Jbm report
21
REPORT ON INTERSHIP AT “JAI BHARAT MARUTI PVT. LTD.” SUBMITTED BY – PRINCE 13BME0564
-
Upload
prince-sharma -
Category
Engineering
-
view
951 -
download
10
Transcript of Jbm report

REPORT ON
INTERSHIP AT
“JAI BHARAT MARUTI PVT. LTD.”
SUBMITTED BY – PRINCE
13BME0564

COMPANY OVERVIEW –
In 1986, the Group signed a joint venture with Maruti Suzuki India Ltd for the
manufacturing of sheet metal components and assemblies. The journey began
with a vision to expand the business in the automotive sector by keeping abreast
with market trends and global technology.
JBM Group is primarily a tier- 1 supplier to the automotive OEM industry and
caters services to esteemed clients that include Ashok Leyland, Bajaj Auto Ltd,
Fiat, Ford, General Motors Corporation, Honda, Hero, JCB, Mahindra, Maruti
Suzuki, Renault, Nissan, TATA, Toyota, TVS, Volvo-Eicher, Volkswagen and many
more.
The Group has alliances with more than 20 renowned companies globally and the
associations include Arcelor Mittal, Cornaglia, Dassault Systems, JFE Steel
Corporation and many more. The organization’s structure enables each business
unit to chart its own future and simultaneously leverage synergies across its
competencies.
Over the last 3 decades, JBM Group has created new benchmarks in the
automotive industry, with the manufacturing of Body-in-White, Chassis &
Suspension Systems, Die Casting, Exhaust Systems, Jigs and Fixtures, Skin Panels,
Tool Rooms, Tubes &Tubular Parts, Weld Assemblies and engineering services
among many others.
The Group has a diversified portfolio to serve in the field of automotive,
engineering & design services, renewable energy and education sectors and has
an infrastructure of 35 manufacturing plants, 4 engineering & design centres
across 18 locations globally.

JAI BHARAT MARUTI PVT. LTD. –
JBM Group collaborated with Maruti Suzuki India Limited as joint venture partner
to set up Jay Bharat Maruti Limited (JBML), the largest joint venture of MSIL for
manufacturing of sheet metal components, welded assemblies at Gurgaon.
LOCATION –
Sector 36, Mohammadpur Jharsa, Near Khandsa Road,
Gurgaon – 122 001
Haryana.
OPERATIONS AND FACILITIES –
1)Press Shop - 20T to 2500T Presses – Mechanically and Hydraulic press.
2)Weld Shop – MIG welding ,Spot Welding and Robotic Projection Welding .

MAIN PROCESS INVOLVED IN PRODUCT FORMATION-
1)From customer side-
- Quotation of product
- Provide data of product
2) Die department –
- Analyze the data provided from customer
- Conversion of 2-d data into 3-d by designing team
- Die layout and no. of dies required
- Dummy pattern manufacturing
- Casting to form die
- After verifying all the dies, all are assemble together to form main die
- Many trials to be done to check the accuracy of product
- Finally the female die is fixed at lower side of pressing machine and male die
is clamp at upper moving side.
3)Manufacturing department –
- all pressing machines are automatically controlled
- nut, bolt are attached by different welding processes
4)Quality department –
- main work is to ensure that product will be perfectly fit at its desired location
- many checks are performed to make products defect free
Finally the product is delivered to customer.
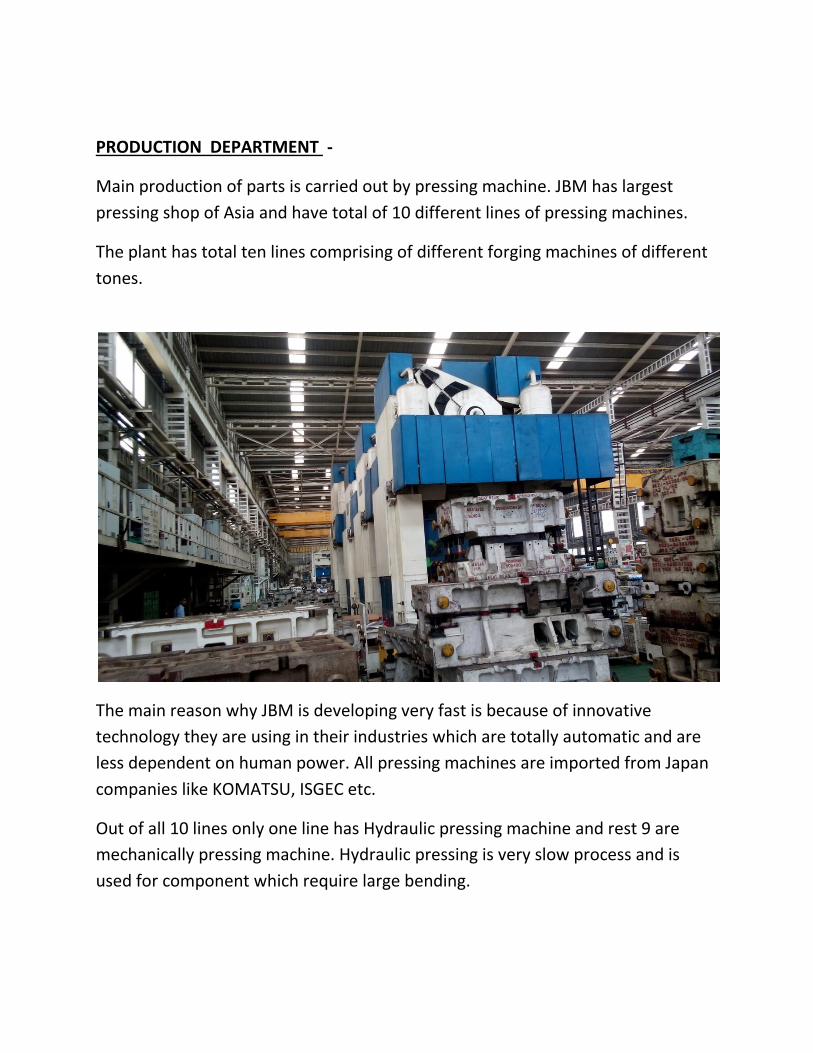
PRODUCTION DEPARTMENT -
Main production of parts is carried out by pressing machine. JBM has largest
pressing shop of Asia and have total of 10 different lines of pressing machines.
The plant has total ten lines comprising of different forging machines of different
tones.
The main reason why JBM is developing very fast is because of innovative
technology they are using in their industries which are totally automatic and are
less dependent on human power. All pressing machines are imported from Japan
companies like KOMATSU, ISGEC etc.
Out of all 10 lines only one line has Hydraulic pressing machine and rest 9 are
mechanically pressing machine. Hydraulic pressing is very slow process and is
used for component which require large bending.

Hydraulic Presses
Hydraulic presses are a powerful class of machine tools, they derive the energy
they deliver through hydraulic pressure. Fluid pressure, in a particular chamber,
can be increased or decreased by the use of pumps, and valves. Sometimes
devices and systems may be used to increase the capacity of the pumps in more
powerful presses. These presses can operate over a long distance and at a
constant speed. Hydraulic presses are generally slower relative to other press
machine types. This involves longer contact with the work, therefore the cooling
of the work can be an issue when hot forming a part with hydraulic force.
Hydraulic presses are capable of being the most powerful class of presses. Some
may be as large as buildings, and can deliver awesome pressure. The largest
hydraulic presses are capable of applying 75,000 tons of force. The hydraulic press
shown is being used to manufacture a metal forging. Extrusion is also a very
common use for such a press, although extrusion is often performed horizontally.
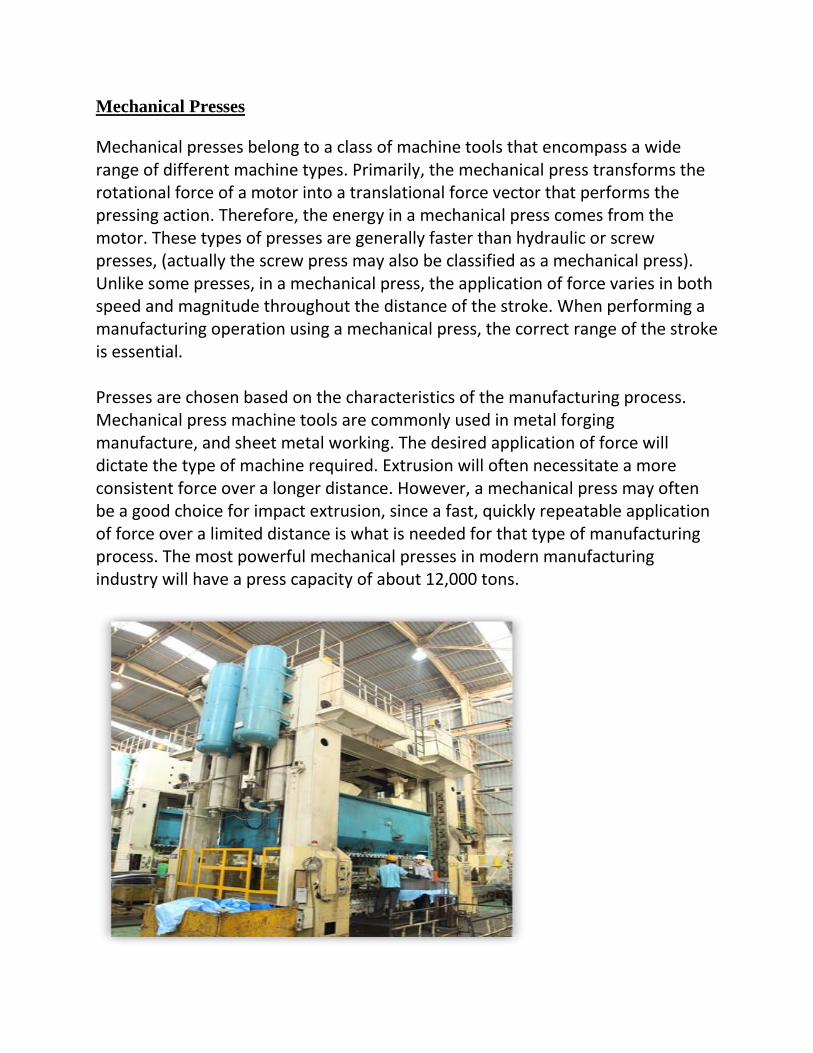
Mechanical Presses
Mechanical presses belong to a class of machine tools that encompass a wide range of different machine types. Primarily, the mechanical press transforms the rotational force of a motor into a translational force vector that performs the pressing action. Therefore, the energy in a mechanical press comes from the motor. These types of presses are generally faster than hydraulic or screw presses, (actually the screw press may also be classified as a mechanical press). Unlike some presses, in a mechanical press, the application of force varies in both speed and magnitude throughout the distance of the stroke. When performing a manufacturing operation using a mechanical press, the correct range of the stroke is essential.
Presses are chosen based on the characteristics of the manufacturing process. Mechanical press machine tools are commonly used in metal forging manufacture, and sheet metal working. The desired application of force will dictate the type of machine required. Extrusion will often necessitate a more consistent force over a longer distance. However, a mechanical press may often be a good choice for impact extrusion, since a fast, quickly repeatable application of force over a limited distance is what is needed for that type of manufacturing process. The most powerful mechanical presses in modern manufacturing industry will have a press capacity of about 12,000 tons.
BASIC OPERATIONS PERFORMED BY PRESSING MACHINES –
Mainly four types of operations are performed in sequence in 4 different
machines of 1 line. These operations depend on type of die we are using. These
basic operations are –
1)Drawing – in this initial shape formation of part take place.
2)Trimming – this involve cutting of extra part of sample.
3)Piercing – in this holes formation and bending of sample take place.
4)Parting – in this the whole plate is divided into two parts.
Mechanically pressing machine –
Company name – KOMATSU
Have 4 different machines in one line each of capacity 1200 Ton.
Hydraulic pressing machine –
Company name – ISGEC
Have single machine with capacity of 1000 Ton.
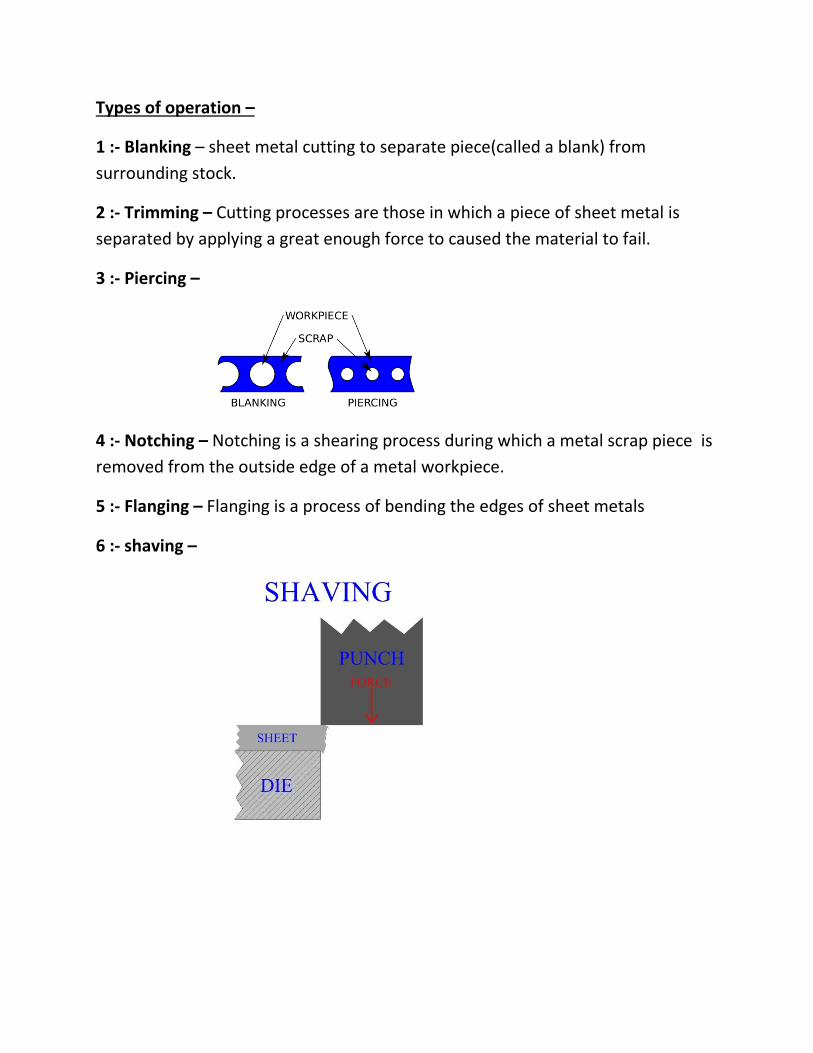
Types of operation –
1 :- Blanking – sheet metal cutting to separate piece(called a blank) from
surrounding stock.
2 :- Trimming – Cutting processes are those in which a piece of sheet metal is
separated by applying a great enough force to caused the material to fail.
3 :- Piercing –
4 :- Notching – Notching is a shearing process during which a metal scrap piece is
removed from the outside edge of a metal workpiece.
5 :- Flanging – Flanging is a process of bending the edges of sheet metals
6 :- shaving –

JBM is largest vendor company of different auto companies like MSIL, Eicher,
Ashok Leyland, Bajaj Auto Ltd, Fiat, Ford, General Motors Corporation, Honda,
Hero, JCB, Mahindra etc .


WELDING –
RESISTANCE SPOT WELDING-
Resistance welding is a welding process which join the metals with the heat
obtained from resistance offered by the work to the flow of electrical current
through the parts being joined.
A pair of copper alloy electrodes conducts electrical current through the two
sheets pressed between the interface. The two sheets offer maximum resistance
to the flow of current, this generates heat, the interface melts and consequently
solidifies under the pressures of the two electrodes, thereby joining the two
sheets at the spot that was under the two electrodes.

TYPES OF GUN USED IN SPOT WELDING
X- TYPE GUN
Also known as "scissors" or "pinch".
C-TYPE GUN
C guns are generally the cheapest and the most commonly used.

PROJECTION WELDING
Nut projection welding
Projection Welding Is A Type Of Resistance Welding. High current in less time
is the main feature of this welding.

QUALITY DEPARTMENT -
This department has very crucial as well as very important role in company’s
development. A small defect in product can cause big loss economically.
The whole system work as- suppose company get an order of 1 lakh pieces of
patch pieces then the first product from the machine is verified by engineers by
“panel checker” and if it is found accurate then all other product are only visually
checked by workers.
Engineers have all the basic data about product like dimensions, distance
between holes etc , which help them in verifying the product on panel checker.
If product is not found as per their requirement then it is corrected by hammering
or other methods.
In JBM they follow the following process-
1:- In process quality – Engineers check the first piece by panel checker. Their
main motto is to check –
- Whether the gap between sample and panel checker is continuous or not.
- distance between holes and position of hole.
- any trimming of extra part is required or not.

2:- FOA(First of approval) – after the first inspection all others product are only
visually checked by workers. They are provided with a type of “defect album” in
which the possible types of defects that can occur are written. Therefore the duty
of worker is to visually check only that area which have the possibility of any type
of defects. Main motto of this is to check any type of crack, flange, dent, wrinkle,
hole shift etc.
Different types of defects –
1) Crack
2) Flange cut
3) Dent
4) Wrinkle
5) Burr
6) Hole shift

DIE MAINTAINENCE DEPARTMENT -
A die consist of two parts one is the female part on which steel plate is to placed.
The male part apply force on the sheet metal plate and transfer it in the required
shape.
The main work under this department is to insure that formation of die is such that the part form is exact same as the required. Because a very small error can make very high loss to company.
Depend on the type of process ,selection of the die is to made like for cutting we have different type and like piercing we have different . For single product we have to do pressing, cutting, piercing, final shaping therefore approximate 8 dies are required.
For every single order from parent company, new die needs to be made and after completion of that order that dies have no use and are sold in scrap.

Basically a die consist of two pairs one is called female part which is the lower part and the other one is called male part which is the upper one.
Female part of a die is fixed and male part move up and down. Some important component involved are:-
1)Cushion pin or pressure pin :- A pin used in conjunction with an air cushion that transfers pressure from the air cushion to the bottom of the die.
2) Air Cushion :-An air-actuated press accessory that is placed below or inside die block, which is used to increase pressure on the die using pressure pins. The air cushion can also be used to lift the part out of the die.
Types of dies:
The dies may be classified according to the type of press operation and according to the method of operation.
(A): According to type of press operation:
According to this criterion , the dies may be classified as cutting dies and forming dies.
1: Cutting Dies:
These dies are used to cut the metal. They utilize the cutting or shearing action. The common cutting dies are : blanking dies , perforating dies , notching dies , trimming , shaving and nibbling dies.
2: Forming Dies:
These dies change the appearance of the blank without removing any stock. Theses dies include bending, drawing and squeezing dies etc.
(B) According to the method of operation:
According to this criterion, the dies may be classified as : single operation or simple dies , compound dies etc.
1: Simple Dies:
Simple dies or single action dies perform single operation for each stroke of the press slide. The operation may be one of the operation listed under cutting or forming dies.
2: Compound Dies:
In these dies, two or more operations may be performed at one station. Such dies are considered as cutting tools since, only cutting operations are carried out. Compound dies are more accurate and economical in production as compared to single operation dies.
3: Progressive Dies:
A progressive or follow on die has a series of operations. At each station , an operation is performed on a work piece during a stroke of the press. Between stroke the piece in the metal strip is transferred to the next station. A finished

work piece is made at each stroke of the press. While the piercing punch cuts a hole in the stroke , the blanking punch blanks out a portion of the metal in which a hole had been pierced at a previous station. Thus after the first stroke , when only a hole will be punched , each stroke of the press produces a finished washer.

CONCLUSION It’s always a great opportunity to experience the valuable exposure of an industry. There is lot of difference between the Theories and Practices. This Training enables me to understand the aspects of professional life. I like the working environment followed at JAI BHARAT MARUTI PVT. LTD. and come to know how to deal with our colleagues. The company’s members are well cultured & well mannered. An effective process is followed at JBM but it would become more valuable and
impressive by implementing certain efficient measures. The company is
constantly focusing on providing better services, quality and reliability to
customers, and running successfully in this era of competition.