Integration Production Process Pertemuan 24 – 25 – 26 Matakuliah: F0204 / Sistem Akuntansi...
39
Integration Production Process Pertemuan 24 – 25 – 26 Matakuliah : F0204 / Sistem Akuntansi Tahun : 2007
-
date post
21-Dec-2015 -
Category
Documents
-
view
220 -
download
1
Transcript of Integration Production Process Pertemuan 24 – 25 – 26 Matakuliah: F0204 / Sistem Akuntansi...
Integration Production Process Pertemuan 24 – 25 – 26
Matakuliah : F0204 / Sistem AkuntansiTahun : 2007
Bina Nusantara
Manufacturing Pressures
• Drivers of complexity reported by Deloitte Touche Tohamatsu– Pressure to reduce costs – Pursuit of new markets– Quickening pace of product innovation
Bina Nusantara
Pressure to Reduce Costs
• Large retailers are exerting downward pressure on prices
• Competition outside the U.S. adds downward price pressure
• Moving aspects of the value chain to lower-cost countries is often the option taken to reduce costs
• Companies move everything from design to raw materials supply overseas
Bina Nusantara
Pursuit of New Markets
• China is a popular new market because of its population and favorable business climate
• Expanding into new markets is a significant driver of complexity
• Large markets allow manufacturers to recover product development costs
Bina Nusantara
Quickening Pace of Product Innovation
• Innovative new products are demanded in the market and drive revenue growth
• Customization of products is required by global markets
• Getting innovative products quickly to market maximizes revenues
Bina Nusantara
Successful Companies
• Deloitte & Touche report describes the characteristics of successful companies:– Improved internal business process– Better use of technology– Better general capabilities in critical areas
• Collaboration• Flexibility• Visibility• Technology
Bina Nusantara
Trends in Manufacturing
• Product innovation• Production process innovation• Supply chain management• Management accounting
systems
Bina Nusantara
Product Innovation• Enterprise systems facilitate the integration of product
design, manufacturing and marketing• Innovation in value chain, from product design through
purchases and servicing product• Collaboration between design and manufacturing for
defect-free products• Product lifecycle management (PLM) software organizes
data by product
Bina Nusantara
Production Process Innovation• Managing throughput time
– Throughput time is the actual time it takes to complete a product from authorization to produce to the finished product
– Decreases in throughput time tend to decrease work in process and finished goods inventories
– Decreases in inventories means lower costs– Throughput time has been decreased by switching from “push”
to “pull” manufacturing
Bina Nusantara
Managing Throughput Times
• Push Manufacturing– Sales forecast drives production
plan– Goods produced in large batches
and inventoried– Jobs wait between machines – Similar machines organized into
departments– Worker operates single machine
• Pull Manufacturing– Demand (sales orders) pull goods
into production– Production runs are short– Continuous flow from one
operation to the next – Machines organized into small
production lines called production cells
– Workers are “cross-trained” on multiple machines
– Reduced WIP and finished goods inventories
– Reduced floor space from better plant layout
Bina Nusantara
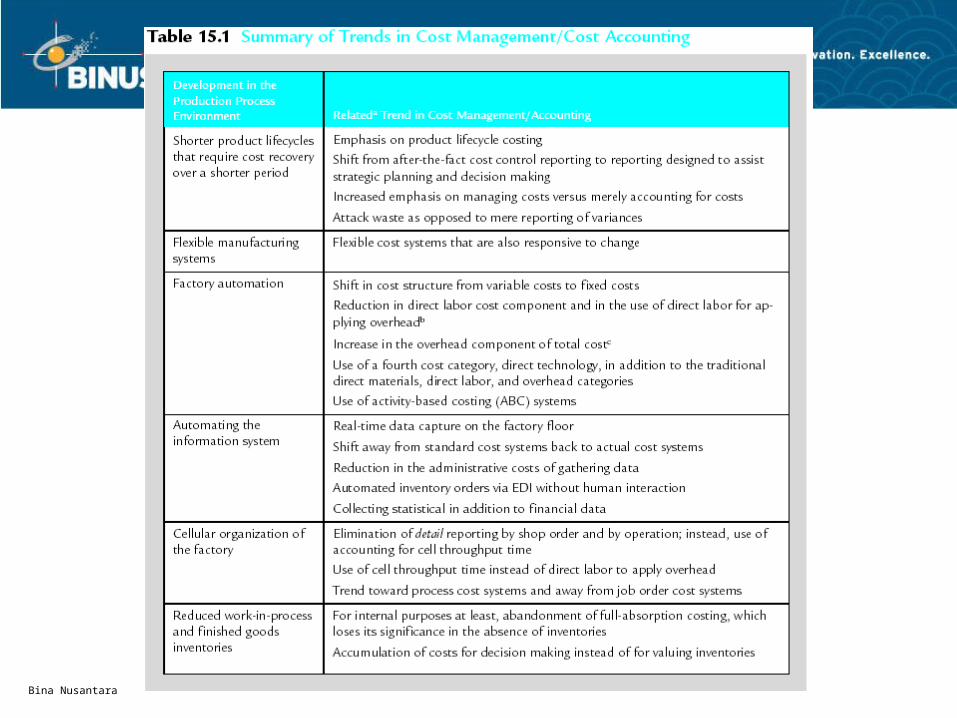
Management Accounting Systems Trends
• Enterprise software captures data and makes it available across the value chain– Improved systems allow for many more levels of
analysis– The emphasis in accounting is moving toward analysis
and away from transaction processing and recording
Bina Nusantara

Bina Nusantara
Bina Nusantara
The objectives of CAD/CAE are to:• Improve design productivity• Reduce design lead time• Enhance design quality• Facilitate access to and storage of
product designs• Make the design of multiple products
more efficient by eliminating redundant design effort
• Execute design changes almost immediately through the use of electronic messaging to notify the shop floor
Bina Nusantara
CAD/CAE results in several data stores of information that are used later in the IPP
• Bill of materials: Listing of all the subassemblies, parts, and raw materials that go into a parent assembly showing the quantity of each required to make an assembly
• Parts master—The parts master or raw material (RM) inventory master lists the detailed specifications for each raw materials item
• Routing master—The routing master specifies the operations necessary to complete a subassembly or finished good and the sequence of these operations– Includes the machining tolerances; the tools, jigs, and fixtures
required; and the time allowance for each operation– Computer-aided process planning (CAPP): An automated decision
support system that generates manufacturing operations instructions and routings based on information about machining requirements and machine capabilities
• Work center master—The work center master describes each work center available for producing products, including information such as the machine available at the station, its capacity, its maintenance needs, labor needs to operate it, and so on.– Workstation: Assigned location where worker performs his/her job– Work center: Group of similar work stations
Bina Nusantara
Generate Master Production Schedule• The master production schedule (MPS) is a
statement of specific production goals developed from forecasts of demand, actual sales orders, and/or inventory information– It describes the specific items to be manufactured, the
quantities to be produced, and the production timetable
• Depending on the company’s approach, the schedule may be based on information about finished goods inventory levels and reorder points, sales forecasts or actual sales orders coupled with inventory levels
• Based on the master production schedule, more detailed schedules for ordering raw materials and scheduling work center operations are developed
Bina Nusantara
Generate Master Production Schedule
The master production schedule is based on information from three sources
1. The first is actual orders from customers– Ideally, a manufacturer can cut throughput times to the point that
they can produce goods only as customer orders are received 2. Sophisticated demand forecasting models to estimate the need
for goods– Use customer data in the enterprise system about past sales levels
and buying patterns to improve forecast accuracy– Use information from the customer relationship management
system – Use data mining to identify patterns and relationships in the level
of demand3. Finally, the inventory management system also provides vital
inputs to developing a better master production schedule
Bina Nusantara
Inventory Management
• Inventory Management System– Provides data about levels of FG inventory on hand, and also gathers
data about goods scheduled to be produced. – To develop better production schedules, the enterprise system tracks
inventory data over time including: lead times, optimal inventory levels, frequency of stockouts, and expected quality levels all help develop better production schedules.
• Global inventory management– An inventory management approach where inventory needs and
inventory and production capabilities are matched across the entire global enterprise
• Production, planning, and control is a process that manages the orderly and timely movement of goods through the production process. It includes:– Planning material, people, and machine requirements; scheduling;
routing; and monitoring progress of goods through the factory
Bina Nusantara
MRP
• Materials requirements planning: Uses bills of material, raw material and work-in-process (RM/WIP) inventory status data, open order data, and the master production schedule to calculate a time-phased order requirements schedule for materials and subassemblies– Shows when a manufacturing order or purchase order should be released
so that the subassemblies and raw materials will be available when needed
– Process involves working backward from the date production to determine the timing for manufacturing subassemblies and then moving back further to determine the date that orders for materials must be issued
• In an enterprise system, this process is performed automatically using a variety of data from the enterprise database, including: – Bills of materials– Parts master data– Raw materials and work-in-process inventory status data – Open purchase order data showing the existing orders for materials
Bina Nusantara
Develop Detailed Production Instructions
• Capacity requirements planning (CRP): uses the information from the master production schedule and time phased order requirements schedule to develop detailed machine and labor utilization schedules based on available capacity in the work center status records– CRP may lead to modifications to the master production
schedule or time-phased inventory requirements schedule if sufficient capacity does not exist to complete these schedules as planned
– Once these adjustments are completed, CRP assigns targeted start/completion dates to operations (workstations) or groups of operations (work centers) and releases manufacturing orders and move tickets to the factory
Bina Nusantara
Develop Detailed Production Instructions
• Manufacturing orders (MOs): Authority for the manufacture of a specified product or subassembly in a specified quantity and describe the material, labor, and machine requirements for the job
• The MO is the official trigger to begin manufacturing operations. – When MOs are released, they are generally
accompanied by move tickets (usually in the form of bar code tags) that authorize and record movement of a job from one work center to another
Bina Nusantara
Develop Detailed Production Instructions
• Raw materials requisitions sent to the inventory process. • Triggered by the time-phased order requirements,
Capacity Requirements Planning (CRP) uses the following additional inputs from the enterprise system to accomplish its functions:– The routing master, which shows the necessary steps and time to
complete each one to produce the product– Resource capacity information (i.e., hours available each
day/week by work center) from the work center master data– Data about the current status of work center loads from the work
center status data (also known as loading data)• These data can include MOs now at each work center, anticipated MOs,
backlogs, and actual hours ahead or behind schedule. • This data is supplemented by information from the employee/payroll
master data that shows available labor capacities• Together, materials requirements planning (mrp), CRP, and
the process of planning cash flows to accommodate needs generated by the production schedule is referred to as manufacturing resource planning (MRP)
Bina Nusantara
Flexible Manufacturing Systems
• Flexible manufacturing systems (FMS) are systems used to control actual production of the goods– An FMS is an automated manufacturing operations system
that can react quickly to product and design changes because centralized computer control provides real-time routing, load balancing, and production scheduling logic
– The goal is to make the plant more flexible, achieving the ability to quickly produce wide varieties of products using the same equipment

Bina Nusantara
Components of Flexible Manufacturing Systems
• Computer-aided manufacturing (CAM)– CAM systems take advantage of integration within enterprise
systems to automatically incorporate design changes made by engineering into production processes on a nearly real-time basis, therefore decreasing the time to integrate new innovations
– The application of computer and communications technology to improve productivity by linking computer numerical control (CNC) machines, monitoring production, and providing automatic feedback to control operations
• Machines that use Computer numerical control (CNC)– robotics– automated guided vehicles– automated storage/retrieval systems– digital image processors
Bina Nusantara
Just-in-time Objectives
• Philosophy that simplifies production and reduces inventory– Zero defects through better design and worker
inspections– Zero setup times through better factory design– Small lot sizes through minimizing throughput time
and pull mfg.– Zero lead times through eliminating non-value-
added activities (moving, waiting, inspection)– Zero inventories through closer relationships with
suppliers and quicker throughput
Bina Nusantara
JIT Implementation Features
• Arrange factory in U-shaped work cells to optimize material flow
• Assign 1 worker to multiple machines• Give production workers authority to stop the
line if they are behind schedule or if they discover defects
• Require that daily parts production schedule remains constant
• Develop close working relationships with vendors
• Simplify the process for tracking the movement of goods through the factory
Bina Nusantara
Record Manufacturing Events
• Shop floor control (SFC) process monitors and records status of manufacturing orders as they proceed through the factory– Maintains work center status information showing the
degree ahead or behind schedule and utilization levels– May use automatic data collection for immediate
feedback and control such as:• Scanning a bar code label attached to the product• Entering quality and quantity information through
workstations located on the factory floor• Scanning employee badges and touching a few places on a
computer touch screen to indicate labor time the completion of manufacturing tasks
– Raw materials issue and return notices will also be recorded
Bina Nusantara
Generate Managerial Information
• Data collected is usually available in real time• Can be compared with standards for variance
analysis in real time• Managers can take corrective action before they
even receive the formal variance reports
Bina Nusantara
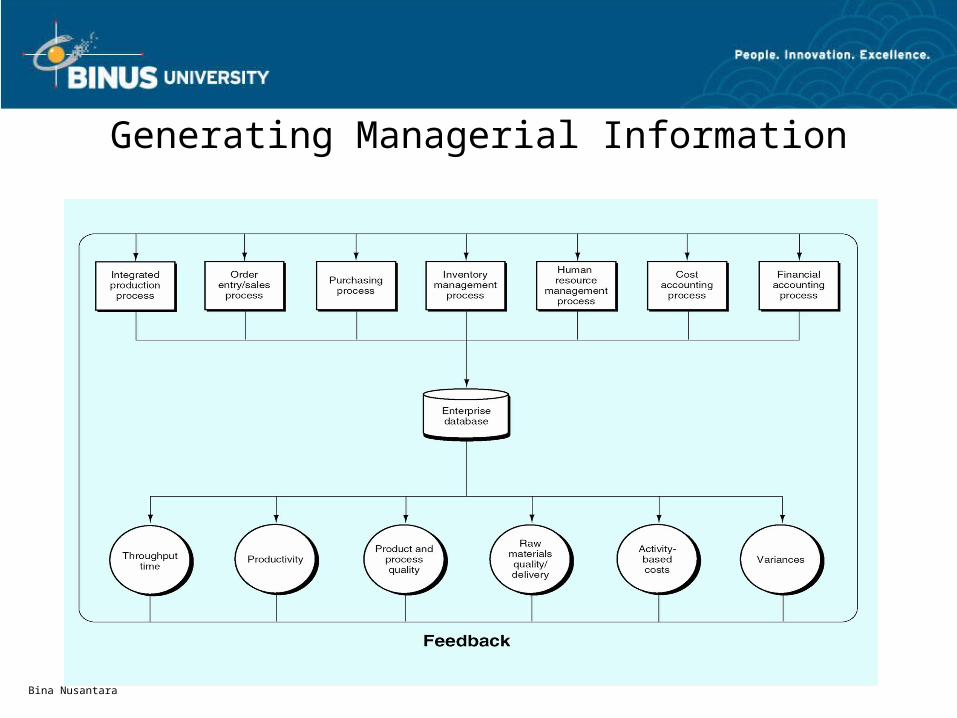
Generating Managerial Information
Bina Nusantara
Variance Analysis• Compares actual costs and usage to standards
costs and usage• Not perfect, but a useful control measure

Bina Nusantara
1.0 Record Standard Costs• Standard cost information contained in master
data• Each time move ticket data is entered
(department completes work) WIP is updated• Issuance of raw materials updates the WIP
Bina Nusantara
2.0 Compute Raw Material Quantity Variance
• Differences in RM used– RM are first issued to production in standard quantities– If additional materials are later issued to complete the MO we
have an unfavorable usage variance– If unused materials are returned to stock we have a favorable
usage variance– Reported through the data flows “Excess RM issue notice” and
“RM returned notice,” respectively• Usage variance: multiply the differences in quantities by
standard unit costs
Bina Nusantara
3.0 Compute Direct Labor Variance• Information captured with an employee card swipe, a bar code
scan of the job order, and a few simple entries.• Data used to compute DL Variances
– Actual pay rates– Actual hours– Standard Pay Rates– Standard Hours
• DL rate variance: – (Actual pay rates – standard pay rates) x Actual hours
• DL efficiency variance:– (Actual hours – standard hours) x Standard pay rate
Bina Nusantara
4.0 Close Manufacturing Orders• Final move ticket data marks the end of the conversion
process and the movement of goods to the FG warehouse.• Information processing activities that result from the final
move ticket are:– Close the cost record maintained in the WIP inventory data and
compute the standard cost of the goods completed.– Through the data flow “GL cost of goods completed update,”
notify the general ledger to make the appropriate entries.
Bina Nusantara
5.0 Compute Overhead Variances
• Usually done at end of an accounting period, often monthly
• To compute the manufacturing overhead (MOH) variances:– Retrieve flexible budget from the budgets master data
• Flexible budget amount is based on the standard hours allowed to complete the actual finished goods output for the period
– Retrieve actual MOH incurred from the GL master data– Retrieve WIP data to determine the standard hours charged to
all jobs during the period– Compute the overhead variance
• Standard hours charged to all jobs x standard MOH rate per hour
• Variances are reported to the GL and the appropriate managers
• There are nuances between the variances for variable overhead and fixed overhead which are usually covered in managerial or cost accounting courses

Bina Nusantara
Inventory Management
Bina Nusantara
Management Fraud• Inventory manipulation is a prime suspect in
management fraud• It is typically a large account where fraud my be
hidden• AICPA Practice Alert No. 94-2 lists types of inventory
fraud– In general, inventory is overstated using various
techniques including counting empty boxes and consigned goods, falsifying counts, double counting goods in transit, false confirmation of goods held by others, failure to record payable on inventory, falsifying reconciliations
Bina Nusantara
Inventory Process controls
• Effectiveness of operations– maintain sufficient inventory to prevent
stockouts– maintain sufficient inventory to maintain
operational efficiency– minimize cost of carrying inventory
• Maintain accurate perpetual inventory records (know what inventory levels exist)
• JIT materials acquisition (no overstocks)• Internal transfer procedures including global
inventory management
Bina Nusantara
Inventory Process Controls• Efficiency of inventory operations
– JIT materials acquisition including vendor managed inventory (VMI)
– Warehouse bin location (optimizes size and location of inventory bins)
• Resource security– periodic physical inventory counts– locked storerooms