Fabrication of W–20wt.%Cu Alloys by Powder Injection Molding-2010
6
Journal of Materials Processing Technology 210 (2010) 137–142 Contents lists available at ScienceDirect Journal of Materials Processing Technology journal homepage: www.elsevier.com/locate/jmatprotec Fabrication of W–20 wt.%Cu alloys by powder injection molding Cheng Jigui ∗ , Wan Lei, Cai Yanbo, Zhu Jinchuan, Song Peng, Dong Jie School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China article info Article history: Received 27 March 2009 Received in revised form 29 July 2009 Accepted 3 August 2009 PACS: 81.05.Bx 81.20.Ev 81.70Pq Keywords: Powder injection molding (PIM) W–Cu alloys Debinding Sintering abstract W–20 wt.% Cu balls were fabricated by powder injection molding using a binder system consisted of paraf- fin wax, high density polyethylene, ethylene vinyl acetate and stearic acid. By optimizing the injection molding parameters, defect-free green parts were obtained. A two-step debinding process was employed to extract the binders in the molded samples. All soluble ingredients of the binders in the green parts were extracted during solvent debinding, and the residual binders can be removed in thermal debinding. The debound W–Cu samples were sintered in H 2 atmosphere at temperatures ranging 1050–1150 ◦ C for 2 h. It was shown that relative density of the sintered W–Cu samples increases from 87.37% of the theo- retical to 95.58% as sintering temperature rises from 1050 ◦ C to 1150 ◦ C. Microstructures of the molded, the debound and the sintered W–Cu samples were observed by scanning electron microscope, and the sintered W–Cu balls have fine and homogeneous microstructures. Maximum compressive strength of W–Cu balls with 8.5 mm diameter reaches 58 kN. © 2009 Elsevier B.V. All rights reserved. 1. Introduction Powder metallurgical W–Cu alloys have been widely used in electrical contacts, welding electrodes, thermal management devices such as heat sinks and spreaders because of their excellent mechanical property, low thermal expansion and high electrical conductivity (Hong and Kim, 2003; Kang, 2004; Lee et al., 2006; Shi et al., 2007). In most of these applications, W–Cu composites with high density and homogeneous microstructure are needed for high performance. W–Cu alloys are usually fabricated by infiltration of tungsten skeletons with liquid copper or liquid-phase sintering of W–Cu powder compacts. Infiltration is a two-step process that wicks molten copper into the open pores of a pre-sintered tung- sten skeleton. Following infiltration, the parts are usually machined to the final dimensions (Naseri and Kamali, 2007). This method does not result in a homogeneous microstructure and requires large amount of energy and high cost, especially for parts with complex shapes (Yoo et al., 1999; da Costa et al., 2003). Therefore, many attempts have been made to fabricate densified W–Cu parts with complex shapes, and liquid-phase sintering has been shown to be an effective method to fabricate fully or near fully dense W–Cu parts with complex shapes (Hong and Kim, 2003). It has also been shown that high dense W–Cu alloys can be produced by liquid- phase sintering with the addition of a small amount of Ni or Co ∗ Corresponding author. Fax: +86 0551 2901793. E-mail address: [email protected] (J. Cheng). (Johnson and German, 1993). However these additives significantly decrease thermal and electrical properties of the tungsten–copper alloys. Powder injection molding (PIM) is a combination of powder metallurgy and plastic injection molding technology (Loh et al., 2001). The PIM process offers many unique advantages for the mass production of small and complex parts with high performance and good surface finishes (Ye et al., 2008). It also overcomes limita- tions on the shapes of traditional powder compaction, the defects and tolerances of conventional casting, the productivity of isostatic pressing and slip casting, and the high costs of machining (German and Bose, 1997). Since 1980s, PIM technique has been success- fully used for producing various ceramic and metal parts, such as alumina, copper, titanium, cemented carbides, stainless steels (Oliveira et al., 2005; Moballegh et al., 2005; Nyberg et al., 2005; Zhu et al., 2002; Sung et al., 2002). The merits of PIM technique also make it attractive in fabricat- ing W–Cu parts with high density and complicated shape. Recently there have been many publications on powder injection molding of W–Cu powders (Ye et al., 2008). But up to now, most of these publications have been about the effects of characteristics of W–Cu powders on the sintering densification and microstructure of the W–Cu alloys, especially on preparing superfine or nanosized W–Cu powders by ball milling and mechanical alloying (Kim et al., 2006; Moon et al., 1994; Ryu et al., 1998; Yang and German, 1997), and there have been few reports on employing the PIM process to pre- pare W–Cu parts with complicated shape using commercial W and Cu powders. 0924-0136/$ – see front matter © 2009 Elsevier B.V. All rights reserved. doi:10.1016/j.jmatprotec.2009.08.001
-
Upload
cristi-predescu -
Category
Documents
-
view
20 -
download
0
description
contacte electrice
Transcript of Fabrication of W–20wt.%Cu Alloys by Powder Injection Molding-2010

F
CS
a
ARRA
P888
KPWDS
1
idmcSwhoowstdasacapsp
0d
Journal of Materials Processing Technology 210 (2010) 137–142
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
journa l homepage: www.e lsev ier .com/ locate / jmatprotec
abrication of W–20 wt.%Cu alloys by powder injection molding
heng Jigui ∗, Wan Lei, Cai Yanbo, Zhu Jinchuan, Song Peng, Dong Jiechool of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China
r t i c l e i n f o
rticle history:eceived 27 March 2009eceived in revised form 29 July 2009ccepted 3 August 2009
ACS:1.05.Bx
a b s t r a c t
W–20 wt.% Cu balls were fabricated by powder injection molding using a binder system consisted of paraf-fin wax, high density polyethylene, ethylene vinyl acetate and stearic acid. By optimizing the injectionmolding parameters, defect-free green parts were obtained. A two-step debinding process was employedto extract the binders in the molded samples. All soluble ingredients of the binders in the green partswere extracted during solvent debinding, and the residual binders can be removed in thermal debinding.The debound W–Cu samples were sintered in H2 atmosphere at temperatures ranging 1050–1150 ◦C for2 h. It was shown that relative density of the sintered W–Cu samples increases from 87.37% of the theo-
1.20.Ev1.70Pq
eywords:owder injection molding (PIM)–Cu alloys
retical to 95.58% as sintering temperature rises from 1050 ◦C to 1150 ◦C. Microstructures of the molded,the debound and the sintered W–Cu samples were observed by scanning electron microscope, and thesintered W–Cu balls have fine and homogeneous microstructures. Maximum compressive strength ofW–Cu balls with 8.5 mm diameter reaches 58 kN.
© 2009 Elsevier B.V. All rights reserved.
ebindingintering
. Introduction
Powder metallurgical W–Cu alloys have been widely usedn electrical contacts, welding electrodes, thermal managementevices such as heat sinks and spreaders because of their excellentechanical property, low thermal expansion and high electrical
onductivity (Hong and Kim, 2003; Kang, 2004; Lee et al., 2006;hi et al., 2007). In most of these applications, W–Cu compositesith high density and homogeneous microstructure are needed forigh performance. W–Cu alloys are usually fabricated by infiltrationf tungsten skeletons with liquid copper or liquid-phase sinteringf W–Cu powder compacts. Infiltration is a two-step process thaticks molten copper into the open pores of a pre-sintered tung-
ten skeleton. Following infiltration, the parts are usually machinedo the final dimensions (Naseri and Kamali, 2007). This methodoes not result in a homogeneous microstructure and requires largemount of energy and high cost, especially for parts with complexhapes (Yoo et al., 1999; da Costa et al., 2003). Therefore, manyttempts have been made to fabricate densified W–Cu parts withomplex shapes, and liquid-phase sintering has been shown to be
n effective method to fabricate fully or near fully dense W–Cuarts with complex shapes (Hong and Kim, 2003). It has also beenhown that high dense W–Cu alloys can be produced by liquid-hase sintering with the addition of a small amount of Ni or Co∗ Corresponding author. Fax: +86 0551 2901793.E-mail address: [email protected] (J. Cheng).
924-0136/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.jmatprotec.2009.08.001
(Johnson and German, 1993). However these additives significantlydecrease thermal and electrical properties of the tungsten–copperalloys.
Powder injection molding (PIM) is a combination of powdermetallurgy and plastic injection molding technology (Loh et al.,2001). The PIM process offers many unique advantages for the massproduction of small and complex parts with high performance andgood surface finishes (Ye et al., 2008). It also overcomes limita-tions on the shapes of traditional powder compaction, the defectsand tolerances of conventional casting, the productivity of isostaticpressing and slip casting, and the high costs of machining (Germanand Bose, 1997). Since 1980s, PIM technique has been success-fully used for producing various ceramic and metal parts, suchas alumina, copper, titanium, cemented carbides, stainless steels(Oliveira et al., 2005; Moballegh et al., 2005; Nyberg et al., 2005;Zhu et al., 2002; Sung et al., 2002).
The merits of PIM technique also make it attractive in fabricat-ing W–Cu parts with high density and complicated shape. Recentlythere have been many publications on powder injection moldingof W–Cu powders (Ye et al., 2008). But up to now, most of thesepublications have been about the effects of characteristics of W–Cupowders on the sintering densification and microstructure of theW–Cu alloys, especially on preparing superfine or nanosized W–Cu
powders by ball milling and mechanical alloying (Kim et al., 2006;Moon et al., 1994; Ryu et al., 1998; Yang and German, 1997), andthere have been few reports on employing the PIM process to pre-pare W–Cu parts with complicated shape using commercial W andCu powders.
138 J. Cheng et al. / Journal of Materials Processing Technology 210 (2010) 137–142
and t
Wasasm
2
2
25stf
otowaiodittfp9m
TC
Fig. 1. SEM photographs of the W (a)
In this work, a PIM process was designed to fabrication spherical–20Cu parts using commercial tungsten and copper powders andcomposite binder system based on paraffin wax (PW), high den-
ity polyethylene (HDPE), ethylene vinyl acetate (EVA) and steariccid (SA). Microstructure and properties of both the molded and theintered parts were investigated and the processing parameters forolding, debinding and sintering were optimized.
. Experimental
.1. Feedstock and specimen preparation
Commercial tungsten powders with particle size ranging–4 �m and electrolytic copper powders with particle size ranging–7 �m were used as the starting metallic powders. Fig. 1 showscanning electron micrographs of the powders. A composite sys-em containing PW, HDPE, EVA and SA was selected as the bindersor PIM. Table 1 lists specifications of the binder ingredients.
Mixing of the metallic powders with the binders was carriedut in a Banbury mixer at 140 ◦C for 40 min. The mixtures werehen granulated into particles about 2–3 mm for using as feedstockf injection molding. A Fengtie F-120 injection machine equippedith a mold with spherical cavity was used for injection molding
nd the injection molding parameters of injection temperature,njection pressure, injection speed and mold temperature wereptimized to obtain regular spherical shapes with about 10 mmiameter. A two-step debinding process including solvent debind-
ng and thermal debinding was employed to remove the binders inhe green parts. Solvent debinding was carried out by immersing
he molded parts in a kerosene solvent at different temperatureor certain times. After solvent debinding, thermal debinding waserformed by heating the samples in hydrogen atmosphere at00 ◦C for 2 h. The heating rate was chosen on the results of ther-ogravimentrical analysis of the feedstocks. After debinding, theable 1haracteristics of the binder ingredients used in this work.
Component Chemical structure tm (◦C
PW CnH2n+2 58
HDPE 139
EVA 80
SA CH3(CH2)16COOH 66
he Cu (b) powders used in this work.
samples were sintered in hydrogen atmosphere at temperature1050–1150 ◦C for 2 h.
2.2. Test methods
Differential scanning calorimetry (DSC) analysis and thermo-gravimentric analysis (TGA) were conducted on the binders and thefeedstocks at a heating rate of 10 ◦C/min in argon atmosphere witha flow rate of 100 cm3/min. Microstructure of the debound and thesintered W–Cu samples was observed by scanning electron micro-scope. Sintering shrinkage was measured on the spherical samples.Density of the W–Cu samples sintered at different temperatureswas measured by the Archimedes method and was expressedas relative to the theoretical value of 15.6 g/cm3. Compressivestrength of the sintered W–Cu balls was also tested (Zhang et al.,2002).
3. Results and discussion
3.1. Properties of the feedstocks
In the preparation of feedstocks, W and Cu powders were mixedwith binders, the binders serve as a role of the temporary or tran-sient phase to supply flowability and moldability to the mixtureswhich is important to a successful production (Thomas-Vielma etal., 2008). The melting point of the binder ingredients, which isvaluable for the selection of general mixing and molding temper-atures, was tested by DSC analysis. Fig. 2 shows DSC curve of thebinders. The peak melting temperatures for the binders are 60.9 ◦C
and 121.2 ◦C during heating. Mixing and molding of the feedstocksshould be accomplished at a temperature higher than the majormelting point of the binder, i.e. 121.2 ◦C. On the other hand, thetemperature of the mold should be kept below 60.9 ◦C to preventthe molded part from sticking to the mold cavity.) � (g/cm3) Decomposition temperature (◦C)
0.9 180–400
0.96 470–550
0.96 350–550
0.96 130–400

J. Cheng et al. / Journal of Materials Processing Technology 210 (2010) 137–142 139
3
tipiptpt1wttipitfla
Fs
Fig. 2. Differential scanning calorimetry curve of the feedstocks.
.2. Injection molding
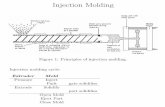
To obtain defect-free green parts during injection molding,he processing parameters should be optimized. The key mold-ng parameters are injection temperature, injection pressure,acking time, mold temperature, and injection speed. The min-
mum injection temperature should be higher than the meltingeak temperature 121.2 ◦C (Fig. 2) but lower than decompositionemperature of the binders. In this work, when the injection tem-erature is below 160 ◦C, the viscosity of the feedstocks is too higho fill the mold. Also the temperature should not be higher than90 ◦C, above which the PW begins to decompose. Fig. 3 showseight change of the injection molded balls as a function of injec-
ion pressure and injection speed at 180 ◦C. It can be seen thathe weight of the green parts increases as the injection pressurencreases from 90 to 110 bar. But the weight decreases when theressure is higher than 110 bar. While a high injection pressure
nduces severe stresses in the part and consequently causes cracks,oo low a injection pressure does not allow sufficient materials toow into the spherical cavity. Defect-free parts were obtained atn injection pressure of 110 bar, an injection speed of 30% (of the
ig. 3. Weight change of the injection molded balls as a function of injection pres-ure and speed.
Fig. 4. Sketch of the solvent debinding process.
standard injection speed), an injection and mold temperature of180 ◦C and 50 ◦C, respectively.
3.3. Debinding
Binder removal of the injection molded samples was carriedout in two steps: solvent debinding and thermal debinding. Sol-vent debinding was conducted by immersing the molded samplesin a kerosene solvent maintained certain temperatures for vari-ous times. PW and SA in the binders were removed in this stage.This is helpful to generate pore channels inside the parts that allowgaseous productions of the decomposition reactions in thermaldebinding to diffuse out of the parts. Fig. 4 shows sketch of thesolvent debinding process (German, 1987). Fig. 5 shows the effectsof debinding temperature on weight loss of the injection moldedW–Cu samples after solvent debinding for different times. Thedebinding rate increases as the solvent temperature rises, result-ing from the increase of solubility and diffusivity of binders inthe solvent. However, weight loss of the binders remains nearlyunchanged after 11 h because the dynamic equilibrium of solu-ble binders (paraffin wax) between the samples and the solventreaches. After solvent debinding at 55 ◦C for 11 h, the weight loss
of the samples reaches 62.26%. Fig. 6 shows SEM microstructure ofthe injection molded samples after solvent debinding at 55 ◦C fordifferent time. Most of the soluble ingredients in the binders wereextracted after 7 h, forming a porous structure of metallic powdersFig. 5. Effects of solvent debinding temperature on the weight loss of injectionmolded W–Cu samples.

140 J. Cheng et al. / Journal of Materials Processing Technology 210 (2010) 137–142
solvent debinding for different time: (a) 0 h; (b) 3 h; (c) 7 h; and (d) 11 h.
hp
dtTdatfiE4p
Table 2Thermal debinding schedule.
Stage Heating rate(◦C/min)
Debinding temperature (◦C) Holdingtime (min)
1 2 100 60
Fig. 6. SEM microstructures of the injection molded samples after
eld by the residual binders, and there exist less binder and moreores in the structure as immersing time increases.
Solvent debinding was followed by thermal debinding. Thermalecomposition behaviors of the composite binders in tempera-ure range of 30–600 ◦C was tested by TGA and is shown in Fig. 7.he binders begin to decompose at about 100 ◦C and completelyegrade at about 550 ◦C. PW and SA start to decompose at 100 ◦Cnd a small amount of them (about 4%) decomposes at tempera-ure 100–220 ◦C. At temperature ranging 220–330 ◦C, owing to theurther decomposition of PW and SA, weight loss increases signif-
cantly. At temperature above 330 ◦C, another binder ingredient ofVA begins to decompose, and HDPE begins to decompose above50 ◦C. All binders are removed at above 550 ◦C. Therefore, the com-osite binders decompose gradually in a wide temperature range,Fig. 7. Thermogravimetric analysis (TGA) of the composite binders.
2 1 330 603 0.5 450 604 0.5 550 60
which is beneficial to avoiding the formation of cracks and leavingbehind a porous channel for the outflow of the gaseous products.
Table 2 lists the heating rate and debinding temperature duringthermal debinding. To shorten the debinding time, a fast heatingrate of 2 ◦C/min was used from room temperature to 100 ◦C, sinceno decomposition takes place in this stage. From 100 to 330 ◦Ca slow heating rate of 1 ◦C/min was employed and the residualPW decomposes. Next a slower heating rate of 0.5 ◦C/min wasemployed from 330 ◦C to 550 ◦C and remained at 550 ◦C for 60 min.Fig. 8 shows microstructure of a thermal debound specimen. It canbe seen that nearly all the binders have been removed from thespecimen.
3.4. Sintering
Table 3 lists density of the injection molded W–Cu alloy ballssintered at different temperatures. Sintering densification of theW–Cu parts depends greatly on sintering temperature. As sinteringtemperature rises, sintered density of the W–Cu samples increases.
Table 3Density of W–Cu samples sintered in H2 at different temperature for 2 h.
Sintering temperature (◦C) 1050 1100 1150
Density (g/cm−3) 13.63 14.42 14.91Relative density (%) 87.37 92.44 95.58

J. Cheng et al. / Journal of Materials Processing Technology 210 (2010) 137–142 141
Fig. 8. SEM microstructure of a thermal debound specimen.
Table 4Radial shrinkage and compressive strength of the W–Cu balls sintered at differenttemperature.
Sintering temperature (◦C) Radial shrinkage (%) Compressive strength (kN)
Wpdasisttgc
aPobs
1050 14.63 471100 16.42 531150 17.17 58
hen the debound W–Cu samples were sintered at 1050 ◦C, a tem-erature lower than the melting point of copper (1083 ◦C), relativeensity of the parts was about 87.37% of the theoretical. But a rel-tive density of 95.58% of the theoretical was achieved for W–Cuamples sintered at 1150 ◦C. In this case, the sintering temperatures above the melting point of Cu phase, and there occur liquid-phaseintering and homogeneous redistribution of solid W particles inhe presence of liquid phase. Fig. 9 shows SEM microstructure ofhe sintered W–Cu samples. W and Cu phases distribute homo-eneously in the structure and every W particle is capsulated byopper networks.
Fig. 10 shows photographs of the green part, the debound part
nd the sintered part of spherical W–Cu samples prepared by theIM process. The diameter of the green part is about 10.0 mm. Nobvious shrinkage was observed after debinding. But the sinteredall only has a diameter of about 8.5 mm. Table 4 lists sinteringhrinkage and compressive strength of the W–Cu balls sinteredFig. 9. SEM microstructure of the W–Cu part sintered at 1150 ◦C for 2 h.
Fig. 10. Images of the W–Cu balls: (a) the green part; (b) the debound part and (c)the sintered part. (For interpretation of the references to color in this figure legend,the reader is referred to the web version of the article.)
at different temperatures. The physical and mechanical propertiesof the sintered W–Cu samples depend greatly on sintering den-sification. As the sintering temperature increases, porosity of thesintered W–Cu parts decreases and grain size grows. This resultsin the increase of density and property. Therefore, shrinkage andcompressive strength of sintered parts increase as sintering tem-perature increases. Maximum shrinkage and compressive strengthof the W–Cu balls sintered at 1150 ◦C are 17.17% and 58 kN, respec-tively.
4. Conclusions
Small W–20 wt.%Cu alloy balls were successfully fabricated by apowder injection molding process using commercial tungsten andcopper powders as raw materials and a mixture of PW, HDPE, EVAand SA as composite binder. Defect-free W–Cu green parts can beobtained at an injection temperature of 180 ◦C, an injection pres-sure of 110 bar, an injection speed of 30% and a mold temperatureof 50 ◦C. Nearly all binders in the injection molded samples canbe extracted by a combination process of solvent debinding andthermal debinding. Relative density of more than 95.58% of the the-oretical can be achieved by sintering the debound W–Cu samplesat 1150 ◦C. The sintered W–Cu balls have fine and homogeneousmicrostructure and good mechanical property. The present workhas shown that W–Cu alloys with high density, complicated shapeand excellent properties can be produced by the PIM process usingcommon W and Cu powders.
References
da Costa, F.A., da Sliva, A.G.P., Umbelino Gomes, U., 2003. The influence of the disper-sion technique on the characteristics of the W–Cu powders and on the sinteringbehavior. Powder Technology 134, 123–132.
German, R.M., Bose, A., 1997. Injection Molding of Metals and Ceramics. MPIF, Prince-ton, NJ.
German, R.M., 1987. Theory of thermal debinding. International Journal of PowderMetallurgy 23 (4), 237–245.
Hong, S.H., Kim, B.K., 2003. Fabrication of W–20 wt.%Cu composite nanopowder andsintered alloy with high conductivity. Materials Letters 57, 2761–2767.
Johnson, J.L., German, R.M., 1993. Factors affecting the thermal conductivity of w–cucomposites. In: Lawley, A., Swanson, A. (Eds.), Advances in Powder Metallurgy.
MPIF, Princeton, NJ, pp. 201–213.Kang, H.-K., 2004. Tungsten/copper composite plates prepared by modified powder-in-tube method. Scripta Materialia 51, 473–477.
Kim, S.W., Suk, M.J., Kim, Y.D., 2006. Metal injection molding of W–Cu powdersprepared by low energy ball milling. Metals and Materials International 12 (1),39–41.

1 rocess
L
L
M
M
N
N
O
R
S
Zhu, B.J., Qu, X.H., Tao, Y., 2002. Powder injection molding of WC–8%Co tungsten
42 J. Cheng et al. / Journal of Materials P
ee, Y.J., Lee, B.-H., Kim, G.-S., Kim, D.-G., Kim, D.-S., Kim, Y.D., 2006. Evaluationof conductivity in W–Cu composites through the estimation of topologicalmicrostructures. Materials Letters 60, 2000–2003.
oh, N.H., Tor, S.B., Khor, K.A., 2001. Production of metal matrix composite partby powder injection molding. Journal of Materials Processing Technology 108,398–407.
oballegh, L., Morshedian, J., Esfandeh, M., 2005. Copper injection molding using athermoplastic binder based on paraffin wax. Materials Letters 59, 2832–2837.
oon, I.H., Kang, M.K., Lee, J.S., 1994. Metal injection molding of the nanocompositeW–Cu powders. In: Proceedings of the Powder Metallurgy World Congress (PM1994), Paris, France, June 6–9, pp. 18.07–18.10.
aseri, M.B., Kamali, A.R., 2007. The fabrication of W–20%Cu composite pow-der using co-precipitation method. Journal of Alloys and Compounds,doi:10.1016/j.jallcom.2007.06.069.
yberg, E., Miller, M., Simmons, K., Weil, K.S., 2005. Microstructure and mechan-ical properties of titanium components fabricated by a new powder injectionmolding technique. Materials Science and Engineering C 25, 336–342.
liveira, R.V.B., Soldi, V., Fredel, M.C., Pires, A.T.N., 2005. Ceramic injection mould-ing: influence of specimen dimensions and temperature on solvent debinding
kinetics. Journal of Materials Processing Technology 160, 213–220.yu, S.S., Lee, H., Kim, J.C., 1998. The metal injection molding of the nanostructuralW–Cu powder prepared by mechanical alloying. In: TMS Annual Meeting, SanAntonio, TX, USA, February 16–19, pp. 287–295.
hi, X.L., Yang, H., Wang, S., Shao, G.Q., Duan, X.L., Xiong, Z., Wang, T.G., 2007. Charac-terization of W–20Cu ultrafine composite powder prepared by spray drying and
ing Technology 210 (2010) 137–142
calcining-continuous reduction technology. Materials Chemistry and Physics104, 235–239.
Sung, H.-J., Ha, T.K., Ahn, S., Chang, Y.W., 2002. Powder injection molding of a 17-4PHstainless steel and the effect of sintering temperature on its microstructure andmechanical properties. Journal of Materials processing Technology 130–131,321–327.
Thomas-Vielma, P., Cervera, A., Levenfeld, B., Várez, A., 2008. Production of aluminaparts by powder injection molding with binder system based on high densitypolyethylene. Journal of the European Ceramic Society 28, 763–771.
Yang, B., German, R.M., 1997. Powder injection molding and infiltration sintering ofsuperfine grain W–Cu. International Journal of Powder Metallurgy 33 (4), 55–63.
Ye, H.Z., Liu, X.Y., Hong, H., 2008. Fabrication of metal matrix composites by metalinjection molding—a review. Journal of Materials Processing Technology 200,12–24.
Yoo, M.K., Park, J.K., Hong, K.T., Choi, J., 1999. Tungsten skeleton structure fabrica-tion method employed in application of copper infiltration and tungsten–coppercomposite material fabrication method thereof. US Patent 5, 963, 773.
cemented carbide. International Journal of Refractory Metals £ Hard Materials20, 389–394.
Zhang, Z.S., Xiong, X.J., Wang, F.S., Li, X., 2002. Investigation of testing methodsof tungsten alloy ball’s properties. Mining and Metallurgical Engineering (inChinese) 22 (1), 96–97.