Freeze Casting is a Facile Method to Create Solid Solution Alloy Foams…heeman/paper/CuNi...
9
Freeze Casting is a Facile Method to Create Solid Solution Alloy Foams: Cu–Ni Alloy Foams via Freeze Casting Kyungju Nam, Sukyung Lee, Kicheol Hong, Jin Soo Kang, Hyungyung Jo, Hyeji Park, Yung-Eun Sung, P eter Jenei, Jen} o Gubicza, Kyuyngjung Kwon, Ho-Seok Nam,* and Heeman Choe* Porous metals have attracted great attention for their functional and structural applications; however, they often possess limited applicability in their pure form for the areas requiring decent strength and corrosion resistance. In this study, pure copper (Cu), pure nickel (Ni), and Cu–Ni alloy foams with five different compositions are successfully fabricated using freeze casting, resulting in open-pore structures with varied porosity (from 55% to 75%). Their varied morphologies and crystal sizes are compared, and the lattice parameters and crystal sizes are calculated. The corrosion resistance of the synthesized Cu–Ni alloy foams is superior to those of the pure Cu and Ni foams. The weight loss rate of the Cu 7 Ni 3 alloy foam is six times and five times slower than those of the pure Ni and pure Cu foams in a sulfuric corrosive environment, respectively. The yield strength of Cu 7 Ni 3 alloy foam (53 2% porosity) is 72 2 MPa and its yield strength when normalized by the Gibson-Ashby model is the largest with a value of up to 852 3 MPa. The elastic modulus and hardness values are varied in the range of 73.4–152.4 GPa and 1.6–4.7 GPa, respectively, depending on the composition of the alloy foam. 1. Introduction Metal foams have much higher mechanical strength, stiffness, thermal and electrical conductivity, and energy absorption ability than polymer foams; furthermore, they are generally more stable in harsh environ- ments as well. [1,2] As opposed to ceramic foams, they have a much higher ability to deform plastically and absorb energy. [1] Traditionally, the use of metal foams was limited to structural applications that utilized sandwich panels or similar designs with closed cells due to their light weight and excellent bending strength. [3] With their open-pore structure, metal foams are permeable and have a very high surface area, providing the essential characteristics for functional flow-through applications that involve surface reactions. [1,2] Over the past decade, metal foams have undergone significant quality improvements (e.g., pore size control, metal selection, and sample size), and their use has been extended to advanced functional usage in a wide range of engineering applications such as battery electrodes, [4,5] catalysts, [6] heat exchangers, [7] and filters. [8] As a result, open-cell metal foams with three-dimensional (3- D) interconnected pore structures at the order of the tens of nanometer or micrometer scale have been recently explored to utilize their greater surface area and the enhanced electrochem- ical reactions that take place on their surface. [5,9–11] Nonetheless, there is another significant challenge to overcome. Most of the developed metal foams have been pure and unalloyed, and their usage has significantly restricted their practical applications due to their inherent weak strength, low hardness, and poor corrosion resistance and reliability of pure, alloyed metal. For example, load-bearing structural applications normally require carefully designed alloys and composites that have high strength and fracture toughness; however, a pure metal component has inherently weak strength and hardness, and is thus unsuitable for structural applications. [9,12,13] Another example is the poor corrosion resistance of pure copper (Cu) or nickel (Ni) for potential applications in a corrosive fuel cell device. [9] Despite the excellent performance of open-cell pure Ni foam for use as the Prof. H. Choe, Prof. H.-S. Nam, K. Nam, S. Lee, K. Hong, H. Jo, Dr. H. Park School of Materials Science and Engineering, Kookmin University 77 Jeongneung-ro, Seongbuk-gu Seoul 02707, Republic of Korea E-mail: [email protected]; [email protected] Dr. J. S. Kang, Prof. Y.-E. Sung Center for Nanoparticle Research Institute for Basic Science (IBS) Seoul 08826, Republic of Korea Dr. J. S. Kang, Prof. Y.-E. Sung School of Chemical and Biological Engineering Seoul National University Seoul 08826, Republic of Korea Dr. P. Jenei, Prof. J. Gubicza Department of Materials Physics Eötvös Loránd University Budapest, P.O.B. 32, H-1518, Hungary Prof. K. Kwon Department of Energy & Mineral Resources Engineering Sejong University Seoul 05006, Republic of Korea DOI: 10.1002/adem.201801265 www.aem-journal.com FULL PAPER Adv. Eng. Mater. 2019, 1801265 © 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 1801265 (1 of 9)
Transcript of Freeze Casting is a Facile Method to Create Solid Solution Alloy Foams…heeman/paper/CuNi...

www.aem-journal.com
FULL PAPER
Freeze Casting is a Facile Method to Create SolidSolution Alloy Foams: Cu–Ni Alloy Foams via FreezeCasting
Kyungju Nam, Sukyung Lee, Kicheol Hong, Jin Soo Kang, Hyungyung Jo, Hyeji Park,Yung-Eun Sung, P�eter Jenei, Jen}o Gubicza, Kyuyngjung Kwon, Ho-Seok Nam,*and Heeman Choe*
Porous metals have attracted great attention for their functional andstructural applications; however, they often possess limited applicability intheir pure form for the areas requiring decent strength and corrosionresistance. In this study, pure copper (Cu), pure nickel (Ni), and Cu–Ni alloyfoams with five different compositions are successfully fabricated usingfreeze casting, resulting in open-pore structures with varied porosity (from55% to 75%). Their varied morphologies and crystal sizes are compared, andthe lattice parameters and crystal sizes are calculated. The corrosionresistance of the synthesized Cu–Ni alloy foams is superior to those of thepure Cu and Ni foams. The weight loss rate of the Cu7Ni3 alloy foam is sixtimes and five times slower than those of the pure Ni and pure Cu foams ina sulfuric corrosive environment, respectively. The yield strength of Cu7Ni3alloy foam (53� 2% porosity) is 72� 2MPa and its yield strength whennormalized by the Gibson-Ashby model is the largest with a value of up to852� 3MPa. The elastic modulus and hardness values are varied in therange of 73.4–152.4GPa and 1.6–4.7GPa, respectively, depending on thecomposition of the alloy foam.
Prof. H. Choe, Prof. H.-S. Nam, K. Nam, S. Lee, K. Hong, H. Jo,Dr. H. ParkSchool of Materials Science and Engineering, Kookmin University77 Jeongneung-ro, Seongbuk-guSeoul 02707, Republic of KoreaE-mail: [email protected]; [email protected]
Dr. J. S. Kang, Prof. Y.-E. SungCenter for Nanoparticle ResearchInstitute for Basic Science (IBS)Seoul 08826, Republic of Korea
Dr. J. S. Kang, Prof. Y.-E. SungSchool of Chemical and Biological EngineeringSeoul National UniversitySeoul 08826, Republic of Korea
Dr. P. Jenei, Prof. J. GubiczaDepartment of Materials PhysicsEötvös Loránd UniversityBudapest, P.O.B. 32, H-1518, Hungary
Prof. K. KwonDepartment of Energy & Mineral Resources EngineeringSejong UniversitySeoul 05006, Republic of Korea
DOI: 10.1002/adem.201801265
Adv. Eng. Mater. 2019, 1801265 © 21801265 (1 of 9)
1. Introduction
Metal foams have much higher mechanicalstrength, stiffness, thermal and electricalconductivity, and energy absorption abilitythan polymer foams; furthermore, they aregenerally more stable in harsh environ-ments as well.[1,2] As opposed to ceramicfoams, they have a much higher ability todeform plastically and absorb energy.[1]
Traditionally, the use of metal foams waslimited to structural applications thatutilized sandwich panels or similar designswith closed cells due to their light weightand excellent bending strength.[3] Withtheir open-pore structure, metal foams arepermeable and have a very high surfacearea, providing the essential characteristicsfor functional flow-through applicationsthat involve surface reactions.[1,2] Over thepast decade, metal foams have undergonesignificant quality improvements (e.g.,pore size control, metal selection, andsample size), and their use has beenextended to advanced functional usage in
a wide range of engineering applications such as batteryelectrodes,[4,5] catalysts,[6] heat exchangers,[7] and filters.[8]
As a result, open-cell metal foams with three-dimensional (3-D) interconnected pore structures at the order of the tens ofnanometer or micrometer scale have been recently explored toutilize their greater surface area and the enhanced electrochem-ical reactions that take place on their surface.[5,9–11] Nonetheless,there is another significant challenge to overcome. Most of thedeveloped metal foams have been pure and unalloyed, and theirusage has significantly restricted their practical applications dueto their inherent weak strength, low hardness, and poorcorrosion resistance and reliability of pure, alloyed metal. Forexample, load-bearing structural applications normally requirecarefully designed alloys and composites that have high strengthand fracture toughness; however, a pure metal component hasinherently weak strength and hardness, and is thus unsuitablefor structural applications.[9,12,13] Another example is the poorcorrosion resistance of pure copper (Cu) or nickel (Ni) forpotential applications in a corrosive fuel cell device.[9] Despite theexcellent performance of open-cell pure Ni foam for use as the
019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim

www.advancedsciencenews.com www.aem-journal.com
anode gas diffusion layer (GDL) of the membrane electrodeassembly in a fuel cell, the suspicious long-term reliability of theNi foam GDL in the fuel cell may prevent its successful practicalapplication due to its poor corrosion resistance in the sulfuricacid environment.[9,14,15]
Alloying with another element can mitigate the major draw-backs of the pure metal foams, such as poor chemical resistance,oxidation, corrosion, and mechanical properties. A good exampleis the Cu–Ni alloy, which possesses improved mechanicalproperties and corrosion resistance. The binary Cu–Ni solidsolution alloys have been widely used in mining, metallurgical,and chemical industries due to their high corrosion resistance,activity and stability, and excellent mechanical properties;[16,17]
additionally, they have been used in petrochemical engineering,nuclear industry, ocean vessel industry, electrode material,catalysts, and other related fields.[18–20] Furthermore, they havereceived recent attention for their excellent magnetic and thermo-physical properties.[16] As confirmed with the example of Cu–Nialloy, the use of alloys can be advantageous not only for load-bearing but also functional applications. By the same analogy, thedevelopment of Cu–Ni alloy foams is interesting, as their potentialuse in both structural and functional applications is expected to becolossal including high-temperature filters with decent load-bearing capability and advanced electrodes requiring efficientelectrochemical reactions and good corrosion resistance. A fewrelevant studies have been reported. Atwater and coworkerssynthesizedNi, Cu, andMonel (70%Ni, 30%Cu) foamswith onlylowporosities (25–40%)using amethod of intraparticle expansionby the reduction of CuO and NiO oxides.[21] Eugenio et al.fabricated nanostructured Ni–Cu foams using an electrodeposi-tionprocess coupledwith hydrogenbubble evolution as a dynamictemplate, resulting in somewhat uneven microstructure contain-ingpureNi,Ni–Cusolidsolution,andCu-richphases; additionally,they demonstrated the potential use of the Ni–Cu foams as apositive electrode for supercapacitor.[22]
This study thus reports for the first time on the corrosion,electrical, and mechanical properties of Cu–Ni alloy foams withvarious compositions and uniform microstructure using freezecasting, a simple processing method, that is, based on acombination of powder metallurgy and oxide reduction/sintering processes. Their morphology and mechanical proper-ties are compared with those of the pure Cu and Ni foamssynthesized using the same processing parameters. Further-more, their corrosion resistances and electrical conductivities arealso measured and compared with those of the pure Cu and Nifoams.
2. Results and Discussion
Pure Ni and Cu foams as well as five different Cu–Ni alloy foamswere synthesized in this study. During the two-step heat-treatment process, the NiO and CuO oxides were expected to bereduced to metallic Ni and Cu under an H2 atmosphere ataround 300 �C with PVA binder eliminated. Subsequently, thereduced pure and alloy green-body foams were sintered at 800–1000 �C under an Ar–5% H2 gas mixture to achieve a chemicallybonded structure with mechanical integrity. Figure 1 shows theXRD patterns of the synthesized Cu, Ni, and Cu–Ni foams of
Adv. Eng. Mater. 2019, 1801265 1801265 (
various compositions. The peak positionswere comparedwith thereference peaks for metallic Cu (JCPDS 04–0836) and Ni (JCPDS04–0850), which confirmed good agreement between theexperimental and theoretical values. In particular, it is notablefor the Cu–Ni alloy foams that their XRD peaks gradually shiftedfrom the positions ofCupeaks to those ofNi as the relative contentof Cu decreased. This clearly shows that all the synthesized alloyfoams were completely reduced and fully alloyed to form solidsolutions of Cu andNiwith controlled compositions of Cu andNi;for example, the Cu5Ni5 alloy foam was completely reduced withno CuO or NiO peaks detected, based on the corresponding XRDpattern analysis. Furthermore, the gradual shift of the XRD peaksto the lower angles with increasing Cu content is attributed to thelinear increase in the lattice parameter from 3.524 A (pure Ni) to3.615 A (pure Cu), as the lattice constant in Cu–Ni solid solutionalloys generally follows Vegard’s law.[23] The mean crystallite sizewas calculated using the Scherrer formula.[24] The crystallite sizegradually increased from 38 to 58nm with an increase in Cucontent from30 to70wt%.This isbecause themigrationrateof theCu atoms is much higher than that of the Ni atoms.[25,26] Asschematically described inFigure 2, CuatomsfirstwraparoundNiatoms, then diffuse through the interface between the Cu and Ni,and as a result, the Cu–Ni alloy is finally formed.
Figure 3 and 4 show the optical images of Cu–Ni foams’ cross-sections that are cut parallel (Figure 3) or perpendicular(Figure 4) to the freezing direction. All samples show dendriticwalls with thickness in the order of 0.60–1.45mm (see Figure 3).Notably, the morphology of the pure Ni foam is influenced notonly by the nucleation conditions, but also by the solidificationkinetics.[27] After the rapid growth of the randomly oriented icecrystals near the contact point of the Cu rod, a singlesolidification front consisting of numerous grains grows alongthe temperature gradient, which subsequently leads to anoriented and continuous lamellar dendrite morphology in bothparallel and perpendicular directions to the ice front;[27,28] theoptical images of the cross-sections in Figure 3 show therepresentative areas of the middle sections along the tempera-ture gradient. The morphology of the vertically aligned, lamellarmacro-pores replicating ice dendrite colonies are seen to havedirectional growth during freezing as a result of the highergrowth velocity in the parallel direction rather than perpendicu-lar to the temperature gradient (Figure 4).[27,28] Figure 5 shows(a) SEM images and (b) EDS analysis results of the five Cu–Nialloy foams with varying ratios of Cu and Ni. Based on the EDSanalysis in Figure 5b, all of the five alloy foams were confirmed tobe successfully alloyed with the intended compositions of Cuand Ni. SEM images show different morphologies with variedcompositions. The wall width of the alloy foams graduallyincreased from 0.6 to 1.36 μm with increasing Ni contentbecause of the stronger particle–particle interaction of Ni atomsduring the reduction and sintering process; in other words, thesurface energy of Ni is greater than that of Cu, resulting instronger particle–particle interaction and denser walls.[29]
Another possible cause may be the considerable size differencebetween the initial powders of NiO (<20 nm) and CuO (40–80 nm), resulting inmore uniform dispersion and packing of thesmaller NiO particles in the prepared slurry.
Figure 6 shows the weight loss behaviors of the pure Ni andCu foams in comparison with those of the Cu7Ni3, Cu5Ni5, and
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim2 of 9)

Figure 1. Comparison of XRD patterns of the Cu–Ni alloy foams with various compositions.
www.advancedsciencenews.com www.aem-journal.com
Cu3Ni7 alloy foams. The Cu7Ni3 alloy foam showed the bestcorrosion resistance in H2SO4 solution, followed by Cu5Ni5,pure Cu, Cu3Ni7, and pure Ni foams in the order listed. TheCu7Ni3 alloy foam with the best corrosion resistance sufferedonly a 19.5% decrease after 360 h and a 35.8% decrease after600 h. Contrary to the report of the superior corrosionperformance of pure bulk Ni and Cu–Ni alloys with morethan 30% Ni contents in H2SO4 solution due to the formationof a passive film,[30] the pure Ni foam sample in this studymanifested the poorest stability in the H2SO4 corrosivecondition and was completely dissolved after 150 h (Figure 5).The weight loss rate of the three different alloy foams alsotended to be in proportion to the Ni content. Two microstruc-tural factors may be considered for the explanation of thisresult. First, the amount of porosity may have contributed to thecorrosion weight loss because higher porosity implies a greatersurface area, providing a greater reaction area. Second, themorphology of strut walls and pores may have also contributedto the corrosion weight loss, as the pure Ni and Cu–Ni alloyfoams with higher Ni contents tend to exhibit finer strut andpore structure with a greater surface area (see SEM images ofCu3Ni7 and Cu1Ni9 foams in Figure 5a) than pure Cu and Cu–Ni foams with lower Ni contents; this finer strut and porestructure probably resulted from the much smaller intialpowder size of NiO (<20 nm).
Figure 2. Schematic diagram of the alloy formation mechanism in the Cu–Ni solid-solution
Adv. Eng. Mater. 2019, 1801265 1801265 (3 of 9)
In order to further understand the highcorrosion resistance of some Cu–Ni alloy foams,XPS analysis was also carried out. Based on theXPS Cu 2p and Ni 2p spectra displayed inFigure 7a and b, respectively, it was observablethat Ni at the surface of the alloy foams weremoresignificantly oxidized compared to that of the Nifoam, while Cu in the alloy foams showed lowerdegree of oxidation than that in the Cu foam. TheCu oxide signal roughly located at 935 eVbelonged to the Cu foam and its magnitudeapparently decreased in the alloy foams. On theother hand, the peak of the metallic Ni at around853 eV was indeed smaller in the alloy foamscompared to than in the Ni foam. To understandthe electronic interaction between Cu and Ni inthe alloy foams, we additionally measured theXPS Cu 2p and Ni 2p spectra after removing thenative oxides by Ar sputtering, which are,respectively, shown in Figure 7c and d. Thebinding energy positions of metallic Cu and Ni
peakscouldbeclearlycompared,becauseoxidesignalswerehardlyobservable in this case. It was noteworthy that Cu peaks did notshow a considerable change in their positions, while there was agradual shift of the Ni peak in the negative direction withincreasing Cu content in the foam. This result indicates that Cusupplies electrons to Ni in the Cu–Ni alloy foam, which matcheswell with the trend in electronegativity; Ni has higher electronega-tivity than Cu, although the difference is insignificant. Theelectrons provided from Cu to Ni would then suppress theoxidation of Ni and also dissolution of Ni in the form of cation.Given that the standard potential of Ni/Ni2þ is lower than that ofCu/Cu2þ by 0.6V, it can be easily expected that Ni first oxidizes ordissolves prior toCuwhen they are indirect contact. Therefore, thehigh corrosion resistance of Cu–Ni alloy foam can be attributed tothe electronic interaction betweenCu andNi. The negative shift ofmetallicNipeakwas alsoobservable at the surfaceof the alloy foaminFigure7b, indicating that the electronic interaction is significantat the surface, where the actual corrosion occurs.
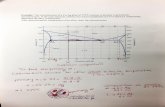
The electrical conductivities of the five Cu–Ni alloy foams withvarying compositions were measured using a four-point probemethod and compared with theoretical values. The theoreticalvalues for the electrical resistivity and conductivity of two-component alloys are calculated using Equation (1) and (2)[31]:
ρtotal ¼ CxAxB þ ρthermal ð1Þ
system.
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim

Figure 3. Optical micrographs of cross-sections parallel to the freezing direction for Cu–Ni alloy foams with varying compositions exhibiting the lamellarmacropore structure and Cu–Ni strut walls. Note that each strut wall contains asymmetric micropores (formed only on one side) and, to a lesser extent,within their volumes. The green-body foams were first heated to 250–300 �C in a furnace and thenmaintained at the temperature for 2–3 h to burn off thebinder and reduce the oxides to metals. They were then subsequently sintered at 800, 900, or 1000 �C under an Ar–5% H2 gas mixture depending on thecomposition of the slurry.
www.advancedsciencenews.com www.aem-journal.com
λ ¼ 1ρtotal
ð2Þ
where CxAxB is the residual resistivity and ρthermal is the thermalresistivity. C is a constant for all compositions, and xA and xB aremole fractions of A and B components in an A-B solid solution,respectively. Additionally, λ is the electrical conductivity. The
Figure 4. Optical micrographs of cross-sections perpendicular to the freezinbody foams were first heated to 250–300 �C in a furnace and then maintainedmetals. They were then subsequently sintered at 800, 900, or 1000 �C unde
Adv. Eng. Mater. 2019, 1801265 1801265 (
theoretical conductivity values of bulk Cu–Ni alloys from theEquation (1) and (2) are displayed as rods without error barscontaining gray diagonal stripes with varying compositions of Cuand Ni; it is noted that the Cu–Ni alloys with purer compositions(Cu9Ni1 and Cu1Ni9) have superior conductivity values, which istypical of a soluble binary alloy system.As somewhat expected, themeasured conductivity values of thefiveCu–Ni alloy foams,whichare represented by the black rods with error bars, tended to
g direction for Cu–Ni alloy foams with varying compositions. The green-at the temperature for 2–3 h to burn off the binder and reduce the oxides tor an Ar–5% H2 gas mixture depending on the composition of the slurry.
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim4 of 9)

Figure 5. a) SEM images of the as-cast top morphology of freeze-cast Cu–Ni alloy foams with varying compositions showing a hierarchical porestructure (macro lamellar pores and asymmetric micropores) and b) variations of Cu and Ni compositions measured by EDS in comparison with theinitial Cu and Ni powder compositions in the slurry.
Figure 6. Comparison of the corrosion resistance of Cu, Cu3Ni7, Cu5Ni5,Cu7Ni3, and Ni foams as a function of the weight loss with increasing timein the still sulfuric environment of a diluted H2SO4 pH1 solution at70� 80 �C for 30 days. The values next to the graphs represent theporosity of the alloy foams.
www.advancedsciencenews.com www.aem-journal.com
resemble the shape of the parabolic theoretical values with theexception that thosemeasured values exhibit roughly 15–20 timeslower conductivity values (Figure 8a). The porosity of the alloys isbetween 55% and 65% and not considered in this comparison.
On the other hand, the measured conductivity values of theCu–Ni foams were also compared with the values from thepredication model (Equation (3)) by taking into account thedependence of the electrical conductivity on the cell structureand porosity.[32]
λ
λ0¼ K
1� θð Þ4
ð3Þ
In Equation (3), λ and λ0 are the electrical conductivities of theCu–Ni foam and the corresponding bulk counterpart, respec-tively, and θ is the mean porosity of the alloy foam. K is thecoefficient dependent on the processing method, or moreprecisely, on the specific structure of the porous metal. Asexpected, Figure 8b shows that the electrical conductivity of Cu–Ni foam decreases with increasing porosity; this behavior can bequalitatively understood by noting that as the relative densitydecreases, the average cross-section available for electronconduction decreases, but the tortuosity of the current pathincreases, thus resulting in an increase in resistivity.[33]
Figure 8b also shows that the measured values of electricalconductivity are essentially consistent with the predicationvalues obtained from Equation (3). In other words, therelationship between electrical conductivity and relative density
Adv. Eng. Mater. 2019, 1801265 1801265 (
for the Cu–Ni alloy foams is in good agreement with that of themodel prediction.
Typical compressive stress–strain curves are shown inFigure 9a for the Cu7Ni3, Cu5Ni5, and Cu3Ni7 alloy foams withpore orientation parallel to the load axis. The alloy foam samples
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim5 of 9)

Figure 7. a) XPS Cu 2p and b) Ni 2p spectra of the Cu, Cu3Ni7, Cu5Ni5, Cu7Ni3, and Ni foams in comparison with, c) XPS Cu 2p, and d) Ni 2p spectra ofthe Cu, Cu3Ni7, Cu5Ni5, Cu7Ni3, and Ni foams after etching (removing the native oxides by Ar sputtering).
www.advancedsciencenews.com www.aem-journal.com
tended to follow the typical ductile metallic behavior with linearelasticity at low stresses followed by a collapse plateau, whicheventually leads to a densification region in stress that risessteeply. Here, it is noted that the directionality with respect tothe loading axis is important for these directionally solidifiedmetal foams. For example, metal foams with their pores normalto the loading axis yield at about 1/3 of the yield stress of thefoams with the pores parallel to the loading axis due to bendingbeing the major deformation mode of the walls as opposed tothe plastic buckling of the latter.[12] Strain-hardening behavioris seen for all three alloy foams, in the plastic region of 10%strain for Cu7Ni3 foam and up to 35% strain for Cu5Ni5 andCu3Ni7 foams, where the stress then dramatically decreased.Even with the presence of possible cracks and fractures insidethe foam, the 3D connected struts in the foams could probablywithstand high stresses and finally have high compressivestrengths up to near complete deformation. The Cu7Ni3 alloyfoam has 53� 2% porosity, thus resulting in the relativelyhigher yield strength of 72� 2MPa, whereas the Cu5Ni5 andCu3Ni7 alloy foams have 67� 2% and 73� 2% porosities,resulting in the lower yield strengths of 29� 2MPa and14� 2MPa, respectively. Therefore, stress normalization σ/(A(ρ�)1.5) was carried out to compare the strength of the alloyfoams in terms of their compositions alone, with theirdifferences in porosity being excluded (Figure 9b). For thenormalization, the Gibson-Ashby (G-A) model was used topredict the strength of porous material as presented inEquation (4)[34]:
Adv. Eng. Mater. 2019, 1801265 1801265 (
σ�
σs¼ A
ρ
ρs
� �1:5
ð4Þ
where A is a constant equal to 0.3[34] for metal and σs and ρs arethe yield strength and density of the corresponding bulkmaterial, respectively. A value of measured yield strength wastaken for σ� and a measured value of relative density was alsotaken for ρ/ρs in the G-A equation. Even after normalization, thenormalized strength (σs) of Cu7Ni3 foamwas still the largest witha value of 852� 3MPa, and that of the Cu3Ni7 foam was thesmallest, with a value of 418� 2MPa.
Nanoindentation testing was carried out to determine theelastic modulus and hardness of the struts of all sevensynthesized Cu–Ni alloy foams. Given that the strut’s dimen-sions were a few tens of micrometers, flat locations withsufficient edge dimensions were carefully selected to character-ize them using the micrometer-scale indentation tip.Figure 10a displays a representative curve of the force versusdisplacement for the Cu5Ni5 alloy foam with the calculatedelastic modulus and hardness values directly obtained from theunloading curve and the peak force value where the peak load is120 μN. The hardness (H) and elastic modulus (E) values of thepure Ni and Cu foams along with those of the five Cu–Ni alloyfoams are compared in Figure 10 b. The dependence of E andHon the composition of Ni is clearly seen with their values varyingin the range of 73.4–152.4GPa and 1.6–4.7GPa, respectively.Indeed, both the H and E of the pure and alloy foams vary in a
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim6 of 9)

Figure 8. Plots of conductivities of the five Cu9Ni1, Cu7Ni3, Cu5Ni5, Cu3Ni7,Cu1Ni9alloy foams:a)Comparisonofmeasuredfoam(blackwitherrorbars)and theoretical bulk (gray stripeswithout error bars) conductivity values andb) compaison of relative conductivity values for the Cu–Ni alloy foamsincorporating the effect of different porosity values.
Figure 9. Comparison of: a) compressive stress–strain curves of threerepresentative Cu–Ni alloy foam specimens (Cu3Ni7, Cu5Ni5, and Cu7Ni3)with 53–73% porosity and pores oriented parallel to the compressiveloading direction and b) compressive stress–strain curves of the samethree Cu–Ni alloy foam specimens normalized by σ/(A(ρ�)1.5) to excludethe effect of the porosity.
www.advancedsciencenews.com www.aem-journal.com
similar manner; in other words, they both tend to increase withincreasing degree of alloying. In particular, both the E andH arelarger for the Cu5Ni5, Cu7Ni3 and Cu3Ni7 alloy foams than thosefor the pure Cu and Ni foams. With the E value of the Cu5Ni5alloy foam being only slightly higher, all the three alloy foamsshow similarly higher E values than pure Cu and Ni foams. Onthe other hand, the H value of the Cu5Ni5 alloy foam is clearlysuperior to those of the Cu7Ni3 and Cu3Ni7 alloy foams and pureCu and Ni foams.
In this study, we used Cu–Ni alloy foam as a model material todemonstrate a new facile method of synthesizing solid solutionalloy foams using freeze casting; however, the fundamentalinsights obtained in this study canalso applymorebroadly to otheralloy foams that can form partial or complete solid solutions.
3. Conclusion
The successful fabrication of alloy foam (or porous alloy) is veryrare, despite its generally better properties and wider applicabil-ity than puremetallic foams. This study reports the fabrication ofthree-dimensional Cu–Ni alloy foams through a strategic solid-solution foam alloying method based on oxide powderreduction/sintering processes. Pure copper foam, pure nickel
Adv. Eng. Mater. 2019, 1801265 1801265 (
foam, and solid solution alloy foams with five differentcompositions were successfully fabricated, resulting in open-pore structures with varied porosity (from 55% to 75%). Thecorrosion resistance of the synthesized Cu–Ni alloy foams wassuperior to those of the pure Cu and Ni foams. For example, theweight loss rate of the Cu7Ni3 alloy foam was six times and fivetimes slower than those of the pure Ni and pure Cu foams in asulfuric corrosive environment, respectively. The yield strengthof Cu7Ni3 alloy foam (53� 2% porosity) was 72� 2MPa and itsyield strength, when normalized by the Gibson-Ashby model,was the largest with a value of up to 852� 3MPa. The elasticmodulus and hardness values of the Cu–Ni alloy foams werevaried in the range of 73.4–152.4GPa and 1.6–4.7GPa,respectively. The strategic processing insights obtained in thisstudy can also apply to other alloy foams that can form partial orcomplete solid solutions.
4. Experimental SectionAlloy Foam Sample Preparation: Commercially available nickel oxidepowder (NiO, with an average particle size <20 nm, Inframat Advanced
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim7 of 9)

Figure 10. Nanoindentation test results for the Cu–Ni alloy foams: a) Arepresentative load–displacement curve with a peak load of 123.76 μNand b) variations of hardness and elastic modulus values of the Cu–Nialloy foams with an increasing composition of Ni.
www.advancedsciencenews.com www.aem-journal.com
Materials, USA) and copper oxide powder (CuO, with a particle size of 40–80 nm, Inframat Advanced Materials, USA) were used to fabricate pureCu, pure Ni, and Cu–Ni alloy foams. First, a mixture of 3wt% polyvinylalcohol binder (PVA binder with molecular weight of 89 000–98 000 gmol�1, Sigma–Aldrich, USA) and distilled water was prepared, which wassubsequently heated up to 80 �C to dissolve the binder. Various weightratios of Cu and Ni powders (see Table 1) were then suspended in theprepared solution to obtain Cu–Ni slurries with various compositions. Toimprove the stability of the suspension, 0.09 g of Darvan 811 (a low-
Table 1. The heat-treatment processing parameters and the main microstrand Ni foams compared with the Cu9Ni1, Cu7Ni3, Cu5Ni5, Cu3Ni7, Cu1Ni9
Heat treatment (under H2 gas) Stru
Cu 250 �C, 2 h! 800 �C, 6 h 1
Cu9Ni1 300 �C, 2 h! 900 �C, 8 h 1
Cu7Ni3 300 �C, 2 h! 900 �C, 8 h 0
Cu5Ni5 300 �C, 2 h! 900 �C, 8 h 0
Cu3Ni7 300 �C, 2 h! 900 �C, 8 h 0
Cu1Ni9 300 �C, 2 h! 900 �C, 8 h 0
Ni 300 �C, 2 h! 1000 �C, 6 h 0
Adv. Eng. Mater. 2019, 1801265 1801265 (
molecular-weight sodium polyacrylate powder dispersant, R.T. VanderbiltCo., USA) was also added as a dispersant. The slurry solution was thendispersed first by stirring for 30min and then by sonication for 1 h. Toensure sufficient particle dispersion, this process was repeated twice. Theprepared slurry was cooled down to a few degrees above the freezing pointof water and then poured into a cylindrical mold consisting of Teflon walls(37mm inner- and 45mmouter-diameter) and pure Cu rod base with highthermal conductivity, which was cooled using liquid nitrogen andcontrolled using a thermocouple and a temperature controller. Oncecomplete solidification was achieved, the frozen green body was removedfrom the mold and sublimated at �88 �C for 48 h in a freeze dryer under0.005 torr residual atmosphere to create pores by removing the icedendrites. The green-body foam was then heat-treated in two steps. First,it was heated to 250–300 �C in a furnace and then maintained at thistemperature for 2–3 h to burn off the binder and reduce the oxides tometals. It was then subsequently sintered at 800 �C, 900 �C, or1000 �C under an Ar–5% H2 gas mixture depending on the compositionof the slurry. Heating rates were 5 �Cmin�1 and the final cooling rate was3 �Cmin�1. The sintered samples containing 100, 90, 70, 50, 30, 10, and0wt% Cu were denoted as Cu, Cu9Ni1, Cu7Ni3, Cu5Ni5, Cu3Ni7, Cu1Ni9,and Ni, respectively.
Morphological, Corrosion, and Mechanical Properties: The microstruc-ture of the sintered samples was examined using optical and scanningelectron microscopy (SEM; JSM7401F; JEOL, Tokyo, Japan). X-raydiffraction (XRD; DMAX2500; Rigaku, Tokyo, Japan) was also used todetermine and compare the phases in the various Cu–Ni alloys. X-rayphotoelectron spectroscopy (XPS) analysis was carried out usingThermo SIGMA PROBE in order to investigate electronic interactionsbetween Cu and Ni in the alloy foams. The electrical properties of thealloy foams were also characterized by four-point probe testing (CHANGMIN, CMT-Series, Republic of Korea). The compression experimentswere carried out by a homemade mechanical testing system at an initialstrain rate of 10�3 s�1 and the changes in the height of the samples weremonitored with an MTS 633.11 extensometer during the entirecompression. In the testing machine, an electric motor moved apiston, which then compressed the sample. The maximum applicablespeed of the piston was 0.1mm s�1 and all experiments were performedunder displacement control. The force during compression wasmeasured using a load cell with a maximum force of 5 kN and aresolution of 1N. The samples were deformed up to an engineeringstrain of �0.4. The cross-section of the specimens was �3� 3mm2 andtheir height was �5mm. A nanoindenter (Ubi1, Hysitron Co.,Minneapolis, MN) with a Berkovich diamond tip was used to createindents on selected homogeneous regions of the alloy foam sample’spolished surface to determine its Young’s modulus (E) and hardness(H). The corrosion resistances of the alloy foams were also evaluated ina sulfuric environment using a diluted H2SO4 solution (100mL, pH� 1)at 70–80 �C for 30 days; to ensure that there is enough H2SO4 solutionfor the complete immersion of the sample, the solution was replacedevery 24 h and all surfaces of the test container were covered.
uctural features of strut size, pore size, and porosity for the pure Cualloy foams.
t size [μm] Pore size [μm] Porosity [%]
.45� 0.38 1.48� 0.36 64.7
.36� 0.33 1.28� 0.35 55.8
.95� 0.32 1.13� 0.23 55.2
.74� 0.17 0.85� 0.17 54.5
.72� 0.24 1.20� 0.41 61.3
.60� 0.13 0.96� 0.30 62.2
.73� 0.18 1.99� 0.41 60.1
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim8 of 9)

www.advancedsciencenews.com www.aem-journal.com
AcknowledgementsK. Nam and S. Lee contributed equally to this work. HC acknowledgedsupport from the International Research & Development Program of theNRF funded by the Ministry of Science and ICT of Korea (NRF-2017K1A3A1A30083363). HP also acknowledged support from the BasicScience Research Program (2018R1A6A3A01012386) through the NRF.HN also acknowledged support from the National Research Foundationof Korea (NRF) funded by the Ministry of Education, Science, andTechnology (2017R1A2B4012871). This work was also supported in partby Business for Cooperative R&D between Industry, Academy, andResearch Institute funded by Korea Small and Medium BusinessAdministration (Grant No. C0400105).
Conflict of InterestThe authors declare no conflict of interest.
Keywordsalloy foam, conductivity, copper, nickel, porous
Received: November 27, 2018Revised: December 31, 2018
Published online:
[1] L. Lefebvre, J. Banhart, D. C. Dunand, Adv. Eng. Mater. 2008, 10, 775.[2] J. Banhart, Prog. Mater. Sci. 2001, 46, 559.[3] E. Andrews, W. Sanders, L. J. Gibson, Mater. Sci. Eng. A 1999, 270,
113.[4] P. Zhao, H. Zhang, H. Zhou, B. Yi, Electrochim. Acta 2005, 51, 1091.[5] G. Han, J. H. Um, H. Park, K. Hong, W.-S. Yoon, H. Choe, Scr. Mater.
2019, 163, 9.[6] R. Horn, K. A. Williams, N. J. Degenstein, A. Bitsch-Larsen,
D. D. Nogare, S. A. Tupy, L. D. Schmidt, J. Catal. 2007, 249, 380.[7] S. Mellouli, H. Dhaou, F. Askri, A. Jemni, S. B. Nasrallah, Int. J.
Hydrogen Energy 2009, 24, 9393.
Adv. Eng. Mater. 2019, 1801265 1801265 (
[8] M. S. A. Heikkinen, N. H. Harley, J. Aerosol. Sci. 2000, 31, 721.[9] H. Jo, M. Kim, H. Choi, Y. Sung, H. Choe, D. C. Dunand, Metall.
Mater. Trans. E 2016, 3, 46.[10] H. Park, H.-H. Cho, K. Kim, K. Hong, J.-H. Kim, H. Choe,
D. C. Dunand, Acta Mater. 2018, 142, 213.[11] A. I. Ramos, D. C. Dunand, Metals 2012, 2, 265.[12] H. Park, M. Choi, H. Choe, D. C. Dunand, Mater. Sci. Eng. A 2017,
679, 435.[13] C. S. Marchi, A. Mortensen, Acta Mater. 2001, 49, 3959.[14] F. Bidault, D. J. L. Brett, P. H. Middleton, N. Abson, N. P. Brandon,
Int. J. Hydrogen Energy 2009, 34, 6799.[15] F. P. Ting, C. W. Hsieh, W. H. Weng, J. C. Lin, Int. J. Hydrogen Energy
2012, 37, 13696.[16] I. Baskaran, T. S. N. S. Narayanan, A. Stephen,Mater. Lett. 2006, 60,
1990.[17] M. Y. Gao, C. Yang, Q. B. Zhang, Y. W. Yu, Y. X. Hua, Y. Li, P. Dong,
Electrochim. Acta 2016, 215, 609.[18] S. Y. Qian, H. Dumont, B. E. Conway, J. Appl. Electrochem. 1997, 27,
1245.[19] L. Yu, Y. Jiang, Y. He, C. T. Liu, J. Alloys Compd. 2015, 638, 7.[20] J. H. Sinfelt, J. L. Carter, D. J. C. Yates, J. Catal. 1972, 24, 283.[21] M. A. Atwater, T. L. Luckenbaugh, B. Hornbuckle, K. A. Daring, Adv.
Eng. Mater. 2018, 20, 1800302.[22] S. Eugenio, T. M. Silva, M. J. Carmezim, R. G. Duarte,
M. F. Montemor, J. Appl. Electrochem. 2014, 44, 455.[23] H. Natter, M. Schmelzer, R. Hempelmann, J. Mater. Res. 1998, 13,
1186.[24] A. L. Patterson, Phys. Rev. 1939, 56, 978.[25] W. M. H. Sachtler, R. Jongepier, J. Catal. 1965, 4, 665.[26] W. Seith, A. Kottmann, Angew. Chem. 1952, 64, 379.[27] S. Deville, Adv. Eng. Mater. 2008, 10, 155.[28] K. Nam, H.-G. Kim, H. Choi, H. Park, J. S. Kang, Y.-E. Sung, H. C. Lee,
H. Choe, J. Electron. Mater. 2017, 46, 3748.[29] L. Vitos, A. V. Ruban, H. L. Skriver, J. Kollar, Surf. Sci. 1998, 411, 186.[30] J. Osterwald, H. H. Uhlig, J. Electrochem. Soc. 1961, 108, 515.[31] C. Wei, N. Antolin, O. D. Restrepo, W. Windl, J.-C. Zhao, Acta Mater.
2017, 126, 272.[32] S. Langlois, F. Coeuret, J. Appl. Electrochem. 1989, 19, 43.[33] Y. Feng, H. Zheng, Z. Zhu, F. Zu, Mater. Chem. Phys. 2002, 78, 196.[34] L. J. Gibson, M. F. Ashby, Proc. R. Soc. London, Ser. A 1982, 382, 43.
© 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim9 of 9)