
Hot Tapping - wahaoil.ly
12
WOC LP WOC HSE 1_91 ,,(16 ,.. r - A. 4 On. c Manual & EP Department Standards DOCUMENT NO: WOC-HSE-ST-0001 Section H003 — Hot Tapping REV ISSUE PREPARED BY REVIEWED BY APPROVED BY ISSUE DATE 0 Issued for Use !.1v /A 1 te l) ( W. McIntosh WO Executive Vice President Operations June 2009 LP & EP Manager
Transcript of Hot Tapping - wahaoil.ly

WOC LP
WOC HSE
1_91
,,(16,..
r -
A.4 On. c
Manual
& EP Department
Standards
DOCUMENT NO: WOC-HSE-ST-0001
Section H003 — Hot Tapping
REV ISSUE PREPARED BY REVIEWED BY APPROVED BY ISSUE DATE
0 Issued for Use!.1v
/A 1 tel) (W. McIntosh
WO ExecutiveVice President
OperationsJune 2009LP & EP Manager

,i-ip,,.Ayttiy
.9.4- ,-- -ot, c
41141- LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 2 of 12
PURPOSETo outline the practices required to safely perform a hot tap into a "live" line or equipment
without blinding or purging of equipment.
APPLICATIONAll WAHA worksites and facilities
DEFINITIONHot tapping is the technique of attaching a mechanical or welded branch fitting to piping or
equipment in service, and creating an opening in that piping or equipment by drilling or cutting a
portion of the piping or equipment within the attached fitting. Therefore, this work mainly covers
welding technique without a process stream shut down, as it is impractical to take the piping or
equipment out of service.
Note:
It should be noted that Hot-Tapping is not be implemented as a means of convenience. A formal
risk assessment shall be performed and Hot-Tapping should be done as a last resort. This
information shall be documented and signed off by the Area Superintendent prior to Hot-Tapping
taking place.
POTENTIAL HAZARDS
welding burns and radiation
fire and explosion
toxic welding vapors
5. REQUIREMENTS
5.1. General
5.1.1. Hot tapping is restricted to carbon steel piping systems. Plant systems are governed
by rules established by ASME, B-31.3, Chemical and Petroleum Piping Systems or
government regulation. Pipeline systems follow the requirements of API 1104, and
API RP 2201 Procedures for Welding or Hot Tapping on Equipment in Service as a
minimum.

.....
,,
GIs.Is.÷
4 O
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 3 of 12
5.1.2. Before undertaking a hot tap, Form A, "Request to Proceed with a Hot Tap," must
be completed and approved by the area Operations Manager and engineering. A
copy of this form must be forwarded to Operations personnel responsible for this
area for approval. This approval must be obtained before the hot tap is started. It
should be noted that within this request to Hot Tap Pipeline form a Work Pack is
included that contains all the relevant job details such as scope of work, normal
operating pressure and temperature, specific product in pipeline, pipeline flow
velocity, QA/QC procedures, P & Ids, plus hot tap engineering calculations. In
addition to this a comprehensive risk assessment using a Job Safety Analysis (JSA)
process must be carried out and attached with all the relevant potential hazards
identified and the method of control to remove or mitigate these hazards are fully
understood by all parties.
5.1.3. Form B, "Hot Tap Check List," must be completed and signed off by the Company
(WAHA) representative in charge of carrying out the hot tap. This information should
be retained as QC documentation by the Operations Manager.
5.1.4. Waha employees carry out hot tapping operations, however, If a competent
Contractor carries out the hot tap, they shall have a Manual, which contains a Safe
Operating Practice describing the procedure for operating hot tap equipment, Quality
Control manual, Welding Procedure Specification for the materials to be welded, and
Welder Certificate for the welder that will execute the hot tap. The welder shall be
thoroughly familiar with the welding equipment and hot tap and welding procedures to
be used.
5.1.5. Competent Company representatives including HSE representative must be present
during execution of the hot tapping.
5.1.6. Suitable fire extinguisher shall be available.
5.1.7. The location to be hot tapped must have be identified and physically marked.

).''.q 0,, '
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 4 of 12
5.1.8. All necessary gas and toxicity tests has been made to ensure a safe environment
that is free from flammable substance.
5.1.9. Signs and barriers have been provided to isolate the job area from the public and
unauthorized personnel.
5.1.10. Appropriate personnel protective equipment shall be used.
5.1.11. Written emergency procedures specific to the job are required in the event of failure.
This procedure shall indicate isolation points and response by rescue and fire-fighting
units.
5.1.12. Prior to the hot tap, the inspector shall ensure the fittings, valves, gaskets and
bolting, etc., are identified and meet all the required specifications for pressure,
temperature and service environment.
5.2. Limitations
5.2.1. The minimum pipe wall thickness for hot tapping plant piping shall be 6.4 mm (1/4") &
4.8 mm (3/16") for pipelines. The base metal to be hot tapped shall be properly
inspected for adequate wall thickness and the absence of imperfections such as
laminations, hydrogen attack, or stress corrosion cracking. Imperfections, which
might prevent a sound weld from being made, shall be evaluated by qualified NDT
personnel.
5.2.2. The hot tap shall be at least 3" (7 cm) to a welded seam (including a longitudinal
seam of welded piping), or 18" (46 cm) to a flange or threaded connection. Other
spacing distances must be reviewed and approved by Facilities Engineering.
5.2.3. If a hot tap is installed upstream of rotating equipment or control valves, strainers or
other devices must be in place to prevent damage from metal shavings.

- 1,1
..=_
•
1'4 0, c
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 5 of 12
5.2.4. Welding electrodes shall be limited to the low hydrogen type & as specified in the
WPS. In order to eliminate the occurrence of burn-through, the following steps shall
be followed:
5.2.4.1. The first weld pass less than 1/4" (6.4 mm) thick shall be made with 3/32" (2.4
mm) or smaller diameter welding electrode.
5.2.4.2. The subsequent weld passes be made with 1/8" (3.2 mm) diameter welding
electrode, or smaller if the metal wall thickness does not exceed 1/2" (12.8
mm). The larger diameter electrodes may be used for metal wall thickness
greater than 1/2" (12.8 mm).
5.2.4.3. Welding on compressed air lines under pressure is not allowed.
5.2.4.4. No Hot-Tapping shall take place on piping systems known to have a vapor/air
or vapor/oxygen content as the heat from welding may cause a vapor mixture
to enter the flammable range.
5.2.4.5. Hot tapping stress relieved piping systems is not allowed. Under special
circumstances, approval to hot tap a stress relieve system may be granted by
WAHA management provided job specific welding procedures have been
developed.
5.2.4.6. When the metal wall thickness is greater then what code will allow without
having stress relieving performed, Facilities Engineering shall be contacted so
as a thorough engineering evaluation may be performed. Max thickness for
most piping systems is 19mm (3/4") without PWHT
5.2.4.7. Cooling period shall be included between the completion of the full-
encirclement fillet weld and the completion of nondestructive testing. The
cooling period after welding and before testing provides for the assessment of
any delayed hydrogen-induced cracking. The length of time for the cooling
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003• - .:- •, *
h4 oft GO°
fly'
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 6 of 12
period should be evaluated for each hot tap and approved by Engineering and
the Chief Inspector.
5.2.4.8. Unless specifically authorized by specialized procedures or following an
engineering evaluation, hot tapping is not permitted on in-service lines or
equipment with cladding, or with glass, lead, refractory, plastic, or strip linings.
5.2.4.9. Overheating of liquids and burn-through conditions during the welding of a
branch connection for a Hot-Tap is less likely when flow is maintained.
However too high of flow velocity increases the weld cooling rate and the risk
of cracking. Therefore, it is desirable to provide minimum level of flow if
possible. Minimum of 1.3ft/sec flow velocity in a gas line shall be maintained
to provide sufficient heat transfer. A maximum flow velocity does not appear
critical within the limits of practicability in a gas line. In liquid lines, the
recommended flow velocity range is 1.3 — 4.0 ft/sec.
5.3. Maximum Operating Pressure During Hot Tapping
5.3.1. In order to avoid the occurrence of burn-through during hot tapping, the operating
pressure in the pipeline shall be maintained at pressures not exceeding its critical
level by considering that the Heat Affected Zone (HAZ) reduces the strength of metal.
5.3.2. The MAOP can be calculated using the related ASME formulas (B31.3 for plant
piping, B31.4 for liquid lines and B31.8 for gas lines) with considering correction
factors as described below:
5.3.2.1. The base metal wall thickness (t) should be reduced by the depth of HAZ.
Due to there are no data available yet for the depth of HAZ, it is
recommended to consider as 60% of wall thickness for plant piping, and 30%
for cross country pipelines either gas or liquid services.
One laboratory test/ experiment showed that depth of HAZ is about 4.4 mm
(0.173") for the following welding parameters: base metal of 8" dia.pipe
.....,
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003410Vni.60,)et"
,, ...._---,,,4 ori
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 7 of 12
sch.40 API 5L gr.B and a plate of 9 mm thick, ASTM-572 gr.50, 3.2 mm dia.
Electrodes AWS E-7018, DCRP, 70 — 150 Amperes, and 20 — 35 Volts.
5.3.2.2. The specified minimum yield strength of base metal should be determined
based on the LMT (log mean temperature) as calculated below,
LMT = (T2 — T1)/ Ln T2/T1
Where, T1 is the temperature of fluid in the pipeline/piping. T2 is the
temperature of metal at HAZ, assumed 750 deg C.
5.4. Nondestructive Examination
5.4.1. Prior to welding, the hot tap location shall be verified for thickness and checked for
laminations and other defects using ultrasonic examination methods.
5.4.2. After completion of welding, the final weld shall be visually examined and subjected
to magnetic particle or dye penetrant examination.
5.4.3. All Hot Tap connections will be subjected to a hydro test prior to the cutting out of the
coupon.
6. REFERENCESAPI Publication 2201API RP 74
i:-ItIl
••rn ' n- q‘'ti-OIL CO°
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGE
Hot Tapping WOC-HSE-ST-0001 0 June 2009 8 of 12
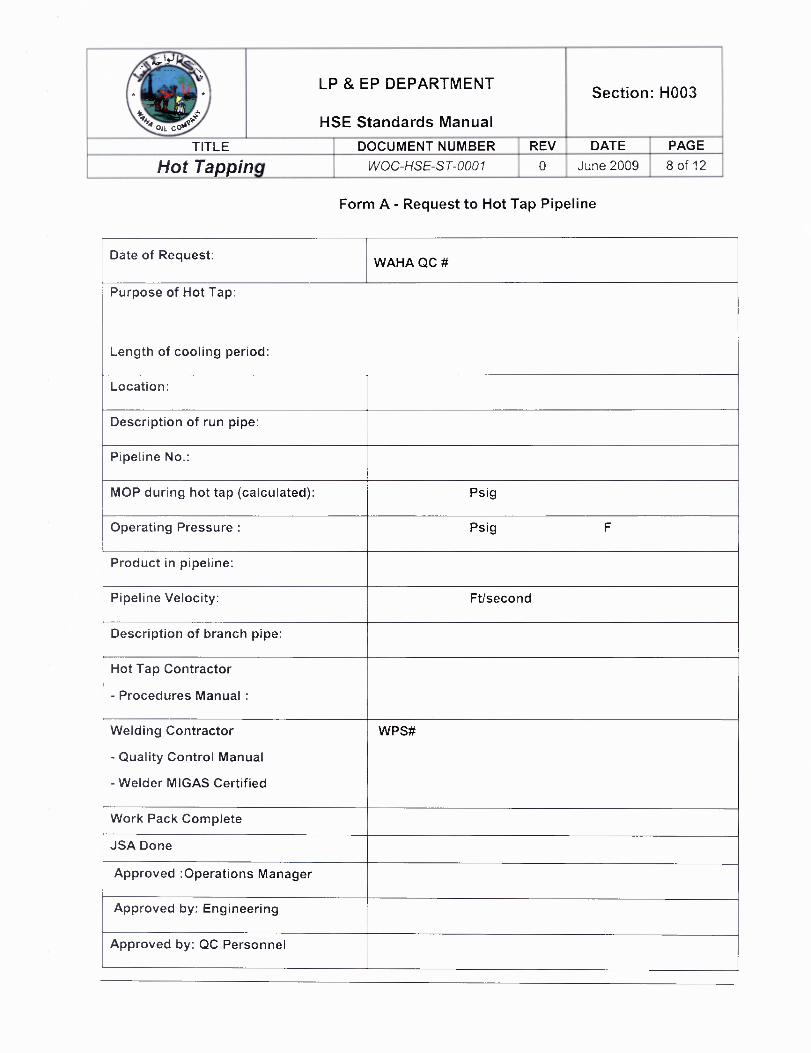
Form A - Request to Hot Tap Pipeline
Date of Request: WAHA QC #
Purpose of Hot Tap:
Length of cooling period:
Location:
Description of run pipe:
Pipeline No.:
MOP during hot tap (calculated): Psig
Operating Pressure : Psig F
Product in pipeline:
Pipeline Velocity: Ft/second
Description of branch pipe:
Hot Tap Contractor
- Procedures Manual :
Welding Contractor
- Quality Control Manual
- Welder MIGAS Certified
WPS#
Work Pack Complete
JSA Done
Approved :Operations Manager
Approved by: Engineering
Approved by: QC Personnel

x-.1N
.,
• e, — -its iii ,.
\--ri— o"
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 9 of 12
Form B - Hot Tap Check List
(To be completed by WAHA job supervisor and filed with Quality Control - Hot Taps)
Has the properly approved work permit been obtained?
Has the hot work permit been obtained?
Does the company carrying out the welding and hot tapping procedure have an
approved QC Manual?
Has the exact location on the line been identified and marked?
Has the location been inspected for thickness and imperfections or defects?
Has the pipeline material been identified and is it compatible with the connecting
fittings?
Is stress relieving required?
Do the flanges, bolts, gaskets, pipe, valves and fittings meet the piping code of
the line to be hot tapped? Is the hot tap machine correct pressure rating and has
it been tested?
Is there sufficient external clearance to accommodate the operation of the hot tap
machine?
Is there sufficient internal clearance to retract the cutter through the valve?
Is the hot tap fitting of the proper length to accommodate the operation of the hot
tap machine?
Have combustible and toxic gas tests been conducted in the area of hot tapping?
Will the contents of the line affect the metallurgy of the pipe during the welding
operation?
Is the material in the line stable under heated conditions and free of oxygen?
Has fire-fighting equipment been provided?
Yes
7
I I7
q
7
I I
7 7
7 H 7
7
No
7
7
7
7 7
n
H 7
7
7I I
Has suitable protective equipment been provided for all exposed personnel in the

OW,41 .v--.-----0,, c 09
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 10 of 12
hot tapping area?
Is there adequate hoisting and support equipment for the hot tapping machine
and other equipment as well as room for operational and emergency access?
In the event of an emergency incident occurring during the hot tapping operation,
has a procedure to isolate the work area been prepared and are personnel
trained to implement this procedure?
_
7
q
Date: Print Name: Signature:
WAHA QC#
114V5,0) 'es
-4 w w;
Wilitap444 c,!__-,-,,
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 11 of 12
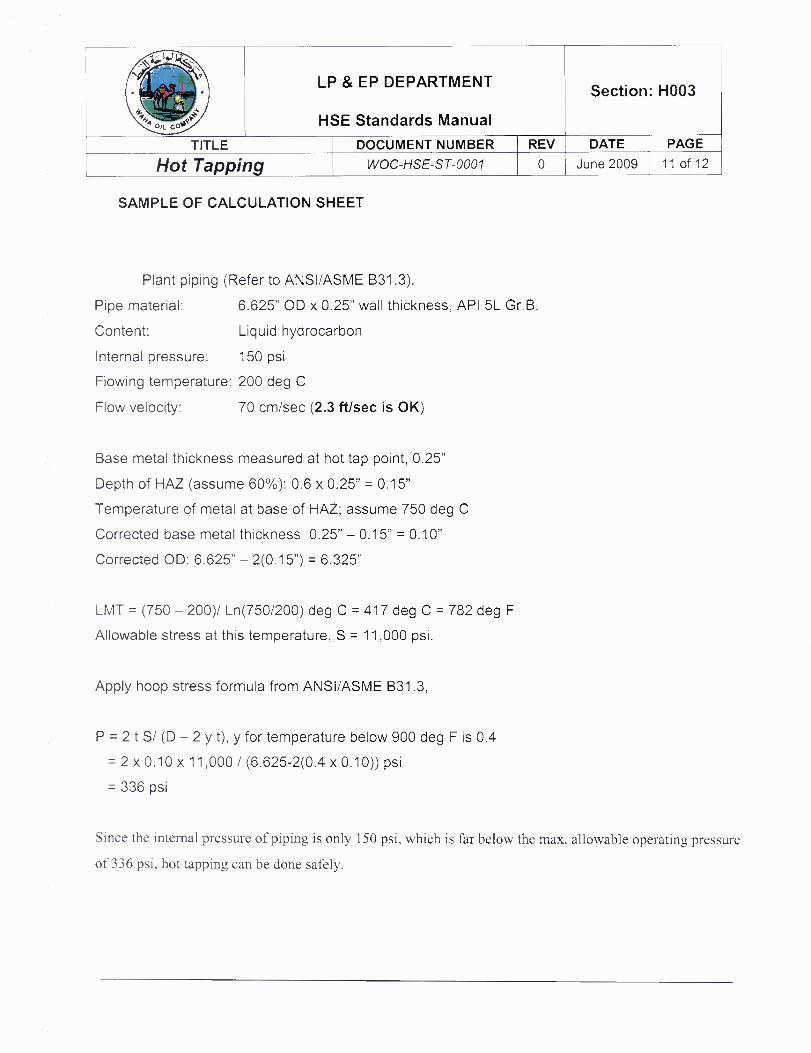
SAMPLE OF CALCULATION SHEET
Plant piping (Refer to ANSI/ASME B31.3).
Pipe material: 6.625" OD x 0.25" wall thickness, API 5L Gr.B.
Content: Liquid hydrocarbon
Internal pressure: 150 psi
Flowing temperature: 200 deg C
Flow velocity: 70 cm/sec (2.3 ft/sec is OK)
Base metal thickness measured at hot tap point, 0.25"
Depth of HAZ (assume 60%): 0.6 x 0.25" = 0.15"
Temperature of metal at base of HAZ; assume 750 deg C
Corrected base metal thickness 0.25" — 0.15" = 0.10"
Corrected OD: 6.625" — 2(0.15") = 6.325"
LMT = (750 — 200)/ Ln(750/200) deg C = 417 deg C = 782 deg F
Allowable stress at this temperature, S = 11,000 psi.
Apply hoop stress formula from ANSI/ASME B31.3,
P = 2 t S/ (D — 2 y t), y for temperature below 900 deg F is 0.4
= 2 x 0.10 x 11,000 / (6.625-2(0.4 x 0.10)) psi
= 336 psi
Since the internal pressure of piping is only 150 psi, which is far below the max. allowable operating pressure
of 336 psi, hot tapping can be done safely.

•
,,4 OIL C
LP & EP DEPARTMENT
HSE Standards Manual
Section: H003
TITLE DOCUMENT NUMBER REV DATE PAGEHot Tapping WOC-HSE-ST-0001 0 June 2009 12 of 12
SAMPLE OF CALCULATION SHEET
Cross country gas pipeline (Refer to ANSI/ASME B31.8).
Pipeline material: 18" OD x 0.375" wall thickness, API 5LX —X52.
Content: Natural gas
Internal pressure: 1,200 psi
Flowing temperature: 15 deg C
Flow velocity: greater than 5 ft/sec
Base metal thickness measured at hot tap area: 0.40"
Depth of HAZ is assumed 30% x 0.40" = 0.12"
Corrected wall thickness: 0.40" — 0.12" = 0.28"
Corrected diameter: 18" — 2 (0.12") = 17.72"
Temperature at HAZ is assumed: 750 deg C
LMT = (750 — 15)/ Ln(750/15) = 188 deg C
Allowable stress at this temperature is 28,600 psi.
Maximum allowable operating pressure during hot tapping,
P = 2 t S/ D = 2 x 0.28 x 28,600/ 17.72 = 903.8 psi.
This calculation concludes that in order to execute hot tapping safely,the operating pressure of the gas line should be reduced from 1,200 psito 900 psi or lower.


















