Improve Operations Productivity - Rockwell Automation · Provides multi-unit coordination ......
83
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Improve Operations Productivity Batch Management & Control Name – John Párraga Title – Product Manager Date – 5-6 November, 2012
Transcript of Improve Operations Productivity - Rockwell Automation · Provides multi-unit coordination ......
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Improve Operations Productivity Batch Management & Control
Name – John Párraga Title – Product Manager Date – 5-6 November, 2012

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 2
Agenda
Conclusion
Process Execution Information
Process Sequencing Automation
S88 Basics
The Goal of Productivity and Quality
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Productivity
Productivity. Productivity is a measure of the efficiency of production. Productivity is a ratio of production output to what is required to
produce it (inputs). Improving the quality-price-ratio of commodities is to a producer an
essential way to enhance the production performance.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 4
Business Drivers Business Consolidation Global Brand Consistency Recipe/Brand Deployment IP safekeeping Enterprise Integration Cost Quality
Functional Needs Material and Quality management Lot Tracking and Genealogy Equipment Utilization Recipe management Reduced Loss Safety Flexibility
Optimization Goals
CAPACITY, CAPABILITY, COST and QUALITY

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Impact on Product Quality Attributes
Predict the changes in the recipe and process that need to be made to achieve the same end product. Allow process to make decisions based on business rules Provide personnel data to make decisions the control system is
not setup for.
If all the information pertinent to the production of a batch could be captured and correlated to the various quality points, then better decisions could be made to improve the overall quality of the final product.
5

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Manual Data Collection Quality and Visibility Often, manual data is transposed to electronic form, this data is
delayed and vulnerable to errors.
If possible, Manual Data collection and/or recording should be automated.
Information is then instantly available to the entire system for better decision making.
6
Data Information Trends Summaries … Consistent Quality?

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Information Enabled Manufacturing
7
A production model is a numerical expression of the production process that is based on production data Quality Quantity Asset utilization
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
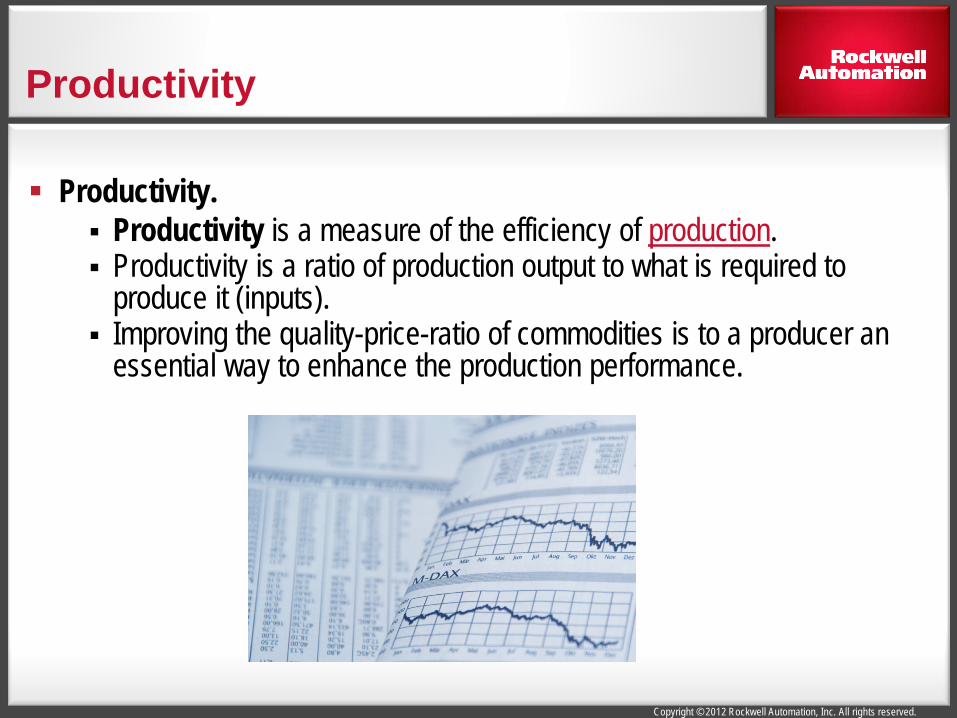
Recipe Management Provides formulation (set point)
definition Provides procedural (sequence)
control Allows flexible, secure recipe
management
Production Planning & Scheduling Coordinates batch schedules &
execution Allows integration with MES/ERP
systems
Production Information Management Generates event information during
batch run Offers flexible data storage options
Enables the following ISA88 Batch Control Activities
Process Management Provides multi-unit coordination Allows user to scale batches Enables optimization of routes
Unit Supervision Provides unit allocation Provides resource arbitration
Process Control Enables engineering design efficiencies Offers preferred connectivity to Logix
through use of PhaseManager.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Engineering Aspects
What is the capability of the equipment?
What to do with the equipment?
Equipment Procedure
“ SEPARATE ”
FUNDAMENTAL ISA-S88 CONCEPT
Engineer Formulator
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
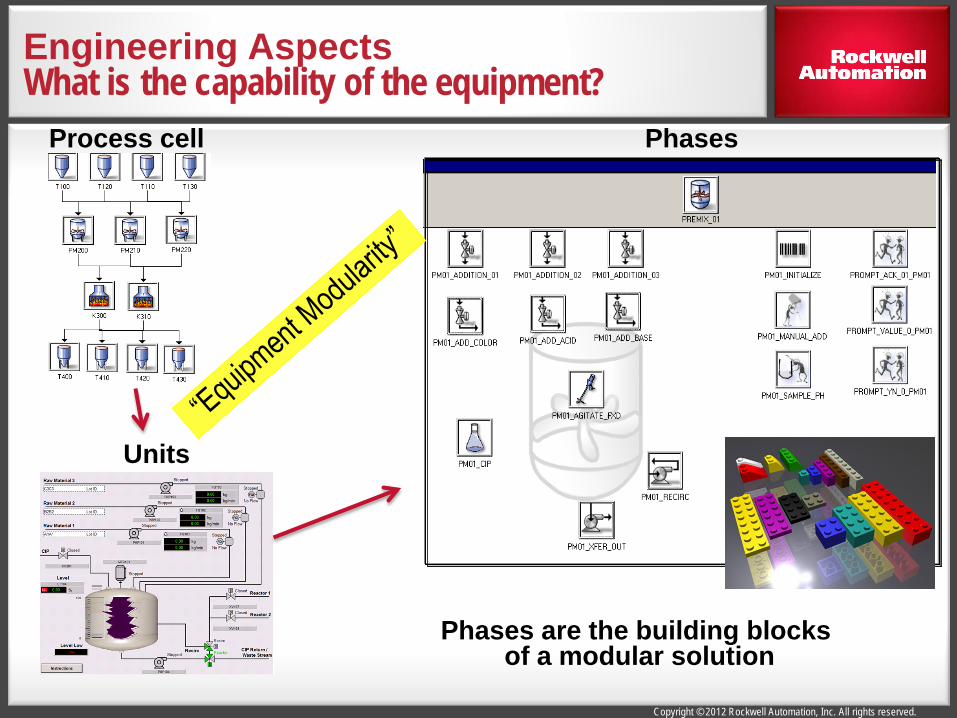
Engineering Aspects What is the capability of the equipment?
Phases are the building blocks of a modular solution
Phases
Units
Process cell

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Phase Manager
Phase Manager Logic definition
+ = • Parameters • Report Values • Execution logic
• Controller firmware • Phase infrastructure • Phase tags • State transition logic • Phase logic interface
Equipment Phase
• Reusable • Modular code
• Encapsulated basic equipment functionality (Agitate, Add, Heat, Cool, Transfer, etc.) • Product or procedure independent • Sequencing engine independent
“Implementation consistency” “Validate code once”

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Formulator Aspects
What new procedure do I need to make today?
These are my equipment capabilities

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Formulator Aspects
Recipe Configuration
Product recipes Experimental recipes Cleaning (CIP) recipes Material Qualification recipes Equipment setup procedures Dispensing procedures Startup sequences Shut down sequences Etc.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Quality Aspect (Configuration Auditing)
Audits on Equipment and Recipe Editor
Types of Audits Messages Security Events
Operator tried to Log On at 1:13 pm on January 2, 2009
Configuration Change Events Report Parameter Added to MIXER_22
Explanation Events Why a change was made i.e. Set of changes to implement new mixing
line.
Audits enabled by FactoryTalk diagnostics
Added a “circulation” phase to the “French Vanilla” recipe.
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
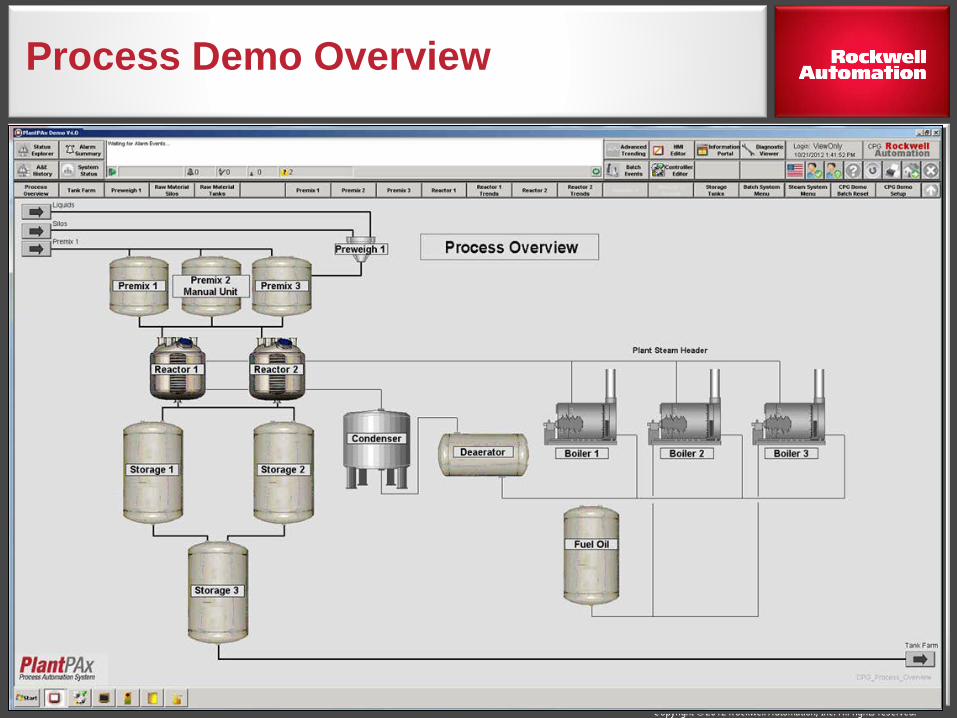
Process Demo Overview

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Engineering Aspects

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Inventory as seen from the process automation
Destination priority for material receiving
Operator is instructed to setup equipment for required destination
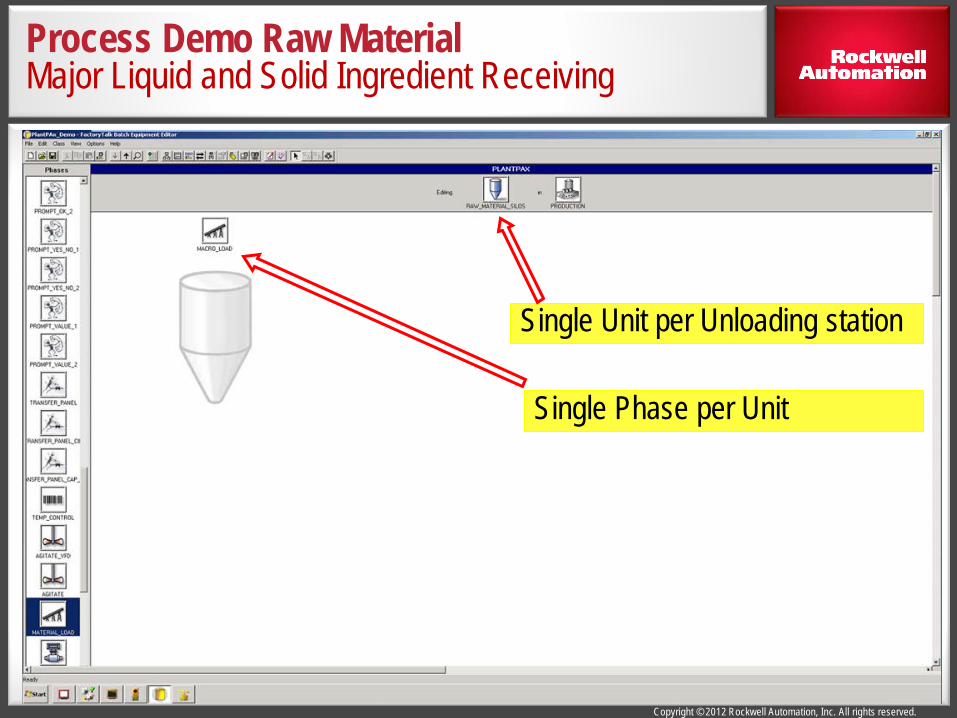
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
The phase will prompt the operator if: • If any equipment required by
the phase is in Manual Mode or Faulted.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Single Unit per Unloading station
Single Phase per Unit
Material enabled Phases: • Knows what container (silos or tanks) material can be stored. • Knows what materials are in each container. • Will not send material to a container having a different material
than the one being received. • Knows the priority of silos filling based on the different materials.
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Single Unit per Unloading station
Single Phase per Unit
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Materials Storage locations
The material manager component tracks storage locations and materials as seen from the process automation. • Knows what material can be assigned to each container. • Knows what phases can reach each container. • Knows material and equipment properties (as defined).
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Receiving initiation
The operator is requested to provide material and lot ID
This information can be scanned to minimize operator data entry.
Based on the material being received (MA) and the possible destinations (Silo 1 and 4) and taking into account the filling order, silo 1 should be the destination
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
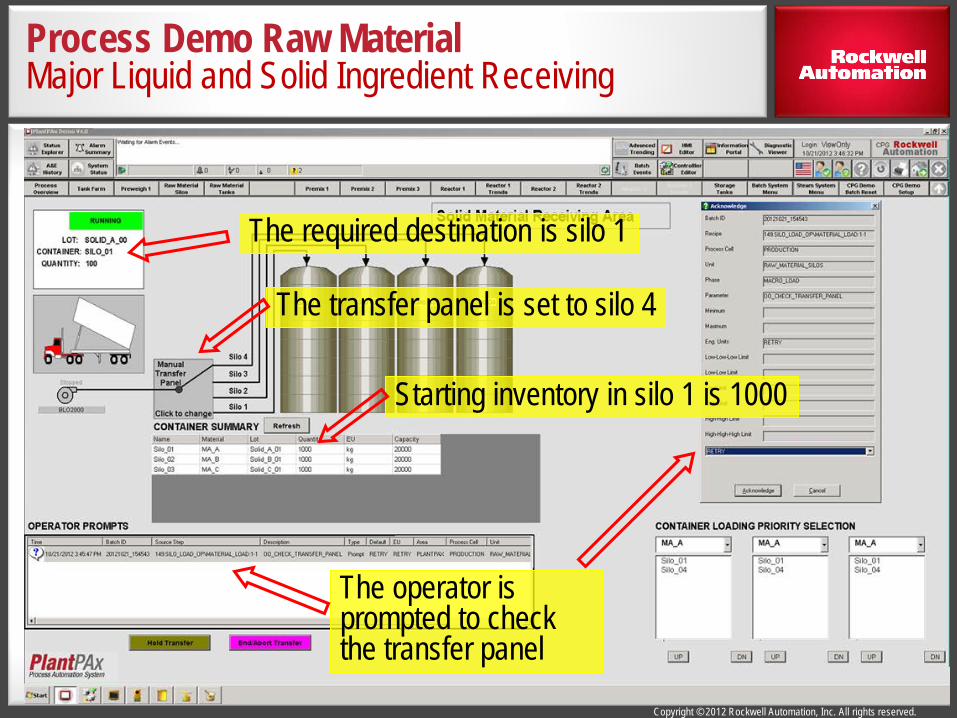
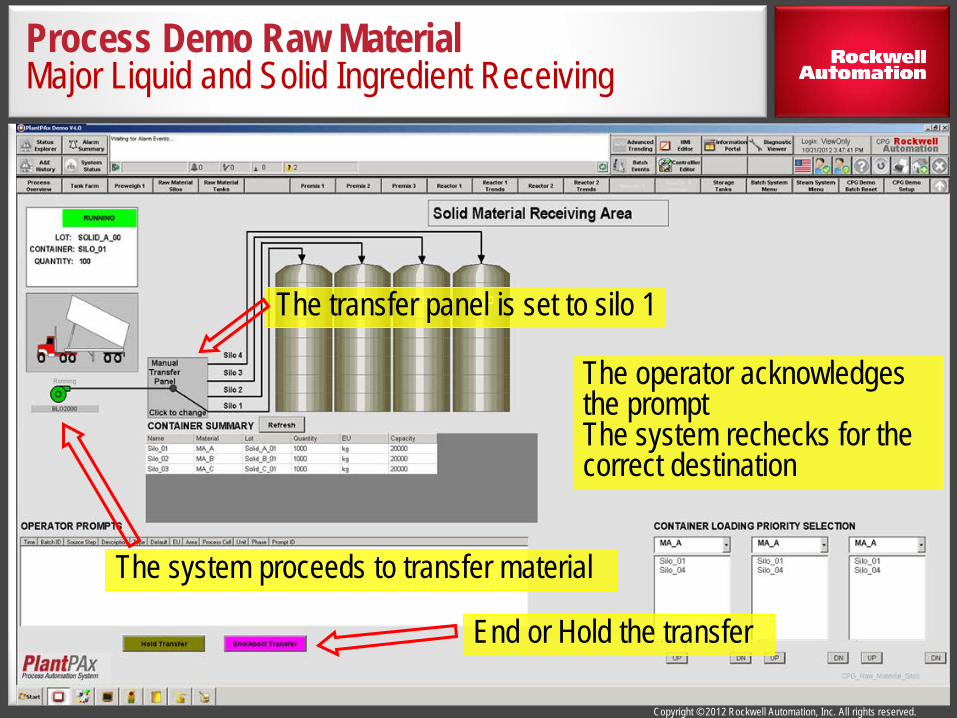
The required destination is silo 1
The operator is prompted to check the transfer panel
The transfer panel is set to silo 4
Starting inventory in silo 1 is 1000
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
The operator acknowledges the prompt The system rechecks for the correct destination
The transfer panel is set to silo 1
The system proceeds to transfer material
End or Hold the transfer
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
The operator is prompted to input the amount of material unloaded
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
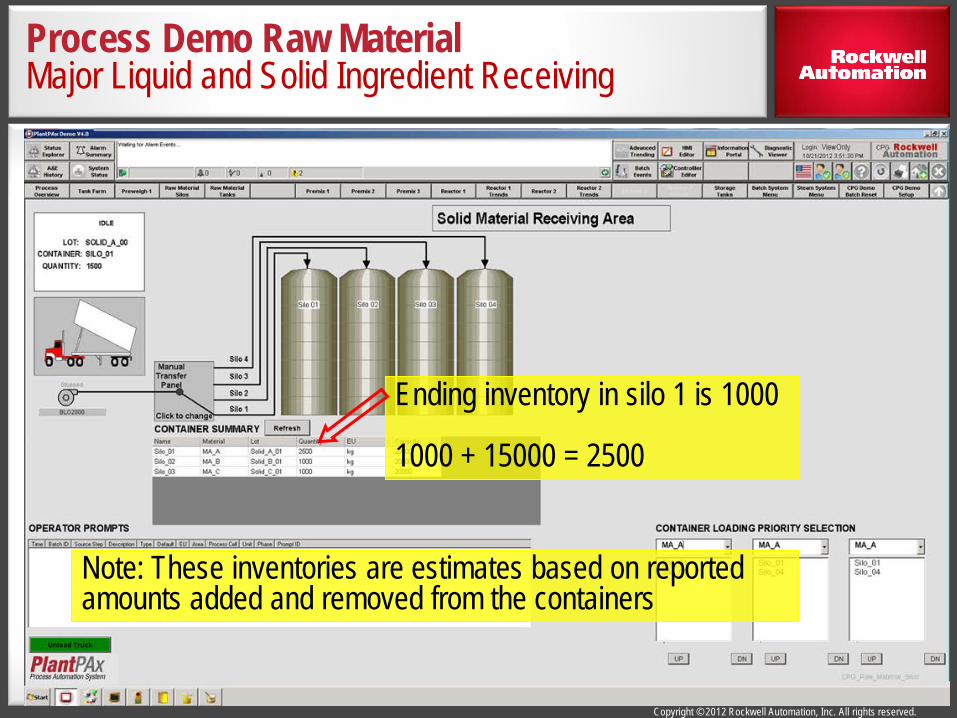
Ending inventory in silo 1 is 1000 1000 + 15000 = 2500
Note: These inventories are estimates based on reported amounts added and removed from the containers
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
The destinations in the liquids unloading station are automatically routed. The amount of liquid unloaded is determined by the flow meter. The inventory is automatically updated by the system.
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
The destinations in the liquids unloading station are automatically routed. The amount of liquid unloaded is determined by the flow meter. The inventory is automatically updated by the system.
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Raw Material Major Liquid and Solid Ingredient Receiving
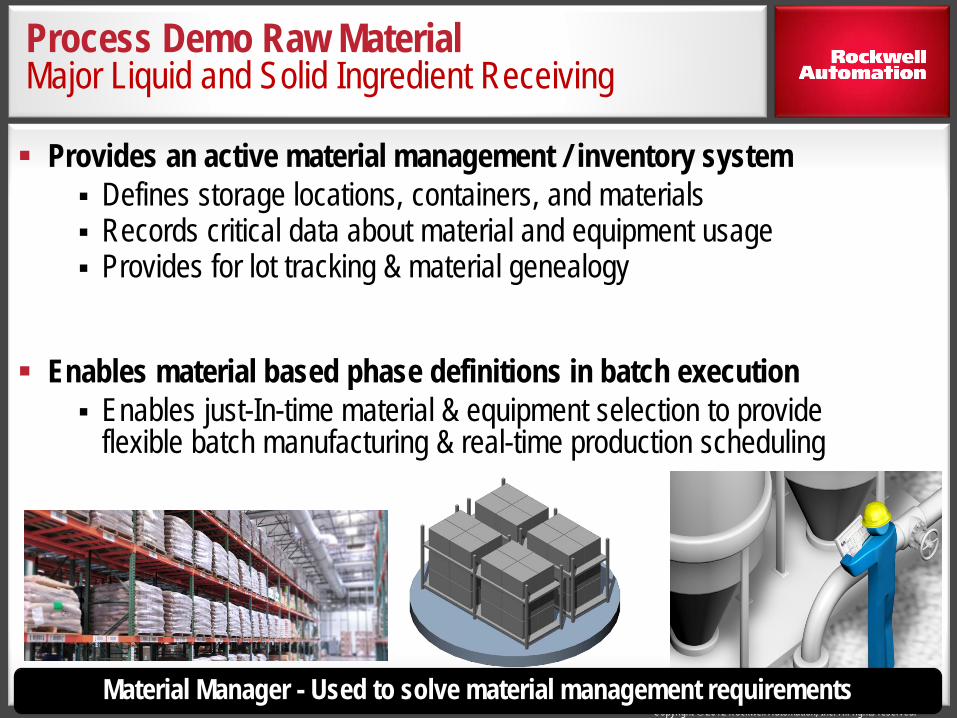
Provides an active material management / inventory system Defines storage locations, containers, and materials Records critical data about material and equipment usage Provides for lot tracking & material genealogy
Enables material based phase definitions in batch execution Enables just-In-time material & equipment selection to provide
flexible batch manufacturing & real-time production scheduling
Material Manager - Used to solve material management requirements

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo pre-weigh Unit Major Liquid and Solid Ingredient Dosing
Inventory as seen from the process automation
Source priority for material dosing

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Pre-weigh Unit Major Liquid and Solid Ingredient Dosing
Single material ADD phase required to add any ingredient to pre-weigh unit (liquids and solids)
Equipment Procedure (recipe)
Recipe Phase instance requiring addition of MAT_A based on weight
Recipe Phase instance requiring addition of MAT_A based on material properties
Same Phase different control strategy Material enabled Phases: • Knows what containers (silos or tanks) material are in. • Know which materials have been released to production. • Knows the container priority of usage.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo pre-weigh Unit Major Liquid and Solid Ingredient Dosing
LI_A located in tank 1 Tank 1 initial inventory
Recipe Phase instance requiring addition of LI_A based on weight control strategy

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo pre-weigh Unit Major Liquid and Solid Ingredient Dosing
Tank 1 final inventory
Material properties such as Cost ($/Kg) is used to determine material addition cost
The phase will prompt the operator if: • If any equipment required by
the phase is in Manual Mode or Faulted.
• If the material addition is over or under tolerance, allowing the phase to retry to complete the addition or to ignore the prompt.
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo pre-weigh Unit Major Liquid and Solid Ingredient Dosing
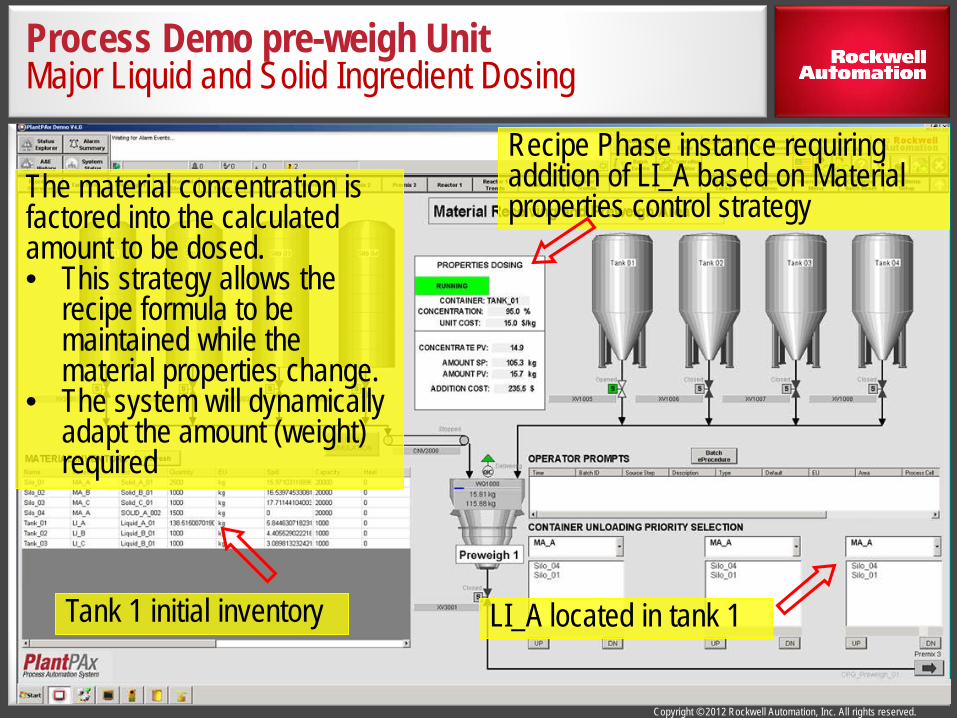
LI_A located in tank 1 Tank 1 initial inventory
Recipe Phase instance requiring addition of LI_A based on Material properties control strategy The material concentration is
factored into the calculated amount to be dosed. • This strategy allows the
recipe formula to be maintained while the material properties change.
• The system will dynamically adapt the amount (weight) required
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
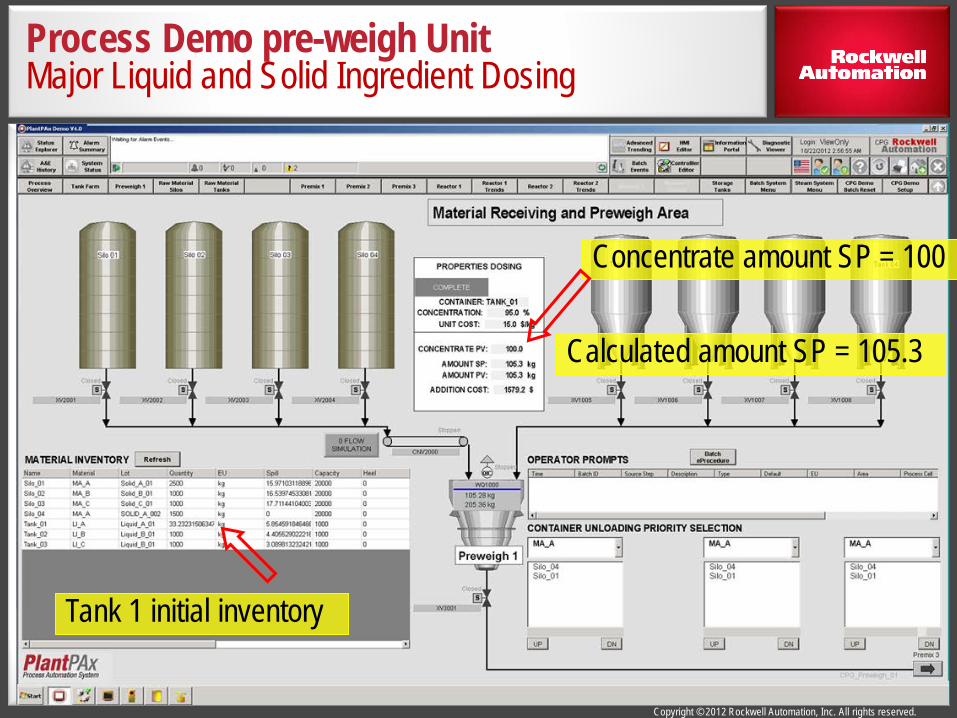
Process Demo pre-weigh Unit Major Liquid and Solid Ingredient Dosing
Tank 1 initial inventory
Concentrate amount SP = 100
Calculated amount SP = 105.3
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
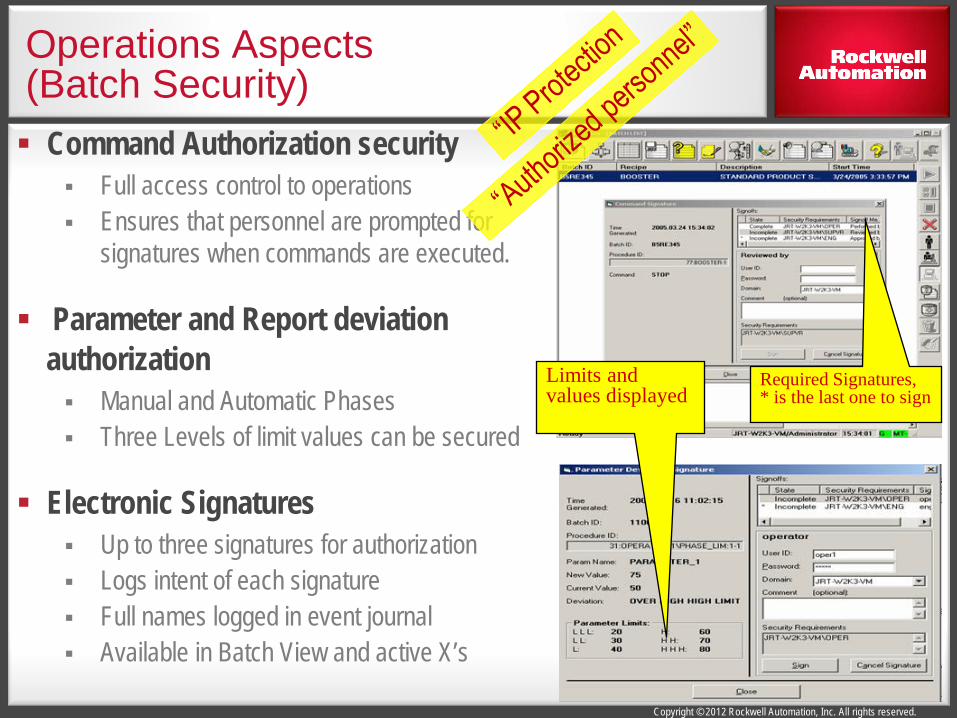
Operations Aspects (Batch Security) Command Authorization security
Full access control to operations Ensures that personnel are prompted for
signatures when commands are executed.
Parameter and Report deviation authorization Manual and Automatic Phases Three Levels of limit values can be secured
Electronic Signatures Up to three signatures for authorization Logs intent of each signature Full names logged in event journal Available in Batch View and active X’s
Limits and values displayed
Required Signatures, * is the last one to sign

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo pre-weigh Unit Major Liquid and Solid Ingredient Dosing
The material concentration and cost have been specified as properties. The phase has access to this data upon binding to a container.
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
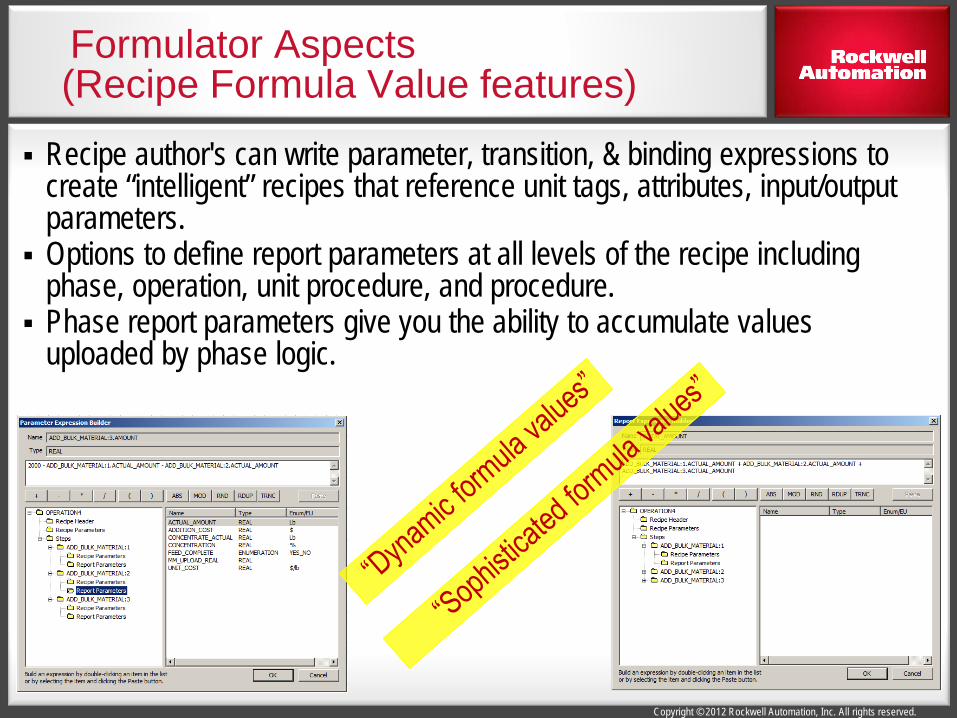
Formulator Aspects (Recipe Formula Value features)
Recipe author's can write parameter, transition, & binding expressions to create “intelligent” recipes that reference unit tags, attributes, input/output parameters.
Options to define report parameters at all levels of the recipe including phase, operation, unit procedure, and procedure.
Phase report parameters give you the ability to accumulate values uploaded by phase logic.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Overview Premix
Pre mix units 1 and 3 are highly automated
Pre mix units 2 in “not automated” The procedures to be followed by the operator can be automated.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Pre-mix Unit
Equipment view
Procedure steps description
Direct access to units prompts

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Pre-mix Unit
Operator instructions
Direct access to units instructions
Navigation to other units Instructions

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Pre-weigh Unit Major Liquid and Solid Ingredient Dosing
Integrated Equipment and procedure view
Batch List
Procedural view in SFC format
Step description

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo Pre-weigh Unit Major Liquid and Solid Ingredient Dosing
Procedural view in table format

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
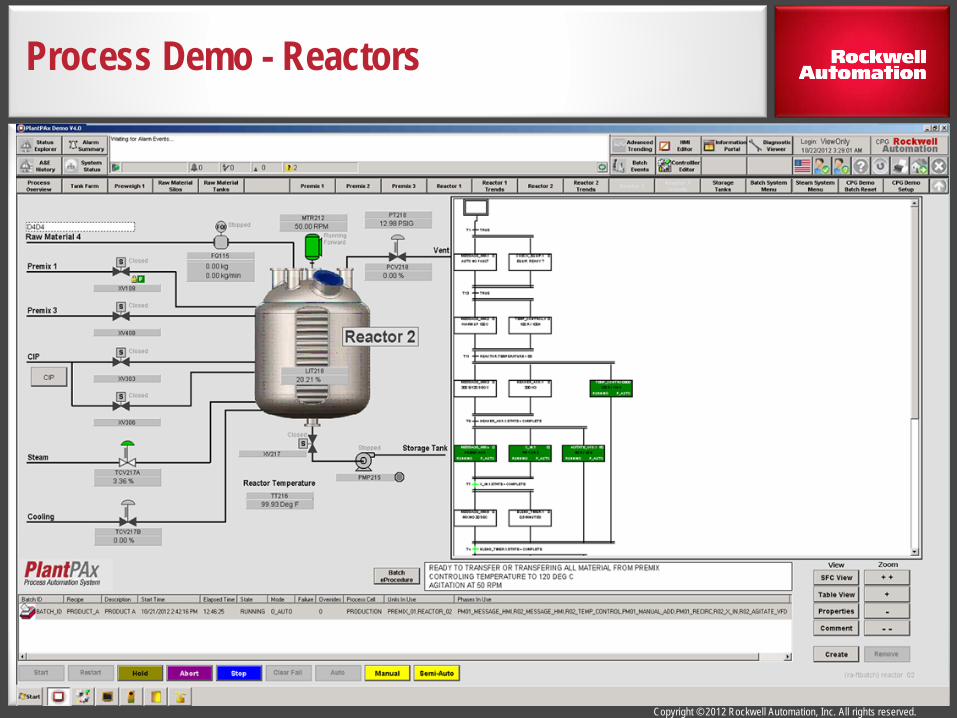
Process Demo - Reactors
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo - Reactors

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Full Screen Graphics Overview Batch Screen Overview Batch API Screen Line/Unit Batch Screen eProcedure Batch Screen
Pop-up Graphics
Instructions, Signatures, & Prompts Add Batch
Documented Batch API code examples Batch List, Units List Recipe List, Add Batch, Batch Commands
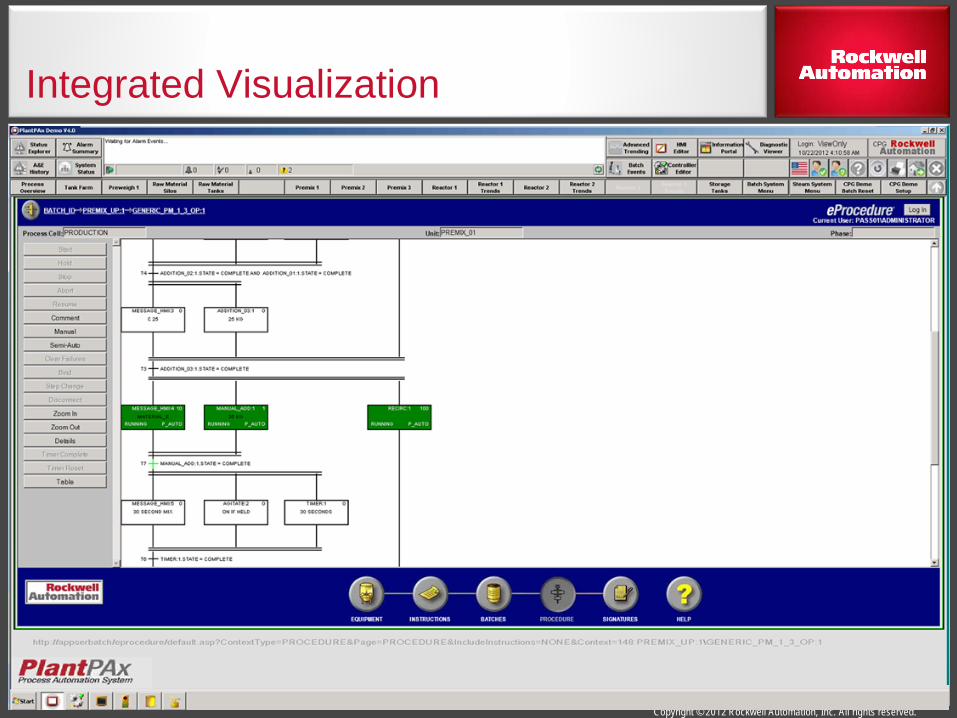
Integrated Visualization
Single operator interface for monitoring and controlling process
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Integrated Visualization

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
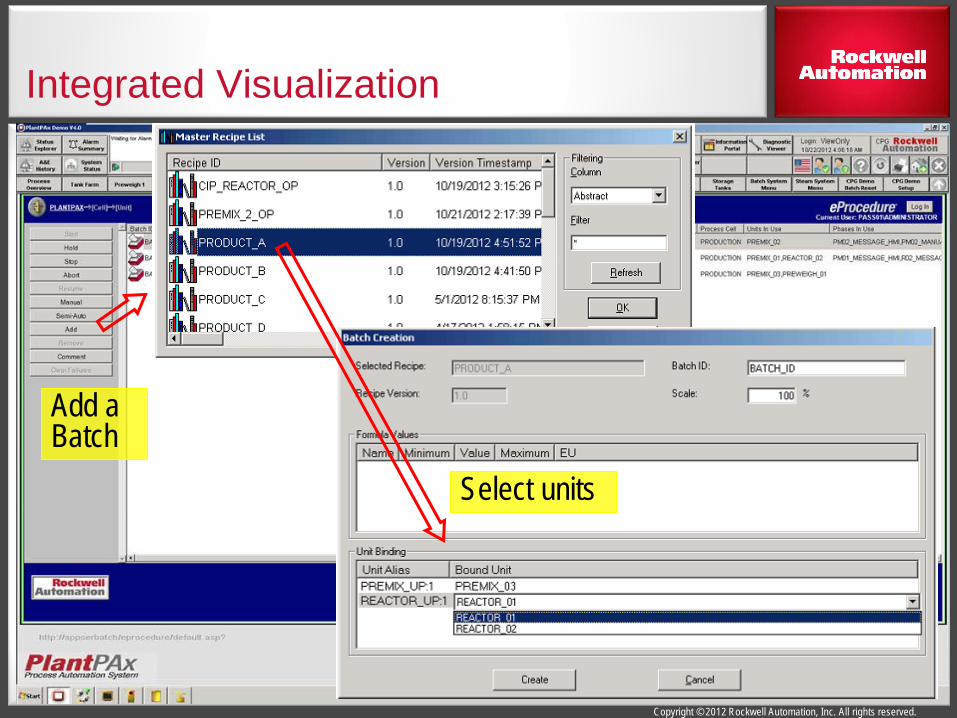
Integrated Visualization
Add a batch with the push of a button
Add a batch from batch view
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Integrated Visualization
Add a Batch
Select units
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
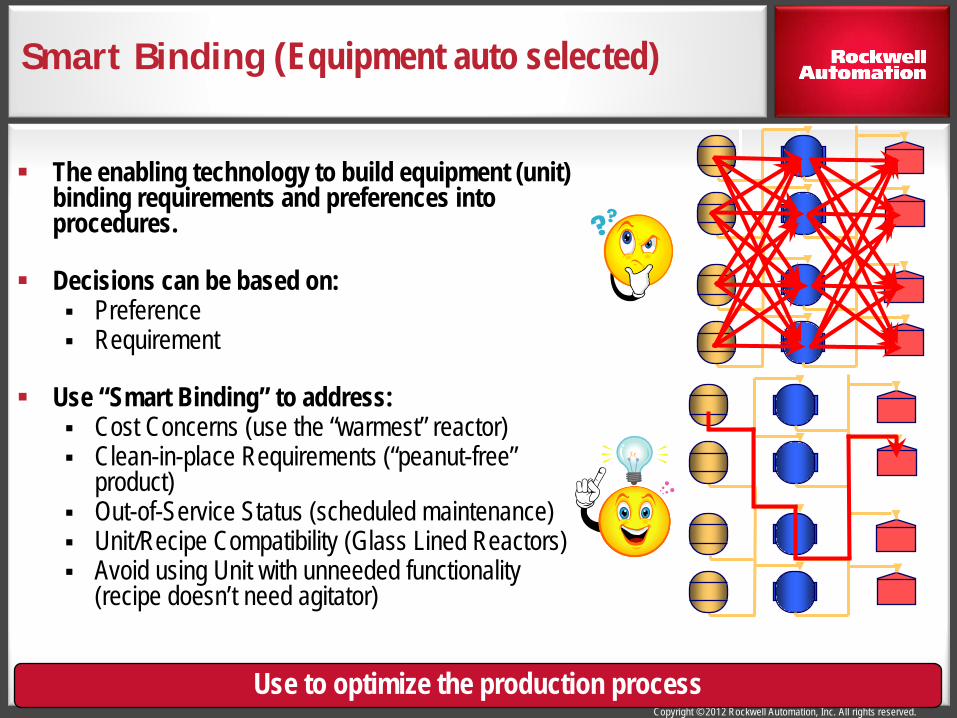
The enabling technology to build equipment (unit) binding requirements and preferences into procedures.
Decisions can be based on: Preference Requirement
Use “Smart Binding” to address: Cost Concerns (use the “warmest” reactor) Clean-in-place Requirements (“peanut-free”
product) Out-of-Service Status (scheduled maintenance) Unit/Recipe Compatibility (Glass Lined Reactors) Avoid using Unit with unneeded functionality
(recipe doesn’t need agitator)
Smart Binding (Equipment auto selected)
Use to optimize the production process

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Reduce Recipe Management Define all recipes as class based, then set
specific requirements through unit attributes
Improve energy efficiency Select cleanest or warmest unit for
reduced heating requirements
Improve quality and reduce rework Eliminate product transfer routing errors
by operators through pre-built binding requirements algorithms
Improve Process efficiency Reduction in Batch cycle time due to
reduced dynamic routing decision time Unit requirement and preferences
algorithms can react dynamically to changing unit conditions after schedule has been initiated
Some Benefits of Smart Binding

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo - Pre-mix Unit 2 Manual Unit
100 % Manual UNIT Batch system provides the operators with the required instructions

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Provides automated operator instructions for manual processes Automates the process without the need to automate the equipment Provides secure and reliable instructions to your operators using web technology Leverage manual SOP’s, documents, video, and/or pictures within instructions
Integrates manual instructions into automatic batch recipe execution Provides manual prompts, data acquisition, & SOP’s during running sequence. Connect to bar code scanner, databases, controllers within instructions Integrates directly into HMI applications Comprehensive Electronic Signatures
Use to solve manual SOP requirements
Electronic work instructions

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Typical procedures that can be automated Manual batch execution and
prompts Complex standard operating
procedures Portable hand held applications Product changeover and
packaging line changes Equipment startup and shutdown
sequences Abnormal condition handling Cleaning and maintenance
procedures
Use to solve manual SOP requirements
Electronic Work Instructions

Copyright © 2012 Rockwell Automation, Inc. All rights reserved. Use to solve manual SOP requirements
Electronic Work Instructions
Signature required
Prompt operator for lab sample Have lab complete the instruction
Display images

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Process Demo - Pre-mix Unit 2 Manual Unit
All manual instructions.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
LclTime BatchID Recipe Descript Event PValue EU Area ProcCell Unit Phase PhaseDesc UserID UniqueID MaterialName MaterialID LotName Label Container PromiseID Reactivation Number Instruction HTML SignatureID ActionID ContextsID Contexts Signature 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Event File Name C:\PLANTPAX DEMO\BATCH\JOURNALS\106.evt PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Version Recipe Header 1.0 PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Version Date Recipe Header 10/9/2009 8:39:35 AM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Author Recipe Header Demo User PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Product Code Recipe Header 33333 PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Product Description Recipe Header Product A - No Manual Steps but with continuous looping. PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Class or Instance Recipe Header Instance PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Recipe Type Recipe Header BP PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Area Model File Name Recipe Header C:\PLANTPAX DEMO\BATCH\PLANTPAX_DEMO.CFG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Area Model Validated Against Recipe Header 4/29/2010 1:12:47 PM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Validation Time Recipe Header 4/29/2010 1:13:40 PM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 File Name Recipe Header C:\PLANTPAX DEMO\BATCH\RECIPES\PRODUCT_C.BPC PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Scale Scale Factor 100 % PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 PREMIX_UP:1 Creation Bind PREMIX_01 PLANTPAX PREMIX_01 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 REACTOR_UP:1 Creation Bind REACTOR_01 PLANTPAX REACTOR_01 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_01:1-1 Initial Value: SETPOINT_01 Recipe Value Change 200 KG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_01:1-1 Initial Value: TOLERANCE_01 Recipe Value Change 5 % PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_01:1-1 Initial Value: MATERIAL_01 Recipe Value Change MATERIAL_A MATERIAL PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_02:1-1 Initial Value: SETPOINT_01 Recipe Value Change 125 KG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_02:1-1 Initial Value: TOLERANCE_01 Recipe Value Change 5 % PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_02:1-1 Initial Value: MATERIAL_01 Recipe Value Change MATERIAL_B MATERIAL PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_03:1-1 Initial Value: SETPOINT_01 Recipe Value Change 25 KG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_03:1-1 Initial Value: TOLERANCE_01 Recipe Value Change 5 % PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\ADDITION_03:1-1 Initial Value: MATERIAL_01 Recipe Value Change MATERIAL_C MATERIAL PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\AGITATE_FXD:1-1 Initial Value: MODE Recipe Value Change INDEFINITE AGIT_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\AGITATE_FXD:1-1 Initial Value: SETPOINT_MINS Recipe Value Change 0 MIN PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\AGITATE_FXD:1-1 Initial Value: SETPOINT_SECS Recipe Value Change 0 SEC PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\AGITATE_FXD:2-1 Initial Value: MODE Recipe Value Change DURATION AGIT_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\AGITATE_FXD:2-1 Initial Value: SETPOINT_MINS Recipe Value Change 0 MIN PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\AGITATE_FXD:2-1 Initial Value: SETPOINT_SECS Recipe Value Change 30 SEC PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\INITIALIZE:1-1 Initial Value: RECIPE_NAME Recipe Value Change PRODUCT A PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1\PM_XFER_OUT:1-1 Initial Value: MODE Recipe Value Change RECIRC_TRANSFER PREMIX_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:1-1 Initial Value: MODE Recipe Value Change INDEFINITE AGIT_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:1-1 Initial Value: SETPOINT_MINS Recipe Value Change 0 MIN PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:1-1 Initial Value: SETPOINT_SECS Recipe Value Change 0 SEC PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:1-1 Initial Value: RUN_SPEED Recipe Value Change 50 RPM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:1-1 Initial Value: HOLD_SPEED Recipe Value Change 0 RPM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:2-1 Initial Value: MODE Recipe Value Change INDEFINITE AGIT_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:2-1 Initial Value: SETPOINT_MINS Recipe Value Change 0 MIN PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:2-1 Initial Value: SETPOINT_SECS Recipe Value Change 0 SEC PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:2-1 Initial Value: RUN_SPEED Recipe Value Change 25 RPM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\AGITATE_VSD:2-1 Initial Value: HOLD_SPEED Recipe Value Change 0 RPM PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\BLEND_TIMER:1-1 Initial Value: $HOLD_BEHAVIOR Recipe Value Change RETENTIVE $HOLD_BEHAVIOR PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\BLEND_TIMER:1-1 Initial Value: $TIMER_TYPE Recipe Value Change COUNT_DOWN $TIMER_TYPE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\BLEND_TIMER:1-1 Initial Value: $SETPOINT Recipe Value Change 0.5 MINUTES PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\HEADER_ADD:1-1 Initial Value: SETPOINT_01 Recipe Value Change 300 KG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\HEADER_ADD:1-1 Initial Value: TOLERANCE_01 Recipe Value Change 5 % PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\HEADER_ADD:1-1 Initial Value: MATERIAL_01 Recipe Value Change MATERIAL_D MATERIAL PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\INITIALIZE:1-1 Initial Value: RECIPE_NAME Recipe Value Change PRODUCT A PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\PREMIX_ADD:1-1 Initial Value: MATERIAL_01 Recipe Value Change PREMIX MATERIAL PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\PREMIX_ADD:1-1 Initial Value: CONTROL_STRATEGY Recipe Value Change ADD_ALL PREMIX_ADD.CONTROL_STRATEGY PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\REACTOR_XFER_OUT:1-1 Initial Value: PATH Recipe Value Change STRG_TNK_01 RCTR_XFER_PATH PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\TEMP_CTL:1-1 Initial Value: MODE Recipe Value Change WARM_UP TEMP_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\TEMP_CTL:1-1 Initial Value: SETPOINT_TEMP Recipe Value Change 100 DEG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\TEMP_CTL:2-1 Initial Value: MODE Recipe Value Change TEMP_CNTRL TEMP_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\TEMP_CTL:2-1 Initial Value: SETPOINT_TEMP Recipe Value Change 153.6 DEG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\TEMP_CTL:3-1 Initial Value: MODE Recipe Value Change COOL_DWN TEMP_MODE PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1\TEMP_CTL:3-1 Initial Value: SETPOINT_TEMP Recipe Value Change 98.6 DEG PLANTPAX 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Product A - No Manual Steps but with continuous looping. System Message FactoryTalk Batch Server Version 11.00.1020.225 Procedure PLANTPAX PAX02/PAX02\LABUSER 106 0 2010.05.17 06:25:13 BATCH_ID 106:PRODUCT_C-1 Product A - No Manual Steps but with continuous looping. System Message Beginning Of BATCH Procedure PLANTPAX PAX02/PAX02\LABUSER 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 State Commanded: State Command START PLANTPAX PAX02/PAX02\LABUSER 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 State Changed: State Change IDLE PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 Step Activated Step Activity Initial Step PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 Procedure Started. System Message 0 PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 State Changed: State Change RUNNING PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 Step Activated Step Activity PREMIX_SIMPLE_LOOP_UP:1 Unit Procedure PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 Step Activated Step Activity REACTOR_SIMPLE_LOOP_UP:1 Unit Procedure PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C-1 Step Deactivated Step Activity Initial Step PLANTPAX 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 State Changed: State Change IDLE PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 Step Activated Step Activity Initial Step PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 Unit Procedure Started System Message 0 PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 State Changed: State Change IDLE PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 Step Activated Step Activity Initial Step PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 Unit Procedure Started System Message 0 PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 State Changed: State Change RUNNING PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 State Changed: State Change RUNNING PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 Unit Acquired Arbitration PREMIX_01 PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 Step Activated Step Activity PREMIX_SIMPLE_OP:1 Operation PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 Unit Acquired Arbitration REACTOR_01 PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 Step Activated Step Activity REACTOR_SIMPLE_OP:1 Operation PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1-1 Step Deactivated Step Activity Initial Step PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1-1 State Changed: State Change IDLE PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1-1 Step Activated Step Activity Initial Step PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1-1 Operation Started System Message 0 PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1-1 Step Deactivated Step Activity Initial Step PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1-1 State Changed: State Change IDLE PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1-1 Step Activated Step Activity Initial Step PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1-1 Operation Started System Message 0 PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1-1 State Changed: State Change RUNNING PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\REACTOR_SIMPLE_LOOP_UP:1\REACTOR_SIMPLE_OP:1-1 State Changed: State Change RUNNING PLANTPAX PRODUCTION REACTOR_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1-1 Equipment Module Acquired Arbitration PM01_INITIALIZE PLANTPAX PRODUCTION PREMIX_01 106 0 2010.05.17 06:25:24 BATCH_ID 106:PRODUCT_C\PREMIX_SIMPLE_LOOP_UP:1\PREMIX_SIMPLE_OP:1-1 Step Activated Step Activity INITIALIZE:1 Phase PLANTPAX PRODUCTION PREMIX_01 PM01_INITIALIZE 106 0
Batch execution and process data is generated and stored

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
• Batch Reporting – Internet Explorer
• Batch Analysis – HMI, PB, Excel
Same data, users with different focus…
• Historian – Time-Series Data – Batch Analysis
• SQL Database – Relational Data – Batch Records
• All batch data • No trend data
• Only the batch data you want
• All trend data
• Batch – Recipe Mgmt – Batch Control – Data Logging
• Designed to provide “templated” batch reports via the web
• Designed to enable detailed time analysis of the batch process
• FactoryTalk VantagePoint - Decision Support
Event
Trend
Event

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available
Quality Plant Management Planning and Logistics
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
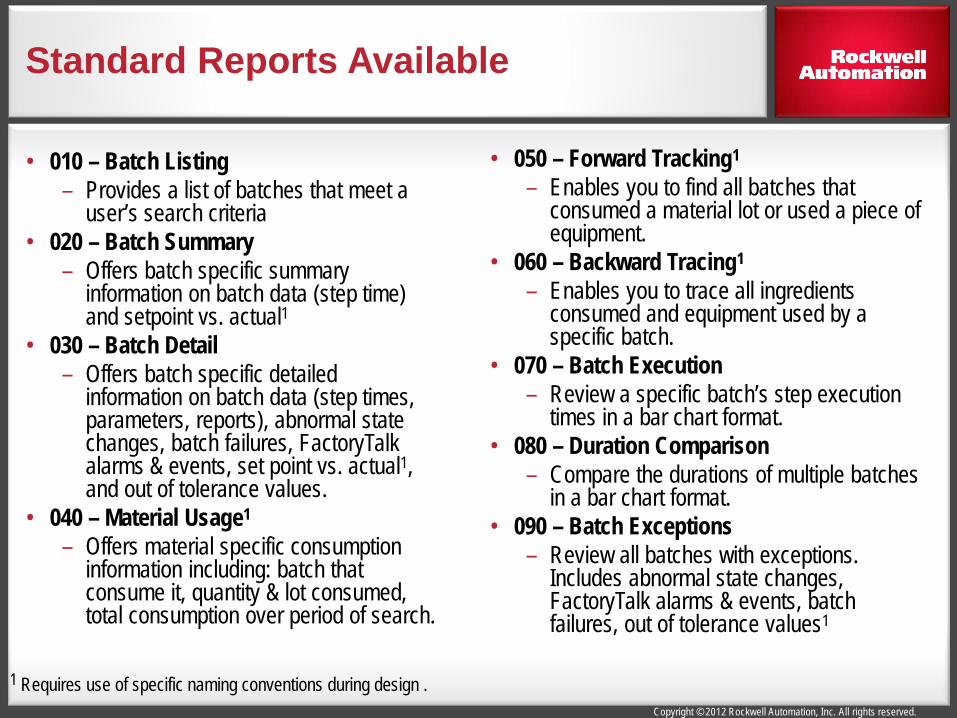
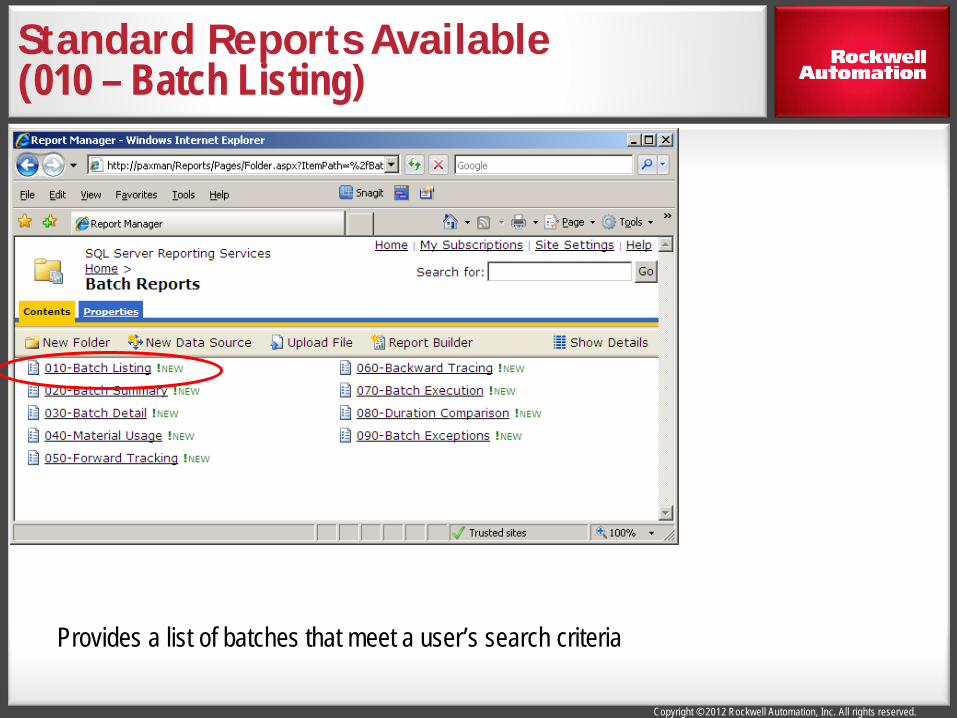
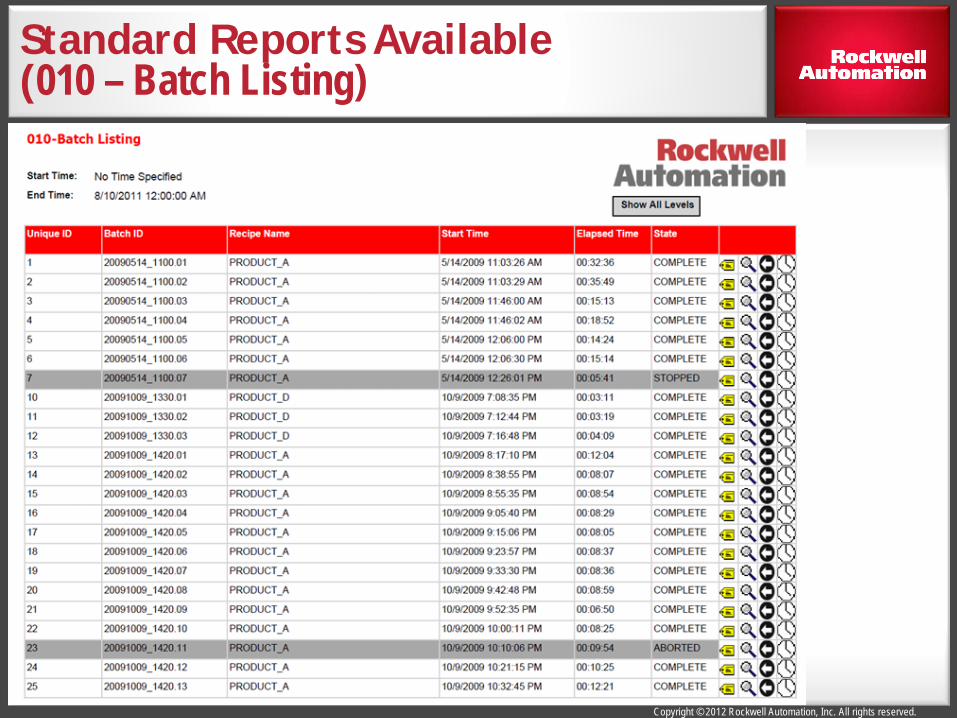
• 010 – Batch Listing – Provides a list of batches that meet a
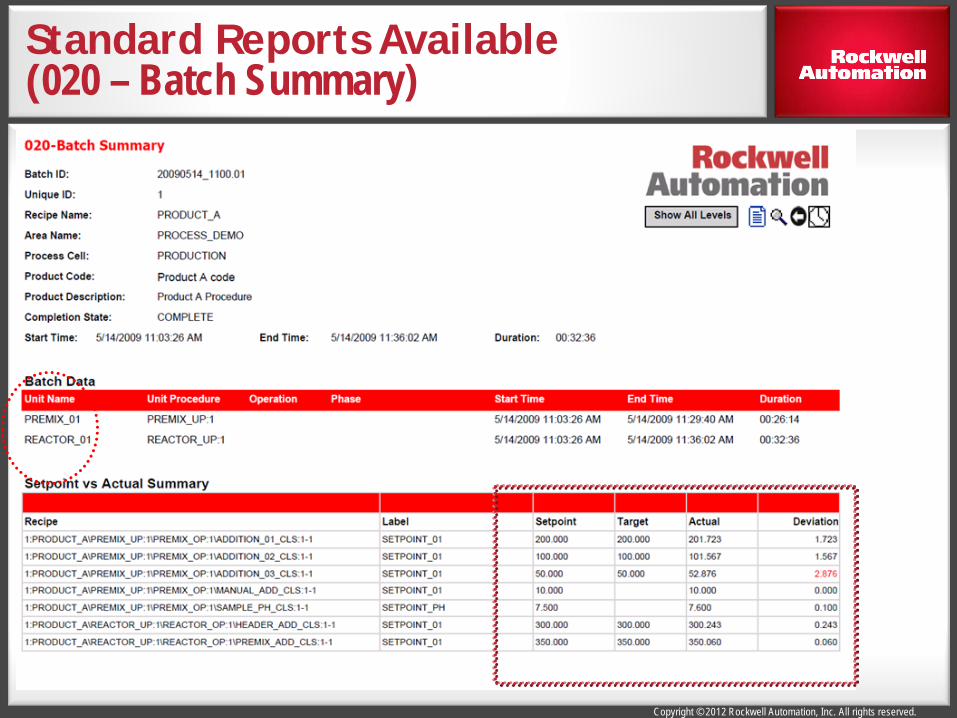
user’s search criteria • 020 – Batch Summary
– Offers batch specific summary information on batch data (step time) and setpoint vs. actual1
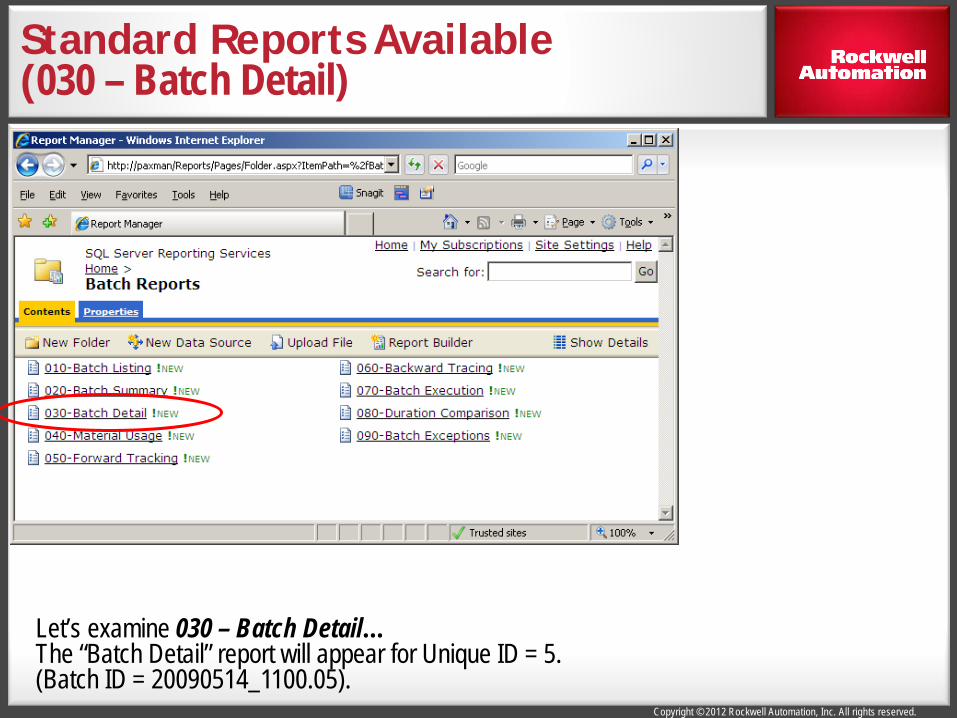
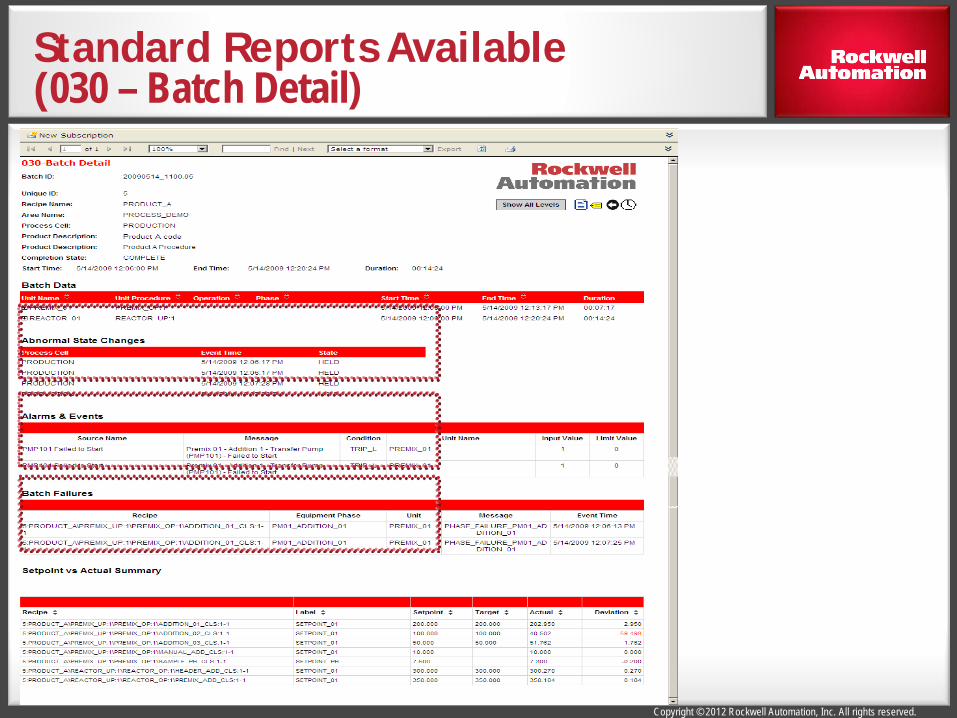
• 030 – Batch Detail – Offers batch specific detailed
information on batch data (step times, parameters, reports), abnormal state changes, batch failures, FactoryTalk alarms & events, set point vs. actual1, and out of tolerance values.
• 040 – Material Usage1
– Offers material specific consumption information including: batch that consume it, quantity & lot consumed, total consumption over period of search.
• 050 – Forward Tracking1 – Enables you to find all batches that
consumed a material lot or used a piece of equipment.
• 060 – Backward Tracing1 – Enables you to trace all ingredients
consumed and equipment used by a specific batch.
• 070 – Batch Execution – Review a specific batch’s step execution
times in a bar chart format. • 080 – Duration Comparison
– Compare the durations of multiple batches in a bar chart format.
• 090 – Batch Exceptions – Review all batches with exceptions.
Includes abnormal state changes, FactoryTalk alarms & events, batch failures, out of tolerance values1
1 Requires use of specific naming conventions during design .
Standard Reports Available
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (010 – Batch Listing)
Provides a list of batches that meet a user’s search criteria
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (010 – Batch Listing)

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (020 – Batch Summary)
The “Batch Summary” report will provide a high level report with basic information.
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (020 – Batch Summary)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (030 – Batch Detail)
Let’s examine 030 – Batch Detail… The “Batch Detail” report will appear for Unique ID = 5. (Batch ID = 20090514_1100.05).
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (030 – Batch Detail)
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
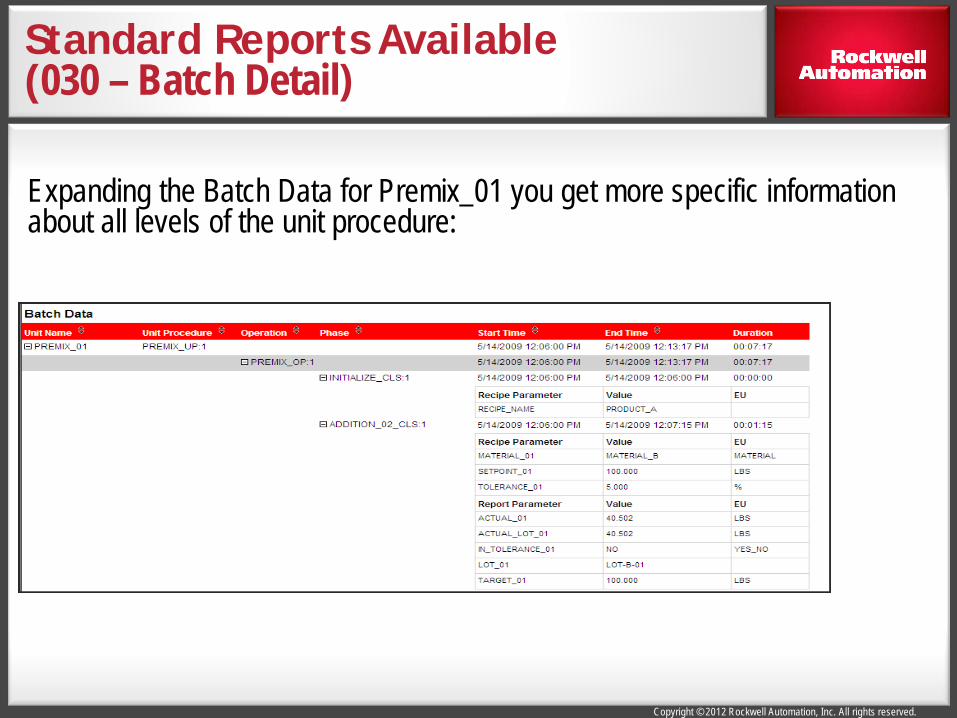
Standard Reports Available (030 – Batch Detail)
Expanding the Batch Data for Premix_01 you get more specific information about all levels of the unit procedure:
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
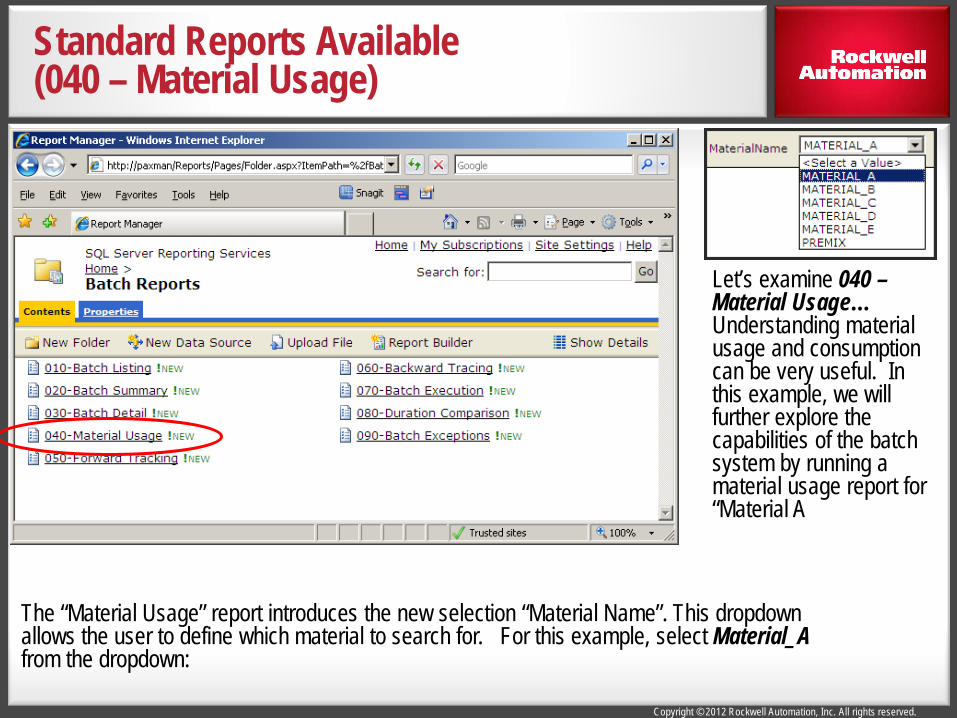
Standard Reports Available (040 – Material Usage)
The “Material Usage” report introduces the new selection “Material Name”. This dropdown allows the user to define which material to search for. For this example, select Material_A from the dropdown:
Let’s examine 040 – Material Usage… Understanding material usage and consumption can be very useful. In this example, we will further explore the capabilities of the batch system by running a material usage report for “Material A

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (040 – Material Usage)

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (050 – Forward Tracking)
Track and Trace requirements are a very critical in many industries today. Track & Trace can be separated into the following two parts. •Forward Tracking enables a search on raw material lot or equipment to provide a list of all final batches that used that material or equipment. This is primarily used when there is a raw material recall or issues with equipment are discovered. •Backward Tracing enables a search on a specific batch produced and returns the list of all raw material lots and equipment used in that batch. This is primarily used to determine all items in the batch when a defective batch is identified. (ie. Customer issue or final product recall.)
Let’s examine 050 - Forward Tracking… The “Forward Tracking” report introduces the new selection “Report Type”. This dropdown allows the user to define if the search should be by “Lot” or by “Equipment”. For this example, select Lot from the dropdown:
Each line of this report shows the Batch ID, recipe name, amount consumed, and event time for the consumption of “Lot-A-01” as selected from a dropdown menu:

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (050 – Forward Tracking)

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (060 – Backward Tracing)
Let’s examine 060 - Backward Tracing… The data given by the customer indicates that “Batch ID – 20090514_1100.05” is in question. Observe all material and equipment used by this batch! The “Backward Tracing” report will appear for Unique ID = 5. (Batch ID = 20090514_1100.05). In this report we can see a listing of all materials,

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (060 – Backward Tracing)

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (070 – Batch Execution)
Any delay in the premix process can delay the overall reactor cycle time. Here we can see that the operator took approximately 324 seconds to complete the manual addition to the premix vessel.
Let’s examine 070 – Batch Execution… The “Batch Execution” report will appear for Unique ID = 4. This report graphically shows the detailed time execution of the batch. To maximize the value of this report, the user needs an understanding of the process. In this production process, the premix material is first created and then added to the reactor.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (070 – Batch Execution)

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (080 – Duration Comparison)
Let’s examine the 080-Duration Comparison… From the query header, select Start Time Calendar, and select May 1, 2009 From the query header, select End Time Calendar, and select June 1, 2009. From the query header, enter *20090514* into the “Batch ID Filter” and hit the Enter key (Be sure to use the asterisk (*) wildcard both before and after the entry. This ensures we get the full production run) We want to compare all batches in this campaign, so we will leave all batches checked under the “Unique ID”.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (080 – Duration Comparison)
NOTE: From this view, we can see both a bar chart view of batch duration as well as a table of raw data. Notice that the early batches 1 & 2 (green & blue bars) took longer to execute and the stopped batch 5 (yellow bar) shows a short duration. This gives the user a good overview of cycle time.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (090 – Batch Exceptions)
Let’s examine the 090-Batch Exceptions… The “Batch Exception” report displays all batches in range with: •Abnormal State Changes – These states include Held, Stopped, Aborted, and/or Paused. •Alarms & Events – The web based reports can be linked to the standard FactoryTalk Alarms & Events database table in SQL server. The FTAE “Alarm Class” field of the report is used to associate a specific alarm/event with a batch unit name. Simply add the batch unit name to this alarm/event field and all alarms/events triggered during the batch unit execution will be reported. •Batch Failures – Includes all FactoryTalk Batch configured alarms.
•Out Of Tolerance – Includes a list of all Setpoint vs. Actual comparisons identified as out of tolerance. The “out-of-tolerance” flag is a report register set by the control system during execution of the phase based on coded conditions, not batch server interpretation. This ensures maximum flexibility in determining the out-of-tolerance state.

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Standard Reports Available (090 – Batch Exceptions)
NOTE: From this view, we can see each of the four sections defined above. Each section can contain multiple lines. Each line represents a unique batch. The wording “No Data Available” will be shown when no batches meet the search criteria

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Batch Analysis Capabilities
FactoryTalk Batch Interface EVT Interface to support FactoryTalk Batch
Including eProcedure and Material Manager
Copyright © 2012 Rockwell Automation, Inc. All rights reserved. 80
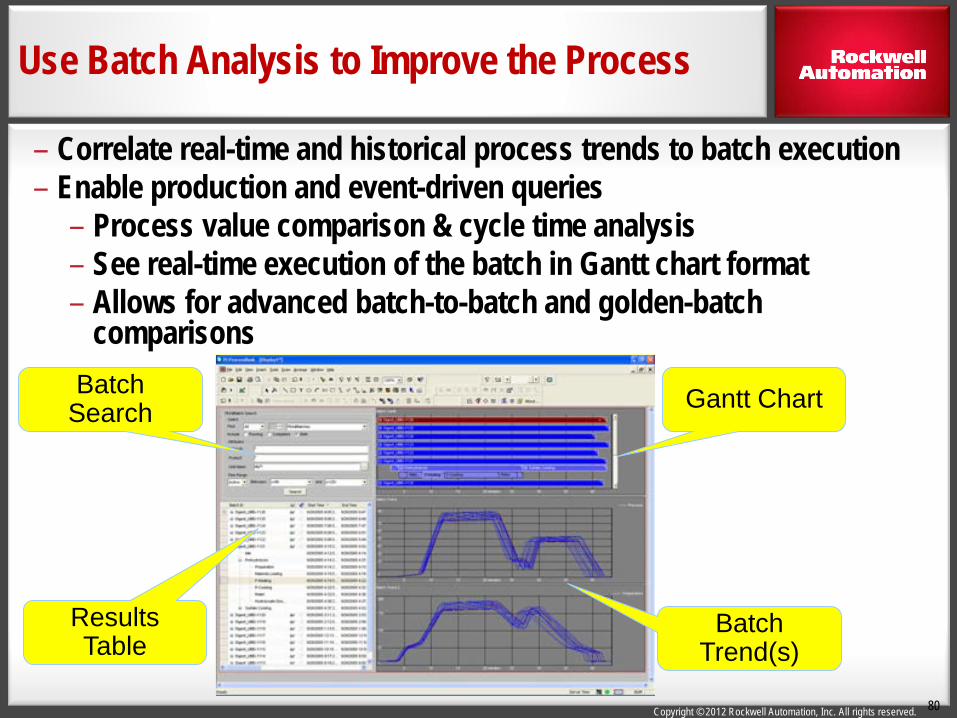
– Correlate real-time and historical process trends to batch execution – Enable production and event-driven queries
– Process value comparison & cycle time analysis – See real-time execution of the batch in Gantt chart format – Allows for advanced batch-to-batch and golden-batch
comparisons Batch Search
Results Table
Gantt Chart
Batch Trend(s)
Use Batch Analysis to Improve the Process

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
FactoryTalk Historian Search Capability
Compare batch execution – Base-lined or Time-lined
Compare against assigned “Golden Batch” characteristics
Compare batch step execution – Procedure, UP, Operation,
phase
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Conclusion: We can Improve Operations Productivity
We can help predict the changes in the recipe and process that need to be made to achieve the same end product.
We can allow process to make decisions based on business rules
We can provide personnel data to make decisions the control system is not setup for.
The information pertinent to the production of a batch could be captured an correlated to the various quality points.
Better decisions could be made to improve the overall quality of the final product.
82

Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
Questions
Name – John Párraga Title – Product Manager Date – 5-6 November, 2012
Process Procedure Sequencing