Gas Processing Manual (v1311)
61
Bryan Research & Engineering, Inc Chemical Engineering Consultants P.O. Box 4747 Bryan, Texas, USA 77805 Phone: +1-979-776-5220 E-mail: [email protected] or [email protected] v1311 ProMax Level 2 Training: Gas Processing Designing and Optimizing Hydrocarbon Recovery Processes
-
Upload
vgogulakrishnan -
Category
Documents
-
view
323 -
download
13
Transcript of Gas Processing Manual (v1311)

Bryan Research & Engineering, Inc Chemical Engineering Consultants P.O. Box 4747 Bryan, Texas, USA 77805 Phone: +1-979-776-5220 E-mail: [email protected] or [email protected]
v1311
ProMax
Level 2 Training: Gas Processing
Designing and Optimizing Hydrocarbon Recovery Processes


i
Table of Contents
Field Processing .................................................................................................. 1
Introduction .............................................................................................................................. 1
Basic Refrigeration Plants – JT and MRU .................................................................................. 1
Exercise 1: Simple JT Fuel Gas Conditioning Skid ...................................................................... 4
Exercise 2: JT & MRU Gas Plant Comparison ............................................................................ 6
Propane Refrigeration .............................................................................................................. 8
Simple Loop ..................................................................................................................................... 8
Two-Stage Systems ........................................................................................................................ 10
Sub-cooling .................................................................................................................................... 12
Exercise 3: Propane Refrigeration Loop Fundamentals .......................................................... 14
Process Selection ........................................................................................................................... 16
Exercise 4: Simple Gas Plant .................................................................................................... 17
Plant Processing ............................................................................................... 19
Product Specification .............................................................................................................. 20
Turboexpander ....................................................................................................................... 22
Turboexpander Efficiency .............................................................................................................. 26
Demethanizer Column ............................................................................................................ 26
Heat Exchange ........................................................................................................................ 27
Exercise 5: Demystifying the Turboexpander Plant ................................................................. 31
Exercise 6: Expander Plant Feed Splits .................................................................................... 33
Turboexpander Variations ...................................................................................................... 35
Mechanical Refrigeration .............................................................................................................. 35
GSP Process ................................................................................................................................... 35
RSV Process.................................................................................................................................... 37
Exercise 7: Expander Plant Reflux Configurations ................................................................... 41
Exercise 8: GSP Plant Optimization - Introduction .................................................................. 43
Exercise 9: GSP Plant Optimization – Pumparounds ............................................................... 45
Exercise 10: GSP Plant Optimization – Rated Exchangers....................................................... 47
Exercise 11: GSP Plant Optimization – Vary Outlet Pressure Scenario ................................... 48
Exercise 12: GSP Plant Optimization – Off Design Economic Optimization ............................ 49
Exercise 13: Ethane Rejection ................................................................................................. 50
NGL Fractionation ................................................................................................................... 52
Exercise 14: Fractionation ....................................................................................................... 54
Tips for Simulating a Cryo Plant .............................................................................................. 56
References ....................................................................................................... 57

ii
List of Figures
Figure 1: Simple JT System ............................................................................................................................................ 1
Figure 2: Mechanical Refrigeration Plant ...................................................................................................................... 1
Figure 3: Propane Recovery for 600 psig Operation at Different Levels of Liquids Content (gallons C3+ per MSCF) ... 2
Figure 4: Condensate Stabilizer .................................................................................................................................... 3
Figure 5: Simple Propane Loop ..................................................................................................................................... 8
Figure 6: P-H Diagram for Pure Propane ....................................................................................................................... 9
Figure 7: Propane Refrigeration Performance at Various Ambient Conditions ............................................................ 9
Figure 8: Phase Diagram for Pure Propane ................................................................................................................. 10
Figure 9: Propane Loop with Economizer ................................................................................................................... 10
Figure 10: P-H Diagram of Pure Propane .................................................................................................................... 11
Figure 11: Propane Refrigeration Efficiency with Economizer.................................................................................... 12
Figure 12: Diagram of an Economized Propane Loop with a Subcooler ..................................................................... 13
Figure 13: Simple Turboexpander Plant ...................................................................................................................... 19
Figure 14: Typical Propane and Butane Recovery Relative to Ethane Recovery in a Turboexpander ........................ 21
Figure 15: Bubble Point of Liquid Product and Dew Point of Vapor Product ............................................................. 22
Figure 16: J-T Valve vs. Expander, Pressure – Enthalpy Diagram ................................................................................ 23
Figure 17: J-T Valve vs. Expander, Pressure – Temperature Diagram ......................................................................... 23
Figure 18: Thermodynamic System of Turboexpander Process ................................................................................. 24
Figure 19: Effect of Expander Discharge Pressure on Liquid Recovery and Residue Gas Compression ..................... 25
Figure 20: Turboexpander Booster Compressor Performance ................................................................................... 25
Figure 21: Heat Exchanger Network Energy Balance .................................................................................................. 28
Figure 22: Demethanizer Temperature Profile ........................................................................................................... 28
Figure 23: Turboexpander Process with Split Feed and Side Reboiler........................................................................ 29
Figure 24: Heat Exchanger Performance for Split Feed and Side Reboiler ................................................................. 30
Figure 25: Demethanizer Temperature Profile with and without Side Reboiler ........................................................ 30
Figure 26: Location of Mechanical Refrigeration in Turboexpander System .............................................................. 35
Figure 27: Simplified GSP Turboexpander Process ..................................................................................................... 36
Figure 28: GSP Performance vs. LTS Vapor Split ......................................................................................................... 37
Figure 29: Demethanizer with True Reflux Stream (RSV) ........................................................................................... 38
Figure 30: Line of Equal Enthalpy for Methane (120°F Recycle / 90°F Residue) ......................................................... 39
Figure 31: Comparison of GSP and RSV Process ......................................................................................................... 40
List of Tables
Table 1: Composition of Feed Gas, Liquid Product, and Residue Gas ......................................................................... 21
Table 2: Typical Conditions for NGL Fractionation Columns ....................................................................................... 52
Table 3: Typical Specifications for NGL Products ........................................................................................................ 53

1
Field Processing
Introduction Once raw gases have been gathered, it is necessary to provide some level of processing before long distance
pipeline transportation. This is primarily done through the removal of natural gas liquids (NGLs) from the natural
gas (sometimes called residue gas) in a system commonly referred to as a “Gas Plant”. From here, NGLs are
shipped either by pipeline, rail car, or truck as Y-Grade feed to refineries or fractionators. It is at these locations
that the NGL is split into its constituent propane, butane, and natural gasoline products. Natural gas is inserted into
transport pipelines where it is distributed and consumed, or it is used in situ to drive turbine compressors or
otherwise used as fuel gas.
Basic Refrigeration Plants – JT and MRU The principle means of field processing is separating NGLs from natural gas using boiling point differences in a
single stage, Low Temperature Separator (LTS). Temperatures and pressures in the LTS can vary depending on the
composition of the feed, desired recovery, and outlet pressure demands. Propane recoveries up to 90% can be
achieved while ethane recoveries will be significantly lower. These facilities are generally more concerned about
meeting sales gas quality as opposed to maximum liquids recovery. The important specification of sales gas quality
are hydrocarbon dew point or higher heating value.
Feed
Gas/Liquid Exchanger
2
Gas/Gas Exchanger
3
JTLTS
4
5Sales Gas
7LPG
Figure 1: Simple JT System
The refrigeration required to lower the operating temperature of the LTS comes in two basic forms: Joule-
Thompson (JT) cooling of the feed itself, or JT cooling of a refrigerant stream, often propane, in a closed loop.
Plants that simply use JT cooling of the feed gas are commonly called “JT Plants” or “Auto-Refrigeration Units”.
Those that use secondary refrigeration are typically called “Mechanical Refrigeration Units” (MRU) or simply
“Refrigeration Plants”. As neither the vapor nor liquid product is transported at extremely low temperature, heat
integration is carried out by cross exchanging the liquid and vapor outlets of the LTS with the feed, thereby
lowering the operating temperature as well as any potential refrigeration costs.
Feed
Gas/Liquid Exchanger
2
Gas/Gas Exchanger
3
JTLTS
4
5Residue Gas
7NGL
Chiller
9
Q-1
Figure 2: Mechanical Refrigeration Plant

2
Field processing will generally require a reduction in pressure from the feed to the outlet, especially if any form of
auto-refrigeration is used. Depending on outlet pressure specifications for the residue gas (sales gas), some
recompression may be required. Recompression is typically favored over pre-compression, or elevation of the feed
pressure, as only a portion of the total feed sees the compressor. This lowers one of the largest operating costs for
these facilities by minimizing the amount of material being compressed. However, in cases where the gas is not
significantly rich, precompression may be a viable option.
In field processing, the key component for recovery performance is frequently propane. The amount of propane
condensed is dependent on the temperature and pressure of the LTS. Figure 3 shows this effect for an LTS
operating at 600 psig and three levels of liquid content of the inlet gas. It is interesting to note that for JT and MRU
operation, propane recovery increases for increasing richness of the gas.
Figure 3: Propane Recovery for 600 psig Operation at Different Levels of Liquids Content (gallons C3+ per MSCF)
It is not always possible to get sufficient removal of methane and ethane from NGL streams using a single stage of
separation. The presence of these products can make the NGL “off spec” by elevating the mixture vapor pressure,
especially if the liquids are to be stored in atmospheric tanks. The NGLs from the LTS are therefore often sent to a
stabilizer, a distillation column containing some form of a reboiler and no condenser. The overheads of this
stabilizer, being mainly light components but some heavier components as well, are then recompressed and sent
back to the front of the facility. Typical pressures and temperatures for a stabilizer are 50 to 400 psia, depending
on whether the condensate is sour or sweet, and temperatures of 200 to 300°F, depending on column pressure
and RVP specification chosen. Stabilizers will typically have 16 – 24 actual trays, with a tray efficiency of 50 to 75%.
20
30
40
50
60
70
80
90
-30 -20 -10 0 10 20
Pro
pan
e R
eco
very
(%)
Process Temperature (°F)
7 GPM
5 GPM
3 GPM

3
NGL
Recycle Stabilizer Gas
Liquids from LTS
21
20
Stabilizer
8
1
Q Reboiler
Reboiler
Figure 4: Condensate Stabilizer

4
Exercise 1: Simple JT Fuel Gas Conditioning Skid
Determine the optimum JT configuration design to produce the maximum amount of NGL for the given inlet gas stream by changing the order of the Gas/Gas and Gas/Liquid Exchangers. Start with the pre-drawn project titled “Ex1- JTFuelGasConditioning.pmx”, and use the settings below.
This exercise serves not only as an introduction to field gas processing, but also as a review of the various simulation tools in ProMax that will be used throughout the course.
PROCESS SETTINGS
The JT skid processes the gas shown at the right.
The pressure drop through each side of each heat exchanger is 5 psi. Configure these with a user value and four separate simple specifiers.
The pressure drop through each separator is 0 psi.
The minimum end approach temperature of each heat exchanger is 10°F. Configure this by placing a solver on the duty of each exchanger. Use an initial guess of 100 MBtu/h for the gas/gas exchanger, and 20 MBtu/h for the gas/liquid exchanger. Be sure to choose the proper sign (positive/negative) for each.
The outlet pressure of the JT valve is initially 1000 psig.
The outlet pressure of the flash valve is 250 psig.
The flash gas flow is too small to justify installing a recompressor and recycling the gas back to the front end of the plant, so this gas is used locally as fuel.
Field Gas Conditions
Temperature 120°F Pressure 1450 psig Flow 1 MMscfd
Field Gas Composition (mol%)
CO2 0.3 iC4 0.6 N2 2.0 nC4 2.5 C1 73.5 iC5 0.6 C2 11.0 nC5 0.7 C3 8.0 nC6 0.8

5
PROBLEMS
What are the standard volumetric flows of the sales gas (vapor, MMscfd), flash gas (vapor, MMscfd) and liquids product (liquid, bbl/d)? Display these values on the flowsheet using callouts.
Display the pressure drops of the four heat exchanger sides on the flowsheet using a “Vertical” property table.
Display the two heat exchanger approach temperatures on the flowsheet using a “Moniker” property table. This will require creating short monikers for these two approach temperatures.
How does the recovery of liquids change if the heat exchanger pressure drops are increased to 10 psi?
Return the exchanger pressure drops to 5 psi. How does the recovery of liquids change if the approach temperatures are decreased to 5°F?
Return the approach temperatures to 10°F. Use the provided Excel workbook (“Gas-Gas First” worksheet) and the Scenario Tool to determine the effect of varying JT valve outlet pressure. Vary this pressure from 1000 psig down to 300 psig in increments of 50 psi, and monitor the following: the temperature of streams 2, 3, 4, 6, 8 and 9; the flow of streams 6 (MMscfd), 10 (MMscfd) and 11 (bbl/d); and the high (gross) heating value of stream 6.
Repeat the previous analysis, but switch the order of the heat exchangers so that the feed flows through the gas/liquid exchanger first. Rather than create a new scenario, just switch the worksheet for the existing scenario to “Gas-Liquid First” using the “Adjust Cells” option.
Of the two configurations just tested, which has the lowest LTS operation temperature when the JT valve operates at 300 psig?
Which configuration produces the most liquids when the JT valve operates at 300 psig?
Which configuration produces the leaner sales gas?
What is the optimum configuration for producing liquids? Why?

6
Exercise 2: JT & MRU Gas Plant Comparison
This exercise compares the performance of three different field gas processing plants. In each case the sales gas must be delivered at a pressure of at least 500 psig with a maximum high heating value (HHV/GHV) of 1150 Btu/scf, and the liquid product must have an RVP of 12 psi. Compare the three different plants and determine which is most appropriate for various feed gas pressures. Start with the pre-drawn project titled “Ex2-JTMRUGasPlantComparison.pmx”, and use the settings below. Note that in this exercise the feed contacts the gas/liquid exchanger first in order to reduce the size of the preheat exchanger to the stabilizer. Also, for simplicity the recycle compressor uses only a single compression stage, but in practice this would likely be a two-stage compressor.
PROCESS SETTINGS
The feed gas characteristics are given in the table.
All three processes are initially configured identically.
All heat exchanger pressure drops are 5 psi, and all separator pressure drops are 0 psi.
All compressors operate at 85% adiabatic efficiency.
All gas/gas and gas/liquid exchanger duties are controlled such that the effective approach temperature is 5°F.
The liquids flash valve operates at 140 psig.
The feed to the stabilizer is preheated to 120°F.
The liquids cooler reduces the liquids to 120°F.
The recycle cooler reduces the recycled gas to 120°F.
Configure the following on the “JT Only” flowsheet:
a. Control the column such that the bottoms liquid product has a Reid vapor pressure (RVP) of 12 psi.
b. Provide a complete guess (temperature, pressure, flow rate, composition) for the stream exiting the recycle block.
c. Set the outlet pressure of the recycle compressor slightly above that of the field gas. Use a simple specifier so that changes in the field gas pressure will automatically be applied to the recycled gas pressure.
d. Configure the sales gas compressor to produce an outlet pressure of 500 psig, but only when the feed to the compressor is below 500 psig (i.e. do not allow the compressor to function as an expander).
e. Place a solver on the LTS pressure to produce a sales gas with an HHV of 1150 Btu/scf. Use an initial guess of 600 psig, and set the priority equal to that of the two exchanger duty solvers on this flowsheet. Make sure that this priority is higher than that of the recycle block.
f. Run the Scenario Tool to determine the effect of varying the field gas pressure. Use the table provided.
Configure the following on the “Precompression” flowsheet (the stabilizer and recycle are already set):
a. Set the sales gas pressure to 500 psig. b. Place a solver on the outlet pressure from the precompressor to achieve the desired HHV of 1150 Btu/scf
in the sales gas. Use an initial guess of 900 psig. As before, set the priority equal to that of the two exchanger duty solvers on this flowsheet, and make sure that this priority is higher than that of the recycle block.
c. Run the Scenario Tool to determine the effect of varying the field gas pressure. Use the table provided.
Configure the following on the “Refrigeration” flowsheet (the stabilizer and recycle are likewise already set):
a. Set the sales gas pressure to 500 psig. b. Place a solver on the chiller duty to achieve the desired HHV of 1150 Btu/scf in the sales gas. Use an initial
guess of 1 MBtu/h. As before, set the priority equal to that of the two exchanger duty solvers on this flowsheet, and make sure that this priority is higher than that of the recycle block.
Field Gas Conditions
Temperature 120°F Pressure 900 psig Flow 20 MMscfd
Field Gas Composition (mol%)
CO2 0.20 nC5 0.36 N2 0.41 nC6 0.68 C1 84.16 nC7 0.81 C2 4.64 nC8 0.77 C3 3.35 nC9 0.40 iC4 1.40 nC10 0.27 nC4 1.12 nC11 0.15 iC5 0.63 nC12 0.65

7
OPTIONAL: Configure the solver such that the chiller will only provide cooling. This may require setting the priority of the recycle block above that of the other solvers on this flowsheet.
c. Run the Scenario Tool to determine the effect of varying the field gas pressure. Use the table provided. Note that the refrigeration compression duty can be estimated using the relationship that 1 MMBtu/hr of refrigeration requires 140 hp of compression.
PROBLEMS
How do the LTS temperature and liquids product flow compare between the three designs? Why?
How does the total required compression power compare between the three designs?
Which configuration is best at low inlet pressures? Which at high inlet pressures?
What is the problem with running the refrigeration unit with a field gas pressure of 500 psig?

8
Propane Refrigeration Refrigeration systems are a type of heat pump where heat is recovered at low temperature into a closed loop and
is subsequently discharged at higher temperature. In terms of thermodynamics, refrigeration can be considered a
reverse-Rankine cycle. Saturated liquid is evaporated isothermally at low pressure to remove heat from the
process and is subsequently compressed and condensed at a higher pressure to discharge this heat. In gas
processing, propane is the most common refrigerant while other systems, such as ethylene and mixed refrigerants,
are also used depending on the required temperature in the chiller. It should be noted that refrigerant grade
propane (R290) is considerably purer than commercial propane (>97.5 vol% C3H8 vs. “predominantly propane and
propylene”).
Simple Loop
In general, propane refrigeration is used to provide cooling anywhere from 20°F down to -35°F. A basic diagram of
this loop is shown below:
Compressor
Condenser
JT
Evaporator
1 2
3
4
Q-1 Q-2
Q-3
Figure 5: Simple Propane Loop
The basic components of the simple refrigeration loop are shown in Figure 5 and correspond to the numbered
lines in Figure 6. The JT valve (1), is where saturated liquid is expanded to provide a reduction in temperature. The
evaporator (2) boils off any remaining liquid isothermally to remove heat from the system. The compressor (3)
then increases the pressure of the vapor somewhat isentropically where it becomes superheated. The condenser
(4) then cools and condenses the superheated vapor.

9
Figure 6: P-H Diagram for Pure Propane
As with the Carnot or Rankine cycle, the efficiency of the system increases as the temperature at which heat is
absorbed increases or as the temperature at which heat is rejected decreases. For a pure component system the
saturated temperature is directly related to the pressure, so the system efficiency increases as the evaporator
pressure increases and the compressor discharge pressure decreases.
Figure 7: Propane Refrigeration Performance at Various Ambient Conditions
In nearly every case, the discharge pressure of the compressor is governed by ambient conditions. The condenser
is normally air cooled, meaning that the compressor must have a discharge pressure high enough that the propane
is condensed at temperatures up to 120°F. This normally equates to discharge pressures in the range of 130 to 250
0 10 20 30 40 50 60 70 80 90 100
140
140 140
120
120 120
100
100 100
80
80 80
60
60 60
40
40 40
20
20
0
0
-20
-40
0
100
200
300
400
500
600
700
800
-56000 -54000 -52000 -50000 -48000 -46000 -44000 -42000
Pre
ssu
re,
psi
a
Molar Enthalpy, Btu/lbmol
1
2
3
4
0
50
100
150
200
250
300
350
-50 -30 -10 10 30
Ref
rige
rati
on
Co
mp
ress
ion
Po
wer
(h
p/
MM
Btu
/h )
Evaporator Temperature, °F
120F
100F
80F

10
psig. The compressor suction pressure is set by the required driving force in the evaporator. For pure propane, this
pressure can be read off of a T-P diagram, ranging from approximately 1.5 psig to achieve -40°F up to 40 psig to
achieve 20°F.
Figure 8: Phase Diagram for Pure Propane
Two-Stage Systems
Variations can be made to the system to improve efficiency beyond that provided by the simple loop. Many
systems utilize various stages of separation and compression to improve overall performance. Flashing the
refrigerant to an intermediate pressure and subsequently separating the vapor and liquid is done in a system
called an economizer.
Valve 1
Condenser
1
2
3
5
Q-1
Q-2
Q-3
Evaporator
Stage 1
Stage 2
Valve 2
MIX-100
6 7
8
9
10
Q-4
Economizer
Figure 9: Propane Loop with Economizer
In all refrigeration systems, the liquid refrigerant must be flashed from high pressure to low pressure in order to
achieve the required driving force in the evaporator. This flashing across a valve is assumed to be adiabatic and
involves a phase change of the refrigerant, as can be seen on the P-H diagram below:
0
50
100
150
200
250
300
-50 0 50 100 150
Pre
ssu
re,
psi
g
Temperature, °F
Condensor
Chiller

11
Figure 10: P-H Diagram of Pure Propane
As can be seen from the above chart, cooling from 120°F saturated liquid to the 0°F line adiabatically means we
form approximately 45% vapor in the system. This vapor does not provide significant cooling in the evaporator
since the evaporator itself operates isothermally, depending solely on latent heat. The vapor simply passes
through the evaporator immediately where it is recompressed and condensed.
The principle behind an economizer is to prevent some of this vapor from reaching the lowest system pressure in
the evaporator. If we follow the constant enthalpy line on the above diagram, we see that, as we reduce the
pressure further adiabatically, we increase the total vapor. Flashing a vapor from high to low pressure provides
little cooling, so the economizer allows us to remove this vapor at higher pressure and send it to an intermediate
stage of compression. In the case of dropping from the 120°F saturated line to the 0°F line, we might first flash
down to 100 psia, removing half of the vapor which will form prior to the evaporator, and then proceed with a
second adiabatic drop down to the evaporator’s operating pressure. This saves the total system horsepower cost
as a portion of the refrigerant never sees the lowest pressure portions of the system. The performance of a two
stage system, as compared to the simple loop, can be seen in Figure 11.
30
30
30
30
30
30
30
30
30
30
40
40
40
40
40
40
40
50
50
50
50
50
50
50
50
50
50
120 120
120
80 80
8040 40
40
0
00
0
50
100
150
200
250
300
-56000 -54000 -52000 -50000 -48000 -46000 -44000 -42000
Prs
sure
, psi
a
Molar Enthalpy, Btu/lbmol
Tem
per
atu
re

12
Figure 11: Propane Refrigeration Efficiency with Economizer
Selection of the economizer operating pressure will have an impact on the overall system efficiency. In general,
economizer pressures are selected to provide equal compression ratios between the two stages. This pressure is
generally when one half of the vapor has formed with some variance. So for the case of a condenser temperature
of 120°F and an evaporator temperature of 0°F, the economizer should operate at roughly 100 psia (~25% vapor)
with the final pressure being 40 psia (~45% vapor).
Additional stages will improve the efficiency of the system further, but at the expense of more complexity and
higher capital costs of added compressors, knockouts, and other equipment.
Multi-stage systems can also allow a single refrigerant loop to economically provide cooling at various
temperatures. It has already been noted that the higher the temperature of the evaporator, the higher the
efficiency of the loop. It is therefore undesirable to flash the entire refrigerant stream down to the lowest required
temperature if multiple evaporators will be in operation. Instead, the refrigerant will be split and flashed down to
the appropriate temperature for each evaporator, and multiple stages of compression will be used to bring the
refrigerant back to condensing pressure. The portion of the refrigerant destined for the lowest temperature
evaporator will flash down in these earlier stages in economizer like fashion.
Sub-cooling
Another means of improving refrigeration loop efficiency is the use of sub-coolers. Sub-coolers use the condensed
liquid as a source of heat somewhere else in the process. The sub-cooler therefore removes enthalpy from the
liquid refrigerant, shifting the system to a new enthalpy line on the Pressure-Enthalpy diagram. Doing so reduces
the amount of vapor formed to reach a given evaporator temperature and, subsequently, the total amount of
refrigerant required to be circulated. Going back to the 120°F to 0°F case, 45% of the refrigerant is already vapor
before entering the evaporator. If that same refrigerant was first sub-cooled to 80°F, then the pressure was
reduced to achieve 0°F, we would instead have formed 30% vapor; a reduction of one third. This reduction in turn
0
50
100
150
200
250
300
350
-40 -30 -20 -10 0 10 20 30
hp
/(M
MB
tu/h
)
Evaporator Temperature (°F)
120F
100F
80F
120F Economizer
100F Economizer
80F Economizer

13
means a lower overall circulation rate of refrigerant and, subsequently, a reduction in cost per Btu removed from
the process.
Valve 1
Condenser
1 2
3
4
5
Q-1
Q-2
Q-3
Evaporator
Stage 1
Stage 2
Valve 2
MIX-100
6 7
8
9
10
Q-4
Economizer
Q-5
Subcooler
Figure 12: Diagram of an Economized Propane Loop with a Subcooler

14
Exercise 3: Propane Refrigeration Loop Fundamentals
Compare the operating efficiencies of three different propane refrigerant loop configurations. Start with the pre-drawn project titled “Ex3- PropaneRefrigerationLoop.pmx”, and use the settings below.
PROCESS SETTINGS
The refrigerant is pure propane.
The valve initially operates such that the inlet temperature to the evaporator is 30°F.
All heat exchangers and separators have a pressure drop of 0 psi.
The condenser produces a saturated liquid at 120°F.
The compressor has an adiabatic efficiency of 75%.
The evaporator has a duty of 1 MMBtu/h and produces a saturated vapor.
The propagated variables for the terminal should be two properties that are known exactly at that point in the process.
The above information is sufficient to execute the “Simple Loop” process. Use the Scenario Tool to determine the effect that the evaporator and condenser temperatures have on the performance of this process. Use the data table already provided.
In addition to the above, specify the following on the “Economizer” process:
a. Set the economizer pressure to 100 psig. b. Set the outlet pressure of the first compressor equal to the economizer pressure using a specifier. c. Place a solver on the economizer pressure to find the point at which the two compression ratios are
equal. This corresponds approximately to the point of lowest power consumption. Note that the presence of the propagation terminal requires that the “Skip Dependency Check” option be enabled on this solver.
d. Use the Scenario Tool and the data table already provided to perform the same analysis that was done on the simple loop.
Configure the “Subcooler” process the same as the “Economizer”. In addition, set the temperature decrease through the subcooler to 20°F, and use the Scenario Tool and the data table provided to perform the same analysis as before.

15
PROBLEMS
Which configuration is the least efficient (highest compression power per unit energy of cooling provided)? Which is most efficient?
How does the ambient temperature affect the efficiency of the unit? Why?
How do the refrigerant flow rates compare between configurations? Why?
How much of the refrigerant is vaporized in the two-stage loop versus the sub-cooled loop? How does this affect circulation rate?
OPTIONAL: Modify the solver on the “Economizer” process to find the economizer pressure which minimizes the total compression power. How does this power compare to that required when using equal compression ratios?
OPTIONAL: On the “Simple Loop” process change the refrigerant composition to 99.5 mol% propane and 0.5% propene, and set the pressure drop through the evaporator and condenser to 2 psi. How do these changes affect process performance?

16
Process Selection
The selection of which technology to use, either JT or MRU, will greatly depend on the conditions of the gas being
processed as well as the product specifications being required.
In cases where the inlet pressure is high and the required outlet pressure is low, JT systems often have an
advantage by receiving “free” refrigeration. JT systems are also mechanically simple and can be scaled down to a
considerable degree. They are often times mounted on skids, being entirely self-contained, and capable of
processing small gas streams (5 to 10 MMscf/d).
MRUs, on the other hand, are simple but obviously more complex than JT plants. The addition of a propane
refrigeration loop allows these units to operate without JT cooling of the feed itself. This can be advantageous,
especially when the spread between inlet pressure and required residue gas pressure is small. Compression costs
for the process gas are lowered since refrigeration is being provided mechanically. However, the addition of the
propane loop adds its own compression and other operating costs.
In either system, solids formation in the form of hydrates is a concern. If the inlet gas is not dehydrated
sufficiently, ethylene glycol (EG) can be injected into the cold portions of the process to protect against solids
formation. EG is normally injected at a concentration of 80 wt% and is subsequently regenerated in a still and
reused.
If deeper recovery of NGL is required than either of these two systems can provide independently, it is often times
most economical to use a blend of the two systems: mechanical refrigeration down to some set temperature
followed by additional cooling from JT expansion of the process gas. In most cases, propane refrigeration is used,
providing a maximum practical cooling to -35°F. However, depending on the amount of JT cooling available based
on the inlet pressure and desired residue gas pressure, higher temperatures from the propane loop can be more
economical.
17
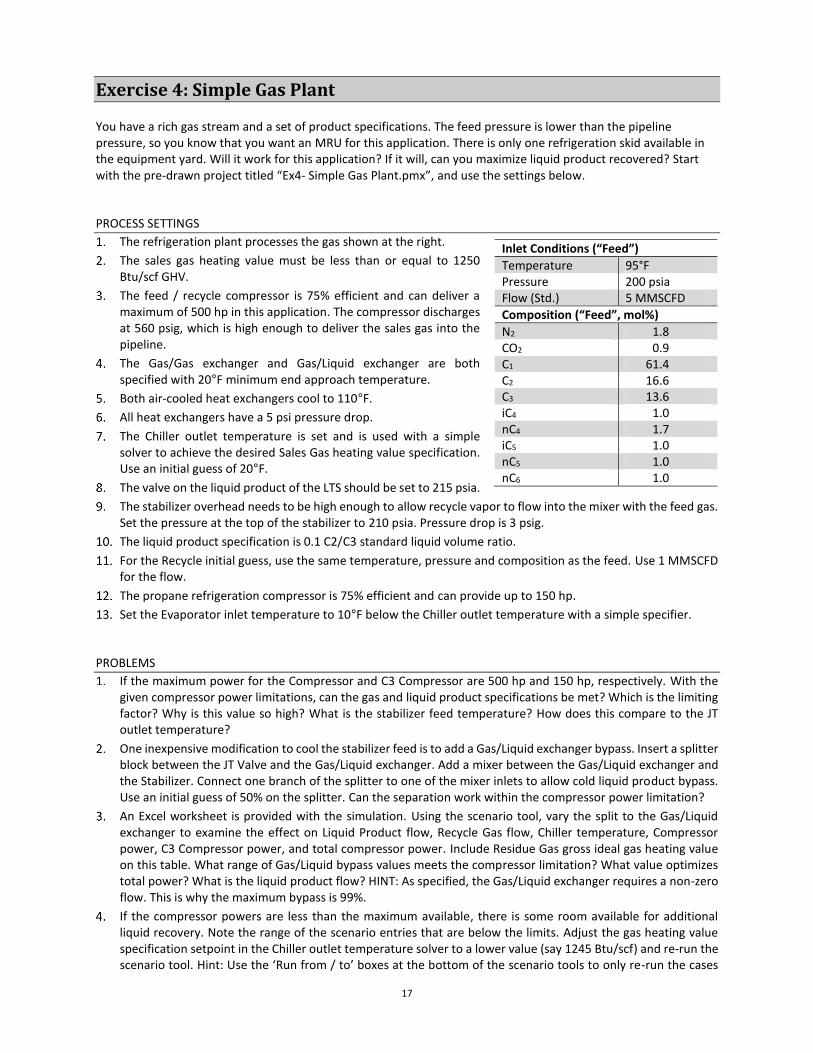
Exercise 4: Simple Gas Plant
You have a rich gas stream and a set of product specifications. The feed pressure is lower than the pipeline pressure, so you know that you want an MRU for this application. There is only one refrigeration skid available in the equipment yard. Will it work for this application? If it will, can you maximize liquid product recovered? Start with the pre-drawn project titled “Ex4- Simple Gas Plant.pmx”, and use the settings below.
PROCESS SETTINGS
The refrigeration plant processes the gas shown at the right.
The sales gas heating value must be less than or equal to 1250 Btu/scf GHV.
The feed / recycle compressor is 75% efficient and can deliver a maximum of 500 hp in this application. The compressor discharges at 560 psig, which is high enough to deliver the sales gas into the pipeline.
The Gas/Gas exchanger and Gas/Liquid exchanger are both specified with 20°F minimum end approach temperature.
Both air-cooled heat exchangers cool to 110°F.
All heat exchangers have a 5 psi pressure drop.
The Chiller outlet temperature is set and is used with a simple solver to achieve the desired Sales Gas heating value specification. Use an initial guess of 20°F.
The valve on the liquid product of the LTS should be set to 215 psia.
The stabilizer overhead needs to be high enough to allow recycle vapor to flow into the mixer with the feed gas. Set the pressure at the top of the stabilizer to 210 psia. Pressure drop is 3 psig.
The liquid product specification is 0.1 C2/C3 standard liquid volume ratio.
For the Recycle initial guess, use the same temperature, pressure and composition as the feed. Use 1 MMSCFD for the flow.
The propane refrigeration compressor is 75% efficient and can provide up to 150 hp.
Set the Evaporator inlet temperature to 10°F below the Chiller outlet temperature with a simple specifier.
PROBLEMS
If the maximum power for the Compressor and C3 Compressor are 500 hp and 150 hp, respectively. With the given compressor power limitations, can the gas and liquid product specifications be met? Which is the limiting factor? Why is this value so high? What is the stabilizer feed temperature? How does this compare to the JT outlet temperature?
One inexpensive modification to cool the stabilizer feed is to add a Gas/Liquid exchanger bypass. Insert a splitter block between the JT Valve and the Gas/Liquid exchanger. Add a mixer between the Gas/Liquid exchanger and the Stabilizer. Connect one branch of the splitter to one of the mixer inlets to allow cold liquid product bypass. Use an initial guess of 50% on the splitter. Can the separation work within the compressor power limitation?
An Excel worksheet is provided with the simulation. Using the scenario tool, vary the split to the Gas/Liquid exchanger to examine the effect on Liquid Product flow, Recycle Gas flow, Chiller temperature, Compressor power, C3 Compressor power, and total compressor power. Include Residue Gas gross ideal gas heating value on this table. What range of Gas/Liquid bypass values meets the compressor limitation? What value optimizes total power? What is the liquid product flow? HINT: As specified, the Gas/Liquid exchanger requires a non-zero flow. This is why the maximum bypass is 99%.
If the compressor powers are less than the maximum available, there is some room available for additional liquid recovery. Note the range of the scenario entries that are below the limits. Adjust the gas heating value specification setpoint in the Chiller outlet temperature solver to a lower value (say 1245 Btu/scf) and re-run the scenario tool. Hint: Use the ‘Run from / to’ boxes at the bottom of the scenario tools to only re-run the cases
Inlet Conditions (“Feed”)
Temperature 95°F Pressure 200 psia Flow (Std.) 5 MMSCFD
Composition (“Feed”, mol%)
N2 1.8 CO2 0.9 C1 61.4 C2 16.6 C3 13.6 iC4 1.0 nC4 1.7 iC5 1.0 nC5 1.0 nC6 1.0

18
that can be improved, as noted previously. If any of the cases are still within the power limits, re-run at a lower GHV. What is the maximum liquid recovery?
Inlet Mixer
Compressor
Air Cooler
Gas/Gas
Gas/Liquid
Chiller
Recycle to Inlet
JT Valve
LTS
Feed
2
3 4 5
6
7
89
10
Reboiler
11
12
Stabilizer
8
1
Q-1
13
14
Sales Gas
Liquid Product
Recycle
Q-2
Q-3
Q-4
Condenser
Evaporator
C3 Compressor
Q-5
VLVE-100
16
1718
19
20
Q-6
TRM-1
MIX-100
Bypass Split
15
2122

19
Plant Processing
In cases where recoveries of propane are desired to be greater than 80%, or when recovery of ethane is desired in
significant quantities in the NGL product, JT and MRU plants will not provide adequate performance. These simple
systems do not get cold enough and do not supply enough stages of separation to get these high rates of liquid
recovery. Historically Lean Oil Absorption and cryogenic JT processes were used to recover deeper cuts of NGL.
However, with the advancements in turboexpander technology, these processes have diminished in importance in
modern gas plants. A simplified version of the cryogenic turboexpander process is shown in Figure 13.
SEPARATOR
EXPANDER
J-T VALVE
BOOSTER
DEMETHANIZER
10
1
4
LIQUID PRODUCT
RESIDUE
FEED
RESIDUE COMPRESSOR
RESIDUE EXCH
INLET EXCH
REBOILER
HEAT
EXCHANGE
NETWORK
Figure 13: Simple Turboexpander Plant
There are four primary distinctions between cryogenic processes and field processes:
1. The products of the cryogenic processes are generally more strictly defined.
2. Rather than a JT valve to expand the gas, the cryogenic process uses a turboexpander. This expander is
mechanically connected to a booster compressor to aid in residue gas compression.
3. The low temperature separator and a stabilizer are effectively combined into one column, typically called
a demethanizer.
4. The heat exchangers are often special high surface area, low temperature, low approach exchangers,
normally referred to as a compact brazed aluminum or plate-fin exchangers.

20
Product Specification Prior to processing, the inlet gas must be suitably treated for operation at low temperature. In order to avoid solids
formation, the gas must be dehydrated so that its hydrate or solids formation dewpoint temperature is lower than
the lowest expected temperature. This will typically be -150 to -200°F. To meet this type of dehydration
specification normally requires a molecular sieve bed. Molecular sieve dehydrators are sensitive to free liquid, so
the gas must be scrubbed and filtered prior to dehydration. The solid sieve material can produce a dust, so the gas
must be filtered again after dehydration to reduce fouling in exchangers. Carbon dioxide can also freeze out at low
temperatures, but will normally be tolerated at levels of approximately 1 mol% depending on the configuration of
the process. Higher levels of carbon dioxide would require acid gas treating prior to dehydration.
The design objective of a cryogenic plant is to cool the inlet gas in order to condense the target natural gas liquids,
while meeting liquid product purity requirements, and minimizing compression horsepower. The two products will
be a demethanized liquid and a lean overhead gas. The demethanized liquid product, commonly referred to as ‘Y-
grade’, typically has the following specifications:
Vapor Pressure: < 600 psig @ 100 °F
Methane / ethane ratio: < 1.5 liquid volume %
Methane content: < 0.50 liquid volume %
ASTM D86 Endpoint: < 275 °F
Carbon dioxide / ethane ratio: < 0.35 liquid volume %
Carbon dioxide content < 1000 ppm wt
Water: No free water at 34°F
The overhead vapor typically has specifications on impurities such as CO2, H2S, and moisture. However, these
specifications are generally met by the pre-processing for cryogenic operation. If not removed prior to processing,
H2S, COS, and mercaptans will be recovered in the liquid product. CO2 will be split between the residue gas and the
ethane. As ethane recovery increases, the carbon dioxide recovery in the ethane will increase. Inlet nitrogen,
helium and hydrogen will be recovered with the residue gas.
An important product specification that impacts the NGL recovery process is final sales gas line pressure. Along
with the available residue gas compression, this dictates the lower limit of the NGL recovery. One other
specification that can have a significant impact on a gas processing plant operation is the heating value of the
product gas. Typical pipeline specifications require a heating value less than 1150 Btu/scf (typically specified as
gross or higher heating value). In the instance that certain NGLs are not economical to recover, this sets a
minimum liquids recovery. For example, 1150 Btu/scf is a common upper limit for heating value. For a
hydrocarbon only blend, this would be met by a methane composition of about 89 mol%. It is important to note
that heating value is significantly affected by relatively small amounts of heavier hydrocarbons. An alternative
specification of heating value is the Wobbe Index.
𝑊𝑜𝑏𝑏𝑒 𝐼𝑛𝑑𝑒𝑥 = 𝐺𝑟𝑜𝑠𝑠 𝐻𝑒𝑎𝑡𝑖𝑛𝑔 𝑉𝑎𝑙𝑢𝑒
√𝑆𝑝𝑒𝑐𝑖𝑓𝑖𝑐 𝐺𝑟𝑎𝑣𝑖𝑡𝑦
The Wobbe Index is considered a slightly better indicator of interchangeability of fuel gases than heating value
alone. Wobbe Index has the same units as heating value. For a natural gas with a gross heating value of 1150
Btu/scf gas and specific gravity of 0.61, it would have a Wobbe Index of 1436 Btu/scf.
The main question that the designer must answer is what fraction of NGL will be recovered from the inlet gas
stream. For a turboexpander plant, 99+% recovery of the C4+ components is normal. For propane, the typical
recovery is 95-99%. The ‘key’ component that dictates overall plant performance is the ethane recovery. The

21
simple turboexpander plant can typically recover 70-80% of the ethane, depending on gas composition and
available compression. More sophisticated demethanizer configurations can recover up to 99% of the ethane.
Figure 14 shows the relationship of propane and butane recovery to ethane recovery for a typical turboexpander.
Propane and heavier component recoveries vary with the equipment arrangement.
Figure 14: Typical Propane and Butane Recovery Relative to Ethane Recovery in a Turboexpander
Once the desired product recovery is determined, the product compositions are set by a simple material balance.
For a hypothetical inlet gas with the listed composition, Table 1 shows the expected products based on typical gas
plant recoveries and a methane:ethane ratio in the liquid product. The bold values indicate product or
performance specifications.
Table 1: Composition of Feed Gas, Liquid Product, and Residue Gas
FEED LIQUID RESIDUE
mol% Recovery mol% Liq vol% mol%
Methane 90.0% 0.09% 1.0% 0.6% 98.2%
Ethane 5.0% 70% 41.5% 39.0% 1.6%
Propane 3.0% 95% 33.8% 32.7% 0.2%
i-Butane 0.4% 100% 4.7% 5.5% 0.0%
n-Butane 1.0% 100% 11.9% 13.1% 0.0%
i-Pentane 0.2% 100% 2.4% 3.0% 0.0%
n-Pentane 0.4% 100% 4.7% 6.0% 0.0%
Total 100.0% 8.4% 100% 100% 100%
GHV (Btu/scf) 1143 --- 2421 --- 1025
Wobbe 1436 --- 2026 --- 1369
If we assume that the residue gas / liquid product separation will be achieved by a distillation column of some sort,
our product compositions give an indication of the conditions in that column. Figure 15 shows the bubble point
85
90
95
100
40 50 60 70 80 90 100
Re
cove
ry (
%)
Ethane Recovery (%)
Butane
Propane

22
curve of our hypothetical liquid product and the dew point curve of our hypothetical residue gas. If we further
assume that the inlet gas will be the heating source for the liquid product reboiler, this sets a temperature /
pressure boundary on the system. For an inlet gas temperature of 100°F and a 10°F approach temperature, the
reboiler must operate at no higher than 90°F and consequently a maximum pressure of 310 psig. If the
hypothetical distillation column can operate no higher than 310 psig, then the dewpoint line of our vapor product
indicates the maximum temperature of the overhead of the column. By this reasoning, the product vapor must be
no higher than -135°F. Again, if the column pressure is lower, the maximum overhead temperature will also be
lower.
Figure 15: Bubble Point of Liquid Product and Dew Point of Vapor Product
Turboexpander The primary concept behind turboexpander plants is to perform the auto-refrigeration of the feed using an
expander rather than a simple valve. By removing energy in the form of work, the resultant expanded gas is
considerably colder than would be achieved using an adiabatic expansion. Beyond the formation of additional
liquids due to lower temperatures, the expander has the added benefit of producing work that is available to be
used for recompression of the residue gas, reducing overall compression costs. Special designs and technologies
are required in the expander turbines themselves as these systems should expect vapor inlet but a multiphase
outlet. Typical gas processing turboexpander outlet temperatures range from -130 to -160°F. The outlet stream
can be up to about 50% liquid by mass and can generate up to 15,000 horsepower in a single unit.
Rather than operating adiabatically like the J-T valve does, the expander operates in a somewhat isentropic
fashion, similar to a compressor. Figure 16 and Figure 17 show the behavior of expanding the same hypothetical
gas from 800 psig to 300 psig using a JT valve and an ideal (isentropic) expander. In each plot, the JT valve takes the
system to 95% vapor, while the expander ends up at approximately 87% vapor. Real expanders are typically 70-
90% polytropic efficient. An expander with 80% polytropic efficiency in this hypothetical case would have an
endpoint of 89% vapor.
0
100
200
300
400
500
600
700
800
-200 -100 0 100 200
Pre
ssu
re (
psi
g)
Temperature (°F)
Dew Pt Vapor
Bub Pt Liquid

23
Figure 16: J-T Valve vs. Expander, Pressure – Enthalpy Diagram
Figure 16 shows the expansion on a pressure / enthalpy field, with the phase behavior of the gas overlaid. The J-T
valve expands the gas along constant enthalpy, while the expander reduces the enthalpy by the shaft work done.
Figure 17 shows the standard pressure-temperature relationship for a phase diagram. As expected, the expander
shows a lower final temperature.
Figure 17: J-T Valve vs. Expander, Pressure – Temperature Diagram
It should be noted that while these two cases are shown to begin at the same temperature and pressure and end
at the same pressure, this would not necessarily be a fair comparison to a real system. Because the expander
provides work for the booster compressor, it can expand to a lower demethanizer pressure for the same residue
gas compressor. A typical booster compressor will increase the residue gas pressure by 40 to 60 psi. If this is taken
into account, the final JT temperature would be about 5°F warmer. In addition, because the demethanizer
overhead temperature would be higher, there is not as much cooling available for the inlet gas in the JT system
compared to the expander. This means that the starting condition for the JT valve would be a higher temperature,
0
100
200
300
400
500
600
700
800
900
-36500 -36000 -35500 -35000 -34500 -34000 -33500
Pre
ssu
re (
psi
g)
Enthalpy (Btu/lbmol)
80% Vapor
90% Vapor
100% Vapor
JT
Expander
0
100
200
300
400
500
600
700
800
900
-200 -150 -100 -50
Pre
ssu
re (
psi
g)
Temperature (F)
80% Vapor
90% Vapor
100% Vapor
JT
Expander

24
with a subsequently higher heavy component content. This would further increase the final expansion
temperature for the JT system.
Figure 18 shows the boundary of the thermodynamic system of the turboexpander process. The streams that cross the boundary of the system are the inlet gas, the residue gas, the liquid product, and the work of the expander.
SEPARATOR
EXPANDER
J-T Valve
BOOSTER
DEMETHANIZER
1
4
LIQUID PRODUCT
RESIDUE
FEED
RESIDUE COMPRESSOR
RESIDUE EXCH
INLET EXCH
REBOILER
HEAT
EXCHANGE
NETWORK
Figure 18: Thermodynamic System of Turboexpander Process
This energy balance can be expressed as:
WEXPANDER = HFEED – HRESIDUE – HLIQUID
In order to increase the liquid recovery, the enthalpy of the products must be reduced (more low-enthalpy liquid
relative to high-enthalpy gas). This leads to a greater enthalpy differential between feed and products and results
in higher expander work required. The work of the expander is dependent on the inlet flow and the pressure ratio
across the expander. For a consistent temperature, pressure, and flow through the separator, the work of the
expander is primarily defined by the expander discharge pressure (tower pressure). For the above configuration
and a defined feed and liquid recovery, the system can be solved by iterating on column pressure. Figure 19 shows
a range of performance for the simple turboexpander process described in Figure 18. For the target recovery of
70% ethane, the expander discharge pressure would be about 290 psig. This operating point would give about 97%
propane recovery (greater than the initial target) and a residue compressor power of about 37 hp per MMSCFD of
inlet gas processed. Recovery of ethane can be increased to 80%, at the expense of approximately 23 hp/MMSCFD
of residue compression. Depending on the feed condition (temperature, pressure, composition), the simple
process shown in Figure 18 may not be able to meet the liquid recovery expectation economically. In such cases, a
process modification is needed, which will be discussed later.
25
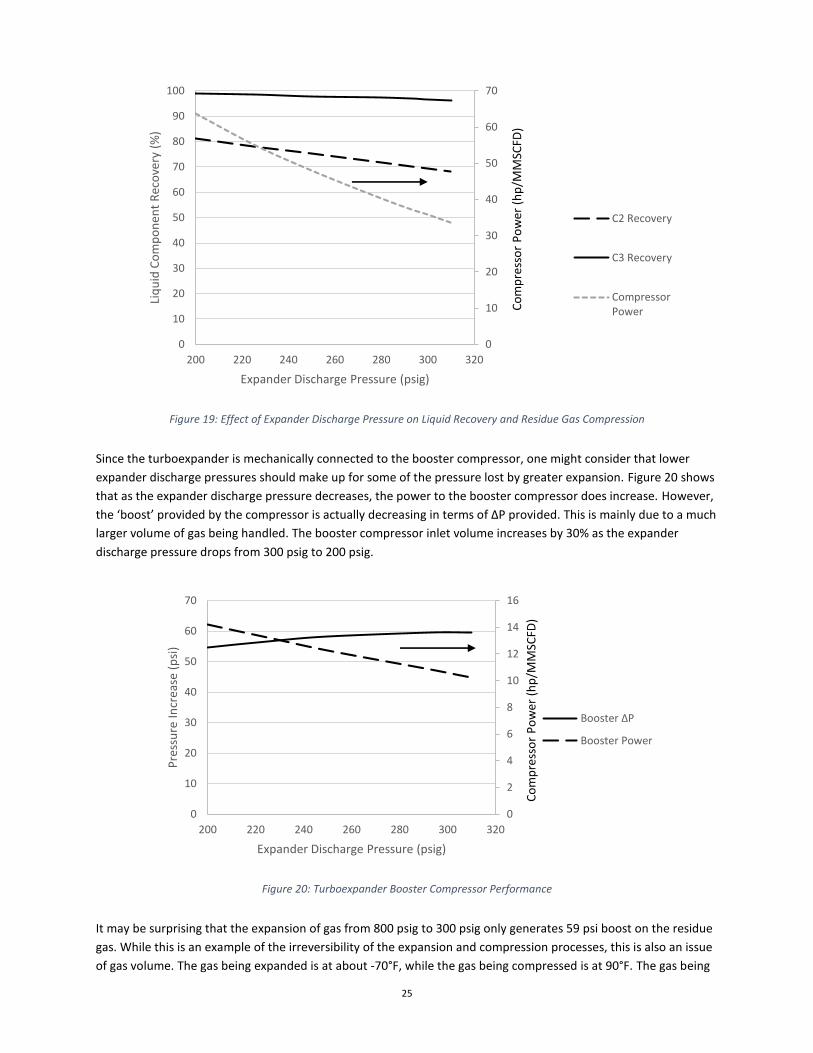
Figure 19: Effect of Expander Discharge Pressure on Liquid Recovery and Residue Gas Compression
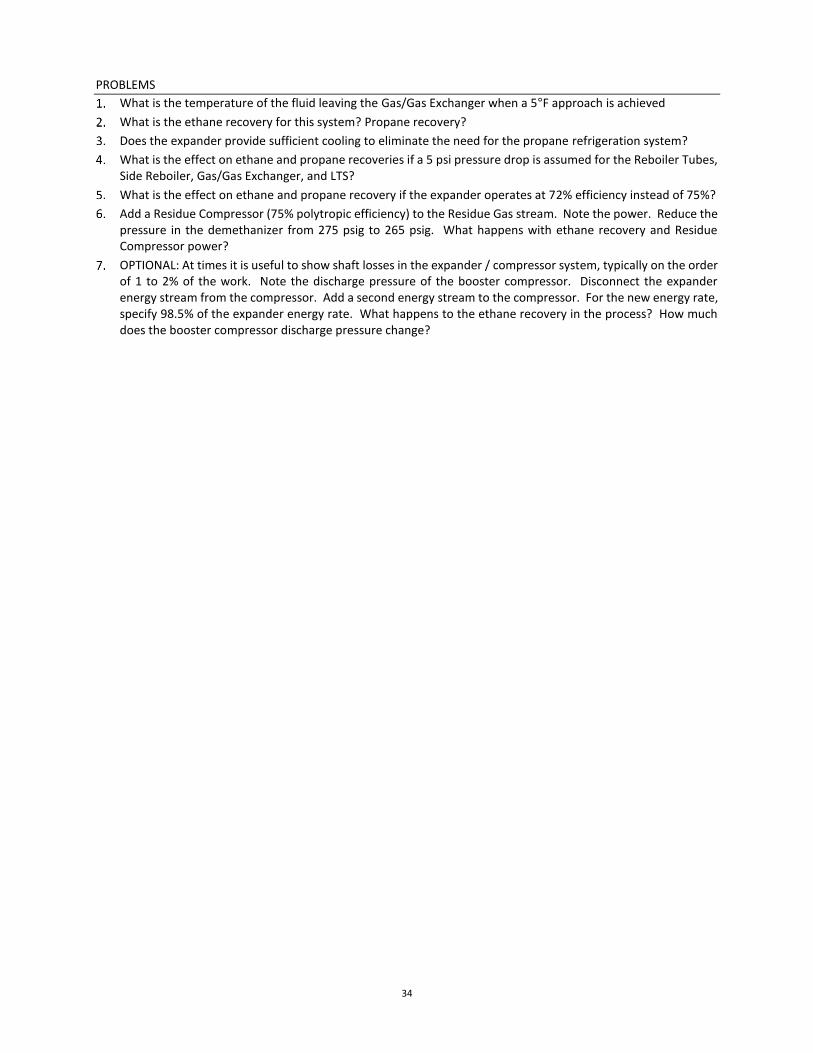
Since the turboexpander is mechanically connected to the booster compressor, one might consider that lower
expander discharge pressures should make up for some of the pressure lost by greater expansion. Figure 20 shows
that as the expander discharge pressure decreases, the power to the booster compressor does increase. However,
the ‘boost’ provided by the compressor is actually decreasing in terms of ΔP provided. This is mainly due to a much
larger volume of gas being handled. The booster compressor inlet volume increases by 30% as the expander
discharge pressure drops from 300 psig to 200 psig.
Figure 20: Turboexpander Booster Compressor Performance
It may be surprising that the expansion of gas from 800 psig to 300 psig only generates 59 psi boost on the residue
gas. While this is an example of the irreversibility of the expansion and compression processes, this is also an issue
of gas volume. The gas being expanded is at about -70°F, while the gas being compressed is at 90°F. The gas being
0
10
20
30
40
50
60
70
0
10
20
30
40
50
60
70
80
90
100
200 220 240 260 280 300 320
Liq
uid
Co
mp
on
ent
Rec
ove
ry (
%)
Expander Discharge Pressure (psig)
C2 Recovery
C3 Recovery
CompressorPowerC
om
pre
sso
rP
ow
er (
hp
/MM
SCFD
)
0
2
4
6
8
10
12
14
16
0
10
20
30
40
50
60
70
200 220 240 260 280 300 320
Pre
ssu
re I
ncr
ease
(p
si)
Expander Discharge Pressure (psig)
Booster ΔP
Booster Power
Co
mp
ress
or
Po
wer
(h
p/M
MSC
FD)

26
expanded starts at a reference volume of 1 and expands to 2.6, while the gas being compressed goes from a
relative volume of 7.1 to 6.2.
For gas processing, turboexpanders have a single stage with radial inward flow, that is the gas enters the expander
wheel at the outer tips and flows towards the center (centripetal). The gas then exits axially, away from the
compressor side. For the booster compressor the gas path is reversed, entering axially and exiting radially
(centrifugal). Because the boost is only about 30 to 60 psi and the compression ratio is on the order of 1.1 to 1.3, a
single stage of compression is sufficient. Turboexpanders are typically equipped with a JT valve bypass for startup,
excess flow, and expander shutdown conditions. As mentioned previously, the JT valve is not as effective at cooling
the gas as the expander, so it should remain shut during normal operation. A bypass valve leaking by is a possible
source of inefficiency in matching plant and simulator data.
Turboexpander Efficiency
The expander side of a turboexpander is considered to behave in a somewhat adiabatic, reversible (isentropic)
manner. As such, expanders are typically rated using an adiabatic efficiency (ηad). This is defined by the enthalpy
change relative to the isentropic path:
𝜂𝑎𝑑 =𝑊𝑜𝑟𝑘 𝑎𝑐𝑡𝑢𝑎𝑙𝑙𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑
𝑊𝑜𝑟𝑘 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑 𝑏𝑦 𝑖𝑠𝑒𝑛𝑡𝑟𝑜𝑝𝑖𝑐 𝑝𝑎𝑡ℎ=
𝛥𝐻𝑎𝑐𝑡𝑢𝑎𝑙
𝛥𝐻𝑖𝑠𝑒𝑛𝑡𝑟𝑜𝑝𝑖𝑐
Given inlet conditions and outlet pressure, the isentropic path can be calculated using an equation of state.
In addition to expanders, the adiabatic efficiency is also typically used for reciprocating compressors, inverted due
to compression rather than expansion. However, centrifugal compressors, including the compressor side of a
turboexpander, behave more as a polytropic process, meaning they are governed by a P-V relationship of the form:
𝑃1𝑉1𝑛 = 𝑃2𝑉2
𝑛
Where P is the pressure, V is the specific volume, n is an exponent that is modified depending on behavior. For
adiabatic, reversible (isentropic) compression or expansion, the value that makes the PVn relationship true is
named k, sometimes referred to as the isentropic k. The relationship between the isentropic k and the polytropic n
defines the polytropic efficiency (ηp):
𝜂𝑝 =𝑛(𝑘 − 1)
(𝑛 − 1)𝑘
As polytropic processes, centrifugal compressors, including booster compressors, are typically characterized using
polytropic efficiency. For all compressors and expanders, ProMax reports both the adiabatic and polytropic
efficiency, as well as the values for n and k, regardless of type or specification.
Demethanizer Column The demethanizer acts as a fractionation column to separate the methane or the methane/ethane from the
heavier liquid components. Because of the large volume of methane relative to the liquid components,
demethanizers have a larger diameter upper section where the methane-rich vapor is fed and a smaller diameter
lower section, where much of the liquids product purification occurs.
The methane / ethane distillation split is not difficult in terms of required number of trays. Depending on the feed
gas and product specification, the theoretical minimum number of ideal stages for this separation is typically two
to five. With a common tray efficiency of 45 to 60%, a normal number of actual stages for a demethanizer column
is 18 to 26. The upper stages of a demethanizer (above the LTS liquid feed) are often packed due to a low liquid :

27
vapor ratio. Lower trays are trayed or packed. Demethanizers typically operate in the range of 100 to 450 psig. The
demethanizer operates with a large temperature gradient. The overhead vapor will range from -150 to -175°F,
while the bottoms product will be 0 to 80°F.
The Low Temperature Separator (LTS) serves to remove the liquid from the cooled feed gas stream. This prevents
liquid from entering the expander. Splitting the vapor and liquid feed also puts more of the heavy components
further from the overhead, allowing for more efficient NGL recovery. It is important to note that if the feed gas
pressure is higher than the cricondenbar, the LTS will be single phase. In this case, the LTS will not separate phases.
While a turboexpander cannot tolerate a two-phase feed, it can be designed to handle supercritical ‘dense’ phase
material. The typical temperature for a Low Temperature Separator is -20 to -60°F.
Heat Exchange Because of the cryogenic conditions that are found in a gas processing plant, the heat exchangers are often
different than conventional shell and tube heat exchangers. Rather than carbon or stainless steel, heat exchangers
for cryogenic service are made primarily of aluminum and are rated for conditions as severe as -450°F and 1500
psig. They are more expensive than conventional carbon steel heat exchangers, but they have very large heat
transfer area per volume and can handle several hot and cold streams in a single shell. In addition to their special
fabrication, these exchangers are extensively insulated, including sealing them in an inert container known as a
‘Cold Box’. Figure 13 shows the heat exchangers as a single heat transfer side for each service. In application, each
service (feed, reboiler, and residue) can be multiple exchangers in series. Other design considerations for plate-fin
heat exchangers include clogging potential due to small flow channels, relatively low maximum operating
temperature (<150°F), sensitivity to corrosives, and structural damage from mercury contamination. Proper feed
treatment can eliminate most of these concerns.
For the hypothetical case presented in Table 1, Figure 21 shows the balance between energy supplied by the inlet
gas and the energy demanded by the reboiler and the demethanizer overhead gas. The supply curve is made up of
two relatively straight line segments joined together at approximately 20°F. The higher temperature piece is the
sensible cooling of the gas to its dew point. The lower temperature section is flatter (lower ΔT/ΔH) as it indicates
simultaneous sensible and latent heat removal. While the demand curve encompasses both cooling streams
simultaneously, the two separate effects are apparent. The higher temperature portion of the curve is flatter
(lower ΔT/ΔH) and is dominated by the heat required for the vaporization of the bottoms product in the reboiler.
The much steeper slope of the lower temperature section (<40°F) is simply the sensible heat of the overhead gas.
The first thing that should be noted is that the endpoints represent a rational macroscopic system, that is, THOT >
TCOLD for each end. The next item that is noteworthy is that the supply and demand lines cross in the middle,
indicating an unfeasible situation internal to the heat exchange system.

28
Figure 21: Heat Exchanger Network Energy Balance
This problem of impossible temperature cross could be eliminated by adding an external heat source to provide
reboiler duty at a higher temperature. While heat sources at 100°F are not hard to find, this would negatively
affect the heat balance by requiring more work extracted by the expander, and consequently more compression
power to make up for the pressure loss. A second option would be to provide the reboiler duty at a lower
temperature by inputting some of the energy higher in the column in the form of a side-reboiler. Figure 22 shows
the temperature profile of a demethanizer column without side reboilers. Because of their low liquid
temperatures, trays 6 to 8 would be candidates for the side reboiler draw.
Figure 22: Demethanizer Temperature Profile
Figure 23 shows the process with a side reboiler drawing liquid from stage 6 and returning the partially vaporized
stream to stage 7. The overall heat exchange network could be constructed as a single complex exchanger with
one hot stream and three cold streams. Looking at the system in further detail shows the problem with this
arrangement. Residue gas is available at much lower temperature than the reboiler duty cooling. There is also a
-150
-100
-50
0
50
100
0 5 10 15
Tem
per
atu
re (°F
)
Duty (MMBtu/hr)
Supply
Demand
1
2
3
4
5
6
7
8
9
10
11
-150 -100 -50 0 50 100
Tray
Nu
mb
er (
1=T
op
, 11
=Reb
oile
r)
Temperature (°F)

29
significantly different cooling capacity available in the two services due to mass flow. Finally, the reboiler duty is
typically used as a manipulated variable to control product quality and thus needs to be able to operate
independent of the rest of the system. In order to accommodate this separation, the reboiler and the residue gas
exchanger are shown as separate parallel units. Figure 23 shows the reboiler built as a single complex unit.
Because of the temperature profile of this system, it is normally constructed as separate exchangers in series
contained in the same housing, rather than 3 parallel streams.
SEPARATOREXPANDER
J-T VALVE
BOOSTER
DEMETHANIZER
10
1
4
7
6
LIQUID PRODUCT
RESIDUE
FEED
RESIDUE COMPRESSOR
RESIDUE GAS EXCH
REBOILER
Figure 23: Turboexpander Process with Split Feed and Side Reboiler
Figure 24 shows the performance of the heat exchangers with the split feed and side reboiler. The ‘stair-step’ in
the reboiler demand curve is the changeover between the bottom reboiler and the side reboiler. In this case, there
are no temperature crosses between the supply and demand. However, both curves show examples of close
approach temperatures. This is an example of why the compact brazed aluminum heat exchangers with very high
heat transfer area are needed. Plate fin exchangers are frequently specified with approach temperatures as low as
3°F, as compared to 10 to 15°F for shell and tube.

30
Figure 24: Heat Exchanger Performance for Split Feed and Side Reboiler
Figure 25 shows the impact of the side reboiler on the temperature profile of the demethanizer. Because the vapor
boilup is more distributed in the column, the required diameter of a side-reboiled demethanizer can be less than
the bottom-only reboiler. However, the side-reboiled column will need more physical height to allow space for the
chimney tray and the vapor / liquid disengagement zone for the reboiled material.
Figure 25: Demethanizer Temperature Profile with and without Side Reboiler
-20
0
20
40
60
80
100
0 0.5 1 1.5 2 2.5 3 3.5
Tem
per
atu
re (°F
)
Reboiler Duty (MMBtu/hr)
Supply
Demand
-150
-100
-50
0
50
100
0 2 4 6 8 10 12
Tem
per
atu
re (
°F)
Residue Gas Exchanger Duty (MMBtu/hr)
Supply
Demand
1
2
3
4
5
6
7
8
9
10
11
-150 -100 -50 0 50 100
Tray
Nu
mb
er (
1=T
op
, 11
=Reb
oile
r)
Temperature (°F)
Side Reboiler
No Side Reboiler

31
Exercise 5: Demystifying the Turboexpander Plant
This exercise will demonstrate the logical steps for the development of a turboexpander plant starting with a simple mechanical refrigeration process. It will show that use of the expander provides all of the refrigeration required for the unit. Each step of this exercise will be worked as a group. Open ‘Ex5- ConventionalExpander.pmx’ in the Exercises folder.
PROCESS SETTINGS
Starting with the basic MRU system, replace the JT valve with an expander having 80% efficiency.
Note that the expander is being fed two phases, which is not allowed. Move the separator just downstream of the chiller. Expand the vapors to 250 psig. A valve will be required to lower the pressure of the liquids to 250 psig as well.
Note that we now have two phases in both outlet streams. A convenient way to separate the vapor and liquids of each stream and subsequently recombine is with a column. Add a 2 stage column to the flowsheet, sending the expanded vapors onto stage 1 and the JT liquids onto stage 2. Give the column a 5 psi pressure change.
At this point, we have a vapor and a liquid which are extremely cold leaving the system. We would like to recover some of this “free” refrigeration with heat integration. Let’s start with the liquids from the bottom. If we cross exchange these liquids with the feed gas, we’ll cool the feed and unload the propane chiller. At the same time, we’ll produce some vapors from liquids which will need to be reintroduced to the column. To take care of all of this, add a single sided heat exchanger upstream of the propane chiller, name it “Reboiler Tubes”, and set its outlet temperature to 70°F. Add a kettle reboiler to the column bottoms. Connect the two heat exchangers via their duty stream, effectively creating a cross exchanger. You will also need to specify the Reboiler in the Process Data tab of the Column.
Take a look at the column temperature profile and compare the bottom stage temperature to the reboiler temperature. Additional stages are required, including several between the JT liquid feed and the reboiler. Add stages to get a total of 10 stages in the column. Feed the JT liquid onto stage 3.
Look again at the column profile and notice that from stage 3 to 8, little temperature change is occurring and the fluids on the stages are extremely cold. This is an indication that some additional refrigeration can be recovered via a side reboiler. Add a single-sided heat exchanger in-between the reboiler tubes and the chiller naming it “Side Reboiler”. Set its outlet temperature to 64°F and send its duty stream directly onto stage 6. This effectively makes a cross exchanger between the feed and the fluids on stage 6. Look at the column profile now and notice that a much more reasonable temperature profile is achieved.
The liquids leaving the system are now at a reasonably warm temperature. However, the vapors leaving are still extremely cold. Additional refrigeration recovery is possible by passing these vapors through a single sided heat exchanger. Drop a single sided heat exchanger on the flowsheet, pass the vapors through it and connect the chiller duty to this single sided heat exchanger. You have now completely displaced the propane chiller and the unit is relying solely on the refrigeration achieved through the expander.
Add a residue compressor to the now warmed gas, connecting the power generated from the expander to it.
Inlet Conditions (“Feed”)
Temperature 100 °F Pressure 800 psig Flow (Std.) 50 MMSCFD
Composition (“Feed”, mol%)
C1 90.0 C2 5.0 C3 3.0 iC4 0.4 nC4 1.0 iC5 0.2 nC5 0.4

32
Feed
C3 Chiller
1
Q-1
2
3
LTS
4
Expander
Q-2
K-1005
6
DTWR-100
10
1
2
3
4
5
6
7
8
9
Q-3
7
8
Reboiler Tubes
9
Side Reboiler
Q-4
10
XCHG-101
12 13
CMPR-100

33
Exercise 6: Expander Plant Feed Splits
Up until now, we have used simple and straightforward heat integration. In this exercise, we will set up the splits in the feed gas to provide closer heat integration with appropriate driving forces. Start with the pre-drawn project titled “Ex6- ExpanderPlantOptimization.pmx”, and use the settings below.
PROCESS SETTINGS
Add a split to the feed gas, sending one side through the Gas/Gas Exchanger and the other side through the Reboiler and Side Reboiler, the latter two in series.
Split the feed 40% to the reboilers.
All of the feed recombines before entering the LTS. See the flowsheet below.
The propane refrigeration system only supplies cooling when the LTS temperature rises above -35°F. Set up a specifier with logical operations so that the propane loop only provides cooling when the temperature of the LTS feed is greater than -35°F. If the LTS Feed temperature is less than -35°F, the duty for the propane loop should be zero.
Add a solver on the feed splitter so that the reboiler maintains a 5°F Minimum Effective Approach Temperature.
Add a solver on the Gas/Gas Exchanger outlet temperature so that a 5°F Minimum Effective Approach Temperature is maintained. Use an initial guess of -80°F for the outlet temperature.
Add a solver on the Side Reboiler duty so that it maintains a 5°F Minimum Effective Approach Temperature. Use 2.0 MMBtu/h as an initial guess.
The column operates at 275 psig.
Create specifiers so that the Expander outlet and JT outlets are each 3 psi above their respective feed stages.
Inlet Gas
1
Expander
2
Q-2
LTS
3
4
VLVE-100
5
Demethanizer
10
1
2
6
3
4
5
8
7
9
6
7
Reboiler Tubes
Q-3
K-100
9
Liquid Product
Q-4
Side Reboiler
12
1516
Gas/Gas Exchanger
Booster
Residue Gas
QRCYL-1
Q Q-1
Mixer
Inlet Split
11
13
14
Q-5
C3 Chiller
17
Inlet Conditions (“Feed”)
Temperature 100°F Pressure 800 psig Flow (Std.) 50 MMSCFD
Composition (“Feed”, mol%)
C1 90.0 C2 5.0 C3 3.0 iC4 0.4 nC4 1.0 iC5 0.2 nC5 0.4
34
PROBLEMS
What is the temperature of the fluid leaving the Gas/Gas Exchanger when a 5°F approach is achieved
What is the ethane recovery for this system? Propane recovery?
Does the expander provide sufficient cooling to eliminate the need for the propane refrigeration system?
What is the effect on ethane and propane recoveries if a 5 psi pressure drop is assumed for the Reboiler Tubes, Side Reboiler, Gas/Gas Exchanger, and LTS?
What is the effect on ethane and propane recovery if the expander operates at 72% efficiency instead of 75%?
Add a Residue Compressor (75% polytropic efficiency) to the Residue Gas stream. Note the power. Reduce the pressure in the demethanizer from 275 psig to 265 psig. What happens with ethane recovery and Residue Compressor power?
OPTIONAL: At times it is useful to show shaft losses in the expander / compressor system, typically on the order of 1 to 2% of the work. Note the discharge pressure of the booster compressor. Disconnect the expander energy stream from the compressor. Add a second energy stream to the compressor. For the new energy rate, specify 98.5% of the expander energy rate. What happens to the ethane recovery in the process? How much does the booster compressor discharge pressure change?

35
Turboexpander Variations While Figure 23 shows the basic turboexpander process, there are a great number of process variations due to
feed gas, product specifications, and existing equipment limitations. The three variations described below are not
an exhaustive list, but capture a large portion of the major differences.
Mechanical Refrigeration
If an inlet gas stream is very rich in liquids content, the amount of latent heat that must be removed in the form of
expander shaft work can be significant. This high shaft work requires a low column pressure and consequently high
recompression power. In this case, it can be more economical to remove some of the condensation energy via
mechanical refrigeration. The most common form of refrigeration in gas processing is the propane cycle described
previously. This has a low end temperature of -25 to -35°F. For a conventional turboexpander plant with an LTS
temperature of -50 to -60°F, this would require breaking the residue or gas/gas exchanger into two pieces, a warm
gas-gas exchanger and a cold gas-gas exchanger with the propane chiller in between. This is shown in Figure 26. A
guideline for adding mechanical refrigeration is if the inlet gas liquids content (C2+) is greater than 3 gallons per
MSCF.
Inlet Gas
Splt-1
2
5
6
Mix-1
7
8
4
From Demethanizer Ovhd12To Booster
Warm Gas/Gas Cold Gas/Gas
C3 Chiller
3
LTS
Reboiler
Q-1
Q-2To Expander
To JT Valve
Figure 26: Location of Mechanical Refrigeration in Turboexpander System
Similarly, if the inlet gas has insufficient pressure to provide enough auto-refrigeration, mechanical refrigeration
can be used to increase liquids recovery. A guideline for when this becomes economical is when the inlet gas
pressure is below about 700 psig.
GSP Process
For a given demethanizer pressure the amount of ethane recovered from a feed stream is somewhat dependent
on the temperature at the top of the demethanizer. If a portion of the high pressure feed gas were cooled by the
very cold demethanizer overhead gas, the stream resulting from the expansion of that pre-cooled gas could
provide an even lower temperature than the normal expander outlet. In choosing a stream for this extreme
cooling, it is important to remember that the LTS vapor has had a significant amount of the liquids removed from
it, making it leaner than the total feed stream. This separator overhead gas is a saturated vapor, so any cooling will
cause some condensation. This type of multi-phase stream is not feasible as a feed to a high-speed turbine.
However, with sufficient pre-cooling a J-T valve in this application can generate a lower temperature than the
existing expander. This is the basis of the Ortloff Gas Subcooled Process (GSP), which was patented in 1977. A
simplified version of this process is shown in Figure 27. As the name implies, a portion of the LTS vapor is
condensed and subcooled. This process can recover more ethane with less recompression power than would be
possible with a conventional turboexpander process. This scheme can economically recover up to about 90% of the

36
ethane in the feed stream, depending on inlet gas conditions. The main cost associated with this enhancement is
the addition of the Subcooler and the extension of the largest diameter section of the demethanizer to handle two
feeds.
LTS
EXPANDER
J-T VALVE
BOOSTER
LIQUID PRODUCT
RESIDUE
FEED
RESIDUE COMPRESSOR
RESIDUE GAS EXCH
REBOILER
SUBCOOLER
J-T VALVE
DEMETHANIZER
Figure 27: Simplified GSP Turboexpander Process
With some of the LTS vapor routed to the Subcooler, the expander will see fewer moles of gas in the GSP process
as compared to the conventional turboexpander. This makes the improved performance of the GSP somewhat
counterintuitive. For a demethanizer operating at the same pressure, the temperature and pressure of the gas and
liquid products are essentially the same for both cases. If the GSP process can produce more liquid, then by the
simple energy balance the extra enthalpy removal must come from extra shaft work of the expander. However,
the expander pressure drop is the same for both cases, but only a fraction of the LTS vapor is passing through the
expander in the GSP case. Because some of the cold overhead stream is being used to subcool LTS vapor, there is
not as much cooling available for the inlet gas. As such, the LTS temperature runs significantly higher than the
conventional turboexpander process. These trends are shown in Figure 28. The expander work is determined
substantially by the actual inlet volumetric flow and the pressure ratio. As such, for a specific range of LTS split,
the expander work is higher for the GSP than for the conventional turboexpander. The expander work typically
maximizes with a split in the range of 30 mol%. Too much flow to the Subcooler and the net autorefrigeration
suffers by using too much JT and not enough expander.

37
Figure 28: GSP Performance vs. LTS Vapor Split
A further advantage of this process is enhanced operating stability because the LTS is warmer, and thus farther
away from the potentially troublesome all-liquid phase boundary. In addition to the subcooling of a portion of the
LTS vapor, it is also part of the GSP process to allow the flexibility to add some of the LTS liquid to the LTS vapor
going to the Subcooler. This can be helpful for improving the liquid recovery in the case of rich inlet gases (>3
gallons NGL per MSCF). The colder overhead temperature also makes the GSP better suited for propane recovery
in ethane rejection mode. A final advantage of the GSP process relative to the conventional turboexpander process
is increased tolerance to carbon dioxide in the feed, reported to be around 1% due to increased liquid flow at the
top of the column.
The GSP Subcooler is typically simulated with an approach temperature similar to that of the Gas/Gas exchanger,
around 5°F. For an initial guess of the temperature of the subcooled liquid exiting the Subcooler, use the bubble
point of the stream less 20°F. Because the bubble point is strongly dependent on the light ends of the stream, for
an accurate estimate of the bubble point, one can use the inlet gas stream composition.
RSV Process
While the GSP provides a colder top tray liquid feed stream to the demethanizer, it is still a feed stream. This
makes the demethanizer a sophisticated stripper, without a true rectification section. Because of this, the GSP
process is limited to the low to mid 90’s in ethane recovery percentage. If a portion of the overhead gas stream
were condensed and returned to the top of the column, the purification of the methane product (and consequent
ethane recovery) would be more effective because of a true reflux behavior. This concept is demonstrated in the
Ortloff Recycle Split-Vapor (RSV) process, shown in Figure 29. The RSV process was patented in 1994. The
distinction of the RSV from the GSP is that a portion of the residue gas is recycled back through the Subcooler,
where it is cooled by cold demethanizer overhead vapor and flashed to the top of the demethanizer column as
reflux. The purified reflux allows economic ethane recovery of 90 to 98%.
-80.00
-60.00
-40.00
-20.00
0.00
20.00
40.00
60.00
80.00
100.00
0 10 20 30 40 50
LTS Vapor Split (%)
Ethane Recovery %
Expander Inlet (mol% Feed)
LTS Temp (°F)
4.0
6.0
8.0
10.0
12.0
14.0
16.0
0 10 20 30 40 50
LTS Vapor Split (%)
Expander Power (hp/MMSCFD Feed)
Expander Inlet (MCFD/MMSCFD Feed)

38
LTS
EXPANDER
BOOSTER
LIQUID PRODUCT
RESIDUE
FEED
RESIDUE COMPRESSOR
RESIDUE GAS EXCH
REBOILER
SUBCOOLER
DEMETHANIZER
Figure 29: Demethanizer with True Reflux Stream (RSV)
The typical amount of gas recycled back as reflux is around 10% of the residue gas. For cases of high ethane
recovery, the RSV process can recover more ethane than GSP for the same residue compression power, or it can
recover the same ethane with less residue compression, despite the fact that the RSV requires a higher quantity of
residue gas be compressed than the GSP for any level of performance. In order for more moles of gas to require
less power to compress to the same discharge pressure, it requires a higher inlet pressure. This causes both a
lower compression ratio and lower inlet actual volume. For a high enough purity requirement, the RSV reflux
allows the demethanizer to operate at a higher pressure than for a comparable recovery in a GSP.
The process benefits that were true for the GSP process are true to a greater extent for the RSV: greater ethane
recovery, greater propane recovery in ethane recovery and rejection modes, higher carbon dioxide tolerance, and
operation of the LTS further from feed phase instability. The main capital costs associated with the RSV process is
the further extension of the widest portion of the demethanizer, the addition of a third side of the subcooler
exchanger, and the additional residue compression. However, the RSV process does add a degree of flexibility. In
practice, turning off the residue recycle stream will cause the process to operate as the GSP process. In a ProMax
simulation, the top tray of a column must always have a non-zero liquid feed.
The RSV subcooler is typically operated as a true three-sided exchanger. That is, the cold residue gas
simultaneously exchanges heat with the LTS vapor and the recycle gas. With this configuration, the outlet
temperatures of the LTS vapor and the recycle gas will be the same. For most compositions and pressures, the
recycle gas will be above the cricondenbar, so there will be no phase change or subcooling behavior, so the initial
temperature guess should come from the LTS vapor.

39
In traditional refluxed distillation columns, the reflux returns to the thermodynamic system as a liquid. This
necessarily means the heat of vaporization has been removed. In an RSV process, the recycled residue gas returns
to the thermodynamic system as a vapor. This gas has the same composition as the residue gas leaving the
Gas/Gas exchanger. However, the temperature of the recycled gas is typically higher, say 120°F as compared to
the gas leaving the Gas/Gas exchanger of around 90°F. Depending on the pressures, the enthalpy of the recycled
gas can be higher than the residue gas. This can significantly shift the energy balance of the process. Figure 30
shows the pressure relationship of recycle gas (y-axis) and residue gas (x-axis) where the enthalpy of a pure
methane stream would be equal. If the RSV process operates above this line, enthalpy is removed from the system
and the recycle cools the process. If the operating point is below this line, the recycle is actually increasing the
enthalpy of the system. According to this graph, a lower demethanizer pressure and a higher residue compressor
discharge pressure would tend to increase enthalpy removal from the process in the form of reflux cooling, which
should lead to better RSV performance.
Figure 30: Line of Equal Enthalpy for Methane (120°F Recycle / 90°F Residue)
Figure 31 shows the difference in performance of a GSP and RSV process for a hypothetical gas plant. Performance
will vary based on inlet gas conditions, equipment, and product specifications. For the range of high ethane
recovery examined, the RSV has higher recovery for the same compressor power. In addition, the CO2 tolerance of
the RSV process is higher. Both of these phenomena are because the RSV demethanizer can operate at higher
pressure for the same ethane recovery, due to the purity of the reflux stream. In cases where high ethane
recovery is not required, the GSP performance will be equivalent to RSV, or surpass it, because the high purity
reflux is not required.
700
750
800
850
900
950
1000
200 250 300 350 400
Rec
ycle
Pre
ssu
re (
psi
g)
Overhead Pressure (psig)
Cooling
Heating

40
Figure 31: Comparison of GSP and RSV Process
90
91
92
93
94
95
96
97
98
99
100
50 60 70 80 90 100
C2
Rec
ove
ry (
%)
Residue Compressor Power (HP/ MMSCFD)
RSV
GSP
80
82
84
86
88
90
92
94
96
98
100
0.5 1 1.5 2
C2
Rec
ove
ry (
%)
CO2 in Feed Gas (mol%)
GSP
RSV

41
Exercise 7: Expander Plant Reflux Configurations
Follow the outlined steps to compare the performance of the conventional expander, GPS, and RSV plant designs. Start with the pre-drawn project titled “Ex7- ExpanderPlantRefluxConfigurations.pmx”, and use the settings below.
PROCESS SETTINGS
GENERAL
This exercise uses a conventional turboexpander model and is already completed for your reference. There is no propane / LTS chilling.
The expander is 85% adiabatic efficient.
Compressors are 75% polytropic efficient.
The final residue pressure is 800 psig.
The demethanizer in all three cases operates at 265 psig at the top stage.
For the sake of this comparison, all heat exchangers and separators are assumed to have zero pressure drop.
TURBOEXPANDER
Add a “Stream’s Cn+ GPM” liquids property stencil pointing to the Feed. Set the minimum carbon number to 2.
GSP
Solvers for all of the heat exchangers, except the subcooler, have been set up.
Using the splitter for the LTS vapor, route 25% of the vapor through the subcooler and the remainder to the expander.
Connect the expander outlet to stage 4 of the demethanizer. Add a specifier to the expander outlet stream to set its pressure 2 psi higher than its feed stage.
The GSP reflux leaving the subcooler will pass through a JT Valve and enter the demethanizer on stage 1.
Add a Phase Envelope analysis to the Feed stream to estimate the temperature of the liquid leaving the subcooler. The subcooled liquid should be 20°F less than the bubble point of the Feed. Create a solver that adjusts this temperature to give a 5°F Minimum Effective Approach Temperature in the subcooler.
Add a specifier to the flashed reflux stream to set the pressure 2 psi higher than the top stage of the demethanizer.
RSV
The RSV system starts where GSP left off. All heat exchanger solvers except the subcooler have been set up for you.
Configure the LTS vapor split to be 25% to the subcooler. The GSP reflux should enter the demethanizer at stage 2. Add a specifier to make its pressure 2 psi higher than the stage it is feeding.
Add a side to the subcooler.
The residue gas is compressed to 800 psig and is subsequently cooled to 120°F.
The recycle stream is 5% of the total residue compressor discharge and is sent to the subcooler. A recycle block is required. For an initial guess of the flow, use 5% of the methane in the Feed. As an approximation, pure methane can be used for the composition. Temperature and pressure should correspond to the cooled residue compressor discharge.
Create a specifier to make the temperature of the recycle gas leaving the subcooler the same as the GSP reflux.
The RSV reflux will exit the subcooler, travel through a valve, and enter the demethanizer on stage 1. Add a specifier to make the pressure out of the valve 2 psig higher than the column top pressure.
Inlet Conditions (“Feed”)
Temperature 100°F Pressure 800 psig Flow (Std.) 50 MMSCFD
Composition (“Feed”, mol%)
C1 90.0 C2 5.0 C3 3.0 iC4 0.4 nC4 1.0 iC5 0.2 nC5 0.4

42
PROBLEMS
GENERAL
Based on the C2+ GPM value, is this process a candidate for external refrigeration?
How does the ethane recovery compare between the three configurations? Propane?
How does the residue compressor power compare between the three configurations? Expander power?
GSP
The LTS vapor split was initially 25%. Re-run the simulation at 30% to compare ethane recovery and residue compressor power. Repeat the run at 35%. Which split gives the highest ethane recovery? Lowest power demand?
Set the LTS vapor split to 30%. If the column pressure for the GSP system increases to 275 psig, what happens to ethane recovery? Adjust the pressure of the GSP demethanizer column to find where its ethane recovery will equal the conventional turboexpander. How does the residue compressor power compare?
RSV
With a 25% LTS Vapor split, how much is ethane recovery changed when the RSV split is increased to 10%? What is the additional cost in compression power?
Re-run the simulation with a 30% LTS Vapor split and a 5% residue recycle. Is the RSV system more or less effective at increasing ethane recovery with the higher LTS Vapor split?
Check the RSV heat exchangers for thermal stress problems (max approach T > 55°F).
OPTIONAL: Adjust the pressure of the demethanizer column to find where ethane recovery will equal that of the GSP at 265 psig. How does the residue compressor power compare?
Feed
1
Expander 2
Q-Exp
LTS
3
4
VLVE-100
5
Demethanizer
14
1
11
5
8
2
6
7
Reboiler Tubes
Q-3
K-100
9
Liquid Product
Q-4Side Reboiler
12
15
16
Gas/Gas Exchanger
Residue Compressor
8
QRCYL-1
Q Q-1
MixerFeed Split
11
13
14
Subcooler
17
LTS VaporSplit
Air Cooler
18
Q-6
Q-7
19
20
21
RSV Reflux
22
RSV SplitResidue Gas
24
Residue Recycle
25
26
GSP Reflux
27
Booster
29

43
Exercise 8: GSP Plant Optimization - Introduction
Upon receiving a GSP plant simulation, you observe that the reboiler (K-100) has its heat release curve type set to ‘plug flow’, which would be correct for a compact brazed aluminum exchanger. However, you recognize that the existing reboiler is a kettle type. You also get more accurate turbo-expander performance information from the vendor. The Booster compressor polytropic efficiency is now 80% and the Expander adiabatic efficiency is 85%. The Residue Gas pressure is also changed to 384 psig so the model should be adjusted so that the Booster compressor discharge Pressure is also at 384 psig.
There are two interesting notes about this plant. First, there is no residue compressor, so all recompression must be performed by the booster. The second is that due to a material constraint, the LTS must be no colder than -18°F. In practice this is controlled by bypassing inlet gas around the gas/gas exchanger.
Start with the pre-drawn project titled “Ex8- GSPPlantOptimization - Introduction.pmx”, and follow the instructions below. Keep in mind the following tendencies:
1. Increasing flow through a rated exchanger will increase the calculated pressure drop through that side.
2. Increasing flow through an exchanger with a specified duty will increase the approach temperature of the exchanger.
3. Reducing duty for an exchanger with fixed flows will increase the approach temperature of the exchanger.
4. To eliminate pressure drop warnings through rated exchangers, increase the specified pressure drop higher than the calculated value.
5. Increasing the suction pressure of a compressor with a fixed power will increase the discharge pressure.
6. Increasing the power of a compressor with a fixed suction pressure will increase the discharge pressure.
PROCESS SETTINGS
Open the kettle reboiler shape (K-100) and change the Heat Release Curve Type to ‘Pool Boiling’.
Change the expander efficiency to 85% adiabatic.
Change the booster compressor efficiency to 80% polytropic.
The reboiler and subcooler have been rated and will calculate a pressure drop when those ratings are solved.
The column bottoms product specification sets the reboiler duty.
The duty in the gas/gas exchanger is calculated based on the LTS temperature.
The column pressure is set by the expander outlet pressure.
To bring the simulation back to a feasible state, adjust the following variables:
a. LTS vapor split to the subcooler b. Inlet split fraction to the reboiler c. Upper and lower side reboiler exchanger duties d. Expander outlet pressure e. Heat exchanger side pressure drops f. Temperature of reflux exiting the subcooler
Make sure after all adjustments are made that:
a. All heat exchanger minimum effective approach temperatures exceed 2°F. b. Heat exchanger side pressure drop calculations do not exceed user specifications
PROBLEMS
What are the C2 and C3 recoveries?
Inlet Conditions (“Inlet Gas”)
Temperature 115°F Pressure 810 psig Flow (Std.) 60 MMSCFD
Composition (“Inlet Gas”, mol%)
N2 0.70 CO2 0.50 C1 91.30 C2 4.50 C3 1.50 iC4 0.60 nC4 0.40 iC5 0.20 nC5 0.10 nC6 0.15 nC7 0.05

44
What are the minimum end approach temperatures for all heat exchangers?
What is the lowest stream temperature?
How much power is the expander delivering to the compressor?
OPTIONAL: For the above limitations, what set of parameters maximizes liquid product?
Inlet Split
4
5
Reboiler 6
Q-2
Side Reboilers
K-10078
Demethanizer
22
1
4
8
11
12
16
17
Liquid Product
Mixer
11
12
13
LTS
14
15
LTS VaporSplit
16
Subcooler
17
Reflux VAlve
18
19
Expander
20
2122
23
Q-4
Booster Compressor
Residue Gas
JT Valve
25
26
27
28
29
Gas / Gas Exch
Inlet Gas

45
Exercise 9: GSP Plant Optimization – Pumparounds
Objective: Convert pumparound heat exchangers from having fixed duty specifications to having constant UA across all operating conditions.
The starting point simulation has been modified from the previous exercise. Originally, the pumparounds were managed in a compact heat exchanger where the lower pumparound duty was 700 Mbtu/h and the upper was 1.29 MMBtu/h. The compact exchanger has been replaced by an equivalent pair of 2-sided exchangers having the same pressure drop and duty specifications.
Start with the pre-drawn project titled “Ex9- GSPPlantOptimization - Pumparounds.pmx”, and follow the instructions below.
PROCESS SETTINGS
Record the Effective UA for each pumparound exchanger (Upper and Lower Side Reboilers). These will be used in UA solvers later.
Create two Q-Streams. One (lower) should have an Energy Rate of 700 MBtu/h. The other (upper) should be set to 1.29 MMBtu/h. Add two new single-side exchangers which will become the single-sided versions of the current pumparound exchangers (Side Reboiler). Pressure drops for both new exchangers should be set to 5 psi.
Disconnect the pumparound draw and return streams for the lower pumparound from the demethanizer. Attach the lower pumparound Q-stream to stage 17. Disconnect the inlet gas process streams from the original 2-sided exchanger and attach them to the new single-sided lower pumparound exchanger
Solve the model and record the effective UA for the new lower pumparound exchanger.
Create a solver which adjusts the lower pumparound energy stream’s energy rate to maintain the lower pumparound exchanger effective UA to the original lower pumparound’s effective UA. Check the “Skip Dependency Check” box. Note the duty
Repeat steps 3 to 5 for the upper pumparound exchanger.
PROBLEMS
Disconnect the lower pumparound energy stream and reconnect it to stage 16 of the demethanizer. Record the duty. Which configuration produces a duty nearest the original lower pumparound exchanger duty? Note that when the energy stream is disconnected, the solver must be re-specified. Return the energy stream to stage 17. Repeat this test for the upper pumparound energy stream.
Inlet Conditions (“Inlet Gas”)
Temperature 115°F Pressure 810 psig Flow (Std.) 60 MMSCFD
Composition (“Inlet Gas”, mol%)
N2 0.70 CO2 0.50 C1 91.30 C2 4.50 C3 1.50 iC4 0.60 nC4 0.40 iC5 0.20 nC5 0.10 nC6 0.15 nC7 0.05

46
Inlet Gas Split
4
5
Reboiler
6
Q-2
K-10078
Demethanizer
22
1
4
8
11
12
16
17
Liquid Product
Mixer
11
12
13LTS
14
15
LTS VaporSplit
16
Subcooler
17
Reflux Valve
18
19
Expander
20
2122
23
Q-4
Booster
Residue Gas
JT Valve
25
Gas/Gas Exch
Inet Gas
1
Q-Upper
Q-Lower
Upper Side Reboiler
Lower Side Reboiler

47
Exercise 10: GSP Plant Optimization – Rated Exchangers
Objective: Build Solvers to drive Rated Exchanger’s Fraction Overdesign (FOD) to zero. Also build a solver to adjust the Expander outlet pressure to maintain the target Residue Gas pressure.
Start with the pre-drawn project titled “Ex10- GSPPlantOptimization - Rated Exchangers.pmx”, and follow the instructions below.
PROCESS SETTINGS
The inlet split to the reboiler is initially set with a user specification for the fraction to stream 5. Add a solver to that property. Add the “Fraction Over Design” (FOD) for Reboiler/K-100 as a measured variable.
a. Configure the residual error equation such that FOD is zero at the solution.
b. Enable the “Skip Dependency Check” option. Modify the weight of this solver to facilitate convergence.
The subcooler has a temperature specification on its reflux outlet (Stream 17). Add a solver to that property. Add the FOD for the subcooler as a measured variable.
a. Configure the residual error equation such that FOD is zero at the solution.
b. Enable the “Skip Dependency Check” option. Modify the weight of this solver to facilitate convergence.
The LTS Vapor Split to reflux (stream 16) is user specified. Add a Solver to that property. Add the pressure of the residue gas a measured variable.
a. Configure the residual error equation such that the residue gas pressure is 384 psig at the solution. b. Enable the “Skip Dependency Check” option. Modify the weight of this solver to facilitate convergence.
PROBLEMS
Note how the three feeds to the demethanizer that originate from the Feed are all set by the pressure in stream 20 or maintain relative pressure through use of simple specifiers. The demethanizer top stage pressure is also related to the Expander outlet pressure. Now the expander outlet pressure in stream 20 may be adjusted and the rest of the simulation will respond by keeping the residue gas pressure at 384 psig. The exchangers specified by UA maintain the original values and all of the rated exchanger FOD’s are equal to zero.
Raise the Expander outlet pressure from 324 psig to 325 psig. How long does it take for the simulation to converge? Does more or less LTS vapor flow through the turboexpander? Which direction do ethane and propane recoveries move? Does this change increase or decrease the power generated by the Expander and delivered to the Compressor?
Inlet Conditions (“Inlet Gas”)
Temperature 115 °F Pressure 810 psig Flow (Std.) 60 MMSCFD
Composition (“Inlet”, mol%)
N2 0.70 CO2 0.50 C1 91.30 C2 4.50 C3 1.50 iC4 0.60 nC4 0.40 iC5 0.20 nC5 0.10 nC6 0.15 nC7 0.05

48
Exercise 11: GSP Plant Optimization – Vary Outlet Pressure Scenario
Observe several key properties in response to running a Scenario where pressure is raised in 2 psi increments from 305 to 335 psig. The model should reliably converge. The errors in exchangers FOD’s, UA’s and residue pressure should be negligible at each pressure. Plots of ethane and propane recovery versus Expander outlet pressure should be fairly smooth.
Start with the pre-drawn project titled “Ex11- GSPPlantOptimization -Vary Outlet Pressure Scenario.pmx”, and follow the instructions below.
PROCESS SETTINGS
Add an Excel Workbook, Open Scenario Tool.xla, and name the scenario.
Set up Excel with a column for expander outlet pressure from 305 to 335 psig by 2 psi increments. Make columns for receiving scenario outputs with columns titled:
a. Solve Status b. C2 Recovery c. C3 Recovery d. Upper Side Reboiler UA e. Lower Side Reboiler UA f. Reboiler FOD g. Subcooler FOD h. Residue Pressure i. Reboiler Split j. LTS Vapor Split k. Expander Power l. Demethanizer Overhead Temperature m. Liquid Product C2 BPD n. Liquid Product C3 BPD
Add an input variable to Stream 20 pressure which should be user specified. This is the expander outlet pressure to stage 4 of the Demethanizer.
Add output variables for each of the properties mentioned above and associate it with the corresponding Excel ranges.
Run the scenario and observe the results.
PROBLEMS
Plot ethane and propane recoveries versus Expander outlet pressure. At which pressure is ethane recovery maximized? What about propane?
Plot the inlet split to the reboilers and the reflux split versus expander outlet pressure. Which split fraction moves the most over the pressure range?
Plot Demethanizer overhead temperature and expander power versus expander outlet pressure.
OPTIONAL: Which tray shows the highest vapor flow (lbmol/hr)? Which tray has the highest flooding percentage? Does varying the expander outlet pressure by 10% (335 to 305 psig) risk column flooding?
Inlet Conditions (“Feed”)
Temperature 115°F Pressure 810 psig Flow (Std.) 60 MMSCFD
Composition (“Feed”, mol%)
N2 0.70 CO2 0.50 C1 91.30 C2 4.50 C3 1.50 iC4 0.60 nC4 0.40 iC5 0.20 nC5 0.10 nC6 0.15 nC7 0.05

49
Exercise 12: GSP Plant Optimization – Off Design Economic Optimization
Evaluate the economic effects on the previous ProMax Scenario Tool run and justify the most appropriate plant design. Start with the pre-drawn project titled “Ex12- GSPPlantOptimization – Off Design Economic Optimization”, and follow the instructions below.
One calculation of gas plant performance is Keep-Whole value. The return from processing gas is the value of liquid products less the fuel value of those products:
Keep-Whole Value = Liquid Product [bbl/day] * ( Liquid Value [$/bbl]
– Heating Value of Liquid Product [MMBtu/bbl] * Fuel Value [$/MMBtu])
In the calculations below, please note that the calculated values are in units of [$/day]. The constants in the expressions are:
42 gal/bbl 2.79 MMBtu/bbl of C2 3.85 MMBtu/bbl of C3
PROCESS SETTINGS
PART 1
In Excel, store these values each in their own cells:
a. C2 Price = $0.53/gal b. C3 Price = $1.40/gal c. T&F = $0.10/gal (transportation & fractionation) d. Fuel Value = $4.00/MMBtu
Build the following equations in columns so that they are calculated at each level of Expander Outlet Pressure:
a. C2 Value = “Liquid Product C2 BPD” * (42 * (“C2 Price” – “T&F”) - 2.79 * “Fuel Value”)
b. C3 Value = “Liquid Product C3 BPD” * (42 * (“C3 Price” – “T&F”) - 3.85 * “Fuel Value”)
c. Keep Whole Value = C2 Value + C3 Value
PART 2
Increase the Inlet Gas flow rate from 60 to 65 MMSCFD. Solve the ProMax Scenario Tool at the new feed rate.
PROBLEMS
PART 1
Plot Keep-Whole Value and expander power against expander outlet pressure. Add a horizontal line at 770 hp to represent the high limit on expander power. Which is the best expander outlet pressure to run at? What are the corresponding suggested set-points for the reboiler split and the reflux split?
Change C2 Price to $0.10/gal. What is the best operating pressure now?
PART 2
Now what is the economically optimum expander outlet pressure? What is the optimum expander outlet pressure that maintains the expander power below its high limit?
Inlet Conditions (“Feed”)
Temperature 115°F Pressure 810 psig Flow (Std.) 60 MMSCFD
Composition (“Feed”, mol%)
N2 0.70 CO2 0.50 C1 91.30 C2 4.50 C3 1.50 iC4 0.60 nC4 0.40 iC5 0.20 nC5 0.10 nC6 0.15 nC7 0.05
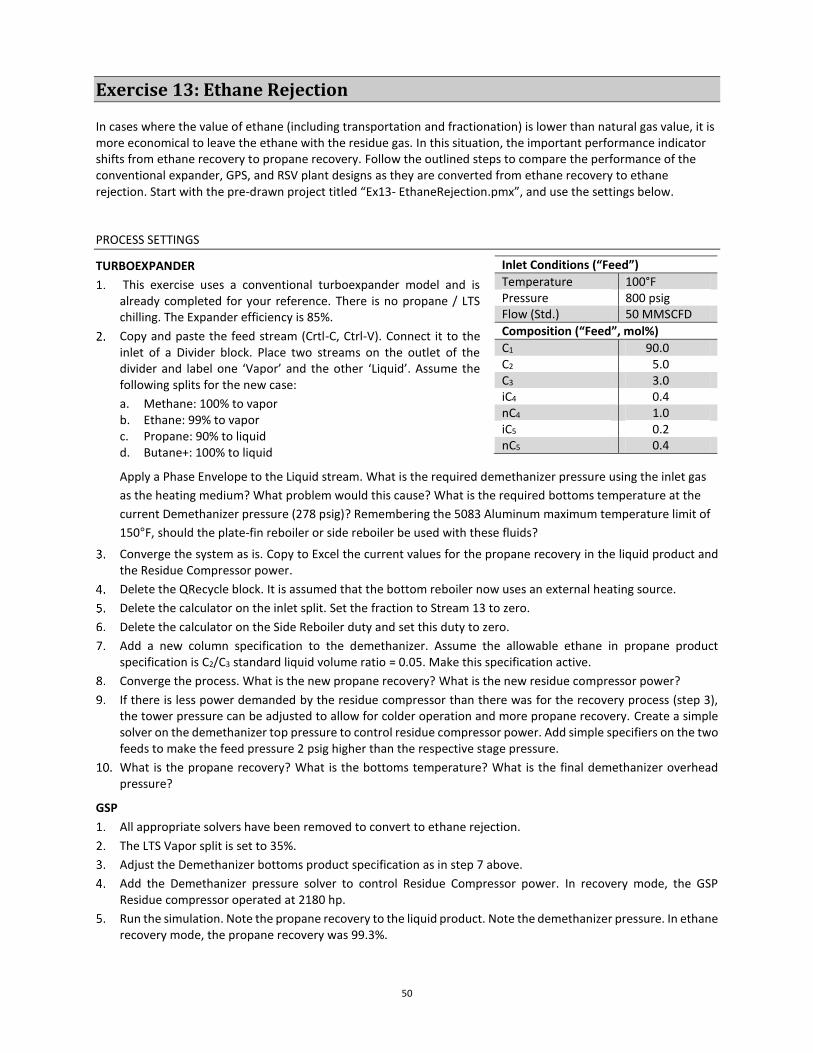
50
Exercise 13: Ethane Rejection
In cases where the value of ethane (including transportation and fractionation) is lower than natural gas value, it is more economical to leave the ethane with the residue gas. In this situation, the important performance indicator shifts from ethane recovery to propane recovery. Follow the outlined steps to compare the performance of the conventional expander, GPS, and RSV plant designs as they are converted from ethane recovery to ethane rejection. Start with the pre-drawn project titled “Ex13- EthaneRejection.pmx”, and use the settings below.
PROCESS SETTINGS
TURBOEXPANDER
This exercise uses a conventional turboexpander model and is already completed for your reference. There is no propane / LTS chilling. The Expander efficiency is 85%.
Copy and paste the feed stream (Crtl-C, Ctrl-V). Connect it to the inlet of a Divider block. Place two streams on the outlet of the divider and label one ‘Vapor’ and the other ‘Liquid’. Assume the following splits for the new case:
a. Methane: 100% to vapor b. Ethane: 99% to vapor c. Propane: 90% to liquid d. Butane+: 100% to liquid
Apply a Phase Envelope to the Liquid stream. What is the required demethanizer pressure using the inlet gas
as the heating medium? What problem would this cause? What is the required bottoms temperature at the
current Demethanizer pressure (278 psig)? Remembering the 5083 Aluminum maximum temperature limit of
150°F, should the plate-fin reboiler or side reboiler be used with these fluids?
Converge the system as is. Copy to Excel the current values for the propane recovery in the liquid product and the Residue Compressor power.
Delete the QRecycle block. It is assumed that the bottom reboiler now uses an external heating source.
Delete the calculator on the inlet split. Set the fraction to Stream 13 to zero.
Delete the calculator on the Side Reboiler duty and set this duty to zero.
Add a new column specification to the demethanizer. Assume the allowable ethane in propane product specification is C2/C3 standard liquid volume ratio = 0.05. Make this specification active.
Converge the process. What is the new propane recovery? What is the new residue compressor power?
If there is less power demanded by the residue compressor than there was for the recovery process (step 3), the tower pressure can be adjusted to allow for colder operation and more propane recovery. Create a simple solver on the demethanizer top pressure to control residue compressor power. Add simple specifiers on the two feeds to make the feed pressure 2 psig higher than the respective stage pressure.
What is the propane recovery? What is the bottoms temperature? What is the final demethanizer overhead pressure?
GSP
All appropriate solvers have been removed to convert to ethane rejection.
The LTS Vapor split is set to 35%.
Adjust the Demethanizer bottoms product specification as in step 7 above.
Add the Demethanizer pressure solver to control Residue Compressor power. In recovery mode, the GSP Residue compressor operated at 2180 hp.
Run the simulation. Note the propane recovery to the liquid product. Note the demethanizer pressure. In ethane recovery mode, the propane recovery was 99.3%.
Inlet Conditions (“Feed”)
Temperature 100°F Pressure 800 psig Flow (Std.) 50 MMSCFD
Composition (“Feed”, mol%)
C1 90.0 C2 5.0 C3 3.0 iC4 0.4 nC4 1.0 iC5 0.2 nC5 0.4

51
Create a Scenario Tool to study a range of LTS vapor splits from 10 to 40% every 5% to examine propane recovery. Include as an input variable Scenario Tool Properties-Flowsheet to Solve What is the maximum propane recovery operating point?
RSV
The RSV system has been prepared similarly to the GSP.
The LTS vapor split is 25%. The residue recycle split is 10%.
Add the C2/C3 bottoms product specification to the demethanizer.
The reference residue compressor power is 2313 hp. Add a solver to the demethanizer pressure to maintain this power. Make the solver a priority of 1.
The Gas/Gas heat exchanger and the Subcooler solvers should have a priority of 2.
The residue Recycle block should have priority of 0.
Run the simulation. What is the propane recovery? In ethane recovery mode, propane recovery was essentially 100%.
Create a 2D Scenario tool to study the effect of the LTS vapor split (15, 20, and 25%) and Residue Recycle split (1, 5, and 9%) on propane recovery. Add a third input variable. Assign it to Scenario Tool Properties-Flowsheet to Solve. Check ‘Continuously loop through cells’ and direct it to a cell address with the text “RSV”.
PROBLEMS
Which process demonstrates better propane recovery in ethane rejection mode? Why?
Examine the temperature of the trays above the reboiler and side reboiler. Could the inlet gas be used to reboil this liquid?
In this exercise, ethane rejection means fully rejecting the ethane. Is there a circumstance where partial rejection would make sense? What would the bottoms product specification be for partial rejection?
In the three rejection cases, does the Residue Gas ever fail to meet a maximum gross heating value specification of 1150 Btu/scf?
OPTIONAL: What level of ethane rejection could be achieved using an aluminum reboiler? (Hint: 150°F maximum temperature on the supply side of the exchanger.)
OPTIONAL: For a total rejection case, how rich can the inlet gas be and still meet a residue gas specification of 1150 Btu/scf maximum? (Hint: Reduce the methane content of the Feed Gas and normalize.)
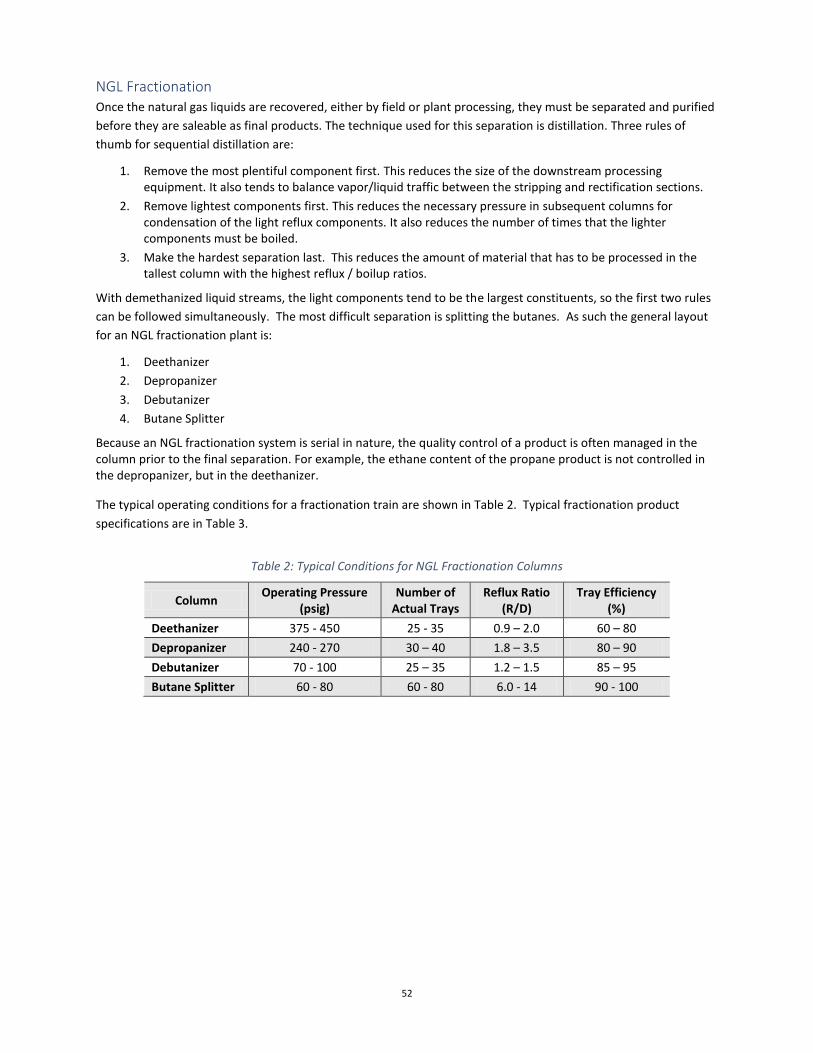
52
NGL Fractionation Once the natural gas liquids are recovered, either by field or plant processing, they must be separated and purified
before they are saleable as final products. The technique used for this separation is distillation. Three rules of
thumb for sequential distillation are:
1. Remove the most plentiful component first. This reduces the size of the downstream processing equipment. It also tends to balance vapor/liquid traffic between the stripping and rectification sections.
2. Remove lightest components first. This reduces the necessary pressure in subsequent columns for condensation of the light reflux components. It also reduces the number of times that the lighter components must be boiled.
3. Make the hardest separation last. This reduces the amount of material that has to be processed in the tallest column with the highest reflux / boilup ratios.
With demethanized liquid streams, the light components tend to be the largest constituents, so the first two rules
can be followed simultaneously. The most difficult separation is splitting the butanes. As such the general layout
for an NGL fractionation plant is:
1. Deethanizer
2. Depropanizer
3. Debutanizer
4. Butane Splitter
Because an NGL fractionation system is serial in nature, the quality control of a product is often managed in the column prior to the final separation. For example, the ethane content of the propane product is not controlled in the depropanizer, but in the deethanizer.
The typical operating conditions for a fractionation train are shown in Table 2. Typical fractionation product
specifications are in Table 3.
Table 2: Typical Conditions for NGL Fractionation Columns
Column Operating Pressure
(psig) Number of
Actual Trays Reflux Ratio
(R/D) Tray Efficiency
(%)
Deethanizer 375 - 450 25 - 35 0.9 – 2.0 60 – 80
Depropanizer 240 - 270 30 – 40 1.8 – 3.5 80 – 90
Debutanizer 70 - 100 25 – 35 1.2 – 1.5 85 – 95
Butane Splitter 60 - 80 60 - 80 6.0 - 14 90 - 100

53
Table 3: Typical Specifications for NGL Products
Analysis Unit E/P Mix Ethane Product
Propane Product
Isobutane Product
n-butane Product
Natural Gasoline
C1 LV% <1.5 <3 --- --- --- ---
C2 LV% >75, <82 >95 --- --- --- ---
C3 LV% >11.5, <25 <5 >90 <3# <0.35# ---
iC4 LV% <0.8* --- <2.5* >95 <6 ---
nC4 LV% --- --- --- <4 >94 <6#
C5+ LV% --- --- --- --- <1.5 ---
CO2 ppm wt <1000 <1000 --- --- --- ---
Sulfur ppm wt <123 <30 <100 <140 <140 ---
TVP psig --- --- <208 <70 <50 ---
RVP psi --- --- --- --- --- <14
#Includes lighter components *Includes heavier components

54
Exercise 14: Fractionation
A fractionation plant currently processes a Y-grade liquid into an E/P mix product, propane, iso and normal butane, and natural gasoline. The plant manager wants to investigate improving the product slate. Because ethane prices are low relative to propane, customers would prefer to purchase a purity ethane product. In addition, it is recognized that the plant has not been maximizing the volume of the more valuable products. Based on relative values of the products, adjust product specifications to maximize product recovery value. Start with the pre-drawn project titled “Ex14:Fractionation”, and follow the instructions below.
PROCESS SETTINGS
The Y-Grade liquid feed has the conditions and composition to the right.
The specifications for fractionation products are shown in Table 3. Assume that acid gas contamination will be handled by a downstream liquid treater.
The values (in $/bbl) of the fractionation products are:
a. Natural Gasoline (C5+) $94 b. Isobutane $59 c. Normal Butane $56 d. Propane $48 e. Ethane $11
Note the product flows before changing operation.
Modify the property table to show liquid product compositions in terms of standard liquid volume fraction. This will allow easier comparison to the product specification table.
Add the mass fraction of acid gases to the property table. Specify the units as ppm.
Add True Vapor Pressure and Reid Vapor Pressure to the property table. Add the Vapor Pressure analysis to the appropriate product streams.
The simulation is currently set up to recover an E/P Mix, which is losing market as a fractionation product. Convert the deethanizer to recover purity ethane. A possible technique for this change would be to adjust the condenser temperature to reduce the propane in the Ethane product.
Modify the deethanizer specification to maximize the amount of less valuable ethane present in the more valuable Propane product. This modification could be changing the value of the current specification, or adding a new column specification that may better reflect the product requirements.
Modify the depropanizer specifications to maximize the amount of propane present in the Butane product. Make sure the Propane product meets specification.
Modify the debutanizer specification to maximize the amount of butane in the Natural Gasoline product.
Modify the butane splitter specification to maximize the amount of n-butane in the Isobutane stream. Confirm that the specifications of both products are met.
Note the revised product flows.
PROBLEMS
What streams will require product treating? For which components?
Going through the simulation, there were product characteristics where the maximum economic value will not be achieved at the limit of the product specification. One of those values was the amount of more valuable C5+ components left in the N-Butane product. While the specification is C5+<1.5LV%, more Natural Gasoline product can be recovered at 1% C5+ in the n-Butane than at the limit of 1.5%. This parameter is available for optimization. The main tradeoff is additional Natural Gasoline recovered vs. debutanizer reboiler duty required. For a process
Inlet Conditions (“Y-Grade Feed”)
Temperature 80°F Pressure 500 psia Flow (Std.) 15000 bbl/d
Composition (“Y-Grade Feed”, mol%)
H2S 0.051 CO2 2.400 C1 0.630 C2 49.000 C3 27.000 iC4 4.150 nC4 7.600 iC5 2.200 nC5 2.140 nC6 3.800 nC7 0.600 Benzene 0.120 Toluene 0.170 Ethylbenzene 0.009 p-Xylene 0.130

55
heating cost of $4/MMBtu, calculate the incremental value of additional product recovery (Δ Product Value - Δ Reboiler Duty cost) for a change in the column specification. A value of zero indicates an economic break-even. Does this incremental value suggest that you should recover more gasoline or less?
If the price of N-Butane and Isobutane products were equal, what would be the preferred method of operating the C4 Splitter? (HINT: What type of split minimizes separation energy?)
Look at the condenser temperatures. What type of cooling system would each condenser require? In the case of the depropanizer and debutanizer, they would be more effectively managed as air-cooled heat exchangers with 120°F exit temperatures. Modify the column pressures to allow for operation with 120°F condenser temperature. (HINT: use a Phase Envelope analysis on the condenser stream to find a similar mole % Vapor condition at the new temperature) What other change would be necessary? What other operating factors should be considered in changing column pressure?
C2 Reboiler
C2 Reflux Drum
DeEthanizer
33
1
6
27
11
16
22
C3 Reboiler
C3 Condenser
DePropanizer
34
1
17
9
25
C4 Reflux Split
C4 Condenser
C4 Reboiler
DeButanizer
29
1
14
7
22
iC4 Reflux Split
iC4 Condenser
nC4 Reboiler
C4 Splitter
59
1
30
22
15
7
38
45
51
C3 Feed Cooler
C4 Reflux Pump
C2 Reflux Pump
C2 Condenser
8
7
2
4
15
14
11
1217
18
19
29
30
22
23
24
26
27
Y Grade Feed
9
10
16
Nat Gasoline
EthanePropane
21
I-Butane
N-Btuane
20
3
5
Q-1
Q-2
Q-4
Q-5
Q-6
Q-7
Q-8
Q-9
Q-3
P-2
P-1

56
Tips for Simulating a Cryo Plant The following tips have been accumulated to accurately and quickly simulate a common demethanizer plant. There
are many variations of demethanizers, so there are certainly exceptions to each tip. However, these are a good
starting point for simulation.
1. Peng-Robinson equation of state 2. Calculate C2+ liquid content of feed gas. The greater the liquid content, the lower the ethane recovery. 3. Turboexpander Efficiencies
a. Expander 75-85% adiabatic efficient b. Booster 70-80% polytropic efficient c. Shaft losses 1-2%
4. Exchanger Approach Temperatures a. Gas / Gas & Subcooler: 5°F b. Gas / Liquid: 10°F
5. Pressure Drops a. Feed Split to Expander inlet: 20-25 psi b. Column overhead to Booster suction: 23 psi c. Booster discharge to Residue Compressor suction: 10 psi d. Residue Compressor discharge to sales line: 20 psi
6. Demethanizer a. Typical number of theoretical trays 10-15. b. Approximately 0.2 psi pressure drop per theoretical tray.
7. Specify duties / temperatures of the feed stream to the demethanizer or use Qrecycle 8. Inlet feed split
a. Typically 30-35% to the reboiler. b. Will approximate the duty split between reboiler and gas/gas exchanger c. Can have multiple solutions. Lower flow to the reboiler should be higher recovery.
9. GSP a. LTS Vapor Split 20 to 35% b. Reflux 3-5 theoretical trays above expander c. Subcooler should be 2-sided exchanger d. Subcooler outlet temperature guess is 20°F below the bubble point of the inlet gas.
10. RSV a. Residue reflux 1 tray above GSP reflux b. Residue reflux split typically 10% of residue c. Residue reflux will reduce the amount of LTS vapor to subcooler d. Subcooler is a 3-sided complex exchanger e. Both refluxes will be the same temperature f. Residue recycle stream guess
i. Sales gas pressure ii. Discharge cooler temperature
iii. 10% of the molar flow of the inlet methane iv. Composition is methane
11. Evaluate the residue pressure situation. a. Sales pressure specified: Compressor and demethanizer pressure to be determined (1 degree of
freedom) b. Compressor / sales pressure specified: demethanizer pressure to be determined (0 D.O.F) c. Compressor / sales pressure / demethanizer pressure specified: Best fit of data (-1 D.O.F)
12. Molecular Sieve Dehydration a. Use a Divider block

57
References
Douglas, J. M. (1988). Conceptual Design of Chemical Processes. McGraw-Hill.
Gas Processors Suppliers Association. (2012). GPSA Engineering Data Book, 13th Edition. Tulsa, OK.
Kidnay, A. J., & Parrish, W. R. (2006). Fundamentals of natural gas processing. Taylor & Francis Group.
Lynch, J. T., & Pitman, R. N. (2000). Practical troubleshooting techniques for cryogenic gas plants. 79th Annual
Convention of the Gas Processors Association. Atlanta, GA.
Lynch, J. T., Cairo, T., Hudson, H. M., & Wilkinson, J. (2002). Unique Design Challenges in the Aux Sable NGL
recovery plant. 81st Annual Convention of the Gas Processors Association. Dallas, TX.
Lynch, J. T., Lousberg, N. B., & Pierce, M. C. (2007). How to compare cryogenic process design alternatives for a
new project. 86th Annual Convention of the Gas Processors Association. San Antonio, TX.
Ortloff Engineers. (2013, October 10). Ortloff NGL/LPG Recovery, CO2 Separation, and Sulfur Recovery
Technologies. Retrieved from http://www.uop.com/
Pitman R N, H. H. (1998). Next Generation Processes for NGL Recovery. 77th Annual Convention of the Gas
Processors Association. Dallas, TX.
Wilkinson, J. D., & Hudson, H. M. (1992). Improved NGL Recovery Designs Maximize Operating Flexibility and
Product Recovery. Meeting of the Gas Processors Association.
Wilkinson, J. H. (1993). Improving Gas Processing Profits with Retrofit Designs for Better Ethane Rejection /
Recovery. Permian Basin Regional Meeting of the Gas Processors Association, (pp. 1-21). Midland, TX.