JANICKI BIOENERGY - CRD
14
JANICKI BIOENERGY Victoria, B.C. Feb-5, 2016 Peter Janicki CEO, Janicki Bioenergy
Transcript of JANICKI BIOENERGY - CRD

JANICKI BIOENERGYVictoria, B.C.Feb-5, 2016
Peter JanickiCEO, Janicki Bioenergy

Locations in WA & UT
650 Employees
135 Engineers
State-of-the-Art Facilities
R&D Lab
Project Management
Engineering Design & Analysis
Composite & Metal Mfg.
Large Scale, High Precision
CompositeAdvanced
Parts&Tools
Founded by Peter & Susan Janicki in 1993

OMNI PROCESSORThe future of waste processing.

WHAT DOES THE OMNI PROCESSOR DO?
JANICKI BIOENERGY
GENERATESRENEWABLE ENERGY TO POWER ITSELF…
PATHOGENS
…AND THEN SOME.
REDUCES SOLIDS TO DRY ASH
YIELDSREVENUE AND/OR
COST SAVINGS
ELIMINATES HUMAN
WASTE
ELIMINATES SOLID WASTE STREAMS
PRODUCES USABLEHEAT
DESTROYS100% OF ALLPATHOGENS
CAPTURES WATER FOR
DRINKING OR REUSE

BIOSOLIDS
BIOSOLIDS
BIOSOLIDS
BIOSOLIDS
BIOSOLIDS
BIOSOLIDS BIOSOLIDS BIOSOLIDS
CONTROLLED FIRE
FILTER
WATER
HOW THE OMNI PROCESSOR WORKS
JANICKI BIOENERGY
3 Water Treatment
2 Steam Power Generation
1 Solid Fuel Combustion
BOILER
AIR
EXHAUST
ASH
ELECTRIC POWER
STEAM
STEAM
WATER
SLUDGESTEAM
SLUDGESTEAM
STEAM
DRIEDFUEL
DRIED FUEL
DRYER
STEAM ENGINE
GENERATORSTEAM ENGINE
FILTERFILTER CONDENSERCONDENSER
BIOSOLIDS
HEAT
GENERATOR

With the combination of this technology and modern manufacturing practices, the Janicki OP revolutionizes the treatment of fecal sludge and other waste products, providing revenue potential instead of a parasitic cost to society.
DISRUPTIVE TECHNOLOGY
JANICKI BIOENERGY
WATER POWER HEAT ASH
OM
NI
PR
OC
ES
SO
R
OU
TP
UT
S
PROFIT=

1 kgWet Raw
Sludge
800 gWater
200 gDry Solids
3720 kJ released in combustion
2057 kJ required to boil 800g of water
37202057 = 1.8
There is nearly twice the amount of energy within the dry solids of the sludge as there is energy required to boil the water out of the sludge.
THERMODYNAMICS OF THE PROBLEM
JANICKI BIOENERGY

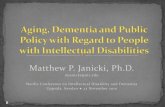
BREAK-EVEN ANALYSIS ON SOLIDS CONTENT
0
50
100
150
200
250
300
350
0% 10% 20% 30%
GR
OSS
PO
WER
PR
OD
UC
TIO
N (
KW
)
% TOTAL SOLIDS
As the solids percentage of the sludge is reduced, the available energy is also reduced. Beyond the breakeven point, excess energy production is no longer possible and additional energy is required to continue processing the waste.
JANICKI BIOENERGY

EMISSIONS OVERVIEW
Air emissions from the boiler meet all applicable US EPA clean air regulations.
COCONTROLLED BY GOOD COMBUSTION PRACTICES: Temperature Time Turbulence
NOX Fluidized bed
combustors run too cold to make any thermal NOX
SOx Controlled by
adding lime to the flue gas
Fuel dependent
HCl Controlled by lime
injection
POLLUTANTS ARE CONTROLLED 3 WAYS:
1. Thermal control
2. Dry Sorbent Injection
3. Baghouse

OP S200BOILER
Emissions:
HEAVY METALS They adsorb to the
ash and are collected on the baghouse.
Mercury Low stack temp
DIOXINS & FURANS Typical dioxin/furan
formation requires chlorine
Controlled by adding lime to the flue gas
They adsorb to the ash and are collected on the baghouse.
CO2 & OTHER GREENHOUSE GASSES Waste left alone
will emit methane The use of this
technology eliminates production of methane

JANICKI OPPILOT PLANT
Dakar, Senegal

DAKAR OP PILOT
Human Machine Interface (HMI)

OMNI PROCESSOR S200
JANICKI BIOENERGY
STANDARD SPECIFICATIONS
PROPERTY S200 (V3) CAPACITY
Max. Biosolids Processed60 wet (12 dry)
tons/day
Max. Power Produced 300 𝑘𝑊
Max. Water Produced 14,400 𝑔𝑎𝑙/𝑑𝑎𝑦
Footprint 100’ x 40’ (4,000 ft2)
Parasitic Load 50 𝑘𝑊
Fuel Biosolids @ 20% solids
Max. % Moisture of Fuel 80 %

OP CONFIGURATION
JANICKI BIOENERGY