Fibreglass Pipelines
48
AS 2885.1 - ISSUE PAPER Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006 Title: Fibreglass Pipeline Materials for AS 2885 Author: D Kirk-Burnnand – PCT Engineers - compliments of Alinta Asset Management 2841DOC0001.doc Page 1 of 48 Fibreglass Pipeline Materials for AS 2885 This paper addresses the need for an appropriate inclusion of Glass Reinforced Plastic (GRP) materials in AS 2885 and suggests how this might be achieved. 2:1 σ sa(2:1) σ sh(2:1) σ sa(0:1) σ al(2:1) σ al(0:1) σ qs σ af(2:1) σ fs σ af(0:1) σ a,des (0:1) σ h,des σ a,des (2:1) σ ab σ ap σ h,sum STHS LTHS STAS Hoop Tensile Stress (MPa) Axial Tensile Stress (M Pa) fscale A0, A1, A2, A3 f2 f3 1a 2 3 4 5 σ a, sum KEY 1 schematic representation of the short-term failure envelope 2 idealized short-term failure envelope 3 qualified long-term failure envelope at standard conditions 4 factored qualified long-term failure envelope at project conditions 5 long term design envelope a For design Purposes, the shape should be based on actual measured data points Note: i) σ sa(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D1599 testing ii) σ sa(0:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2105 testing iii) σ al(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2992 testing 1b f1 f1
Transcript of Fibreglass Pipelines

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 1 of 48
Fibreglass Pipeline Materials for AS 2885
This paper addresses the need for an appropriate inclusion of Glass Reinforced Plastic (GRP)materials in AS 2885 and suggests how this might be achieved.
2 : 1 line0 0
259.35 129.675
Short Term Envelope (based on lcl values) Long Term Envelope Factored with fscale (Qualified Envelope)σsa(2:1) σqs
Hoop Axial Definition Hoop Axial Definition222.3 0 Ssh 2:1 142.2 0222.3 111.15 Ssa 2:1 142.2 71.10222.3 111.15 Ssa 2:1 142.2 71.10
0 75.2 Ssa 0:1 0.0 48.10
Longt Term Envelope Factored with A0, A1,A2,A3 Long Term Envelope Factored with f2σqf σdes, max
Hoop Axial Definition Hoop Axial Definition129.0 0 86.4 0129.0 64.5 86.4 43.2129.0 64.5 86.4 43.20.0 43.6 0.0 29.2
With Design Pressure Known Short Term Mean Axial Stress Short Term Mean Hoop Stress Long Term Mean Hoop Stressσdes STAS STHS LTHSHoop Axial Hoop Axial Hoop Axial Hoop Axial
50.19 25.09 0 78.5 247.0 0 148.9 050.19 0 247.0 123.5 148.9 74.4550.19 37.35
Design Allowablesσh, sum max allowable hoop stress 86.41 MPaσdex, max max allowable axial stress (pressure only) 43.21 MPaσhp design hoop stress due to pressure 50.19 MPaσap design axial stress due to pressure 25.09 MPaσdes(0:1) max allowable axial stress (unpressurised) 29.23 MPaσa, allow design allowable axial stress 37.35 MPaσab axial stress from sources other that pressure 12.25 MPa
2:1
σsa(2:1)
σsh(2:1)
σsa(0:1)σal(2:1)
σal(0:1)
σqs
σaf(2:1)
σfs
σaf(0:1)
σa,des (0:1)
σh,des
σa,des (2:1)
σab
σap
σh,sum STHSLTHS
STAS
Hoop Tensile Stress (MPa)
Axi
alTe
nsile
Stre
ss(M
Pa)
fscale
A0,A1,A2,A3
f2
f3
1a
2
3
4
5 σa, sum
KEY1 schematic representation of the short-term failure envelope2 idealized short-term failure envelope3 qualified long-term failure envelope at standard conditions4 factored qualified long-term failure envelope at project conditions5 long term design envelope
a For design Purposes, the shape should be based on actual measured data points
Note:i) σsa(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D1599 testingii) σsa(0:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2105 testingiii) σal(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2992 testing
1b
f1
f1

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 2 of 48
TABLE OF CONTENTS:
1 Introduction ...................................................................................................................................... 3
2 Background ...................................................................................................................................... 32.1 GRP for Australian Pipelines ................................................................................................... 4
2.1.1 Difficult Services ........................................................................................................ 42.1.2 Whole of Life Solutions .............................................................................................. 42.1.3 Applications................................................................................................................ 4
2.2 GRP Material and Availability .................................................................................................. 52.2.1 History........................................................................................................................ 52.2.2 Engineering Material .................................................................................................. 52.2.3 Availability .................................................................................................................. 6
2.3 GRP Inclusion in AS 2885 ....................................................................................................... 62.3.1 AS 2885-1 - 1997 Current Issue ................................................................................ 62.3.2 AS 2885 DRAFT ........................................................................................................ 72.3.3 AS 2885 Future.......................................................................................................... 7
3 Technical Considerations ............................................................................................................... 93.1 GRP Pipe Manufacture ............................................................................................................ 9
3.1.1 ISO 14692 Part 2....................................................................................................... 93.1.2 API 15 HR Specification for High Pressure Fiberglass Line Pipe – 2001 ................. 93.1.3 API 15LR - Specification for Low Pressure Fiberglass Line Pipe – 1990 ............... 103.1.4 ASTM D 2992, D 1599, D 2105 and D 3567 ........................................................... 103.1.5 Manufacturing Issues............................................................................................... 10
3.2 GRP Design Standards.......................................................................................................... 113.2.1 Why AS 2885 ........................................................................................................... 113.2.2 Why API 15 HR........................................................................................................ 123.2.3 Why ISO 14692 Part 3............................................................................................. 14
3.3 GRP Design Methodology ..................................................................................................... 183.3.1 Outstanding Issues .................................................................................................. 213.3.2 GRP Design Outcomes ........................................................................................... 21
3.4 GRP Installation ..................................................................................................................... 223.4.1 ISO 14692 Part 4 ..................................................................................................... 223.4.2 Field Fit vs Installation Tolerance ............................................................................ 233.4.3 Non Standard Components vs Standard Pipeline Crews........................................ 233.4.4 Handling and Assembly Methods ............................................................................ 243.4.5 Repairs, Modifications and Tie-Ins .......................................................................... 24
4 Proposed AS 2885 Revisions........................................................................................................ 25
5 Proposed ISO 14692 Revisions .................................................................................................... 285.1 Part 1: Vocabulary, Symbols, Applications and Materials ..................................................... 285.2 Part 2: Qualification and Manufacture ................................................................................... 305.3 Part 3: System Design ........................................................................................................... 335.4 Part 4: Fabrication, Installation and Operation ...................................................................... 38
6 Suggested Further Works ............................................................................................................. 39
7 Reference Material ......................................................................................................................... 41
APPENDIX A: – GRE DESIGN OUTCOMES............................................................................................ 43

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 3 of 48
1 INTRODUCTIONComposite Glass Reinforced Plastic (GRP) has properties of significant benefit for high pressurepipelines in corrosive services where it can have significantly lower operating costs (OPEX) than steelpipe. Recent changes are seeing GRP pipe also compete with steel pipe on installed cost (CAPEX). As aresult its use in Australian pipelines is expected to increase in both corrosive and non-corrosive services.
AS 2885 currently allows GRP as an “alternative material” but otherwise provides little guidance for itsapplication. This paper addresses the need for an appropriate inclusion of GRP materials in AS 2885 andsuggests how this might be achieved.
The paper identifies a number of outstanding issues which will need to be addressed for GRP to bewidely accepted by regulators, designers, constructors and owners as an AS 2885 pipeline material.Pipeline industry and peer input to the subject are essential to manage the risks inherent with theintroduction of this “new” material and the benefits it can bring to the industry.
2 BACKGROUNDGlass Reinforced Epoxy (GRE) pipe is finding increasing use in Australian high pressure pipelines yet thismaterial is not well addressed by the applicable Standards. As a consequence the regulatory frameworkand technical requirements for its use are not clear. The current AS 2885.1 Draft includes limitedreferences to GRP and applicable Standards for pipe manufacture and design. Further detail is necessaryto address the inclusion of GRP material as a real alternative for Australian pipelines and to provideguidance to manage the risks associated with its use on pipelines.
Petroleum pipelines in Australia rely heavily on AS 2885 which aims to be the “single and sufficient”Standard for high pressure pipeline design, construction and operation. For GRP to be an acceptedcomponent of this industry it is necessary to establish appropriate technical requirements for this material.Such requirements should demonstrably “meet the intent of AS 2885” which currently includes wellestablished and detailed criteria for steel pipelines.
Several specifications for GRP have been considered for this purpose including ASME B31.3 Section VII,API 15LR, API 15HR, UKOOA Specifications and Recommended Practices, Shell DEP 31.38.70.24 andISO 14692 (developed from the UKOOA specifications and the Shell DEP). ISO 14692 and other relatedStandards have been proposed and are now included in the AS 2885.1 Draft to form the basis of asuitable technical framework.
The pipe material considered by this paper for pipeline use is a continuous glass filament roving, spiralwound onto a mandrel and impregnated with suitably catalysed epoxy resin filler. The pipe typically hasmale–female threaded ends in accordance with API RP 5B which are assembled with a lubricant/sealant.This does not exclude the use of other GRP pipe materials from use on pipelines.
With GRP application to hydrocarbon pipelines possible from production well flowlines right through todistribution networks the regulatory path which enables the use of GRP in each application needs to beestablished and clear. The regulatory framework for petroleum pipelines in Australia is enabled viavarious State Acts and Regulations and within the individual Licenses issued by the RegulatoryAuthorities. In many cases the regulatory path to AS 2885 is incomplete. For example, productionflowlines, distribution system pipelines and consumer pipelines are excluded from the WA PetroleumPipelines Act and AS 2885 is not listed in the WA Petroleum Pipelines Regulations. AS 2885 may in factbe the most suitable standard for these pipelines but the Regulator must include AS 2885 in the Licenseconditions to complete the regulatory path.
The application of GRP to high pressure pipelines already extends to services other than petroleum andhighlights an issue that also affects a growing number of steel pipelines. AS 2885 currently can only beapplied to “petroleum” product pipelines yet is has already been identified as a Standard of choice forother services. Changes to AS 2885 to allow for its use in non petroleum services would help inauthenticating its application to these pipelines. Inclusion of AS 2885 in the License conditions wouldagain be required.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 4 of 48
2.1 GRP for Australian Pipelines
2.1.1 Difficult ServicesGRP is particularly suited to corrosive services such as well production fluids, waterflood, water disposaland wet or sour gas where it’s almost complete resistance to corrosion has great benefit. It is one of veryfew materials able to provide this benefit in high pressure services.
GRP material is also resistant to external corrosion so does not require high quality coating systems,impressed current or anodic corrosion prevention systems or regular DCVG surveys. This also makesGRP suited to locations with difficult CP conditions such as adjacent to other pipelines or structures, or inhighly inductive locations such as beneath HV power transmission lines.
GRE can be used, with due care, at temperatures down to -40°C and up to 95°C.
The ability for GRP to provide a leak and emission free for life installation in sensitive areas with toughenvironmental restrictions is a distinct advantage over aging carbon steel systems which may have ahistory of leaks. The lightweight GRP material can also provide for a low installation footprint as fewer andlighter weight machines are required. In particularly sensitive areas the pipes may be hand carried andassembled.
2.1.2 Whole of Life SolutionsWith careful design and despite the difficult services GRP can provide a leak free, system for in excess of20 years. In many applications this constitutes a near maintenance free whole of life solution. For othermaterials special coatings, tight quality assurance measures, continuous corrosion protection, regularinspections, pigging surveys, high maintenance and eventually replacement may be necessary for thepipeline to last this long.
Achieving such a whole of life outcome does, however, require a level of excellence in materials,manufacture, shipping, design, installation, inspection, testing and maintenance at a level comparablewith that required by AS 2885 for steel pipelines. Without sufficient care at each step GRP pipelines canand do experience failures.
GRP pipelines have long been seen as requiring high initial CAPEX expenditure but low levels of ongoingOPEX. This has often lead to GRP showing a better whole of life cost in some services. Recent changesin pricing of steel, the high demand and low availability of pipe steels and a tight market for skilledtradespeople are making even the installed cost for GRP pipelines competitive with steel.
2.1.3 ApplicationsCurrent GRP pipeline applications in Australia include hydrocarbon production flowlines, field gatheringsystems, produced water handling/disposal and waterflood systems. This covers a large part of oilfieldinfield pipelines of all production fluids with the exception of gas. While there is limited evidence of GRPpipelines carrying high pressure dry sweet gas there are several installations that have been in service forseveral years carrying wet or sour gas at high pressure. In some markets regulatory limitations have beenapplied to the use of GRP for high pressure gas transportation.
Well Fluids, Wet Gas, Sour Gas, Waterflood, Produced Water and Corrosive Fluids are obvious servicesfor GRP when these need to be carried over distances at high pressures. In many cases GRE hasbecome the material of choice when transporting liquids within the oilfield.
In Australia these pipelines are typically non-registered pipelines as they remain within the oilfieldproduction licence area. Many have used AS 2885 as the governing standard either by direction of theRegulator or by choice. With many of these pipelines unregistered and so lightly regulated GRP has hada low relatively profile with Government Regulators.
Tightening environmental requirements, risk management processes and changing material prices areexpected to lead to increased utilisation of GRP materials. The growth can be expected in the currentservice areas and through expansion into new areas. This will inevitably lead to increased application ofGRP on registered pipelines and the possibility of service on;

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 5 of 48
Coal Seam Methane (CSM) and Coal Mine Methane (CMM) where GRP offers the prospect ofhigh pressure gas gathering pipelines from widely spaced infield production manifolds tocentralised gas treatment facilities.
Gas pipeline laterals where the deletion of corrosion protection, low labour skill levels and quickinstallation provides significant benefit.
Consumer gas pipelines within lease areas where the pipeline maintenance skills do not existand cannot be justified.
Gas distribution network headers where pressures higher than the 1050 kPa limit for HDPE andPVC are required and effective CP can be difficult to implement.
Fuel and other hydrocarbon product pipelines from refineries and tank farms where highenvironmental requirements and difficult CP conditions may exist.
Gas transmission pipeline use is unlikely for now because the fluid is typically dry and sweet.GRP may, however, find use in short difficult sections such as beneath HV power transmissionlines where it might enable the pipeline to share the power corridor.
2.2 GRP Material and Availability
2.2.1 HistoryGRP pipe has been around for 30 plus years with higher pressure continuous filament wound pipe nowreadily available for use at up to 10 MPa in the DN200 size.
GRE pipelines have been in use in the oil and gas industry for many years and particularly for infieldpipelines handling untreated oil/water/gas well fluids where the performance has proven to be veryeffective for these often corrosive applications.
High pressure GRE Pipelines have been used in Australia for around 20 years with around 1,200 kmexpected to be in service by the end of this year.
2.2.2 Engineering MaterialGRE pipe for high pressure pipeline service typically uses a multi layer, dual direction, spiral wound,continuous glass filament roving in an epoxy laminate which is manufactured on a tapered steel mandrel.The joints for high pressure pipe are typically threaded male-female with or without o-rings and either castintegral with the pipe, machined onto the pipe end or moulded on to the pipe shell.
GRE pipeline materials have the glass strands wound at around a 60° included angle to intentionallyexhibit anisotropic elastic properties. The resulting hoop strength is much higher than the axial strengthwhich suits an unrestrained pipe under internal pressure where the hoop stress is naturally double theaxial stress. The pipe wall strength is in this way optimised to match the applied loads. Steel pipes beingclose to isotropic can accommodate higher axial loads but in most conditions this axial strength isunderutilised.
The male-female (M-F) threaded pipe joints are available in typically 9 m lengths and the female-female(F-F) pipe fittings are available in a range of elbow angles, tees and adaptors, including GRE flanges tomate with ASME B16.5 steel flanges. The fittings tend to be quite bulky and require male-male (M-M)nipples to make up with a pipe run. Threads are made up with a lubricating/jointing compound using turnof thread or torque to control the final tightness. Torque can be applied using hand tools for small sizes orwith a hydraulic tool for larger sizes. Thread sealing is achieved within the thread so o-rings are normallyrequired only to keep the threads clean.
The threaded joints make for quick assembly and high axial load capacity.
When changing direction at an elbow or tee it is not always convenient to do so at the end of a 10 mspool so heavy wall nipple stock and couplings are available which can be field threaded to accuratelylocate the fitting.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 6 of 48
GRE pipe behaviour is entirely predictable making it a reliable engineering material. When loaded thematerial exhibits elastic stress/deformation behaviour up to an initial delamination failure followed muchlater by an eventual rupture in much the same way that steels exhibit yield then rupture. GRE materialstrength is significantly affected by the wall temperature and by the length of time exposed to stress.Under extreme pressure the pipe typically experiences weeping through the wall rather than catastrophicfailure. Pipe rupture is not, however, unknown under combined extremes of pressure, axial load andbending. It is therefore essential that these loads are limited by proper design and pipe restraint.
Physical properties of GRE pipe include;
Anisotropic – the elastic modulus and Poisson’s ratio in the hoop, axial and radial directions varysignificantly and must be properly accounted for in the design.
Elastic behaviour is linear and reversible within the allowable design range.
Strength and elastic properties vary with – glass type, resin type, catalyst type and winding angleallowing the pipe to be tailored for typical pipeline service.
The stress time dependant nature is easily predictable with regression curves available for eachpipe material enabling it to be designed for a required service life.
Temperature dependence of the material at elevated temperatures is established from testingand available for design purposes.
Cyclic loading affects the material strength with established design criteria available.
The affect of a wide range of chemical products on the strength of GRE has been establishedand is accounted for within the design.
2.2.3 AvailabilityGRE high pressure pipeline material is typically available in the following pressure-size ranges;
5 MPa DN40 through DN250 10 MPa DN40 through DN200 12 MPa DN40 through DN150 18 MPa DN40 through DN100
2.3 GRP Inclusion in AS 2885
2.3.1 AS 2885-1 - 1997 Current IssueWhile AS 2885 is specifically written for “steel” pipelines (Clause 1.1) alternative materials are notprohibited. Clause 1.4 - Departures From This Standard, allows the use of other materials and designsthat “…give equivalent or better results…”.
The Australian Standards ME 38 Committee, which is responsible for AS 2885, responded to question’sput to them at a 2003 Perth conference with the following advice:
GRE materials are currently being considered and are expected to be included in a later editionof AS 2885.
GRE materials may be used on current pipelines so long as appropriate Standards are used andthe design satisfies the fundamental principals of AS 2885.
Some apparent requirements of AS 2885 (e.g. Clause 4.3.8.7 Road and railway reserves) maynot be suitable for all applications. In these cases appropriate engineering by competent personsshould be used.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 7 of 48
2.3.2 AS 2885 DRAFTA number of changes have already been incorporated in the current AS 2885 Draft in order to support theuse of GRP pipe material in Australian pipelines.
PREFACEo 5) Section 3 (Materials) The use of fibreglass and corrosion resistant alloy pipe
materials for pipelines constructed to this Standard is permitted and limited, in thisSection.
SECTION 1 SCOPE AND GENERAL1.1 SCOPE
o Where approved, this Standard may also be used for design and construction ofpipelines made with corrosion resistant alloy steels or fibreglass. Where this Standard isused for pipelines fabricated from these materials appropriate requirements shall beestablished to replace the provisions of this standard in relation to nominated standardsfor Materials (Section 3), Fracture Control (Section 4.8), Stress and Strain (Section 5.7)and Corrosion (Section 8) and the provisions of AS 2885.2 in relation to Welding and NonDestructive Examination. For fibreglass appropriate requirements shall be established toreplace the hydrostatic strength test endpoint provisions of AS2885.5.
SECTION 3 MATERIALS AND COMPONENTS3.2 QUALIFICATION OF MATERIALS AND COMPONENTS
o 3.2.2 Materials and components complying with nominated Standards
o (c) Fibreglass pipe .API 15LR, API 15HR or ISO 14692 Parts 1 and 2
o Note: Where this standard is used for pipelines constructed with Corrosion ResistantAlloy or fibreglass pipe, attention is drawn to the requirements of Clause 3.1.
SECTION 5 PIPELINE DESIGN5.1 BASIS OF SECTION
o NOTE: Where a pipeline is constructed from fibreglass material, ISO 14692 Part 3provides guidance on design procedures for this material.
o 5.5 EXTERNAL INTERFERENCE PROTECTION
o 5.5.5 Physical protection measures
o (b) Resistance to penetration - Resistance to penetration is a physical measure forprotection if the resistance to penetration is sufficient to make penetration improbable.NOTE: For fibreglass pipe resistance to penetration is not considered to be an effectivecontrol for most pipe that would be considered cost effective as an alternative to steel.
A2 REFERENCED DOCUMENTSo ISO 14692 Petroleum and Natural Gas Industries. Glass Reinforced Plastic Piping
o ISO 14692.1 Part 1: Petroleum and Natural Gas Industries
o ISO 14692.4 Part 4: Glass reinforced plastics (GRP)
2.3.3 AS 2885 FutureA further change has been proposed which would allow non petroleum pipelines to utilise AS 2885. Thiswould reflect the fact that it is already being adopted for services other than petroleum.
Additional references or corrections to standards applicable to GRP are suggested as follows;
o AS 2566 Buried Flexible Pipelines [has already been proposed for inclusion]
o ISO 14692 Part 1: Vocabulary, Symbols, Applications and Materials
Part 2: Qualification and Manufacture
Part 3: System Design

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 8 of 48
Part 4: Fabrication, Installation and Operation
o API 15HR High Pressure Fiberglass Line Pipe
o API 15LR Low Pressure Fiberglass Line Pipe
o ASTM D3567 Standard Practice for Determining Dimensions of Fiberglass Pipe andFittings
o ASTM D2992 Standard Practice for Obtaining Hydrostatic Design Basis for FiberglassPipe and Fittings
o ASTM D2105 Standard Test Method for Longitudinal Tensile Properties of FiberglassPipe and Tube
o ASTM D1599 Standard Test Method for Resistance to Short-Term Hydraulic Pressureof Plastic Pipe, Tubing and Fittings
A GRP Appendix may be required to adequately address issues that need to be considered outside of thereferenced standards.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 9 of 48
3 TECHNICAL CONSIDERATIONS
3.1 GRP Pipe Manufacture
3.1.1 ISO 14692 Part 2ISO 14692 Part 2 is suitable as a manufacturing specification for line pipe materials to be used inAustralian pipelines.
Due to changed and more complex testing and qualification requirements (from the API15HR and LRrequirements) and the time required to carry out some tests this pipe is not currently as widely availableas the API 15HR and LR pipe. It is expected that ISO 14692 qualified pipe will be of a higher quality, dueto tougher quality requirements (than the API pipe) but is also likely to be more expensive.
A number of variations to the current ISO 14692 Part 2 Specification have been proposed by the author ofthis paper and are currently under review by the ISO TC 67/SC 6/WG 5 Committee. The proposedchanges are discussed later in this paper. The variations proposed to the current ISO 14692 Specificationinclude attempts to simplify, clarify and correct errors that exist in the current document.
It is recommended that the Optional Short Term Burst Tests of Clause 6.8.3 be called for and treated as abatch acceptance test per Clause 8.3.4 and as per the proposed variations.
3.1.2 API 15 HR Specification for High Pressure Fiberglass Line Pipe – 2001Cover pipes rated for 500 psi (3.45 MPa) to 5,000 psi (34.5 MPa) with mechanical connections.
This API specification has previously been used to select GRE line pipe and fittings materials for use inAustralian pipelines and to demonstrate compliance of the pipeline applications engineering. It is not,however, suitable for this second purpose.
1 Scope
1.1 Purpose
o 1.1.1 “…. to provide for the availability of ….. fibreglass line pipe.”
o 1.1.2 “….. provides requirements for performance, design, materials, tests andinspections, marking, handling, storage and shipping.”
This confirms that the purpose of the code is to set out requirements for design, manufacture and deliveryof the line pipe as an engineered product and not for the application design of pipelines.
API 15HR is suitable as a manufacturing specification for line pipe materials to be used in Australianpipelines. It does not provide guidance for the installation design of pipelines and therefore is not asuitable standard for pipeline design under AS 2885 in Australia.
Equation 1: Pr = Sf x Ss x (Ro^2 – Ri^2) / (Ro^2 + Ri^2) – thick wall method
Or Equation 2: [corrected to read] Pr = Sf x Ss x 2 x t / D – thin wall method
Where Sf = 0.67
are used to calculate the API 15HR Standard Pressure Rating Pr for a given pipe @ 20 yrs @ 150°F forsalt water which represents a maximum allowable pressure for straight buried pipelines under theseconditions only but subject to no other external loads.
API 15HR Pr with a Sf of 0.67 should not be used for the selection of the pipeline wall thickness as it doesnot take into account installation loads and stresses that can adversely affect the pipe and lead topremature failure. Appendix G already suggests some of the factors that are better dealt with by

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 10 of 48
ISO 14692. A pipeline design pressure may need to be well below the Pr pressure depending on theservice and installation conditions.
With a suitably modified design factor (determined by the installation designer) API 15HR appears to besuitable for the design and manufacture of the line pipe and fittings as a product.
ISO 14692 more closely meets the intent of AS2885 for both material design, manufacture andapplications design.
It is recommended that the API 15HR pipe design pressure or wall thickness and allowable stresses bedetermined in accordance with ISO 14692 and not API 15HR.
API 15 HR allows for the manufacture of line pipe either with or without the API logo applied. If the APIlogo is applied then all requirements of the Specification must be met. If the logo is not applied then it iscritical that all variations to the Specification are understood and accepted by the purchaser and thedesigner. Pipes with the API logo applied are likely to be more expensive than non certified pipe.
It is recommended that the Short Term Failure Pressure testing required by Clause 7.4.3 and used as abatch acceptance test as required by Clause 7.4.5 be retained. It is further recommended that these testsbe carried out to failure rather than terminated once the acceptance pressure is achieved. This ensuresthat the eventual failure mechanism is identified and is consistent for all pipes.
Additional testing requirements may be appropriate depending on the pipeline service (e.g. pneumaticleak testing of each product type and of samples from each batch may be appropriate for gas service).
3.1.3 API 15LR - Specification for Low Pressure Fiberglass Line Pipe – 1990Covers pipe from 150 psi (1.0 MPa) to 300 psi (2.1 MPa) and higher in sizes up to 16” (400 NPS).
API 15LR also appears to be suitable as a manufacturing specification for line pipe materials to be usedin Australian pipelines.
It should be noted that the API 15LR pipe pressure rating and allowable stresses should be determined inaccordance with ISO 14692 and not API 15LR.
3.1.4 ASTM D 2992, D 1599, D 2105 and D 3567These four ASTM Standards are common to the API and ISO Specifications and an inherent part of thepipe qualification and design processes. Unfortunately between the API, ISO and ASTM documentsminor variations in product measurements and formulas exist which result in significant confusion ininterpreting and applying test results to the pipes. The problems relate to the way the reinforced wallthickness and pipe diameter are determined and used in calculations which convert pressure to stressand back to pressure again. One result is that different manufacturers could arrive at different pressureratings for a similar pipe. The variations proposed to the current ISO 14692 Specification include anattempt to simplify and clarify how ASTM test pressure results should be converted to pipe wall stressesand these then converted back to design pressures. This should provide for a level playing field for allpipe manufacturers. It is therefore recommended that the methods outlined in this paper, as variations toISO 14692, be applied where appropriate, in place of those in the ASTM Standards.
3.1.5 Manufacturing IssuesThe tools and processes used to manufacture the pipe lengths have been developed over many yearsand vary between manufacturers. The methods used rely heavily on the manual skil ls of the workforcewith a slowly growing level of automation. Supervision, quality tracking and testing are used to identifyand minimise manufacturing issues. Some issues remain which can lead to substandard batches orindividual pipe lengths, a small number of which are considered below.
Wetting of the glass fibres can be incomplete and lead to gas escape or weeping failure. Visualexamination will usually identify this but it is much harder to determine at what level dry areasmight become a problem. Operator training and machine maintenance are the usual methods tomanage this problem. It may also be necessary to reconsider the facilities used for glass storagein order to reduce the moisture level on the fibres. Once the glass roving packages have been

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 11 of 48
opened moisture can condense on the surface of the glass strands and prevent complete wetting.Storage in a dry or heated environment may reduce the wetting problem. Pneumatic testing ofassembled production spools for a pipe order should help ensure this problem does not reach thefield.
Voids are often present within the epoxy filler due to laminating technique or as a result of thecuring process. If these are large, elongated or too many in number they can lead to gas escapeor weeping failure in the machined area behind the male thread. Regular microscopicexamination of production piping will identify such a fault and may require retraining or changes incatalyst type or level. Pneumatic testing of assembled production spools for a pipe order shouldhelp ensure this problem does not reach the field.
The integrity of the screwed joints is often not adequately tested by shop hydrotesting of eachpipe length. It is therefore important that hydraulic burst tests are carried out on each batch andthat acceptance of the batch be conditional on a satisfactory test result. It is considered that thejoints should not be a dominant failure point for these tests.
The detailed installation design of a pipeline must consider pipe, joint and fittings and ISO 14692provides means to complete this design. The detail required to accommodate joints and fittingscan be tedious and too slow to allow up front ordering of materials. It is considered that if thecomponent design and testing is sufficient to demonstrate that each component is at least asstrong as the pipe then it should be satisfactory to design for the pipe only. This would be a verydesirable outcome as it would also allow manufacturers to schedule component manufacturearound pipe orders and maintain a stock of such components. At this time insufficient evidencemay be available to show that the components meet this target and it may be necessary to havespecific component tests conducted.
3.2 GRP Design Standards
3.2.1 Why AS 2885AS 2885 is not the only standard suited to design of pipelines but it is certainly one of the most advanced.Key elements of the AS 2885 design methodology include;
Risk based approach
Performance based design - known failure conditions plus design margin
Highly theoretical approach to design analysis
Considers all stress inducing loads and load combinations
Staged contribution to safety from various protective measures
Maintained for life of pipeline with regular condition review
Addresses all stages from pipe procurement through to abandonment
GRP is already an alternative material
However; since departures from AS 2885 require approval by the Operating Authority some GRP relevantdepartures are listed below.
The design factor, effective yield stress and MAOP calculation used for GRP design are not inaccordance with Sections 3.4, 4.2.3, 4.3.4.1 but would use the appropriate equivalentrequirements of ISO 14692, ASTM D2992, ASTM D1599 and ASTM D2105 for this purpose.
A fracture control plan as required by Sections 2.3.4, 3.5, 4.3.7 is not appropriate for GRP pipematerial. A review of GRP failure modes, including consideration of known failures and impacttesting concluded that the selected material is not normally subject to catastrophic failure modes.Running fracture would, in any case, be arrested by the screwed joints.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 12 of 48
Gauging of the pipelines, as required by Section 6.17, may be unnecessary and impractical forGRP pipelines which include short radius elbows.
Pigging facilities may not be appropriate on a pipeline that is not subject to corrosion. The abilityto retrofit pigging capability may, however, be worth retaining.
The field hydrotest requirements will need to be reconsidered. ISO 14692 requires a fieldhydrotest at 1.5 x Design Pressure or a maximum of 0.89 times the Qualified Pressure of thepipe.
A detailed review will no doubt identify many more departures that will need to be documentedand approved.
3.2.2 Why API 15 HRAPI 15HR is suggested as being a suitable specification for manufacture of pipeline materials but must beused with care.
1.2.2 Service Conditions
o “The standard service conditions … are ….:
Service Life 20 years.
Service Temperature 150oF.
The fluid environment is salt water.”
o “Axial loads shall include end loads due to pressure and bending, where the curvature ofthe pipe divided by the outside radius of the pipe shall be greater than or equal to 1200.”
o “Cyclic pressure variation shall include 3,000 cycles from 0 to 120% of the Specification15HR Standard Pressure Rating. Cyclic pressure variation shall include 109 cycles withan R value of 0.9. (R = minimum pressure divided by maximum pressure).
The second paragraph states that the standard service conditions include axial loads generated byinternal pressure and axial loads generated by pipe curvature up to 1200 x Ro. I assume that the axialload from pressure refers to the unrestrained pipe condition which generates the highest axial loads. Thecurvature limit will result in a pipe wall strain of 1/1200 = 0.00083. .Since the elastic modulus of mostpipeline GRE composites does not vary much then the resulting wall stress will be nearly constant(14,000 MPa x 0.00083 = 11.6 MPa) regardless of the pipe size. I believe that it is intended that thiscurvature limit should be the all inclusive result of several installation conditions such as;
Installation curvature at direction changes
Support Span, self weight bending
Wind Load bending
Thermal expansion bending
Clause 1.2.2 also suggests that the installation curvature radius may be acceptable in addition to theinternal pressure Pr. Appendix G suggests that this may not be appropriate. The stress generated bycurvature is not insignificant and should be properly accounted for in the wall thickness determination andpipeline installation design [as it is in ISO 14692].
1.2.2 “Service conditions other than the standard .... conditions are discussed in 5.1.1 andAppendix G.”

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 13 of 48
5.1.1 “The published … 15HR Standard Pressure Rating shall be calculated by thefollowing equations …..
Pr = Ss x Sf x (Ro2 - Ri2)/(Ro2 + Ri2) Eqn 1
o [Standard thick walled vessel formula]
Pr = Ss x Sf x 2 x t / D. Eqn 2”
o [Standard thin walled vessel formula]
o [Note: Eqn 2 has been printed with Sf missing from the formula]
where “Ss = 95% LCL …. @ 20 years …. @ 150oF …. .
and Sf = 0.67 service (design) factor (See Appendix G)……”
Ss is defined at 150oF or higher – I believe this means that the testing temperature must be at or above150oF. It is not clear whether Ss should be adjusted for the application service temperature.
Appendix G suggests a more comprehensive determination of the default Sf = 0.67.
App G Service (Design) Factors.
“Consideration is being given to adopting a more comprehensive method of determiningthe pipe and prime connection pressure performance. The overall service (design) factor,Sf in Equation 1, will be the product of the individual service factors thus permittingadjustment of the Specification 15HR Standard Pressure Rating for specific applicationshaving other than the defined Standard Conditions.
Sf = Sfc x Sfe x Sfl x Sft x Sfa
Where
c – cyclic loading factor
e – environment factor
l – design life factor
t – temperature factor
a – additional axial load factor
Sfa = (sAP – sAA)/sAP
sAP = axial stress due to 15HR pressure rating
sAA = axial stress due to additional axial loads, for example bending a pipe to a certainradius of curvature, where sAA would be calculated as shown,
sAA = Ea.Ro/Rc”
The method stated, however, does not include a design margin or safety factor it simply adjusts forvarious service conditions. I believe that what was intended is to calculate a suitable adjustment to the15HR standard pressure rating (as is stated in the App G introduction above). App G should thenpropose;
Sf (service) = 0.67 x Sfc x Sfe x Sfl x Sft x Sfa
which can be used to adjust Pr to a design pressure for project conditions and is closely equivalent to theISO 14692 method.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 14 of 48
Sfa, which accounts for axial loads other than from internal pressure, should include for ALL othersources of axial load on the pipeline not just installation curvature.
Note that if the wall thickness is determined based on the Ss, hoop stress, only with a designfactor of 0.67 then the added curve stress of 11.6 MPa will reduce the safety margin.
Experience from recent GRE pipeline design shows that for above ground installations in a harshenvironment Sfa needs to be around 0.6 (i.e. 60% of the strength, or wall thickness, is used forpressure containment and 40% is available for other axial loads.) The design factor Sf for use inEqn 1 or 2 would then be 0.4 rather than the 0.67 used in API 15HR Eqn 1 and 2.
For buried pipelines where installation curvature Rc can be restricted it is likely that Sfa willtypically be around 0.7 (Rc ~ 1500 x Ro) with a maximum of 0.85 (Rc ~ 3000 x Ro). The designfactor Sf for use in Eqn 1 or 2 would then be between 0.45 and 0.57 rather than the 0.67 used inAPI 15HR Eqn 1 and 2.
It is noted that Appendix G does not include any adjustment for sustained vs thermal vs occasional loadsyet the material is known to be very susceptible to such load duration changes. The basis for determiningSs appears to be for sustained type loads so such a correction would seem to be appropriate. Noalternatives to the 0.67 design factor are offered as is done in ISO 14692.
Unfortunately no method is proposed for determining the magnitude of several of the service factors so,while the method has merit, it does not provide a solution to the pipeline designer.
Ss represents the limiting failure hoop stress after 20 years of continuous exposure to the standardpressure and temperature. The required shop hydrotest (Sect 7.4.1) is 1.5 x Pr. Note that 1/1.5 ~ 0.67 sothe shop hydrotest is done at the 95% LCL long term failure stress. The manufacturers typicallyrecommended field hydrotest of 1.25 x Pr is therefore conducted at 83% of the limiting long term failurecondition. Installation curvature, static head and thermal expansion loads will also be present adding tothe pressure induced stresses. This could lead to field hydrotest pipe wall stress greater than thatachieved during the shop hydrotest which would not be desirable. ISO 14692 requires a field hydrotest at1.5 x Design Pressure with a maximum of 0.89 times the Qualified Pressure of the pipe and this upperlimit should ensure that the field stress is lower than that from the shop hydrotest.
Pipe wall thickness calculations utilise a test result from ASTM D2992, Procedure B, which involves astatic pressure test. There is no explanation or testing required to confirm that the material is indeedsuitable for the cyclic stress loading noted in the Cl 1.2.2 Service Conditions. ASTM D2992, Procedure A,involves a cyclic pressure test but is not referenced in API 15HR and is not comparable.
1.3 “Availability of Test Results.”
“The manufacturer shall prepare a report as outlined below:”
A list of materials tests and design calculations is provided which would provide acomprehensive Design Book record of the pipe and its properties.
Manufacturing and quality records are called up elsewhere though these would not provide full materialtraceability that would be expected for steel pipelines built in Australia. Depending on the risk levelsassociated with the particular pipeline additional traceability records may be considered appropriate butmay not be readily available.
3.2.3 Why ISO 14692 Part 3ISO 14692 is proposed as the basis for engineering design of GRP pipelines and exhibits several keyelements of the design methodology used by AS 2885.
Performance based design - known failure condition plus design margin

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 15 of 48
Highly theoretical approach to design analysis
Considers all stress inducing loads and load combinations
Maintained for life of pipeline with regular condition inspections
Addresses all stages from pipe manufacture through to abandonment
ISO 14692 requires consideration of an extensive range of design issues apart from just an analysis ofthe hoop stress in the pipe. These include;
Joint Selection
Fire and Blast Resistance
Jet Fires
Electrostatic Discharge
Galvanic Corrosion (when carbon fibre is present)
Erosion
Water Hammer
Vacuum
Cyclic Conditions
Dynamic Loads
Thermal Expansion
Low Temperature Service
UV Protection
Weathering Resistance
Pipe Support Contact Stress
Lightning Strike
Flexibility Analysis
Limited Third Party Damage Risks
In many instances significant guidance is included to assist the designer. In some, such as third partyprotection, further work is clearly required to ensure an AS 2885 equivalent design.
The main methodology of the ISO 14692 design is a comprehensive assessment of the pipes ability tosafely withstand stress. This is achieved by;
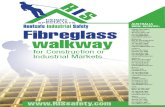
1. Identifying, through destructive testing, key points on a simplified short term failure stressenvelope on a plot of hoop and axial pipe wall stress as the two primary axes.
2. Long term destructive testing is then used to develop a scaled version of the failure envelopesuitable for a sustained 20 year, salt water, steady pressure load at 65°C.
3. This envelope is then further scaled using established factors which correct the test resultsfor the project conditions, such as;
a. Design Life other than 20 years
b. A temperature other than 65°C [factor A1]
c. A fluid other than salt water [factor A2]

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 16 of 48
d. Cyclic Loading Conditions and Fatigue [factor A3]
4. Finally, a suitable design safety factor [f2] is applied to again scale the failure envelopedepending on the load duration being either sustained or occasional. The design factorsused are as follows;
Load Type Duration Factor f2 Example
Occasional Short Term 0.89 Hydrotest, Transient Pressure, Wind
Sustained plus Thermal Long Term 0.83 Self Weight + Thermal Growth
Sustained Long Term 0.67 Self Weight, Operating Pressure
Note: An additional factor of 1.0 has subsequently been proposed for hydrotest.
The result will be one or more allowable stress design envelopes which are used to determine if thedesign loads are acceptable or not.
A further factor [f3] is used to ensure that the pipe has adequate strength to withstand both internalpressure and axial stress resulting from other loading conditions. While no recommended values areprovided for f3 it is likely that this will be in the range from 0.4 to 0.85 with maximum of 0.9.
Design loads are to be determined using a comprehensive analysis of all relevant combinations of loadswhich may generate stress in the pipe wall. Conventional stress analysis and flexibility calculationmethods are used to calculate the wall stresses so existing tools and design knowledge can be applied.
Pipe hoop stress is determined using thin wall theory as the method is limited to pipe with D/t > 10.
Hoop stress from internal pressure is calculated as Shp = P x D / (2 x tr) [Eqn 27]
where D is the mean reinforced pipe wall diameter D = ID + tr
and tr is the average reinforced wall thickness of the pipe
[Note: It has been proposed that tr should be the minimum reinforced wall thickness]
Axial stress from internal pressure in an unrestrained pipe Sap = P x D / (4 x tr) [Eqn 29]
Axial stress due to installation curvature is determined using normal beam theory.
Axial stress and deflection due to support spans uses conventional beam bending formula depending onthe degree of end restraints.
Shell and column buckling loads are considered with suitable design margins applied.
Combinations of the identified loads are applied as appropriate to the conditions and the load duration.
So long as each design case considered results in combinations of hoop and axial stress which fall withinthe allowable stress envelope the design is considered to be satisfactory.
The method used has significant parallels to those currently used for design of steel pipe material inAS 2885 and so goes a long way towards the ME 38 requirement as stated in 2003 “to satisfy thefundamental principals used in AS 2885”.
An example of the development from failure envelope to allowable stress envelopes is provided below;

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 17 of 48
2 : 1 line0 0
259.35 129.675
Short Term Envelope (based on lcl values) Long Term Envelope Factored with fscale (Qualified Envelope)σsa(2:1) σqs
Hoop Axial Definition Hoop Axial Definition222.3 0 Ssh 2:1 142.2 0222.3 111.15 Ssa 2:1 142.2 71.10222.3 111.15 Ssa 2:1 142.2 71.10
0 75.2 Ssa 0:1 0.0 48.10
Longt Term Envelope Factored with A0, A1,A2,A3 Long Term Envelope Factored with f2σqf σdes, max
Hoop Axial Definition Hoop Axial Definition129.0 0 86.4 0129.0 64.5 86.4 43.2129.0 64.5 86.4 43.20.0 43.6 0.0 29.2
With Design Pressure Known Short Term Mean Axial Stress Short Term Mean Hoop Stress Long Term Mean Hoop Stressσdes STAS STHS LTHSHoop Axial Hoop Axial Hoop Axial Hoop Axial
50.19 25.09 0 78.5 247.0 0 148.9 050.19 0 247.0 123.5 148.9 74.4550.19 37.35
Design Allowablesσh, sum max allowable hoop stress 86.41 MPaσdex, max max allowable axial stress (pressure only) 43.21 MPaσhp design hoop stress due to pressure 50.19 MPaσap design axial stress due to pressure 25.09 MPaσdes(0:1) max allowable axial stress (unpressurised) 29.23 MPaσa, allow design allowable axial stress 37.35 MPaσab axial stress from sources other that pressure 12.25 MPa
2:1
σsa(2:1)
σsh(2:1)
σsa(0:1)σal(2:1)
σal(0:1)
σqs
σaf(2:1)
σfs
σaf(0:1)
σa,des (0:1)
σh,des
σa,des (2:1)
σab
σap
σh,sum STHSLTHS
STAS
Hoop Tensile Stress (MPa)
Axi
alTe
nsile
Str
ess
(MP
a)
fscale
A0,A1,A2,A3
f2
f3
1a
2
3
4
5σa, sum
KEY1 schematic representation of the short-term failure envelope2 idealized short-term failure envelope3 qualified long-term failure envelope at standard conditions4 factored qualified long-term failure envelope at project conditions5 long term design envelope
a For design Purposes, the shape should be based on actual measured data points
Note:i) σsa(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D1599 testingii) σsa(0:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2105 testingiii) σal(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2992 testing
1b
f1
f1

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 18 of 48
3.3 GRP Design MethodologyAdequate design of GRP pipelines does require special consideration of some aspects in order toaddress differences between this material and steel pipelines.
GRE, due to the arrangement of the glass fibres within the Epoxy matrix, exhibits strongly anisotropicmechanical properties. Along the primary axes of axial, hoop and radial the properties can typically be;
Axis ElasticModulus
Poisson Ratio Short TermFailure Stress
Long TermFailure Stress
SustainedDesign Stress
Axial 13,800 MPa 0.64 h/a75.2 MPa 48.1 MPa 31.1 MPa
Hoop 22,800 MPa 0.39 a/h222.3 MPa 142.2 MPa 92.0 MPa
Radial N/A N/A N/A N/A N/A
Note: Radial properties are generally not available.Note: The bold red values are derived from ASTM D2105, D1599 and D2992 tests.
Appropriate design formulas for exact 3D stress strain behaviour of anisotropic materials are not alwaysreadily available, for example, Roark’s Formulas for Stress and Strain do not address anisotropicmaterials. Anisotropic elastic design formulas need to be identified for accurate analysis of someconditions. For most design tasks, though, the differences have a limited impact on the design. Forpressure, curvature and bending analysis conventional design methods are appropriate but analysis ofstress in buried and restrained pipe under pressure requires other methods.
The symbols used to define the Poisson’s Ratio vary between reference texts with uncertain results.
Symbols used include h/a, a/h,a,h, ah, ha, major, minor. The terminology used in ISO 14692 is;
ha – axial strain component resulting from hoop stress
ah – hoop strain component resulting from axial stress
It is recommended that this terminology be used throughout as it aligns with several other standards.
There should be a fixed relationship between the Elastic Modulus and the Poisson’s Ratios as follows;
Ea x h/a = Eh xa/h (also refer ISO 14692 Pt 3, Annex C, Symbols – bottom of list)
Unfortunately vendors data provided for their pipes often does not fit this essential relationship and shouldbe queried.
The inclusion of burst acceptance tests for each batch of pipe is strongly recommended as a keycomponent in ensuring an appropriate margin between operating and failure pressures.
The ISO 14692 failure and design envelopes provide a convenient and highly visible way to demonstratecompliance of all design load cases by plotting all of these onto the relevant envelope. It is recommendedthat these plots be provided in the design and maintained with the pipeline records.
Analysis of pipe joints and fittings can be greatly simplified if it is known that each of the pipe fittings is atleast as strong as the pipe itself under all expected conditions of pressure, bending and axialtension/compression. If this is known to be the case then the design can be carried out based on thestrength of the pipe alone. At this time such evidence does not exist for the available pipe fittings. Thesavings in design costs may be sufficient to justify specific tests of components for a project.
In larger diameter and higher pressure pipes the standard pipe joint thread designs currently used bymanufacturers can result in the joints not being as strong as the pipe itself. This can be identified if thescrewed joints become the dominant failure mode in burst tests. As demand for larger and higherpressure pipes develops it is likely that the current thread design will need to be changed to avoid this

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 19 of 48
event. If the joints are not as strong as the pipes then the pipes may still be suitable for use subject tofurther design analysis.
The requirements of AS 2885 for fracture control of CS pipe are not applicable to GRP pipe. Failureanalysis for GRP must consider the likely modes of failure for the material. Technical informationreviewed from vendors and other publications typically identify a weeping type failure, due todelamination, as the normal mode of failure. Failure loads included internal pressure from hydrotest orthermal expansion of fluid, water hammer, external mechanical loading (e.g. vehicle impact) andsideways movement under compression due to insufficient lateral restraint. A review of identified GREfailure cases indicated that a catastrophic failure of the pipe material could occur in some instances,though a running fracture type failure is not seen as credible. Tests carried out to determine the likelyfailure mode for the selected material under combined pressure and impact resulted in only a partial lossof containment when failure did eventually occur rather than a catastrophic failure mode.
The wall thickness required of the pipe material will normally need to be determined well before a detailedinstallation design can be completed so that the pipe can be ordered, manufactured and delivered. To dothis sufficient hydraulic design of the pipeline must be completed to determine both normal, maximum andhydrotest pressures, including hydraulic head from elevation changes. An initial assessment of installationstresses, including curvature and support span should be carried out to determine resulting axialstresses. Note that if the pipeline is buried then consider imposing curvature limitations greater than thetypical Rc = 1200 x Ro. If above ground sections are associated with a long pipeline then consider usinga different wall thickness for these. A pipe must then be selected suitable to withstand the internalpressures and the axial stress at the same time. Note that most vendors publish Nominal PressureRatings for their product and these will typically be Pnpr = 0.67 x Pq and this value will be suitable onlyfor a sustained internal pressure so long as there is no other loads inducing further stress. This situationwill not occur in any pipeline as installation curvature or pipe spans alone will produce significant furtherstress. The ISO 14692 allowable stress envelope for a particular pipe and load case will quickly identifywhat pressure stress Sh,sum a pipe is able to withstand coincident with the required axial stress Sab.With Sh,sum and Pd known the required minimum reinforced pipe wall can be determined from tr,min =Pd x D / (2 x Sh,sum).
Additional wall thickness may be required for an un-reinforced internal liner (e.g. abrasion) and anexternal protective layer (e.g. UV protection).
The ISO 14692 design factors f2 vary from 0.67 through to 0.89 depending on the load duration, howeverfollowing advice from Dr Simon Frost, who chaired the ISO committee for this standard, a factor of 1.0may be approriate for the hydrotest condition.
AS 2885 relies heavily to the pipeline MAOP to identify and regulate pipeline design and operation. ForGRP pipelines the selection of an MAOP is a little different. MAOP is a maximum continuous operatingpressure and would equate to Pd,max = Sh,sum x 2 x tr,min / D, where Sh,sum was determined from thesustained load, f2 = 0.67, allowable stress envelope. AS 2885 pipelines are normally not allowed tooperate above MAOP (with a maximum short term transient of +10%). GRP pipelines may, however, besuitable to operate at well above this pressure. It is proposed that the MAOP term be retained and appliedto the sustained load case maximum design pressure, where f2 = 0.67, but the allowable transientpressure excursions be in accordance with ISO 14692 requirements. This may require pipeline pressurecontrols and pressure protection to allow excursions above the MAOP for regulated periods.
Cyclic or transient loading and water hammer must be considered in design of a GRP pipeline andsuitable allowances included per ISO 14692.
Installation curvature generates sustained stresses in the pipe wall and must be included for in thedesign. Curvature due to self weight and wind loading must be considered for above ground pipelinesalong with installation curvature. Total curvature, in the form of coincident vertical and horizontal bending,may need to be considered.
Support spans should be calculated to manage both stress and deflection using normal beam theory andappropriate end restraint conditions. Spans may be reduced in areas where other coincident loads occurin order to manage the total pipe stress.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 20 of 48
GRP materials exhibit relatively high thermal expansion but also have a relatively low elastic modulus.This combination enables the management of thermal growth using anchors and guides and the pipesown flexibility. Some reference texts state that the pipe can consequently be fully restrained withoutcausing damage and this may be true for a long straight buried pipeline. Restraint of above groundpipelines and direction changes should, however, be applied with great care as the forces involved forthick wall, high pressure, pipes can be very significant and very difficult to transfer from pipe to grade. Thebest approach seems to be to anchor the pipe infrequently and guide any thermal (and pressure) growthto flexible expansion points such as expansion loops. Analysis has concluded that simple inline directionchanges can usually be arranged to accommodate thermal growth.
Stress and flexibility analysis can be carried out with conventional tools such as Caesar II or finiteelement software. Coade are currently preparing an update to Caesar II to include the ISO 14692methods and acceptance criteria, though the UKOOA criteria already exist and may be adequate withsuitable care (refer to Coade for guidance). Within the normal design stress range the material stress vsstrain behaviour is fully elastic so conventional mechanical/structural analysis is normally adequate.
Buried straight pipelines will be fully axially restrained away from any above ground transitions andanalysis has concluded that the restrained pipe stresses will be within the ISO allowable limits. Anchorloads from the pipe at bends and above ground transitions and design of the anchors to safely transferloads from the pipe to the soil will need to be developed.
Anchor design for above ground pipes can utilise a flange to transfer the pipe load to the anchor and so tograde. Alternative arrangements shown in reference texts which utilise shear keys or sleeves glued to theoutside of the pipe are unlikely to work for thick wall, high pressure pipes as the loads can be very high. Ifsuch anchor points were to be used then appropriate design calculations and possibly tests should beconsidered.
Pipe supports must meet criteria established in ISO 14692 Pt 3, Cl 8.6, Annex E and Pt 4 Cl 5.5.3 withother useful references in UKOOA and the Shell DEP. Supports typically require the pipe to supportcontact area to be an extended saddle which wraps around a 120° arc of the pipe and is fitted with a softelastomer lining. Alternatives such as GRP saddles bonded to the pipe wall may provide an alternative ifa suitable design can be identified. There is however currently insufficient information available tocomplete a design. Analysis and testing have identified that thin walled pipes as small as 200 NPS cansuffer from excessive ovalising above supports. It is likely that ring design formulae or finite elementmodelling will be required to establish the suitability of this detail of a pipe support design.
Stresses in buried pipe trenches and road crossing should be analysed using AS 2566 as theAPI RP 1102 method called for in AS 2885 is suited only to steel pipes. AS 2566 has been proposed forinclusion in the revised AS 2885.
Pipe flotation and buoyancy control for water crossings and saturated trench backfill will need to beconsidered in the pipeline design. Particular attention may be needed to backfill compaction to preventboth flotation from saturated soil and uplift from thermal compression loads in the pipe. This has beenidentified as the likely cause of at least one significant pipeline failure event.
The GRP pipe outer wall is subject to UV damage if exposed to solar radiation and weather. If notprotected the epoxy will powder and expose the glass fibres, some of which may break off. The depth ofthis damage is very small and, if limited release of short glass strands is acceptable then ordering pipewith an extra 0.5 to 1.0 mm of outer wall may be sufficient to ensure this has no structural impact. Wherefurther protection is required a coat of polyurethane paint may prove to be a satisfactory solution.
Since GRP has a relatively low conductivity static charges can build up in dry gas or non-conductive fluidservices. Guidance is provided in ISO 14692 Pt 2 Annex G to determination of the materials electrostaticproperties. Guidance is provided in ISO 14692 Pt 3, Cl 10 for the associated hazard determination andmitigation measures.
In flammable gas service the screwed joints may be considered a potential leak source and so attract ahazardous area rating. It may be possible to avoid this by using a catalysed epoxy paste as the threadlubricant, effectively converting the maintainable screwed joint into a sealed integral joint. Theacceptability of this solution should be established before use.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 21 of 48
3.3.1 Outstanding IssuesA number of issues remain to be resolved for GRP to be widely accepted as an alternative AS 2885material. This itself should not prevent GRP use on particular pipelines so long as these issues areconsidered within the pipeline design.
Third party protection measures can be expected to differ from those appropriate for steel pipes due tothe expected much lower resistance to penetration of the GRP pipe material. Options to address such ashortfall could include;
An increased design margin,
Increased burial depth,
Concrete slabs at ditches,
Geotextiles installed above the pipe
Testing should be carried out to determine the penetration resistance of GRP pipes of a similar pressurerating to that of steel pipes that have previously been tested. Testing methods and equipment shouldparallel those previously completed to ensure a reasonable comparison of the results.
Gas release rates associated with third party equipment penetration can be determined from the resultsof the suggested penetration resistance tests.
A determination should be obtained of the hazardous area rating associated with the screwed pipe jointsof each manufacturer. This should include the joints in the normally assembled condition and sealed withan alternative compound such as catalysed epoxy.
A review should be done of typical buried pipe locating equipment to determine whether burial of a cablewith the pipeline will be sufficient for existing equipment to reliably locate a buried GRP pipeline.
Further information should be obtained regarding expected abrasion rates of GRP pipe in typical servicesand methods determined to avoid abrasion affecting the structural integrity of the pipe. It may benecessary to provide pre-measured test spools in the pipeline to allow wall loss rates to be determined.
Design and testing should be considered for methods to attach pipe anchors, for both above and belowground service, to the pipe wall and so enable safe and effective transfer of axial stress from the pipe wallto an anchor device.
A finite element modelling analysis of the local stresses generated within the pipe wall at pipe supportlocations may identify a simpler method, such as ring bending analysis, for this modelling. A simplermethod would put this task within reach of most pipeline designers.
The ISO 14692 design stress methodology considers only tensile stresses in the hoop and axialdirections. There are cases where compressive axial stress can develop, which are considered in theshell and column buckling design, but not in the stress envelope. The UKOOA specification included acompressive axial stress component in the stress envelope which may be applicable for use in thedesign.
Pipeline gauging after fabrication may not be appropriate for screwed GRP pipe which includes asignificant diameter expansion and step at each joint.
Pipeline pigging may prove to be unnecessary for cleaning GRP pipelines, though provision of the abilityto post install pig launchers and receivers may still be worthwhile. Intelligent pigging equipment iscurrently not available though simple tasks such as wall thickness survey should be achievable.
3.3.2 GRP Design OutcomesSome examples of what GRP pipe products can be expected to look like both as delivered and duringinstallation have been included in Appendix A to help illustrate the topic.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 22 of 48
3.4 GRP Installation
3.4.1 ISO 14692 Part 4Part 4 of ISO 14692 addresses Fabrication, Installation and Operation of GRP piping aimed to “ensurethat installed piping systems will meet the specified performance requirements throughout theiroperational life”.
The recommendations apply to delivery inspection, handling, storage, personnel qualification, installation,NDT, pressure testing, maintenance, repair and decommissioning. This completes the ISO 14692 coverof GRP piping from manufacture through to the end of facility life in a manner that fits well with therequirements of AS 2885.
Several project histories reviewed include horror stories of damage from inadequate packing, shipmentand delivery of the pipe and fittings. Damage not identified at this time can lead to premature pipe failureduring hydrotest or in service. The delivery inspection is therefore an essential component for projectsuccess and requires a competent, trained inspector to ensure that damaged products are identified,replaced and do not make their way into the pipeline. A listing of defect types, acceptance criteria andcorrective actions is included in Annex A. Training courses and competency assessments may need to beestablished in Australia to achieve this.
Many examples can be found of pipe damage and failures resulting from improper joint assembly andpipe handling. With sufficient training, care and the right equipment these problems can be easilyavoided. Under ISO 14692 qualifications are required for GRP Pipe Fitters, GRP Piping Inspectors andGRP Piping Supervisors with guidelines outlined in Annex D. Training must be carried out by a suitablycompetent organisation, this may be in conjunction with the pipe manufacturer. Qualification must becarried out by a recognised certification body, independent from the trainer, and shall include appropriateexaminations. Training courses and competency assessments may need to be established in Australia toachieve this.
An installation contractor is required to maintain a quality management system to ensure compliance withall requirements of ISO 14692 Pt 4. An inspector experienced in all aspects of GRP piping field fabricationshall be designated as responsible for quality control and records throughout the installation. Eachconnection is required to be individually numbered and recorded. This may be considered unnecessaryfor assembly of the shop manufactured threaded joints on small diameter pipes. The procedure should befollowed for all large diameter pipe joints and for all field manufactured threads, each of which should alsobe hydrotested prior to installation into the work.
Consideration should be given to low pressure pneumatic testing of each day’s production and applicationof leak detection solution to all joints in the test section.
A hydrostatic test is required at 1.5 times the design pressure or 0.89 times the qualified pressure of thepipe, whichever is lower. This test must be held for a minimum of 1 hour. A further test at 1.1 times thedesign pressure should then be carried out for a minimum of 24 hours.
The AS 2885 hydrotest pressure of 1.25 times the design pressure is not considered to be sufficient forGRP materials. Pipeline design standards worldwide use 1.25 times design for field hydrotest of steelpipes. This is however for a very well developed engineering product that has had extensive research andtesting put into reducing the wall thickness and so is highly stressed. GRP pipe is currently not at thispoint in its development. Consider for example that the current design is based on using a short termfailure envelope to design for long term loads (i.e. maximum f2 is 0.89 or 1.0). Even the highest shophydrotest pressure (very short term) is only at the long term failure pressure Pq. The 1.25 x test pressurefor steels was, in part, selected to cause pipe failure if a defect above a certain size was present in thepipe. The point being that the pipe should be tested at as high a pressure as it is safe to do so. This thenensures the maximum safety margin above the operating condition. GRP pipelines should also do this, solong as it is demonstrated to be safe. Testing at higher pressures is a good risk management techniquefor both supplier and end user as it is far better to identify a problem beforehand than during operation(refer ISO 14692 Pt 4 E.3). If the GRP industry further develops the technical knowledge to the point thatdesign is to be carried out in the region between the long term and short term envelopes then there maybe reason to consider reducing the field hydrotest pressure.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 23 of 48
The pipeline hydrotest should be carried out with all joints exposed in order to detect leaks.
Where pipeline sections, such as road crossings, are to be buried prior to pipeline testing then theseshould be considered for hydrotest as an assembly prior to burial.
The hydrotest acceptance criterion is that there is no leaking or weeping of water from the piping andthere is no significant pressure loss that cannot be accounted for.
Thorough inspection of all surfaces and joints is required using visual and, where appropriate, NDE/NDTmethods. Guidance is provided on defect types, criteria and corrective actions.
Operations guidance is provided for the following;
Documentation
Short term pressure and temperature transients
o Note: Pressure excursions up to Pq should be revised to 90% of the field hydrotestpressure.
Maintenance
Defect assessment
Repair methods
Personnel qualifications
Health and safety
Modifications and Tie-ins
Decommissioning
3.4.2 Field Fit vs Installation ToleranceWhen approaching a planned change of direction or branch with a pipeline assembled from fixed lengthpipes a fixed location for the elbow or tee will require that a field fabricated pipe spool be prepared tomake up the gap from the end of the last pipe to the fitting. This spool needs to be made up from aspecial, heavy wall, section with threads field applied to each end and then hydrotested beforeinstallation. Further to this an additional coupling is required to assemble the spool to the pipe end. Inpipeline construction this can result in significant delays because it is not possible to work past this pointuntil the special fitting has been made, tested and installed. If sufficient flexibility can be incorporated intothe pipeline route design that will allow the elbow or tee to be located at the natural end of a standardpipe length then this delay and subsequent cost can be avoided. In trenched pipelines this requirescareful planning of the location and timing of trench excavation at direction changes.
3.4.3 Non Standard Components vs Standard Pipeline CrewsGRP pipe and fittings have unique features and properties that require handling and assembly methodsthat vary from those used for assembling of steel piping. While some components may appear to besimilar to conventional steel piping components incorrect methods and tools can lead to damage andsafety risks. Training of all personnel involved (including subcontractors) is essential to avoid these risksand this includes retraining of any experienced pipefitters or pipeliners used to working with steel pipes.The following items involve such risks that must be carefully managed;
Pipe damage will look different and must be recognised by personnel
Thread forms are different and vary between manufacturers
Thread lubricant/sealant products are quite different
Thread alignment before assembly is crucial to avoid thread damage
Special pipe alignment devices which allow the pipe to spin may be required

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 24 of 48
Screwed joint assembly tools must be chosen to avoid wall damage (e.g. strap wrenches)
Torque or turn of thread tightening is essential for secure screwed joints
Even large diameter pipes will have screwed joints
Large diameter screwed joints require power tools (e.g. Hydraulic Power Tongs)
Screwed joint assembly may require backing off to align with next pipe direction
Flanges may have special components at the joint face to reduce flange bending
Flanges with special components may seal differently and this must be clearly understood
Potential failure modes under pressure testing include delamination of the pipe wall
3.4.4 Handling and Assembly MethodsTransport and handling damage can be much more pronounced than are typical for steel pipe as theGRP material is prone to external abrasion damage. Several instances are known of where this has leadto through wall damage. It is essential that the expertise and experience of the pipe manufacturers isutilised to minimise this risk through preparing adequate procedures to be followed. Delivery inspection bytrained personnel is an important defence against such damage being overlooked. Handling proceduresand inspection, however, also need to address in field handling of the pipe and fittings.
Special tools required for pipe thread alignment and tightening can themselves cause damage if notcorrectly used. Adequate procedures, training, testing and inspection are required to ensure that these donot compromise the installed pipeline integrity.
Inspection and NDT options are discussed in ISO 14692 but the technology and methods are not yet aswell developed or readily available as for steels. It may be necessary to work closely with NDTcontractors to develop procedures that can be utilised effectively. Options include visual, Barcolhardness, calorimetric, thermographic, microscopic, dye penetrant, acoustic, ultrasonic and radiographicmethods.
Pneumatic testing of each day’s production at 250 kPa is recommended, where practicable, as a meansof identifying faults before the work front has advanced too far. Removing a faulty pipe in the middle of apipeline section can be difficult and, since a repair normally involves flanges and field fit spools, will leaveadditional joints in place that would be better avoided.
The importance of adequate procedures, training and testing of pipeline crews, supervisors andinspectors cannot be overstated. As some have found out, a pipeline with lots of the joints leaking is asure way for a project to go over budget and behind schedule.
3.4.5 Repairs, Modifications and Tie-InsRepairs to any significant wall damage currently require that the pipeline be shut down and depressurisedfor the repair to be effected. It is, however, considered feasible that full encirclement pipe repair sleevescould be developed without much difficulty which may be applied to a pipeline in service for such a repair.Such sleeves are currently being developed for PE pipelines by various parties including the US DOE andNYGAS.
Tie-ins cannot currently be achieved with the pipeline under pressure. There is no equivalent to a hot tapcurrently available for GRP. It is, however, considered feasible that full encirclement pipe repair teescould be developed without much difficulty which may be applied to a pipeline in service thus reducing thetime required for a tie in. Hot tap devices are currently being developed for PE pipelines by NYGAS andmay lead to similar solutions for GRP.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 25 of 48
4 PROPOSED AS 2885 REVISIONSThe major changes proposed by this paper require substantial revisions to ISO 14692 rather thanAS 2885. Until such time as these have been achieved, and depending on the final outcome theprocurement, design, installation and operation of GRP pipelines must rely on the diligence and efforts ofthose involved to ensure that installations are safe and “meet the intent of AS 2885”. Hopefully this paperwill provide some guidance and suggestions to manufacturers, owners, designers, installers andoperators in the meantime.
Limited changes have to date been included in the current DRAFT of AS 2885.1. The following furtherchanges should be considered for inclusion in AS 2885 to improve the coverage of GRP pipelinematerials;
Additional references or corrections to standards applicable to GRP are suggested as follows;
AS 2566 Buried Flexible Pipelines [has already been proposed for inclusion]
ISO 14692 Part 1: Vocabulary, Symbols, Applications and Materials
o Part 2: Qualification and Manufacture
o Part 3: System Design
o Part 4: Fabrication, Installation and Operatioin
API 15HR High Pressure Fiberglass Line Pipe
API 15LR Low Pressure Fiberglass Linepipe
ASTM D3567 Standard Practice for Determining Dimensions of Fiberglass Pipe and Fittings
ASTM D2992 Standard Practice for Obtaining Hydrostatic Design Basis for Fiberglass Pipe andFittings
ASTM D2105 Standard Test Method for Longitudinal Tensile Properties of Fiberglass Pipe andTube
ASTM D1599 Standard Test Method for Resistance to Short-Term Hydraulic Pressure ofPlastic Pipe, Tubing and Fittings
Inclusion of non petroleum pipelines:
The following is suggested for inclusion in the appropriate locations –
AS 2885 may be used for the design and construction of non-petroleum pipelines where anassessment has determined this to be appropriate and with the full complicity of the owner.Where AS 2885 is used on these pipelines then all relevant Parts of the Standard shall beadopted.
Inclusion of AS 2566 for non metallic road crossings:
API RP 1102 specifically addresses steel pipelines and the methods are unsuited to non-metallicpipes. As noted in Issue Paper 4.2 AS 2566 appears to be applicable.
I suggest the following change be included in the AS 2885 Draft:
Cl 5.7.3 (c):
o Replace "The following shall apply:"

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 26 of 48
o With "The following shall apply to steel pipelines:"
o Add immediately before (d) "Guidance on the design of non-metallic pipes for externalloads can be found in AS 2566.1 and AS 2566.1 Supplement 1."
Note that; references to AS 4799 and E80 loading and SAA-HB 77 and 300-A-12 design loadswill become for reference only as these loads may significantly exceed the State mandatorydesign loads.
It is recommended that API 15HR and API 15LR be referenced only for pipe manufacture and not forpressure rating or installation design.
It is recommended that the API 15HR or API 15LR pipe design pressure (or wall thickness) and allowablestresses be determined in accordance with ISO 14692 and not API 15HR.
It is recommended that the Optional Short Term Burst Tests of ISO 14692 Pt 2, Clause 6.8.3 be called forand treated as a batch acceptance test per Clause 8.3.4.
If API pipe is used then it is recommended that the Short Term Failure Pressure testing required byAPI 15HR, Clause 7.4.3 and used as a batch acceptance test as required by Clause 7.4.5 be retained.
It is further recommended that short term burst tests be carried out to failure rather than terminated oncethe acceptance pressure is achieved.
Additional testing may be appropriate depending on the pipeline service (e.g. pneumatic leak testing ofeach product type and of samples from each batch may be appropriate for gas service).
If insufficient evidence is available to show that the pipe fittings are at least as strong as the pipe then itmay be necessary to have specific component tests conducted.
A fracture control plan will not be required for screwed GRP piping.
Gauging will not be required for screwed GRP pipelines.
Pigging facilities may not be required for GRP pipelines. The ability to retrofit pigging capability may,however, be worth retaining.
Pipe manufacturing and quality records are may not provide full material traceability that would beexpected for steel pipelines. Depending on the risk levels associated with the particular pipeline additionaltraceability records may be considered appropriate.
Third party protection measures will need to be carefully considered to ensure an AS 2885 equivalentdesign.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 27 of 48
The Poisson’s Ratio terminology used in ISO 14692 is;
ha – axial strain component resulting from hoop stress
ah – hoop strain component resulting from axial stress
It is recommended that this terminology be used throughout.
It is proposed that the MAOP term be retained and applied to the sustained load case maximum designpressure, where f2 = 0.67, but the allowable transient pressure excursions be in accordance withISO 14692 requirements. This may require pipeline pressure controls and pressure protection to allowexcursions above the MAOP for regulated periods.
In flammable gas service the screwed joints may be considered a potential leak source and so attract ahazardous area rating. It may be possible to avoid this by using a catalysed epoxy paste as the threadlubricant, effectively converting the maintainable screwed joint into a sealed integral joint. Theacceptability of this solution should be established before use.
Internal abrasion rates should be established in the design and accounted for. Pre-measured test spoolsmay be appropriate to monitor such wall loss.
Consideration should be given to low pressure (250 kPa) pneumatic testing of each day’s production andapplication of leak detection solution to all joints in the test section.
Field hydrotesting should be in accordance with ISO 14692 Pt 4. Where practicable all joints should beexposed and inspected for leaks during the hydrotest.
All field threaded pipe nipples should be hydrotested before installation into the pipeline.
GRP pipe and fittings have unique features and properties that require handling and assembly methodsthat vary from those used for assembling of steel piping. Training of all personnel involved (includingsubcontractors) is essential to avoid the associated risks.
It may be necessary to work closely with NDT contractors to develop procedures that can be utilisedeffectively.
A GRP Appendix may be required to adequately address issues that need to be considered outside of thereferenced standards.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 28 of 48
5 PROPOSED ISO 14692 REVISIONS
5.1 Part 1: Vocabulary, Symbols, Applications and MaterialsPt 1, 3.1 Symbols
o The way some terms are currently defined can lead to confusion as there can be morethan one way to interpret the defined terms. The following is suggested as a way ofensuring a common definition of the terms;
o The method proposed includes some key assumptions as follows; Did is a fixed value with no variation (pipe is manufactured on a mandrel) An inner liner may be applied (e.g. abrasion layer) without reinforcement An outer sheath may be applied (e.g. UV protection) without reinforcement Both the liner and sheath are assumed to have no variation in thickness Any variation in the pipe thickness is therefore within the reinforced layer Any variation in the reinforced layer will be at the outer surface Note that within the variations proposed for Pt 2; 6.2.6
Dn and tr nom will be used to convert test pressures to wall stress Dm and tr min will be used to convert wall stress to design pressures
o dID and dOD should be clearly defined as being for both pipe and fittingso pLCL should be the lower confidence limit long term failure pressure of the minimum
reinforced wall pipeo pLTHP should be the mean long term failure pressure of the minimum reinforced wall
pipeo pSTHP should be the mean short term failure pressure of the minimum reinforced wall
pipeo tr nom should be the average reinforced wall thickness of the componento tr min should be the minimum reinforced wall thickness of the componento D should be Dm the mean diameter of the average reinforced wall of the componento Dn should be the mean diameter of the minimum reinforced wall of the component
ts - Sheath -no reinforcement
Given Values: Did, Dod, tl, ts, tr min
Calculated Values: Di = Did + 2 x tlDr nom = Dod - 2 x tstr nom = (Dr nom - Di) / 2Dr min = Di + 2 x tr minDmin = Did + 2 x (tl + tr min + ts)Dn = (Di + Dr nom) / 2 = Di + tr nomDm = (Di + Dr min) / 2 = Di + tr min
t nom = (Dod - Did) / 2tr nom = (Dr nom - Di) / 2tmin = (Dmin - Did) / 2tvar = tr nom - tr min
tvar
tvar
=
tr min - minimum reinforced wall thicknesstr nom - nominal reinforced wall
t nom - nominal wall thicknesst min - minimum wall thickness
tl - Liner - no reinforcement
Did - pipe inside diameter - fixed
Di - reinforcement inside diameter
Dod - pipe nominal outside diameter
Rid
Ri
Rr min
Rr nom
Rmin
Rod
Dmin - pipe minimum outside diameter
Dr nom - nominal reinforced outside diameter
Dr min - minimum reinforced outside diameter
Dn - nom mean reinforced diameter
Dm - min mean reinforced diameterAssumptions: Did is a fixed value with no variation
ts and tl are fixed values with no variationDod is the average measured diameter of the pipe
GRE PIPE WALL DIMENSIONS
= =
=

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 29 of 48
o tL should be defined for thickness of un-reinforced liningo tS should be defined for un-reinforced sheath or outer layer
then Di = dID + 2 x tL
and Dn = Di + tr nom and Dm = Di + tr min - overcoming problems in other sections of the Standard
Pt 1, 8 Pressure Terminology
o Eqn (2) and (B1) should be defined as @ 20yrs, 65°C, salt water, non-cyclico “…. f3 is 1.0 … applicable to a below ground application” assumes that below ground
pipes do not experience axial tensile stress which is definitely not the case. Installationcurvature, Poisson’s ratio and temperature reduction can all lead to significant tensilestress in a restrained pipeline. It would be unusual for f3 to be larger than 0.85.
o Unfortunately it appears that some suppliers have read ISO 14692 only as far as Eqn (2)and have set Pd,max = 0.67 x 1.0 x Pq and then used this as the design and operatingpressure. From what I have seen this practice may be widespread and could lead topremature pipe failures. It should be very clear that this practice is not what ISO 14692intended.
o Eqn (2), (3), (B1) and (B2) are the start of a lot of subsequent confusion in the Standardas outlined below;
In designing a pipeline the pressure and temperature range must be determinedearly in the process [and the pipe purchased on the basis of these values plus anallowance for other axial stress contributors – suggested values of f3 might beuseful in helping the designer to select an appropriate pipe] but the real axialstresses from sources other than pressure only become apparent during thedetailed design. At this time the installation design must be carried out so that theresulting axial stresses remain within the allowable envelope. The approachtaken throughout the Standard is the opposite whereby the axial stresses areassumed to be known and the pressure is then determined. This results in somedifficulty to follow formulas and is a sure fire way to end up with a pipe not suitedto the required task.
Note that an alternative would be to define an allowable axial stress magnitudefrom loads other than pressure and then design to ensure this is not exceeded.This would allow f3 to be determined and the pipe to be selected. Selecting thisstress could be on the basis of a maximum installation stress from curvature. Forexample Rc = 1200 x Ro (~12 MPa) or, where larger curvature can be enforcedthis stress might be reduced. A further allowance should be added to deal withany other coincident loads.
Note that buried pipelines are likely to be axially restrained (but not radiallyrestrained) and will experience tensile stress from the Poisson’s Ratio effect. Thiswill occur without the axial stress due to pressure of an unrestrained pipe. ThePoisson’s stress will typically be less than the axial pressure stress so need notbe considered in the above context.
I believe that all four formulas would be better without the f3 term (i.e. f3 = 1.0)and so define the maximum pressure when no other axial loads are present.
pd,max = f2 . pq – at standard conditions (2) pd,max = f2 . pqf – at project conditions (3) pd = pd,max . f3 – at project conditions (3a)
This issue recurs at several places throughout the Standard.o “The factored qualified pressure ….” should read “The qualified pressure ….”

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 30 of 48
5.2 Part 2: Qualification and ManufacturePt 2, 5.5 Wall Thickness Limitations
o Note that most fittings will fall outside the stated tr/D limit particularly when screwedconnections are used.
Pt 2, 6.2.1.2 Test Requirements
o “….where the D to tr ratio is greater than 10, ….. “ but this is already required by 5.5?
Pt 2, 6.2.3.1 Plain Pipe Qualification
o “Only one size of pipe diameter…..” this runs the risk of not detecting long term failurecharacteristics of pipe joints which may vary significantly with size?
Pt 2, 6.2.3.2.1 Family Representative
o “Experience shows that failure usually occurs in the parent pipe material…” may not betrue for some high pressure medium size pipes. While this statement has only beenapplied to the long term regression testing our experience has shown that some largerhigh pressure pipe threads will fail short term tests to failure before the pipe. As pipesizes and ratings increase this could become a more widespread experience. It ispossible that the long term tests, at a lower pressure, might not have produced a similarfailure.
o The thread failure appears to be because the thread used is a standard API threadwhere;
in small sizes (e.g. 2”) the engagement length is similar to the thread diameter in larger sizes (e.g. 8”) the engagement length is half the thread diameter the result is that the thread has a reduced shear load capacity relative to the axial
pressure load applied.o This outcome results in a less efficient use of the pipe material and ultimately it may be
necessary for the manufacturers to develop special thread forms for the larger highpressure pipes.
o “Only failures in the parent pipe and not the joint shall be included….” excludes the pipementioned above from consideration when it may in fact be quite suitable for service atreduced pressure.
o The method adopted in the Standard produces an unexpected result (“Strange Fact”)from these pipes which experience joint failure which is discussed further below.
o “It is permissible ….” Perhaps it should be a mandatory requirement to test the pipe withthe joint?
Pt 2, 6.2.4 (and/or 6.2.6) Qualification Procedure
o a) defines pSTHP as an LCL value but 6.2.3.1 clearly defines pLTHP as a mean value withpLCL as the LCL value.
o pSTHP would be better defined as a mean value and pLCL(ST) defined as the LCL value.o The above also impacts Pt 2, 8.3.4 and 6.8.3.
Pt 2, 6.2.6 Further Data Required …
o The title suggests that this addresses a secondary set of tests rather than the missioncritical data provided by the tests.
o “pSTHP is the …. determined in accordance with the method given in 6.2.4” This causesconfusion as it is not clear if it applies to low pressure water only or whether this is aproduct sector result as it is in 6.2.4.
o The appropriate section [from “shall be determined … to … end of b)”] of 6.2.4 should beduplicated in 6.2.5.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 31 of 48
o Strange Fact as mentioned above can lead to weaker pipes being allocated a largerdesign envelope when logic would suggest a smaller envelope should be used.
If a pipe fails at the joint during short term testing (there seems to be norestriction in the Standard to using this result for short term tests) then thepressure and hoop stress will be lower than might have been expected but theaxial test result remains unaffected. The “r” value will be reduced and may evenbe less than 1 as the envelope shape changes.
The long term test result remains unchanged (no dominant joint failure) so thescaled long term failure envelope remains at the same hoop stress on the rightside but the axial stress on the left side is higher than might have been expected.
This outcome can lead to a significant growth in the allowable axial stress whenprobably it should have been reduced. The result could be an unsafe design.
We have overcome this problem by reverting to what we considered to be theintent of ISO 14692 and established a design factor for pressure (rather thanstress). The pressure design factor for the DN 50 pipe size was applied to thelarger size pipes. The larger pipe was effectively re-rated to maintain the samepressure design factor as the DN 50 pipe. The effect is a reduced qualified stressfor this pipe and an envelope shape based on the DN 50 product.
We further used 8.3.4 to establish a batch acceptance test for all of ourproduction to ensure that this design factor was achieved by the deliveredproduct.
o There appears to be serious defect in the application of ISO 14692 and the referencedASTM testing standards which, if applied as written, could lead to pipe failures at mill orfield hydrotest and rejection of batches of material under 8.3.4.
The manufacturers submit their standard production pipe for long and short termtesting and measurement.
The test pressures pSTHP and pLTHP and axial load STAL from each of the testspecimens are converted to stress using the measured D and tr from each testspecimen [Eqn (12)] and a 97.5% confidence level hoop stress or axial result isobtained (e.g. Ssh, Sqs and Ssa).
The manufacturer then designs a pipe and uses D and tr to convert this hoopstress back to a pressure. But, if the pipe has the same D and tr then thepressure will be the same as the 97.5% confidence level result above.
If clause 8.3.4 is used to establish a batch acceptance test then it will be at thesame pressure again (note also the error listed below for 8.3.4).
On this basis 2.5% of the production batches will be rejected because they failthe acceptance test. This is clearly not an acceptable outcome for themanufacturer.
To overcome this serious flaw a rationalisation is proposed in the way ASTM testpressures are converted to wall stress and the way these stresses are thenconverted back to design pressures.
With this approach the ASTM test standards would use the as measured tr nomand Dn from each test specimen to convert individual test pressures to stress.The stresses from each individual test would then be analysed to identify themean and the LCL values. These then become the short and long term hoop andaxial LCL design stresses for the product.
The conversion of LCL design stress (based on the measured tr nom and Dnfrom the test specimens) back to a rated pressure should use tr min and Dm (asguaranteed by the manufacturer) rather than tr nom. The manufacturersgenerally manufacture the pipes 6-12% thicker than the minimum which shouldbe sufficient to ensure that the pipes will pass a batch acceptance burst testcalculated using tr min rather than tr nom.
All pressures defined in ISO such as pSTHP, pLTHP, pLCL, pq, pqf, pd,max, pdwould be determined using tr min and Dm so would be applicable to thetheoretical thinnest pipe. Note that pSTHP and pLTHP could also have beendefined for the tr nom wall pipe and this value would have significance as theserepresent the typical failure pressures rather the minimum. It is considered,

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 32 of 48
however, that the consistent use of a common method to convert stress back topressure is of more value.
This change would need to be carefully reviewed by the pipe manufacturersbefore adoption because at first glance it appears to require an increased wallthickness for the same pressure rating. My understanding is that this probablynot the case and that the manufacturers may have already adopted a similarmethodology by default.
One very important thing that this change will provide is that it leaves the pipemanufacturer with a mechanism to control the pressures at which his pipes canbe used. The manufacturer must nominate (and guarantee) tr min which thendetermines the Pq and various design pressures. If the manufacturer has anyconcern about any part of their product then they can build in a safety margin.Guaranteeing tr min should ensure that the value is not nominated too high. Bothtr nom and tr min should be published so the margin is visible for scrutiny.
Pt 2, 6.2.7 Design Lifetimes Other Than 20 Years
o As written this clause produces a second pLCL at T years which can be easily confusedwith pLCL as defined elsewhere at 20 years.
o Consider defining A0 as an additional partial factor A0 = pLCL (T years) /pLCL (20 years)and include this in 6.3 and Pt 3, 7.4.1.
o This approach fits well with first defining the material properties at “standard” conditionsthen factoring them for the “project” design conditions. I see a real strength in theenvelope marked out by Sqs(2:1), pq and Sal(0:1) as this is then the limit of what thepipe manufacturer provides for his product at standard conditions. Below this everythingis subject to project conditions. The proposal below for mill hydrotest also fits in well withthis because the test will be at a standard pressure based on pq and not subject toproject conditions. This makes manufacture of stock product and off the shelf sales mucheasier.
Pt 2, 6.8.3
o Reference to 6.2.4 should be to 6.2.6o Reference should also be made to 8.3.4
Pt 2, 8.3.2 Mill Hydrotest
o This calls for a mill hydrotest of a straight, well supported pipe at 0.89 times the qualifiedpressure and, for components > 600 mm, 0.75 times the qualified pressure.
o Considering that the qualified pressure is a 20 year value this test seems to be much toolow to effectively identify any faults in the pipe/joint. Reference to steel pipe mill hydrotestpractices should demonstrate this.
o Pt 4, 5.6.2.3 then calls for a field hydrotest pressure at up to the same pressure as themill hydrotest (1.5 x Pd up to a maximum 0.89 x Pq). Other loads, such as installationcurvature, are present at this time which can add significantly to the pipe wall stress. Thefield hydrotest should not produce wall stresses greater than the mill hydrotest as thiscould lead to failure during testing.
o The mill hydrotest should be done at a pressure in excess of any stresses that might beexpected in the field hydrotest. An analysis has suggested that a shop hydrotest at 1.0times the qualified pressure should be adequate to achieve this in most pipelines.
o Field hydrotest can then be done, as currently required, at 1.5 times the design pressureor a maximum of 0.89 times the qualified pressure.
Even with these values there will be instances where the field hydrotest canproduce wall stresses greater than the mill hydrotest and this will createproblems for the designer.
If manufacturers support can be obtained for a higher mill test then a value of 1.1x Pq should ensure the desired outcome. [This is my recommended outcome.]

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 33 of 48
Alternatively the field hydrotest pressure would need to be reduced to 1.35 x Pdwith a maximum 0.80 x Pq to achieve the same outcome. [This is not mypreferred outcome.]
Pt 2, 8.3.4 (and 6.8.3) Optional Short Term Burst Tests
o The procedure here requires that a batch of material must not have a burst test lowerthan pSTHP from qualification testing (also refer notes on 6.2.4). If pSTHP is a mean valuethis would mean that 50% of the batches tested would be rejected.
o Even a change to pLCL(ST) as an acceptance criteria would see 2.5% of the batchesrejected.
o As discussed above if tr min is used to convert hoop stress back to pressure and pLCL(ST)
is used as the acceptance pressure then this problem may be avoided (subject to carefulreview by the manufacturers).
o [Alternatively the acceptance criteria could be set at 3 standards deviations from the testresults rather than 2.] – I do not favour this method!
o Also the clause should allow for a technical review of the cause of the non-complianceand for subsequent re-tests before rejection (refer 8.3.2.4).
o “up to” should read “following”.o I note that some manufacturers typically test to the acceptance pressure then stop while
others typically test to failure. The title of this clause suggests the second method isintended? I would prefer to see the test always continue to failure. The failure mode isimportant in confirming a consistent product and the failure pressure in ensuring anadequate design margin between operating and failure.
o With larger high pressure pipes it can be difficult to achieve failure within the time limitrequired by the testing standard but we have noted a reduction in the pressures achievedwith only a minute’s variation in the test duration. Application of this batch acceptancetest will encourage tighter control over the test procedure to produce a higher test resultand reduce the risk of a non-compliant result.
Pt 2, B1 & B2
o Refer Pt 1, 8 above
Pt 2, Ann C
o The way the envelope is drawn in Fig C1 suggests that Ssa(1:1) has the same value asSsa(2:1) (i.e. the envelope is flat at the top) when is no apparent reason why this should bethe case?
Pt 2, Ann H
o The diagram and data suggest that only long radius elbows are considered. However, ifTees are acceptable then so should short radius elbows which have a similar geometry.
5.3 Part 3: System DesignPt 3, 5.3.1 c)
o “joints” should probably say “loops”.o “well anchored and guided” is vague.o Our detailed analysis of a restrained buried pipeline has suggested that the pipe should
survive when axially restrained but there may be conditions (e.g. large temperaturechange) where this is not the case.
o For above ground lines the anchor loads for high pressure lines can be very large andsuitable methods of attaching the anchor to the pipe not available. A combination of wellspaced anchors (up to 500 m) and frequent guides are much more likely to work.Anchors put stress on the pipe whereas removing them usually reduces the stress.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 34 of 48
o Either way a detailed stress analysis is required.
Pt 3, 5.3.3 Support and Guide Spacing
o Spans would be better calculated from first principals and for the particular pipe material.[In our project spans of up to 9 m were acceptable for DN 200 pipe] The table should bedeleted.
o “The effect of temperature on the axial modulus …” We have been unable to obtain suchdata from any of the manufacturers? If such an effect exists then can it be included in theStandard?
Pt 3, 7.4.1
o Include A0 as suggested above.
Pt 3, 7.4.2 Design Temperature
o “… to calculate the partial factor A1….” should read “… to determine the qualifiedpressure pq….”
Pt 3, 7.6.2.1
o Note: The sentence “For these systems …. then 2.5” provides a useful insight into theintent of the Standard whereby an acceptable design margin is required based onpressures rather than stress.
Pt 3, 7.6.2.3 Part Factor for Occasional Loads
o Consider adding f2 = 1.0 for hydrotest case.
Pt 3, 7.10 Limits of Calculated Stress
o “If the magnitude of non-pressure induced axial stress is known….” Seems to be incontrast to the normal design process as suggested in Pt 1,8 above.
o If the design or operating pressure is known then the allowable axial stress due to non-pressure loads can be determined.
o The formula for Sh,sum should be an equality not an inequality.o I found calculation of “r” to be of little to no value in the design. It’s use adds confusion
and it appears to be avoidable. If it is required then show it as r = Ssa(0:1)/Ssa(2:1)where the definition is so much easier to follow on the envelope.
Pt 3, 7.11 Determination of Failure Envelope
o Throughout the Standard many formulas return back to the basic input variables despiteintermediate variables having been defined. As a result there are multiple ways that aformula can be (and are) presented. The flow would be much improved if the previouslydefined variables were always used to define the following ones. For example;
Ssh(2:1) = f1 . STHS Sqs = fscale . Ssh Sfs = A1 . A2 . A3 . Sqs Sh,des = f2 . Sqs Sh,sum = f3 . Sh,des This flow can then be easily represented on the idealised failure envelope (see revised envelope below).
o The way the envelope is drawn in Fig 1 suggests that Ssa(1:1) has the same value asSsa(2:1) when there is no apparent reason why this should be the case?
o I found no value in the envelope presented in Fig 1. The 1:1 test had not been carried outfor our project. If this test is not carried out by others then consider deleting this section

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 35 of 48
and removing more confusion as many of the formulas used do not apply to thisenvelope.
o Introduction of glong(….) when it is not needed or used again seems to be notnecessary.
o The order of presenting the envelopes would be better if factoring with the A’s was donebefore the design factor was applied (see revised envelope below).
Show f1 – for both long [LTHS > LCL or Sqs] and short term envelopes for bothhoop [STHS > Ssh] and axial stresses STAS > Ssa].
Sqs, - provides the long term standard failure envelope for the pipe at 20 years,65°C, water, non-cyclic standard conditions.
Sqs x A0 x A1 x A2 x A3 = Sfs – provides the long term project failure envelopeat the project design conditions.
Sfs x f2 – provides the long term project design envelope(s).o Eqn (16) simply scales the short term envelope to provide the long term envelope and
might be easier understood in those terms.o Consider designating Sh,des and Sa,des as the right end hoop and left side axial design
stress limits of the design envelope and show these on the plot. Sa,max could also beadopted for Sh,des/2.
o Eqn (16), (19) and (22) appear to define Sh,sum and Sa,sum differently. Show Sh,sumand Sa,sum on the plot to reduce confusion.
o Note that Eqn (21) and (22) have been corrected by Technical Corrigendum 1o A suggested replacement sketch for Fig 2 is included below to help illustrate this.
2 : 1 line0 0
259.35 129.675
Short Term Envelope (based on lcl values) Long Term Envelope Factored with fscale (Qualified Envelope)σsa(2:1) σqs
Hoop Axial Definition Hoop Axial Definition222.3 0 Ssh 2:1 142.2 0222.3 111.15 Ssa 2:1 142.2 71.10222.3 111.15 Ssa 2:1 142.2 71.10
0 75.2 Ssa 0:1 0.0 48.10
Longt Term Envelope Factored with A0, A1,A2,A3 Long Term Envelope Factored with f2σqf σdes, max
Hoop Axial Definition Hoop Axial Definition129.0 0 86.4 0129.0 64.5 86.4 43.2129.0 64.5 86.4 43.20.0 43.6 0.0 29.2
With Design Pressure Known Short Term Mean Axial Stress Short Term Mean Hoop Stress Long Term Mean Hoop Stressσdes STAS STHS LTHSHoop Axial Hoop Axial Hoop Axial Hoop Axial
50.19 25.09 0 78.5 247.0 0 148.9 050.19 0 247.0 123.5 148.9 74.4550.19 37.35
Design Allowablesσh, sum max allowable hoop stress 86.41 MPaσdex, max max allowable axial stress (pressure only) 43.21 MPaσhp design hoop stress due to pressure 50.19 MPaσap design axial stress due to pressure 25.09 MPaσdes(0:1) max allowable axial stress (unpressurised) 29.23 MPaσa, allow design allowable axial stress 37.35 MPaσab axial stress from sources other that pressure 12.25 MPa
2:1
σsa(2:1)
σsh(2:1)
σsa(0:1)σal(2:1)
σal(0:1)
σqs
σaf(2:1)
σfs
σaf(0:1)
σa,des (0:1)
σh,des
σa,des (2:1)
σab
σap
σh,sum STHSLTHS
STAS
Hoop Tensile Stress (MPa)
Axi
alTe
nsile
Str
ess
(MP
a)
fscale
A0,A1,A2,A3
f2
f3
1a
2
3
4
5σa, sum
KEY1 schematic representation of the short-term failure envelope2 idealized short-term failure envelope3 qualified long-term failure envelope at standard conditions4 factored qualified long-term failure envelope at project conditions5 long term design envelope
a For design Purposes, the shape should be based on actual measured data points
Note:i) σsa(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D1599 testingii) σsa(0:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2105 testingiii) σal(2:1) is the 97.5% lower confidence level result obtained in accordance with ASTM D2992 testing
1b
f1
f1
Pt 3, 7.11.3.3 Pipe Plus Joint
o The screwed joints are often spiral wound so are anisotropic and neither a) nor b) isapplicable.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 36 of 48
o The method shown in the envelopes assumes that the joint is stronger than the pipe. Ifthis is the case then why not simply use the pipe envelopes for the design? After all thejoints are no use without a pipe attached to them.
Pt 3, 7.11.3.4.1 Bends and 7.11.3.4.2 Tees
o For short radius bends the design for Tees should be applicable.o For short radius the analysis methods are suspect due the extra thickness and parallel
glass strands in the corners (as noted in 7.11.3.4.2).o For our project we tested sample bends and tees to failure under combined pressure and
moment and so established that the bends and tees were much stronger than the pipe.We then designed so that none of the loads exceeded the pipe allowable.
Pt 3, 8.2.3 Component Properties and Ann D
o As discussed above if the fittings are shown to be much stronger than the pipe then itshould be acceptable to design to the pipe limits.
Pt 3. 8.5 Stresses Due to Internal Pressure
o Di is defined incorrectly – should be internal diameter of reinforced wall.o D is defined incorrectly. Should be Dm = Di + tr min.o Eqn (28) has no meaning and appears to be incomplete.
Pt 3, 8.6 Stresses Due to Pipe Support
o “the support stresses are considered insignificant compared to ….” This is not always thecase and an engineering assessment should be carried out.
o “If the stress is compressive….” The Euler buckling and shell buckling stresses can bevery high (short restrained and well guided pipe) and may exceed the tensile allowable.Is the method from the Shell DEP, used to extend the envelope to include the axialcompressive region, suitable for use?
o Include a sub heading before the third paragraph “Bending Stresses and DeflectionWithin Spans”.
o Why only show a simple supported span formula for bending moment when thedeflections on the next page utilise three types of spans?
o For moment, stress and deflection the simple support single span formula may be tooconservative for many installations. ISO 14692 should encourage the use of conventionalbeam theory formulas and section properties. (refer to Roark’s Formulas) to calculatestress and deflections.
o Load types that may need to be considered include both distributed and point loads andthe superposition of both.
o If formulas are to be provided then include for distributed loads on four beam span types; Cantilever Span (fixed one end free the other) Simple Span (two pinned supports) End Span (three pinned supports or propped cantilever) Built-In or Continuous Span (two fixed supports or continuous on supports).
o The following may provide a suitable replacement for the formulas;

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 37 of 48
Bending Stresses and Deflections in Span:
Pipe bending stresses and deflections should be calculated using conventional elastic beam formulas.Where both distributed and point loads are present the stresses and deflections should be superimposed.The following formulas may be applied for the self weight of pipe and contents on various spans.
Span Type Bending Moment (max) [N.m] Deflection (max) [mm]
Cantilver
Simple
End
Continuous
Bending Stress
2
max
2
max
2
max
2
max
.2
.8
.8
.12
seff
seff
seff
seff
LM w
LM w
LM w
LM w
4 3
max
4 3
max
4 3
max
4 3
max
.10.
8. .
5. .10.384. .
.10.185. .
.10.384. .
seff
a p
seff
a p
seff
a p
seff
a p
Ly w
E I
Ly w
E I
Ly w
E I
Ly w
E I
max,maxab
p
MZ
where
- linear mass of fluid [kg/m]
- linear mass of pipe [kg/m]
- effective linear mass of pipe and fluid [kg/m]
- effective linear weight of pipe and [N/m]
- Moment of Interia of reinforced pipe cross section [m 4]
- Section Modulus of reinforced pipe cross section [m3]
Ea - Bending Modulus [MPa]
2
2 2
4 4min
min
..
4
.4
.
. 2.64
2. / 2
IDL L
OD IDp c
eff L p
eff eff o
p i r i
pp
i r
dm
d dm
m m m
w m g
I D t D
IZ
D t
Pt 3. 8.7.2 Euler Buckling
o The formula given is actually for the buckling load Fa,crit not the safe load so it should bedivided by 3 for Fa,max.
o Stress formula for Su should be Sa,crit and use Fa,crit not Fa,max. Divide by 3 for Sa,all .
Pt 3, A5
o For high pressure pipes the pressure and temperature effects can be significant.o Anchor to anchor conditions do require consideration of pressure expansion (and
Poisson’s contraction) in the design.o Both pressure and temperature effects should be evaluated.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 38 of 48
Pt 3, A6
o For high pressure pipe the linear expansion can generate high loads. While these maynot produce unacceptable stresses in the pipe a satisfactory anchor attachment methodmay be difficult to achieve.
Pt 3, D 2.2.5 Stress Analysis
o Shb, Sab, E formulas should use Ib and not lb.o “p” should be MPa not bar.
Pt 3, D 2.3.5 Stress Analysis
o Sab formula should use It and not Ib.
Pt 3, E2 Axial Stress at Mid-Span
o (E1), (E2), (E3), (E4) should use eff or weff not L for the bending component. (Also referproposed changes to Pt 3 8.6).
o Note: The mass of the pipe can be very significant for high pressure pipe (e,g. water 31kg/m, pipe 29 kg/m).
5.4 Part 4: Fabrication, Installation and OperationPt 4, 5.6.2.3 Testing
o The hydrotest field pressure is required to be 1.5 x Pd with a maximum of 0.89 x Pq but itis not clear just what design pressure to use. Pt 3, 7.5 defines Pd,max = f2 x f3 x Pqf.Since all three factors may change for different combinations of temperature and loadduration there may be more than one value for Pd for a pipeline.
o For example an occasional pressure of 8.9 MPa and a sustained pressure of 7.9 MPa.o It is recommended that the highest identified design pressure be used for this calculation
as the maximum hydrotest pressure is in any case limited to 0.89 x Pq.o With elevation changes along a pipeline to be considered it is further recommended that
1.5 x Pd with a maximum of 0.89 x Pq be the minimum hydrotest pressure at the lowpoint of a test section with a minimum pressure of 1.25 x Pd at the high point.
Minimum low point Ph,field = 1.5 x Pd with a maximum of 0.89 x Pq Minimum high point Ph,field = 1.25 x Pd Where Pd is the highest design pressure for the pipeline Also refer to the notes under Pt 2, 8.3.2 Mill Hydrotest which consider a reduced
Ph,field Minimum low point Ph,field = 1.35 x Pd with a maximum of 0.80 x Pq Minimum high point Ph,field = 1.25 x Pd Where Pd is the highest design pressure for the pipeline.
Pt 4, 6.1.2.1 General
o The short term pressure excursion limit of “pressure up to Pq for 1 h” is too high. It shouldbe changed to not exceed 90% of the field pressure test limits as stipulated in Pt 4,5.6.2.3 (1.5 x Pd with a maximum of 0.89 x Pq). This in most cases should equate to a35% excursion above the highest design pressure which is still a relatively high excursionfor pipelines.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 39 of 48
6 SUGGESTED FURTHER WORKSA large number of issues of varying significance will need to be addressed over time in order to establishand reinforce the value and credibility of GRP pipe materials in AS 2885 pipelines. Several of these areraised below for consideration.
Penetration resistance testing of GRP pipe materials should be carried out in a manner similar to workthat has previously been conducted for steel pipelines. Tests should be carried out with similar equipmentand on pipes of a similar size and MAOP rating as the previous tests to help identify the relative value ofany penetration resistance identified.
Geotextile or other mesh membranes buried above the pipe should be tested to establish theireffectiveness as a third party excavation protective measure both as a warning of the presence of a pipeand in increasing the penetration resistance.
Gas release rates should be calculated from the penetration resistance test results.
Buried pipe locater systems should be investigated and if necessary tested to establish what would benecessary to enable conventional locator equipment to identify buried GRP pipelines.
The hazardous, explosive atmosphere, area rating of the screwed GRP pipe joints in high pressure gasservice should be investigated. The potential for each screwed joints to require a hazardous area zoningis a risk that would lead to difficulty in managing pipeline safety. A review of each screwed joint type by acompetent specialist authorised to certify the rating should produce an outcome that can be used by allend users. It may be that if a problem exists then a change of the joint lubricant product used may provesufficient to overcome this.
Abrasion rate testing does not appear to be adequate to allow a designer to determine what steps need tobe taken to ensure the pipeline is adequate for its design life. Appropriate measures to provide abrasionprotection are required. For instance will a glass free epoxy resin internal lining provide useful protection?The abrasion resistance of such a lining would benefit from the inclusion of hard additives. If no lining isprovided abrasion will cut into the reinforced layers and release fibres into the flow. Does this lead topossible delamination through wicking? Do the loose glass fibres constitute a hazard? Further test datashould be obtained and reviewed to establish the situation and additional testing may prove necessary.The inclusion of pre-measured test spools into key locations would enable the real abrasion rates to beestablished and sharing of this information would further advance the topic.
The hoop and axial stresses induced in buried and axially restrained pipelines have been calculated but itwould be useful to instrument some spools and test the results obtained. It is possible that such testscould lead to a reduction in the required wall thickness for buried pipeline sections.
The compressive stress region is not present in the ISO 14692 failure and design stress envelopes. Thecurrent ISO 14692 design requires that both shell and column buckling be considered for axialcompression cases but this method can suggest allowable compressive stresses far in excess of theallowable tensile stress. UKOOA and the Shell DEP included a simple method to establish a compressivestress region. A credible allowable axial compressive stress envelope should be investigated anddeveloped.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 40 of 48
Methods presented in various texts for attaching pipe anchors to the pipe do not appear to be suitable forthe high axial loads that must be carried on thick wall, high pressure, pipe sections. Typically theseanchors involve a loose steel sleeve around the pipe with GRP shear keys epoxy glued to the pipe eachside of the anchor. Initial design work carried out suggests that the shear strength of the epoxy glues willbe insufficient to transfer the loads generated by longitudinal pressure and thermal growth of the pipe.
The current typical GRP pipe threads may limit the growth of both pipe size and pressure rating as threadshear may become the dominant failure mode under high pressure. This is likely to be due to the typicalthread geometry whereby the thread length to diameter ratio reduces as the nominal size increases. Anew thread design may need to be developed to allow the range of GRP pipes to expand to meetexpected demand.
Local stresses developed in the pipe wall immediately above where it sits on pipe supports areconsidered in ISO 14692 Pt 3, 8.6 and Annex E. This section suggest that this will only be a problem for >600 mm diameter liquid filled pipes and provides a calculation method to use. Experience has suggestedthat thin wall pipes as small as 200 mm will ovalise at this location if not adequately supported. There islimited guidance provided in ISO 14692 for the length, saddle wrap angle or saddle curvature to ensurethat excessive stresses do not occur. The method provided in Annex E produces erroneous results forsmaller pipes so there is no way to determine the stress for comparison with the allowable stressenvelope. It is likely that an FEA analysis might be able to validate application of relatively simple andreadily available ring bending methods from Roark’s Formulas, which would put a solution in the hands ofmost designers.
Consideration should be given to inclusion of reference to AS 2885 in AS 1200. While there are risks thatthis might bring additional and possibly undesirable requirements from AS 1200 an appropriate inclusioncould greatly extend the ability to utilise AS 2885 on pipelines outside of its current coverage.
Consideration should be given to revisions to various State Petroleum and Pipeline Acts or Regulations toinclude production flowlines, gathering pipelines, distribution system headers and consumer pipelines.The current exclusions can make staying on the right side of the law more difficult than it should be.
Consideration should be given to revisions to various State Mining, Petroleum and Pipeline Acts orRegulations to include reference to AS 2885 to clarify and improve the regulatory path to utilising theStandard.
Training courses and competency assessments will need to be established in Australia to achieve theISO 14692 Pt 4 competency training and assessment requirements. The importance of personnelcompetency for storemen, pipe fitters, supervisors and inspectors in achieving a safe and reliable GRPpipeline is clear from several case histories.
Pipe repair in service techniques such as full encirclement sleeves will probably be developed and willgreatly improve on the current pipe repair methods, which require the pipeline to be shut down, madesafe and the damaged section cut out and replaced.
Pipe branch in service (hot tap) techniques such as full encirclement tees will probably be developed andwill greatly improve on the current pipe branching methods, which require the pipeline to be shut down,made safe and the a section cut out and replaced with a tee fitting.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 41 of 48
7 REFERENCE MATERIALThe following references were used or may be relevant to the application of fibreglass pipeline materials;
WA Govt – Petroleum Pipelines Act 1969
WA Govt – Petroleum Pipelines Regulations 1970
WA Govt – Petroleum Act 1967
WA Govt – Petroleum Regulations 1987
AS 1200 - 1994 – Pressure Equipment
AS 2885.1 - 1997 – Pipelines - Gas and Liquid Petroleum, Part 1 design and construction
AS 3723 - 1989 – Installation and maintenance of plastic pipe systems for gas
AS 2033 – 1980 – Installation of polyethylene pipe systems
AS 4130 – 2003 – Polyethylene pipes for pressure applications
ISO 14692-1 – 2002 – Glass reinforced plastics (GRP) piping – vocabulary, symbols, applicationsand materials
ISO 14692-2 – 2002 - Glass reinforced plastics (GRP) piping – qualification and manufacture
ISO 14692-2 – 2005 - Technical corrigendum 1
ISO 14692-3 – 2002 - Glass reinforced plastics (GRP) piping – system design
ISO 14692-3 – 2005 - Technical corrigendum 1
ISO 14692-4 – 2002 - Glass reinforced plastics (GRP) piping – fabrication, installation andoperation
ASTM D 3567 – 97 – Determining dimensions of fiberglass pipe and fittings
ASTM D 2992 – 01 – Obtaining hydrostatic or pressure design basis for fiberglass pipe andfittings
ASTM D 1599 – 99 – Resistance to short term hydraulic pressure of plastic pipe, tubing andfittings
ASTM D 2105 – 01 – Longitudinal tensile properties of fiberglass pipe and tube
UKOOA – 1994 – Specification and recommended practice for the use of GRP piping offshore
Shell DEP 31.40.10.19-Gen – GRP pipelines and piping systems
API 15HR – 2001 – Specification for high pressure fiberglass line pipe
API 15LR – 1990 – Specification for low pressure fiberglass line pipe
API RP15TL4 – 1999 – Recommended practice for care and use of fibreglass tubulars
ASME B 31.3 – 2004 – Process piping
ABS – FRP hydrocarbon production piping systems
DNV-OS-C501 - 2003 - Composite components
AWWA Manual M45 – Fiberglass pipe design
NORSOK M-001 – 2004 – Materials selection, Cl 6.3.3
NORSOK M-622 – 2005 – Fabrication and installation of GRP piping systems

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 42 of 48
Norwegian Oil Industry Association – Guidelines for NDT of GRP pipe systems and tanks
AEA Technology – various papers from website
Ameron – Engineering design manual for buried and above ground SSL pipelines
Ameron – Calculation manual for Bondstrand GRE pipe systems
Chemical Processing, September 2000 - Overcoming the metal mindset in FRP pipe design –Furdon E Benson
Patrick Laney - Use of composite pipe materials in the transportation of natural gas – 2002
Plastic Pipes Institute – Thermal expansion and contraction in plastic piping systems
SPI Composites Institute – Fiberglass pipe handbook
S.R Frost, M.R. Klein, S.J. Paterson, G.E. Schoolenberg - Service experience with GRE pipelinesand the way forward
US DOE – The development of a permanent mechanical repair sleeve for plastic pipe – Bart Hill
Note that this is not intended to be a comprehensive listing of references relevant to plastic pipe.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 43 of 48
APPENDIX A: – GRE DESIGN OUTCOMESThe following photographs are intended to illustrate what the GRE pipe materials look like as deliveredand during installation.

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 44 of 48

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 45 of 48

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 46 of 48

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 47 of 48

AS 2885.1 - ISSUE PAPER
Issue No: 4.28 Revision: 0 Rev Date 6 Nov 2006Title: Fibreglass Pipeline Materials for AS 2885Author: D Kirk-Burnnand – PCT Engineers
- compliments of Alinta Asset Management
2841DOC0001.doc Page 48 of 48