Feedwater System Reliability Users Group 2015 Meeting San Antonio James Alston – South Texas...
30
Feedwater System Reliability Users Group 2015 Meeting San Antonio James Alston – South Texas Project Rob Frazee – South Texas Project Frank Todd – True North Consulting, LLC Ken Porter – True North Consulting, LLC STP Feedwater Pipe Erosion and Nozzle Replacement Options
-
Upload
robin-gardiner -
Category
Documents
-
view
218 -
download
1
Transcript of Feedwater System Reliability Users Group 2015 Meeting San Antonio James Alston – South Texas...

Feedwater System Reliability Users Group
2015 MeetingSan Antonio
James Alston – South Texas Project
Rob Frazee – South Texas Project
Frank Todd – True North Consulting, LLC
Ken Porter – True North Consulting, LLC
STP Feedwater Pipe Erosion and Nozzle
Replacement Options

Feedwater Pipe Erosion
• Discovery of Pipe Wall Thinning• Erosion of the main feedwater piping in the
area of the CrossFlow Transducers• Discovered in December 2013• LER submitted January 2014 For Overpower
Event – Withdrawn After Evaluation
• Compensatory Actions • Revised pipe wall thickness values inserted
in flow computer• Compensate for change in flow area• Mitigate any possible overpower condition
Feedwater Pipe Erosion
Assumption◦Erosion Occurred Slowly Over Time◦Any Power Change Would Also Occur
Over TimeMethodology
Analysis Would Have To Include Data From Multiple Cycles To Pick-up Suspected Change In Indicated RX Power
Feedwater Pipe Erosion
Three Evaluation Methods Chosen◦MW Output Vs CW Temperature (Multiple
Cycles) Assumes Steady Operation From Cycle To Cycle Assumes No Other Significant TP Events
◦True North Power Predictor Utilizes A “Best Estimate Statistical Analysis”
Method Assumes Valid Baseline Data Is Available
◦Analysis Of HP Turbine Parameters Over Time Assumes Good Operation

Feedwater Pipe Erosion
Unit 1 – MW Output Vs CW Temperature Chart

Feedwater Pipe Erosion
Significant Issues In Unit 1 DataData Not Available Prior To Cycle 12Cycles 12-13 Combined (Prior To LP Turbine
Retrofit)Cycle 15 Data Split To Show Impact of
Extraction Steam Bellows FailureCycle 17 Data A Clear Outlier
◦ Problem With MW Transducer During CycleCycle 18 Htr 15c Extraction Line IssueCycle 18 Significant Reduction In Plant Output
When New Pipe Wall Thickness Value Inserted In January 2014

Feedwater Pipe ErosionUnit 2 – MW Output Vs CW Temperature Chart

Feedwater Pipe Erosion
Significant Issues In Unit 2 Data
Data Not Available Prior To Cycle 10Cycles 10-12 Combined (Prior To LP Turbine
Retrofit)Cycle 14 Data Split To Show Impact of
Extraction Steam Bellows FailureCycle 17 Significant Reduction In Plant
Output When New Pipe Wall Thickness Value Inserted

Feedwater Pipe ErosionUnit 1– Predicted RX Power Vs Time

Feedwater Pipe Erosion
Unit 2– Predicted RX Power Vs Time

Feedwater Pipe ErosionPAA (Polyacrylic Acid) Injection Evaluation◦Unit 1 Began Injection In Cycle 16
(Dec. 2010) ◦Unit 2 Began Injection In Cycle 15
(Feb 2011)No Evidence That PAA Injection Caused A Change In Flow Measurement

Feedwater Pipe Erosion
Unit 1 Plant Parameter Evaluation

Feedwater Pipe ErosionUnit 2 Plant Parameter Evaluation

Feedwater Pipe ErosionUnit 1 Average Calculated CrossFlow CF Vs Time
Unit 2 Average Calculated CrossFlow CF Vs Time

Feedwater Pipe Erosion
15
Feedwater Pipe Erosion• Conclusions
• No Overpower Event Despite Erosion• Suspect Change In Pipe Wall
Roughness Resulted In Flow Profile Change

Flow Nozzle Replacement
Original Meter Design◦ Nom. pipe size = 18.00 in.◦ Pipe I.D. = 15.250 in.◦ Nozzle throat I.D. = 8.0063 in.◦ Ref. Temp. = 68 Deg. F◦ Carbon steel pipe◦ Stainless steel nozzle and downstream portion of
recovery cone◦ Carbon steel end of recovery cone◦ Angle of divergence of recovery cone (from
centerline) = 6 Deg. 30 Min.◦ Three tap sets, 120 Deg. apart.◦ Upstream taps have stainless steel tube inserts
with 0.25” I.D.◦ Throat taps are 0.25” I.D. and connected to outside
pipe taps by internal tubing.17

Flow Nozzle Replacement
Original Meter Design
18
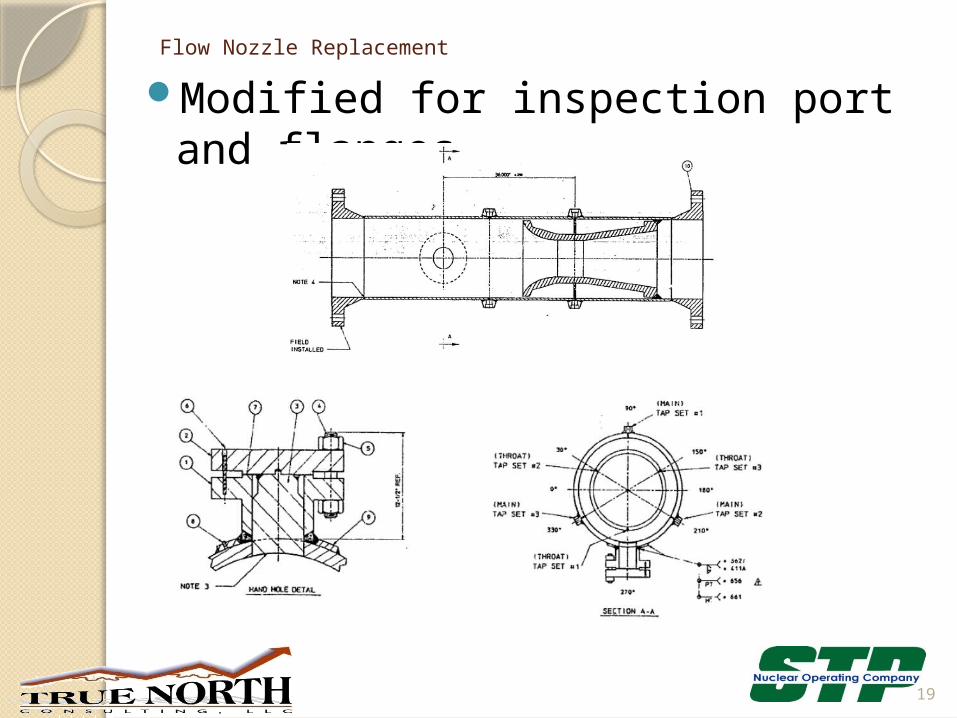
Flow Nozzle Replacement
Modified for inspection port and flanges
19

Flow Nozzle Replacement
Difficult Access
20
Piping plan view of the area around the feedwater flow nozzles. The feedwater flow nozzles are wedged in below some larger piping. Part of the meter runs are also located above the diesel generating room.

Flow Nozzle Replacement
Sample Isometric of Flow Nozzle
21
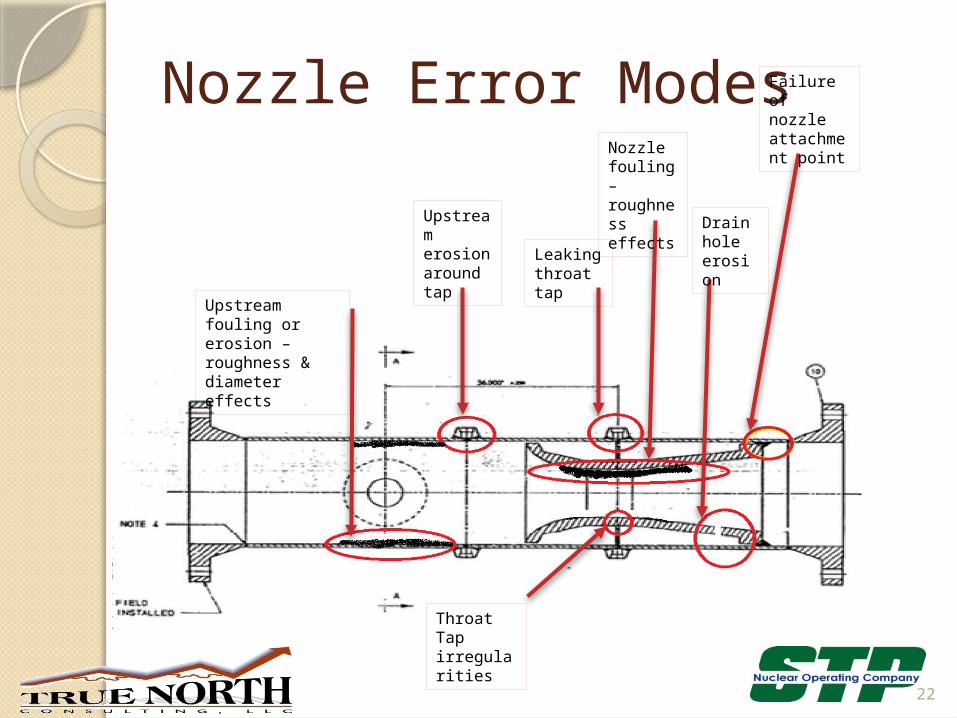
Nozzle Error Modes
22
Upstream fouling or erosion – roughness & diameter effects
Upstream erosion around tap
Leaking throat tap
Nozzle fouling– roughness effects Drain
hole erosion
Failure of nozzle attachment point
Throat Tap irregularities

Flow Nozzle Replacement
Upstream Tap Condition – Possible Effects
23
• Possible higher pressure measurement on the upstream tap due to pipe diameter change and localized turbulence could result in a higher dp measurement at a given flow rate.
• Plant data indicates that the overall effect was in the conservative direction.

Flow Nozzle Replacement
Flow Comparison
24

Flow Nozzle Replacement
Flow Comparison
25

Feedwater Nozzle ReplacementProposed Design Options
◦ Removable PTC 6 Nozzle/Recovery Cone Insert◦ Welded-in Flow Nozzle/Recovery Cone Meter Tube◦ Flanged Low Head Loss Nozzle Meter Tube
Other Options Considered◦ Universal Venturi Tube◦ ASME Classical Venturi◦ High Head Recovery Meter Tube
26

Feedwater Nozzle ReplacementProposed Design- Removable PTC 6 Nozzle/Recovery Cone Insert
27

Feedwater Nozzle Replacement◦Welded-in Flow Nozzle/Recovery
Cone Meter Tube or Flanged Low Head Loss Nozzle Meter Tube (similar design but shorter length)
28

Feedwater Nozzle Replacement
29
Design Cost Uncertainty
Removable PTC 6 Nozzle/Recovery Cone
60 -100K plus calibration
0.2% to 0.3% (meets almost all ASME Specs)
Welded-in Flow Nozzle/Recovery Cone
180K plus calibration
0.2% to 0.3% (meets all ASME Specs)
Low Head Loss Meter Tube 94K plus calibration
0.5% (does not meet all ASME Specs)

Feedwater Nozzle Replacement
30
Selected Replacement Nozzle – Triad ASME PTC-6 LHL Flow Meter Tube