technology Conference
11
2) Bubbling Fluidized Bed Proprietary Catalyst
Renewable H2
340-470C<500psig
1) Feed ConditioningSizing , Drying & Feeding
Hydropyrolysis Hydroconversion
4) Fixed Bed Hydrotreater
Proprietary CatalystRenewable H2
<500psig
HDO’d Liquid
3) Renewable H2Light Gases
Cellulosic Hydrocarbon
Product
Hi Press Steam
Hot Water
N/S stream for Fertilizer
Char (burn)
Green CO2
Ag Residue
Wood/Forest Residue
Garbage (MSW)
Energy Crops
Algae
Gasoline, Jet and Diesel
Range Hydrocarbon
IH2 Technology Synergy - Pulp & Paper / Forest Products
Consumes various feedsslashround wood chipssaw dust mill sludgesmixed feeds
Improved site margins conversion of low cost feedsland fill/other cost avoidanceexport HP steam to millliquid hydrocarbon for sale or use
IH2 derived fuel 96% GHG Reduction*

04/15/2023 12
2) Bubbling Fluidized Bed Proprietary Catalyst
Renewable H2
340-470C<500psig
1) Feed ConditioningSizing , Drying & Feeding
Hydropyrolysis Hydroconversion
4) Fixed Bed Hydrotreater
Proprietary CatalystRenewable H2
<500psig
HDO’d Liquid
3) Renewable H2Light Gases
Cellulosic Hydrocarbon
Product
Hi Press Steam
Hot Water
N/S stream for Fertilizer
Char (burn)
Green CO2
Ag Residue
Wood/Forest Residue
Garbage (MSW)
Energy Crops
Algae
Gasoline, Jet and Diesel
Range Hydrocarbon
Consumes cellulosic residuesbagassestovermixed feeds
Improved site margins conversion of low cost feedshigher value use of celluloseexport steam offsets use of celluloseprevent market surplus DDGSprovides liquid fertilizer for usecellulosic hydrocarbon for sale or use
Reduces site average C.I. of alcohol madeU.S. Department of Energy:
Corn ethanol averages 19% reductionCane ethanol averages 78% reduction
IH2 derived fuels 93-97% reduction *
IH2 Technology Synergy - Ethanol Plants
Latin American Refining Technology Conference

04/15/2023 Latin American Refining Technology Conference
13
2) Bubbling Fluidized Bed Proprietary Catalyst
Renewable H2
340-470C<500psig
1) Feed ConditioningSizing , Drying & Feeding
Hydropyrolysis Hydroconversion
4) Fixed Bed Hydrotreater
Proprietary CatalystRenewable H2
<500psig
HDO’d Liquid
3) Renewable H2Light Gases
Cellulosic Hydrocarbon
Product
Hi Press Steam
Hot Water
N/S stream for Fertilizer
Char (burn)
Green CO2
Ag Residue
Wood/Forest Residue
Garbage (MSW)
Energy Crops
Algae
Gasoline, Jet and Diesel
Range Hydrocarbon
IH2 Technology Synergy - Multiple Algae Scenarios
Consume post extractive residue protein extraction (food & fuel)lipid extraction (energy crop)
Consume whole algaeUseful for remediationUseful to simplify process for fuelwith mixed cellulosic/wood feeds
Improved site margins conversion of low cost feedsexport HP steamre-use of CO2/liquid fertilizeruse of low grade heat to pondsliquid hydrocarbon for sale or use

04/15/2023 Latin American Refining Technology Conference
14
IH2 Technology Synergy - Refining
Option 1: Full StandaloneLocation Flexibility, Minimum Environmental ImpactMaximum GHG reductionLowest CI productHighest Capital Cost
Option 2: Integrated with Refinery HTMinimum Environmental ImpactLowest CI productMaximum GHG reductionLower Capital Cost
Option 3 Integrated with Refinery H2
Higher Environmental ImpactReduced GHG reductionHigher CI productLowest CostCapital 25-30% lower than base case

04/15/2023 15
IH2 NREL 2000t/day (Wood)
Latin American Refining Technology Conference
4.7
17.7
6.8
44.0
36.6 Feed
1st Stage HP/ 2nd Stage HC
Fractionation
HMU
Utilities & Contingency @ 35%
Installed Equipment Costs $112.6mln
112.6
5.711.7
102.7 Installed Equipment Costs
Land/Develop
Permits & S/U
Standard Project Add-In's**
Total Capital Investment $232.8mln
91.31
7.8
2.14
17.3
5.9
29.6Wood $71.97/dry ton
Other Op Costs: Catalyst, Disposal, etc.
Fixed Cost
Depreciation
Avg Income Tax
Avg ROI
Operating Costs Total $1.60/gal*
*Includes $0.093/gal coproduct credit
NREL Assumes Greenfield Development incl Land Acquisition, etc
** Prorated Expense (10%), H O & Construction (20%), Field Expense (10%), Working Capital (10%) , Project Contingency (30%)
• Equipment Cost - HMU is primary ~40%• Total Capital ~Double Installed Equipment • Feed Stock ~55% of Operating Cost• Minimum Fuel Selling Price – 1.60$/gal (2007
USD)
• Refinery Synergy w/Refinery H2 Supply• Reduces Capital Cost ~44.0MM$ • Estimated MSP $1.36/gal (2007 USD)
• NREL Economics validated by Global Engineering & Construction Company
Title: Techno-economic Analysis of the Integrated Hydropyrolysis and Hydroconversion Process for the Production of Gasoline and Diesel Fuels from BiomassAuthor: Eric C. D. Tan Platform: Analysis Report Date: May 23, 2011

04/15/2023 Latin American Refining Technology Conference
16
Financial Comparison
Process Capex Range Relative Cost per Gallon Gasoline Equivalent
Fast Pyrolysis & Upgrading
$250-$287 million $3.41-$6.55/GGE
Cellulosic Ethanol via Fermentation
$156-$391 million $5.15-$10.71/GGE
Gasification & Fischer-Tropsch
$500-$610 million $4.30-$4.80/GGE
IH2 Process $125-$135 Million $1.30-$1.60/GGE
Biofuels Production Technologies
Source: National Renewable Energy Laboratory
04/15/2023 17
IH2 Technology Development
Latin American Refining Technology Conference
• Bench Scale IH2 Technology– Since 2009 @ 0.5-kg/day Semi
continuous • Multi feed stock testing • Catalyst development
• IH2 Technology Pilot Plant– Start-Up in February, Continuous
operation @ 50-kg/day• Demonstrate biomass handling and
conveyance• Verify economics including catalyst
consumption• Produce product in quantities for
blending trials, engine testing, etc.• Confirm product valuation

IH2 Commercial Timeline, Current
• Set to execute 1st demo and commercial licenses 1Q 2012– Initiating basic engineering 5t/d– Contracting basic engineering 330t/d
• Significant interest from Asia
• US Refining Industry looking to partner
Latin American Refining Technology Conference 1804/15/2023

04/15/2023 19
IH2 Technology Conclusions
• Converts virtually any (ligno)cellulosic biomass to produce high quality hydrocarbon fuels/blend stock at low cost
• Offers Stand Alone & Synergistic Installation– Synergy benefits beyond solely hydrocarbon, which varies by industry– Refinery Synergy can reduce capital cost and fuel MSP
• Fuel MSP at estimate of 1.60$/gal (2007$) − May further decrease based on feed selection and site requirements− Technology comparison - IH2 Derived Fuels cost advantaged − Typically less than U.S. bulk and rack pricing for regular/premium gasoline, evaluate upside
by market
• Commercial Implementation is progressing rapidly
Latin American Refining Technology Conference

04/15/2023 20
IH2 Technology In Latin America
• Latin America produced 32%* of the World’s Biofuels in 2010
• Recognized Leader
• IH2 Technology offers Latin America− Leadership potential in 2nd generation cellulosic
renewable fuels − Strong Integration possibilities w/ Existing 1st
Generation Biofuels & Refining base− Export Capacity could be aided by Carbon
Intensity Reduction
Latin American Refining Technology Conference
* Based on U.S. Energy Information Association data
Imag
e C
redi
t: C
. M
ayhe
w &
R.
Sim
mon
(N
AS
A/G
SF
C)
http
://a
pod.
nasa
.gov
/apo
d/im
age/
0011
/ear
thlig
hts2
_dm
sp_b
ig.jp
g

04/15/2023 Latin American Refining Technology Conference
21
Gracias & Obrigada