Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996

of 7
-
Upload
koreaflyer -
Category
Documents
-
view
217 -
download
0
Transcript of Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
1/7
ELSEVIER S1359-835X(%)00070-X
Composires Part A 27A (1996) 1089-1095Copyright 0 1996 Elsevier Science LimitedPrinted in Great Britain All rights reserved1359-835X/96/$15.00
Fabrication of woven carbon fibre/polycarbonate repair patches
F. C. Smith*, L. D. Moloney and F. L. MatthewsCentre for Comp osite Materials, Imperial College of Science, Technology and Medicine,Prince Consort Road, London SW7 2BY, UK
and J. HodgesStructural Materials Centre, DRA Farnboroug h, Fa rnborough, Hamp shire GU14 6TD, UK(Received 10 Decemb er 1995; revised 16 April 1996)
In-field rep air of comp osite aircraft is often perform ed in difficult conditions and hence needs to be as simpleas possible. Current repair techniques generally involve the application of comp osite patches b ased onthermosetting epoxy resin via either wet lay-up, pre preg stacking over a film adhesive, or bonding precuredpatches. These method s of repair are very effective, but a comp lex cure cycle under controlled conditions isrequired and the use of epoxy resin means tha t storage must be taken into consideration. Com positespatches b ased on thermoplastic resins overcom e b oth of these problems; they do not require curing, andhave no special storage needs. Thermoplastics can also be thermofo rmed and can hence be produc ed in sheetform and formed to the correct shape in situ during adhesive bonding to the surface to be patched , usingvacuum and heat. With its low thermoforming temperature and good mechanical prop erties, polycarbonateis a good can didate for use as a thermoplastic matrix, with woven carbon fibre fabric as the reinforcement toproduce patch laminates. The present paper describes the use of solution impregnation together w ith filmstacking to produc e patches of acceptable quality and how these patches w ere formed w ithout any wrinklingusing double diaphragm forming. C opyright 0 1996 Elsevier Science Limited(Keywo rds: epair p atches; woven carbon fihre/polycarbon ate compo site; fabrication)
INTRODUCTIONCurrent composite repair techniques generally involvethe application of patches b ased on thermosetting epoxyresins, these being fabricated using either in situ wet lay-up, prepreg stacking over a film adhesive or by bondingprecured patches. These methods give a good qualitypatch but a complex cure cycle under controlledconditions is needed to achieve optimum results.
For the quick in-field repair of battle damagedaircraft, often performed in difficult conditions, thermo-plastic based patches offer two potential advantag es overthermosets: they need no special storage conditions priorto use and, having no lengthy cure cycle, they can bemore quickly applied. Further, since thermoplastics canbe thermoformed, it may be possible, using an appro-priate thermoplastic matrix and adhesive, to develop asystem whereby the patch form ing and the bonding ofthe patch on to the dam aged surface take place together* To whom correspondence should be addressed
in a single process. A n ideal thermoplastic patch for thisin-field repair involving the minim um of equipme nt willbe able to be thermofomred and bonded in place usingonly vacuum and heat.
The most widely used high performance thermoplasticscurrently com mercially available are polyetherether-ketone (PEEK), polyethersulfone (PES) and polyether-imide (PEI). Given their superior mechanical propertiesat elevated tem peratures it would obviously be advanta-geous to use them. H owever, since the patch should bethermoformed and bonded directly over the dam age site,the problem of forming temperatures arises. Thethermoforming temperatures of these materials are toohigh for use with in situ forming o n composite aircraftpanels since the panel being repaired may suffer extensiveheat damag e to both its matrix and any sealant prese nton its internal surface. So, a thermoplastic with a lowerforming temperature must be used, with any reduction inmecha nical properties accepted, for this sort of repairprocess to be viable.From the previous work in this area*, two possible
1 0 8 9
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
2/7
Fabrication of woven carbon fibrelpolycarbonate repair patches: F. C. Smith et al .
Figure 1 Chemical reaction to produce polycarbonate
thermoplastic matrices were identified: polycarbonate andacrylonitrile-butadiene-styrene (ABS ), both mentioned ashaving a thermoforming temperature below 175C .
The work described in the present paper is based on twoMSc projects performed at Imperial College213. n additionto optimizing the process of patch pro duction, thebondability of patches to epoxy matrix composites wasalso studied; only the former aspects are discussed here.
The initial study2 assessed the suitability of bothpolycarbonate and ABS . It proved impo ssible tofabricate acceptable panels using solution impregnationand hot pressing of ABS in the granular form a vailable.It wa s concluded that the use of powder or, possibly, filmmight prove more successful. Acceptable laminates were,however, produced from polycarbonate by a combina-tion of solution impregnation and film stacking,although the pressures and temperatures that had to beused were too high for field repairs.
In the second project3 only polycarbonate was studied.The techniques used before were improved upon and therequirements for thermoforming were evaluated.
POLYCARBONATEThe economically m ost important polycarbonate is 2,2-bis(4-hydroxyphenyl) propane polycarbonate, also termedbisphenol A polycarbonate (BPA -PC). The great com-mercial success of BPA-PC is due to its uniquecombination of properties: ex treme toughness, out-standing transparency, excellent compatibility withseveral polymers and high heat distortion resistance4.
Few details of comm ercial polymerization have beendisclosed, but the basic chemistry is shown in Figure 1.The reaction may be run in solution employing a polymersolvent suc h as methylene chloride and an acid acceptorsuch as pyridine. The polymer (MW 12 000-l 5 000) maybe recovered as a methylene chloride solution aftermultiple a queous wash es to remove the pyridine hydro-chloride formed and excess pyridine.
Chloroform, c&l-2-dichloroethylene, sym-tetrachloro-ethane a nd methylene chloride are the preferred solventsfor polycarbonate. Methylene chloride is an excellentsolvent with the advantag es of low flammability and
toxicity. Py ridine, cresylic acid solvents and p-dioxane arethe non-halogena ted solvents. Hydrocarbons and aliphaticalcohols, esters and ketones do not dissolve poly-carbonates. Chlorobenzene is an adequa te high temp-erature solvent, but the polymer may crystallize and set to ahard g el state on cooling. Acetone promotes rapid crystal-lization of the normally amorph ous polymer, a nd causescatastrophic failure of stressed polycarbonate parts.
The glass transition temperature Tg of 149C forbisphenol A polycarbonate is unusually high comparedto that of polystyrene (lOO C), nylon-6,6 (45C) andpolyethylene (-45C). A high Tp indicates excellentdimension al stability and resistance to creep under load.
Bisphenol A polycarbonate becomes plastic at areported melting rang e of 215-22 5C and it may thenbe shaped with sufficient pressure. The viscosity con-tinues to decrease with increasing temperature and overits normal injection mou lding range, of 270-31 5C, themelt viscosity drops from 1100 to 360 Pas. For com -parison purposes, the melt viscosity of poly(ethyleneterephthalate) of similar molecular weight is five timeslower over the same temperature range.
Bisphenol A polycarbonate exhibits outstandingthermal stability. The dry polymer may be held forhours in the molten state up to 320C and for short timesup to 330-350C with minimum degradation. Decom-position begins at an appreciable rate above the lattertemperature and rapid cracking and loss of volatilefragmen ts o ccurs above 400C . The outstanding thermalstability c oupled with a high degree of aromaticitycombine to make bisphenol A polycarbonate resistant toburning.
PRODUCTION OF THERMOPLASTIC MATRIXCOMPOSITESSolution impregnation
The most frequently tried approach to impregna tionis to dissolve the polymer in a suitable solvent and usethat low viscosity medium to wet the fibres. Thepreferred solution concentration is about 10% byweight of polymer. T he impregna tion operates a tambien t temperature and is followed by drying toeliminate the unwa nted solvent. The wetting processitself relies mainly on surface tension forces. The processis relatively easy to operate, provided that a suitablesolvent is available for the polymer matrix.
Despite many argum ents in favour of solutiontechnology, for many years it was a relatively unusedtechnique. The reasons against solution impregnationare:l the use of solution technology usually lea ds to asensitivity to solvents in service;l the presence of residual solvents compro mises proces-sing and reduces service performance, particularly athigh temperature;l because the fibre wetting proc ess is determined by
1 0 9 0
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
3/7
Fabrication of woven carbon fibrelpolycarbonate repair patches: F. C. Smith et al.
surface tension forces, the fibre distribution is not This process can take several hours to fully wet-out theeasily controlled; and fibres. The high pressure applied can also lead to the
l the fibre-matrix interface produced in the solutionprocess is inadequa te.
problem of fibre damage, especially in the case of wovenfabrics where the fibres cross one another.
The problem of solvent sensitivity c an be addressed inone of three ways:
the use of the composite can be constrained to thoseapplications where solvent exposure is not critical or,in use, those solvents to which it is susceptible can beavoided;the polymer can, after the composite is formed, becrosslinked to make it insensitive to solvents; an dthe solvent used can itself be a monome r and besubsequently polymerized.
Elimination of solvents from the composite takes place intwo stages. The removal of the bulk of the solvent(increasing the polymer conce ntration from about 15 to95% ) and removing the final traces of the solvent. Thepresence of residual solvent may, on occasion, beexploited. It can be used to soften the composite tomake it drapable and tacky and hence suitable for handlay-up; in this case the residual solvent must be removedduring the final processing stage. Failure to remove theresidual solvent le ads to bubbles or blisters in thecomposite, and high temperature properties may beaffected. The presence of even traces of residual solventmay also provide a path for accelerated attack bysolvents in service.
The interface between the fibres and ma trix is a criticalfeature of thermoplastic matrix composites, and incomposites p repared by solution impregn ation thisinterface is usually not very good. The reasons for thisare not exactly know n, but there are currently threepossible explanations:l detachme nt of the interface d uring solvent extraction;l concentration of residual solvent at the interface; a ndl phase sepa ration of low molecular weight species at
the surface of the fibres.During removal of the solvent from the interface, thenatural escape route is through the surface layers, but analternative course is for the solvent to move to the fibre-matrix interface, detach the interface, and then movealong the fibres surface until it reaches the surface of thecomposite.
Film stackingFilm stacking was, for a long time, the standard
method for producing thermoplastic compo sites. Layersof reinforcing fibres are interposed between layers ofthermoplastic sheet, and then the stack is compressed at atemperature above the Tg of the thermoplastic to pressuresof at least 10 bar.
The major problem with this technique is achievinggood fibre wet-out. In the melt form the thermoplastic isstill highly viscous an d high pressure must be applied toforce this melt through the tiny gaps between the fibres.
Since film stacking is based on flat film, it is welladapted to mak ing flat sheets, but it can be adapted toshaping com plex forms. Despite its problems filmstacking is still widely used, an d w hen used with reinforc-ing fibres which have been pre-impregn ated to somedegree with thermoplastic the problem of poor wet-outcan be reduced.Hence, a combination of solution impregnationfollowed by melt processing appears to be a good w ayto place fibres within a thermoplastic resin as theunwe tted fibres after solution impregn ation would beeasily wetted by a subseque nt melt process.
PATCH LAMINATE FABRICATIONInitial studies2 showed that solution impre gnation of thefibres followed by film stacking and hot pressingproduced laminates with the fewest defects. Severalvariations of both processes were investigated before asatisfactory procedure wa s established. One difficultyencountered was that polycarbonate could only beobtained in granular, rather than powder, form.
Solution impregnationIt was found.2 that 5% w/w of polycarbonate
granules in dichloromethane gave a relatively fastdissolving solution which gave good impregnation.Since the evaporation of the dichloromethane duringdissolution wa s a problem, the mixture needed to beplaced in a tight capped bottle. This had the addedadvantag e that the mixture could be shaken to accelerateits dissolving.
To prevent it disintegrating during impregna tion thewoven carbon fibre fabric* wa s fastened to a woodenpicture-frame of 500m m side length. The fabric in theframe w as placed in a bath containing 2dm3 of thesolution and gently massa ged w ith a brush. A fter removalfrom the solution, the fabric in the frame w as slowlyrotated to prevent the solution dripp ing to one end.
Wh en dry, the fabric was removed from the frame,weighed, and the mass compared with the original m assof fabric. After a numb er of impregna tions, the averageweight fraction of polycarbonate in the fabric was12.08%.
The only problem with this technique was thatalthough it was initially tau t in the frame, on immersionin the solution the fabric stretched. This mean t tha t ondrying the fabric was no longer flat. Various attempts tosolve this, such as drying against a Perspex sheet, wereunsuccessful.*Five-harnessatin weave fabric, SC516,283 grn- using Tenax HTA5 13 1 yarn supplied by Sigmatex
1 0 9 1
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
4/7
Fabrication of woven carbon fibrelpolycarbonate repair patches: F. C. Smith et al.
--I_
O/90-_
+I-45O/90+I-45--0190+/aO/90
---__+/a--
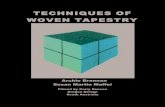
-- = poly&nate filmO&O = impregaated fabric in O/W directionI-45 = impregnatedabric n +A45direction
Figure 2 Initial lay-up
0 1 9 0- - _
+/-45__--_-O/90
+I-45-___I_-+/-a5__-_-_O/90
l-45_-I-_-_0190__-----__
Figure 3 Symmetrical stacking sequence
Fi l m s t ack i ng and ho t pres s i ngInitial study of the manufa cture of polycarbonate/
carbon fibre laminates using film stacking and hotpressing found that six layers of pre-impregna ted fabricseparated by five layers of polycarbonate film (plus twolayers at each outer surface) gave the best laminate,possessing good fabric impregnation and a good surfacefinish. This was used as the basis for further trials3 withthe laminates produced containing 11 layers of poly-carbonate film (two on each outer surface), as shown inFigure 2.
The stac k of fabric an d film wa s inserted in a releasecoated metal mould and then placed in a heated press for20min at 1.24MPa and 265C. Apart from the centralregion the quality of the resultant laminate wa s poorwhen checked by eye, with ultrasonic C-scan ning andusing microscopy. The major fault was bubbles in theupper surface layer of polycarbonate, although there wa salso distortion of the weave pattern at the edges of thelaminate. Other com binations of film and prepregstacking failed to produce a satisfactory laminate.
The process thou ght to be causing the bubbles in thetop surface of the laminate was excess solvent from theimpregna ted fibres being driven off during the hotpressing and not being able to escape from the mould.
Originally the impregna ted fabric wa s left for a couple ofhours at room temperature until it felt dry. Afterinvestigation, it was found that leaving the impregna tedfabric in a vacuum oven for two weeks at 80C produceda laminate which was almost completely free of bubbles.The problem of fibre distortion was resolved byprocessing a symme trical lay-up, as shown in Figure 3.It should be noted that better results were obtainedwith an enclosed press. With an open press, which wasalso used, the edges of the mould were cooler than thecentre, resulting in poorer conso lidation around theperiphery of the laminate.
One laminate was produced in an autoclave. Theschedule followed was the same as for the laminatesproduced in the press. The resultant laminate wa s verywell consolidated, with no visible bubbles. The C-scanshowed that the quality of the laminate was moreconsistent than for those prepared in the hot-press.
This result showed that if the patch laminates were tobe manufac tured before being taken into the field, theycould be prepared in bulk in an autoclave.
THERMOFORMINGThermoforming wa s originally developed as a fast, lowtechnology mea ns of shaping unreinforced thermoplasticsheets, requiring only simple equipme nt. Therm oplastics,in sheet form, are heated to a plastic state in which thesheet retains its integrity throughout a heating an dstretching sequence. Combina tions of vacuum , airpressure and mechanica l force are used to shape theheat-plasticized sheet to a mould.
The addition of long-fibre reinforcement can seriouslycomplicate the thermoforming of thermoplastics. Themost severe situation arises in advanced compositeswhich involve the use of continuous, straight, parallelfibres, crossplied and packed to a high volume fraction.In such composites in-plane flexibility is much reduced,local thickness reductions cannot occur without majorrearrangem ent of fibres, local wrinkling may occur, andthe position of the fibres is difficult to control.
Of the various h eating m ethods available infrared(i.r.) heating has been proven to be a good choice forthin, well compacted flat sheets, or gentle contours ina continuous oven feeding a moulding process. Forloosely compacted plies convection heating is aneffective method. Impingem ent heating in whichmany high velocity jets of heated air impinge on thesurface, an d contact heating using, say, a heater mat arealternative methods. Radio frequency heating can beeffective, but is very dependen t upon part com positionand geometry and requires specialized de sign and set-upexperience.The choice of a forming method depends on the levelof capital investment desired and the effect of themethod on the quality of the final part. The majorprocessing methods currently being used in thermo-forming are6 matched-d ie press forming, diap hragm
1 0 9 2
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
5/7
Fabrication of woven carbon fibrelpolycarbonate repair patches: F. C. Smith et al.
- =mould----- = breather loth
= releasecloth- =vacuumbGIg
= kmmcouple
Figure 4 Set-up used to thermoform the patch laminate using a heater mat and vacuum
forming, hydroforming, autoclave forming, vacuumforming and rubber pad press forming.
THERMOFORM ING OF PATCHES
As previously stated, one constraint on in situ thermo-forming is that the patch should not be allowed to exceedtemperatures of about 110C . The reason for thislimitation is that wh en applying a patch to an aircraft,using the aircraft as a mould, the substructure and sealsof the aircraft could undergo thermal degradation attemperatures in excess of 110C. Since the normalforming temperature of polycarbonate is quoted4 as191C , and the lower forming temperature is given as168C , unless the patch laminates could be made to format significantly low er temperatures than these, some formof insulation would have to be used between the patchlaminate and the mould to prevent the mould frombecoming too hot.Initial studies
The initial studies reported here involved simplyheating the patch laminates with a heater mat or in anoven and pressing the laminate by hand on to a mould. Alaminate wa s placed on top of a double curvature mould(with radius of curvature of 100 mm ) with a heater maton top. Thermocouples were placed on the top andbottom surface of the laminate and the top surface of themould and the temperatures were monitored constantlyas the temperature of the heater m at was increased. W ithpressure applied by hand no deformation of the laminateoccurred until the setpoint of the heater m at wasincreased to 150C . A small amount of deformationremained when the pressure was relieved, but the bottomsurface of the laminate was severely wrinkled. The majorproblem with this method of thermoforming the patchlaminates appeared to be the large temperature differencebetween the top and bottom surfaces of the laminate, dueto the low through-thickness thermal conductivity of thelaminate. In order to get the bottom of the laminate to atemperature at which it would form readily, the top of thelaminate would have to be at a very high temperature.Following the above, a laminate was placed in an ovenin order to produce even heating. After being left in anoven at 1 60C for 1 h the laminate was removed, placed
immediately on the mould and again pressed by hand.On removal from the oven the laminate cooled veryrapidly and, on placing it on the mould where thethermocouple on the surface of the laminate read 1 2O C,the laminate could not be bent.
Since the problems with the previous methodsappeared to be the poor through-thickness thermalconductivity of the patch lam inates, and the high coolingrate, the next method tried involved enclosing thelaminate in a vacuum bag during heating w hich wouldhelp prevent cooling, and the vacuum could be used toprovide the forming pressure rather th an having to formby hand. Figure 4 shows the set-up used. The heater matand vacuum were controlled by a hot bonding machinewhich gave a read-out every 2 min of the thermocoup lesand the level of vacuum . Initially the vacuum was set at125 mm Hg, but as the laminate began to form, this wasincreased to 625 mm Hg.
With a single curvature mould (with radius of curv-ature of 1.50mm). the laminate began to form at between140 and 15OC, and it was at this point that the vacuumwas increased and pulled the laminate down on to themould. The laminates were held like this for - 10minand then cooled down with the vacuum still applied. Onremoving the vacuum , the laminates retained the shapeof the mould, but were wrinkled on the bottom surface(next to the mould). A second m ould wa s tried whichcontained two 90 bends. With the setpoint of the heatermat at 160C the laminate formed to the shape of themould. The inner surface of the laminate showed severewrinkling at the 90 bends. From the above results it canbe seen that the polycarbonate formed at rather low etemperatures than the quoted literature value7 of 168C .
It wa s clear that the wrinkling seen was due to thebottom (or inner) surface of the laminate being incompression during forming. One way to solve this is bydiaphrag m forming, w hich involves encasing the lami-nate under vacuum between two diaphragms whichkeeps the laminate slightly in tension du ring forming.This approach was investigated at DRA Farnborough.following the studies at Imperial College.Double diaphragm forming and consolidation
Double d iaphragm forming has evolved from thevacuum forming of thermoplastic sheet and the super-plastic forming of metals. The main principles of the
1 0 9 3
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
6/7
Fabrication of woven carbon fibrefpolycarbonate repair patches: F. C. Smith et al.
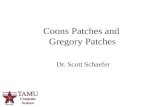
Glasschordto
Mould
. Ucl@Jl -=kYtape--_---- J_cld -laminate-~gm clamping-Figure 5 Lay-up placed in autoclave in double diaphragm formingprocess
process are:the unconsolidated preform is placed between two thinplastically deformable diaphragms;the diaphra gms are clamped around the edge of themould and the application of vacuum maintain s thecomposite preform in a state of biaxial tension; andthe preform and tooling are heated to the processingtemperature of the polymer matrix and the dia-phragm s are stretched over a die by the applicationof a differential hydrostatic pressure.
Since the diaphrag ms maintain the preform in a state ofbiaxial tension during the forming problems such aswrinkling, splitting an d thin spots are eliminated in thefinal laminate.The double diaphrag m forming carried out at DR AFamborough used both impregnated woven fabric withpolycarbonate film and dry woven fabric with poly-carbonate film. Wh en the impregna ted fabric wa s used,eight plies of the fabric and nine sheets of polycarbonatefilm were used, whereas with the dry fabric eight plies offabric an d 1 8 sheets of polycarbonate film were used (twosheets of film between each ply of fabric and two sheetson each outer edge). The mould used during the formingprocess w as a half-cylinder with a radius of curvature of100 mm and tapered ends.
The material was laid up as shown in Figure 5 withsection B under vacuum to keep the preform in a state ofbiaxial tension and the vacuum in section A was used tohelp consolidate and form the laminate. Baggingmaterial was used as the diaphragm, a knotted piece ofglass chord wa s placed in the vacuum port of section B toprevent any excess resin blocking the port, and athermocouple was placed on the clamping frame (noton the laminate to prevent marking ) to record thetemperature.The set-up was placed in an autoclave and vacuumwas applied to section B. The autoclave was heated to220C and left to soak for 10min after which vacuumwas applied to Section A. After 5 min 1 bar of pressurewas applied and after a further 5 min this was increasedto 3 bar. T his pressure wa s held for 10m in a nd then the
cooling process was started. On removal from the mouldthe laminate wa s well consolidated and matched theshape of the mould perfectly with no wrinkles. Duringexperimentation with the forming process it wa s foundthat if the preform was too large the excess materialaround the edges of the mould prev ent m ovement duringforming and caused wrinkling at the edges of the mould.By simply ensuring that the correct amou nt of preformwas used this problem was eliminated. I
DISCUSSIONThe w ork2>3 eported here has shown that it is feasible toproduce, on a laboratory scale, patches of acceptablequality from woven carbon fibre fabric and polycarbo-nate. The issues underlying impregna tion and consolida-tion have been studied and patches p roduced via aprocedure involving solution impregnation and filmstacking, using either a heated press or an autoclave.There is no obvious reason why the method could not bescaled up for batch production, enabling aircraftoperators to maintain a store of patches for further use.
It has also been shown that such patches can besatisfactorily shaped using double diaphragm forming.Simple forming using a heater mat, or an oven, was notsatisfactory. Of course, whilst diaphrag m forming maybe possible at a major maintenanc e depot, its use in thefield is questionable. For in-field repair there are twoalternative solutions: if the radius of curvature requiredwas shallow it may be possible to form the polycarbonatepatches using a heater mat a nd vacuum bag withoutwrinkling of the patches occurring. Alternatively,patches formable at lower temperatures than thoserequired by polycarbonate could be used in conjunctionwith a heater mat.On the wider issue of using thermoplastic matrixpatches for repair, one needs to consider both thebonding of the patch to the parent composite, and thedurability of the repair. The former issue appears not tobe a serious problem according to results obtained onbonded lap joints at Imperial College3.The durability issue is perhaps more se rious. As notedabove, po lycarbonate is soluble in a numb er of solvents,some of which could well be encountered in the operatingenvironment of civil and military aircraft. One result ofcontamination could be embrittlement of the polycarbo-nate matrix resulting in a possible lossof strength of therepair. Clearly the patch cou ld be covered with aprotective layer, or the use of the more dam agingsolvents prohibited. However, such issues would needto be addresse d before the use of such materials could becertificated.
CONCLUSIONSUsing a combination of solution impreg nation, filmstacking and hot pressing, polycarbonate/carbon fibre
1 0 9 4
-
8/6/2019 Fabrication of Woven Carbon Fibrepolycarbonate Repair Patches 1996
7/7
Fabrication of woven carbon fibrelpolycarbonate repair patches: F. C. Smith et al.
laminates were produced that were well consolidated andhad a relatively low void content.
It was shown that thermoforming of polycarbonatebased laminates can be performed at lower temperaturesthan those previously reported, with forming beg inningbetween 140 and 150C when a heater mat and vacuumbag were used. This method, however, produced severewrinkling on the bottom surface of the formed laminate.Double diaphrag m forming was shown to be an effectivemethod to produce well formed, wrinkle free polycarbo-nate/carbon fibre laminates.
ACKNOWLEDGEMENTSThe bulk of the work described here was performed atImperial College by the first two authors whose M Scstudies were funded by the DRA Farnborough (Con-tracts 203 7/402MA and 2037/402). The assistance of the
contract monitors and other DR A staff is gratefullyacknowledged.REFERENCES
Murphy, D. Development of damage repair techniques: use oflow temperature thermoplastic composites, Report No. C325A,Royal Aircraft Establishment (Fdmborough), prepared underContract no. A91B/211 Amendment No. 3, 1990Moloney, L. Repair of composites using thermoplastic compo-site patches. MSc Project Report, Centre for Composite Materi-als, Imperial College, 1993Smith, F.C. Repair of composites using thermoplastic compositepatches. MSc Project Report. Centre for Composite Materials,Imperial College, 1994International Encyclopaedia of Composites, Vol. 4, VCHPublishers Ltd, New York, USA, 1991, pp. 141-156Encyclopaedia of Chemical Technology, Vol. 18, Wiley-Interscience, 1982, pp. 480-494Okine, R.K. Analysis of forming parts from advanced thermo-plastic composite sheet materials. SAMPE J. 1989, 25(3) 9-19Throne, J.L. Thermoforming, Hanser Publishers, Munich,Germany, 1987
1 0 9 5