
Extrusion-Compression of Commingled Resin Blendsinfohouse.p2ric.org/ref/31/30512.pdfforming tensile...
6
Extrusion-Compression of commingled Resin Blends i Mechanical properties of the resin matrices ; are hs to i ! understanding how 1 recyclingof j commingled pobmers will affect the solid I wastestream. ! Paul K Engelmann Western Michigan University Kalamazoo, Michigan Michael D. Monfore Robert Morgan & Co. Battle Creek, Michigan Eric W Dawkins Summit Polymers Inc. Kalamazoo, Michigan Jeffrey A. Mclnerney Western Michigan University Kalamazoo, Michigan uch has been written about the need to recycle plastics (1). The M past five years have produced an array of exploratory work demonstrating innovative methods of recovering and reusing postconsumer plastics (2). At least two schools of thought exist concerning the best strategy for recycling plastics waste. One view promotes the return of plastics waste to the traditional processing stream through various systems of materi- al separation, cleaning, and repelletizing. Another school of thought advocates recovery of post-consumer plastics in a mixed or commingled state, so that end products are directly manufactured by ini- tial waste processing (3,4). For any plastics recycling to be viable, it must be profitable (5). Often, recycling is viewed as a socially laudable activity in which the need to reduce solid waste out- weighs the need for sound economics. However, the ultimate key to development of viable large-scale recycling is the ability to produce value-added products that are desirable in the marketplace (6). In the end, most recycled products will be judged on their ability to compete in an open mar- ket. By these standards, many separation and pelletizing techniques rely too heavi- ly on projected rises in the cost of petroleum or in the tipping fees charged for landfills (5). Research at Western Michigan University (WMU), conducted in cooper- ation with Robert Morgan & Co., has focused on the goal of converting waste stream plastics into useful products-with- out the attendant costs of sorting and cleaning. Thus, the work has concentrated on commingled plastics, which eliminate the need for extensive separation (7). The goal is to provide a process robust enough to also eliminate the need for cleaning. The first step has been to identify appro- priately stable Fixtures of commingled thermoplastics commonly found in the waste stream, and then identify cost-effec- tive methods of achieving such mixtures. Also, the recycled materials must be mod- ified so that mechanical properties of the resulting matrix are comparable with those of the virgin resin to be replaced (8). The second premise is that if a product is to be viable in the marketplace, it should be held to the same standards accorded injection molded parts. However, direct FIGURE 1. Tensile strength o f virgzn commingled resin at screw speed of 30 rpm. 27
Transcript of Extrusion-Compression of Commingled Resin Blendsinfohouse.p2ric.org/ref/31/30512.pdfforming tensile...
- - 1
I - $1
. are said nt oper- itrollen :xtruder 5 of sen- ressure, ays. For lers can ctly and feature tm that D with twledge :S color ;is such ig, and I1 17th
182. 8) 479-
- s tion
p appli- iputer iers- of its
:sign, rsions 1 soft- -time wm- ch as Lotus in 4.0 s edi- ional Data dson, '214)
- 9= m rsion mics nent cant ttive I run and nan- rob- new ula- -sed lent uid avis '08) 186.
'92
Extrusion-Compression of commingled Resin Blends
i Mechanical properties of the resin matrices
; are hs to i ! understanding how 1 recyclingof j commingled pobmers will affect the solid
I wastestream. !
Paul K Engelmann Western Michigan University Kalamazoo, Michigan Michael D. Monfore Robert Morgan & Co. Battle Creek, Michigan Eric W Dawkins Summit Polymers Inc. Kalamazoo, Michigan Jeffrey A. Mclnerney Western Michigan University Kalamazoo, Michigan
uch has been written about the need to recycle plastics (1). The M past five years have produced an
array of exploratory work demonstrating innovative methods of recovering and reusing postconsumer plastics (2). At least two schools of thought exist concerning the best strategy for recycling plastics waste. One view promotes the return of plastics waste to the traditional processing stream through various systems of materi- al separation, cleaning, and repelletizing. Another school of thought advocates recovery of post-consumer plastics in a mixed or commingled state, so that end products are directly manufactured by ini- tial waste processing (3,4).
For any plastics recycling to be viable, it must be profitable (5). Often, recycling is
viewed as a socially laudable activity in which the need to reduce solid waste out- weighs the need for sound economics. However, the ultimate key to development of viable large-scale recycling is the ability to produce value-added products that are desirable in the marketplace (6). In the end, most recycled products will be judged on their ability to compete in an open mar- ket. By these standards, many separation and pelletizing techniques rely too heavi- ly on projected rises in the cost of petroleum or in the tipping fees charged for landfills (5).
Research at Western Michigan University (WMU), conducted in cooper- ation with Robert Morgan & Co., has focused on the goal of converting waste stream plastics into useful products-with-
out the attendant costs of sorting and cleaning. Thus, the work has concentrated on commingled plastics, which eliminate the need for extensive separation (7). The goal is to provide a process robust enough to also eliminate the need for cleaning. The first step has been to identify appro- priately stable Fixtures of commingled thermoplastics commonly found in the waste stream, and then identify cost-effec- tive methods of achieving such mixtures. Also, the recycled materials must be mod- ified so that mechanical properties of the resulting matrix are comparable with those of the virgin resin to be replaced (8).
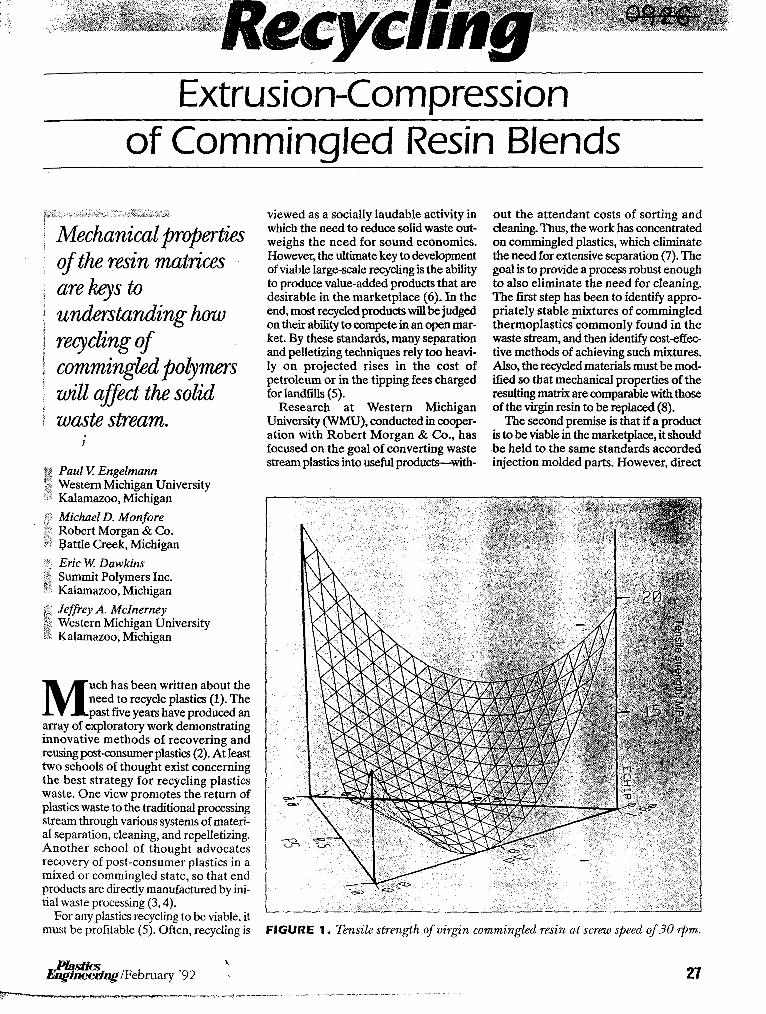
The second premise is that if a product is to be viable in the marketplace, it should be held to the same standards accorded injection molded parts. However, direct
FIGURE 1. Tensile strength of virgzn commingled resin at screw speed of 30 rpm.
27

Recycling
injection molding of contaminated post- consumer plastics poses some obvious problems. Current injection molding prac- tice demands a clean melt, so as to ensure functioning of the non-return valve and gates in the mold. One alternative that seems to hold great potential is the extru- sion-compression process (9), which allows for many of the attributes associated with structural plastics parts. Compression molding permits perpendicular rib struc- tures, molded-in holes, and locking devices to enhance the structural design of recy- cled products (10). Extrusion-compression molding provides a more forgiving process: It does not employ gates or non-return valves, which can become blocked by pieces of metal, wood, paper, or other “fillers” often found in commingled post- consumer thermoplastics.
Extrusioncompression also permits the manufacture of large and small products. Product design would be contingent upon establishing a stable range of material properties and a thorough understanding of the behavior of a commingled mixture during the life cycle of the part. Ideally, mechanical properties of the blend should be maximiz6d to ensure optimal use of ma- terial and manufacturing efficiency (11).
Experimental Design
Because olefins constitute a large portion of the plastics in the waste stream (2), they are likely candidates for the bulk of the
commingled matrix. Although they are a tough group of materials, olefins lack strength, particularly in regard to stiffness. Previous studies have demonstrated that addition of polystyrene (PS) has proven beneficial to stiffness of the commingled matrix (8).
In this study, initial commingling was accomplished by means of a Killion 31.75- mm (1-1/4-in) extruder with a general-pur- pose olefin screw and grooved feed throat. Virgin resins were used for the initial com- patibility tests. Mixtures of polyethylene (PE), polypropylene (PP), and PS were tested for compatibility.
Molding of samples was accomplished with a simple flash-type mold and a 45- metric-ton Dake compression molder. The compression mold consisted of two pieces of 1.5-mm-thick sheet metal (150 x 200 mm), with a 3.175-mm-thick retainer ring (100 x 125 mm) between the two sheets to contain the material. As it left the extruder, extrudate was fed into the compression mold and immediately compressed and held at 240 MPa for 35 sec. The resulting product was 3.175 mm thick, standard for forming tensile and Izod impact test bars.
Because of the potential complexity and magnitude of the experimental region, the study involved a sequence of statistically designed experiments. This strategy allowed for efficient modeling of relation- ships between processinglformulation vari- ables and the mechanical performance of the blends. Initially, four factors were selected for the study: extruder speed in revolutions per minute (rpm), and the pro- portions of PE, PP, and PS in the blend. The three resins formed the basic unit of the experiments-a three-component mix-
?
lure design. J.A. Cornell provides a detailed discussion of the properties and analysis of such designs (12). Mathematical “prediction” equations for mechanical per- formance could be derived by evaluating specifically selected combinations of resins and processing conditions. The relation- ship between experimental factors and mechanical performance could then be represented, in graph form, by a three- dimensional surface. Subsequent evalua- tion of “response surfaces” allowed the development of effective design and pro- cessing strategies.
Extruder zone and die temperatures were kept constant throughout the exper- iment, resulting in a net melt temperature of 232°C. Platens of the Dake compression molder were kept constant at 150°C. Upon completion of molding all the test plaques, ASTM test specimens were cut from each plaque by means of a steel rule die. Tensile (ASTM D 638) tests were performed on a %ius Olsen low capacity universal testing machine, with a digital readout and plot- ter. Izod impact (ASTM D 256) tests were performed on a Tinius Olsen microproces- sorcontrolled impact tester with printer.
The resulting data were entered into a statistical analysis program, which used lin- ear regression analysis to calculate the optimum combination of variables. These data were used to establish a second design that employed additional processing van- ables. A third and final design used the same variables in post-industrial form, with a smalkr operating window for more pre- cise results. Commingling was first per- formed on the Killion extruder, to establish the relative differences among the com- mingled virgin and post-industrial samples.
FIGURE 2. Tensib strength ofvirgn commin@zd resin at screw spepd of 70 rpn.
FIGURE 3. Tensile stretzgth of virgin commingled resin at screw speed of 110 rpm.
\ PGadiCF Engineeriqg /February ‘92 28

a nd 3 1 x- ng ins In- nd be :e- la- he ro-
res ier- ure ion mn ies, ach sile in a ting lot- rere
r. to a lin- the lese sign lari- the with pre- 3er- )]ish om- des.
CeS-
crew
A second experiment using commingled post-consumer resin was then performed on a 50.8-mm (2-in) Davis-Standard extruder. Use of a precision high-thermal- conductivity compression mold to produce samples also improved molding accuracy. The mold was constructed from special cast bronze alloys. Its top half was made from Ampco 940 and the cavity half from Ampco 945; the cavity half consisted of a harder material. Both materials were cho- sen for their high thermal conductivity. Thus. the new mold allowed commingled samples to be cooled under compression, yielding parts of higher integrity than those not cooled under compression.
Results are discussed in three parts, providing a means of comparing data rel- ative to virgin and recycled resins.
Virgin Resin
A quadratic mixture model, fitted to the data and employing a multiple regression method, was used to complete the analy- sis. The model explained 89% of the vari- ance in tensile strength data. Similarly, it accounted for 70% of the variance in impact strength. In the case of a mixture, in which proportions of the three resins always total 1. the graph takes the form of a triangle. Each apex of the triangle rep- resents the 100% level for a given resin. At the center of the triangle, one third of each resin is present in the mixture. The changes in elevation of the triangular sur- face indicate changes in subsequent mechanical performance.
Figures I through 3 show the tensile data. and Figitres 4 through 6 c?ntain the data for the impact test. Both sets of
\
0
speed of 70 @n.! FIGURE 4. Impact strength ofvirgin comminded resin at screw speed of 30 q!~ni.
FIGURE 5. Imbact strength of Virgin hmmingkd resin at screw
graphs represent the processing window at three different rpms. The graphs can be interpreted as indicating that PS had the most dramatic effect of the four variables. The effect can be observed by comparing the tensile strengths of both olefins as the percentage of PS is increased. The steep- ness of the contour lines in the graphs shows that PP is most sensitive to the addition of PS. Significant two-way inter- actions included PE X PS and PP X PS; both had a negative effect on tensile strength. A positive three-way interaction among the resins moderated the decrease in tensile strength shown by the hetero- geneous blends. Although PE, too, is sen- sitive to PS, screw rpms also showed a significant effect on the tensile strength of PE.
Addition of PS to the PElPP matrix yielded mixed results. Specimens that were made by using a high screw rpm delaminated catastrophically under ten- sile load; those made by using a low extruder rpm yielded minimal delamina- tion. Longer residence time in the extrud- er seemed to improve adhesion of PS to the olefin matrix. As the amount of PS increased, tensile strength of the olefins decreased by a disproportional amount. The same amounts of PS lowered the value of the PE by a greater percentage than that of PP.
Analysis of the impact strength data for the virgin resin experiment indicated a positive linear PE effect, a negative linear PS effect, a negative PP X PS interaction, and positive quadratic effects for PP, PS, and screw speed. Combinations of PP and PS exhibited dramatically lower impact strength than the “pure” PP and PS
resins. Alternately, PE-PP blends and blends of high PE content had impact strength equal o r superior to that of “pure” PE.
Post-Industrial Resin
Analysis of data for the virgin resin indi- cated that the commingled mixture had optimal properties as a result of being compounded at 30 rpm. Therefore, logic dictated that the second half of the exper- iment should also be run at 30 rpm. Figures 7 and 8 display the data derived from post-industrial mixtures that were run on the 31.75-mm extruder. The model explained 95% of the variance in tensile strength data,Similarly, it accounted for 87% of the variance in impact strength. However, post-industrial resin mixtures had a significant proportion of a film- grade high-density polyethylene (HDPE), which produced a steep curve from the PE apex for both tensile and impact data.
The data showed PP to have the high- est tensile values, which gradually rose with addition of up to 50% PE and decreased with addition of PS. PE, which displayed a drastic decrease in tensile strength, seems to be most affected by the addition of PS.
Analysis of the impact data shows that PE had the highest impact strength, fol- lowed by PS and then PP. PE was most negatively affected by the addition of PP until the levekf PP reached 75%. Blends of PP-PS and PE-PP appeared more com- patible than in the virgin resin experi- ment. Addition of PS to PE caused impact strength to drop significantly until a 5050 mixture was reached. As the percentage
*92 29

Recycling
of PS rose above 50%, impact strength increased.
Samples that were used in the tensile test did not fail in the same manner as the virgin samples. A very large quadratic effect was evident for increased PE levels. Several interactions-including negative PE X PP and PE X PS effects and a posi- tive PP X PS effect-were also detected. In fact, the amount of delamination in the samples decreased significantly. Most of the samples did not fail when the yield point was reached. Those that failed did so in brittle fashion, showing increasing evi- dence of delamination as PS content rose above 33%.
Post-Consumer Resin
Use of the 50.8-mm Davis-Standard ex- truder to produce commingled samples improved the results. The larger extruder and more consistent molding provided data in a response plane more stable than that of the post-industrial resin data. Tensile and impact data from the 50.8-mm extruder are shown in Figs. 9 and 10. The model explained 87% of the variance in tensile strength, and 84% of the variance in impact strength.
Tensile strength for the post-consumer mixtures showed a curve shape to the ten- sile data of the commingled virgin resin. However, the PE apex was lower, largely because of the heavily contaminated unwashed blowmolded containers. Linear
- 128
2 - 68
FIGURE 6. Impact strength of virgin wmmined resin at screw speed of 110 rpm.
effects were observed for PE and PS; an interaction between PP and PS was also apparent. Blends primarily composed of PS and PP showed lower tensile strength than other types of blends.
Significant linear effects were seen between PS and PE. Polypropylene and
PS also showed quadratic effects and a PP X PS interaction. Levels of PS above approximately 30% caused fairly substan- tial decreases in the impact strength of the blends. Of particular interest is the region of the triangle containing approximately 70% PE: The area has a pronounced "flat
4 0 e 3
20
FIGURE 7. Tensile strength of post-indushial commingled resin at s c ~ e w speed of 30 rpm.
FIGURE 8. Impact strength ofpost-industrial commingled resin at screw speed of 30 q m ,
\ € ? k i i c s 30 Enginee&!g /February ' 92

FIGURE 9. Tmile strength ofpost-consumer commingled resin, pocessed on a 50.8-mm extruok
FIGURE 1 0. Impact strength of post-consumer commingled resin, processed on a 50.8-mm extruder
spot,” where a variation of up to 8% in the mixture yielded little change in the impact values.
The study provides a good indication of the properties one can expect to result from commingling a given mixture of resins. Delamination in the samples decreased as the ratio of PP to PE and PS increased. This indicates that PP is more compatible with PS than PS is with PE. The compatibility of PP and PS was shown to be better than generally accept- ed,by some sources (13). However, use of PP/PS may present a problem in future applications, because a steady source of post-consumer PP may not be readily available.
The study demonstrated that the com- mingled matrix may be used as a viable material for moderate-load-bearing applications. Research confirmed that extrusion-compression molded, recycled commingled polymers have physical properties that are better than expected. Further, the data suggest that products manufactured from extrusion-compres- sion of these materials should not require large amounts of material to retain their structural integrity. Thus, a small but sig- nificant reduction of the solid waste stream should occur through the design of products that efficiently use commin- gled composites from what otherwise might be “landfilled.”
Acknowledgments
The authors extend sincere thanks to Robert Morgan & Co. for their guidance with this project. Scott Marshall, John Moskalik, Odie Pruitt, and Marc Vander
Kooi invested a great deal of time in tool- ing construction and production of sam- ples for this research. The authors are also grateful for the donation of virgin resins by the Upjohn Co., Triple S Plastics, and Huntsman Chemical. Further, they would like to thank Per- formance Alloys, Woldring Mold Tech- nology, and J. A. Richards Co. for their help in constructing special tooling for these experiments.
References
1. For example, “The Urgent Need to Recycle,” Time, July 17,1989, pp. 38-50. 2. J.J. Callari, “HOW Did Plastics Become the Target?” Plastics World, September
3. D. Spencer, “Dimensions,” Modern Plastics supplement, April 1990, pp. 9-20. 4. Plastics Recycling Foundation, Plastics Recycling: From Vision to Reality (1988). 5 . W. Pearson, “Plastics Recycling: Beyond Beverage Bottles,” presented at SPE Regional Technical Conference, Plastics Recycling in New England: Now and the Future, June 34,1991. 6. U.S. Environmental Protection Agency, Methods to Manage and Control Waste, Report to Congress, 1990, PB90-163106, National Technical Information Service. 7. M.D. Monfore, P.V. Engelmann, and R.M. Morgan, “Evaluating the Mech- anical Properties of Commingled Waste Plastics: A Mixture Study” (in press). 8. T.J. Nosker, R.W. Renfree, and D.R. Morrow, “Recycle Polystyrene, Add Value to Commingled Products,” Plastics Engineering, February 1990, pp. 33-36. 9. B. Bregar, “U.S. Molder Using New
1989, pp. 12-18.
West German Technology,” Plastics News, May 22,1989, p. 1. 10. K. Carrier, “Technology for Recycling Post-Consumer and Industrial Waste Plas- tic Into New, High Quality Products,” SPE ANTEC Tech. Papers, 35,1807 (1989). 11. M.D. Applebaum, et al., “The Processing and Properties of Post Consumer, Non-beverage Bottlescrap,” presented at SPE Regional Technical Conference, Plastic Waste Management: Recycling and Alternatives, Oct. 16-18, 1990. 12. J.A. Cornell, Experiments with Mixtures, 2nd ed. (1990). 13. M. McMurrer, “Assessing a Polymer’s Recyclability,” Plastics Machinery and Equipment/Plastics Recycling Machinery and Equipment ReporZ, October 1990, pp.
0 14-15. - SPE Seminar Information
Now is the time to review your goals and plan your continuing education with SPE seminars, Whether you are a novice i n h - ested in atry-leuel training or an e+&- enced p-actitiow looking to expand your knowhow, SPE seminars can satisfj your needs. Topics covered include: applications, management, materials, processing, and theory and technology. For more infoma- lion contact Deborah Fasca’ (Education De- partment) at (203) 775-0471 or (212) 823-1234; Fax (203) 775-8490.
- Society of Plastics Engineers
I4 Fairfield Drive Brookjeld, C7‘ 06804
31

I’...


















