
Hartenstein Incineration technologies - World...
25
energy and environmental consultants Hans-Ulrich Hartenstein, Dipl. Ing., M.E., MBA Incineration Technologies (Including Costs) World Bank Workshop Series: Issues on Waste Disposal Workshop 1 – Hazardous Wastes Washington D.C., 24 June 2004
Transcript of Hartenstein Incineration technologies - World...
energy and environmental consultants
Hans-Ulrich Hartenstein, Dipl. Ing., M.E., MBA
Incineration Technologies (Including Costs)
World Bank Workshop Series: Issues on Waste DisposalWorkshop 1 – Hazardous Wastes
Washington D.C., 24 June 2004

1. Background of high temperature incineration
2. Types of commercially used high temperatureincineration processes
3. Examples of state-of-the-art hazardous waste incinerators
4. Flue gas cleaning techniques for PCDD/PCDF removal
5. Performance of modern high temperature hazardous waste incinerators – actual flue gas emissions
6. Cost of high temperature hazardous waste incineration
Commercially Available Incineration Technologies
Incineration for Hazardous Waste Disposal
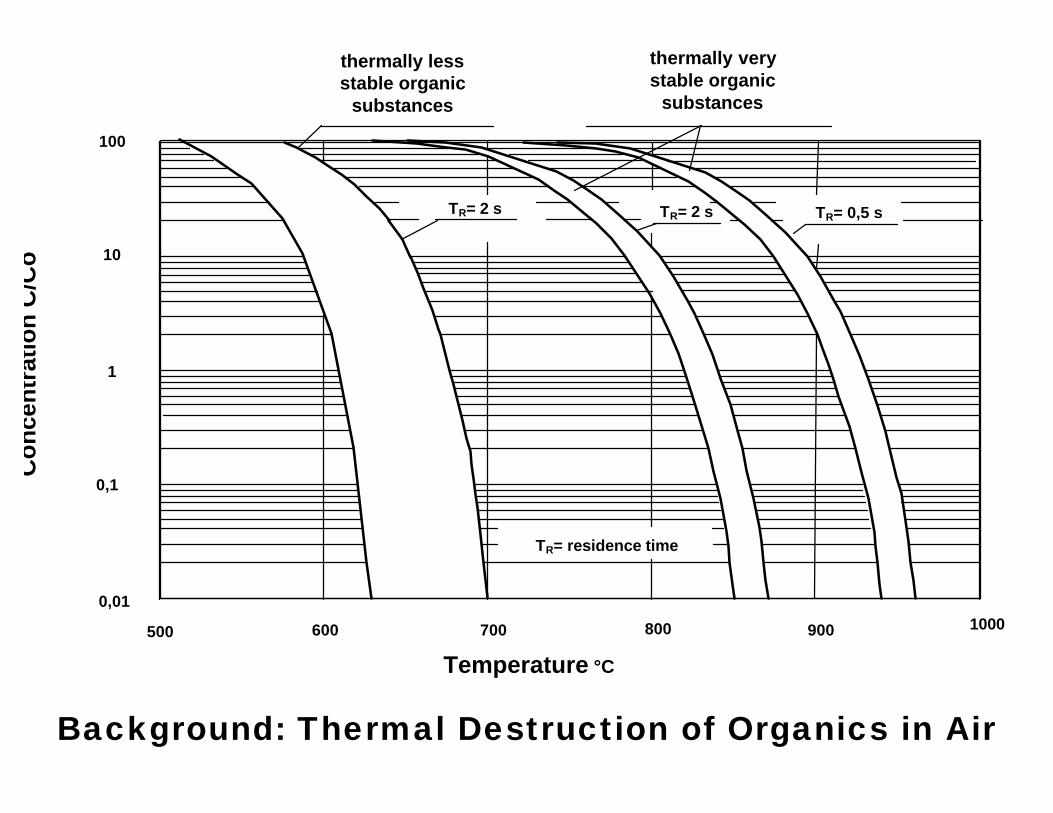
Background: Thermal Destruction of Organics in Air
TR= residence time
100
10
1
0,1
0,01
500 600 700 800 900 1000
Temperature °C
Co
nce
ntr
atio
n C
/Co
TR= 0,5 sTR= 2 s TR= 2 s
thermally lessstable organic
substances
thermally verystable organic
substances
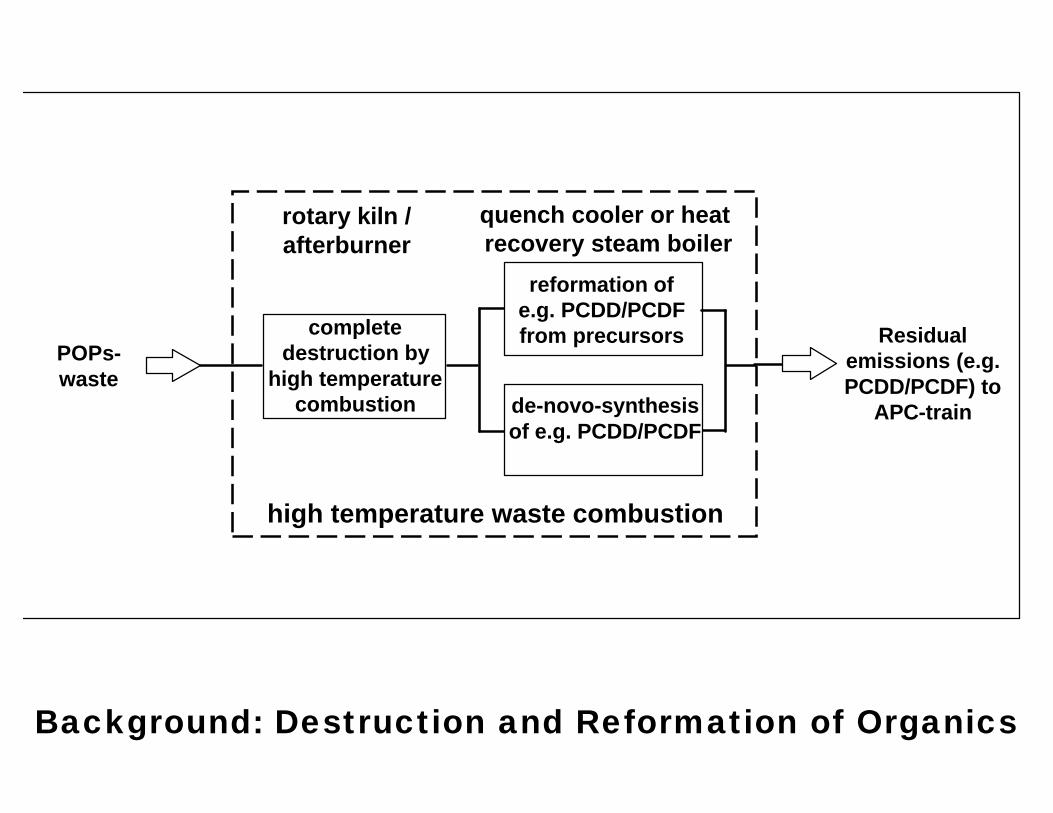
Background: Destruction and Reformation of Organics
POPs-waste
rotary kiln /afterburner
quench cooler or heat recovery steam boiler
Residual emissions (e.g. PCDD/PCDF) to
APC-train
complete destruction by
high temperature combustion de-novo-synthesis
of e.g. PCDD/PCDF
high temperature waste combustion
reformation of e.g. PCDD/PCDF from precursors
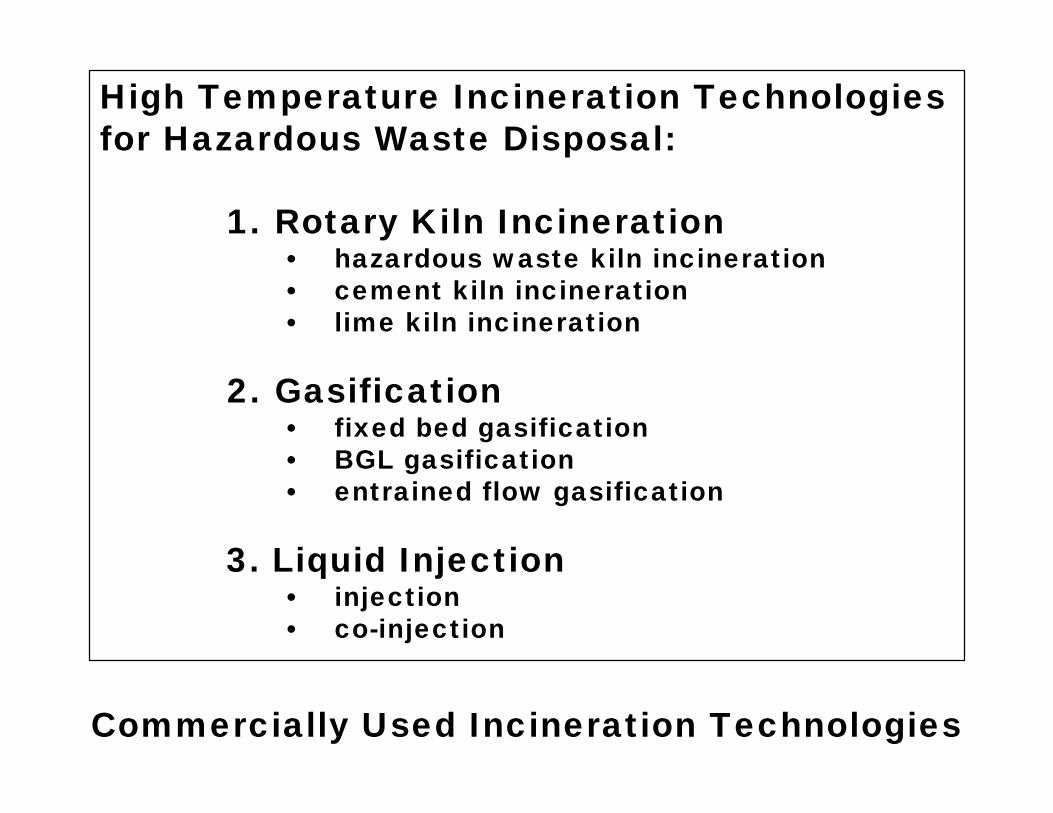
High Temperature Incineration Technologies for Hazardous Waste Disposal:
1. Rotary Kiln Incineration• hazardous waste kiln incineration• cement kiln incineration• lime kiln incineration
2. Gasification• fixed bed gasification• BGL gasification• entrained flow gasification
3. Liquid Injection• injection • co-injection
Commercially Used Incineration Technologies

Spt: solids, pretreated granular type* typically limitated in Cl-input
Sut: solids, untreated bulk type
Snp: not pumpable at ambient temperature
Spu: sludge, pumpable at ambient temperature
L: liquids with solids = 5%wt.
---xx-1400 - 1800 °Cco-injection
----x-1500 - 1900 °Cdirect injectionliquid injection types
---xx-1600 - 1800 °Centrained flow gasifier
x-xx--1400 - 1600 °CBGL gasifier
xxxx--800 - 1300 °Cfixed bed gasifiergasification
types
-1600 - 2000 °Clime kiln*
x-xxx-1600 - 2000 °Ccement kiln*
xxxxx1100 - 1400 °C1000 - 1200 °Chazardous waste kilnrotary kiln
types
SptSutSnpSpuLsecondary chamber
primary chamber
Waste TypesIncineration TemperatureIncinerator Types
Commercially Used Incineration Technologies
1. Bottom Slag: vitrified glass type material for reuse(road construction, sand blasting etc.) or landfill
1. Fly Ash: for internal disposal (e.g. vitrification) or landfill
3. Neutralized Salts: - From wet flue gas cleaning:
- HCl ? CaCl2, NaCl or HCl (disposal or recycling)- SO2 ? NaSO4 or CaSO4 (disposal or recycling)- Waste water treatment residue (disposal)
- From semi dry flue gas cleaning- HCl/SO2? CaCl2/CaSO4/CaSO3 mixture (disposal)
4. Flue Gas Polishing Residues:- Powdered activated carbon (PAC) / hydrated lime mix- Activated cokeFor Internal disposal (e.g. vitrification) or landfill
Background: Incineration Emissions and Residues
Emissions and Residues

Liquid Waste Tank Farm
Solid and Sludge Waste Bunker
Rotary Kiln and Afterburning
Chamber
Heat Recovery Steam Boiler
Spray Dryer for Wastewater Evaporation
Electrostatic Precipitator for
Fly Ash Removal
Wet Scrubbers for Acid Gas Removal
Baghouse Adsorber for PCDD/PCDF
Removal
Recuperative Heat Exchanger for Flue
Gas Reheat
SCR System for NOx and PCDD/PCDF
Removal
Solid Hazardous Waste Delivery (Bulk
and Drums)
Destruction Efficiency for Organics and Performance of
Hazardous Waste Incinerators depends on:
• Primary combustion temperature = 1000 °C
• Secondary combustion temperature = 1200 °C
• O2-content = 6 %vol. (typically ~ 10 %vol.)
• Multi-stage flue gas cleaning system including at least
one highly effective dedicated organics removal stage
• As designed operation and maintenance at all times
Commercially Used Incineration Technologies
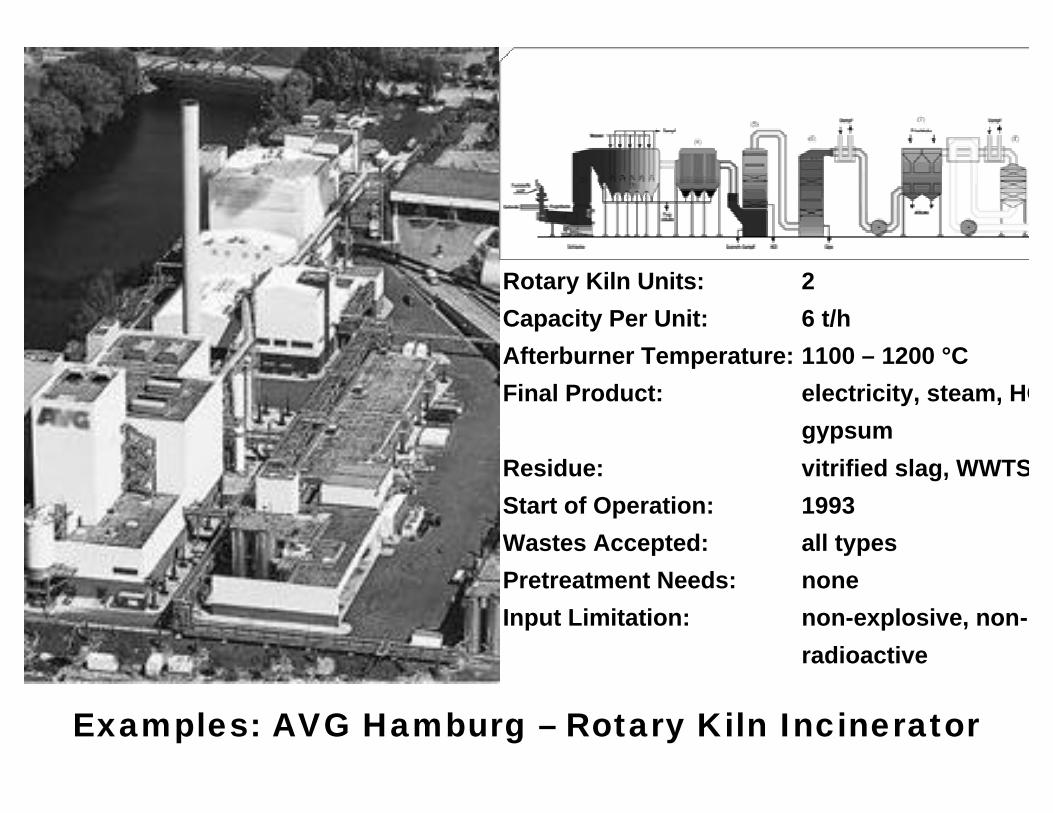
Examples: AVG Hamburg – Rotary Kiln Incinerator
Rotary Kiln Units: 2
Capacity Per Unit: 6 t/h
Afterburner Temperature: 1100 – 1200 °C
Final Product: electricity, steam, HCl
gypsum
Residue: vitrified slag, WWTS
Start of Operation: 1993
Wastes Accepted: all types
Pretreatment Needs: none
Input Limitation: non-explosive, non-
radioactive

Rotary Kiln Units: 2
Capacity Per Unit: 6 t/h
Afterburner Temperature: 1100 – 1200 °C
Final Product: electricity, steam
Residue: vitrified slag, mixed
salts, WWTS
Start of Operation: 1989Wastes Accepted: all typesPretreatment Needs: none
Input Limitation: non-explosive, non
radioactive
Examples: HIM Biebesheim – Rotary Kiln Incinerator
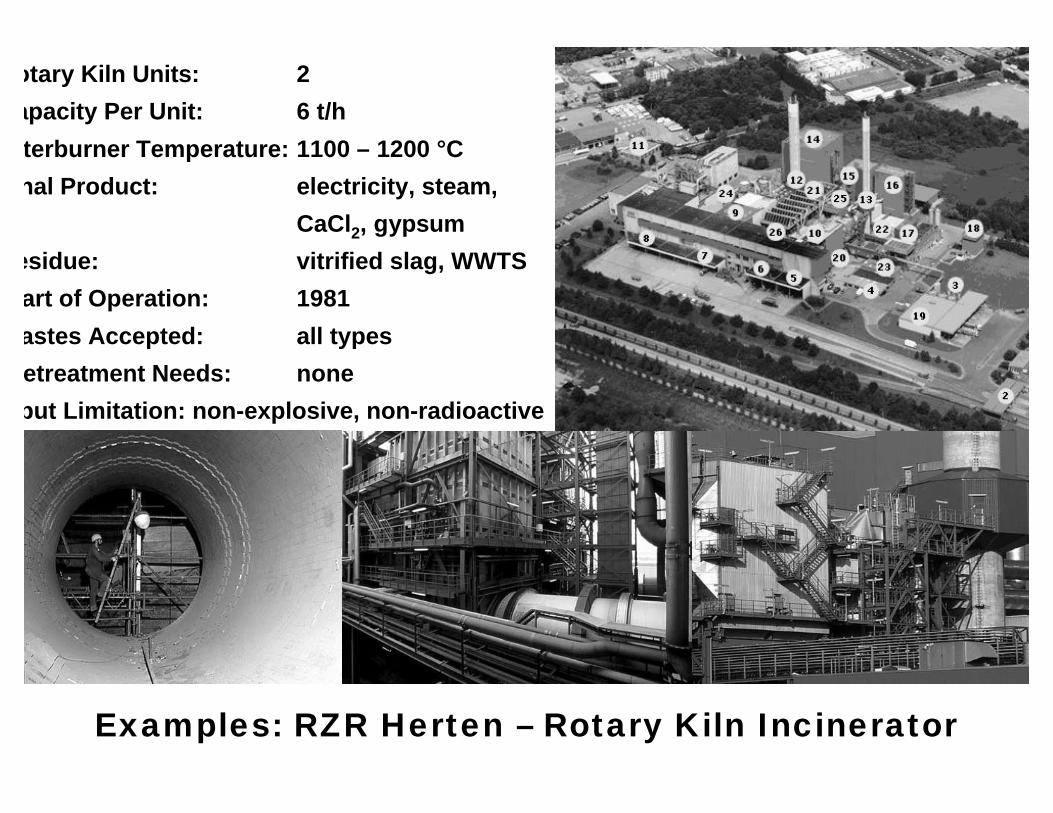
Examples: RZR Herten – Rotary Kiln Incinerator
Rotary Kiln Units: 2
Capacity Per Unit: 6 t/h
Afterburner Temperature: 1100 – 1200 °C
Final Product: electricity, steam,
CaCl2, gypsum
Residue: vitrified slag, WWTS
Start of Operation: 1981
Wastes Accepted: all types
Pretreatment Needs: none
Input Limitation: non-explosive, non-radioactive

Examples: SAVA Brunsbüttel – Rotary Kiln Incinerator
Rotary Kiln Units: 1
Capacity Per Unit: 6 t/h
Afterburner Temperature: 1100 – 1200 °C
Final Product: electricity, steam, HCl, gypsum
Residue: vitrified slag, WWTS
Start of Operation: 1996
Wastes Accepted: all types
Pretreatment Requirements: none
Input Limitation: non-explosive, non radioactive
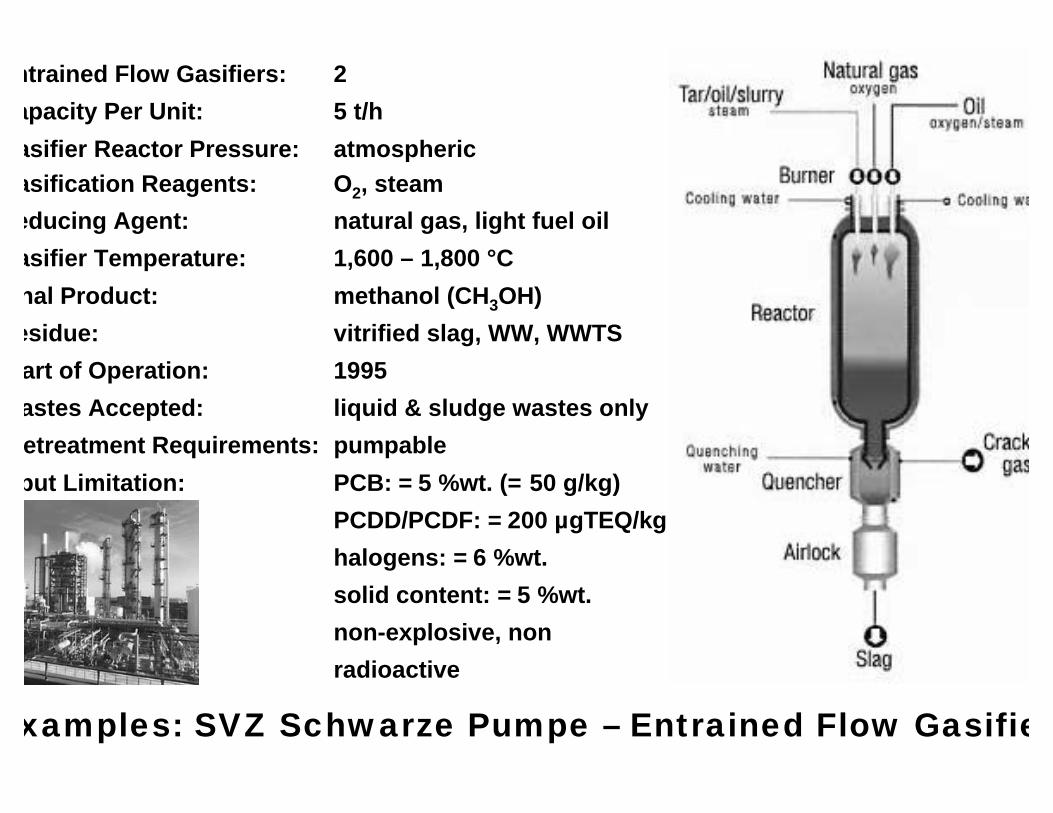
Entrained Flow Gasifiers: 2
Capacity Per Unit: 5 t/h
Gasifier Reactor Pressure: atmosphericGasification Reagents: O2, steam
Reducing Agent: natural gas, light fuel oil
Gasifier Temperature: 1,600 – 1,800 °C
Final Product: methanol (CH3OH)
Residue: vitrified slag, WW, WWTS
Start of Operation: 1995
Wastes Accepted: liquid & sludge wastes only
Pretreatment Requirements: pumpable
Input Limitation: PCB: = 5 %wt. (= 50 g/kg)
PCDD/PCDF: = 200 µgTEQ/kg
halogens: = 6 %wt.
solid content: = 5 %wt.
non-explosive, non
radioactive
Examples: SVZ Schwarze Pumpe – Entrained Flow Gasifier
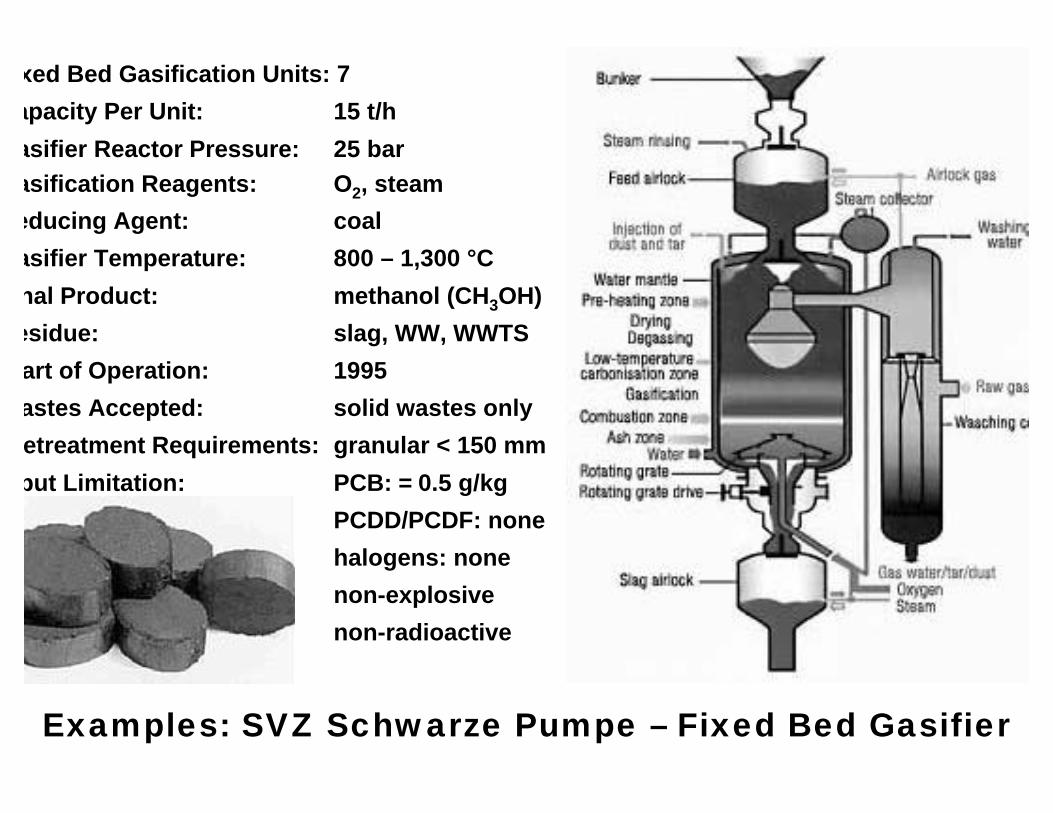
Examples: SVZ Schwarze Pumpe – Fixed Bed Gasifier
Fixed Bed Gasification Units: 7
Capacity Per Unit: 15 t/h
Gasifier Reactor Pressure: 25 barGasification Reagents: O2, steam
Reducing Agent: coal
Gasifier Temperature: 800 – 1,300 °C
Final Product: methanol (CH3OH)
Residue: slag, WW, WWTS
Start of Operation: 1995
Wastes Accepted: solid wastes only
Pretreatment Requirements: granular < 150 mm
Input Limitation: PCB: = 0.5 g/kg
PCDD/PCDF: none
halogens: none
non-explosive
non-radioactive
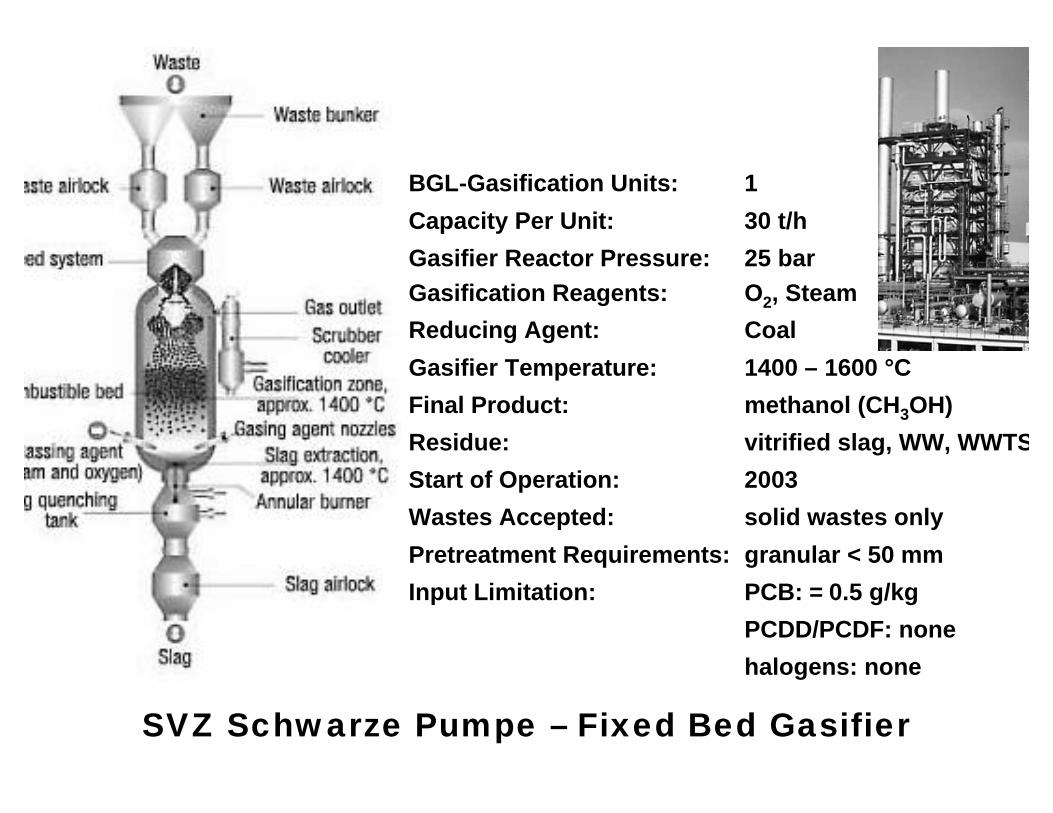
BGL-Gasification Units: 1
Capacity Per Unit: 30 t/h
Gasifier Reactor Pressure: 25 barGasification Reagents: O2, Steam
Reducing Agent: Coal
Gasifier Temperature: 1400 – 1600 °C
Final Product: methanol (CH3OH)
Residue: vitrified slag, WW, WWTS
Start of Operation: 2003
Wastes Accepted: solid wastes only
Pretreatment Requirements: granular < 50 mm
Input Limitation: PCB: = 0.5 g/kg
PCDD/PCDF: none
halogens: none
SVZ Schwarze Pumpe – Fixed Bed Gasifier
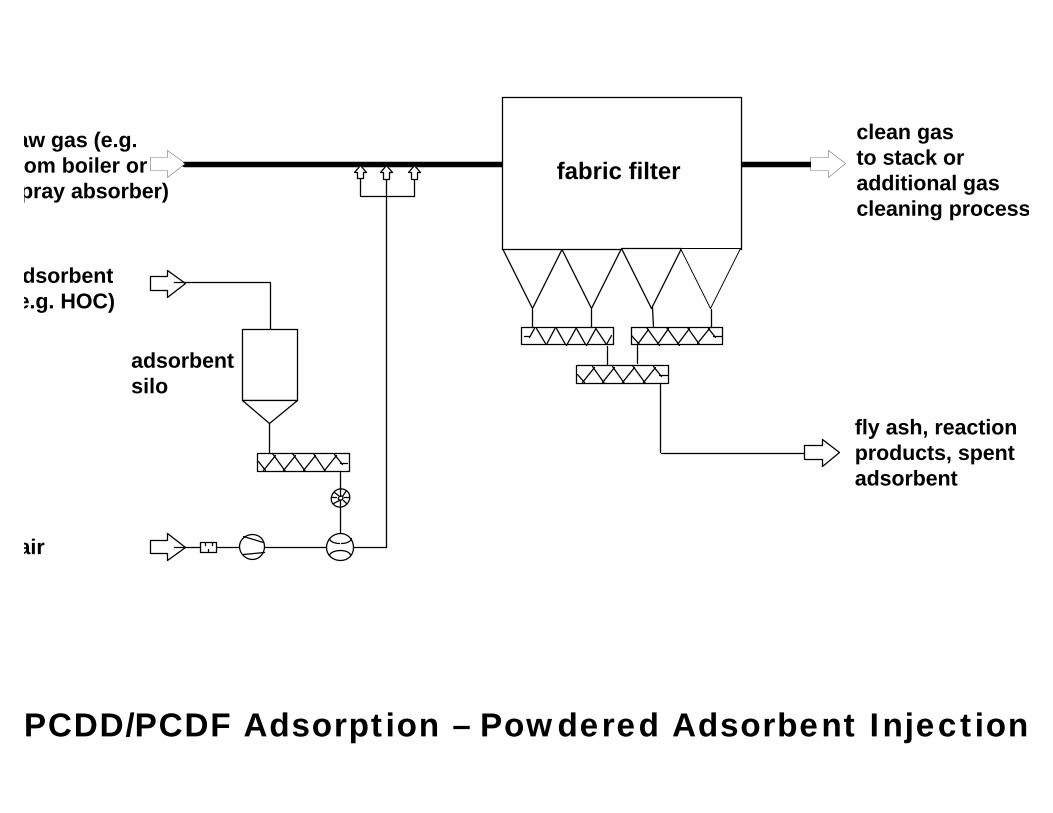
PCDD/PCDF Adsorption – Powdered Adsorbent Injection
fabric filter
clean gasto stack oradditional gas cleaning processes
fly ash, reactionproducts, spentadsorbent
raw gas (e.g. from boiler or spray absorber)
adsorbent(e.g. HOC)
air
adsorbentsilo
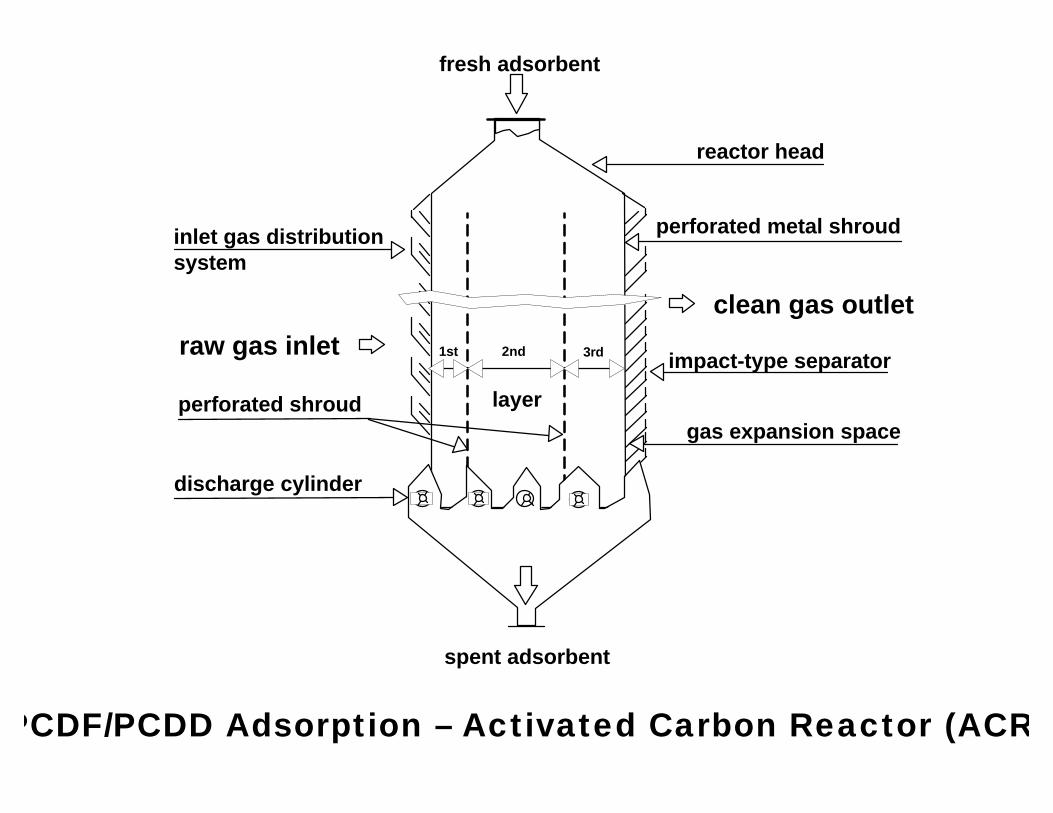
reactor head
raw gas inlet
clean gas outlet
perforated metal shroud
impact-type separator
gas expansion space
inlet gas distributionsystem
perforated shroud
discharge cylinder
1st 2nd 3rd
layer
fresh adsorbent
spent adsorbent
PCDF/PCDD Adsorption – Activated Carbon Reactor (ACR)
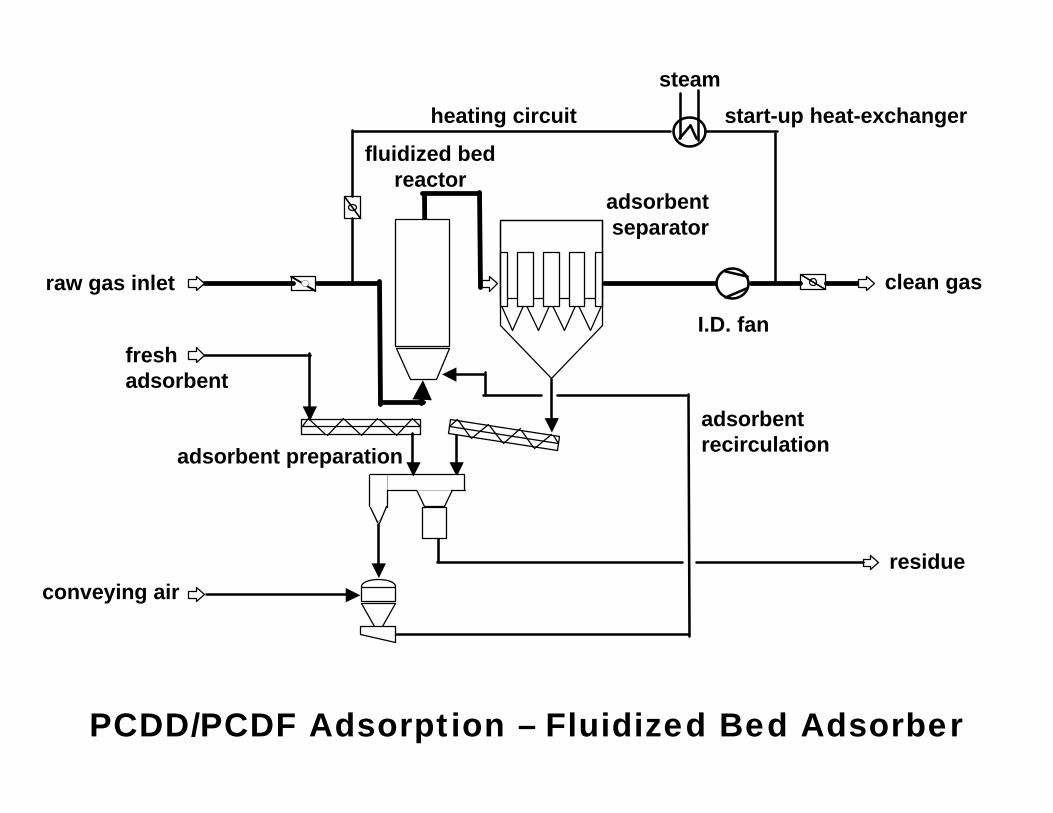
raw gas inlet clean gas
fresh adsorbent
residue
heating circuit
adsorbentrecirculationadsorbent preparation
conveying air
start-up heat-exchanger
I.D. fan
steam
PCDD/PCDF Adsorption – Fluidized Bed Adsorber
adsorbent separator
fluidized bed reactor

PCDD/PCDF Decomposition – SCR DeNOx/DeDiox Reactor
I.D. fan stack
SCRDeNOx/DeDiox-reactor
catalyst
air
natural gas
flue gasheatexchanger
in-duct burner

Performance of Incineration Technologies
Annual Average Emissions
0
10
20
30
40
50
PM HCl SO2 CO HC
mg/
Nm
3
EU Emission LimitRZR Herten IM 1RZR Herten IM 2SAVA BrunsbüttelAVG Hamburg
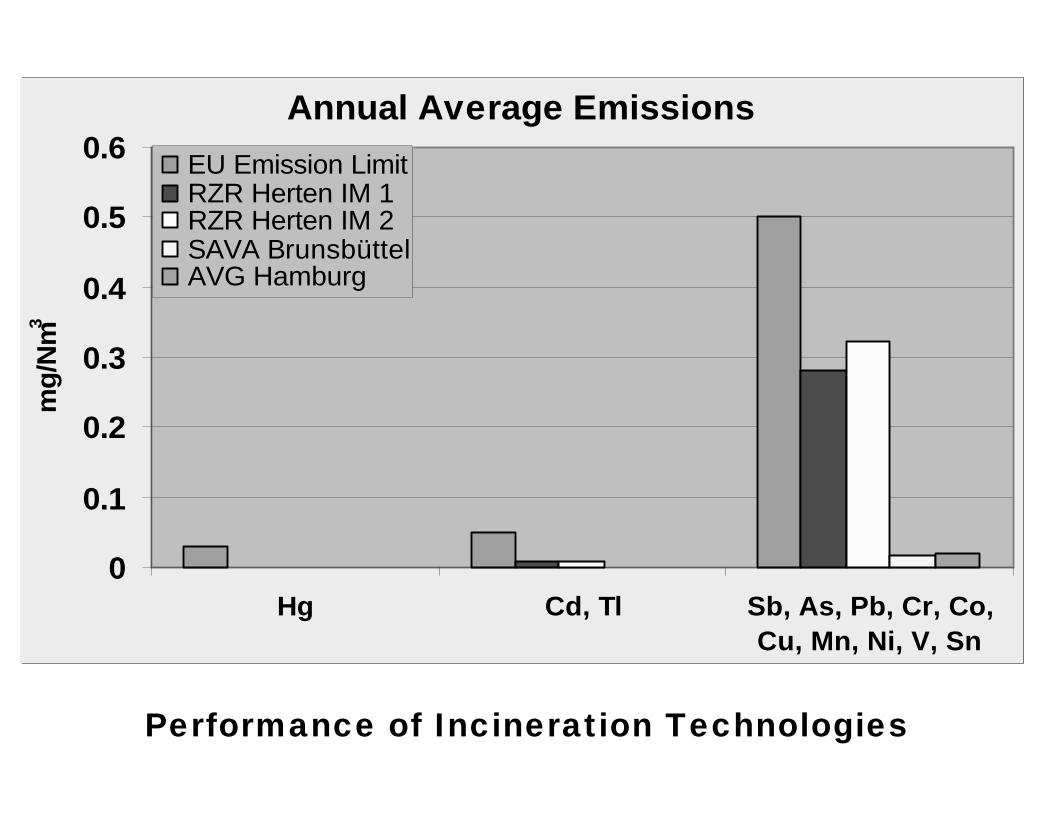
Performance of Incineration Technologies
Annual Average Emissions
0
0.1
0.2
0.3
0.4
0.5
0.6
Hg Cd, Tl Sb, As, Pb, Cr, Co,Cu, Mn, Ni, V, Sn
mg
/Nm
3
EU Emission LimitRZR Herten IM 1RZR Herten IM 2SAVA BrunsbüttelAVG Hamburg
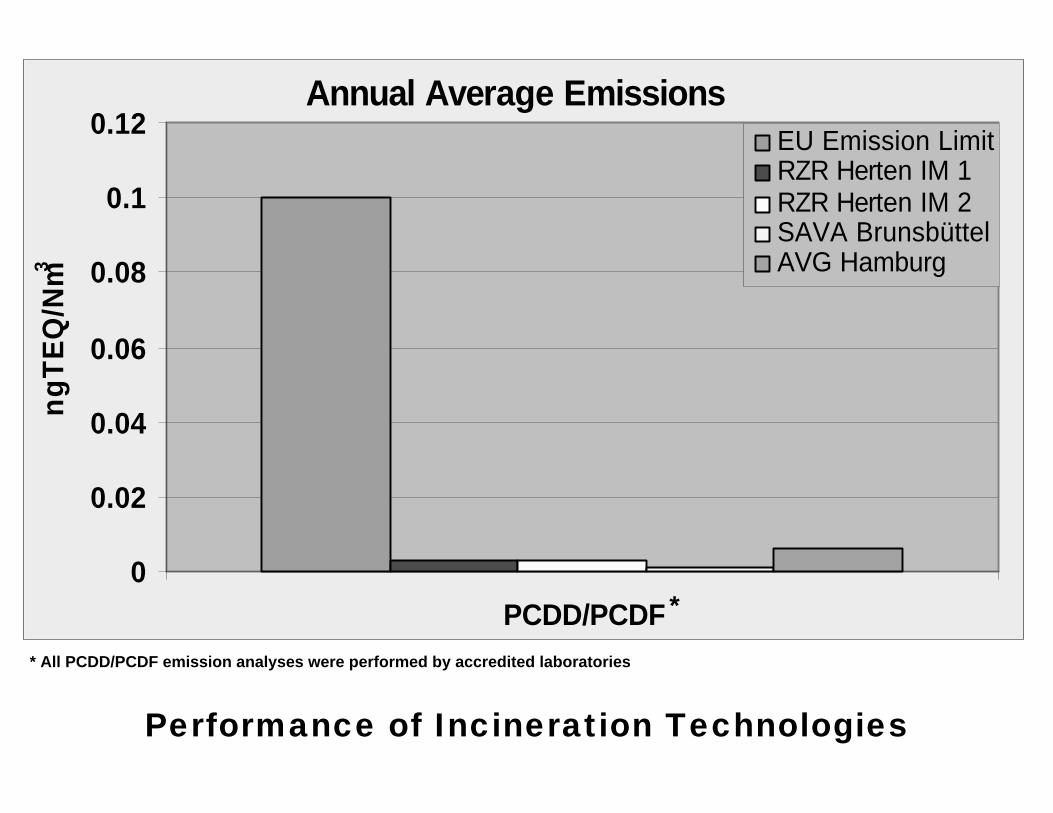
Performance of Incineration Technologies
Annual Average Emissions
0
0.02
0.04
0.06
0.08
0.1
0.12
PCDD/PCDF
ng
TE
Q/N
m3
EU Emission LimitRZR Herten IM 1RZR Herten IM 2SAVA BrunsbüttelAVG Hamburg
*
* All PCDD/PCDF emission analyses were performed by accredited laboratories
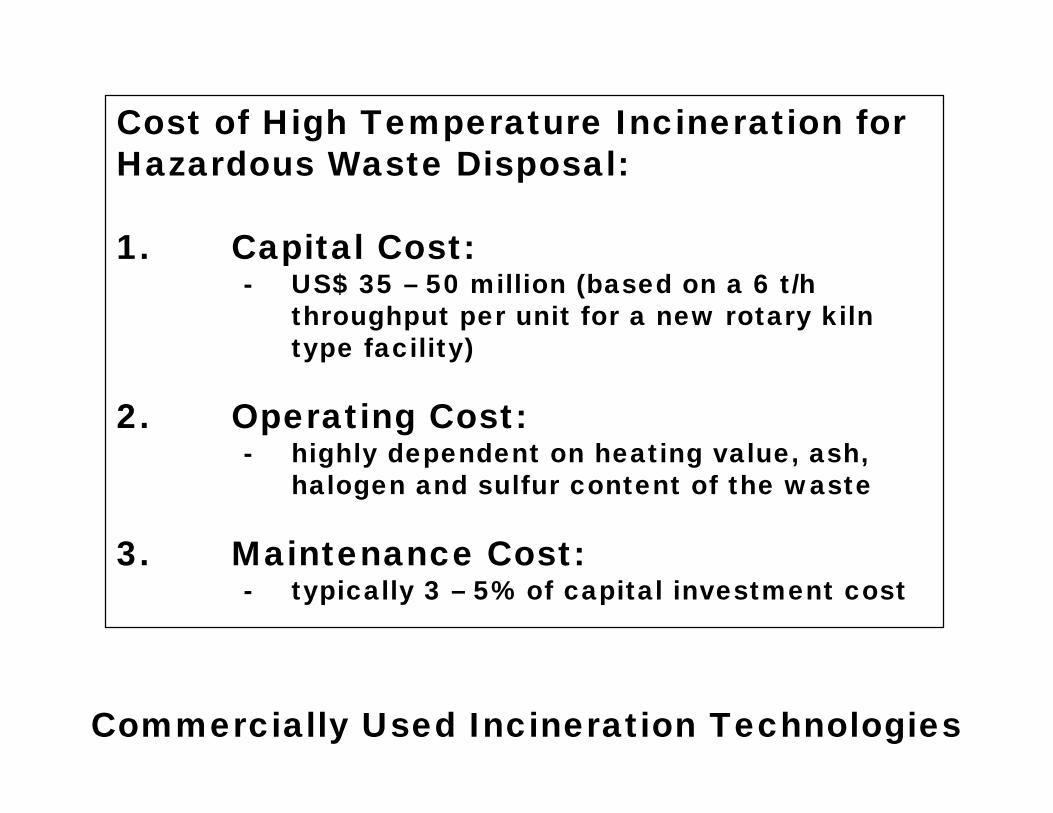
Cost of High Temperature Incineration for Hazardous Waste Disposal:
1. Capital Cost:- US$ 35 – 50 million (based on a 6 t/h
throughput per unit for a new rotary kiln type facility)
2. Operating Cost:- highly dependent on heating value, ash,
halogen and sulfur content of the waste
3. Maintenance Cost:- typically 3 – 5% of capital investment cost
Commercially Used Incineration Technologies
Prices for High Temperature Incineration of Hazardous Waste:
1. High Heating Value Liquids:- US$ 20 – 150 per metric ton
2. Medium Ash, Medium Heating ValueLiquids, Sludges and Solids:- highly dependent on heating value, ash,
halogen and sulfur content of the waste- typically US$ 250 – 500 per metric ton
3. High Halogen Solids (e.g. Pesticides):- US$ 1,000 – 1,500 per metric ton
Commercially Used Incineration Technologies

?? Questions ??














![Numerical Simulation of TNT-Al Explosives in Explosion · PDF file2 afterburning behind TNT detonations [4, 5, and 6]. They applied the Khasainov’s empirical quasi-steady law [7]](https://static.fdocuments.us/doc/165x107/5a792ece7f8b9ae93a8b8e1f/numerical-simulation-of-tnt-al-explosives-in-explosion-afterburning-behind-tnt.jpg)



