IE 337: Materials & Manufacturing Processes Chapters 7, 12, 16 & 17 Lecture 13: Ceramics, Glass and...
68
IE 337: Materials & Manufacturing Processes Chapters 7, 12, 16 & 17 Lecture 13: Ceramics, Glass and Powder Processing
-
Upload
hollie-hines -
Category
Documents
-
view
241 -
download
3
Transcript of IE 337: Materials & Manufacturing Processes Chapters 7, 12, 16 & 17 Lecture 13: Ceramics, Glass and...

IE 337: Materials & Manufacturing Processes
Chapters 7, 12, 16 & 17
Lecture 13:
Ceramics, Glass and Powder Processing

2
This Time
Ceramics Glass Processing Powder Processing: Ceramics and Metals Homework #5 on Thursday (2/25/10)

Ceramics
General properties Hard High wear resistance Brittle High compressive strength High elastic modulus High temperature resistance Good creep resistance Low conductivity Low thermal expansion Good chemical inertness

Glasses Clay products
Refractories Abrasives Cements Advanced ceramics
-optical -composite reinforce -containers/ -household
-whiteware -bricks
-bricks for high T (furnaces)
-sandpaper -cutting -polishing
-composites -structural
engine -rotors -valves -bearings
-sensors
Ceramics: Classification
Al2O3-SiO2 Si3N4
ZrO2
SiC
BN
Al2O3
AlN
WC
Diamond
ZrO2
Al2O3

Common Ceramics
Oxides: Al2O3, ZrO2
Nitrides: AlN, Si3N4, BN, TiN Carbides: WC, SiC, TiC, TaC Glasses: SiO2 + others Carbon: Graphite, Diamond
Processed as powders
15m
sinter

Whiteware Ceramics
Clay Quartz Feldspar
Processing Water addition, mixing Air removal Shaping Drying Coating Firing
Products Brick Structural Tile Drain / sewer pipe Decorative applications Bath / kitchen structures

7
Refractory Material
Retain properties at high temperature Mechanical Chemical
Products Fire brick Insulating fibers Refractory linings Coatings
Silica Alumina Magnesium Oxide

8
Abrasives
High hardness
Examples Silicon carbide Aluminum oxide Cubic boron nitride
Roughing Applications Grinding Cutting
Water-jet Sawing
Coatings
Super-Finishing Honing Lapping

9
Glasses
Amorphous solid Vitreous (noncrystalline)
structure Amorphous Cooled to semi-solid
condition without crystallization
Subject to creep Silica Glass
Optical properties Thermal stability
Products Window glass Fiber optics Chemical containers Lenses

10
Glass Ceramics
Crystalline solid 0.1 to 1.0 micron grains Use of nucleating agents
Glass Ceramic Efficient processing in
glassy state Net shape process Good mechanical
properties versus glass Low porosity Low thermal expansion Higher resistance to
thermal shock
Products Cookware Heat exchangers Missile radomes

11
Cermets
Combination of metals & ceramics “Cemented” carbides Bound with high
temperature metal
Properties High hardness High temperature
resistance Improved toughness Improved strength Improved shock resistance
Applications Crucibles Jet nozzles High temperature brakes
Production Press powder in metal
mold Sintering in controlled
atmosphere
WC-Co

GLASS

13
Shaping Methods for Glass
Methods for shaping glass are different from those used for traditional and new ceramics
Glassworking: principal starting material is silica Usually combined with other oxide ceramics that form
glasses
Heated to transform it from a hard solid into a viscous liquid; it is then shaped into the desired geometry while in this fluid condition
When cooled and hard, the material remains in the amorphous state rather than crystallizing

14
The typical process sequence in glassworking:
(1) preparation of raw materials and melting,
(2) shaping, and
(3) heat treatment

Glassworking Processes
Piece Ware Flat and Tubular Glass Glass Fibers
15

16
Piece Ware Shaping Processes
Spinning – similar to centrifugal casting Pressing – for mass production of flat products
such as dishes, bake ware, and TV faceplates Blow forming – for production of smaller-mouth
containers such as beverage bottles and incandescent light bulbs
Casting – for large items such as large astronomical lenses that must cool very slowly to avoid cracking

17
Spinning of funnel‑shaped glass parts such as back sections of cathode ray tubes for TVs and computer monitors:
(1) gob of glass dropped into mold; and
(2) rotation of mold to spread molten glass on mold surface
Spinning

18
Pressing of flat glass pieces: (1) glass gob is fed into mold from furnace; (2) pressing into shape by plunger; and (3) plunger is retracted and finished product is removed (symbols v and F indicate motion (velocity) and applied force)
Pressing

19
Blow forming sequence: (1) gob is fed into inverted mold cavity; (2) mold is covered; (3) first blowing step; (4) partially formed piece is reoriented and transferred to second blow mold, and (5) blown to final shape
Blow Forming

20
Casting
A low viscosity glass can be poured into a mold Uses: massive objects, such as astronomical
lenses and mirrors After cooling and solidifying, the piece must be
finished by lapping and polishing Casting of glass is not often used except for
special jobs Smaller lenses are usually made by pressing

21
Starting glass from melting furnace is squeezed through opposing rolls whose gap determines sheet thickness, followed by grinding/ polishing
Rolling

22
Molten glass flows onto the surface of a molten tin bath, where it spreads evenly, into a uniform thickness and smoothness - no grinding or polishing is needed
Float Process

23
Forming of Glass Fibers
Products can be divided into 2 categories:
1. Discontinuous fibrous glass for insulation and air filtration, in which the fibers are in a random, wool‑like condition Produced by centrifugal spraying
2. Long continuous filaments suitable for fiber reinforced plastics, yarns, fabrics, and fiber optics Produced by drawing

24
Continuous glass fibers of small diameter are produced by pulling strands of molten glass through small orifices in a heated plate made of a platinum alloy
Drawing

25
Heat Treatment
Annealing to eliminate stresses from temperature gradients Annealing temperatures are around 500C
followed by slow cooling
Tempering to make the glass more resistant to scratching and breaking due to compressive stresses on its surfaces Heating to a temperature above annealing,
followed by quenching of surfaces by air jets

26
Finishing Operations
Glass sheets often must be ground and polished to remove surface defects and scratch marks and to make opposite sides parallel
Decorative and surface processes performed on certain glassware products include: Mechanical cutting and polishing operations; and
sandblasting Chemical etching (with hydrofluoric acid, often in
combination with other chemicals) Coating (e.g., coating of plate glass with aluminum
or silver to produce mirrors)

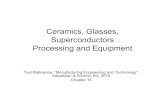
Figure 16.1 A collection of powder metallurgy parts (photo courtesy of Dorst America, Inc.).
Powder Processing Parts
27

Powder Processing
1. The Characterization of Engineering Powders
2. Production of Metallic Powders
3. Conventional Pressing and Sintering
28

Powder Metallurgy (PM)
Metal processing technology in which parts are produced from metallic powders
Usual PM production sequence:1. Pressing - powders are compressed into desired shape to
produce green compact Accomplished in press using punch-and-die tooling
designed for the part
2. Sintering – green compacts are heated to bond the particles into a hard, rigid mass Performed at temperatures below the melting point of the
metal
29

Why Powder Metallurgy is Important
PM parts can be mass produced to net shape or near net shape, eliminating or reducing the need for subsequent machining
PM process wastes very little material - ~ 97% of starting powders are converted to product
PM parts can be made with a specified level of porosity, to produce porous metal parts Examples: filters, oil‑impregnated bearings and
gears
30

More Reasons Why PM is Important
Certain metals that are difficult to fabricate by other methods can be shaped by powder metallurgy Tungsten filaments for incandescent lamp bulbs are made by
PM
Certain alloy combinations and cermets made by PM cannot be produced in other ways Non-equilibrium microstructures possible
PM compares favorably to most casting processes in dimensional control
PM production methods can be automated for economical production
31

Engineering Powders
A powder can be defined as a finely divided particulate solid
Engineering powders include metals and ceramics
Geometric features of engineering powders: Particle size and distribution Particle shape and internal structure Surface area
32

Measuring Particle Size
Most common method uses screens of different mesh sizes
Mesh count - refers to the number of openings per linear inch of screen A mesh count of 200 means there are 200 openings
per linear inch Since the mesh is square, the count is equal in both
directions, and the total number of openings per square inch is 2002 = 40,000
Higher mesh count = smaller particle size
33

Screen Mesh
Figure 16.2 Screen mesh for sorting particle sizes.
34

Particle Shapes in PM
Figure 16.3 Several of the possible (ideal) particle shapes in powder metallurgy.
35

Observations
Smaller particle sizes generally show greater friction and steeper angles
Spherical shapes have the lowest interpartical friction
As shape deviates from spherical, friction between particles tends to increase
Easier flow of particles correlates with lower interparticle friction
Lubricants are often added to powders to reduce interparticle friction and facilitate flow during pressing
36

Particle Density Measures
True density - density of the true volume of the material The density of the material if the powders were
melted into a solid mass
Bulk density - density of the powders in the loose state after pouring Because of pores between particles, bulk density is
less than true density
37

Packing Factor
Bulk density divided by true density Typical values for loose powders range between
0.5 and 0.7 If powders of various sizes are present, smaller
powders will fit into spaces between larger ones, thus higher packing factor
Packing can be increased by vibrating the powders, causing them to settle more tightly
Pressure applied during compaction greatly increases packing of powders through rearrangement and deformation of particles
38

Porosity
Ratio of volume of the pores (empty spaces) in the powder to the bulk volume
In principlePorosity + Packing factor = 1.0
The issue is complicated by possible existence of closed pores in some of the particles
If internal pore volumes are included in above porosity, then equation is exact
39

Chemistry and Surface Films
Metallic powders are classified as either Elemental - consisting of a pure metal Pre-alloyed - each particle is an alloy
Possible surface films include oxides, silica, adsorbed organic materials, and moisture As a general rule, these films must be removed prior
to shape processing
40

Production of Metallic Powders
In general, producers of metallic powders are not the same companies as those that make PM parts
Any metal can be made into powder form Three principal methods by which metallic
powders are commercially produced1. Atomization2. Chemical3. Electrolytic
In addition, mechanical methods are occasionally used to reduce powder sizes
41

Coventional PM Sequence
Figure 16.7 Conventional powder metallurgy production sequence: (1) blending, (2) compacting, and (3) sintering; (a) shows the condition of the particles while (b) shows the operation and/or workpart during the sequence.42

Blending and Mixing of Powders
For successful results in compaction and sintering, the starting powders must be homogenized
Blending - powders of same chemistry but possibly different particle sizes are intermingled Different particle sizes are often blended to reduce
porosity
Mixing - powders of different elements/alloys are combined
43

Compaction
Application of high pressure to the powders to form them into the required shape
Conventional compaction method is pressing, in which opposing punches squeeze the powders contained in a die
The workpart after pressing is called a green compact, the word green meaning not yet fully processed
The green strength of the part when pressed is adequate for handling but far less than after sintering
44

Conventional Pressing in PM
Figure 16.9 Pressing in PM: (1) filling die cavity with powder by automatic feeder; (2) initial and (3) final positions of upper and lower punches during pressing, (4) part ejection.

Press for Conventional Pressing in PM
Figure 16.11 A 450 kN (50‑ton) hydraulic press for compaction of PM parts (photo courtesy of Dorst America, Inc.).
46

Sintering
Heat treatment to bond the metallic particles, thereby increasing strength and hardness
Usually carried out at between 70% and 90% of the metal's melting point (absolute scale)
Generally agreed among researchers that the primary driving force for sintering is reduction of surface energy
Part shrinkage occurs during sintering due to pore size reduction
47

Sintering Sequence
Figure 16.12 Sintering on a microscopic scale: (1) particle bonding is initiated at contact points; (2) contact points grow into "necks"; (3) the pores between particles are reduced in size; and (4) grain boundaries develop between particles in place of the necked regions.
48

Sintering Cycle and Furnace
Figure 16.13 (a) Typical heat treatment cycle in sintering; and (b) schematic cross section of a continuous sintering furnace.

Limitations and Disadvantages
High costs High tooling and equipment costs Metallic powders are expensive Typically requires a unique material or geometry to justify
Problems in storing and handling metal powders Degradation over time, fire hazards with certain metals
Limitations on part geometry because metal powders do not readily flow laterally in the die during pressing This is true for traditional punch and die
Variations in density throughout part may lead to yield issues especially for complex geometries
50

Interparticle Friction and Powder Flow
Friction between particles affects ability of a powder to flow readily and pack tightly
A common test of interparticle friction is the angle of repose, which is the angle formed by a pile of powders as they are poured from a narrow funnel
51

Angle of Repose
Figure 16.4 Interparticle friction as indicated by the angle of repose of a pile of powders poured from a narrow funnel. Larger angles indicate greater interparticle friction.
52

Powder Injection Molding
53shape
flow
dry/ debind
sinter (firing)
powder final

CERAMICS
54

55
(a) shows the workpart during the sequence, while (b) shows the condition of the powders
Ceramics Processing

56
Slip Casting
A suspension of ceramic powders in water, called a slip, is poured into a porous plaster of paris mold where the water from the mix is absorbed to form a firm layer of clay
The slip composition is 25% to 40% water Two principal variations:
Drain casting - the mold is inverted to drain excess slip after a semi‑solid layer has been formed, thus producing a hollow product
Solid casting - to produce solid products, mold not drained

57
Sequence of steps in drain casting, a form of slip casting: (1) slip is poured into mold cavity, (2) water is absorbed into plaster mold to form a firm layer, (3) excess slip is poured out, and (4) part is removed from mold and trimmed

58
SLIP CASTING

59
Tape Casting
Polyester FilmCarrier
Slip
Dried Tape
Doctor Blade
Polyester Film Roll
Fabrication process for thin ceramic sheets

60
Miniaturization of Complex Circuits
High Temperature Co-Fired Ceramic (HTCC) Low Temperature Co-Fired Ceramic (LTCC) Thick film metal traces are printed on several tape layers of ceramic and are
co-fired Tape layers are electrically connected through vias Significant miniaturization of circuit form factor with this technology

61
Extrusion
Compression of clay through a die orifice to produce long sections of uniform cross‑section
Products: hollow bricks, shaped tiles, drain pipes, tubes, drill bit blanks, and insulators

62
Extruder Sectional View
Components and features of a (single‑screw) extruder for plastics and elastomers

63
Ceramic Extrusion: Examples
cordieritecatalytic converter
50 cells/cm2

64
Powder Injection Molding (PIM)
Ceramic particles are mixed with a thermoplastic polymer, then heated and injected into a mold cavity. Polymer provides flow characteristics for molding

Mold-Filling Interactions
65
Air trapWeld-line
Short shot
Flashing
Filler-polymer separation
Jetting

Die Pressing
66

Semi-Dry Pressing
67
Semi‑dry pressing: (1) depositing moist powder into die cavity, (2) pressing, and (3) opening the die sections and ejection

Joining
68
Next Time
Chapter 30 & 31