Development and Experimental Investigation of Thermopile Sensor ...

Integrated micromachined thermopile IR detectors with an XeF2 dry-etching process
This article has been downloaded from IOPscience. Please scroll down to see the full text article.
2009 J. Micromech. Microeng. 19 125003
(http://iopscience.iop.org/0960-1317/19/12/125003)
Download details:
IP Address: 147.8.31.43
The article was downloaded on 01/05/2013 at 03:29
Please note that terms and conditions apply.
View the table of contents for this issue, or go to the journal homepage for more
Home Search Collections Journals About Contact us My IOPscience

IOP PUBLISHING JOURNAL OF MICROMECHANICS AND MICROENGINEERING
J. Micromech. Microeng. 19 (2009) 125003 (11pp) doi:10.1088/0960-1317/19/12/125003
Integrated micromachined thermopile IRdetectors with an XeF2 dry-etchingprocessDehui Xu1,2, Bin Xiong1, Yuelin Wang1, Mifeng Liu1,2 and Tie Li1
1 State Key Laboratory of Transducer Technology, Shanghai Institute of Microsystem and InformationTechnology, Chinese Academy of Sciences, 865 Changning Road, Shanghai 200050, People’s Republicof China2 Graduate School of the Chinese Academy of Sciences, Beijing, People’s Republic of China
E-mail: [email protected]
Received 20 April 2009, in final form 15 September 2009Published 20 October 2009Online at stacks.iop.org/JMM/19/125003
AbstractBased on the Seebeck effect, the CMOS compatible micromachined thermopile is widely usedin infrared detection for its advantages of low-cost, high batch yield, broad spectral responseand insensitivity to ambient temperature. We present two integrated thermopile IR detectorson stacked dielectric layers realized by a standard P-well CMOS technology, followed by oneCMOS compatible maskless XeF2 isotropic dry-etching step. Characterizations of CMOSdevices, before and after XeF2 etching, respectively, were performed to investigate the effectsof XeF2 etching on the CMOS devices. With a 2.5 μm thick stacked silicon oxide–nitride–oxide layer as an absorber, the rectangular thermopile detector and the circular thermopiledetector provided responsivity of 14.14 and 10.26 V W−1, specific detectivity of 4.15 × 107
and 4.54 × 107 cm Hz1/2 W−1, and time constant of 23.7 and 14.6 ms, respectively. Comparedwith the rectangular thermopile detector, the circular thermopile detector is mechanically morestable, because its circular structure design eases the internal stress problem in the CMOSlayers. After XeF2 etching, the maximum changes of threshold voltage, maximumtransconductance and switching threshold voltage were 0.97%, 1.25% and 0.08%,respectively. Experimental results show that the effects of XeF2 etching on the CMOS devicesare insignificant, and XeF2 etching is suitable for post-CMOS micromachining.
(Some figures in this article are in colour only in the electronic version)
1. Introduction
Nowadays, complementary metal-oxide semiconductor(CMOS) compatible micromachined thermopile infrared (IR)detectors are used in many different applications such asthe spectrometer [1], gas sensor [2] and remote temperaturesensor [3]. This is due to the inherent advantagesof the micromachined thermopile IR detectors, includinginsensitivity to ambient temperature, broad spectral responseand ease of operation. In addition, the standard CMOSprocesses offer the possibility of integrating micromachinedsensors in a mature, low-cost, batch-fabrication technologyand allow the integration of electrical circuits and sensor onone chip [4–6]. Removing the bulk silicon to release the
thermopile structure is a critical process for a micromachinedthermopile. Traditional CMOS compatible micromachinedthermopiles are fabricated by wet anisotropic micromachining,which can be done from either the backside or the frontsideof the chip [1, 7]. But wet anisotropic micromachining hastwo problems. First, back-side wet anisotropic etching limitsthe size of the device, because of the angle of the anisotropicetching. Furthermore, using double-side lithography for back-side micromachining causes process complications. Second,front-side wet anisotropic etching is harmful to CMOS devices.Moreover, the released structure is difficult to protect dueto capillary forces [8]. For the above-mentioned reasons,reactive ion etching (RIE) front-side micromachining has beenused for the release of the thermopile structure to improve
0960-1317/09/125003+11$30.00 1 © 2009 IOP Publishing Ltd Printed in the UK

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
fabrication yield and reduce sensor size [8, 9]. However, RIEmicromachining causes plasma-induced damage and increasesthermal budget to CMOS devices [10].
It was discovered in 1979 that xenon difluoride (XeF2)would etch silicon spontaneously at room temperature [11].Compared with wet and plasma etch options, XeF2 as a siliconetchant provides numerous unique advantages and capabilitiessuch as high selectivity for silicon, gas-phase etching, roomtemperature etching, plasmaless isotropic etching and fast etchrates. XeF2 dry etching, therefore, has been used for thefabrication of a micromachined sensor [3, 12, 13]. Recently,micromachined thermopiles with XeF2 etching have beenreported [2, 3, 14]. However, thus far, there have been fewreports on the integrated micromachined thermopile with theXeF2 dry-etching process. Moreover, the effects of XeF2
etching on the CMOS devices must be evaluated, since XeF2
etching is not a standard CMOS process. Despite its practicalimportance, the effects of XeF2 etching on the CMOS devicesare still rarely reported.
In this work, two different integrated micromachinedthermopile IR detectors based on XeF2 post-CMOSmicromachining are designed, fabricated and tested. Also,three CMOS parameters (threshold voltage VTH, maximumtransconductance gmax, switching threshold voltage VM ) werecharacterized, before and after XeF2 etching, respectively,in order to study the effects of XeF2 etching on the CMOSdevices. In the following section, the relevant mechanismof XeF2 etching is described. Section 3 presents the designof the integrated micromachined thermopile IR detector.The fabrication process of the detector is described insection 4. Section 5 presents experimental results with adetailed discussion. Finally, section 6 concludes the paper.
2. XeF2 etching mechanism
XeF2 is a member of the fluorine-based silicon etchant familythat can be used for vapor-phase chemical etching of silicon[15]. At room temperature, XeF2 is a white crystalline solidwith a vapor pressure of about 500 Pa, and it will formhydrofluoric acid (HF) in the presence of water vapor, which isa safety hazard. The spontaneous chemical reaction betweenXeF2 gas and silicon is almost certainly described by thefollowing sequence of steps [11, 13].
(i) Step 1. Non-dissociative adsorption of XeF2 gas-phasespecies at the silicon surface:
XeF2 (gas) + Si → XeF2 (ads) + Si. (1)
(ii) Step 2. Each adsorbed XeF2 molecule dissociates into twoadsorbed fluorine atoms (i.e., dissociative chemisorption)and releases a Xe atom into the gas phase:
XeF2 (ads) + Si → Xe (gas) + 2F (ads) + Si. (2)
(iii) Step 3. Reaction between the adsorbed F atoms andthe silicon surface to form an adsorbed product molecule(SiF4):
4F (ads) + Si → SiF4 (ads). (3)
Expansion Chamber
XeF2
Sourcebottle
EtchingChamber
VacuumPump
PressureGauge
Pressure Gauge
VentingN2
PurgingN2
Computer controlled Valve
V1
V4
V6V3
V2 V5
Figure 1. A block diagram of the Xetch e1 XeF2 pulse-etchingsystem.
(iv) Step 4. Desorption of the adsorbed product molecule(SiF4) into the gas phase:
SiF4 (ads) → SiF4 (gas). (4)
The overall reaction equation for the XeF2–siliconreaction is the following [13, 11]:
2XeF2 + Si → 2Xe + SiF4. (5)
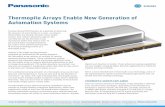
However, low levels of SiF, SiF2, SiF3 and Si2F6 have alsobeen reported as etch products [13]. Because XeF2 hashigh-reaction probabilities with silicon at room temperature,no external energy sources or ion bombardment is neededfor XeF2 to etch silicon. Therefore, XeF2 etching exhibitshigh selectivity to dielectrics, polymers and most metals.Furthermore, due to the fact that the XeF2 etching processis a spontaneous etching process in the absence of electricor magnetic fields, XeF2 molecules travel randomly in freespace above the substrate during the etching process. In otherwords, the XeF2 gas molecule reaches the bare silicon surfaceby diffusion. Hence, an aperture size effect can be observed inthe XeF2 dry-etching process. The aperture size effect is thatthe etch profile depends on the size of the etching windows[13, 16]. Figure 1 shows a schematic diagram of the Xetche1 XeF2 etching system [17], which is a pulse-etching system.The first step of an etching pulse is to introduce the properamount of XeF2 into the expansion chamber from the XeF2
source bottle (V1 is opened, and the others are closed). Oncethe designated pressure is reached, the valve to the etchingchamber is opened and the XeF2 etching process begins (V3 isopened, and the others are closed). The etching lasts for a setamount of time. Because the etching reaction starts with twomoles of gas and finishes with three moles of gas as reactionproducts, the pressure increases during XeF2 etching. Then,the vacuum pump evacuates the etching chamber (V3 and V6are opened, and the others are closed). Next is the evacuationof the expansion chamber (V4 is opened, and the others areclosed), which is the last step of an etching pulse. The XeF2
etching process is performed by repeating the above sequence,and the repetition of an etching pulse is controlled by thenumber of cycles.
2

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
(a) (b)
Figure 2. SEM images of the front-cut thermopile IR detector designs. (a) Rectangular thermopile. (b) Circular thermopile.
3. Thermopile detector design
Micromachined thermopile IR detector consists of manymicro-scale thermocouples interconnected in series. Theabsorber layer absorbs the IR radiation of the object, and thetemperature rises in the hot junction due to the fact that thefloating thermopile structure is thermally isolated from the heatsink (bulk silicon). Because of the Seebeck effect, a voltage,Vs , is generated corresponding to the temperature differencebetween the hot and cold junctions (�THC), without applyingbias voltage. The responsivity of the detector, Rs , can becalculated by [5, 18]
Rs = Vs
φ0As
= Nα12�THC
φ0As
= Nα12ηRth, (6)
where φ0 is the IR radiation flux, As is the absorber area, N is thenumber of thermocouples, α12 is the Seebeck coefficient of thethermocouple, η is the absorptivity of the absorber layer andRth is the thermopile’s thermal resistance. Strictly speaking,the responsivity is ambient temperature correlated, becausethe Seebeck coefficient increases linearly with temperature[19]. The total thermal resistance contains all contributions ofthermal resistance between the absorber and heat sink [18],
1
Rth= Kstru + Kgas + Krad, (7)
where Kstru, Kgas and Krad are the thermal conductanceof the thermopile structure, atmospheric gas and radiation,respectively. Kstru consists of the thermal conductance of then-polysilicon thermocouple leg, aluminum thermocouple legand the dielectric membrane [20],
Kstru = Nk1t1w1
l1+ N
k2t2w2
l2+
k3t3w3
l3, (8)
where kn, tn, wn and ln stand for the material conductivity,layer thickness, total width of the layer and length of thelayer (n = 1 for the n-polysilicon thermocouple leg; n = 2for the aluminum thermocouple leg; n = 3 for the dielectricmembrane), respectively. The thermal conductance due to theatmospheric gas is [18, 20]
Kgas = w3l3λg
(1
d1+
1
d2
), (9)
where λg is the thermal conductivity of the atmospheric gas, d1
is the distance between the membrane and the etching cavity
bottom, d2 is the distance between the membrane and thebox cover of the package. The thermal conductance due toradiation is (under the assumption of �T � T0) [5, 18]
Krad = 4w3l3ξeffσbT3
0 , (10)
where ξeff is the effective emissivity coefficient of thethermopile structure, σb is the Stefan–Boltzmann constant.
As shown in figure 2, two different thermopile structures,the rectangle and circle, were designed in order to investigatethe optimal geometry for good mechanical stability and highperformance. The designed thermopile structures differ fromconventional works in the shapes of etching windows and thegeometries of thermocouples. The design requirements aremuch more flexible due to the inherent undercutting of XeF2
isotropic etching. This means that the thermocouples no longerneed to be placed along specific crystal orientations (〈1 0 0〉in most cases), and various shapes of etching windows canbe designed. Three types of etching windows are adopted inthis design: circle, polygon and torus. Moreover, the etchingwindows require significantly smaller areas in the absorberarea due to XeF2 isotropic etching and fast etch rates, leavingmore mechanical support and more area for the absorber. Thestructural parameters of the designed thermopile structure arelisted in table 1.
The polysilicon layer and the first aluminum metallizationlayer are chosen to realize the thermocouples, since it is easy toimplement with post-CMOS processes and n-poly-aluminumis readily available in the standard P-well CMOS process.The 1 μm SiO2–0.5 μm Si3N4–1 μm SiO2 dielectric filmstack is adopted as the absorber layer for its good absorptioncharacteristics in the 8–12 μm range [21]. The CMOS thin filmstack as an absorber fully exploits the potential of the CMOSprocess and reduces the fabrication complexity, since bothSiO2 and Si3N4 thin films are available in the P-well CMOSprocess. Optical measurements have also been performed onunpatterned samples of absorbers realized on silicon waferswith 1 μm thick PECVD SiO2, 0.5 μm thick PECVDSi3N4 and 1 μm thick SiO2. A FTIR (Fourier transforminfrared spectroscopy) VERTEX 70 spectrometer operatingin the 4–26 μm range has been employed for this purpose.Figure 3 shows the measured transmittance in the 4–26 μmwavelength range. An absorption peak is observed at 9.17 μm.For certain spectral bands (8–13.5 μm and 20–24 μm), the
3

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
Table 1. Structural parameters of the designed thermopile structure.
RectangularStructural parameters Unit structure Circular structure
Pairs of thermocouple 20 18Absorber mm2 0.14 0.12N-type polysilicon μm2 600 × 40 a R1 = 200, R2 = 800, θ = 10◦ b
Aluminum μm2 600 × 10 a R1 = 200, R2 = 800, θ = 4◦ b
Thickness of the SiO2/Si3N4/SiO2 membrane μm 2.5 2.5Thickness of each thermocouple μm 4.5 4.5
a Length × width.b R1: inner radius of the sector; R2: outer radius of the sector; θ : angle difference between starting andending angles of the sector.
µ
Figure 3. Measured transmittance spectrum of the thermopile’s2.5 μm thick SiO2–Si3N4–SiO2 absorber layer, with its absorptionpeak at 9.17 μm.
dielectric layers provided by the standard CMOS processshow good absorption. This finding is similar to results ofLenggenhager et al [7] and Schneeberger et al [21].
4. Device fabrication
The major fabrication process steps of the integratedthermopile detector are shown in figure 4. A standard P-well CMOS process is used for making the thermopile. Thestarting wafer is n-type silicon with a doping concentration of2 × 1015 cm−3. Boron was implanted and driven-in to create the P-well. The CMOS devices werefabricated using the standard process except that the n-poly-aluminum thermocouples were fabricated along withlow-pressure chemical vapor deposition (LPCVD) 1 μmgate polysilicon and 1 μm Al sputtering. After plasmaenhanced chemical vapor deposition (PECVD) 1 μmSiO2 for passivation (figure 4(a)), etching windows weredefined by pad opening in the CMOS mask and the stackeddielectric layers were etched by the RIE process. Figure 4(b)shows the sketch of anisotropic dry etching (RIE) to removethe 2.5 μm thick stacked oxide and nitride layers on the siliconsubstrate, as well as open pad for chip bonding. With a2 μm thick photoresist (LC100, SHIPLEY) as an etchingmask, the RIE process is employed by using gas flows of
N-Sub P-Well MOS D/S
Poly Via Al Dielectriclayers
(a)
(b)
(c)
Figure 4. Key process steps for an integrated micromachinedthermopile IR detector with XeF2 post-CMOS micromachining.(a) Fabrication of NMOS, PMOS on P-well CMOS technology.(b) Etching windows are defined by pad opening in the CMOSmask, and the stacked dielectric layers were etched by the RIEprocess. (c) Thermopile structure is released by the XeF2 isotropicdry-etching process.
SF6, CHF3 and He at flow rates of 3.5 sccm, 40 sccm and100 sccm, respectively, under a vacuum pressure of 172 Pawith an RF power of 500 W for 6 min. After dicing thewafer, the chips were immersed in the diluted 50:1 HF solutionfor 60 s in order to remove the native SiO2 on the siliconsurface. Then the chips were baked at 135 ◦C for 15 minto remove any moisture. If the chips are not baked fordehydration, residual water molecules may react with thefluorine components in the XeF2 vapor and form hazardous HFmolecules, which may react and etch the dielectric layers that
4

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
(a) (b)
(c) (d)
Figure 5. SEM picture of (a) CMOS devices and test structures around the circular thermopile, including a CMOS inverter used to study theeffect of XeF2 etching; (b) lateral etching around etching windows of the circular thermopile; (c) absorber of the rectangular thermopile;(d) absorber of the circular thermopile.
serve as an etching mask during the etching process. Finally,the thermopile was released by XeF2 front-side dry etchingwith a commercially available XeF2 etching system (XACTIXInc. e1 Series). The XeF2 etching process was performedwith a recipe of 20 etching cycles, etch time per cycle of 60 sand XeF2 pressure of 533.2 Pa. This release process createsa 2.5 μm thick SiO2–Si3N4–SiO2 floating membrane. AfterXeF2 etching, the undercutting length and the vertical etchingdepth were measured by an optical microscope (OLYMPUSMM6–FN). The undercutting length and the vertical etchingdepth were about 80 μm and 100 μm, respectively. SEMimages of the fabricated thermopile IR detectors can befound in figure 2. Figure 5(a) shows the CMOS devicesand test structures around the circular thermopile, includinga CMOS inverter that was used to study the effect of XeF2
etching. The isotropic nature of XeF2 etching can easilybe seen in figure 5(b), where the lateral undercutting isobserved through the transparent dielectric layers. SinceXeF2 etching is isotropic and independent of the crystalorientation, the undercutting of XeF2 dry etching is in theradial direction. Therefore, for two adjacent etching windows,their undercutting circles will intersect and form a spike-shape unetched silicon substrate, as shown in figure 5(b).Figures 5(c) and (d) show the absorbers of the rectangularthermopile and the circular thermopile, respectively. Fromfigures 2(a) and 5(c), it can be seen that internal stress inthe CMOS layers causes curling of the rectangular thermopile
structure and absorber, but none of the structures broke duringsubsequent handling. In contrast, figures 2(b) and 5(d) showthat the problem of internal stress in the CMOS layers is easedin the circular thermopile, where its structure and absorber curlmuch less.
5. Experimental results and discussion
5.1. Thermopile detector testing
The fabricated detectors were bonded and packaged inatmospheric air for testing. The IR response measurementsfor the IR detectors were also carried out in air using a set-up comprising a IR radiation source (IRCON BCL08C); amechanical chopper (NEW FOCUS Inc. 3501 optical chopper)to control the chopping frequency; an 833 times amplificationcircuit to amplify the detector output signal; and a digitaloscilloscope (Tektronix TDS3014B) to display and store theamplified voltage signal. The IR radiation source consists ofa temperature-controlled blackbody which was kept at 773 K.The distance from the IR radiation source to the detector was15 cm, and this distance resulted in a IR power density of8.19 mW cm−2 on the detector surface.
Because XeF2 post-CMOS micromachining is adopted toremove the bulk silicon and thermally isolate the thermopilestructure, the effectiveness of the thermal isolation of XeF2
etching is first evaluated by comparing the performance of thethermopiles before and after XeF2 etching. The responses to
5

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
(a) (b)
Figure 6. Measured output before and after the XeF2 etching release process in response to a pulse of radiation, for (a) rectangular and(b) circular thermopile IR detectors, respectively.
(a) (b)
Figure 7. Measured typical waveform (after 833× amplification) in response to 4 Hz chopped radiation from a 773 K blackbody radiationsource for (a) rectangular (50 mV/DIV) and (b) circular (20 mV/DIV) thermopile IR detectors, Qin = 8.19 mW cm−2. The voltageamplitudes after amplification are 135 mV and 84 mV, respectively, for rectangular and circular thermopile detectors.
a pulse of radiation of these devices are shown in figure 6.Figure 6(a) shows that the thermopile before XeF2 etchingdoes not work. Because of the high-thermal conductivityof bulk silicon (157 W m−1 K−1), the bulk silicon acts asa heat sink, and the temperature difference between the hotand cold junctions is very small. Hence, the thermopileoutput is so weak that the output signal has been entirelysubmerged in the noise. On the other hand, the thermopileoutput after XeF2 etching shows that the detector detects thepulse radiation and the background noise did not have muchimpact on the output signal. Consequently, experimentalresults verified that XeF2 post-CMOS micromachining isan effective method for obtaining the thermal isolation ofmicrostructure. Figure 7 shows the output signal waveform inresponse to 4 Hz chopped radiation from the 773 K blackbodyradiation source. From figure 7, it can be found that thevoltage amplitudes after amplification are 135 mV and 84 mV,respectively, for the rectangular and circular thermopiledetectors. Figure 8 shows the frequency responses of the twodetectors, which were evaluated by changing the choppingfrequency. Table 2 summarizes the measured performancecharacteristics of the two detectors. The responsivitycharacteristic was measured for radiation chopped at 4 Hz. Thespecific detectivity was obtained by assuming only Johnson–Nyquist noise, and the time constant was decided by the timerequired to reach 63% of the maximum detector output voltage.
Figure 8. Measured frequency responses of IR detectors.
As shown in table 2, the rectangular thermopile detector has ahigher responsivity, whereas the circular thermopile detectorhas a smaller time constant and a larger specific detectivity,which indicates that the circular thermopile detector is ableto detect a smaller radiation signal than the rectangularthermopile detector.
6

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
(c) (d )
(a) (b)
Figure 9. ANSYS finite element simulation is performed for the rectangular and circular thermopile structures to study their mechanicalstability with respect to the structure shape. A 10 000 g acceleration was applied along the Z-direction for the simulation. The simulateddeformation shape and stress intensity: (a) and (b) for the rectangular thermopile structure, (c) and (d) for the circular thermopile structure,respectively.
Table 2. Measured performance of IR detectorsa.
Absorber Internal Responsivity Specific ThermalDetector Thermocouple area resistance at 4 Hz detectivityb time constanttype number (mm2) (k) (V W−1) (cm Hz1/2 W−1) (ms)
Rectangular 20 0.14 9.8 14.14 4.15 × 107 23.7Circular 18 0.12 3.7 10.26 4.54 × 107 14.6
a The measurement was carried out at room temperature (300 K) and at atmospheric pressure. The outputsignal of the IR detector was amplified by an 833 times amplification circuit and then stored by a digitaloscilloscope (Tektronix TDS3014B).b Assuming only Johnson–Nyquist noise.
The small time constant and large specific detectivity ofthe circular thermopile detector are due to its circular structuredesign. For the fan-shaped thermocouple design in the circularthermopile structure, the beam width increases as the beamlength increases. Whereas for the rectangular thermocoupledesign, the beam width remains constant as the beam lengthincreases. The number of unit squares is, therefore, reducedin the fan-shaped thermocouple, when its length is equal tothe length of the rectangular thermocouple, and hence thethermal resistance and the electrical resistance are reduced inthe circular structure. Thus, the circular thermopile detectorhas a quicker response and a larger specific detectivity, ascompared with the rectangular thermopile detector. The highresponsivity of the rectangular thermopile detector is owingto its large number of thermocouples and thermal resistance.
Given that the lengths of thermocouples are equal and theabsorber areas are close for the two thermopile structures,the circular structure is mechanically more stable thanthe rectangular structure. The mechanical stability ofthe rectangular and circular thermopile structures was alsoevaluated by using ANSYS-10.0 finite element simulation.An acceleration of 10 000 g is applied to Z-axes and thesimulation result is shown in figure 9, where figures 9(a)and (c) show the simulated deformation, and figures 9(b) and(d) show the simulated stress intensity, for the rectangularand circular thermopile structures, respectively. As shown infigures 9(a) and (c), the maximal inertia-induced movementof the rectangular and circular thermopile structures is0.213 and 0.027 μm, respectively. The maximal movement ofthe rectangular structure is about one order of magnitude largerthan the circular structure. Figures 2(a) and (b) also verify the
7

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
Table 3. Characteristics of different CMOS compatible micromachined thermopile IR detectors.
Characters Lenggenhager et al [7] Lenggenhager et al [7] Tie et al [22]
Etch method TMAH front etching TMAH front etching TMAH front etchingThermocouple material Al/poly Al/poly n-p polyThermocouple number 48 40 20Absorber area (mm2) 0.125 0.125 0.123Resistance (k) 178 38 117Responsivity (V W−1) 28 12 12.5Detectivity (cm Hz1/2 W−1) 1.78 × 107 1.74 × 107 1 × 107
Time constant (ms) 20 10 23
Figure 10. SEM picture of the absorber of a rectangular thermopilestructure failure. The absorber was broken in a corner between therectangular etching windows.
simulation results that the rectangular thermopile structure hasa larger deformation than the circular one. From figure 9(b),it can be found that the stress is concentrated at the cornersbetween the rectangular etching windows for the rectangularthermopile structure. In other words, the corners betweenthe rectangular etching windows in the absorber area areeasier to break than other areas of the rectangular thermopilestructure. Figure 10 shows the absorber area of a rectangularthermopile structure failure. The rectangular absorber wasbroken in a corner between the rectangular etching windows,which was predicted by the stress intensity distribution usingFEM simulation. From figure 9(d), it can also be seen thatthe stress is concentrated at the absorber area for the circularthermopile structure. Nevertheless, the maximal concentratedstress for the circular structure (0.416 MPa) is only half of theconcentrated stress for the rectangular structure (0.866 MPa).Moreover, for the circular thermopile structure, the stresswas distributed in the whole absorber area, instead of justconcentrated in the corners between etching windows that canbe observed in the rectangular thermopile structure. Hence,the rectangular structure is easier to break than the circularstructure. The experimental work of Yoo et al [3] also showedthat the circular etching window has a lower breakage ratethan the triangular or rectangular etching window. This is dueto the fact that the circular structure can avoid concentratingstress at corners and hence provides a great deal of stress relieffor internal stress in dielectric layers. The circular thermopile
detector, therefore, has better mechanical stability than therectangular thermopile detector.
Table 3 lists the characteristics of existing CMOScompatible micromachined thermopile IR detectors. In thecomparison, those with high responsivity take on a largenumber of thermocouples. The responsivity of both therectangular and circular thermopile detector can be furtherenhanced by increasing the number of thermocouples, sinceresponsivity is proportional to the number of thermocouples.We obtain a larger detectivity compared to other CMOScompatible micromachined thermopile IR detectors. Becausethe thermocouple number of our thermopile IR detector issmall, the internal resistance of the fabricated IR detectoris low. Therefore, since the responsivity and absorber areaof our thermopile IR detector are at the same level as thesedetectors listed in table 3, we obtain a larger detectivity thanthese results listed in table 3. Moreover, we achieve a bettercompromise between responsivity and detectivity than otherCMOS compatible thermopile IR detectors.
5.2. Effects of XeF2 etching on the CMOS devices
In order to study the effects of XeF2 etching on the CMOSdevices characterization of CMOS devices before and afterthe thermopile structure release process was performed.Electrical measurements of CMOS devices were carried outusing a precision semiconductor parameter analyzer (Agilenttechnology 4156C) equipped with a probe station (CascadeSummit 12000B-M).
5.2.1. Threshold voltage VTH. Both n-type and p-type MOStransistors with different ratios of channel width to channellength (W/L) were tested (14 transistors on each chip) todetermine the threshold voltages VTH. The threshold voltageVTH of a MOS structure is given by [23, 24]
VTH = �MS + 2�F +Qf c + Qdep
Cox
, (11)
where �MS is the Fermi potential difference between thegate and substrate materials, �F = (kT /q)ln(NA/ni) and�F = −(kT /q)ln(ND/ni) for p-type and n-type substrates,respectively, give the Fermi potential of the substrate, Cox isthe gate capacitance, and Qf c is the effective charge densityat the oxide–silicon interface, Qdep is the depletion regioncharge density in the semiconductor at the onset of moderateinversion given by Qdep = −√
4εsqNA|�F| for n-type andQdep = √
4εsqND|�F| for p-type silicon substrate. Here,
8

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
(a) (b)
Figure 11. Measured threshold voltages for MOS transistors before and after the XeF2 etching releasing process. (a) N-type MOStransistors. (b) P-type MOS transistors.
(a) (b)
Figure 12. I–V curves for MOS transistors monitored for a week to study the long-term stability of the penetrated fluorine. (a) NMOSFET.(b) PMOSFET.
NA and ND are the net ionized acceptor and donor impuritydensities in silicon, respectively, q is the magnitude of electroncharge (1.6 × 10−19 C), T is the temperature, ni is the intrinsicdoping concentration in silicon, and εs is the permittivity ofsilicon.
The measured threshold voltages are shown infigures 11(a) and (b) for the n-type and p-type transistors,respectively. The maximum threshold voltage changes afterXeF2 etching were ∼32 mV (=0.97%) in the negative directionfor n-type MOS transistors and ∼2 mV (=0.12%) in thenegative direction for p-type MOS transistors. Compared withthe PMOSFETs, the threshold voltage changes were larger forthe NMOSFETs. This is because MOSFETs were fabricatedby a P-well CMOS process. The threshold voltage changesare a result of the variation of Qf c. The experimental workof Winters et al [25] showed that fluorine penetrates deeplyinto the silicon lattice during the XeF2 spontaneous etchingreaction. Thus, it is possible that fluorine penetrates intothe oxide and the oxide–silicon surface, and hence influencesQf c. The threshold voltage changes for MOSFETs canbe in either the positive direction or the negative direction,indicating that the effects of XeF2 etching on threshold voltageare unpredictable. The reason is that the fluorine existingwithin the oxide can be either positive or negative. However,it should also be noted that the observed threshold voltagechanges were very small, all less than 1%. This is becauseXeF2 etching is a room temperature process and the amount
of fluorine that penetrates into the oxide is small, since noplasma enhancement is used during XeF2 etching. I–V curvesof the NMOSFET and PMOSFET were monitored for a week,as shown in figure 12. All the curves of NMOSFET andPMOSFET match very well and there is almost no changeof the I–V characteristic after a week, which suggests thatthe long-term stability of the penetrated fluorine may not bea big problem for the CMOS device. From the discussionsabove, the effects of XeF2 etching on the threshold voltagesare considered insignificant.
5.2.2. Maximum transconductance gmax. The maximumtransconductance was also monitored for both n-type and p-type transistors with different W/L ratios (14 transistors on eachchip). The maximum transconductance gmax is expressed as[26]
gmax = ∂IDS
∂VGS
∣∣∣∣VDS,const
(12)
= μoCox
W
L(VGS − VTH), (13)
where μo is the carrier mobility. Generally, maximumtransconductance degradation after post-CMOS micromachin-ing can be attributed to many reasons. One is the mobil-ity degradation due to a redistribution of the doping con-centration in the channel, which is caused by the thermal
9

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
(a) (b)
Figure 13. Measured maximum transconductance for MOS transistors before and after the XeF2 etching process. (a) N-type MOStransistors. (b) P-type MOS transistors.
treatment process. In addition, charges that are trapped inthe gate oxide during the plasma release process can alsolead to significant degradation of gmax. Figures 13(a) and(b) show the measured gmax for the n-type and p-type MOStransistors, respectively. The maximum gmax changes af-ter the XeF2 etching process were ∼0.190 μS (=1.25%)in the positive direction for n-type MOS transistors and∼0.02 μS (=0.56%) in the positive direction for p-typeMOS transistors. The slight threshold voltage changes can ac-count for the observed maximum transconductance changes.Consequently, the maximum transconductance changesfor the NMOSFETs were also larger than for the PMOSFETs,and both maximum gmax changes were in the positive direc-tion while both maximum threshold voltage changes were inthe negative direction, and the MOSFETs that had the maxi-mum threshold voltage changes were also the MOSFETs thathad the maximum gmax changes. However, it should be notedthat the measured maximum gmax changes were all less than1.5%. This is due to the fact that the degradation of carriermobility, gate capacitance and W/L is not significant becauseof the inherent high selectivity, room-temperature, no externalenergy enhancement of the XeF2–Si reaction. Hence, statisti-cal analysis of the data has shown that there are no significantdifferences between the maximum transconductance of theCMOS-only transistors and the transistors that had the XeF2
etching process.
5.2.3. Switching threshold voltage VM . The voltage transfercharacteristic (VTC) of the CMOS inverter was also measuredto investigate the impact of XeF2 etching. Figure 14 shows thevoltage transfer curves of an inverter, before and after XeF2
etching, respectively. The switching threshold voltage VM isthe input voltage where Vin = Vout. The switching thresholdvoltages for the inverter, before and after XeF2 etching, were−0.7496 V and −0.7490 V, respectively. The switchingthreshold voltage change after XeF2 etching was ∼0.6 mV(=0.08%) in the positive direction. Since XeF2 etchingdid not influence the electrical characteristic of MOSFETssignificantly, the change of the switching threshold voltageafter XeF2 etching is very small, less than 0.1%. In addition,the coincidence of curves in figure 14 indicates that XeF2
Figure 14. Voltage transfer characteristic of an inverter, before andafter the XeF2 etching-releasing process, shows no drift of switchingthreshold.
etching does not cause significant drift in the dc characteristicof the inverter. Therefore, XeF2 post-CMOS micromachiningwill not lead to significant drift in the electrical characteristicof the CMOS inverter.
6. Conclusion
The design, fabrication and testing of two integratedmicromachined thermopile IR detectors have been presented.The designed detectors have been fabricated in a standardP-well CMOS process followed by a maskless XeF2 front-side isotropic etching step to release the thermopile structure.Comparison of the IR performance of thermopile detectorsbefore and after XeF2 etching proves that XeF2 post-CMOSmicromachining is an effective method for thermally isolatingthe microstructure. Experimental data suggest that thethermopile structure could be designed for different tradeoffsamong mechanical stability, responsivity, specific detectivityand time constant. When the fan-shaped thermocouplestructure is adopted, the circular thermopile structure gives
10

J. Micromech. Microeng. 19 (2009) 125003 D Xu et al
good mechanically stability, small time constant and highdetectivity; however, the drawback is that the responsivityis reduced.
Characterization of CMOS devices shows that themaximum changes of threshold voltage VTH, maximumtransconductance gmax and switching threshold voltage VM
after XeF2 post-CMOS micromachining were, respectively,0.97%, 1.25% and 0.08%. The changes of CMOScharacteristics after XeF2 etching are due to the fluorine thatpenetrates into the oxide during XeF2–Si spontaneous reaction.Because of the special characteristics of XeF2 etching,including room temperature etching, plasmaless etching andhigh selectivity for silicon, the electrical characteristic changesof the CMOS devices after XeF2 etching are very small.Based on these three studies, the effects of XeF2 etching onthe CMOS devices performance are considered insignificantand CMOS devices are very robust against XeF2 post-CMOSmicromachining. Therefore, the XeF2 dry-etching process issuitable for post-CMOS micromachining.
Acknowledgments
The authors would like to thank the referees for theiruseful suggestions, Professor Yiwei Shi of Fudan Universityfor helping in FTIR measuring, Hengzhao Yang for hiscontributions to the thermopile structure design, Haitao Chengand Xu Yan for help in preparing the manuscript. Weacknowledge Yanlong Li for help in the thermopile detectortest.
References
[1] Wu H, Grabarnik S, Emadi A, Graaf G and Wolffenbuttel R F2008 A thermopile detector array with scaled TE elementsfor use in an integrated IR microspectrometer J. Micromech.Microeng. 18 064017
[2] Yoo K P, Kwon K H, Min N K, Kim S D and Choi W S 2008A front-side dry-etched thermopile detector with 3–5 μminfrared absorber and its application to novel NDIR CO2
gas sensors Proc. IEEE Int. Conf. Sensors (Puglia, Italy)pp 894–7
[3] Yoo K P and Min N K 2008 Fabrication of thin-filmthermopile micro-bridge with XeF2etching process ThinSolid Films 516 3586–9
[4] Polla D L and Schiller P J 1994 Surface-micromachinedpyroelectric infrared imaging array with verticallyintegrated signal processing circuitry IEEE Trans. Ultrason.Ferroelectr. 41 552–5
[5] Graf A, Arndt M, Sauer M and Gerlach G 2007 Review ofmicromachined thermopiles for infrared detection Meas.Sci. Technol. 18 R57–75
[6] Graf A, Arndt M, Sauer M and Gerlach G 2007 Seebeck’seffect in micromachined thermopiles Proc. Est. Acad. Sci.,Eng. 13 338–53
[7] Lenggenhager R, Baltes H, Peer J and Forster M 1992Thermoelectric infrared-sensors by CMOS technologyIEEE Electron Device Lett. 13 454–6
[8] Socher E, Bochobza-Degani O and Nemirovsky Y 2001 Anovel spiral CMOS compatible micromachinedthermoelectric IR microsensor J. Micromech. Microeng.11 547–76
[9] Arndt M and Sauer M 2004 Spectroscopic carbon dioxidesensor for automotive applications Proc. IEEE Int. Conf.Sensors (Vienna, Austria) pp 252–5
[10] Eriguchi K and Ono K 2008 Quantitative and comparativecharacterizations of plasma process-induced damage inadvanced metal–oxide semiconductor devices J. Phys. D:Appl. Phys. 41 024002
[11] Winters H F and Coburn J W 1979 The etching of silicon withXeF2vapor Appl. Phys. Lett. 34 70–3
[12] Khosraviani K and Leung A M 2009 The nanogap pirani—apressure sensor with superior linearity in an atmosphericpressure range J. Micromech. Microeng. 19 045007
[13] Sugano K and Tabata O 2002 Reduction of surface roughnessand aperture size effect for etching of Si with XeF2
J. Micromech. Microeng. 12 911–6[14] Yang H Z, Xiong B, Li T and Wang Y 2007 Thermopile
infrared detector fabricated with dry silicon etchant XeF2
Int. Symp. on Semiconductor Device Research (College Pk,MD) pp 156–7
[15] Ibbotson D E, Flamm D L, Mucha J A and Donnelly V M1984 Comparison of XeF2and F-atom reactions with Si andSiO2 Appl. Phys. Lett. 44 1129–31
[16] Chu P B, Chen J T, Yeh R, Lin G, Huang J C P, Warneke B Aand Pister K S J 1997 Controlled pulse-etching with xenondifluoride Proc. Int. Conf. Solid State Sensors andActuators, TRANSDUCER’97 (Chicago) pp 665–8
[17] Xetech e1 SeriesXACTIX Inc. http://www.xactix.com[18] Escriba C, Campo E, Esteve D and Fourniols J Y 2005
Complete analytical modeling and analysis ofmicromachined thermoelectric uncooled IR sensors SensorsActuators A 120 267–76
[19] Boutchich M, Ziouche K, Godts P and Leclercq D 2002Characterization of phosphorus and boron heavily dopedLPCVD polysilicon films in the temperature range 293–373K IEEE Electron Device Lett. 23 139–41
[20] Du C H and Lee C 2002 Characterization of thermopile basedon complementary metal-oxide semiconductor materialsand post CMOS micromachining Japan. J. Appl. Phys.41 4340–5
[21] Schneeberger N, Paul O and Baltes H 1999 Spectral infraredabsorption of CMOS thin film stacks Proc. IEEE Int. MicroElectro Mechanical Systems Conf. (Orlando, FL)pp 106–11
[22] Li T, Liu Y D, Zhou P, Wang Y and Wang Y L 2007 Highyield front-etched structure for CMOS compatible IRdetector Proc. IEEE Int. Conf. Sensors (GA, USA) pp 500–2
[23] Berney H, Hill M, Cotter D, Hynes E, O’Neill M andLane W A 2001 Determination of the effect of processingsteps on the CMOS compatibility of a surfacemicromachined pressure sensor J. Micromech. Microeng.11 402–8
[24] Song I H and Ajmera P K 2009 A laterally movable gate fieldeffect transistor J. Microelectromech. Syst. 18 208–16
[25] Winters H F, Graves D B, Humbird D and Tougaard S 2007Penetration of fluorine into the silicon lattice duringexposure to F atoms, F2, and XeF2: implications forspontaneous etching reactions J. Vac. Sci. Technol. A25 96–103
[26] Razavi B 2003 Design of Analog CMOS Integrated Circuits(Xi’an: Xi’an Jiaotong University Press) p 18
11