
DNVGL-SE-0481 Pipe mill and coating yard - qualification
34
The electronic pdf version of this document, available free of charge from http://www.dnvgl.com, is the officially binding version. DNV GL AS SERVICE SPECIFICATION DNVGL-SE-0481 Edition July 2017 Pipe mill and coating yard - qualification
Transcript of DNVGL-SE-0481 Pipe mill and coating yard - qualification

The electronic pdf version of this document, available free of chargefrom http://www.dnvgl.com, is the officially binding version.
DNV GL AS
SERVICE SPECIFICATION
DNVGL-SE-0481 Edition July 2017
Pipe mill and coating yard - qualification

FOREWORD
DNV GL service specifications contain procedural requirements for obtaining and retainingcertificates and other conformity statements to the objects, personnel, organisations and/oroperations in question.
© DNV GL AS July 2017
Any comments may be sent by e-mail to [email protected]
This service document has been prepared based on available knowledge, technology and/or information at the time of issuance of thisdocument. The use of this document by others than DNV GL is at the user's sole risk. DNV GL does not accept any liability or responsibilityfor loss or damages resulting from any use of this document.

Cha
nges
- c
urre
nt
Service specification — DNVGL-SE-0481. Edition July 2017 Page 3Pipe mill and coating yard - qualification
DNV GL AS
CHANGES – CURRENT
GeneralThis document supersedes the April 2009 edition of DNV-OSS-313.The purpose of the revision of this service document is to comply with the new DNV GL document reference code system and profile requirements following the merger between DNV and GL in 2013. Changes mainly consist of updated company name and references to other documents within the DNV GL portfolio.
Some references in this service document may refer to documents in the DNV GL portfolio not yet published (planned published within 2017). In such cases please see the relevant legacy DNV or GL document. References to external documents (non-DNV GL) have not been updated.
Editorial correctionsIn addition to the above stated changes, editorial corrections may have been made.

Con
tent
s
Service specification — DNVGL-SE-0481. Edition July 2017 Page 4Pipe mill and coating yard - qualification
DNV GL AS
CONTENTS
Changes – current.................................................................................................. 3
Section 1 General....................................................................................................51.1 Scope................................................................................................ 51.2 Background.......................................................................................61.3 References, definitions and abbreviations........................................ 7
Section 2 Qualification project.............................................................................. 102.1 Responsibilities...............................................................................102.2 Project overview.............................................................................11
Section 3 Activities................................................................................................133.1 Project initiation............................................................................. 133.2 Kick-off meeting............................................................................. 143.3 Document review............................................................................153.4 Site visits – production monitoring.................................................15
Section 4 Documents.............................................................................................184.1 General........................................................................................... 184.2 Production and control procedures.................................................194.3 Manufacturing procedure qualification test report..........................194.4 DNV GL verification report..............................................................204.5 Statement of conformity.................................................................21
Section 5 Materials and processes........................................................................ 235.1 Materials......................................................................................... 235.2 Production processes......................................................................24
Appendix A Statement of conformity – pipe mill...................................................29
Appendix B Statement of conformity – coating yard.............................................30
Appendix C VerCom template................................................................................31
Appendix D Site visit report..................................................................................32
Changes – historic................................................................................................33

Service specification — DNVGL-SE-0481. Edition July 2017 Page 5Pipe mill and coating yard - qualification
DNV GL AS
SECTION 1 GENERAL
1.1 Scope
1.1.1 Objective
1.1.1.1 This document describes the pipe mill qualification service of DNV GL. This service is based on therequirements to line pipe manufacture in DNVGL-ST-F101.
1.1.1.2 Following the same principles, the qualification of coating application can be carried out according toDNVGL-RP-F106.
1.1.2 DNV GL deliverable
1.1.2.1 The key DNV GL deliverable is a statement of conformity (SoC) upon successful completion of thequalification program. The SoC is valid on the date of issuance, and lists the parameters (ID, WT, steel grade,coating system, design temperature etc) that define the scope of the qualification.
1.1.2.2 DNV GL shall also issue a verification report, where all DNV GL activities are summarised. Theconclusion – qualification successful or not – shall be presented. In addition, DNV GL shall give a generalassessment of the pipe mill/coating yard and the qualification project. This assessment is detailed in site visitreports.
1.1.3 Motivation
1.1.3.1 The market for offshore pipelines demands rigorous quality. The required quality for offshore linepipe is set by leading standards such as DNVGL-ST-F101. DNV GL provides solutions to assist pipe mills indocumenting that their product meets the requirements of DNVGL-ST-F101.
1.1.3.2 There are several reasons for a pipe mill to carry out a DNV GL qualification:
— pre-qualification for a pipeline project— the client requires a SoC before the pipe mill can enter the tender phase— a SoC may substitute for project references— a SoC may be used in commercial negotiations and for marketing purposes.
1.1.3.3 Line pipe purchasers will benefit from this DNV GL service:
— an objective and independent assessment of pipe mill/coating yard capabilities will be available, limitingproject risk
— the procedures and production practices will be of high quality, due to the DNV GL review and monitoringactivities. This will minimise the time required to start the production after contract signing.
1.1.3.4 DNV GL provide proactive feedback and guidance as far as possible. The qualification process is anopportunity to get DNV GL assistance to bring mill procedures and practices up to a high-quality level.
1.1.4 Limitations
1.1.4.1 A SoC does not exempt the pipe mill/coating yard from carrying out a full project-specificqualification according to DNVGL-ST-F101 or DNVGL-RP-F106 at the start of a pipeline project.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 6Pipe mill and coating yard - qualification
DNV GL AS
1.1.4.2 This qualification service does not apply to plate mills. All requirements in DNVGL-ST-F101 are to thefinished pipe, and are not applicable to plates. However, the plate production shall be monitored as part ofthe manufacture of welded pipes.
1.1.4.3 Components (valves, fittings etc) and activities taking place during other phases (installation,commissioning) are not covered by this document.
1.1.4.4 DNV GL will only monitor a qualification production as a part of this service, not a full scaleproduction. There are questions and concerns particularly related to large scale productions, different fromthe concerns during a small qualification production, that will not be covered by DNV GL as part of thequalification project. This can be related to production capacity, storage capacity, stability of production overlong time and information handling in the quality control department and administration.
1.2 Background
1.2.1 Pipeline projects
1.2.1.1 Pipeline projects are expensive and submarine pipelines even more so. One of the major costs isprocurement of line pipe, and material cost is a large factor. This makes it worthwhile to tailor the diameter,wall thickness and steel grade specifically to the project. DNVGL-ST-F101 does not prescribe a list ofpredefined dimensions; rather the line pipe specification is a direct consequence of the system design.
1.2.2 Line pipe manufacture
1.2.2.1 The procedures at the pipe mill shall be project specific, so that they properly reflect all elements ofthe project specification and the standard and implement all applicable requirements.
1.2.2.2 The pipe mill procedures are dictated by the equipment available, the knowledge and experience ofthe personnel, as well as the project requirements.
1.2.2.3 Line pipe manufactured according to DNV GL are made with the same manufacturing steps as anyother line pipe - the main difference is in the requirements to process control and quality control.
1.2.2.4 The quality of the line pipe is ensured by several complementary factors:
— competent and motivated production workers, who use equipment that is suitable to the task and wellmaintained
— quality control personnel, who work independently of the production personnel and understand theimportance of adhering to established procedures
— procedures that are thoroughly qualified.
1.2.3 DNVGL-SF-F101
1.2.3.1 DNVGL-ST-F101 is one of the DNV GL standards for pipelines. These standards are a set ofdocuments for the offshore energy industry and contain technical advice about design, manufacturing,installation and operation of offshore structures and installations.
1.2.3.2 DNVGL-ST-F101 is a standard that covers all phases in the lifetime of a pipeline system, from designthrough fabrication and installation to decommissioning.
1.2.3.3 One significant advantage of using DNVGL-ST-F101 is that the design criteria are carefully calibratedagainst the quality of the line pipe and components. The fabrication requirements in DNVGL-ST-F101 are in

Service specification — DNVGL-SE-0481. Edition July 2017 Page 7Pipe mill and coating yard - qualification
DNV GL AS
general stricter than other line pipe standards; however the increased quality of the line pipe is reflected byhigher utilisation of the materials in the design.
1.2.3.4 DNVGL-ST-F101 has two levels of requirements. The basic level shall be met by all projects that shallbe designed and installed according to DNVGL-ST-F101. Secondly a number of supplementary requirementsare defined, which may be applied as found necessary. These are for sour service (S), fracture arrest (F),plastic deformation (P), dimensions (D) and utilisation (U).
1.2.4 Coating systems and DNVGL-RP-F106
1.2.4.1 DNVGL-RP-F106 is one of the DNV GL recommended practices for pipelines. DNVGL-RP-F106 hasbeen prepared to facilitate the specification and quality control of coating work.
1.2.4.2 The primary objective of external coating on submarine pipelines is corrosion control. In addition,the coating system can be designed to provide mechanical protection during installation and operation,and/or thermal insulation. Concrete coating for the primary purpose of anti-buoyancy is not covered by thisdocument.
1.2.4.3 Coating for external corrosion control of pipelines is applied to individual pipe lengths at a dedicatedcoating yard. This coating is referred to as line pipe coating (sometimes factory coating). In order to facilitategirth welding, areas at each end of the individual pipe length are left uncoated. These areas are normallycoated after welding, by applying a field joint coating (FJC) system (FJC systems are covered in DNVGL-RP-F102).
1.2.4.4 Submarine pipelines are almost invariably designed with a cathodic protection (CP) system. The CPdesign for submarine pipelines is closely related to the design and quality control of pipeline coatings.
1.2.4.5 DNVGL-RP-F106 covers the process of applying external coating systems for corrosion control ofsubmarine pipelines at the coating yard (line pipe coating), and includes the qualification and production ofcoating.
1.2.4.6 DNVGL-RP-F106 contains requirements and recommendations that are general and advice onhow amendments can be made to include project specific requirements and requirements/guidelines by aregulating authority, or to reflect the pipeline operator’s general philosophy on pipeline corrosion control. Inaddition, DNVGL-RP-F106 contains detailed requirements to specific systems used for submarine pipelines asspecific coating data sheets.
1.3 References, definitions and abbreviations
1.3.1 ReferencesTable 1-1 References
Document code Title
DNVGL-ST-F101 Submarine pipeline systems
DNVGL-RP-F106 Factory applied external pipeline coatings for corrosion control

Service specification — DNVGL-SE-0481. Edition July 2017 Page 8Pipe mill and coating yard - qualification
DNV GL AS
1.3.2 DefinitionsTable 1-2 Definitions of verbal forms
Term Definition
shall verbal form used to indicate requirements strictly to be followed in order to conform to the document
should verbal form used to indicate that among several possibilities one is recommended as particularlysuitable, without mentioning or excluding others, or that a certain course of action is preferred but notnecessarily required
may verbal form used to indicate a course of action permissible within the limits of the document
will indicates a mandatory action or activity to be undertaken by DNV GL (see shall for other parties)
1.3.3 DefinitionsTable 1-3 Definitions of terms
Term Definiton
certification not covered by this service specification
document review verification of documents
monitoring a continuous, albeit not necessarily constant and complete, observation of parameters affectingthe quality of a processWork proceeds without the presence and any special information to the inspector, but theinspector may attend this activity at any time.
qualification an activity carried out to confirm that a procedure, material or technology meets a set ofrequirementsThis is typically associated with an extended volume of testing, as compared to normalproduction.
statement ofconformity
a statement or report signed by a qualified party affirming that, at the time of assessment, thedefined production met the defined requirements
trial production a small production run carried out in order to show that the procedures are implemented andthat the final product meets the defined requirementsThe trial production shall meet the requirements to MPQT in DNVGL-ST-F101 or PQT in DNVGL-RP-F106.
verification an examination to confirm that an activity, a product, a service or a document is in accordancewith specified requirements
verification comments DNV GL comments given to a reviewed document
witnessing the presence at and observation of a defined and specified event or test. Work shall not proceeduntil the inspector is available to witness the testThis is equivalent to a "hold point" in the production. "Hold point" is an important and recognizedexpression in the pipe mill. The inspector may, however, in advance inform in writing or througha formal minute of meeting that his/her presence is not required.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 9Pipe mill and coating yard - qualification
DNV GL AS
1.3.4 AbbreviationsTable 1-4 Abbreviations
Abbreviation Description
AUT automated ultrasonic testing
CP cathodic protection
CRA corrosion resistant alloy
ID internal diameter
ITP inspection and test plan
M monitoring
MPQT manufacturing procedure qualification test
MPS manufacturing procedure specification
NDT non destructive testing
PQT production qualification test
R document review
RP recommended practice
SoC statement of conformity
UT ultrasonic testing
Q-plan quality plan
VerCom verification comment
W witnessing
WT wall thickness

Service specification — DNVGL-SE-0481. Edition July 2017 Page 10Pipe mill and coating yard - qualification
DNV GL AS
SECTION 2 QUALIFICATION PROJECT
2.1 Responsibilities
2.1.1 Local unit
2.1.1.1 The local unit is any DNV GL unit that has been in contact with a client concerning the qualificationservice described in DNVGL-SE-0481.
2.1.1.2 The local unit will be responsible for the contract with the client.
2.1.1.3 The local unit will consult with the custodian unit during the contract negotiation phase, beforecontract signing.
2.1.1.4 The local unit will carry out the qualification project according to this service description.
2.1.1.5 The local unit will involve the custodian DNV GL unit. The minimum scope of work for the custodianunit is described in this document.
2.1.1.6 The cost of the custodian unit’s work will be covered by the local unit.
2.1.2 Custodian unit
2.1.2.1 The custodian unit is a designated DNV GL unit, which is responsible for the technical integrityand quality of the pipe mill/coating yard qualification service, and will ensure a uniform application of thisdocument in DNV GL worldwide.
2.1.2.2 The custodian unit is responsible for maintaining and updating this document.
2.1.2.3 The minimum involvement of the custodian unit in all pipe mill/coating yard qualification projects isthe following:
— Review of the contract before signing, in order to verify that the scope of work complies with this servicedescription.
— Verification of DNV GL VerCom before they are sent to the client. The local unit should perform thedocument review and write VerCom.
— Participation during site visits when production takes place. As applicable, the following shall participate:Line pipe/plate manufacture specialist, NDT specialist, coating specialist. Material testing activities shouldbe monitored by the local unit, by agreement.
— Signature on both the DNV GL verification report and the statement of conformity. These deliverablesshould first be prepared and verified by the local unit, before the custodian unit performs the finalverification.
2.1.2.4 The custodian unit will use properly qualified personnel, as determined by the head of section. Thesepersonnel do not necessarily belong to the unit itself.
2.1.2.5 DNV GL energy technical director is responsible for designating the custodian unit.
2.1.2.6 The custodian unit is the DNV GL energy materials technology (materials laboratory) section atHøvik, Norway.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 11Pipe mill and coating yard - qualification
DNV GL AS
2.2 Project overview
2.2.1 General
2.2.1.1 This section presents a general overview of the qualification process. The activities and documentsinvolved are briefly described.
2.2.1.2 The technical requirements to procedures, documentation and control are fully described in DNVGL-ST-F101 and DNVGL-RP-F106 (as applicable). A qualification project shall be considered a normal productionqualification, merely without the following large-scale production.
2.2.1.3 More details of the qualification process are given in later sections of this document.
2.2.2 Project initiation
2.2.2.1 The scope of work is determined in cooperation between the client, DNV GL local unit and DNV GLcustodian unit.
2.2.2.2 An important success factor is involvement and commitment to the qualification process by pipe mill/coating yard senior management.
2.2.2.3 The pipe mill/coating yard shall define such parameters of the project as would normally come fromthe system design phase. This is typically:
— Line pipe: Steel grade, pipe diameter, wall thickness, design temperature (minimum) and supplementaryrequirements.
— Coating: Coating system, maximum design temperature (to be used for testing of certain properties) andthickness of individual coating layers (maximum and minimum).
2.2.2.4 The qualification of the coating yard can be carried out independently of any pipe mill qualification.
2.2.3 Kick-off meeting
2.2.3.1 A kick-off meeting should be included in the scope of work, in particular if the pipe mill has noprevious experience with DNVGL-ST-F101 or DNVGL-RP-F106.
2.2.4 Document review
2.2.4.1 The relevant documents and procedures will be reviewed and VerCom issued by DNV GL specialistswith in-depth technical knowledge.
2.2.4.2 The documents and procedures shall be accepted by DNV GL before the trial production cancommence. Documents for a qualification project shall meet all requirements as a normal production.
2.2.4.3 Procedures related to overall production (MPS, quality plan, inspection and test plan) and productcontrol (NDT, dimensional control, material testing) are the most important with regard to the qualification.
Service specification — DNVGL-SE-0481. Edition July 2017 Page 12Pipe mill and coating yard - qualification
DNV GL AS
2.2.5 Site visits – production monitoring
2.2.5.1 The pipe mill or coating yard shall be responsible for conducting the trial production. This isessentially the same as a MPQT as defined in DNVGL-ST-F101 and PQT in DNVGL-RP-F106. For welded pipe,the plate mill shall also carry out a trial production.
2.2.5.2 DNV GL specialists in pipe/coating manufacture and NDT shall be present during the trial production,preferably the same persons that performed the document review. They shall assess the quality of theequipment, the knowledge and experience of the personnel and the implementation of the procedures in theproduction.
2.2.5.3 The MPS and ITP, which have been accepted by DNV GL, form the basis for the monitoring. Allactivities noted in the MPS shall be witnessed for at least one pipe, and reported in a site visit report.
2.2.5.4 There shall be no restrictions on the access to production facilities. This also applies to the plate mill,if included in the qualification.
2.2.5.5 A detailed site visit report shall be issued by DNV GL after each visit. The site visit report shalldescribe in detail what has been witnessed, and an assessment of all relevant operations including materialstesting.
2.2.6 MPQT report
2.2.6.1 The pipe mill/coating yard shall issue a MPQT report, where the qualification production and resultsare presented.
2.2.6.2 The report shall contain all relevant documentation from the trial production, and shall be submittedto DNV GL for review and acceptance.
2.2.7 DNV GL verification report
2.2.7.1 DNV GL will issue a verification report, where all DNV GL activities are summarised.
2.2.7.2 The conclusion, qualification successful or not, will be presented and substantiated.
2.2.7.3 DNV GL will also give a general assessment of the pipe mill/coating yard and the qualificationproject. This can be based on observations in the site visit reports (any significant concerns should behighlighted).
2.2.8 Statement of conformity
2.2.8.1 A SoC will be issued upon successful completion of all the stages in the qualification process.
2.2.8.2 The SoC is valid only on the date of issue.
2.2.8.3 DNV GL, with the SoC, confirms that the pipe mill/coating yard has fully met all the relevantrequirements of DNVGL-ST-F101 or DNVGL-RP-F106. However, DNV GL does not make any statement for thefuture quality of the production.
2.2.8.4 The SoC will refer only to DNVGL-ST-F101 or DNVGL-RP-F106 (as applicable). If the qualificationproject was based on a project specification, this specification can be referenced in the verification report.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 13Pipe mill and coating yard - qualification
DNV GL AS
SECTION 3 ACTIVITIES
3.1 Project initiation
3.1.1 General
3.1.1.1 The scope of work is determined in cooperation with the client, DNV GL local unit and DNV GLcustodian unit.
3.1.1.2 An important success factor is involvement and commitment to the qualification process by pipe millsenior management.
3.1.2 Scope of qualification
3.1.2.1 The following parameters shall as a minimum be agreed:
— extent of qualification (which and quantity of different steel grades, diameters, wall thicknesses, coatingsystems etc.)
— plate mill included or not (for welded pipe)— extent of document review (which documents, number of review cycles)— extent of monitoring activities.
3.1.2.2 For welded pipes it is important to include the activities at the plate mill. The requirements inDNVGL-ST-F101 are only to the finished pipe, but some controls are performed on the plate before enteringthe pipe mill (e.g. pipe body AUT). In addition, the microstructure and steel grade is determined by thechemical composition and the rolling practice, and this is an essential variable for the pipe manufacture.
3.1.2.3 The qualification of the coating yard can be carried out independently of pipe mill qualification.Coating yard qualification is based on DNVGL-RP-F106 in addition to DNVGL-ST-F101.
3.1.2.4 If the plate mill is well known to DNV GL, witness of a trial plate production at the plate mill can bewaived. This will be determined by the custodian unit.
3.1.2.5 For pipe mills unfamiliar with DNVGL-ST-F101, it should be expected that an extensive documentreview process will be necessary.
3.1.3 Qualification parameters
3.1.3.1 The pipe mill/coating yard shall define such parameters of the project as would normally come fromthe system design phase. This is typically steel grade, pipe diameter, wall thickness, design temperatures(maximum and minimum), coating system and supplementary requirements.
3.1.3.2 The choice of parameters should be guided by the following:
— If the pipe mill/coating yard aims for a specific project, it is recommended to use such parameters as havebeen defined by the potential client.
— If the aim of the qualification is to obtain a SoC for general commercial purposes, the parameters shouldreflect the pipe mill/coating yard capabilities and intended market.
3.1.3.3 The pipe mill/coating yard may have a client specification. Subject to agreement, DNV GL can carryout the qualification based on this specification. There are two conditions:

Service specification — DNVGL-SE-0481. Edition July 2017 Page 14Pipe mill and coating yard - qualification
DNV GL AS
— The specification shall comply fully with DNVGL-ST-F101 or DNVGL-RP-F106 and gives only requirementsthat are additional to the standard.
— The SoC will refer only to DNVGL-ST-F101 or DNVGL-RP-F106. The project specification can be referencedin the DNV GL verification report.
If it is found that the project specification does not fully comply with DNVGL-ST-F101 or DNVGL-RP-F106, thequalification shall disregard the specification and be based solely on the DNV GL standard.
3.1.3.4 The supplementary requirements (S, F, P, U and D) should, if applicable, be included from the startof the qualification. If the qualification pipes do not meet the supplementary requirements, reference to themwill not be made on the SoC and in the DNV GL verification report. Still, if all the normal requirements inDNVGL-ST-F101 are met, a SoC will be issued.
3.1.4 General contract conditions
3.1.4.1 There are a number of assumptions, based on local conditions, which need to be included in thecontract.
3.1.4.2 Some typical items are listed below. This list is only included for guidance:
— All documents shall be in English. All documents issued by DNV GL will be in English.— DNV GL will not supply any translation or interpretation services.— The contract price covers two document review cycles. This means the agreed documents will be
reviewed, VerCom issued and subsequently the updated documents will be checked against the VerComs.— The number of site visits, their duration and personnel required shall be clearly defined.— Decide whether repair welding procedures shall also be qualified (normally not included)— Variation orders should be described and how they should be handled.
3.1.4.3 The pipe mill/coating yard should designate a single point of contact for DNV GL. In addition, withoutthe support of the mill top management it may be difficult to successfully complete the project.
3.2 Kick-off meeting
3.2.1 General
3.2.1.1 A kick-off meeting should be included in the scope of work, in particular if the pipe mill/coating yardhas no previous experience with DNVGL-ST-F101 or DNVGL-RP-F106.
3.2.1.2 DNV GL project manager and DNV GL specialist responsible for pipe manufacture/coating applicationis the minimum participants from DNV GL. This initial phase will typically be to:
— present the requirements in DNVGL-ST-F101 or DNVGL-RP-F106— present the scope of work as agreed in the contract— DNV GL familiarisation with the pipe mill/coating yard (production facilities, testing laboratories)— agree upon documents to be submitted, more in detail.— agree upon project schedule, as far as possible— present DNV GL’s expectations to the mill in order to increase the probability for success— clearly inform the client that they should run an internal trial production prior to inviting DNV GL for
attendance— as far as possible, answer any questions the pipe mill has to the standards’ requirements and the
qualification process.
Service specification — DNVGL-SE-0481. Edition July 2017 Page 15Pipe mill and coating yard - qualification
DNV GL AS
3.3 Document review
3.3.1 General
3.3.1.1 The relevant documents and procedures will be reviewed and VerCom issued by DNV GL specialistswith in-depth knowledge of pipe manufacture, line pipe coating, NDT and testing.
3.3.1.2 The documents and procedures shall be revised by the pipe mill/coating yard and finally accepted byDNV GL before the trial production can commence. This means that all VerCom shall be closed.
3.3.1.3 As an option, some comments can be discussed and closed during a pre-production meeting beforethe trial production. DNV GL will then as soon as possible receive updated procedures, preferably during thetrial production. No SoC can be issued until all VerComs have been satisfactorily closed.
3.3.2 Relevant documents
3.3.2.1 Procedures related to overall production (MPS, quality plan, inspection and test plan) and productcontrol (NDT, dimensional control, material testing) are the most important with regard to the qualification.
3.3.2.2 The following documents are the minimum scope of the document review:
— MPS (plate, pipe and/or coating)— Q-plan/ITP (plate, pipe and/or coating)— all NDT procedures for final control (plate and pipe).
3.3.2.3 Detailed procedures related to welding, heat treatment, expansion, dimensional control etc should beissued for information, or as agreed in the scope of work.
3.3.3 Requirements
3.3.3.1 The requirements to the documents are described in DNVGL-ST-F101 or DNVGL-RP-F106.Documents for a qualification project shall meet all requirements as a normal production.
3.4 Site visits – production monitoring
3.4.1 General
3.4.1.1 The pipe mill or coating yard shall be responsible for conducting the trial production. This isessentially the same as a MPQT as defined in DNVGL-ST-F101 and PQT as defined in DNVGL-RP-F106. Forwelded pipe, the plate mill shall also carry out a trial production.
3.4.1.2 It is strongly recommended that the pipe mill/coating yard carries out in-house production testsbefore inviting DNV GL to monitor a trial production, in particular if the mill has no previous experience withDNVGL-ST-F101 or DNVGL-RP-F106 production. This message should be stated in the proposal as well asdiscussed during the kick-off meeting.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 16Pipe mill and coating yard - qualification
DNV GL AS
3.4.2 DNV GL site visit team
3.4.2.1 DNV GL specialists in pipe manufacture, line pipe coating and NDT shall be present during the trialproduction, preferably the same persons that performed the document review. They will assess the qualityof the equipment, the knowledge and experience of the mill/plant personnel and the implementation of theprocedures, which have been accepted by DNV GL.
3.4.2.2 General inspectors/surveyors may assist during the trial production, and work under the supervisionof the specialists.
3.4.2.3 The size of the monitoring team will depend on the complexity of the production, and the number ofactivities to be monitored, as well as the duration of the site visit.
3.4.3 DNV GL monitoring scope
3.4.3.1 The MPS and ITP, which have been accepted by DNV GL, form the basis for the monitoring. Allactivities noted in the MPS will be witnessed for at least one pipe, and reported in a site visit report.
3.4.3.2 Production activities not stated in the MPS are not permitted.
3.4.3.3 Every operation will be witnessed for at least one pipe or plate.
3.4.3.4 The calibration (static and dynamic) and set-up of all NDT equipment shall be witnessed.
3.4.3.5 Checklists may be developed for individual projects, but such lists are not developed as a part ofthis service description. Checklists shall not replace a written site visit report, with detailed description ofobservations and assessments.
3.4.4 Access to production
3.4.4.1 There shall be no restrictions on the access to production facilities. DNV GL will assess the stabilityof the production and the parameter control, and DNV GL shall have access to all mill facilities during the trialproduction. This also applies to the plate mill (e.g. finishing rolling stand and accelerated cooling), if includedin the qualification.
3.4.5 Site visit report
3.4.5.1 A detailed site visit report will be issued by DNV GL after each visit. This includes all visits; such asmonitoring of production and witnessing of testing.
3.4.5.2 The site visit report shall describe in detail what has been monitored, and an assessment of allrelevant pipe mill/coating yard operations, including materials testing.
3.4.5.3 When deemed necessary, results from the production and testing shall be included. All results orobservations from production or testing that do not meet the requirements will be reported by DNV GL in thesite visit reports.
3.4.6 Product quality control
3.4.6.1 If more than one pipe from each heat is produced, DNV GL will designate one pipe as thequalification pipe early in the production process, and always before NDT. This is in order to fully include all
Service specification — DNVGL-SE-0481. Edition July 2017 Page 17Pipe mill and coating yard - qualification
DNV GL AS
variables in the production process; there will be a chance that the pipe can be rejected due to unacceptableNDT indications. In a large scale production there will always be a certain distribution of the pipe quality,and the incentive shall be for the pipe mill to have the smallest variation possible. For seamless pipes thequalification pipe is typically chosen after right heat treatment, while for welded pipe after forming.
3.4.6.2 The final stage of the trial production is material testing of the pipes or coating. DNV GL will witnessall material testing. This monitoring can be carried out by general inspectors/surveyors, but the laboratoryfacilities shall be assessed by a DNV GL specialist before testing is started.
3.4.6.3 All the dimensional measurements of at least two trial production pipes shall be witnessed. This isto see that the respective measurements are carried out in a correct manner and further to witness that thecorrect values are reported.
3.4.6.4 Some testing, deemed less critical, can be monitored instead of witnessed. This shall be agreed withthe DNV GL materials specialists in the project team prior to start of qualification.
Service specification — DNVGL-SE-0481. Edition July 2017 Page 18Pipe mill and coating yard - qualification
DNV GL AS
SECTION 4 DOCUMENTS
4.1 General
4.1.1 Documents from pipe mill and coating yard
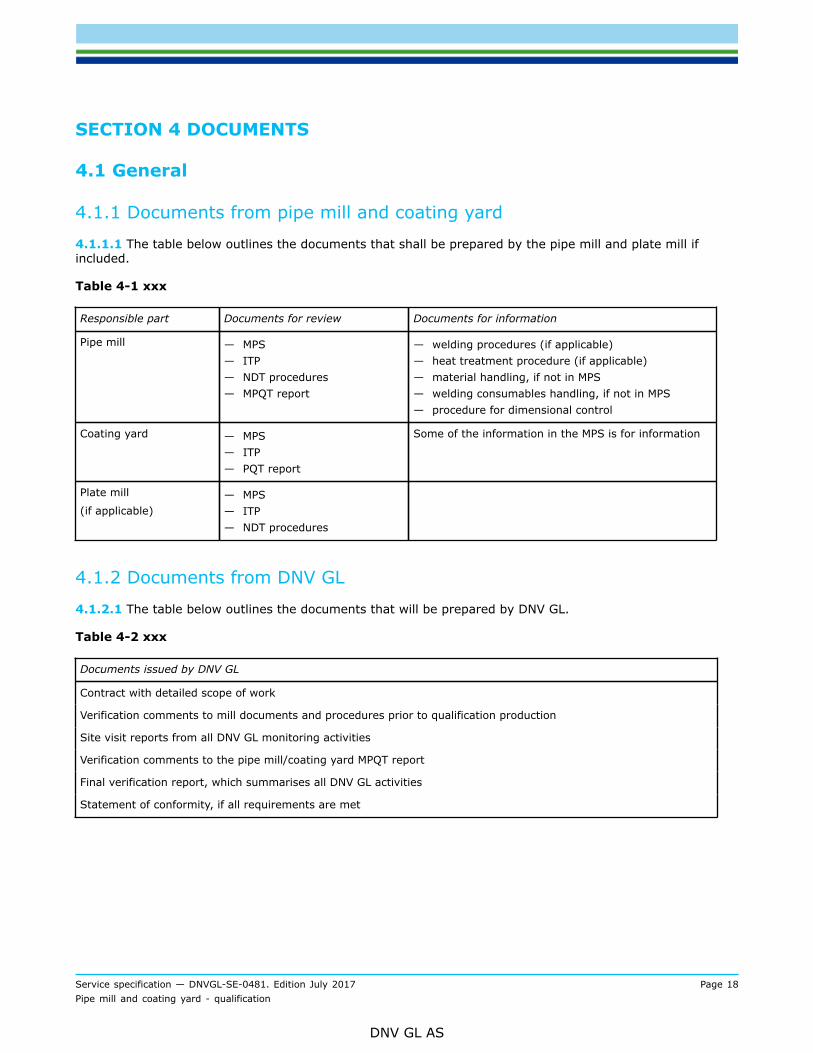
4.1.1.1 The table below outlines the documents that shall be prepared by the pipe mill and plate mill ifincluded.
Table 4-1 xxx
Responsible part Documents for review Documents for information
Pipe mill — MPS— ITP— NDT procedures— MPQT report
— welding procedures (if applicable)— heat treatment procedure (if applicable)— material handling, if not in MPS— welding consumables handling, if not in MPS— procedure for dimensional control
Coating yard — MPS— ITP— PQT report
Some of the information in the MPS is for information
Plate mill
(if applicable)— MPS— ITP— NDT procedures
4.1.2 Documents from DNV GL
4.1.2.1 The table below outlines the documents that will be prepared by DNV GL.
Table 4-2 xxx
Documents issued by DNV GL
Contract with detailed scope of work
Verification comments to mill documents and procedures prior to qualification production
Site visit reports from all DNV GL monitoring activities
Verification comments to the pipe mill/coating yard MPQT report
Final verification report, which summarises all DNV GL activities
Statement of conformity, if all requirements are met

Service specification — DNVGL-SE-0481. Edition July 2017 Page 19Pipe mill and coating yard - qualification
DNV GL AS
4.2 Production and control procedures
4.2.1 Requirements
4.2.1.1 The mill procedures shall describe the practices in the mill, and shall present the activities carriedout in order to meet the requirements of DNVGL-ST-F101 and DNVGL-RP-F106.
4.2.1.2 Detailed requirements to the procedures are found in DNVGL-ST-F101 and DNVGL-RP-F106.
4.2.2 DNV GL verification
4.2.2.1 Pipe mill/coating yard procedures will be reviewed by DNV GL. DNV GL will issue VerCom, which shallbe answered. This may also require updates of the procedures. For welded pipes, plate mill procedures shallbe reviewed and accepted by DNV GL.
4.2.2.2 The pipe mill/coating yard procedures shall be accepted by DNV GL before the trial production canstart.
4.2.2.3 Not all mill procedures shall be reviewed by DNV GL. The scope of the procedure verification shall beagreed in the contract.
4.3 Manufacturing procedure qualification test report
4.3.1 Requirements
4.3.1.1 The pipe mill/coating yard shall issue a manufacturing procedure qualification test (MPQT) reportaccording to DNVGL-ST-F101 and/or DNVGL-RP-F106, where the qualification production and the results arepresented.
4.3.1.2 The report shall contain all relevant documentation from the trial production. This includes, but is notlimited to:
— overview of pipe numbers and corresponding heat and plate numbers, as applicable— product and heat chemical analysis— pipe heat treatment records, when applicable— records from NDT; production and calibration records— dimensional control records. Please note that during qualification the value of all measured parameters
shall be recorded, not just accepted/not accepted— material certificates of plates, when applicable— material certificates for welding consumables, when applicable— pressure testing records.
4.3.1.3 The pipe mill/coating yard shall present an analysis of the data. This analysis shall highlight anyconcerns or non-conformances.
4.3.1.4 The pipe mill/coating yard shall state whether all the project requirements have been met.
4.3.2 DNV GL verification
4.3.2.1 The MPQT report shall be submitted to DNV GL for review and acceptance.
Service specification — DNVGL-SE-0481. Edition July 2017 Page 20Pipe mill and coating yard - qualification
DNV GL AS
4.3.2.2 DNV GL will verify that all results reported by the pipe mill/coating yard are consistent with the DNVGL site visit reports.
4.4 DNV GL verification report
4.4.1 General
4.4.1.1 DNV GL will issue a verification report, where all DNV GL activities are summarised.
4.4.1.2 The conclusion, qualification successful or not, will be presented and substantiated.
4.4.1.3 DNV GL will give a general assessment of the pipe mill/coating yard and the qualification project.This can be based on observations in the site visit reports (any significant concerns should be highlighted).
4.4.1.4 The local unit should prepare the verification report. The verification report shall be accepted andsigned by the custodian unit.
4.4.1.5 The verification report will contain all relevant documentation from DNV GL produced during thequalification project. This includes, but is not limited to:
— scope of work— all VerCom, which shall be closed at this stage— all site visit reports— reference to all relevant pipe mill/coating yard documents, including MPQT report.
4.4.2 Range of qualification
4.4.2.1 The SoC is issued with the specific parameters used for the qualification project. However, thequalification gives an indication of the mill capabilities, and it can be assumed that the pipe mill can makeline pipe according to DNVGL-ST-F101 in a certain range around the qualification parameters.
4.4.2.2 The verification report for pipe production will normally contain a statement with guidance related tothe range of qualification. The following text can be used:“The qualification has been carried out for the parameters stated on the SoC. Based on this, DNV GLconsiders that the pipe mill has demonstrated production capabilities for the following variations:
— material (C-Mn, CRA or lined/clad): no variation— steel grade: any lower strength— production process: no variation— nominal ID: ±15%— nominal WT: ±10%— design temperature: any increase.
It is assumed that the pipe mill has the technical capabilities to meet the requirements of DNVGL-ST-F101for line pipe production within the indicated ranges. The purchaser should in all cases duly consider that aproject-specific qualification shall be carried out as required by DNVGL-ST-F101.This is not a replacement for the technical competence and assessment of a line pipe purchaser. Thepurchaser should review this report (also referenced on the SoC), and make an independent evaluation of thepipe mill capabilities.”
4.4.2.3 The verification report for line pipe coating will normally contain a statement with guidance related tothe range of qualification. The following text can be used:

Service specification — DNVGL-SE-0481. Edition July 2017 Page 21Pipe mill and coating yard - qualification
DNV GL AS
“The qualification has been carried out for the parameters stated on the SoC. Based on this, DNV GLconsiders that the coating yard has demonstrated production capabilities for the following variations:
— steel pipe material: no variation— coating system: no variation— production process: no variation— pipe nominal ID: ±15%— pipe nominal WT: ±10%— thickness of individual coating layers: ±10%— design temperature: any decrease.
It is assumed that the coating yard has the technical capabilities to meet the requirements of DNVGL-RP-F106 for coating application within the indicated ranges. The purchaser should in all cases duly consider thata project-specific qualification shall be carried out as required by DNVGL-RP-F106.This is not a replacement for the technical competence and assessment of a line pipe purchaser. Thepurchaser should review this report (also referenced on the SoC), and make an independent evaluation of thecoating yard capabilities.”
4.4.3 Other information
4.4.3.1 The verification report will state whether qualification of repair welding was carried out.
4.4.3.2 If a project specification was used as the basis for the qualification, a reference to this specificationcan be included in the verification report.
4.5 Statement of conformity
4.5.1 General
4.5.1.1 A SoC will be issued upon successful completion of all the activities in the qualification process.
4.5.1.2 The SoC is a one-page diploma stating the name and location of the pipe mill/coating yard, togetherwith the main qualification parameters, as agreed in the scope of work. The DNV GL verification report will bereferenced on the SoC.
4.5.1.3 The SoC will not be issued before updated procedures have been received and approved, theproduction trial has been completed successfully and the MPQT report has been reviewed and approved.
4.5.2 Validity
4.5.2.1 The SoC is valid only on the date of issue. This will be stated on the SoC.
4.5.2.2 DNV GL, with the SoC, confirms that the pipe mill/coating yard has fully met all the relevantrequirements of DNVGL-ST-F101 or DNVGL-RP-F106. However, DNV GL does not make any statement for thefuture quality of the production.
4.5.2.3 DNV GL reviews the procedures and monitor the production, and the SoC confirms that the trialproduction was successful. This means that the pipe mill was able to meet all the requirements during thetrial production. This is not a basis for guaranteeing anything about future performance. The pipe mill shouldbe able to meet the DNVGL-ST-F101 or DNVGL-RP-F106 requirements, but it is not certain that it will do it.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 22Pipe mill and coating yard - qualification
DNV GL AS
4.5.3 References
4.5.3.1 The SoC will refer only to DNVGL-ST-F101 or DNVGL-RP-F106. If the qualification project was basedon a project specification, this specification can be referenced in the verification report.
4.5.3.2 The SoC will, as a minimum, be signed by the DNV GL project manager and the custodian unitrepresentative.
4.5.4 Required information
4.5.4.1 The following information will be stated on the SoC:
— Project information: Project number, client, location of pipe mill/coating yard, location of plate mill (forwelded pipe).
— Qualification scope: line pipe designation, coating system, line pipe dimensions, design temperature.— Reference to the DNV GL verification report, DNVGL-ST-F101 or DNVGL-RP-F106, as well as this
document.— The following phrase: This statement is valid on the date of issue.— Signature of project manager (local unit) and verifier (custodian unit)— Confirmation that the pipe mill has demonstrated to meet the requirements of DNVGL-ST-F101 or DNVGL-
RP-F106 (as applicable).
A template for a SoC is included in App.A for line pipe and App.B for coating.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 23Pipe mill and coating yard - qualification
DNV GL AS
SECTION 5 MATERIALS AND PROCESSES
5.1 Materials
5.1.1 General
5.1.1.1 DNVGL-ST-F101 recognises three general types of material that can be used for the production ofline pipe. The qualification process can be carried out for any of these materials.
5.1.1.2 Technical requirements for the production and control of all these materials are in DNVGL-ST-F101.Some issues are outlined below.
5.1.2 C-Mn steel
5.1.2.1 DNVGL-ST-F101 for C-Mn pipes contains all the requirements in ISO 3183 for PSL 2 pipe for offshoreservice. Additional and modified requirements are given in DNVGL-ST-F-101, resulting in stricter process andquality control. Note that DNVGL-ST-F101 remains self-contained, hence it is not necessary to include ISO3183 as a reference.
5.1.3 Corrosion resistant alloy
5.1.3.1 Corrosion resistant alloy (CRA) is a large group of materials that to greater or lesser extent haveresistance to corrosion. In addition, depending on the chemical composition and microstructure, otherproperties will differ from that of C-Mn steel.
5.1.3.2 The main materials used for submarine pipelines are duplex (ferritic-austenitic) and martensiticsteels. For these materials DNVGL-ST-F101 is a self-contained standard.
5.1.3.3 Other CRA that can be encountered are austenitic and nickel-based materials. DNVGL-ST-F101 is notfully developed for these materials, and it is more difficult to carry out a qualification according to this servicedescription.
5.1.3.4 Line pipe of martensitic materials is only seamless. Line pipe of duplex materials can be bothseamless and made from plates.
5.1.4 Lined/clad
5.1.4.1 Lined and clad line pipe are made from a two types of material. The structural integrity is ensured bya backing material, commonly C-Mn steel. The corrosion resistance, against the internal fluid, is ensured by aCRA on the inside of the backing material.
5.1.4.2 There are production challenges for lined/clad line pipe that are not encountered when producing linepipe from a single material.
5.1.4.3 Clad pipe has a metallurgical bond between backing material and CRA, while lined pipe has amechanical bond.
5.1.4.4 Clad pipe are welded pipe, where the plate has been rolled so that a C-Mn steel layer and a CRAlayer are metallurgically bonded together.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 24Pipe mill and coating yard - qualification
DNV GL AS
5.1.4.5 Lined pipe are a CRA pipe inserted into a C-Mn steel pipe. Both CRA pipe and C-Mn pipe can beeither seamless or welded.
5.1.4.6 The production of lined/clad pipes shall basically meet the same requirements as CRA or C-Mn steelline pipe, but with the added requirements to the interface and bonding between the two materials.
5.1.5 External coating
5.1.5.1 Qualification of coating yards shall be based on DNVGL-ST-F101 and DNVGL-RP-F106.
5.1.5.2 DNV GL does not have a document for internal coating (also called flow coating). Hence qualificationof internal coating application will not be carried out.
5.2 Production processes
5.2.1 General
5.2.1.1 Below are outlined the qualification scope of work for the different line pipe production processcovered by DNVGL-ST-F101 and DNVGL-RP-F106.
5.2.1.2 This is primarily intended as information for the pipe mills and for the project initiation phase(contract negotiation).
5.2.1.3 The below tables will not be used as checklists during document verification or monitoring, thoughthey provide some guidance for the work DNV GL will carry out.
5.2.2 Seamless pipe
5.2.2.1 Seamless pipe are made from a bloom, which is pierced and rolled to specified dimensions in acontinuous process.
5.2.2.2 Heat treatment is often applied to seamless pipes, in order to obtain the required materialproperties.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 25Pipe mill and coating yard - qualification
DNV GL AS
Table 5-1 Seamless pipe - production monitoring
Item Description Inspection level
1 Material identification and pipe tracking system. Handling of non-conformingpipes. M/R
2Pipe production, all processes. Temperature control and determination ofdimensions.
Technology to minimize the risk of rejects.M
3 Pipe heat treatment M
4 Pipe straightening and pipe sizing M
Check calibration of gauge M5 Hydrostatic test
Hydrostatic test M
Calibration of equipment W6 AUT of pipe
Production control M
Equipment and sensitivity check W
7
Magnetic particle inspection (MT)
— pipe ends and bevel— after pipe body grinding Production control M
Calibration of equipment W
8
Manual UT
— pipe ends (if applicable)— re-testing of indications Production testing M
9 End facing and bevelling M
10 Dimensional inspection M
11 Visual inspection, including cleanliness of inside pipe body M
12 Wall thickness measurement after repair by grinding M
13 Removal and identification of test coupons M
14 Mechanical testing of test specimens W/M/R
15 Chemical analyses R
16 Weighing of pipes M
17 Bevel protectors (if applicable) M
18
Marking:
— tracking records— dye stamp weld bevel— paint mark internal— colour code external
M
M
M
M
19 Documentation, release list and material certificates R
20 Pipe storage and transportation M

Service specification — DNVGL-SE-0481. Edition July 2017 Page 26Pipe mill and coating yard - qualification
DNV GL AS
5.2.3 Welded pipe
5.2.3.1 Welded pipes are made in two main manufacturing steps. First the plate is rolled, and secondly thepipe is formed and welded (e.g. UOE or JCO). Both steps are essential for the line pipe quality, and shall bemonitored during the qualification project.
Table 5-2 Plate rolling - production monitoring
Item Description Inspection level
1 Material certificates R
2 Slab re-heating, rolling and accelerated cooling processes M
3 Plate heat treatment (if applicable) M
Calibration of equipment W4 AUT on plate
Production control M
5Automatic ultrasonic re-test inspection
Manual ultrasonic inspection
M
M
6 Visual inspection M
7 Identification of test coupons M
8 Plate release M
Table 5-3 Welded pipe - production monitoring
Item Description Inspection level
1 Material identification and pipe tracking system. Handling of non-conforming pipes. M/R
2 Edge milling (bevelling) and pipe forming M
3 All welding processes and welding consumable handling (if applicable) M/R
4 Pipe heat treatment (if applicable) M
5 Pipe expansion M
Check calibration of gauge M6 Hydrostatic test
Hydrostatic test M
Equipment set-up/calibration W7 Radiographic inspection (RT)
Production testing M
Calibration of equipment W8 AUT of weld
Production control M
Equipment and sensitivity check W
9
Magnetic particle inspection (MT)
— pipe ends and bevel— after pipe body grinding— longitudinal weld
Production control M

Service specification — DNVGL-SE-0481. Edition July 2017 Page 27Pipe mill and coating yard - qualification
DNV GL AS
Item Description Inspection level
Calibration of equipment W
10
Manual UT
— pipe ends (if applicable)— re-testing of indications Production testing M
11 Weld repairs (if included in the scope of work) M
12 End facing and bevelling M
13 Dimensional inspection M
14 Visual inspection, including cleanliness of inside pipe body M
15 Wall thickness measurement after repair by grinding M
16 Removal and identification of test coupons M
17 Mechanical testing of test specimens W/M/R
18 Chemical analyses R
19 Weighing of pipes M
20 Bevel protectors (if applicable) M
21
Marking:
— tracking records— dye stamp weld bevel— paint mark internal— colour code external
M
M
M
M
22 Documentation, release list and material certificates R
23 Pipe storage and transportation M
5.2.4 Lined/clad
5.2.4.1 Production of lined and clad line pipe will consist of a combination of seamless pipe and welded pipeproduction. In addition, there will be specific activities related to lined and clad line pipe.
5.2.4.2 The production of clad plate is carried out in three main stages. The C-Mn and CRA plates aremanufactured separately, and subsequently a re-rolled as a package/sandwich to bind them together. Themonitoring is generally the same as for welded pipe plate rolling.
5.2.4.3 The production of clad line pipe is similar to the production of welded pipe – see above. There aremore extensive welding procedures and control procedures due to the additional layer.
5.2.4.4 For lined pipe, both the C-Mn backing pipe and the CRA liner pipe is manufactured separately, eitheras seamless pipe or as welded pipe – see above.
5.2.4.5 The following items shall be monitored for the insertion of CRA liner in C-Mn pipe:
— cleaning, drying and inspection of the mating surfaces on the two pipes— monitor humidity during assembly (and witness test)— expansion of the assembly, to ensure mechanical gripping force— locking of liner by seal weld or pipe end cladding.

Service specification — DNVGL-SE-0481. Edition July 2017 Page 28Pipe mill and coating yard - qualification
DNV GL AS
5.2.5 Coating
5.2.5.1 The qualification scope of work is dependent on the actual coating system to be applied; i.e.detailed monitoring of the coating process in the coating plant and subsequent inspection and testing of theapplied coating shall be defined for each coating system. Production monitoring items listed in Table 5-4areindependent of line pipe coating system.
Table 5-4 Line pipe coating – production monitoring
Item Description Inspection level
1 Coating material batch certificates R
2 Inspection of bare pipe prior to surface preparation M
3 Surface preparation M
4 Inspection after blast cleaning, i.e. surface imperfections, contaminationssuch as dust and chlorides, cleanliness, surface roughness M
5 Coating application, i.e. air temperature, steel temperature, humidityduring painting application, surface pre-treatment (if applicable) M
6 Final coating inspection/testing in yard, i.e. coating thickness, holidaydetection, peeling test M
Coating material testing (density,particle size, moisture content,thermal analysis etc)
7 Materials testing of materials andapplied coating in laboratory Final coating testing (impact
resistance, cathodic disbondment,hot water soak test)
M/W
8 Marking M
9 Handling and storage of coated pipes M
10 Coating repair M
11 Stripping of rejected coating M
12 Documentation R

Service specification — DNVGL-SE-0481. Edition July 2017 Page 29Pipe mill and coating yard - qualification
DNV GL AS
APPENDIX A STATEMENT OF CONFORMITY – PIPE MILL
EXAMPLE
Service specification — DNVGL-SE-0481. Edition July 2017 Page 30Pipe mill and coating yard - qualification
DNV GL AS
APPENDIX B STATEMENT OF CONFORMITY – COATING YARD
EXAMPLE
Service specification — DNVGL-SE-0481. Edition July 2017 Page 31Pipe mill and coating yard - qualification
DNV GL AS
APPENDIX C VERCOM TEMPLATE

Service specification — DNVGL-SE-0481. Edition July 2017 Page 32Pipe mill and coating yard - qualification
DNV GL AS
APPENDIX D SITE VISIT REPORT

Cha
nges
– h
isto
ric
Service specification — DNVGL-SE-0481. Edition July 2017 Page 33Pipe mill and coating yard - qualification
DNV GL AS
CHANGES – HISTORICThere are currently no historical changes for this document.

About DNV GLDriven by our purpose of safeguarding life, property and the environment, DNV GL enablesorganizations to advance the safety and sustainability of their business. We provide classification,technical assurance, software and independent expert advisory services to the maritime, oil & gasand energy industries. We also provide certification services to customers across a wide rangeof industries. Operating in more than 100 countries, our experts are dedicated to helping ourcustomers make the world safer, smarter and greener.
SAFER, SMARTER, GREENER















![DNVGL-RP-0043 Safety, operation and performance …rules.dnvgl.com/docs/pdf/DNVGL/RP/2017-09/DNVGL-RP-0043.pdfFor safety considerations regarding second life systems, see [7.5.1.7].](https://static.fdocuments.us/doc/165x107/5f9e7843ea8263465129a2ef/dnvgl-rp-0043-safety-operation-and-performance-rulesdnvglcomdocspdfdnvglrp2017-09dnvgl-rp-0043pdf.jpg)


