
Development of Ice Particle Formation System for Ice Jet ... · Technology (CRC-IMST) for...
257
Development of Ice Particle Production System for Ice Jet Process Dinesh Kumar Shanmugam A thesis submitted in fulfilment of the requirements for the degree of Doctor of Philosophy Industrial Research Institute Swinburne, Faculty of Engineering and Industrial Sciences, Swinburne University of Technology June, 2005
Transcript of Development of Ice Particle Formation System for Ice Jet ... · Technology (CRC-IMST) for...

Development of Ice Particle
Production System for Ice Jet Process
Dinesh Kumar Shanmugam
A thesis submitted in fulfilment of the requirements for the degree of
Doctor of Philosophy
Industrial Research Institute Swinburne, Faculty of Engineering and Industrial Sciences,
Swinburne University of Technology
June, 2005

Abstract
This thesis presents a comprehensive study of the ice particle production process through
experimentation and numerical methods using computational fluid dynamics (CFD) that
can be used to produce ice particles with controlled temperature and hardness for use in ice
jet (IJ) process for industrial applications. The analytical and numerical modeling for the
heat exchanger system are developed that could predict the heat, mass and momentum
exchange between the cold gas and water droplets. Further, the feasibility study of the
deployment of ice particles produced from the ice jet system for possible cleaning and
blasting applications are analyzed numerically.
Although the use of Abrasive Water Jet (AWJ) technology in cutting, cleaning, machining
and surface processing is a very successful industrial process, a considerable amount of
secondary particle waste and contamination impingement by abrasive materials has been an
important issue in AWJ process. Some alternate cryogenic jet methods involving vanishing
abrasive materials, such as plain liquid nitrogen or carbon dioxide have been tried for these
applications, but they also suffer from certain drawbacks relating to the quality, safety,
process control and materials handling.
The use of ice jet process involving minute ice particles has received relatively little
attention in industrial applications. Some researches have concentrated on the studies of
effects of Ice Jet outlet parameters of the nozzle and focus tube for machining soft and
brittle materials. Most of the work in this area is qualitative and researchers have paid a
cursory attention to the ice particles temperature and the efficiency of production of these
particles. An extensive investigation to gain insight knowledge into the formulation of ice
formation process parameters is required in arriving at a deeper understanding of the entire
ice jet process for production application.
Experimental investigations were focussed on the measurement of ice particle temperature,
phase transitions, ice particle diameter, coalescence and hardness test. The change in ice
particle diameter from the inlet conditions to the exit point of the heat exchanger was
i

investigated using the experimental results. These observations were extended to numerical
analysis of temperature variations of ice particles at different planes inside the custom built
heat exchanger. The numerical predictions were carried out with the aid of visualization
studies and temperature measurement results from experiments. The numerical models
were further analysed to find out the behaviour of ice particles in the transportation stage,
the mixing chamber of the nozzle and focus tube. This was done to find out whether the
methodology used in this research is feasible and if it can be used in applications such as
cleaning, blasting, drilling and perhaps cutting.
The results of the empirical studies show that ice particles of desired temperature and
hardness could be produced successfully with the current novel design of the heat
exchanger. At the optimum parameters, ice particles could be produced below -60°C, with
hardness of particles comparable to gypsum (Moh’s hardness of 1.5 to 3). The visualization
studies of the process assisted in observation of the phases of ice at various points along the
heat exchanger. The results of numerical analysis were found to agree well with the
experiments and were supported by the statistical model assessments. Numerical analyses
also show the survival of ice particles at the nozzle exit even with high-pressure, high-
velocity water/air mixture.
ii

Acknowledgements I would like to thank my academic supervisors Professor Syed Masood and
Professor Milan Brandt for their crucial support and guidelines, encouragement
and helpful disposition and other general assistance during my research work at
the Industrial Research Institute Swinburne (IRIS), Faculty of Engineering and
Industrial Sciences, Swinburne University of Technology. I would also like to
thank Cooperate Research Centre for Intelligent Manufacturing Systems and
Technology (CRC-IMST) for supporting this project.
In addition, I would like to extend my sincere gratitude to Professor E. Siores, Dr F.
Chen, Professor Yos Morsi and Drs. Rowan Deam and Engida Lemma for their
expert guidance and timely assistances during the course of this research. I would
like to thank A.F.K Engineering and British Oxygen Company (BOC) for their
assistance in conducting experiments. Finally, I would like to thank my family for
their support and encouragement throughout my research.
iii

Declarations This thesis contains no material which has been accepted for the award
of any other degree or diploma, except where due reference is made in
the text of the thesis. To the best of my knowledge, this thesis contains
no material previously published or written by another person except
where due reference is made in the text of the thesis
Signed …………………………………..
Dinesh Kumar Shanmugam Dated ………………..............................
iv

List of Publications D. K. Shanmugam, F. L. Chen, “Comparative study of Jetting Machining Technologies
over Laser Machining Technology for cutting Composite Materials”, Journal of Composite
Structures, 2002, vol. 57/1-4 pp. 289-296.
D.K Shanmugam, Y. Morsi, “Study of Ice Particle Production Using Experimental and
Computational Fluid Dynamic Methods”, 2003 WJTA American Waterjet Conference, 17-
19 August 2003, Houston, Texas.
D.K Shanmugam, F.L. Chen, “Development of Cryogenic Ice Jet technology”, Seventh
International Conference on Manufacturing & Management PCM’2002, 27-29 November
2002, Bangkok, Thailand, pp. 574-579.
D.K Shanmugam, F.L. Chen, “Study of Ice Particle Formation Process, Proceedings of the
Fourth International Conference on Modeling and Simulation”, 11-13 November, 2002,
Melbourne, Australia, pp. 323-327.
v

Table of Contents Abstract i Acknowledgements iii Declarations iv List of Publications v Table of Contents vi Lists of Figures xii Lists of Tables xx Nomenclature xxii Chapter 1 Introduction 1.1 Background 1 1.2 Working principle of Ice Jet 3 1.3 Objective and Scope of the Project 5 1.4 Organization of Research Work 6 1.5 Outline of Chapters 7 Chapter 2 Literature review 2.1 Overview of the Review Process 9 2.2 Various Jetting and Blasting Processes 9
2.2.1 Development of WJ and AWJ Processes 9 2.2.2. Cryogenic Jets 12
2.2.2.1 CO2 Jet 12 2.2.2.2 Liquid Nitrogen Jet 14 2.2.2.3 Liquid Ammonia Jet 16 2.2.2.4 Cryogenic Abrasive Jet 16
2.3 Development of Ice Jet Technology 17 2.3.1Air Ice Jet 20 2.3.2Water Ice Jet 21
2.4 Applications of Ice jet 22 2.4.1 Ice Jet Cleaning 22 2.4.2 Ice Jet for Machining 24 2.4.3 Biomaterial 26 2.4.4 Nuclear 26 2.4.5 Potential Application in Surgery 26
vi

2.4.6 Numerical Modeling of Ice Jet 27 2.5 Spray Crystallization 30 2.6 Numerical Simulations of Phase Change Problems 32 2.7 Visualization Studies 34 2.8 Refrigeration 36 2.9 Ice Aerosol Modeling 36 2.10 Physics of Water Ice 37
2.10.1 Adhesion 40 2.10.2 Sintering 41 2.10.3 Shear Strength 42 2.10.4 Granulometric Composition as a function of Ice Temperature 43 2.10.5 Density 44 2.10.6 Coefficient of Linear Expansion 45 2.10.7 Poisson’s Ratio 45 2.10.8 Thermal Conductivity 46 2.10.9 Tensile Yield Strength 47
2.11 Summary 48
Chapter 3 Design and Development of Ice Jet System 3.1 Introduction 49 3.2 Selection of Atomizer 49
3.2.1 Water Sprayer 50 3.2.2 Pneumatic Atomizer 51 3.2.3 Ultrasonic Atomizer 52 3.2.4 Calibration of droplet size 53 3.2.5 Operating principle of PDPA 53 3.2.6 Selection of Atomizer probe 54
3.3 Design of Heat Exchanger 55 3.3.1 Lumped capacitance method 56 3.3.2 Heat Exchanger diameter 57
3.4 Design of Ice Slurry Transportation System 63 3.5 Design of Ice Jet Cleaning Nozzle 64 Chapter 4 Experimental Setup and Procedure 4.1 Overview 66 4.2 Ice Particle formation process 66 4.3 Measuring Devices and Accuracy Assessment 68
vii

4.3.1 Thermocouple 68 4.3.2 Cryogenic Nitrogen Mass Flow Rate Measurements 69 4.3.3 Water Flow meter 69 4.3.4 Inlet Tube Angle of Nitrogen 69 4.4 Design of Experiments 70 4.5 Visualization Experiments 71 Chapter 5 Modeling of Ice Jet Process 5.1 Introduction 75 5.2 Problem Definition in Modeling 75
5.2.1 Heat Transfer inside Heat Exchanger 76 5.2.2 Ice Slurry Transportation System 78 5.2.3 Ice Jet Nozzle 79
5.3 Hypothesis 79 5.4 Governing Equations 80
5.4.1 Interfacial Area Density 80 5.4.1.1 Particle Model 81
5.4.2 Inter-Phase Heat Transfer 81 5.4.2.1 Particle Model Correlations 83 5.4.2.2 Interface Flux 84
5.4.3 Thermal Phase Change 84 5.4.3.1 Latent Heat 85 5.4.3.2 The Two Resistance Model 85 5.4.3.3 Secondary Fluxes 86
5.4.4 Inter-Phase Mass Transfer 87 5.4.5. Inter-Phase Momentum Transfer Models 88
5.4.5.1 Inter-Phase Drag 89 5.4.5.2 Inter-Phase Drag for the Particle Model 90
5.4.6 Turbulent Modeling in Multiphase Flow 93 5.4.6.1 Phase-Dependent Turbulence Models 93
5.5 Discretization of the Governing Equations 94 5.5.1 Transient Term 96 5.5.2 Diffusion Term 96 5.5.3 Advection Term 97
5.6 Solution Method 97 5.7 Algebraic Multigrid 98
viii

Chapter 6 Experimental Investigation of Ice Particles Formation Process 6.1 Introduction 100 6.2 Temperature Measurements (Time Dependant) 100
6.2.1 Calculation of Heat Loss 101 6.2.2 Initial Temperature Measurements along the Heat-Exchanger 102 6.2.3 Effect of Cryogenic Nitrogen Inlet Temperature 105 6.2.4 Effect of Inlet Flow Rate of Cryogenic Nitrogen 106 6.2.5 Effect of Inlet Cryogenic Nitrogen Entry angle 107 6.2.6 Effect of Inlet Water Temperature 109 6.2.7 Effect of Inlet Water Flow Rate 111 6.2.8 Effect of Initial Droplet Diameter 112 6.2.9 Effect of Inlet Air Temperature 113 6.2.10 Effect of Air Flow Rate 115 6.2.11 Temperature Curves of Nitrogen 116 6.2.12 Wall Temperature Curves 117
6.3 Effect of Cryogenic Nitrogen Inlet Temperature (Time dependent) 121 6.4 Visualization Experiment for Droplet Diameter 121
6.4.1 Initial Droplet Diameter versus Outlet Ice Particle Diameter 122 6.4.2 Different Phases of Water /Ice Using Image Polarization Technique 123 6.4.3 Coalescence 127
6.5 Measurement of Hardness 129 6.6 Summary 131 Chapter 7 Numerical Modeling of Ice Particle Formation and Ice Jet Process 7.1 Introduction 132 7.2 Structure of CFX 132 7.3 Boundary Conditions 134 7.4 Grid Independence Test 135 7.5 Temperature Distribution Study 139
7.5.1 Visualization at Different Planes 139 7.5.2 Outlet Temperature Distribution of Cryogenic Nitrogen 149 7.5.3 Air Temperature at the Outlet 151
7.6 Temperature Plots 152 7.6.1 Ice Particle Distribution 152 7.6.2 Temperature Variation Study 153 7.6.3 Air Temperature 155
7.7 Volume Fraction 156
ix

7.8 Velocity Vectors 159 7.9 Particle Trajectory of Water 165 7.10 Model Assessment 168 7.11 Extrapolation of Numerical Model 174 7.12 Ice Slurry Transportation System 175 7.13 Ice jet 181
7.13.1 Boundary Conditions 182 7.13.2 Grid Independence Test 183 7.13.3 Air Ice Jet 184 7.13.4 Water Ice Jet Simulations 188 7.13.5 Velocity Distribution 191 7.13.6 Pressure Distribution 192
7.14 Conclusions 194 Chapter 8 Conclusions and Recommendations 8.1 Introduction 195 8.2 Experimental Study of Temperature Measurements 195 8.3 Visualization Study 196 8.4 Numerical Modeling Study of Ice Particle Formation 197 8.5 Numerical Modeling of Ice Transportation and Ice Jet 198 8.6 Recommendations for follow-up work 199 References 200 Appendix A Basic Definitions
A1 Multiphase Flow 211
A2 Dispersed Phase 212
A3 Volume Fraction 213
A4 Control Volume of Single Droplet 213
A5 Turbulent Modeling in Multiphase Flow 214
A6 Coordinate System 215
Appendix B B1 Cross Section of the Heat Exchanger 216
B2 Exploded View of Air Inlet System 217
x

B3 Top Portion 218
B4 I-Insert 219
B5 II-Insert 220
B6 Air Supply Chamber 221
Appendix C Sample CFX program 222
xi

List of Tables Table 3.1 Material properties of Aluminum 60
Table 3.2 Thermal properties of Aluminum 61
Table 4.1 Initial Range of Experimental Parameters 70
Table 4.2 Range of Parameters for Visualization Experiments 72
Table 6.1 Parameters Considered for Ice Particle Temperature along the Heat-Exchanger
103
Table 6.2 Parameters Considered for Ice Particle Temperature along the Heat-Exchanger
105
Table 6.3 Parameters Considered for the Range of Cryogenic Nitrogen Flow Rate 106
Table 6.4 Parameters Considered for Inlet Nitrogen Angle 108
Table 6.5 Parameters Considered for Inlet Water Temperature 110
Table 6.6 Parameters Considered for Water Flow Rate 111
Table 6.7 Parameters Considered for Initial Droplet Diameter 112
Table 6.8 Parameters Considered for the Range of Air Temperature 114
Table 6.9 Parameters Considered for the Range of Air Flow Rate 115
Table 6.10 Parameters Considered for Wall Temperature Measurements along the Surface of the Heat Exchanger
118
Table 6.11 Tabulation of T Difference-Ice for Nitrogen Flow Rate of 0.5 l/min 120
Table 6.12 Tabulation of T Difference-Ice for Nitrogen Flow Rate of 1.0 l/min 120
Table 6.13 Tabulation of T Difference-Ice for Nitrogen Flow Rate of 1.5 l/min 120
Table 6.14 Parameters Considered for Polarization Technique 124
Table 6.15 Parameters Considered for Measuring Coagulated Particle Diameter 128
Table 6.16 Parameters for Brinell Hardness Test for Ice 129
Table 7.1 Boundary Conditions at Inlet and Outlet 135
Table 7.2 Number of Grids on Each Axis for the Heat Exchanger 136
Table 7.3 Physical Properties of Water and Nitrogen for Numerical Predictions 138
Table 7.4 Parameters Considered for Ice Particle Temperature along the Heat-Exchanger
139
xx

Table 7.5 Classification of Parameters 140
Table 7.6 Interpretation of Phase in Terms of Temperature 172
Table 7.7 Boundary Conditions for a) Inlet and b) Outlet of Ice Slurry Transfer System
175 176
Table 7.8 Initial Conditions of Inlet1 and Inlet2 of Ice Jet Nozzle 182
Table 7.9 Number of Grids on Each Axis for the Nozzle 184
xxi

List of Figures
Figure 1.1 Mechanisms of Material-Removal by Solid-Particle Erosion 2
Figure 2.1 OMAX 2652p Pictured with Automatic Z-axis 11
Figure 2.2 State diagram of Carbon dioxide 13
Figure 2.3 Dry Ice Blasting (Courtesy Cold Jet Inc.) 13
Figure 2.4 Schematic of Ultra High Pressure Liquid Nitrogen Jet 15
Figure 2.5 Schematic of Ice Jet System for Drilling 25
Figure 2.6 Phase Diagram of Water-Ice 38
Figure 2.7 Strength of Adhesion of Ice Particles 41
Figure 2.8 Schematic of the Sintering of Ice Particles 41
Figure 2.9 Shear Strength of Ice Adhesion to Stainless Steel 42
Figure 2.10 Force Required to Separate Two Spheres at Ice Saturation against Temperature
43
Figure 2.11 Density of T-1 Ice Type as a Function of Temperature at Atmospheric Pressure
44
Figure 2.12 Coefficient of Linear Expansion of T-1 Type Polycrystalline Ice at Atmospheric Pressure According to Jacob and Erk
45
Figure 2.13 Poisson’s Ratio of the Polycrystalline Ice as a Function of Temperature
46
Figure 2.14 Thermal Conductivity of Polycrystalline Ice as a Function of Temperature According to Ratcliffe
47
Figure 2.15 Tensile Strength of Polycrystalline Ice as a Function of Temperature [Butkovich]
48
Figure 3.1 Front View of the Sprayer 51
Figure 3.2 Schematic Depiction of Pneumatic Atomizer 52
Figure 3.3 Ultrasonic Atomizer Model VC 130 AT with Flat Probe 53
Figure 3.4 Operating Principle of PDPA 54
Figure 3.5 a) Flat Tip Half Wave Medium Atomization Rate (200ml/min)
b) Flat Tip Half wave Low Atomization Rate (60ml/min)
55
xii

Figure 3.6 Flat Probe Atomizing the Water Droplets 55
Figure 3.7 a) Water Flow Rate of 1 l/hr at the Amplitude of 40
b) Water Flow Rate of 6 l/hr at the Amplitude of 80
58
Figure 3.8 a) Showing Water Flow Rate of 12 l/hr and Amplitude of 100,
b) Shows an Equalized Contract of the Atomized Water Droplets Pattern.
58
Figure 3.9 Illustration of the Discharge Angle, the Discharge Diameter and the Atomized Droplets (Φ = Curvature expressing the energy loss of the atomized water droplets, θ = discharged angle, Rd = discharge radius)
59
Figure 3.10 3-D Shell Model of the Heat Exchanger Showing Finite Elements 60
Figure 3.11 Temperature Distribution of Heat Exchanger 62
Figure 3.12 Displacement-Magnitude of the Heat Exchanger 62
Figure 3.13 Stress-Strain Distribution of the Heat Exchanger 63
Figure 3.14 a) and b) Shows the Start and End Section of the Ice Slurry Transport System in 3-D Model with the Datum Planes
64
Figure 3.15 Design of Ice Jet Nozzle With the Focus Tube 65
Figure 4.1 Schematic of the Ice Slurry Formation Process and Temperature Measurement System
67
Figure 4.2 Schematic of the Ice Slurry Formation Process with Camera Attached for Visualization Study
71
Figure 4.3 PULNIX TM-6710 High Resolution Progressive Scan Camera Used in the Visualization Experiments
72
Figure 4.4 Attachments and Accessories of the Ice Jet System 73
Figure 5.1 Droplets Dispersed by an Atomizer with Cryogenic Nitrogen Gas Flowing Over it.
76
Figure 5.2 Introduction of Air Inlet System on the Lower Block of the Heat Exchanger
77
Figure 5.3 Schematic of the Representation of Transportation System 78
Figure 5.4 Representation of Different Inlet and Phase Inside the Nozzle. 79
Figure 5.5 Finite Volume Surface 95
Figure 5.6 Solution Procedure for the Discretized Equations 99
xiii

Figure 6.1 Temperature Curves Measured at Inlet and Exit Point of the Heat Exchanger for the Transfer Tube Length of 1m
101
Figure 6.2 Temperature Curves Measured at Inlet and Exit Point of the Heat Exchanger for the Transfer Tube Length of 1.6m
101
Figure 6.3 Positions of Thermocouples along Heat Exchanger 103
Figure 6.4 Measure of Temperatures at Different Points of the Heat Exchanger for Parameters Shown in Table 6.2
104
Figure 6.5 Time Plot of Ice Particle temperature by Decreasing Inlet Nitrogen Temperature to -100°C and -120°C for the Parameters Shown in Table 6.3
106
Figure 6.6 Time Plot of Ice Particle Temperatures as a Function of Nitrogen Flow Rate
107
Figure 6.7 a) Shows the Angle Without the Offset b) Shows the Angle with the Offset
108
Figure 6.8 Plot of Ice Particle Temperature as a Function of Inlet Nitrogen Angle
109
Figure 6.9 Ice Particle Temperatures for Different Inlet Water Temperature of 5°C, 10°C 15°C for Parameters Shown in Table 6.6
110
Figure 6.10 Plot of Ice Particle Temperature as a Function of Inlet Water Flow Rate
111
Figure 6.11 Ice Particle Temperature for Different Droplet Diameter of 80µm, 100µm and 120µm for the Parameters Shown in Table 6.8
113
Figure 6.12 Plot of Ice Particle Temperature as a Function of Air Temperature 114
Figure 6.13 Plot of Ice Particle Temperature as a Function of Airflow Rate 116
Figure 6.14 Temperature Difference as a Function of Inlet Water Temperature for Inlet Nitrogen Temperature of -120°C
117
Figure 6.15 Temperature Difference as a Function of Inlet Water Temperature for Inlet Nitrogen Temperature of -100°C
117
Figure 6.16 Outer Wall Temperature Measurements 118
Figure 6.17 Plot of Wall Temperature Variations With Time at Four Different Positions as Shown in Figure 6.16 for the Parameters in Table 6.10
119
Figure 6.18 Plot of Ice Particle Temperature with Constant Nitrogen Temperature
121
Figure 6.19 Plot of Mean Diameter of Ice Particles for Nitrogen Temperature of -120°C
123
xiv

Figure 6.20 Plot of Mean Diameter of Ice Particles for Nitrogen Temperature of -100°C
123
Figure 6.21 Image of Falling Particles against a Black Background taken at the Outlet of the Heat Exchanger
124
Figure 6.22 Images of Transition Phases of Water to Ice Particle, a) Dilute Liquid, b) Dense Liquid, c) Dilute Solid and d) Dense Solid
125
Figure 6.23 Particle Distributions against the Polarization at 80mm from the Atomization Position
125
Figure 6.24 Particle Distributions against the Polarization at 200mm from the Atomization Position
126
Figure 6.25 Particle Distributions against the Polarization at the Outlet of the Heat Exchanger
126
Figure 6.26 Images of Falling Ice Particles as Observed for Coalescence 127
Figure 6.27 Plot of Coagulated Particles as a Function of Ice Particle Temperature
128
Figure 6.28 Schematic of the Load Application for Brinell Hardness for Ice 130
Figure 6.29 Brinell Hardness as a Function of Ice Temperature 130
Figure 7.1 Structure of CFX-5.6 133
Figure 7.2 Illustration of Fluid and Solid Boundaries in Heat Exchanger 134
Figure 7.3 Representation of Heat Exchanger Blocks 136
Figure 7.4 Three-Dimensional Grids of Heat Exchanger 137
Figure 7.5 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 1
140
Figure 7.6 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 2
141
Figure 7.7 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 3
141
Figure 7.8 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 4
142
Figure 7.9 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 1
143
Figure 7.10 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 2
143
xv

Figure 7.11 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 3
144
Figure 7.12 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 4
144
Figure 7.13 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 1
146
Figure 7.14 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 2
147
Figure 7.15 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 3
147
Figure 7.16 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 4
148
Figure 7.17 Temperature Distribution of Cryogenic Nitrogen in XY plane at Outlet for Inlet Condition 1
149
Figure 7.18 Temperature Distribution of Cryogenic Nitrogen in XY plane at Outlet for Inlet Condition 2
150
Figure 7.19 Temperature Distribution of Cryogenic Nitrogen in XY plane at Outlet for Inlet Condition 3
150
Figure 7.20 Temperature Distribution of Air in XY plane at Outlet for Inlet Condition 1
151
Figure 7.21 Temperature of Ice Particles along the Side walls 152
Figure 7.22 Temperature Variation of Ice Particles along the Vertical axis Excluding the Side walls
152
Figure 7.23 Temperature Variation of Ice Particles and Nitrogen for Inlet Condition 1
153
Figure 7.24 Temperature Variation of Ice Particles and Nitrogen for Inlet Condition 2
154
Figure 7.25 Temperature Variation of Ice Particles and Nitrogen for Inlet Condition 3
154
Figure 7.26 Air Temperature Variation along the Side walls 155
Figure 7.27 Volume Fraction of Ice Particles on the XY plane at the Outlet of the Heat Exchanger
156
Figure 7.28 Volume Fraction of Cryogenic Nitrogen on the XY plane at the Outlet of the Heat Exchanger
157
xvi

Figure 7.29 Volume Fraction of Different Phases at Nitrogen Flow rate of 0.5 l/min
158
Figure 7.30 Volume Fraction of Different Phases at Nitrogen Flow rate of 1.0 l/min
158
Figure 7.31 Volume Fraction of Different Phases at Nitrogen Flow rate of 1.5 l/min
158
Figure 7.32 Velocity Vector of Ice Particles a) Top Portion, b) Mid Section and c) Bottom Section of the Heat Exchanger
160
Figure 7.33 Velocity Vector of Nitrogen a) Top Portion and b) Bottom Section of the Heat Exchanger
161
Figure 7.34 Velocity Vector of Air at the Mid Section of the Heat Exchanger 162
Figure 7.35 Velocity Variation of Ice Particles along the Side walls and along the Vertical axis
162
Figure 7.36 Velocity Variation of Cryogenic Nitrogen on the Side walls and along the Vertical axis
163
Figure 7.37 Velocity Variation of air along the side walls and along the vertical axis
164
Figure 7.38 Particle Track of Ice Particles Inside the Heat Exchanger 165
Figure 7.39 Volume Fraction of Ice Particles Impact on Side walls at Increasing Distance
166
Figure 7.40 Streamlines of Cryogenic Nitrogen at a) 1.5 l/min, b) 2.0 l/min and c) 2.5 l/min
167
Figure 7.41 Streamlines of Airflow along the Wall and along the Vertical axis 167
Figure 7.42 Experimental and Simulated Results of Ice Particle Temperature Variations for Varying Cryogenic Nitrogen Temperature
168
Figure 7.43 Experimental and Simulated Results of Ice Particle Temperature Variations for Different Nitrogen Flow Rate
169
Figure 7.44 Experimental and Simulated Results of Ice Particle Temperature Variations for Different Inlet Water Temperature
169
Figure 7.45 Experimental and Simulated Results of Ice Particle Temperature Variations for Constant Cryogenic Nitrogen Temperature
170
Figure 7.46 Frequency Diagram of the Percentage Error between Ice Particle Temperature Difference between Experiments and the Model
171
xvii

Figure 7.47 Best fit of the Ice Particle Temperature Difference between the Experiments and the Model
171
Figure 7.48 Phase Distribution at 80mm from the Inlet Position for Inlet Condition3
172
Figure 7.49 Phase Distribution at 200mm from the Inlet position for Inlet Condition 3
173
Figure 7.50 Phase Distribution at the Outlet for Inlet Condition 3 173
Figure 7.51 Extrapolated Ice Particle Temperature for Cryogenic Nitrogen below Experimental values
174
Figure 7.52 Temperature Distribution Along the Central axis for Inlet Condition 1
176
Figure 7.53 Temperature Distribution Along the Central axis for Inlet Condition 2
177
Figure 7.54 Temperature Distribution Along the Central axis for Inlet Condition 3
177
Figure 7.55 Temperature Distribution along the Wall for Inlet Condition 1 178
Figure 7.56 Temperature Distribution along the Wall for Inlet Condition 2 179
Figure 7.57 Temperature Distribution along the Wall for Inlet Condition 3 179
Figure 7.58 Mean Temperature Distribution of Ice Particles Around the Walls and at the Central axis on the XZ plane at the Outlet
180
Figure 7.59 a) Conventional Nozzle used for AWJ in IRIS, b) Modified Nozzle Created for Numerical Ice Jet
182
Figure 7.60 Inlet and Outlet boundaries of the Nozzle 183
Figure 7.61 Three dimensional representations of grids for the nozzle 184
Figure 7.62 Temperature variation along the length of the nozzle 185
Figure 7.63 Temperature variation along the length of the nozzle for air inlet temperature, 10°C
186
Figure 7.64 Temperature variation along the length of the nozzle for different air inlet temperatures
186
Figure 7.65 Temperature distribution a) ice and air on the ice inlet plane, b) cross-sectional view for air
187
Figure 7.66 Temperature distribution of ice at the nozzle outlet 187
Figure 7.67 Temperature variation along the length of the nozzle for inlet water temperature of 10°C
189
xviii

Figure 7.68 Temperature variation along the length of the nozzle for inlet water temperature of 0°C
189
Figure 7.69 Temperature distribution of water at the nozzle exit on the XY plane
190
Figure 7.70 Temperature distribution of ice at the nozzle exit on the XY plane 190
Figure 7.71 Facial velocity of the nozzle domain on the YZ plane for a) water-ice jet b) air-ice jet
192
Figure 7.72 Pressure distribution of ice-water domain a) pressure drop at the interface b) entire domain
193
Figure 7.73 Temperature variation along the length of the nozzle at different inlet pressure for water ice jet
193
xix

Nomenclature
Symbol Explanation Units
A interfacial area per unit volume m2
As surface area of the water droplet m2
B body forces N
c Inter-phase term Dimensionless
C specific heat capacity of water J/kg K
CD Coefficient of drag Dimensionless
Cp specific heat J/(kg K)
D diameter of the water droplet m
d diameter of the dispersed phase m
E Young’s Modulus N/m2
E0 dynamic modulus N/m2
e porosity of ice Percentage
e0 porosity of reference Percentage
F inter phase non-drag forces N
g Acceleration due to gravity m/s2
G Rigidity Modulus N/m2
fipt final ice particle temperature °C
k thermal conductivity W/(m K)
h convective heat transfer coefficient W/(m2 K)
h latent heat of water freezing J/kg
H total enthalpy or static enthalpy J/kg
xxii

K Bulk Modulus N/m2
Kf thermal conductivity of nitrogen W/ (m K)
L latent heat of phase change J/kg
m mass flow rate Kg/m3
mf mass fractions Dimensionless
Np total number of phases Dimensionless
Nu Nusselt number Dimensionless
Q heat transfer J/s
q heat flux J/m2
P thermodynamic pressure Bar
Pr Prandtl number Dimensionless
Re Reynolds number Dimensionless
Rem Reynolds number for mixed phase Dimensionless
r radius of the droplet m
S source term J/s
Sh Sherwood number Dimensionless
ST Tensile yield strength N/m2
S Distance traveled m
t time taken for the water droplets to form ice particles s
T Temperature °C
u∞ velocity of nitrogen m/s
U Initial velocity m/s
Υ Velocity of different phases m/s
vf Kinematic viscosity m2/s
xxiii

V volume of the water droplet m3
Vd volume of droplet m3
Vf volume of droplet frozen m3
x fraction of water converted into ice during the expansion Percentage
Figure 2.8
x the radius of the neck m
Equation 2.3
A(t) Function of temperature °C
n, m Constants Dimensionless
Equation 5.5, 5.6
Uα Velocity of phase α m/s
Uβ Velocity of phase β m/s
Equation 5.25, 5.26
ø General scalar variable ------------
Equation 5.31 to 5.34
Mα Interfacial forces acting on phase α N
Equation 5.37 to 5.48
rdm Maximum Packing value Dimensionless
Equation 5.49 to 5.51
Cε Linear energy source coefficient m2/s2
Cε1, Cε2 k-e Turbulence model constant Dimensionless
K, Turbulence kinetic energy m2/s2
Ε Turbulence dissipation rate m2/s3
σε k-e Turbulence model constant Dimensionless
xxiv

µtα turbulence viscosity kg/(m s)
Equation 5.52 to 5.57
Ø Additional Variable (non-reacting scalar) ------------
Table 6.11-6.13
Tsip Stabilized ice particle temperature °C
Equation 6.3, 6.4
SMD Sauter Mean Diameter m
BHN Brinell Hardness Number HB
Di Intender diameter m
F Force N
Equation 7.1
δTP Predicted temperature °C
δTE Experimental temperature °C
Equation A1, Appendix A
D Droplet diameter m
L Inter-particle spacing m
αd Volume fraction of dispersed phase Dimensionless
Equation A2, A3, Appendix A
Vd Volume of dispersed phase m3
V Total volume m3
Vc Volume of continuous phase m3
αc Volume fraction of continuous phase m3
Figure A4, Appendix A
θ, r, z Polar coordinates Degree
xxv

Greek symbols
θi temperature difference between the water and nitrogen °C
θ temperature difference between ice particles to be formed and nitrogen
°C
∇ three dimensional vector -------
α Coefficient of Linear Expansion 1/K
µ molecular viscosity Kg/(m s)
µm molecular viscosity for mixed phase Kg/(m s)
λ thermal conductivity W/(m °C)
φ inlet angle Degree
τ eddy diffusivity m2/s
Γ diffusivity scale of the continuous phase m2/s
ρ density of ice particles kg/m2
υ Poison’s Ratio Dimensionless
δs distance traveled m
δt time taken for the droplets to travel δs Sec
δTP predicted difference between initial and final droplet temperature
°C
δTE experimental difference between initial and final droplet temperature
°C
Superscript
h heat transfer
d drag (N)
K, ε Turbulence factors
D Inter phase drag force
xxvi

TD Turbulence drag force
T Temperature
µ* viscosity
Subscripts
d,s droplet surface
f fusion
h heat transfer
m mass transfer
r thermal radiation
w water phase
wd water droplet
iw inlet water
α water droplet phase
β nitrogen phase
tα Time values of continuous phase
µ Viscosity
k Turbulence value
s Source/sink
j Vectors
xxvii

To the eternal memory of my Father, God rests his soul…

Chapter 1
Introduction 1.1 Background
There are two commercially available jetting methods for cleaning and cutting of
materials. One is the plain water jet (WJ) and the other is the Abrasive Water Jet (AWJ)
machining. The first of these, water jet machining, has been around for the past 20 years
and has paved the way for AWJ technology. WJ machining and AWJ machining have been
used for processing materials because of the advantages offered by these technologies as
compared to traditional techniques of processing [1].
In WJ machining, material is removed by the impingement of a continuous stream
of high-energy water beads. The machined chips are flushed away by the water. As in
conventional machining tools, the water jet exerts machining force on the workpiece during
the cutting process. This force is transmitted by the water beads causing the cut. The
direction of the force is given predominantly by the attack angle of the water jet and is
insignificantly affected by the tail flow beyond the cut.
The principal shortcoming of the plain WJ is the low efficiency of the energy
transfer between the jet and the workpiece. This results in low productivity [1]. Therefore,
plain WJ can only be applied to machining of comparatively soft materials. The energy
transfer and subsequently the mode of material removal change dramatically by addition of
abrasive particles into the water stream. The abrasive waterjet generated as a result of such
an addition enables machining practically any engineering material. The removal rate of
“hard-to-machine materials” by the use of AWJ is comparative if not superior to other
material removal processes.
1

AWJ cutting technology uses a jet of high pressure and velocity water and abrasive
slurry to cut the target material by erosion. The impact of single solid particles is the basic
event in the material removal by AWJ and is given in Figure 1.1.
Fatigue Brittle Melting
Erosion by solid particle impingement
Figure 1.1 Mec
Despite
machining, and
waste and conta
which many AW
abrasive materia
crushed ice part
process control,
Although
a number of en
not feasible due
in applications
surfaces. This in
way for a new m
free and enviro
non critical clea
Cutting
fracture
Plastic deformation
Cyclic failure
Non-cyclic failure
Loss of fluid state
Penetration ofcutting edge
to failure
hanisms of Material-Removal by Solid-Particle Erosion [1]
the successful industrial utilization of AWJ technology in cutting, cleaning,
surface preparation operations, a considerable amount of secondary particle
mination impingement by abrasive materials have been an important issue,
J users are concerned about [1]. Some alternative methods using vanishing
ls, such as using plain liquid nitrogen for cleaning or mixing mechanically
icles into a jet, suffer from certain drawbacks related to efficiency, quality,
and materials handling.
AWJ is used in industries for cleaning, paint removing, and for machining
gineering materials, there are some applications, where the use of AWJ is
to the secondary treatment involved in the process. AWJ is not applicable
like processing meat products, medical surgery and cleaning of sensitive
creasing demand for a cleaning technique, that leaves no residue, paved the
achining technology called Ice Jet (IJ) [2]. IJ is non-destructive, residue-
nmentally friendly machining process. Ice jet can be used for critical and
ning applications in the semiconductor, disk drive, vacuum technologies,
2

surface science, surface analysis, optical, medical, automotive, analytical instrument, and
for other manufacturing applications.
1.2 Working principle of Ice Jet
IJ cleaning is a process in which particles of solid ice are propelled at high velocity
to impact and clean a surface. Upon impact, the ice particles return to their natural state as
water, thus disappearing as they clean. Although it is often compared to sand blasting, bead
blasting, or soda blasting, in concept IJ cleans differently. Traditional abrasive blasting
methods clean through a chiseling action, much like using an ice pick, but often take away
part of the substrate. IJ, on the other hand, might better be compared to a spatula as it lifts
away the contaminant [3].
The IJ pierces the contaminant but sublimates instantly upon striking the substrate
beneath. This sublimation creates a compression wave between the coating and the
substrate with enough energy to overcome the bonding strength of dry, brittle contaminants
(paint, for instance) and literally pop them off from the inside out. When removing
malleable or viscous coatings such as oil or wax, the cleaning action is a flushing process
similar to high pressure water. When the particles hit, they compress and mushroom out,
creating a high velocity “snow” flow that flushes the surface clean leaving no residue
behind.
The hardness of ice particles is less than that of the abrasives used in the
conventional abrasive waterjet technology, so that IJ is not as efficient or productive as the
AWJ process. However, cost reduction and termination of the negative environmental
effects overweigh the reduction of productivity. Most important is the feasibility of using IJ
in food, electronic, aerospace and other industries where any contamination in the course of
proceeding is forbidden.
Although the principle of producing ice particles is simple, the method and process
of producing them in laboratory conditions is demanding. The obvious difficulty of this
technology lies in the fact that many auxiliary systems are necessary for the production and
3

transportation of ice particles. A significant amount of researches have been carried out for
the production of ice particles using stream freezing and supplying it in the water stream for
cleaning [4, 5]. It was reported that the addition of ice particles into the waterjet improved
the quality of cutting soft materials compared with a conventional plain water jet. The
feasibility of machining hard materials by ice particles generated in the course of water
freezing has also been demonstrated [6, 7]. Their work, however, showed the difficulties
involved with ice formation, sizing and concentration within a moving jet constricted in a
small orifice. Use of abrasive cryogenic jet to machine materials was also experimented,
wherein the abrasive particles were entrained by liquid nitrogen jet to form an abrasive
cryogenic jet [8, 9, 10]. It was shown that the abrasive-cryogenic jet had equal performance
to that of AWJ but without the liquid residue. The disadvantage of that is that, under current
cryogenic pumping technology, the cryopump, with high pressure and high flow rate whilst
maintaining cryogenic temperature, is not commercially available due to inherent
limitations. The other disadvantage is the cost of using pure liquid nitrogen.
There are some other techniques of producing ice particles. For example, it can be
done by mechanically crushing the ice cubes or by passing water mist through a cryogenic
fluid. The shortcomings of these systems include the necessity to have more additional
equipment to produce ice particles.
The proposed cryogenic jet system provides a novel method for cleaning and
surface processing that combines the thermodynamic effects of rapid cooling and the
mechanical action of the controlled impingement of ice particles. The system uses
cryogenic liquid nitrogen to cool water droplets exiting from a spraying system to produce
very fine particles. It is composed of an ultrasonic atomizer, a heat exchanger, ice particle
transfer tube and a delivery nozzle. This work studies the formation of the ice particles by a
novel technique and elucidates the fundamental mechanisms of the heat transfer through
computational fluid dynamics (CFD) modeling and experimental work.
4

1.3 Objective and Scope of the Project
The principal objective of this research project is to develop a competitive precision
Ice Jet system that utilizes cryogenic jets and then determine whether it is feasible to deploy
cleaning and blasting applications.
Specific objectives of the project include:
• Development of a new technique for ice particle formation and properties control
• Selection of water droplet injection system capable of producing droplets with
predetermined shape, size as well as controlled concentration and frequency
• Design and development of a heat exchanger capable of producing ice particles
• Design of ice particle transport system
• Investigate the mixing process with features of heat transfer, mass transfer and
momentum transfer between ice particles and water stream and to provide design
criteria for the Ice Jet nozzle
The above objectives are achieved through:
• Simulation of the heat transfer taking place inside the heat exchanger, inside the ice
particle transport system and inside the nozzle using Computational Fluid Dynamic
(CFD) software CFX
• Examination of the temperature distribution of ice particles on different planes of
the heat exchanger, and at various planes of the cleaning nozzle
• Visualization of the ice particle formation process using a high-speed camera
• Comparing modeling work with the experimental work and examining the
feasibility of using CFX in predicting the temperature distribution.
5

1.4 Organization of Research Work
Based on the objectives, the project was broken into several technical tasks, with a number
of sub-tasks:
1. Development of an effective atomizing system for producing water droplets
• Study of atomizing nozzle using ultrasonic
• Study of atomizing nozzle using pneumatics
• Study of conventional spraying nozzle
• Control of water droplets sizes
• Control of water droplets production rate (frequency)
• CFD modeling study of water droplet formation process and water droplets size
distribution
• Visualization study of water droplet formation process and water droplets size
distribution using Laser Doppler Anemometry (LDA), high-speed videography and
image analyzing techniques
2. Design of ice particle formation heat exchanger system
• Determination of heat exchanger unit materials
• Optimization of heat exchanger unit dimensions
• Effect of various additives mixed into water on the ice particle formation process
and its hardness
• CFD modeling study of ice particle formation process and distributions of particle
sizes and temperatures
• Control of ice particle hardness by controlling particle temperature and using
effective additives
• Visualization study of ice particle formation process using high-speed video camera
and image analysis technique
6

3. Design of ice particle delivery system
• Simulation of heat transfer inside the transportation system
• Length calculation of the transfer tube
• Variations of ice particle sizes and temperatures during delivery
• Necessity study of cold gas flow as ice particle carrier
4. Design of IJ nozzle
• CFD modeling study of mixing process between ice particle and water/air stream
inside the nozzle
• CFD modeling study of heat transfer and ice particle temperature and size variations
during mixing process inside the nozzle
• Study of ice particle temperature variation distributions at the exit of the nozzle
Parametric study of ice particle diameter, ice particle hardness, ice particle melting
rate and mass fraction are focused. This was done by experimentation and numerical
modeling, however, the numerical model was developed with the aid of experimental
results. The rate of change of ice particle was done by visualization experiments and
compared with few formulations of other research work in spray crystallization. The
numerical temperature study inside the heat exchanger was validated with experiments. The
numerical study of ice particle behavior in the transport system and jet nozzle was done to
find out whether the method used in this research is feasible and that, it can be used in
applications such as cleaning, blasting, drilling and at the most for cutting. The results
found through the various method of studying the process are integrated and generalized to
give an overall picture of the ice particle formation and melting process. These are finally
followed by general conclusions and recommendations for the future work.
1.5 Outline of Chapters
Chapter 2 details the literature review of the current state of knowledge in the Ice
Jet (IJ) with some emphasis on the Abrasive Water Jet (AWJ), Water Jet (WJ), Cryogenic
Jet (CJ) and Abrasive Cryogenic Jet (ACJ). Particular attention is given to the literature
7

concerned with ice particle temperature measurements by experiments and modeling which
are in track with the objectives and scope of this Ph.D. project.
Chapter 3 addresses the design criteria of the novel Ice Jet system. There are four aspects to
be considered:
• Selection of atomizer,
• Design of ice slurry heat exchanger system,
• Design of ice slurry transportation system and
• Design of ice jet cleaning nozzle
Chapter 4 explains the experimental set-up and procedure. Factorial designs, visualization
procedures of the Ice particle formation process are also given.
Chapter 5 develops the subject of Modeling and Computational heat transfer by relating the
available numerical procedures to the solution of differential equations governing heat
transfer processes.
Chapter 6 and Chapter 7 give details of the results obtained by experiments and comparison
with the results of numerical modeling. The temperature distribution, ice particle size
variation, mass fractions, effect of pressure and temperature on ice particle melting rate and
the effect of velocity of ice particles in the nozzle are investigated and discussed.
Chapter 8 contains a summary of the present research work together with general
conclusions and recommendations for the follow up work.
8

9
Chapter 2
Literature Review
2.1 Overview of the Review Process
The objective of the literature review is to acquire an understanding of the current
state of knowledge in the Ice Jet (IJ) process with some emphasis on the Abrasive Water Jet
(AWJ), Water Jet (WJ), Cryogenic Jet (CJ) and Abrasive Cryogenic Jet (ACJ) processes.
This was done by identifying and summarizing the research work that was reported by
various key researches in this field. To this end, the research work on various aspects of the
IJ that is reported in scientific journal publications, conference proceedings, trade journals
and other similar forums have been reviewed and summarized. Particular attention was
given to the literature concerned with ice particle temperature measurements by
experiments and modeling which are in line with the objectives and scope of this Ph.D.
project.
In the following sections, the historical development of WJ and AWJ cutting
processes is presented and is followed by CJ and ACJ processes. The development of IJ
process is documented in detail based on the available knowledge along with its
application. The ice particle formation process studied in other applications by experiments
and modeling were cited together with the physics of ice.
2.2 Various Jetting and Blasting Processes
2.2.1 Development of the WJ and AWJ Processes
The history of waterjet could be traced back to hydraulic mining of coal in the old
Soviet Union and New Zealand in early 1800s where it was used to wash over a blasted
10
rock face carrying away the loose coal and rock. However, some examples of much earlier
uses by Egyptians and Romans for other purposes have also been reported [11]. The water
used for mining operations was collected in a reservoir on a hilltop from streams and rivers,
which was then directed through pipes to the coal and mineral bearing rock surface. The
surface to be mined using this technique had to be weakened by using explosives owing to
the relatively low pressure of water jets [11, 12].
The introduction of high-pressure water jets for hydraulic mining was instrumental
in increasing productivity and reducing the cost of mining operations by making possible
the cutting of harder rocks without the use of explosives. Although it was possible to
generate very high pressure even higher pressure than that can be achieved with some
current systems, the method suffered from intermittent pressure, thus producing rough
operation that interfered with the production process. In spite of this, however, the high-
pressure jet remained the principal technique for hydraulic mining and other applications
until the 1970s at which time new pumping system was developed in USA that could
achieve a pressure of 4,000 bar thus tremendously advancing the technology [11, 12]
In the early 1980s, water jet cutting machines that integrated the new development
in pumping technology were installed, moving the water jet cutting technology closer to
wider acceptance as a relevant method for use in material cutting in industry. This was
accelerated by the entry in 1980 of Flow Industries and a number of other smaller players
into the market that contributed to the development of the technology [11, 13]. However,
the water jet machines that were available around this time were capable of cutting
effectively and efficiently only non-metallic materials such as wood, plastics, fiber glass
paper, cloth, and rocks of soft to medium hardness [11].
To increase the water jet cutting capability and improve cutting performance,
abrasive particles were introduced in the water jet stream in the early 80s. Although some
experimental work has been conducted and patents for a variety of such systems have been
granted in late 70s [14, 15, 16], practical abrasive water jet equipment was commercially
available for use in precision machining from the mid 1980s [17]. Substantial progress has

been made in the development, optimization and implementation of the technology for
various industrial processes in the last fifteen years. However, some outstanding technical
issues associated with the use of the technology are still to be addressed [18]. Figure 2.1
shows the modern abrasive water jet cutting machine manufactured by OMAX.
Figure 2.1 OMAX 2652p Pictured with Automatic Z-axis
The energy transfer and subsequently the mode of material removal changed
dramatically by addition of abrasive particles into the water stream. The Abrasive Water Jet
(AWJ) generated as the result of such an addition enables machining practically any
engineering material. The rate of removal of “hard-to-machine” by the use of AWJ is
comparative if not superior to other material removal processes. Due to its capability, AWJ
in a short time became one of the leading machining technologies. In the course of AWJ,
particles are sucked into the mixing chamber due to the vacuum created by the jet. Mixing
of water and particles and formation of homogenous flow occurs in a focusing tube, which
forms a highly erosive slurry jet. The various applications of AWJ are well understood and
documented [19].
However, AWJ is a mixture of water and particles and this imposes a number of
limitations and inconveniences. The energy efficiency of AWJ is still low, but acceptable.
11

12
Mixing of water and particles imposes a severe limitation on the minimal usable jet
diameter and special provisions are required for particles supply and disposal. Furthermore,
the addition of abrasive particles increases the cost of processing and its environmental
impact.
2.2.2 Cryogenic Jets
In some applications the use of Water Jet or Abrasive Water Jet is not compatible.
Such applications include processing hygroscopic and chemically reactive materials and, in
some cases, jobs performed in close proximity to high-voltage, toxic, and radioactive
sources [20]. For processing toxic and radioactive materials, used water and abrasives
become contaminated, therefore it is difficult and expensive either to be treated or for
disposal. For these methods cryogenic jets were developed that involves usage of high-
pressure liquid nitrogen jet, high-pressure carbon dioxide jet and abrasive cryogenic jet. All
these processes employ cryogenic jet as the high-pressure fluid [20]. Research has been
undertaken in using cryogenic jets and abrasive cryogenic jets for various applications [21].
The ability of the cryogenic jets at cryogenic temperatures to be chemically inert or
inactive, non-explosive and biologically sterile has made them suitable for a number of
applications. For example, liquid nitrogen jets find applications in the food industry and for
cleaning, stripping, paint removal, and nuclear decontamination and decommissioning.
Ammonia jets are used in demilitarization of chemical weapons. For these classes of jets,
thermodynamic control of the upstream (and sometimes downstream) conditions is critical
[22].
2.2.2.1 CO2 Jet
Among the thermodynamically unstable fluids, the most practical application is
found for carbon dioxide. Conventionally, CO2 is contained in bottles at temperature of
25°C. The equilibrium at this pressure is 67 bars as shown in Figure 2.2. At these
conditions, carbon dioxide exists as saturated liquid [23]. At the nozzle exit, the fluid

pressure drops to 0.1 MPa. At this pressure, the temperature of the carbon dioxide drops to
–78°C and the liquid is converted into a mixture of gas and solid.
Figure 2.2 State diagram of Carbon dioxide [23]
Application of dry ice blasting is photographed in Figure 2.3. The feasibility of
applying Cryogenic CO2 for machining and examination of material removal was carried
out by few researchers [23, 24, 25, 26, 27]. A process was developed to demonstrate
cryogenic removal of coatings and contaminants from substrate surface [24]. It involved the
use of solid pellets of carbon dioxide as the blasting medium. It was shown that the material
was removed as a result of thermal shock action of pellets in addition to the abrasive
contribution. It was claimed that the cryogenic blasting process employed was able to
remove organic coatings and contamination from substrates.
Fi
ex
gure 2.3 Dry ice blasting (Courtesy Cold Jet Inc.)
Usage of dry-ice by blasting for cleaning of soil and paint from surfaces was
perimentally carried out in [27]. It was found that revealing the CO2 to a pressure of 1 bar
13

14
at a temperature of -80°C generates dry-ice snow. The hardness of the pellets formed was
claimed to be between 2 and 3 Moh’s, similar to the hardness of gypsum. Diameter,
distribution, velocity of dry-ice particles and their impact force were studied. It was also
revealed that the process could be applied for removing silicone seals without any
significant surface damage.
Preliminary parametric study of drilling and cutting performance was carried out by
using liquefied CO2 jet at pressures ranging between 35 and 350 MPa [23, 25, 26]. The
observations revealed no evidence of brittle fracture in aluminum. The cutting power of the
jets was claimed to decrease with the stand-off distance, but on the positive note could be a
desirable characteristic for applications in which damage to materials must be avoided.
However, the recommendations suggested using liquid nitrogen instead of liquid CO2 due
to the unstable nature of liquid CO2. The thermodynamically unstable liquid CO2 changes
phase to gas as it moves downstream, causing the jet to expand and decelerate [28]. A
condition was reached at which the energy flux impinging upon the workpiece was
insufficient to remove material. It was suggested that this could be applied where substrate
damage was not intended.
Thus due to the inherent thermodynamically unstable nature of the liquid CO2,
industrial attention was focused on using liquid nitrogen jets for the development of useful
cutting and surface-preparation tools.
2.2.2.2 Liquid Nitrogen Jet
The thermodynamics of jet formation of liquid nitrogen jet was demonstrated when
the fluid was adiabatically throttled through an orifice [22]. The variation of jet coherence
with temperature and pressure was studied and its cutting power was shown to be poor.
However, from the visualization experiments it was stated that as the temperature
decreases, the visible portion of the coherence improved. Figure 2.4 shows the Ultra High
Pressure liquid nitrogen jet.

The use of cryogenic liquid nitrogen for cutting is not reported, however, its use for
cooling and freezing purposes has been reported in [29]. It was used for drilling ground in
unconsolidated formations.
Motor Pump
Burst Disk
Nozzle Sub-cooler
Burst Disk
UHP Cryo valve
Pressure Gauge
Surge Chamber
Jet
Work Piece
Relief Valve
Bulk Storage
LN2 transfer line
Sub-cooler LN2 supply line
Figure 2.4 Schematic of Ultra High Pressure Liquid Nitrogen Jet [30]
Liquid nitrogen was used in milling experiments to increase the tool life by using it
as a cryogenic cooling media [31]. It was also shown that the use of liquid nitrogen for
cooling in grinding increases tool life [32]. A different type of research was done to
atomize liquid metals by the use of liquid nitrogen [33]. The results indicated that as the
pressure increased the size of super fine particles decreased and was observed to be
spherical.
15

16
2.2.2.3 Liquid Ammonia Jet
Ammonia has been used for years as a cryogen in different applications. Recently,
however, liquid ammonia was demonstrated to be useful in efficiently and rapidly
demilitarizing rocket motors [27]. Energetic ingredients such as AP, HMX and RDX are
soluble in ammonia and thus, can be washed out. Gel and solid rocket propellant can be
physically and chemically ablated from motors using a liquid or gaseous reagent such as
anhydrous ammonia [34]. It was projected that the high pressure ammonia jets can be used
to cut steel and aluminum rocket casings [22]. At ambient temperature, ammonia is
liquefied at 0.78 MPa and thus to form an ammonia liquid jet at room temperature. Even
with the use of liquid ammonia, however, to cut metals, abrasives need to be added to the
ammonia jet [22].
Low penetration rate, high volumetric flow, less impact on surface were some of the
disadvantages of the Cryogenic Jets. In order to increase the impact strength, abrasives
were added along with CJ to form Abrasive Cryogenic Jets (ACJ).
2.2.2.4 Cryogenic Abrasive Jet
The principle used was similar to AWJ but instead of using high-pressure
abrasive/water mixture, liquid nitrogen, liquid CO2 or liquid Ammonia was used [3]. In
conventional AWJ nozzles, abrasive particles are entrained into the jet by the Bernoulli or
“jet pump” effect. The high-speed jet creates a low-pressure region inside the nozzle which
draws particles through an abrasive port and feeds them into the nozzle. In Abrasive
Cryogenic Jet (ACJ) when used with liquid nitrogen, the abrasives was fed by dry nitrogen
carrier gas instead of ambient air flow, since the ambient air becomes moist due to the
liquid nitrogen flow. In this research it was also found that the abrasive feed method used in
conventional AWJ nozzles was ineffective to be used for cryogenic jets because of high
back pressure. In case of liquid ammonia jets, the entire abrasive hopper was laced inside
the ammonia chamber. CO2 abrasive was generated directly in the ACJ nozzle through
rapid Joule-Thomson cooling of the liquid. The technique was used for in situ creation of
CO2 dry ice for surface treatment (cleaning and stripping) [8, 9, 10].

17
Another research was done on the parametric study to explore the potential use of
ACJ's for cutting of metals and brittle materials [35]. Low pressure liquid nitrogen jets were
used along with garnet abrasives to find out the performance. The results of the research
showed that the AWJ performed better than the ACJ due to the better alignment of waterjet
in the abrasive mixing tube rather than the intrinsic differences between the two processes,
but there was no liquid residue found.
It was also shown that Vanishing Abrasive Cryogenic Jet (VACJET) can be used
for removing coatings on delicate substrates for recoating [21, 36]. CO2 particles were
added to the cryogenic liquid nitrogen jet to increase the stripping power. However it was
claimed that due to the less aggressive nature of the VACJET compared to the ACJ the
damage to the substrate was minimized.
A similar research was done in applying CJ and ACJ in applications such as aircraft
de-painting, access hole cutting and nuclear facility decontamination & decommissioning
(D&D) [20]. The use of CJ/ACJ was compared to WJ/AWJ in the study and revealed that it
showed promise on the application side, but was same or in fact less on the performance
side due to the lack of energy. In de-painting applications it was shown that no irregular
breakup of the paint edges resulted. In access-hole and nuclear D&D the CJ/ACJ vanishes
upon impact.
2.3 Development of Ice Jet Technology
To this context of the literature survey various cryogenic systems for different
applications are reported. From these reports it is found that the application ranges of the
processes are highly limited and can only be used where it is very essential. The processes
are highly expensive and their application for sensitive surfaces is not probable. This is due
to the fact that the substrate would damage or would crack under very low temperature. The
fact that, cryogenic jetting can only be operated at low pressure limits its ability for cutting.
The operating pressure and temperature range of the cryogenic pump is limited and its
operating and maintenance costs are very high. The transportation of cryogenic fluids under

18
pressure is subjected to risk and requires high safety standards. These factors helped the
development of another technology called Ice Jet.
Ice jet can be compared to the widely known chemical cleaning. Chemical cleaning
is an effective and competitive surface processing technology. However, the environmental
legislation and public awareness limit the use of this technology. A number of alternative
processes have been explored in order to replace chemical cleaning by an environmentally
acceptable surface processing technology [19]. The practice demonstrated that the most
realistic replacement of the chemical treatment is water blasting. It was found that in most
cases jet cleaning not only meets technical specification, but also in a number of cases is
the most effective technology. However, significant deficiencies impede adoption of the
water blasting. The water consumption for decoating is comparatively high. The disposal of
this water is environmentally damaging, while water recycling is comparatively expensive.
Water impact might cause substrate damage, while insufficient water velocity results in low
productivity. Also specialized facilities are needed for water jet cleaning.
The addition of abrasives into the Water Jet, that is formation of the Abrasive Water
Jet, dramatically improves process productivity. This, however, results in the potential
contamination of the substrate as well as in the generation of the difficult to deal with
emission. The pollution will be eliminated if a benign abrasive material, for example water
ice, is used to enhance material removal. The replacement of the abrasive water jet by the
mixture of water and water ice will combine competitive process productivity with its green
nature.
It is highly desirable to enhance the productivity of WJ and avoid solid emission.
This objective could be achieved by the replacement of conventional abrasive materials by
ice particles, thus resulted in the development of new technology called Ice-Water Jet (IWJ)
[19]. The use of ice, as solid particles, would erode the material in the impingement site due
to their inherent properties. Termination of the negative environmental effects of AWJ
machining constitutes a significant advantage of IWJ. Most importantly, however, is the
feasibility of using IWJ for shaping of food, electronic components, space and other
branches of industry where any contamination in the course of processing is not permitted.

19
Another potential application of IWJ is in medicine. The detailed literature of the
applications is given in Section 2.3.2. If ice particles are produced by cryogenic fluids
rather than using cryogenic fluids as the main stream, then the cost of producing such ice
particles is less. It is, however, not necessary to store the ice particles as they have to be
produced “Just-In-Time”. So this constitutes the ice particles for “in situ” applications.
It is highly desirable to convert an environmentally unfriendly, but widely adopted,
AWJ machining into a “green” ice blasting process. However, it is necessary to overcome
significant technological difficulties in order to attain adoption of IWJ by industry. The
erosion of substrate by impinging particles is due to stress waves generated in the course of
impact. The strength and duration of these waves depends on mechanical properties of the
impinging particles. The elastic characteristics of conventional abrasives are superior to that
of ice. Thus, these abrasives constitute much more effective machining tool. Despite its low
productivity, the use of such Ice Jet would be highly suitable in food, biomedical and other
industries where the contamination of the substrate constitutes the primary concern of
users.
The use of particles as energy carriers in the impingement zone is one way of
improving momentum transfer between the fluid and the substrate. The increase of the
density of the fluid momentum at the impingement zone is another approach to this
problem. Highly coherent fluid flow readily passes through a layer of a rejected fluid. Thus,
momentum losses of the jet are reduced. However, the mechanisms of the energy delivery
to a substrate by a coherent jet and impacting particles are quite different. Material removal
by particles is due to erosion, while penetration of a fluid jet is due to stagnation pressure.
Due to this, even coherent jet can penetrate only comparatively soft materials. The most
effective way to increase jet coherence without water contamination is by addition of small
amount of polymers [11, 37]. The improvement of the jet penetration by addition of
polymers is widely adopted by industry.
The most important problem, which needs to be solved, is the difficulties in the
generation and handling of ice abrasives. Regular abrasives are stable at all practical ranges

20
of operational conditions, while ice particles can exist only at subzero temperatures.
Maintaining such a temperature within the nozzle and within the jet is an extremely
difficult task. Ice particles have a tendency to coagulate and thus can block the transfer
lines, ice jet nozzle and focus tube. The adherence between the particles increases
dramatically, as the temperature approaches 0°C. Thus, ice particles have to be fed either as
particles or to be entrained by cold gas, transportation medium in order to maintain
segregation. In order to assure the acceptance of IWJ by industry, it is necessary to develop
a practical technology for formation of ice-water slurry [38].
2.3.1 Air Ice Jet
The use of ice particles is simplified if the particles are entrained in the air stream
[19]. Current cleaning technologies are based on the use of chemicals or sand and water
blasting. All of these technologies bring about heavy environmental pollution. The Air-Ice
blasting constitutes a unique cleaning technology, which involves practically no off-
products and thus has no negative environmental impact [19]. Ice blasting could be used in
the elimination of the consequences of chemical and biological attacks. Currently, ice is
used as cooling media for food preservation. It is used as fine ice powder and this reduces
food cost and improves quality.
There are several other reports of the application of the Air-Ice Jets [2, 39, 40]. The
advantage of an air driven system is the feasibility of maintaining a low temperature of the
stream and a high-pressure gradient in suction lines. Because of this ability it is possible to
use them for cleaning engineering purposes. However, the machining ability of the Ice Air
Jet is insufficient for removal of the most engineering materials. Thus, IAJ can be applied
for surface processing, while the material shaping will be carried out by IWJ.
A number of surface processing technologies based on the use of the air-ice stream
have been previously suggested [19, 41]. The first of such technologies was a car washing
machine, utilizing ice particles. The stream of frozen particles controlled by a set of coils
was directed at surfaces to be treated [42]. The cleaning of the sensitive surfaces by the

21
impact of fine grade ice entrained into the air stream was proposed by Szijcs [43]. The
atomization of liquid in air stream and subsequent freezing of the generated fine droplets
formed the blast material. The freezing was achieved by the addition of refrigerant (N2,
CO2 and Freon) into the stream in the mixing chamber or by the addition of refrigerant into
the jet after the mixing chamber. Another technology involved the use of ultra clean ice
particles, having the uniform grain size, for cleaning surface and grooves of ferrite block
[44].
Ice blasting device utilizing stored particles was suggested by Harima [45]. The use
ice particles near melting temperature for surface cleaning by ice blasting were investigated
by Vissisouk and Vixaysouk [46]. An ice blasting cleaning system containing an ice
crusher, a separator and a blasting gun was developed by Niechcial [41]. Production of ice
particles less than 100 micrometers in size inside the apparatus and just prior to the nozzle
was suggested by Settles [5].
The substantial advantage of IAJ is elimination of off-products, solid or liquid, while its
disadvantage is the use of gas as a source of momentum. Low density of the gas media
limits machining ability of the jet. The use of cryogenic fluid (liquid nitrogen, ammonia and
carbon-di-oxide) enables to eliminate off-products as well as substrate contamination, while
the sufficient momentum is delivered to the impact zone [23]. The obvious difficulty of this
technology is the necessity to maintain a working fluid at a cryogenic temperature. The
detailed literature of the cleaning is given in Section 2.4.
2.3.2 Water Ice Jet
There are several possible techniques for formation of Water Ice Jet (WIJ). Ice
particles can be produced separately and then injected into the water stream similar to
abrasive particles [38]. In this case, at least in principle, the generation of the ice particles
of the desired dimensions, having maximal hardness could be feasible. The obvious
shortcoming of this technology was the need of auxiliary systems for the particles
production and transportation.

22
Water Ice Jet could be created by the formation of ice particles in the course of jet
expansion in the nozzle. Thermodynamics of ice [47] shows that it is possible to reduce the
temperature of compressed water much below 0°C without freezing. At the pressure of 13.8
MPa, water temperature could be reduced down to -25°C. During the expansion in the
nozzle, while water pressure reaches 1 bar part of water would convert to ice. Due to
enthalpy release during the solidification, water temperature increases, but it should be
contained below 0°C. The fraction of water converted into ice can be determined by the
difference between water enthalpies prior and after the nozzle and also by enthalpy
conversion into kinetic energy of the stream during water acceleration. The shortcomings of
that technology were the difficulties of the control of particle nucleation and, most of all, a
small margin of enthalpy available for solidification.
Finally, ice formation is possible by cooling compressed water prior to the nozzle and
additional water cooling in the focusing tube. Heat removal in the focusing tube was
attained by submerging the focusing tube into a cooling media [48]. These techniques
enabled to increase the rate of ice generation, but resulted in increase of WIJ diameter due
to the use of the focusing tube. However, in that case, the focusing tube was not used for
mixing of water and particles. Due to that, the diameter of the focusing tube and thus,
stream diameter was significantly less than that during particles addition. Cooling of the
focusing tube required much simpler facility than preparation and handling of ice particles.
Thus, each of these techniques has its own disadvantages and shortcomings as well
as benefits. Further research is required to improve these technologies.
2.4 Applications of Ice Jet
2.4.1 Ice Jet cleaning
The cleaning and abrading surfaces with ice-blasting technique was demonstrated
by Galecki and Vickers [49]. Ice particles of approximately 3mm diameter were produced
by crushing mechanically ice cube of diameter 30mm. The ice cubes were placed in a

23
container having liquid nitrogen where they were further cooled and then transferred to a
mechanical crusher where they were crushed and subsequently entrained into a nozzle
through which the high velocity compressed gas was flowing. The results suggest that the
ice abrasives jet shows a sufficient machining effect in cases where, ice particles of very
low temperature were used. It was concluded that the ice-blasting technique was shown to
be more effective than both water jets and percussive needles, but not as effective as grit-
blasting. For cleaning applications where the grit blasting could not be tailored, the ice
blasting would be a very promising technique.
Application of ice particles for precision cleaning of sensitive surfaces such as
compact discs and electronic boards was carried out by Geskin [2]. Ice particles were
formed by mechanical crushing. FIDAP software package was used to determine the
probability of particles surviving in the course of the jet formation. The operated nozzle
diameter was 5mm and the ice particles were of 2 to 5mm in diameter. Use in cleaning of
electronic boards, decoating of sensitive surfaces, decoating of soft substrates, restoration
of electromechanical devices, removal of highly adhesive surface layer and etching
applications were demonstrated.
Investigation of the entrainment of ice particles by water jet was done by both
experiments and simulations [7]. It was demonstrated that at the optimal range of process
conditions this jet constituted a precision tool for selective material removal operations.
Experiments carried out focused on degreasing, depainting and de-icing of liquid crystals,
polished metals, optical glass, fabric, removal emulsion from a film, etc. The feasibility of
the damage free and pollution free decontamination of highly sensitive, highly countered
surfaces was demonstrated.
Few patents were also found in using ice jet for cleaning. An apparatus for
producing ice particles was developed by Settles [5]. The apparatus consisted of a pressure
reservoir, a mixing chamber, a flow spreader, a pneumatic atomizer and a freezing
chamber. Fine ice particles were produced and were basically designed for cleaning
applications. Another apparatus for polishing surfaces by generating low hardness ice

24
particles was developed by Hisasue [4]. The process involved producing super fine ice
particles by mixing liquid nitrogen and atomized water droplets. A gettering method for
semiconductor wafers, which comprised of blasting frozen particles at the surface of
semiconductor wafers, was developed by Tada [50, 51]. The ice particles were formed by
spraying fine mist of water into a chamber partially filled with liquid nitrogen.
An apparatus for blasting crystalline ice was devised by Visaisouk [46]. Ice
particles were impacted on a surface and it was found that erosion was effected by the
rupture process caused by the well-known reaction force. Decontaminating of sensitive
surfaces was investigated by Geskin [6]. Electronic boards of various electronic devices
were contaminated with grease and metal powder and were cleaned with ice blasting. It was
claimed that the boards worked normally. Suggestions from the research indicate that, at
sufficient kinetic energy ice particles could be used for machining of metals, ceramics and
composites. There are several patents available on using Ice Jet for blasting [52, 53, 54]. A
method of producing ice particles by cooling the water jet in the discontinuous region using
liquid nitrogen was proposed [55, 56, 57, 58], which was later used for cleaning
applications.
2.4.2 Ice Jet for Machining
An experimental approach using ice jet for drilling steel, aluminum, titanium and
composite samples was developed [19]. The results of machining were compared with that
of waterjet and was demonstrated that it is feasible to use of ice-water mixture as a
machining tool by replacing abrasive waterjet in certain applications. The experiments
indicated the effectiveness of material removal by Ice Jet, which was strongly correlated
with the size and temperature of ice particles. However, problem of clogging was a main
concern and was found that if the part of the supply line was maintained below 0°C, it
could be prevented. The schema of the Ice Jet system is shown in Figure 2.5.

Figure 2.5 Schematic of Ice Jet System for Drilling [19]
A method of cooling high-pressure water jet by cryogenic compressed air was
developed [59]. The method was used in drilling using ice abrasive jet. The effect of water
droplet diameter, droplet temperature in still cryogenic fluids was presented.
A work was performed to use Ice Jet as a machining tool [7]. Ice particles were
supplied into water stream directly and also by generation within the stream by cooling
water prior to and after expansion. An improvement of Ice Jet technology was carried out
with the possibility of using it for cutting [48]. It was postulated that cooling of water prior
to the nozzle does not constitute the necessary condition of Ice Jet formation but, cooling of
the water stream after the exit of the nozzle could generate ice particles. Precision control
of the heat removal from the water stream was required for particles formation. The
addition of ice to WJ completely changed the mode of the jet-substrate interaction. It was
concluded that the width of the kerf was equal to WJ and was less compared to AWJ.
25

26
2.4.3 Biomaterial
A study was undertaken to investigate processing biomaterials [60]. It was tried to
enhance the cutting efficiency by mixing pellets of crystalline ice into the stream of pure
water jets. Several different approaches for entraining the ice pellets into the jet stream
were tested in the study. It was concluded that, theoretically, it could be possible to obtain
the ice particles in the water jet. In practice, the presence of separated ice particles in the
water jet was limited to narrow range of experimental conditions. Controlled removal of
epidermis layer of skin from the skin surface was also demonstrated [38]. It was also shown
that the skin layer could also be removed with deeper penetration.
2.4.4 Nuclear
In the nuclear industry, operations such as cutting or rubblising of hazardous
materials and processing toxic/reactive chemical wastes, solid rocket propellants, and a
wide range of aging munitions are routinely performed. Potential use of ice jet technology
for removing explosives from the shell was investigated [61]. A relatively new method for
dismantling obsolete ammunition satisfying the requirements of increased productivity with
guaranteed process safety was proposed by using ice particles. A complex mathematical
model with the combination of hydrodynamic and thermodynamic processes, which
describes the use of water ice particles, was developed.
2.4.5 Potential Application in Surgery
Joint replacement has become one of the most common operations in orthopedic
surgery. For fixation of the prosthesis to the bone, both cemented and un-cemented
fixations are used. Cemented or un-cemented components for total hip or knee arthroplasty
have to be removed. Some techniques like ultrasonic tools and lasers have been developed
and tested, but the heat induced during cutting limits, their application. Experiments were
conducted to study the possibility of using plain water jet cutting [62]. Cadaver bovine
femora and femur bones were taken and cut. It was concluded that Poly Methyl

27
Methacrylate (PMMA) was cut better than bovine bones when plain water was used. It was
proposed that the use of Ice Jet could enhance the cutting of bovine bones.
2.4.6 Numerical Modeling of Ice Jet
Very little research has been carried out on the modeling and simulation of Ice Jet.
Development of a model for the growth of ice particle formation was carried out by Hiroshi
[63]. A simple model to understand the phenomena of ice nucleation was developed.
Calculation of the model was based on the following hypothesis:
• Circumferential cryogenic fluid is gas; having temperature, T, near each boiling point
temperature of liquefied CH4/H2 at atmospheric pressure.
• A water droplet solidifies in a certain time. Therefore, natural convection might appear
in the droplet during the solidifying process. However, the water droplet was considered
as a quasi-solid, since the droplet was cooled rapidly and that resulted in ignoring
convection inside the droplet.
• The droplet was assumed to be spherical as the droplets are very small in diameter.
• The water droplet at the lowest limit of relative velocity U (U=0m/s) is cooled down by
the natural convection.
• It is not clarified until what temperature the super-cooling phenomena occurs when the
water droplet of small diameter is cooled with very high cooling rates.
It was concluded that as the size of the droplet increases the time taken for freezing
increases. Also as the relative velocity of the droplets increases the freezing time decreases
and as the droplet diameter increases the critical flight distance to freeze increases.
The study of survival of ice particles inside the focus tube of the water jet nozzle
was carried out by Ahmed [64]. The impact of different inlet ice particle temperatures
(-50°C, -40°C, -30°C, -20°C and -10°C) over the ice particle exit temperatures were
calculated. It was concluded that water and air temperature play an important role for the

28
existence of ice particles at the exit of the focus tube. It was shown from simulation results
that ice particles survived at the exit of the focus tube at 0°C inlet temperatures of the jet or
below.
Ice particle trajectory and particle distribution inside the mixing chamber was
modeled using FIDAP [19]. It was predicted that excess residence time in the mixing
chamber causes ice particles to melt in a shorter time. High velocity water jet also has a
high impact on melting of ice particles and finally, high turbulence at the entrance of the
focusing tube also melts ice particles at a higher rate.
The use of ice blasting technology for removing explosives was performed using a
complex mathematical model [61]. The disintegration of the turbulent jet and its loss in
energy was simulated on the basis of similarity theory using empirical information.
Dispersed flow with multi phase equations were solved by a set of differential equations.
The interaction between the solid ice particles and the explosives was considered with
particle equations. It was claimed that the developed software was capable of providing
calculations for the improvement in mass productivity of dismantling.
To this extent, literature about WJ, AWJ, CJ and ACJ with greater emphasis on Ice
Jet are given. The processes of WJ and AWJ are well documented, as the process is
commercially viable and improvements in optimization and its applicability are highly
desirable. In fact WJ and AWJ are well established in industry and owing to their high
productivity and reliability their negative effects such as, high recycling cost and high
volume of secondary debris do not constitute a serious short fall of the processes.
CJ and ACJ are techniques used among researchers and their feasibility as practical
technologies is not well recognized as the applications are limited. The serious drawback of
the processes is their high operating cost although this is not applicable in applications
where WJ or AWJ are not feasible.

29
The application of IJ has been investigated by many researchers experimentally.
The use of numerical simulations on the turbulent Ice Jet was also predicted by few
researchers. Research was concentrated on the effect of Ice Jet outlet parameters of the
nozzle and focus tube for machining of soft and brittle materials. Although it is desirable to
establish a parametric insight of the mixing nozzle, knowledge of the formulation of ice
formation process parameters is also highly desirable in arriving at a deeper understanding
of the entire process in the system.
However, the focus of the research work to date has been mostly qualitative and
only paid a cursory attention to the ice particle temperature and their efficiency of
production. In general, as the review of the literature in Section 2.4 has shown, the ice
particle formation process involving temperature measurements, ice particle size and the
atomization methods are not clearly explained.
The temperature transitions of freezing droplets are of major importance for various
applications. Although work on the temperature distribution and/or the freezing times of ice
particles is very scarce in the literature, theoretical and experimental work has been
reported on spray crystallization of ice particles for refrigeration applications. However,
these applications are quite different from the study reported here. This work is reported in
the following sections, and in general the various experimental and numerical
methodologies adopted in these studies were applied in the present study with few
modifications.
Although the principle of producing ice particles is relatively simple, the method
and process of producing them in laboratory conditions are demanding. The apparent
difficulty of this technology lies in the fact that many auxiliary systems for production and
transportation of ice particles are necessary. The literature following outlines some of the
research done on temperature transitions on spray crystallization. Numerical phase change
along with heat and mass transfers occurring in various problems are also sketched as it
was considered relevant and beneficial to the present research study.

30
Transient heat convection associated with phase change is an important
phenomenon to this study as it assists in the analysis in the temperature distribution.
Although the equations governing such problems are often easily derived, the solution of
these equations has proven to be difficult even for simple problems. These difficulties arise
primarily because of the unknown location of the solid-liquid interface that renders the
governing equations nonlinear [65]. Phase change problems can be solved for many
geometry and boundary conditions like the energy dissipated onto the work piece and heat
generated/dissipated from surroundings. It is emphasized however, that both the phase
change problem and the single phase problem have the same governing equation called the
diffusion equation. Thus a phase change problem can be solved by solving an equivalent
single phase problem with approximately specified boundary conditions. The phase change
problem takes advantage of the fact that a pure substance will absorb or release heat during
phase change at a fixed temperature. The exchange of latent heat is feasible at lower
temperatures and depending on the substance the magnitude can be far greater than the
corresponding sensible heat exchange for the same temperature difference [65].
The studies that are relevant to the current study were classified into Spray
Crystallization, Visualization experiments, Numerical simulations, Refrigeration and
Modeling.
2.5 Spray crystallization
Studies to examine the water spray method of ice slurry production for spray
cooling were carried out in [66] and [67]. In these works, spherical ice particles of less than
300µm diameter were produced by spraying water into a vacuum chamber where the
pressure was maintained below vapor pressure of ice and the temperature below the
freezing point of water. A theoretical investigation using diffusion controlled evaporation
model was also proposed. In the model, the rate of change of mass reduction of a droplet,
rate of variation of droplet size and surface variation of droplet temperature was
formulated. The results of the experiments were compared with the theoretical formulations
and have claimed to agree well. Latent heat of heat transfer was used for phase change.
DShanmugam
Introduction to the problem

31
With enough residence time, chamber pressure below triple point and small droplet size, ice
particles could be formed with the initial droplet temperature of 20°C. An optimizing chart
for transportable ice slurry using the relation of the residence time of a droplet in the
chamber, the injection pressure, the spray droplet size and the chamber pressure was also
proposed.
An experimental and numerical technique to study the temperature transition of
freezing droplets in spray crystallization was reported by Hindmarsh [68]. In the
experiments an intrusive method of levitated droplet suspended on a thermocouple was
studied with a cryogenic gas passed over it. The process was recorded using a video camera
and that facilitated the observation and analysis of all different stages of cooling and
freezing. Following that, several models with different phenomenon were developed in
order to systematically describe the observed process. The model incorporated assumptions
of conditions with constant property and with changing property. It was predicted that the
convergence of the solid cooling stage increased with the addition of changing thermal
properties and Ranz and Marshall Model [69] has good applicability to dual heat and mass
transfer.
An experimental and theoretical study on heat and mass transfer on freely falling
droplets in various environments was reported by Yao & Schrock [70]. In that work it was
postulated that for cooling of airborne droplets in a cold atmosphere, heat transfer occurs by
three main mechanisms: convective heat transfer, convective mass transfer and thermal
radiation from the droplet surface. It was also demonstrated that there are two ways to
model the internal heat transfer of a droplet: one by solving the internal temperature profile
by describing internal conduction and the other by assuming a uniform temperature within
the droplet. The assumption of a uniform temperature meant that the transient heat transfer
of the droplet could be predicted by balancing the heat flux from the surface by heat and
mass transfer with the internal energy of the droplet. It was concluded that the uniform
temperature within a droplet was a product of internal mixing of liquid within the droplet.
Drag of a mono-disperse droplet moving in an infinite droplet chain investigations
with numerical and experimental methods was reported by Liu [71]. It was predicted that as

32
the droplet spacing increases the drag coefficient increases. This solution was obtained by
dividing the flow field into two regions, the inner domain, where the flow was influenced
strongly by the spherical particles, and the outer domain, where the flow was essentially
parallel to the axis. The prediction of the drag coefficient of droplets in an infinite droplet
chain was found to be an order of magnitude smaller than the drag coefficients of a single
droplet in an unconfined parallel flow.
The research on spray crystallization gives a glimpse of approaches that can be
adopted for the research in ice particle formation. However, the approach in the current
study is different with the ice particles formed inside a heat exchanger.
2.6 Numerical Simulations of Phase Change Problems
A numerical prediction method for a turbulent two-phase flow in a vertical channel
with a Lagrangian approach was obtained by Sommerfeld [72]. It was shown that the
particle velocity fluctuations increased considerably when irregular bouncing particles were
incorporated in the calculations. However, the prediction showed that, when comparing the
simulations with those using the ideal wall collision models the modifications of the
particle phase properties for the small particles were found to be less pronounced than those
for the large particles.
The effect of free and combined convection on the mass transfer was found in the
report of Adekojo [73]. Numerical simulations of the mass transfer of droplet in a
continuous phase were done for conjugate problems. The mass transfer process was solved
by Navier-Stokes and the convection-diffusion equations using finite element method. It
was reported that the Navier-Stokes equations were modified through the Boussineq-
approximation to account for the effect in density with concentration. The effect of
combined free and forced mass transfer was numerically simulated.
A three-dimensional numerical procedure has been used to predict the behavior of
spherical and deformed droplets in gas flow [74]. In that research it was said that a
computational grid moving with the droplet was used to minimize grid size and

33
computational time. The numerical problem was solved by Finite-Volume method and the
conservation equations by using Volume-of Fluid method. Drag coefficients for different
Reynolds number were calculated and the behavior studied. It was concluded that the drag
coefficients for spherical droplets have a good agreement with the one found in literature. It
was also reported that for different viscosity different vortex was found.
Numerical simulation on phase change problems with free convection was carried
out by Giangi [75]. The mathematical model for the numerical simulations was based on
the enthalpy-porosity method in vorticity-velocity formulation. The equations were
discretized on a fixed grid by using Finite-Volume technique. It was said that the advantage
of using fixed grid method was that unique set of equations and boundary conditions were
used for the whole domain in both liquid and solid phases. Therefore, the problem of
tracking the solid/liquid interface was avoided. Velocity and temperature measurements
were carried out experimentally by using visualization techniques. In the discussion it was
revealed that the model developed had a good agreement with the experimental technique
for the initial time of the transient process. However, the effects of supercooling could not
be predicted by simulation, although, experimentally observed and it was further suggested
that the incorporation of supercooling in the numerical technique would enhance the
agreement.
A comparative study of frequently used computational techniques for solving phase
change problems was presented by Viswanath [76]. Two approaches, one using fixed grid
approach and the other using moving grid approach were proposed. The numerical
predictions were compared with the experiments data for the morphology and position of
the phase front. The heat transfer rates and velocity field results were also presented. It was
found that moving grid approach was faster and had better predictions than the fixed grid
approach, but was concluded that both have applications in different phase change problem.
Another enthalpy-porosity method of solving fixed grid finite volume numerical
approach on melting and solidification problems was in [77, 78]. In the discretization
scheme it was argued that the upwind difference scheme and the power scheme failed to
agree on the flow structure in the melt, but the central difference scheme was able to predict

34
the minor structure in the melt, with some phase front distortion. It was further revealed
that, when the mixed difference scheme was applied, the detailed flow structure as well as
the macroscopic behavior during phase change was observed.
The approach of numerical simulation needs validation and so the variation in
droplet diameter and the phase of water/ice was studied by visualization experiments in the
current study.
2.7 Visualization Studies
Examination of the freezing characteristics of water droplets due to evaporation
under evacuation was studied by Satoh [79]. In their study, the cooling/freezing
phenomenon of a droplet due to evaporation in an evacuated chamber was experimentally
examined in order to investigate the heat transfer dominating the process. The water droplet
was suspended by a fine thermocouple to measure the rate of change of water. The initial
temperature of the water droplet was controlled using an infrared (IR) radiation emitted
from a filament lamp. It was observed that the heat transfer within the droplet dominates
cooling rate of the droplet surface. However, it was concluded that the starting point of the
solidification of ice particles could not be located.
A visualization experiment into the bubble behavior and a numerical correlation
with the experiments was studied for ammonia-water absorption process [80]. It was found
that as the vapor density increases the bubbles become hemispherical. The departing
bubbles tend to be spherical for a surface tension dominant flow and hemispherical for
inertial force dominated flow. Although the research is not very relevant to the present
study the experimental approach in visualization of the bubble behavior helped in
understanding of the procedures and the equipments used. In the study the test section was
made of sight glass for visualization. The bubble behavior during the absorption process is
visualized using a high speed camera with a shutter speed of 1/500 s and a video recorder.

35
The melting and heat transfer characteristics of the convective melting of an initially
spherical ice particle in flowing water have been studied experimentally with the aid of two
cameras [81]. An ivory white background was used along with two reflector flood lights to
illuminate the background plate. It was concluded that the increase in water velocity results
in an increase in the local melting rate of ice particles. The heat transfer coefficient first
increases with time and later rapidly decreases. An empirical correlation considering the
irregular shape of ice particle that can be used to calculate the average heat transfer
coefficient in a melting process was also obtained.
The freezing behavior of freely suspended wastewater was carried out by Gao [82].
The freezing process was recorded and observed visually. The droplets were frozen under
different ambient air temperature conditions. It was revealed that the ice nucleation in the
freely suspended water droplets started at the edge of the bottom of the droplets and
propagated over the entire surface enclosing the drop in an ice shell under all temperature
conditions. The speed of the droplet surface freezing was a function of the ambient air
temperature and the nature of the water. It was further concluded that the fracture of the ice
shell did not occur in spray freezing due to air residence of the sprayed water drops.
Experiments on single optically levitated droplets were performed by Roth [83] in
order to simulate phase transition process. Freezing, sublimation and crystal growth of
levitated droplets were studied. Observations based on shadows of the droplets show that
the droplets remain spherical when subjected to freeze. Size measurements were performed
by image processing techniques. Intensities of the scattered light were measured for two
orthogonal polarization directions [83]. It was reported that the polarization ratio
determined from those intensities indicated whether a droplet was frozen or liquid. With
the literature available on visualization experiments, methodology was formulated on the
application of this process into the current state of research with the available equipments.

36
2.8 Refrigeration
An experimental and theoretical study of freezing due to direct contact heat transfer,
including sublimation, was conducted for optimal utilization of low temperature region in
refrigeration [84]. Only film state sublimation was explained owing to dry ice water direct
contact system. Calculations were done for freezing conditions of bulk water and rigid ice
layer. The numerical solution was obtained by using finite difference method for
discretizing governing equations. It was concluded that the calculated results of the
interface temperature at the lower stagnation point were in agreement with the experimental
results and the appearance of the water freezing was concerned with the temperature of the
bulk liquid.
2.9 Ice Aerosol Modeling
An extensive literature on deriving the formulae for heat and mass exchange from
the surface of ice particles of different forms can be obtained from Kucherov [85].
Destruction of spherical particles in the sublimation regime, as well as the subsequent
melting and evaporation of the water droplet formed were found in the research. The basic
stages of the creation of aerosol ice particle clearing theory were formulated. It was
suggested that for the particles of micron radius it is possible to neglect the non-uniformity
of temperature distribution inside the particle at the stage of heating up to the melting
temperature. Particle melting was characterized by low evaporation efficiency and
comparatively small losses of the particle mass. In the present research some of the thermal
properties for varying property model are taken and modeled.
The preceding brief review of the research work done so far on ice particle
formation process using visualization techniques, modeling and numerical simulations
gives an insight in the spray crystallization process in general. This covers,
• The use of high-speed camera, and low temperature thermocouples

37
• The argument between the use of fixed grids and moving boundary grids were given
along with the finite difference and finite volume approach
• The occurrence of sublimation of aerosol particles and its evaporation
• Researches into levitated ice particle temperature transition with intrusive methods
• Phase change problems involving latent heat transformation with the method of
observing supercooling
• The involvement of drag coefficient between a continuous gas phase and dispersed
liquid phase
• Phenomenal study of ice particle melting
To do this it was thought that the understanding of the physical and thermal
properties of ice particles was necessary to classify the extent of its usage. The following
Section 2.10 describes in detail the mechanical and thermal properties of ice.
2.10 Physics of Water Ice
The phase diagram of water is complex, having a number of triple points and one or
possibly two critical points. The phase diagram showing the regions of the existence of
various forms of solid ice as well as the boundary between the solid and liquid states is
depicted in Figure 2.6. At typical room temperatures and pressure water is a liquid, but it
becomes solid (i.e. ice) if its temperature is lowered below 0°C and gaseous (i.e. steam) if
its temperature is raised above 100°C, at the same pressure. Each line gives the conditions
when two phases coexist but a change in temperature or pressure may cause the phases to
abruptly change from one to the other. At the 'triple point' three phases coexist but may
abruptly and totally change into each other given a change in temperature or pressure. Four
lines cannot meet at a single point. A 'critical point' is where the properties of two phases
become indistinguishable from each other.
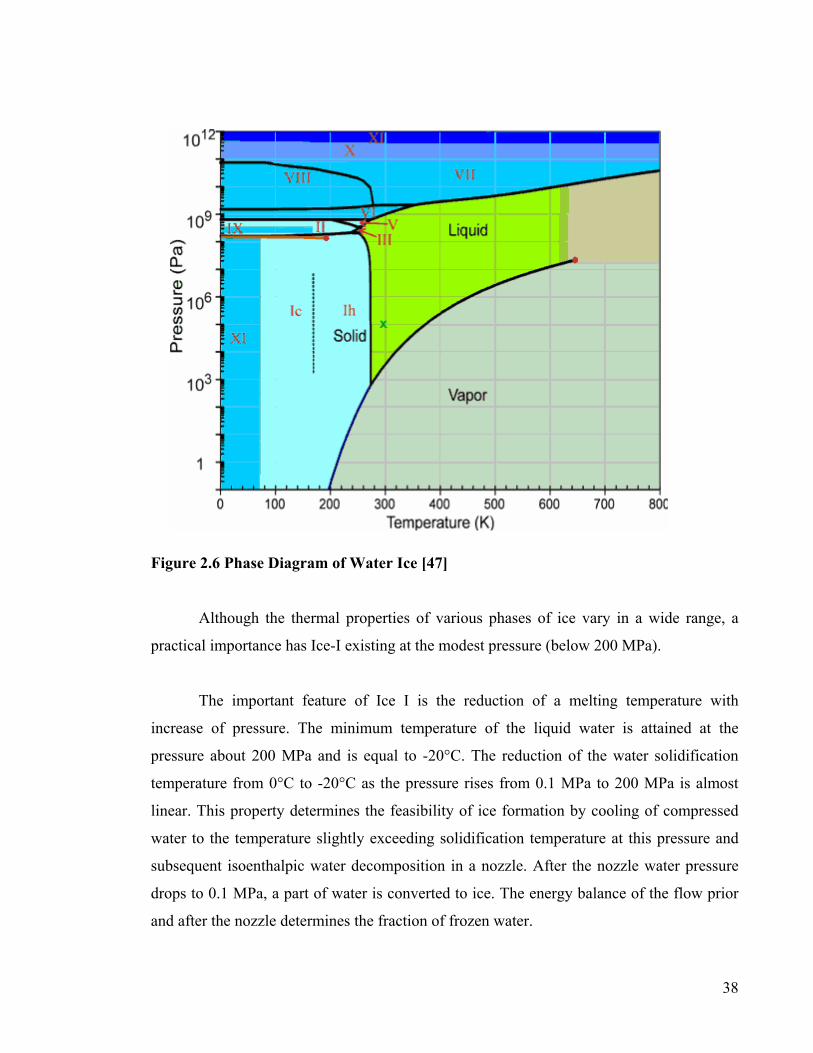
Figure 2.6 Phase Diagram of Water Ice [47]
Although the thermal properties of various phases of ice vary in a wide range, a
practical importance has Ice-I existing at the modest pressure (below 200 MPa).
The important feature of Ice I is the reduction of a melting temperature with
increase of pressure. The minimum temperature of the liquid water is attained at the
pressure about 200 MPa and is equal to -20°C. The reduction of the water solidification
temperature from 0°C to -20°C as the pressure rises from 0.1 MPa to 200 MPa is almost
linear. This property determines the feasibility of ice formation by cooling of compressed
water to the temperature slightly exceeding solidification temperature at this pressure and
subsequent isoenthalpic water decomposition in a nozzle. After the nozzle water pressure
drops to 0.1 MPa, a part of water is converted to ice. The energy balance of the flow prior
and after the nozzle determines the fraction of frozen water.
38

This fraction is determined by the equation
2
1122 )()(TCh
TTCTTCx
p
pp
+
−= (2.1)
Where x is the fraction of water converted into ice during the expansion. Cp(Tp) is
the specific heat of water at constant pressure at temperature T, kJ/kg ºC, T1 and T2 are the
temperatures of water prior and after the expansion, °C, h is the latent heat of water
freezing at T2, kJ/kg.
Another important ice feature determining particle behavior in the course of impact
is ice elasticity. At the temperature range of -3°C to -40°C, ice behaves as almost perfect
elastic body. Hook’s Law is obeyed if the stresses in the ice are below a certain level and
are applied during a short period of time [47]. The dynamic, elastic properties of ice [3] at
-5°C are characterized by the following data:
Young’s Modulus (E) = 8.9-9.9 GPa
Rigidity Modulus (G) = 3.4-3.8 GPa
Bulk Modulus (K) = 8.3-11.3 GPa
Poison’s Ratio (υ) = 0.31-0.36
For the case of comparison, for Aluminum alloy
Young’s Modulus (E) = 70 GPa
Rigidity Modulus (G) = 26 GPa
For silica glass,
Young’s Modulus (E) = 70 GPa
39

40
If a columnar ice is stressed perpendicular to the long direction of the column, the static
Young’s Modulus in bars is determined by the equation:
E = (5.69-0.64T) x 104 (2.2)
Where, temperature T is given in °C. The dynamic Young’s modulus of ice
increases almost linearly from 7.2 GPa at -10°C to 8.5 GPa at -180°C and is independent of
the direction of loading. These data show that the ice particles could be considered as a soft
blasting medium and use accordingly.
2.10.1 Adhesion
One of the main issues in the use of ice particles is their sintering and adhesion to
the surface of the enclosure [86]. The development of materials with low adhesion to ice is
a very important problem. Its solution requires a fundamental understanding of the physical
mechanisms of bonding between ice and other solids. In particular, it is very essential to
find out the nature and strength of molecular bonding between ice and other solids. There
are three possible mechanisms of bonding covalent, dispersion of or fluctuation in
electromagnetic interaction (van der Walls forces) or a direct electrostatic interaction [87].
The model developed by Ryzhkin [86], was based on a theory of the electrical properties of
the surface of ice [88]. The mathematical model reveals a connection between the ice
adhesion problem and other properties of ice. The conclusion was that the electrostatic
interaction plays a significant role in ice adhesion. It also states an intuitive way to
understand the time and temperature-dependent phenomena.
The strength of the adhesion of ice particles depends on the ice temperature. The
effect of temperature on the adhesion forces is shown in Figure 2.7.

Figure 2.7 Strength of Adhesion of Ice Particles [47]
2.10.2 Sintering
The process of vapor diffusion which joins individual ice grains together to form an
ice skeleton of connected grains is referred to as sintering. The eventual effect is a stronger
snow layer. From the Figure 2.8 it is clear that it is necessary to maintain ice temperature
below -30°C to prevent sintering of ice particles. The sintering is also determined by the
duration of the particles contact.
Figure 2.8 Schematic of the Sintering of Ice Particles [47]
41

The radius of the neck, which forms between two ice spheres, brought into contact during
time t at temperature T and presented in Figure 2.8 is determined by the equation
trTA
rx
m
n )(=⎟
⎠⎞
⎜⎝⎛
(2.3)
Where x is the radius of the neck, r is the radius of the sphere, A(T) is a function of
the temperature, which depends on the mechanism of sintering, n and m are the constants,
which are also determined by the mechanism of sintering. From the Equation 2.3, it is
necessary to prevent the contact between particles in order to avoid particles sintering. Ice
tends to adhere to a solid surface where the ice nuclei are generated.
2.10.3 Shear Strength
The moisture contained in the atmosphere in the course of ice transportation will
bring about the adherence of the ice to walls or sintering of ice particles. Both phenomena
result in the formation of a plug and clogging of the conduits. The strength of the adhesion
to the polished steel is illustrated in Figure 2.9
Figure 2.9 Shea
r Strength of Ice Adhesion to Stainless Steel [47]
42
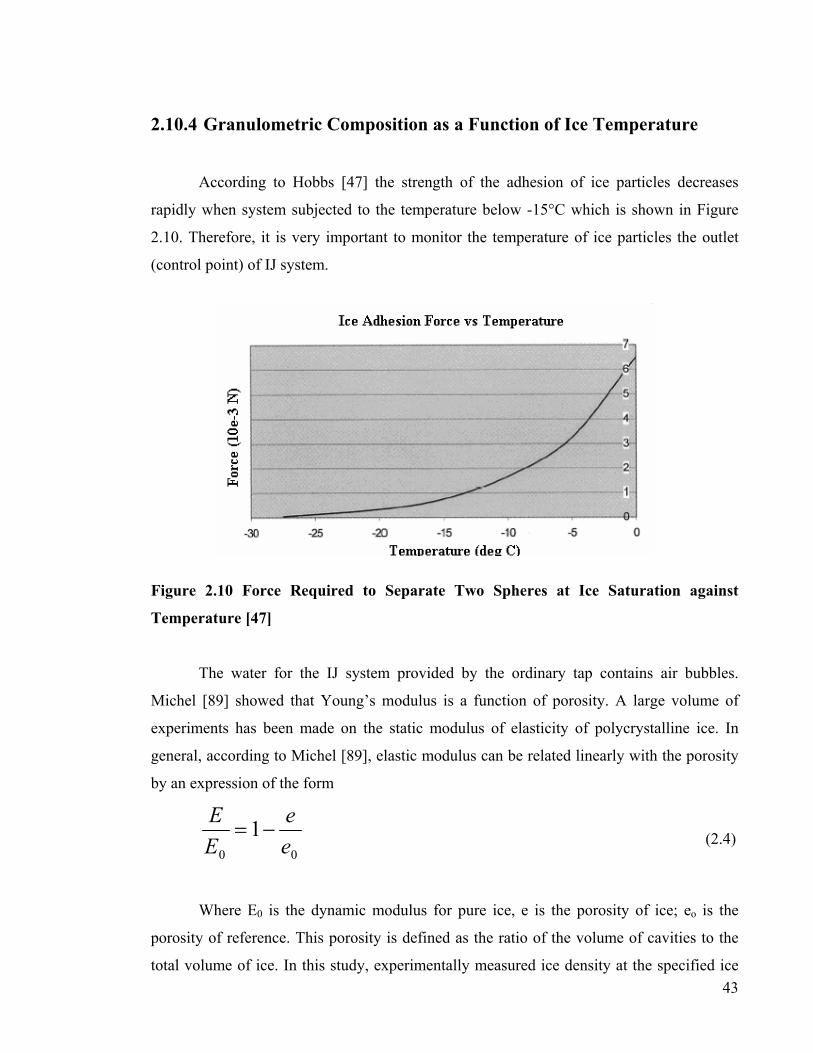
2.10.4 Granulometric Composition as a Function of Ice Temperature
According to Hobbs [47] the strength of the adhesion of ice particles decreases
rapidly when system subjected to the temperature below -15°C which is shown in Figure
2.10. Therefore, it is very important to monitor the temperature of ice particles the outlet
(control point) of IJ system.
Figure 2.10 Force Required to Separate Two Spheres at Ice Saturation against
Temperature [47]
The water for the IJ system provided by the ordinary tap contains air bubbles.
Michel [89] showed that Young’s modulus is a function of porosity. A large volume of
experiments has been made on the static modulus of elasticity of polycrystalline ice. In
general, according to Michel [89], elastic modulus can be related linearly with the porosity
by an expression of the form
00
1ee
EE
−= (2.4)
Where E0 is the dynamic modulus for pure ice, e is the porosity of ice; eo is the
porosity of reference. This porosity is defined as the ratio of the volume of cavities to the
total volume of ice. In this study, experimentally measured ice density at the specified ice 43

temperature showed that the porosity of ice is below 3% and it did not affect the elasticity
modulus. The detailed explanation is given in Chapter 6.
The ice crystallization conditions predetermine the ice type. Extremely short
duration of freezing under very low temperature as well as turbulent character of
crystallization lead to conclude that ice is T1 polycrystalline type ice particles [19].
According to the chosen ice type the density, coefficient of linear expansion,
Poisson’s ration, thermal conductivity and tensile yield strength are described with the
literature available on the properties.
2.10.5 Density
Ice density as a function of temperature is shown in Figure 2.11. The functional
dependency can be established through the trend line added to the curve
)0001.0(9152.0 Te −=ρ (2.5)
Where ρ is ice density and T is ice temperature.
Figure 2.
Pressure
11 Density of T-1 ice Type as a Function of Temperature at Atmospheric
[47]
44

2.10.6 Coefficient of Linear Expansion
Coefficient of linear expansion, α, of T-1 ice type is shown in Figure 2.12. The
tabulated data of the coefficient of linear expansion of polycrystalline bulk ice is given by
Hobbs [47]. Superimposing the exponential trend line the functional dependence is
TeE 0102.0057 −=α (2.6)
Figure 2.12 Coefficient of Linear Expansion of T-1 Type Polycrystalline Ice at
Atmospheric Pressure According to Jacob and Erk [cited in 19]
2.10.7 Poisson’s Ratio
The Poisson’s ratio υ has almost linear dependence on the temperature T and is
shown in Figure 2.13. The Poisson’s ratio of polycrystalline ice is due to the temperature
dependence of grain boundary slip and also of the reversible movement of dislocations.
The specific heat for the ice type chosen can be given as
45cs
m°
×= 2231062.4ζ (2.7)

Figure
[47]
2.10.8
M
literatur
coeffici
Timmer
presente
function
where λ
2.13 Poisson’s Ratio of the Polycrystalline Ice as a Function of Temperature
Thermal Conductivity
easurements of thermal conductivity coefficient were done by Powell from
e [19]. However, more extensive measurements of the thermal conductivity
ent of polycrystalline ice have been conducted [Ratcliffe 1962, Dean &
haus 1963 and Dillard 1966]. The thermal conductivity coefficient graph is
d in Figure 2.14. Exponential trend line fitted to this curve described it
ality as
)007.0(7358.1 Te −=λ (2.8)
is the thermal conductivity coefficient and T is the temperature.
46

Figure 2.14 Thermal Conductivity of Polycrystalline Ice as a Function of Temperature
According to Ratcliffe [cited in 19]
2.10.9 Tensile Yield Strength
Tensile yield strength of the commercial polycrystalline ice as a function of the
temperature is shown in Figure 2.15. Functional dependency established through the
superimposed trend line is given by [19]
107.140246.00045.0 2 ++= TTST (2.9)
Where ST is the tensile strength of a polycrystalline ice and T is the temperature.
47

Figure
[Butkov
2.11
T
literatur
for this
T
in the
technolo
brittle m
technolo
extent o
quantita
that mig
2.15 Tensile Strength of Polycrystalline Ice as a Function of Temperature
ich]
Summary
he properties and behavior of ice crystals at various temperatures reported in
e has been summarized. The physical and thermal properties of ice are important
study because they indicate the practicability of the current approach
he literature review gives a summary of studies undertaken by various researchers
field of jetting technologies. It discusses the applicability of these existing
gies in the field of cleaning, blasting, surface processing and cutting of ductile and
aterials. Their limitations were presented and discussed in the context of Ice Jet
gy. Most of the researches were concentrated on qualitative experimentation on the
f Ice Jet process on different applications. Although few researches focused on the
tive study, there is still a lack of good understanding of many important parameters
ht pave way for an improvement in methodology used in the Ice Jet process.
48

49
Chapter 3
Design and Development of Ice Jet System
3.1 Introduction
In this chapter the design criteria of the Ice Jet system is addressed. There are
four aspects to be considered:
• Selection of atomizer,
• Design of ice slurry heat exchanger system,
• Design of ice slurry transportation system and
• Design of ice jet cleaning nozzle
The project is aimed to develop a convective heat-transfer heat-exchange system
with both source and sink flowing in the same direction in order to produce ice slurry.
This ice slurry is then transported to the cleaning nozzle. Therefore, the designs of these
systems (atomizer, ice slurry transportation system and cleaning nozzle) are interrelated.
Therefore they are designed in a systematic way using a step by step procedure.
As the aim is to produce ice particles and use them for cleaning under laboratory
conditions, the design and development was carried out with a view to produce less
quantity of ice particles with low velocity. Following sections explain the design and
fabrication of these systems.
3.2 Selection of Atomizer
The first consideration was concentrated on the selection of a suitable atomizer
that is compatible with the required standards of the proposed ice slurry production.
Currently, there are several types of atomizers on the market and the selection of one
depends purely on the purpose to be used. These are conventional spraying nozzles,

50
pneumatic atomizing nozzles and ultrasonic atomizing nozzles. It is also desirable to
know the basic operating functions of these atomizers.
The first and the foremost task was to analyze the working principle, the
advantages, disadvantages and the characteristics of all atomizers. The second task was
to integrate it with the heat exchanger.
There are several characteristics to be studied:
• The volume of water atomized
• The physical size of the water droplets that can be formed from the atomizer
• The temperature range in which the atomizer can operate
• The uniformity of the water droplets formed
• The design compatibility of the atomizer for heat exchanger operations
• The cost factor
In this case the velocity of atomization required should be kept as minimum as
possible to allow most heat transfer to take place between the cryogenic nitrogen and
water droplets.
3.2.1 Water Sprayer
In the first case, a simple operating spraying nozzle was considered for the heat
exchanger needs. A conventional manual sprayer has a tank filled with water and a lever
operated manual pump. By manually operating the lever, pressurized air was supplied
into the liquid tank which increases the air pressure in the tank. When the pressure in
the tank has increased sufficiently, an on/off valve for the spray nozzle was opened to
spray liquid in the tank through a nozzle under the tank air pressure.
As the liquid was discharged, the air pressure in the tank decreases. When the air
pressure drops below a predetermined level, it was impossible to spray liquid with
sufficient momentum. Thus, before the air pressure drops below a predetermined level,
the manual lever had to be operated again to increase the air pressure. Figure 3.1 shows
the front view of the sprayer.

1 Grip 2 Lever 3 Air Tank 4 Brackets 5 Spray Nozzle 6 Air Supply 7 Water Supply
Figure 3.1 Front View of the Sprayer [90] 3.2.2 Pneumatic Atomizer
The design of pneumatic atomizer consists of a pressure chamber for the gas.
The atomization system requires delivery of the liquid to be atomized and the gas to be
used in the resulting spray. Both have to be fed at a rate ensuring that the system lies
within a stable parameter window. Gas and liquid can be dispensed by any type of
continuous delivery system, usually a compressor for the former and a volumetric pump
for the latter. As the liquid gets in contact with the gas the liquid is atomized. The size
of the particle can be controlled by controlling the flow rate of the gas. As the flow rate
of the gas is increased the size of the water droplet decreases, and as the flow rate is
decreased the size of the water droplet increases.
Since the air is fed from the compressor and the velocity of the atomization was
too high, therefore, the use of pneumatic atomizer was not considered for the current
application. Figure 3.2 shows the diagram of pneumatic atomizer.
51

1 Feeding Nozzle 2 Water to be atomized 3 Pressure hamber 4 Orifice f r Gas inlet 5 End of t
nozzle 6 Outlet o7 Atomiza
Figure 3. 3.2.3 U
Th
droplets b
piezo-cera
After amp
There, a
capillary
off into p
means of
liquid was
probe (no
atomized
Co
produce a
droplets g
supply an
ml/sec. H
economic
Co
he feedingf the Orifice te
2 Schematic Depiction of Pneumatic Atomizer [91]
ltrasonic Atomizer
e third atomizer considered was the ultrasonic atomizer. This produces water
y the acoustic vibration generated with a vibrating assembly. With the aid of
mic elements mechanical oscillations were generated from electric waves.
lifying, these mechanical oscillations were transmitted to the actual atomizer.
liquid film with a defined thickness of layer was incited to produce finest
waves, from the peaks of which fine drop particles were detached and hurled
arabolically shaped trajectories. An appropriate liquid film was obtained by
uniform distribution of the liquid to the atomizer’s surfaces, whereby the
supplied without high pressure. The liquid can be dispensed to the atomizing
zzle) by either gravity feed or a small low-pressure metering pump, and
continuously or intermittently.
ntrary to conventional pressure atomizers, ultrasonic atomizers do not
n increase of speed by means of pressure drop. The outlet speed of the
enerated on the surface of the oscillating body depends on amplitudes, liquid
d water flow rates. The amount of material atomized can be as little as 0.2
ence, this atomization velocity is limited for the aspects of material and
application.
52

Ultrasonic atomizers have very low energy cost, since liquid is supplied without
pressure. These are at higher operating safety, since the atomizer is practically non-
clogging. The diagram of the ultrasonic atomizer is shown in Figure 3.3.
53
Figure 3.3 Ultrasonic Atomizer Model VC 130 AT with Flat Probe
Taking the factors, uniformity of atomization, the range of operating water flow
rate, the range of atomization velocity and the range of operating temperature into
consideration, the ultrasonic atomizer was considered as a better option to atomize
water droplets. It is also considered due to the fact that no other medium for acceleration
or cascade breaking to form water droplets is required.
3.2.4 Calibration of Droplet Size
The selected ultrasonic atomizer has a median drop size ranging from 80 to 120
microns with the frequency of 40 KHz. This was calibrated with a Phase Doppler
Particle Analyzer (PDPA). The limitation of the PDPA model used for this purpose was
0.5 microns at the lower end and 5 mm at the upper end.
3.2.5 Operating Principle of PDPA
The Phase Doppler Method is based upon the principles of light scattering
interferometry and is shown in Figure 3.4. Measurements were made at a small, non-
intrusive optical probe volume defined by the intersection of two laser beams. The
intersection of the two beams creates a fringe pattern within the probe volume. As a

particle passes through the probe volume, it scatters light from the beams and projects
the fringe pattern. A receiving lens located at an off-axis collection angle projects a
portion of this fringe pattern onto several detectors. Each detector produces a Doppler
burst signal with a frequency proportional to the particle velocity. The phase shift
between the Doppler burst signals from two different detectors is proportional to the
size of the spherical particles. This chapter only discusses the calibration of atomized
water droplets. Figure 3.4 shows the operating principle of PDPA.
Source: Kenelec Scientific
Figure 3.4 Operating Principle of PDPA
3.2.6 Selection of Atomizer probe
The atomizer probes selected can produce uniform flow rates, ranging from 1
lit/hr to 12 lit/hr. Two types of probes were used in order to vary the inlet flow rate. The
two probes selected for this ultrasonic atomizer model are shown in Figure 3.5. Figure
3.6 shows the flat probe atomizing the water droplets.
It was verified experimentally that the probe can operate at very low
temperature. This is due to the fact that the atomization was carried out by ultrasonic
vibrations and practically the vibrations unclog any blockage at the probe tip. The
experimental details are given in Chapter 6.
54

67m
118
65mm
36mm
a) b)
Figure 3.5 a) Flat Tip Half Wave Medium Atomization Rate (200ml/min) and b) Flat Tip Half Wave Low Atomization Rate (60ml/min)
Figure 3.6 Flat Probe Atomizing the Water Droplets
3.3 Design of Heat Exchanger
There are various types of heat exchanger designs available for applications.
They can generally be classified as parallel flow, counter flow and cross flow heat
exchangers. However, in this study the focus is on designing a Parallel Flow Direct
Contact Heat Exchanger by convective heat transfer mechanism. The reason for this is
to facilitate the ice particle to flow along with the carrier gas to maximize heat transfer.
As the velocity of the droplets generated was low, the probe of the atomizer was 55

mounted with the tip facing downwards and therefore the design of the heat exchanger
was considered vertical. The cryogenic nitrogen was injected from the top due to its
property of being heavier than air and therefore flows downwards. Thus in order to
design it, necessary parameters such as length, diameter, its surface area and the
material were calculated. This calculation was dependent on the water droplet velocity,
diameter, dispersion area and cryogenic nitrogen temperature, velocity and mass flow
rate.
As the atomized water droplets were very small, in the order of microns the
lumped capacitance model was used to find out the length of the heat exchanger [92].
This is explained in the next subsection.
3.3.1 Lumped capacitance method This method is based on the following assumptions:
• The water droplets are spherical
• The water droplets are atomized at a uniform and constant temperature
• The temperature inside the droplet remains uniform and changes with time
• Cryogenic nitrogen is assumed to be at uniform temperature An energy balance of the droplet for the time interval, dt, can be expressed as follows. Heat transfer into the body during, dt = the increase in the energy of the body during, dt i.e., (3.1) dTmCdtTThA ps =−∞ )( This can be rearranged as
dtVChA
TTTTd
p
s
ρ−
=−−
∞
∞ )( (3.2)
Integrating from t = 0, at which T =Ti, to any time t, at which T=T(t), gives
tVChA
TTTtT
p
s
i ρ−=
−−
∞
∞)(ln (3.3)
56

And therefore,
∞
∞
−−
−=TTTtT
hAVC
tis
p )(lnρ
(3.4)
Where the convective heat transfer coefficient, h, is,
6.0
37.0⎥⎥⎦
⎤
⎢⎢⎣
⎡= ∞
f
f
vdu
dK
h (3.5)
After obtaining the temperature T(t) at time t, the rate of convection heat transfer
between the droplet and the surrounding atmospheric air was obtained by Newton’s law
of cooling as
])([)( ∞−= TtThAtQ s (3.6)
But as the water droplet is moving with respect to time t, the problem was considered
transient. The time taken to form ice particles was calculated from the equation,
S = Ut +1/2 gt2.
As the nitrogen and water droplets are flowing in the same direction, it was assumed
that there was no counter viscous drag opposing the flow of water droplets. As the water
droplets have an initial velocity >0 and accelerates due to gravity the Newton’s law was
used in calculating the distance. The length was calculated based on the time taken for
the droplets to convert ice particles. However, the design was “under surfaced” in order
to obtain a difference in temperature between ice particles and cryogenic nitrogen. The
extent of “under surface” is given in Chapter 6
3.3.2 Heat Exchanger Diameter
Diameter of the heat exchanger was found out by the Nozzle discharge pattern
of the ultrasonic atomizer’s probe. This was calculated through experimental
measurements of the actual pattern. The discharge angle and the diameter of the actual
spray were calculated to find out the diameter and shape of the heat exchanger. Figures
3.7 and 3.8 visualize atomization of water droplets for different water flow rate and
57

atomization. The largest discharge angle was obtained for 200ml/min with the
amplitude of 100.
a) Figure 3.7 a) Water Flow Rate of 1 l/hr at th b) Water Flow Rate of 6 l/hr at th
a) Figure 3.8 a) Water Flow Rate of 12 l/hr and Am b) Equalized Contract of the Atomized
b)
e Amplitude of 40 and e Amplitude of 80
b) plitude of 100, and
Water Droplets Pattern
58

The atomization pattern can be expressed with an illustration as shown in Figure 3.9.
Rd
Φ
θ
Figure 3.9 Illustration of the Discharge Angle, the Discharge Diameter and the Atomized Droplets (Φ = Curvature expressing the energy loss of the atomized water droplets, θ = discharged angle, Rd = discharge radius)
As the discharge radius (function of water flow rate and atomization) increases
the rate of droplets energy loss increases. In this chapter, the study is limited to find out
the discharge angle and discharge radius only. Therefore, the diameter of the heat
exchanger was calculated on the basis of the discharge radius with tolerance given
through the inner surface as per the TEMA regulations [93]. More details of the heat
transfer phenomenon are described in Chapters 6 and 7.
As the heat exchanger built has to operate under very low temperature, it was
necessary to analyze the material and thermal properties. For that, the design was
initially built using Pro/Engineer and the Finite Element Analysis was carried out using
Pro/Mechanica Structure and Thermal modules. This was done to select the material,
thickness of walls, the amount of insulation used and to select the constraint surface.
The 3-D model of the heat exchanger is shown in Figure 3.10. A shell model was drawn
59

instead of a solid model to analyze the distribution of temperature, stress-strain and the
displacement-magnitude on the walls.
Cryogenic Nitrogen Inlet
Atomized Water Inlet
Ice particle, Air & Nitrogen Outlet
Air supply unit
Figure 3.10 3-D Shell Model of the Heat Exchanger showing Finite Elements
The exact design drawings of the heat exchanger and the air supply unit are given in
Appendix B. The material properties for the selected design are given in Table 3.1
Table 3.1 Material Properties of Aluminum
Properties Values
Units
Mass Density 2.794 x 10-9
Kg/m3
Young’s Modulus
7.3080 x 104
N/m2
Poisson’s Ratio 0.33
Coefficient of Thermal Expansion 2.304x 10-5
W/°Cm2
A range of thermal properties were selected for the analysis which are given in Table 3.2 60

61
Table 3.2 Thermal Properties of Aluminum
Properties
Values
Units
Convective Coefficient 2 to 10
W/°Cm2
Bulk Temperature
10 to 20
°C
Cryogenic Nitrogen Temperature -50 to -140 °C
In using the Pro/Mechanica for thermal analysis there are certain procedure to be
followed. It is an iterative process where by different values of the parameters were
given and tested. Optimization of this process was an important issue and was obtained
by using a range of both material and thermal properties.
The wall temperature, Displacement-Magnitude and the Stress-Strain plots of
the heat exchanger are shown in Figures 3.11, 3.12 and 3.13.
The Figure 3.11 shows that the minimum temperature of the wall at the entry
point of the heat exchanger was -9°C with the cryogenic nitrogen flowing at -120°C.
The Figure 3.12 shows that the maximum structural displacement using the analysis was
0.8mm at the cryogenic nitrogen entrance, but in general it varied from 0.1mm to
0.3mm on an average.
Finally the Von-Mises stress was analyzed and is shown in Figure 3.13. The
maximum stress was concentrated on the top surface of the heat exchanger with the
values ranging from 213 N/m2 to 60 N/m2. But, in the rest of the heat exchanger area the
average value was 30 N/m2.

Figure 3.11 Temperature Distribution of Heat Exchanger
Figure 3.12 Displacement-Magnitude of the Heat Exchanger
62

Figure 3.13 Stress-Strain Distribution of the Heat Exchanger
3.4 Design of Ice Slurry Transportation System
The next step was to design an Ice slurry transportation system which connects
the heat exchanger to the ice jet cleaning nozzle. The design consists of a hopper and an
insulated delivery tube. The delivery tube was connected to the hopper which in turn
was connected to the outlet of the heat exchanger. The other end of the delivery tube
was connected to the Ice Jet nozzle. This was done to allow flexible movement, so that,
when using the Ice Jet system there exists a free movement of the nozzle. Another
aspect concerning the length of the delivery tube is to observe whether ice particle can
exist during the transportation stage. The design of the Ice Transportation System is
shown in Figure 3.14.
63

Hopper
Delivery Tube
a) b) Figure 3.14 a) and b) Start and End Section of the Ice Slurry Transport System in 3-D Model with the Datum Planes
3.5 Design of Ice Jet Cleaning Nozzle
The existing abrasive jet nozzle at IRIS was taken as the basis for modeling the
Ice Jet Nozzle. A simple model of the Ice Jet cleaning nozzle is shown in Figure 3.15.
The delivery tube was attached to the Ice particle feed which forms the part of the
nozzle design. The nozzle is also comprised of a focus tube in which the ice particles
are accelerated by either pressurized air or water depending on the velocity
requirements. The detailed process inside the nozzle is described in Chapter 7.
64

Inlet for Ice/Water
Ice particle feed
Focus Tube
Figure 3.15 Design of Ice Jet Nozzle with the Focus Tube In summary, the components that constitute the entire Ice Jet system were designed.
However, more emphasis was given to the design of heat exchanger as that was the
main component to produce ice particles. The heat exchanger was then fabricated and
experiments were carried out to study the ice particle formation.
65

66
Chapter 4
Experimental Setup and Procedure 4.1 Overview
As discussed in the preceding Chapters, the main objectives of this research
investigation were to study the feasibility of ice particle formation using a custom built heat
exchanger and to verify the results of a numerically built model with that of the
experiments. Further, a numerical model will be developed to study the effects of ice
particles through the transportation stage and inside the Ice Jet nozzle.
To this end, a full factorial design is developed and the parameters, cryogenic
nitrogen temperature, cryogenic nitrogen flow rate, inlet water temperature, water droplet
diameter (function of atomization rate) and the water flow rate are varied within practical
ranges. Visualization experiments are also conducted which could help in understanding
further the behavior and characteristics of ice particles flowing out of the heat exchanger.
This chapter describes the experimental setup and procedures of Ice particle formation
process using the heat exchanger. The following sections focus in describing the ice particle
formation process. Specific details of the experiments as well as the methodology used in
carrying out these experiments are presented.
4.2 Ice Particle Formation Process
A schematic diagram of the experimental process for ice particle production is
shown in Figure 4.1. The experimental setup consists of a heat exchanger system, an
ultrasonic atomizing unit, a liquid nitrogen storage unit, a water storage unit, a chilling unit
and an air compression unit.
The heat exchanger was the main unit which was connected to the liquid nitrogen
storage unit and the ultrasonic atomizing unit. The ultrasonic atomizing unit was connected

to a water storage unit which in turn was connected to a chiller. Initially there existed a
clogging problem because of the ice particles sticking to the walls and slowly building up
and blocking the outlet. Therefore, to rectify this problem an air compression unit was also
connected to the heat exchanger through two inlets as shown in Figure 4.1. This unit
introduces an air cushion on to the inner surface of the heat exchanger thus preventing the
ice particles sticking to the walls.
67
Figure 4.1 Schematic of the Ice Slurry Formation Process and Temperature Measurement System
In order to make water freeze effectively it was important to reduce the heat
incoming to the water from its surroundings. Therefore, the heat exchanger was insulated to
minimize the heat transfer. The heat exchanger was built in such a way that there is
effective heat transfer between the cryogenic nitrogen and the water droplets.
Thermocouple 1 Water Storage
Chiller
Ultrasonic Atomizer
Heat Exchanger
Thermocouple 2
Liquid Nitrogen Storage Unit
Data Acquisition System
1 Thermocouple reading of the inlet Cryogenic nitrogen temperature
Thermocouple Locations:
2 Thermo couple reading of the exit cryogenic nitrogen temperature
3 & 4 Thermocouple readings of the outlet ice particles temperature
Data Logger
Thermocouple 3 & 4
Ice slurry collector
Air Compressor unit

68
Water from the water storage unit is filtered and fed into the ultrasonic atomizer’s
probe. Water flowing to the atomizer was pre-cooled to the desired temperature through a
chilling unit. Liquid nitrogen was stored under pressure in the storage unit and was
transferred to the heat exchanger through a transfer tube. Two air inlets were provided near
the exit of the heat exchanger to control the flow of ice particles. One of the inlets is for the
air to travel in an upward direction and the other to travel in a downwards direction,
uniformly through the inner surface of the heat exchanger. Air from the compressor was fed
into these inlets and the pressure regulated to provide a smooth cushioning effect inside the
heat exchanger. Another effect of the air is to accelerate ice particles through the ice
particle transport system. An insulated ice particle collector was used to collect the ice
particles at that stage of the experiment.
K-type thermocouples were used to measure temperature at various points of the
heat transfer process as shown in Figure 4.1. The thermocouples were connected to a data
acquisition system which in turn was connected to a computer. These thermocouples read
the online variation of cryogenic nitrogen temperature at the inlet and outlet of heat
exchanger and the temperature of ice particles inside the ice particle collector. The time
interval for each reading was controlled using a real time operating software, which also
has a real time display of the temperature variation of all the thermocouples. A distance was
provided between the thermocouples and the bottom plane of the collector. This was done
to measure the temperature of flowing ice particles and not the already deposited particles.
Readings were taken with all thermocouples until the ice particle temperature exiting the
heat exchanger stabilized.
4.3 Measuring Devices and Accuracy Assessment 4.3.1 Thermocouple
In order to measure the cryogenic nitrogen temperatures, a thermocouple capable of
measuring very low temperature was selected. Type K is a general purpose thermocouple
with a measuring range of -200°C to +1200°C. The sensitivity is approx 41µV/°C. A data

69
logger capable of measuring K-type thermocouples was also selected. These thermocouples
have an accuracy of ± 1°C.
4.3.2 Cryogenic Nitrogen Flow Rate Measurements
It is highly desirable to measure the flow rate of the cryogenic liquid/gas nitrogen
flowing out of the heat exchanger. Because of the two-phase flow of the cryogenic nitrogen
the measurement was highly expensive and was beyond the laboratory experimental
measurement conditions. Therefore, the specifications were obtained from British Oxygen
Company (BOC), the company which supplied liquid nitrogen for the experiments. The
specifications involved the flow rate calibrated against the pressure regulator and the
opening valve. However, there are few published research reports on the measurements of
cryogenic nitrogen flow rate [94].
4.3.3 Water Flow Meter
In order to measure the flow rate of water a flow meter capable of measuring all
experimental flow rate range was selected. The selected flow meter has an error of ±2%
4.3.4 Inlet Tube Angle of Nitrogen
This was required to regulate the point of contact between nitrogen and water
droplets. A special stand was made and the inlet tube angle measured using a protractor.
The error obtained by this measurement was about ±1%
The atomizer has an error of + 100Hz for the 40 KHz model used in this experiment
The total experimental uncertainty was calculated to be ±5%, which is the addition of the
total measurement error.

70
4.4 Design of Experiments
Initially a complete randomized design of experiments was conducted in order to
determine the appropriate range of the parameters to obtain the ice particles from the heat
exchanger. In conducting these experiments, the predictor variables used were the
cryogenic nitrogen temperature, flow rate, angle of nitrogen inlet into heat exchanger, water
temperature, flow rate and atomization rate. The response or dependent variables were the
outlet ice particle and cryogenic nitrogen temperature.
A total number of runs was calculated with a full factorial design. These required 54
runs, with complete repeat to measure the outlet ice particle temperature. Because of
randomization the run order was considered to minimize the effects of other factors that
were not included in the study. The ranges of operating parameters used in all these
experiments are shown in Table 4.1.
Table 4.1 Initial Range of Experimental Parameters
Cryogenic Nitrogen Temperature °C -100, -120 Nitrogen Flow Rate l/min 0.5, 1.0, 1.5 Inlet Angle degrees 15, 30, 45, 60 Inlet Water Temperature °C 5, 10, 15 Water Flow Rate l/min 0.03, 0.1, 0.2 Droplet diameter µm 80, 100, 120 Air temperature °C 10, 20 Air flow rate l/min 0.25, 0.5, 0.75
The number of predictor parameters used was brought down to smaller ranges. In
most of the experiments an optimal angle of 30° for the inlet nitrogen was used and the
details of which are discussed in Chapter 6. The inlet water flow rate was kept at the
maximum of 0.2 kg/min and only the atomization rate varied to vary the droplet diameter.
Regression and allied techniques were used to analyze the data and obtain a best fit curve.

4.5 Visualization Experiments
Figure 4.2 shows the schematic diagram of the visualization process used to conduct
experiments in this project. A camera capable of capturing 120 frames/seconds at full
resolution (648 x 484 pixels) was connected to a computer and the images stored for further
processing. The camera was placed under the heat exchanger just at the outlet and the ice
particles flowing out recorded. A black background was placed in order to capture a clear
view of the ice particles. The recorded images were later analyzed using image analysis
software.
71
Figure 4.2 Schematic of the Ice Slurry Formation Process with Camera Attached for Visualization Study
Table 4.2 shows the ranges of operating parameters used in the visualization
experiments conducted to study the behavior of ice particles at different exit temperatures.
Most of the parameters were kept constant except the cryogenic nitrogen temperature and
the droplet diameter. This was done to observe the mixture of ice/water droplets and efforts
Water Storage
Chiller
Ultrasonic Atomizer
Heat Exchanger
Liquid Nitrogen Storage Unit
High-Speed Camera
Ice slurry collector

were also made to study the phenomenon of ice particle freezing. The change in ice particle
diameter with the initial water droplet diameter was also studied.
Table 4.2 Range of Parameters for Visualization Experiments
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
The components used in visualization experiments and analysis consisted of two
major groups, which were the Video Capture system and the Image Analysis Software. The
Video Capture System included a PULNIX TM-6710 high resolution progressive scan
monochrome camera with non-interlace quad speed scanning shown in Figure 4.3 and an
Inspecta 4 Video Capture Card, and its software. The image analysis used for visualization
experiments was V++, and various in-house scripts were developed to enhance and
automate some of the tasks involved such as capturing the successive trace of the ice
particles falling from the heat exchanger.
Figure 4.3 PULNIX TVisualization Experim
M-6710 High Resolution Progressive Scan Camera Used in the ents
72

The camera was protected from ice particles and the exiting cryogenic nitrogen by
enclosing it in a protective casing. A long video cable was used to connect the camera to a
dedicated computer that was used to download and store images of the traces of falling ice
particles. A large RAM was used to store the data before writing it on to the hard disk.
Figure 4.4 shows the attachments and accessories used to produce ice particles in the Water
Jet lab at IRIS.
Figu
reso
shut
re 4.4 Attachments and Accessories of the Ice Jet System
The high-speed camera was capable of recording up to 120 frames per second at full
lution, 648(H) X 484(V) pixels, up to 300 frames at partial resolutions with frame
ter speeds of 1/60 to 1/32,000 second. However, acquiring images at high speeds
73

74
generates a high volume of data that need to be stored in the hard disk for further analysis.
In addition, data write to the hard disk is much slower than the rate of data generation.
Therefore, a very large RAM needs to be used as buffer storage for the data before it could
finally be written on to the hard disk for permanent storage.
The camera frame rate that was used in this project to acquire the images was 120
frames per second. This rate was chosen because in addition to the problem with writing
and storing the data, an image acquisition at a higher frame rate than 120 frames per second
does not give better performance, as some of the images that were captured in successive
frames at higher frame rate were identical.
To summarize, in this chapter, the experimental procedures, the measuring
equipments and the design of experiments are detailed and the results of the experiments
are discussed in Chapter 6. Based on the experiments range of parameters, CFD simulations
were also predicted, of which the procedures and governing equations are explained in
Chapter 5.

Chapter 5
Modeling of Ice Jet Process
5.1 Introduction
This chapter develops the subject of modeling and computational heat transfer of ice
jet process by relating the available numerical procedures to the solution of differential
equations, governing heat transfer processes. The nature of equations relevant to the study
of heat transfer of dispersed particles into a cold gas is discussed in terms of both
differential and integral formulations. The appropriate boundary conditions are given with
finite volume approach. Various discretization formulations are outlined, along with the
associated errors, convergence characteristics and numerical stability.
The heat transfer process of conduction, convection and radiation are dealt within
practical ranges to investigate the temperature distribution inside the heat exchanger,
transportation system and Ice Jet focus tube. The numerical analysis was carried out using
CFX, a Computational Fluid Dynamic (CFD) package.
5.2 Problem Definition in Modeling
The numerical approach of the entire Ice Jet system was categorized into three sections:
1. Heat transfer inside heat exchanger
2. Heat transfer inside transportation system
3. Heat transfer inside Ice Jet focus tube
In all sections the heat transfer equations under conduction, convection and radiation
were used along with inter-phase heat and momentum transfer, inter-phase drag, overall
and specific heat transfer and thermal phase change problem with latent heat. However, the
75

major difference in solving the heat transfer inside the focus tube is that the flow was
considered turbulent as opposed to the flow in heat exchanger and transportation system,
where the flow was considered laminar. The turbulence inside the focus tube is due to a
high Reynolds number pertaining to high velocity and high pressure water/air, used to
accelerate the ice particles.
5.2.1 Heat Transfer Inside Heat Exchanger
The temperature distribution of freezing droplets is of major importance to study the
effect of surface area of the designed heat exchanger. However, as described in the previous
chapters it is simply described as the solidification of liquid by atomization into a cold
atmosphere. Being able to determine the temperature at different planes would effectively
optimize the heat exchanger design. A diagram showing the droplets dispersing inside a
cold atmosphere is given in Figure 5.1
Cryogenic Nitrogen Gas (Continuous Phase)
Figure 5.1 Droplets Dispersed by an AOver it
Atomizer
Droplets (Dispersed Phase)
tomizer with Cryogenic Nitrogen Gas Flowing
76

Here water droplets were considered as dispersed phase while cryogenic nitrogen
was considered as continuous phase. Disperse phase flows are flows in which one phase is
not materially connected.
To predict the experimental results it was important to set those exact conditions in
modeling. To do that an air inlet was introduced on the lower block and projected vertically
downwards throughout the inner surface of the heat exchanger. This constituted a third
phase to be considered for the heat transfer. The illustration of this is given in Figure 5.2.
Air Inlet System Air Inlet
Air flowing through the inner surface and downwards
Figure 5.2 Introduction of Air Inlet System on the Lower Block of the Heat Exchanger
77

5.2.2 Ice Slurry Transportation System
In defining this system there exist heat transfer among nitrogen, air and water/ice
particles. But unlike three inlets for the heat exchanger, in this system there is only one inlet
for all the phases to flow through. Figure 5.3 shows the representation of the transportation
system. The droplets are treated as dispersed phase and the air and nitrogen as continuous
phase. The single particle equations for the heat and momentum transfer used for the heat
exchanger were also used in transportation system. The set of equations is given in Section
5.4 and is discretized by finite volume approach.
Ice Particles
Cryogenic Nitrogen Air Figure 5.3 Schematic of the Representation of Transportation System
The flow inside the transportation system was considered laminar owing to the low
Reynolds number. The effect of air velocity and nitrogen temperature on the ice particles is
discussed in Chapter 6.
78

5.2.3 Ice Jet Nozzle
The heat and momentum transfer was considered to occur among air/water, nitrogen
and dispersed ice particles. The equations of heat and momentum transfers are given in
Section 5.4. Eulerian-Eulerian model was used with turbulent flow k-ε equations. Figure
5.4 shows the representation of the ice jet nozzle.
Air/Water
Ice particles
Air +Nitrogen
Figure 5.4 Representation of Different Inlet and Phase Inside the Nozzle The basic definitions of the terminologies are detailed in Appendix A. 5.3 Hypothesis
A laminar flow, continuous-dispersed, inter-phase model was selected. Particle
model involving Eulerian-Eulerian multi phase model was used for the inter phase heat
transfer. Thermal phase change model was considered owing to the latent heat phase
79

transformation of water droplets to ice particles. The assumptions used for these models are
as follows.
• Droplets remain spherical
• Water droplets were assumed as dispersed phase, cryogenic nitrogen and air were
considered as continuous phase
• Ice particles were formed by latent heat transfer between cryogenic nitrogen and
water droplets
• Conduction inside the droplets was assumed to be instantaneous as droplet diameter
is approximately 100µm. This is based on the analytic solution of transient heat
conduction inside a solid sphere [95]. It assumes that advection effects inside the
drop may be neglected and the time-dependent temperature field inside the sphere
may be considered to be spatially constant.
• No droplet coalescence occurs
• Eulerian-Eulerian method was used because of higher convergence rate
• A forward difference time discretization was used to solve the transient droplet
temperature
The governing equations of inter-phase heat transfer, interfacial area density, the drag
coefficient and the heat balance for the total mass flux are discussed in detail.
5.4 Governing Equations 5.4.1 Interfacial Area Density
Interfacial transfer of momentum, heat and mass is directly dependent on the contact
surface area between the two phases. This was characterized by the interfacial area per unit
volume between phase α and phase β , known as the interfacial area density .
Interfacial area density has dimension of one over length and in this problem was modeled
using the Particle model.
αβA
80

5.4.1.1 Particle Model
The particle model for interfacial transfer between two phases assumes that one of
the phases is continuous (phase α) and the other is dispersed (phase β). The surface area per
unit volume is then calculated by assuming that phase β is present as spherical particles of
mean diameter, dβ. Using this model, the inter-phase contact area is given by
βαβ
βdrA 6
= (5.1)
Non-dimensional, inter-phase transfer coefficients may be correlated in terms of the
particle Reynolds number and the fluid Prandtl number. These are defined using the particle
mean diameter, and the continuous phase properties, and are given by
α
βαβααβ µ
ρ dUU −=Re (5.2)
α
αααβ λ
µ PC=Pr (5.3)
where, ααα µρ PC,, and αλ are the density, viscosity, specific heat capacity and thermal
conductivity of the continuous phase α respectively.
5.4.2 Inter-Phase Heat Transfer
In the multiphase model, there are separate enthalpy and temperature fields for each
phase. Heat transfer is governed by the multiphase thermal energy equations for sensible
enthalpy (incompressible and low speed compressible flows only) and therefore the
Equation 5.4 can be used as transportation equation:
( ) ( )( )Υ αααααααα λρ ρ Thrhrt
∇−×∇+∂∂
= (5.4) ∑=
++ ++Γ−ΓNp
ss SQhh1
)(β
αααβαβαβ
where
81

ααα λ,,Th denotes the sensible enthalpy, the temperature, and the thermal conductivity of phase α.
describes external heat sources, αS denotes interphase heat transfer to phase α across interfaces with other phases. αQ
The term represents heat transfer induced by interphase mass transfer.
)( ss hh αβαβαβ++ Γ−Γ
Interphase heat transfer occurs due to thermal non-equilibrium across phase
interfaces. The total heat per unit volume transferred to phase α due to interaction with
other phases is denoted Qα, and is given by
αβαβ
α QQ ∑≠
= (5.5)
where,
0=⇒−= ∑ αα
βααβ QQQ (5.6)
Heat transfer across a phase boundary was described in terms of an overall heat
transfer coefficient hαβ, which is the amount of heat energy crossing a unit area per unit
time per unit temperature difference between the phases. Thus, the rate of heat transfer,
Qαβ, per unit time across a phase boundary of interfacial area per unit volume Aαβ, from
phase β to phase α, is
)( αβαβαβαβ TTAhQ −= (5.7) This can be written in the form analogous to momentum transfer
)()(αβαβαβ TTcQ h −= (5.8)
where the volumetric heat transfer coefficient, was modeled using the particle model correlations discussed in Section 5.4.2.1.
)(hcαβ
82

5.4.2.1 Particle Model Correlations For particle model the volumetric heat transfer coefficient was modeled as
αβαβαβ Ahc h =)( (5.9) The heat transfer coefficient, expressed in terms of a dimensionless Nusselt number, is
dNuh λ
= (5.10)
In the particle model, the thermal conductivity scale λ was taken as the thermal
conductivity of the continuous phase, and the length scale d was taken as the mean diameter
of the dispersed phase
β
αβααβ
λdNu
h = (5.11)
For laminar forced convection around a spherical particle, the Nusselt number can
be taken from Equation (5.13). The Nusselt number is a function of the particle Reynolds
number Re and the surrounding fluid Prandtl number
ααα λµ /Pr pC=
(5.12) Hughmark [96] proposed the following empirical correlation for flow past a spherical
particle.
33.062.0
33.05.0
PrRe27.02PrRe6.02
+=
+=
NuNu
Re06.77606.776Re0
≤<≤
250Pr0250Pr0
<≤<≤ (5.13)
It extends the Ranz Marshall correlation and can therefore be applied to a wide range of
Reynolds numbers. The Reynolds number cross over point is chosen to guarantee
continuity. It is said that the Nusselt Number cannot to be used outside the recommended
Prandtl number range.
In the particle model, the diffusivity scale Γ is that of the continuous phase and the length
scale d is the mean diameter of the dispersed phase.
83

β
αβααβτ
dShΓ
= (5.14)
5.4.2.2 Interface Flux
This is implemented in the inter-phase heat transfer models which use a complex
form heat transfer coefficient multiplied by a bulk temperature difference. The heat flux
coefficients for both fluids and the interfacial heat flux value, F12, from cryogenic nitrogen
to water droplets are specified. F12 is the rate of heat transfer per unit time per unit
interfacial area from phase 1 to phase 2. Hence the heat transferred to fluid 2 from fluid 1
per unit volume is given by
12121221 FAQQ =−= (5.15)
F12 may be given as a constant or an expression. Typically, F12 will be a function of the
fluid 1 and fluid 2 temperature fields. In this case, the converge of the coupled solver was
accelerated specifying optional fluid 1 and fluid 2 heat flux coefficients.
,01
121 ≥
∂∂
≈TFh 0
2
212 ≥
∂∂
≈TFh (5.16)
For numerical stability, the values of the coefficients used were positive. The partial
derivatives were not exactly calculated, as it was sufficient for the specified coefficients to
simply approximate the partial derivatives. Specification of heat flux coefficients only
affected the convergence rate to the solution of the coupled heat transfer equations, and did
not affect the accuracy of the converged solution. The model using a heat transfer
coefficient multiplied by a bulk temperature difference is
),( 212112 TThFF −=−= hhh == 21 (5.17)
5.4.3 Thermal Phase Change
As the model assumes latent heat transfer from cryogenic nitrogen to water droplets
to form ice particles, the thermal phase change model was taken into consideration. The
inter-phase heat transfer was used in conjunction with the thermal phase.
84

The Thermal Phase Change Model assumes: • that thermodynamic equilibrium prevails at the interface between the two phases. That is,
the interfacial temperature equals the saturation temperature.
• that heat transfer of both sides of the droplets was modeled by two independent heat
transfer coefficients.
5.4.3.1 Latent Heat This was obtained due to the difference between the static enthalpies of the two phases.
)()( satliquidsatgas THTHL −= (5.18)
Hence, the absolute enthalpies of the two phases were also taken into consideration. The thermal phase change model requires the use of the two resistance model for inter-
phase heat transfer.
5.4.3.2 The Two Resistance Model
It was thought that the use of overall heat transfer coefficient was not sufficient to
model the inter-phase heat transfer process and therefore the resistance model was
incorporated. A more general class of models considers separate heat transfer processes
either side of the phase interface. This was achieved by using two heat transfer coefficients
defined on each side of the phase interface. Defining the sensible heat flux to phase α from
the interface as
)( ααα TThq s −= (5.19)
And the sensible heat flux to phase β from the interface as:
)( βββ TThq s −= (5.20)
where and are the phase α and phase β of heat transfer coefficients respectively. Ts
is the interfacial temperature, and it is assumed to be the same for both phases.
αh βh
85

The fluid-specific Nusselt number is defined as:
α
αβαα λ
dhNu = (5.21)
Where, λα is the thermal conductivity of fluid α, and dαβ is the interfacial length
scale (the mean particle diameter for the Particle Model). However, this model is only valid
where there is no mass transfer. In that case, the interfacial temperature is determined from
the sensible heat balance 0=+ βα qq
In case of Inter Phase Mass Transfer, it is determined by total heat balance, i.e. the total
heat flux to phase α from the interface
sHmqQ ααβαα += (5.22) Total heat flux to phase β from the interface:
sHmqQ βαβββ −= (5.23)
where, denotes mass flux into phase α from phase β, αβm
and, Hαs and Hβs represent interfacial values of enthalpy carried into and out of the
phases due to phase change,
The total heat balance 0=+ βα QQ determines the inter-phase mass flux given by
ss HHqq
mαβ
αβαβαβ −
+= (5.24)
5.4.3.3 Secondary Fluxes
This secondary heat flux term was modified in order to take into account the
discontinuity in static enthalpy due to latent heat between the two phases. This is achieved
using a modification of the upwind formulation (Equation 5.25), by Prakash [97]. In this
formulation, the bulk fluid enthalpy is carried out of the outgoing phase, as in the default
86

upwind formulation. However, the saturation enthalpy is carried into the incoming phase.
Thus, the modified formulation is
)( αβαβαβαβ φφ ++ Γ−Γ=MS (5.25)
ββαααβ HHHHm ssats ==⇒> ,0
satss HHHHm ββαααβ ==⇒< ,0 This leads to a formulation which was stable both physically and numerically. Thereby the
denominator of Equation 5.24 is non-zero, being greater than or equal to the latent heat
satsat HHL αβ −= (5.26)
5.4.4 Inter-Phase Mass Transfer
Interphase mass transfer occurs when mass is carried from one phase into another. It
is applicable to both the inhomogeneous and homogeneous multiphase models. Due to the
phase change it is definite that there is mass transfer.
Mass transfer is represented by sources in the phasic continuity equations and is given by
ααααααα ρρ Γ+=•∇+∂∂ SUrrt
)()( (5.27)
Sα describes user specified mass sources,
Гα is the mass source per unit volume into phase α due to interphase mass transfer.
This is expressed as follows:
αββ
α Γ=Γ ∑=
pN
1 (5.28)
αβΓ is the mass flow rate per unit volume from phase β to phase α.
87

It is assumed that
01
=Γ⇒Γ−=Γ ∑=
αα
βααβ
pN
(5.29)
As it was important to keep track of the direction of mass transfer processes, it is
convenient to express as follows αβΓ
++ Γ−Γ=Γ βααβαβ (5.30) The term
0>Γ+αβ represents the positive mass flow rate per unit volume from phase β to phase α
For mass transfer processes across a phase interphase, the volumetric mass sources can be
in terms of mass fluxes
αβαβαβ Am=Γ (5.30a)
αβm is the mass flow rate per unit interfacial area from phase β to phase α, and is the interfacial area density between the phases.
αβA
As interfacial area is commonly proportional to volume fraction, an automatic linearization
of mass transfer terms relative to volume fraction was obtained.
5.4.5 Inter-Phase Momentum Transfer Models The transportation for the momentum transfer is given by
))(()( ααααααα ρρ UUrUrt
ו∇+∂∂
αααβαβαββ
αααααα µ MSUUUUrpr M
NT
p
++Γ−Γ+∇+∇•∇+∇−= ++
=∑ )()))(((
1(5.31)
where
describes momentum sources due to external body forces, and user defined
momentum sources,
αMS
88

describes the interfacial forces acting on phase α due to the presence of other phases.
αM
The term represents momentum transfer induced by inter-phase mass transfer.
)( αβαβαβ UU ++ Γ−Γ
And is given by αM
αβαβ
α MM ∑≠
= (5.32)
It was noted that the interfacial forces between two phases are equal and opposite, so the
net interfacial forces sum to zero
0)( =⇒−= ∑ α
αβααβ MMM (5.33)
The total interfacial force acting between two phases arises from several independent
physical effects
sTDD MMMM ++= αβαβαβ (5.34)
where, the forces indicated in Equation (5.34) represent the interphase drag force,
turbulence dispersion force and solids pressure force (for dense solid particle phases only)
respectively.
5.4.5.1 Inter-Phase Drag
Drag is a mechanical force generated by the interaction, and contact, of a solid body
with a flowing fluid (liquid or gas). Fluid and motion are the main criteria for drag. Drag is
generated by the difference in velocity between the solid object and the fluid. There must
be a motion between the object and the fluid, and it makes no difference whether the object
moves through a static fluid or whether the fluid moves past a static solid object [98]. Drag
acts in a direction that opposes the motion.
89

The following general form is used to model inter-phase drag force acting on phase α due
to phase β
)()(
αβαβα UUcM d −= (5.35)
In this section, description of the computation of the coefficients from the knowledge
of dimensionless drag coefficients was given. The range of models available for drag
coefficients is also described.
)(dcαβ
The total drag force was expressed in terms of the dimensionless drag coefficient,
AUU
DCD2)(
21
βααρ −= (5.36)
Where ρ is the fluid density, )( βα UU − is the relative speed, D is the magnitude of the
drag force and A is the projected area of the body in the direction of flow.
5.4.5.2 Inter-Phase Drag for the Particle Model
For spherical particles, the coefficients can be derived analytically. The area of a single particle projected in the flow direction, and the volume of a single particle are given by:
)(dcαβ
pA pV
4
2dApπ
= (5.37)
6
3dVpπ
= (5.38)
Where d is the mean diameter. The number of particles per unit volume, np is given by:
3
6dr
Vr
np
p πββ == (5.39)
The drag exerted by a single particle on the continuous phase is,
90

)(21
αβαβαρ UUUUACD pDp −−= (5.40)
Hence, the total drag per unit volume on the continuous phase is,
)(43
αβαβαβαβ ρ UUUUrd
CDnD Dpp −−== (5.41)
Comparing with the Momentum Equations (Equation 5.31) for phase α, the drag force per
unit volume is
)()(
αβαβαβ UUcD d −= (5.42) We get,
αβαβαβ ρ UUrd
Cc Dd −=43)(
(5.43)
which, can be written as (in the form of area)
αβααβαβ ρ UUACc Dd −=8
)( (5.44)
The succeeding section describes drag correlations specific to dispersed multiphase flow. As it was important to model the drag force on all states of droplets, i.e., from water droplet
to ice particles, four stages of drag were found during the modeling of dispersed water
droplets.
• Stage 1 - Dilute fluid particles • Stage 2 - Dense fluid particles • Stage 3 - Dilute solid particles • Stage 4 - Dense solid particles
At sufficiently small particle Reynolds numbers Re <1000, fluid particles behave in
the same manner as solid spherical particles [95].
In the transitional region between the viscous and inertial regimes, 0.1 < Re < 1000
for spherical particles, both viscous and inertial effects are important. Hence, the drag
91

coefficient is a complex function of Reynolds number, and was determined for spherical
particles from experiments by Schiller and Naumann (1933) [95]. Therefore the drag
coefficient for Stage 1 and 3 are given by
)Re15.01(Re24 687.0+=DC (5.45)
This was modified to ensure the correct limiting behavior in the inertial regime by taking
⎟⎠⎞
⎜⎝⎛ += 44.0),Re15.01(
Re24max 687.0
DC (5.46)
In the viscous regime, as the fluid particles were assumed as spherical, the Schiller
Naumann correlation is modified using a mixture Reynolds number based on a mixture
viscosity.
Therefore, for stage 2 the drag coefficient is given by
)Re15.01(Re24)( 687.0
mm
D sphereC +=
where,
m
pcdcm
dUUµ
ρ −=Re
∗−
⎟⎟⎠
⎞⎜⎜⎝
⎛+=
µ
µµ dr
dmc
m
rrd
5.2
1 Where, cd
cd
µµµµ
µ+
+=∗
4.0 (5.47)
Here, is the user defined Maximum Packing value. This is defaulted to unity for a
dispersed fluid phase (water/ice particles).
dmr
For the dense solid particles (stage 4) the drag coefficient is given by
)44.0),Re15.01(Re24max( 687.065.1 += −
cD rC (5.48)
92

This has the same functional form as the Schiller Naumann correlation, with a modified
particle Reynolds number, and a power law correlation.
5.4.6 Turbulent Modeling in Multiphase Flow 5.4.6.1 Phase-Dependent Turbulence Models
Phase dependent turbulence models were used in conjunction with the
inhomogeneous model (particle and mixture models) only. The models for turbulent flow
are based on assumptions such as: zero equations model (based on mixing length
hypothesis), the one equation model (eddy viscosity model) and the two equations model
(eddy viscosity and energy dissipation rate model). The two equations model is widely used
for turbulence modeling where standard k-ε and Reynolds Averaged Navier-Stokes
(RANS) k- ε are most popular for solving engineering problems due to its higher
convergence criteria. However, there are other turbulence models like the Low Reynolds
Number k-ε model, and the Low Reynolds Number k-ω model. These models are used for
low Reynolds numbers, typically in the range of 5,000 to 30,000 and are not suitable for Ice
Jet. The RNG k-ε model is an alternative to the standard k-ε model for high Reynolds
number flow. This model is usually derived from a renormalization group analysis of the
Navier-Stokes equations. This was taken due to its reliability shown in the literature.
For the k-ε model the turbulent viscosity is modeled by taking Two-Equation model
⎟⎟⎠
⎞⎜⎜⎝
⎛=
α
ααµα ε
ρµ2kCt (5.49)
αµt is the turbulence viscosity The transport equations for k and ε in a turbulent phase are assumed to take a similar form
to the single-phase transport equations
)()()( k
k
t TprkkUrkrt αβααααα
αααααααα ερ
σµ
µρρ +−=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛∇⎟⎟
⎠
⎞⎜⎜⎝
⎛+−•∇+
∂∂
(5.50)
93

=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛∇⎟⎟
⎠
⎞⎜⎜⎝
⎛+−•∇+
∂∂
αε
αααααααα ε
σµ
µερερ tUrrt
)(
)(
21 )( kTCpCk
r αβααεαεα
αα ερε
+−
(5.51)
The additional terms and represent interphase transfer for k and ε
respectively.
)(kTαβ)(ε
αβT
Please refer to the nomenclature list for notations.
5.5 Discretization of the Governing Equations
Analytical solutions to the Navier Stokes equations exist only for the simplest of
flows under ideal conditions. To obtain solutions for real flows a numerical approach must
be adopted whereby the equations are replaced by algebraic approximations which may be
solved using a numerical method.
In order to solve the general transport equation described in Section 5.4, it was
necessary to discretize it into a set of algebraic equations for the grid point values of Φ and
apply an algorithm to solve the equations. The algebraic equations were derived from the
differential equations by assuming a ‘profile’ for the variation of Φ between grids [99].
These algebraic equations were derived from the differential equations governing Φ and,
thus, express the same physical information as the differential equations. Using the large
number of grid points, the solution of the discretization equations were expected to
approach the exact solution of differential equations. That follows from the consideration
that, as the grid points get closer together, the change Φ between neighboring grid points
becomes small, and then the actual details of the profile assumption become unimportant.
So the possible discretization equations were not unique, although all types were expected
to give the same solution when the number of grid points is made very large.
94

The approach involves discretizing the spatial domain into finite control volumes
using a mesh. The governing equations were integrated over each control volume, such that
the relevant quantity (mass, momentum, energy etc.) was conserved in a discrete sense for
each control volume, over the whole domain [100]. Figure 5.5 shows a typical mesh with
unit depth (so that it is two-dimensional), on which one surface of the finite volume is
represented by the shaded area.
Figu
the s
the
expr
∂∂
tρ
∂∂t
(
t∂∂ (
TranTerm
re 5.5 Finite Volume Surface [100]
Each node is surrounded by a set of surfaces which comprise the finite volume. All
olution variables and fluid properties are stored at the element nodes. By considering
mean form of the conservation equations for mass, momentum and energy are
essed in Cartesian coordinates as,
0)( =∂∂
+ jj
Ux
ρ (5.52)
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛
∂
∂+
∂∂
∂∂
+∂∂
−=∂∂
+i
j
j
ieff
jiij
ji x
UxU
xxPU
xU µρµρ )() (5.53)
φφφρµρφ Sxxx j
effj
jj
+⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛
∂∂
Γ∂∂
=∂∂
+ )() (5.54)
sient
Advection Term
Diffusion Term
Source/Sink
95

Equations 5.52, 5.53 and 5.54 can be integrated over a fixed control volume, using Gauss’
divergence theorem [98] to convert volume integrals to surface integrals
∫∫ =+∂∂
sjj
v
dnUdvt
0ρρ (5.55)
∫ ∫ ∫∫ +⎟⎟⎠
⎞⎜⎜⎝
⎛
∂
∂+
∂∂
+−=+∂∂
v siUj
s i
j
j
ieffj
sjiji dvSdn
xU
xU
PdndnUUdvUt
µρρ ∫v
(5.56)
∫ ∫ ∫ ∫+⎟⎟⎠
⎞⎜⎜⎝
⎛
∂∂
Γ=+∂∂
v s s vj
jeffjj dvSdn
xdnUdv
t φφφρρφ (5.57)
Where v and s denote volume and surface integrals respectively and dnj is the
differential Cartesian components of the outward normal surface vector. The surface
integrals are the integrations of the fluxes, whereas the volume integrals represent source or
accumulation terms.
5.5.1 Transient Term
For the Transient term Second Order Backward Euler Scheme was used. This
scheme is robust, implicit, conservative in time, and does not create a time step limitation.
It approximates the equation to
⎟⎠⎞
⎜⎝⎛ +−
∆=⎟⎟
⎠
⎞⎜⎜⎝
⎛
∂∂
∫ ooo
v tVdv
tφφφρρφ
212
23 (5.58)
where represents the solution field from the time step before the old time level. It is
second-order accurate in time, but was not bounded and so, sometimes it caused
nonphysical overshoots or undershoots in the solution.
ooφ
5.5.2 Diffusion Term
Shape functions were used to evaluate the derivatives for all the diffusion terms. For
the derivative in the x direction at integration point ip,
96

nip
n
nip x
Nx
φφ∂
∂=
∂∂ ∑ (5.59)
5.5.3 Advection Term In order to discretize the advection term, the variable ipφ was related to the nodal values of φ
↑∆⋅∇+= φβφφ upip (5.60)
Where, upφ is the value at the upwind node, φ∇ is the gradient of φ and is the vector from
the upwind node to the ip. β was solved by considering Second Order Central Difference
Scheme using a tri-linear shape functions.
5.6 Solution Method
Once the equations were discretized, they must be solved in each cell for all phases
to obtain a solution for the variable Φ over the whole computational domain. For each
phase, a linear matrix equation was set up, with the number of unknowns being the same as
the number of cells. In this analysis a coupled solver, which solves the hydrodynamic
equations (for u, v, w, p) as a single system was used. This solution approach uses a fully
implicit discretization of the equations at any given time step.
A flow chart shown in Figure 5.6 illustrates the solution procedure for the predicted
simulation.
The solution of each set of equations shown in the flow chart consists of two numerical
operations. For each time-step:
1. The non-linear equations are linearized (coefficient iteration) and assembled into the
solution matrix.
2. The linear equations are solved (equation solution iteration) using an Algebraic
Multigrid method described in Section 5.7. The time-step iteration was controlled
by the physical time-step (global) or local time-step factor (local) setting to advance
97

the solution in time for transient analyses. It was explicitly controlled for time-step
and coefficient iterations.
5.7 Algebraic Multigrid
In order to enhance the convergence behavior of matrix inversion techniques
‘Multigrid’ was used. The Multigrid process involves carrying out early iterations on a fine
mesh and later iterations on progressively coarser virtual ones. The results are then
transferred back from the coarsest mesh to the original fine mesh. Algebraic Multigrid
[101] forms a system of discrete equations for a coarse mesh by summing the fine mesh
equations. This results in virtual coarsening of the mesh spacing during the course of the
iterations, and then re-refining the mesh to obtain an accurate solution. This technique
significantly improves the convergence rates by implementing Additive Correction [102].
All numerical approximation schemes are prone to a degree of error. Some errors
are a result of truncation of additional terms in series expansions. Others are a result of the
order of the differencing scheme used for the approximation. Many of these effects can be
significantly reduced or eliminated altogether by understanding why they occur, and when
they are likely to affect the accuracy of the solution. In order to reduce the errors or obtain
convergence for the multiphase (Eulerian-Eulerian) problem, the factors such as, sweeps
information, reduction factor and under relaxation factor were taken into account. The
Navier-Stokes equations considered are highly non-linear, which can cause instability in the
solution procedure. For example, when one variable fluctuates rapidly, it triggers the
second variable, which is dependent on the first variable, to fluctuate. These effects have to
be dampened or minimized in order to provide numerical stability. Without providing the
Under Relaxation Factor the convergence may be difficult to obtain or the calculation may
even diverge [103].
In summary, whereas this effect can look very alarming under certain
circumstances, it is not a problem for most general flows (with a nonzero velocity scale),
and can be made arbitrarily small for these benchmark flows by mesh refinement [100].
98

Iteration within the Time-step
Initialize Solution Fields and advance in Time
Solve Hydrodynamic System
Solve Volume Fractions
Solve Additional Variables
Solve Convection, Conduction and Radiation
Solve Energy
Solve Laminar/Turbulent
Solve Mass Fractions
Solve Coupled Particles
Coefficient Loop Criteria Satisfied? Maximum Time
Reached?
Advance in Time
START
STOP
NoNo
Yes Yes
Figure 5.6 Solution Procedure for the Discretized Equations [modified from 100]
99

100
Chapter 6
Experimental Investigation of Ice Particles Formation Process
6.1 Introduction
This chapter investigates the thermal and physical properties and the methodology
adopted for the formation of ice particle from water droplets. The time dependent
temperature measurements constituted the main factorial designs. Following the
temperature measurements, visualization experiments were done to observe the
coalescence, water/ice phase and the variation of ice particle diameter at the outlet.
However, a qualitative analysis of ice hardness was also carried out and the results
discussed.
In the following sections, the experimental results obtained for the heat exchanger
are given and discussed. The experiments were carried out with One-Factorial-At-Time
(OFAT). The results are shown by considering OFAT with only sample plots given for
each type of experiments. The tables shown under each section give the representative
parameters of the plots for that section. However, in general the discussions are extended to
give a conspicuous understanding of the process.
6.2 Temperature Measurements (Time Dependent)
One of the important criteria in obtaining ice particles was the measurement of its
temperature. In order to obtain low temperatures, the cryogenic nitrogen had to be injected
at as low temperature as possible. Although, practically transporting cryogenic nitrogen at
very low temperatures was limited, effort was made to measure the inlet and outlet
temperatures of the nitrogen. The measurement of these temperatures would give an idea of
the amount of heat loss from the inlet of the heat exchanger to the outlet without the
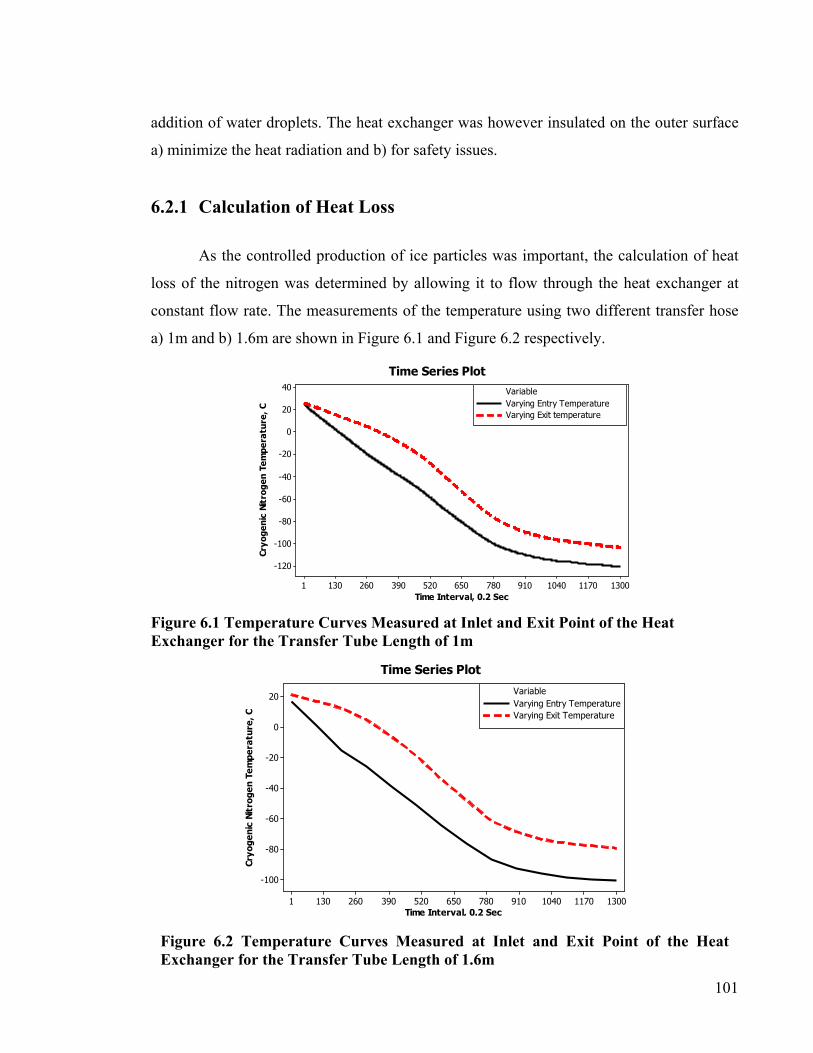
addition of water droplets. The heat exchanger was however insulated on the outer surface
a) minimize the heat radiation and b) for safety issues.
6.2.1 Calculation of Heat Loss
As the controlled production of ice particles was important, the calculation of heat
loss of the nitrogen was determined by allowing it to flow through the heat exchanger at
constant flow rate. The measurements of the temperature using two different transfer hose
a) 1m and b) 1.6m are shown in Figure 6.1 and Figure 6.2 respectively.
Figure 6.1 TemExchanger for
perature Curves Measured at Inlet and Exit Point of the Heat the Transfer Tube Length of 1m
Time Interval, 0.2 Sec
Cryo
geni
c Ni
trog
en T
empe
ratu
re, C
1300117010409107806505203902601301
40
20
0
-20
-40
-60
-80
-100
-120
VariableVarying Entry TemperatureVarying Exit temperature
Time Series Plot
Time Interval, 0.2 Sec
Cryo
geni
c Ni
trog
en T
empe
ratu
re, C
1300117010409107806505203902601301
20
0
-20
-40
-60
-80
-100
VariableVarying Entry TemperatureVarying Exit Temperature
Time Series Plot
Figure 6.2 Temperature Curves Measured at Inlet and Exit Point of the HeatExchanger for the Transfer Tube Length of 1.6m
101

102
As the inlet nitrogen valve was opened the nitrogen started flowing through the heat
exchanger. During the flow, initially for a period, the cryogenic nitrogen was observed to
be in the gaseous state. This was due to the expansion of nitrogen as it flows out of the
stored container. As described in Chapter 4 a data acquisition system recorded the
measurements at 0.2-second interval for a period of around 250 seconds. It was observed
that the nitrogen temperature decreases with time and reaches a steady state around 200
seconds as seen in Figure 6.1 and 6.2. The reason for the attainment of the steady state was
due to the end state of expansion, thereafter a mixture of liquid and gas phase nitrogen
started flowing through the transfer tube. In observing these measurements, a difference in
temperature curves was found between the inlet point and the outlet point of the heat
exchanger in spite of the insulation provided.
These differences in temperature were calculated to find out the amount of heat loss. The
heat loss can be calculated from the formula
Q = m Cp (tin –tout) (6.1) Q is the heat loss, m is the flow rate, Cp is the specific heat capacity, tin and tout are the inlet
and outlet temperatures respectively.
However, the heat loss is a function of time and therefore at any time δt the heat transfer is
given by
δQ = m Cp (δtin –δtout) (6.2) The calculation of the difference in heat loss reveals that the loss was almost uniform
between 30-35 J/s. 6.2.2 Initial Temperature Measurements along the Heat-Exchanger
This experiment was done to study the characteristic temperature variation along the
heat exchanger. This was done to find out the point along the heat exchanger where the
minimum ice particle temperature could be obtained. Therefore, six different positions were
selected and thermocouples were inserted into the heat exchanger. The tip of the
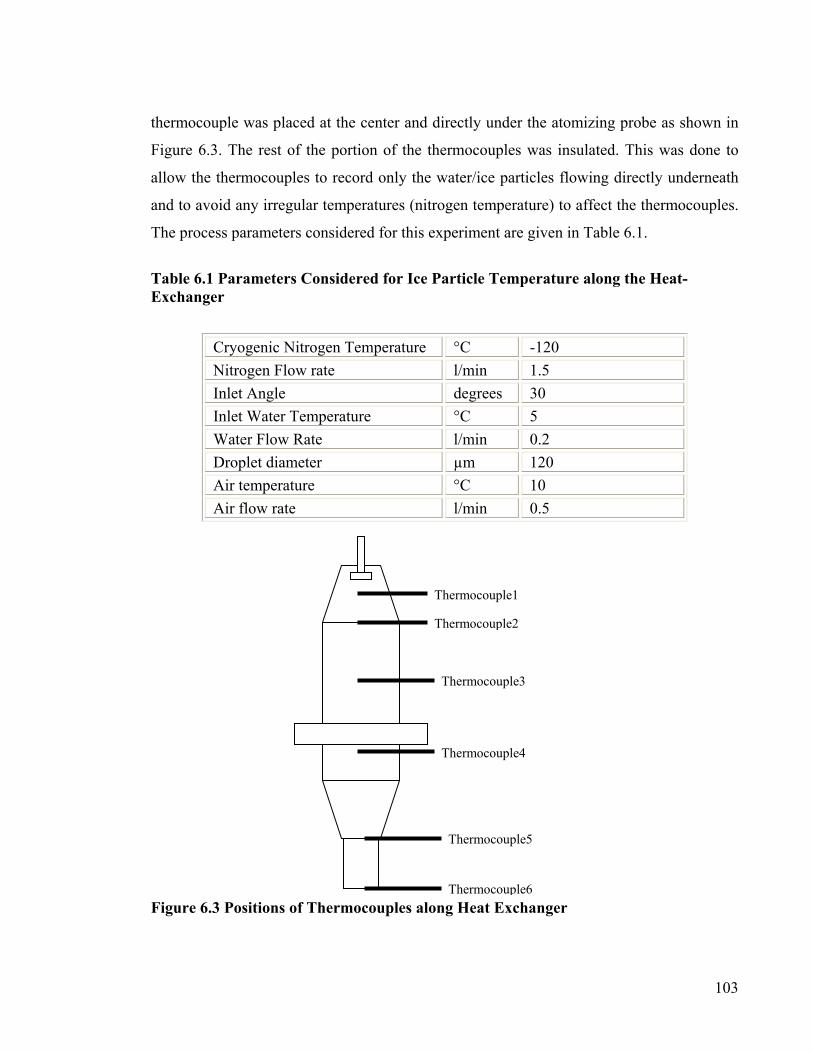
thermocouple was placed at the center and directly under the atomizing probe as shown in
Figure 6.3. The rest of the portion of the thermocouples was insulated. This was done to
allow the thermocouples to record only the water/ice particles flowing directly underneath
and to avoid any irregular temperatures (nitrogen temperature) to affect the thermocouples.
The process parameters considered for this experiment are given in Table 6.1.
Table 6.1 Parameters Considered for Ice Particle Temperature along the Heat-Exchanger
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
103
Figure 6.3 Positions of Thermocouples along Heat Exchanger
Thermocouple6
Thermocouple2
Thermocouple5
Thermocouple4
Thermocouple3
Thermocouple1

The temperatures were measured for a time period of 200 seconds with time interval
of 1 second. This was done until the ice particle temperature attains a steady state.
Allowing the measurements beyond 200 seconds does not cause a change in ice particle
temperature. The plots of temperature at different positions are given in Figure 6.4.
Figure 6.4 MParameters S
It can
and reaches a
the atomizer
implies that t
be explained
that of the ato
in better abso
temperature o
The reason f
directly passe
These
transfer flow
there was sti
inaccuracies
104
Time, Sec
Ice
Part
icle
tem
pera
ture
, C
200180160140120100806040201
20
10
0
-10
-20
-30
-40
-50
-60
-70
Variable
Thermocouple 5Thermocouple 6
Thermocouple 1Thermocouple 2Thermocouple 3Thermocouple 4
Time Series Plots along Heat Exchanger
easure of Temperatures at Different Points of the Heat Exchanger for hown in Table 6.1
be seen from Figure 6.4 that the ice particle temperature decreases with time
stable or equilibrium temperature. As the distance of the measurement from
increases, the temperature of the thermocouple readings decreases. This
he further the distance, the lower the ice particle temperature was. This could
by the phenomena that due to the flow of the nitrogen in the same direction as
mized droplets, greater amount of heat could have been exchanged resulting
rption of heat by cryogenic nitrogen. However, from the observations the
f thermocouple 1 drops to lower temperatures than the thermocouples 2 and 3.
or this is not clear, but it might be that the cryogenic nitrogen could have
d over the thermocouple and thereby lowered its temperature.
set of experiments provided a basic understanding of the direct contact heat
ing in the same direction. Though the trend of heat transfer was observed,
ll speculation that the presence of cryogenic nitrogen would contribute to
or discrepancies in the ice temperature measurements inside the heat

105
exchanger. Another aspect to the current problem was the importance of measuring the exit
temperature of ice particle from the heat exchanger. By considering these facts, extensive
temperature measurements at position 6 were done by varying other parameters.
6.2.3 Effect of Cryogenic Nitrogen Inlet Temperature
The motivation behind these experiments was to measure and analyze the effect of
cryogenic nitrogen on the ice particle temperature. As discussed in the Section 6.2.1 the
practical limit of the nitrogen was restricted to -120°C. Measurements were done from the
time the nitrogen valve was opened. The measurement time interval for these experiments
was taken as 1 second. The measurement technique followed is detailed in Chapter 4. The
measurement temperatures of the rate of change of water/ice particle at the exit of the heat
exchanger are shown in Figure 6.5. Table 6.2 shows the parameters used to plot the Figure
6.5.
Table 6.2 Parameters Considered for Ice Particle Temperature along the Heat Exchanger.
Cryogenic Nitrogen Temperature °C -100, -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
As observed from the plot, the temperature of water/ice particles reached -60°C for
inlet nitrogen temperature (INT) of -120°C. By increasing the length of the transfer tube,
the water/ice particles could only reach a temperature of -50°C. The temperature drop of
the water/ice particles tends to be curvilinear. Considering the temperature curve two
observations were made. For the first 100 seconds the temperature of the ice particles
plummets and then attains steady state with little variance. This phenomenon was observed
for most of the runs, though, the stabilized ice particle temperature varied. All values of the

difference between the inlet water temperature and stabilized ice particle temperature are
tabulated in the Tables 6.11, 6.12 and 6.13.
Figure 6.5Temperatu 6.2.4 Eff
Exp
the rate of
mentioned
laboratory c
against the
representati
Table 6.3 P
CNInInWDAA
106
Time Plot of Ice Particle Temperature by Decreasing Inlet Nitrogen re to -100°C and -120°C for the Parameters Shown in Table 6.2
ect of Inlet Flow Rate of Cryogenic Nitrogen
eriments to determine the effect of nitrogen flow rate were carried out to find
heat transfer between the liquid/gas state nitrogen and water/ice particles. As
in Chapter 4, the flow rate of the nitrogen could not be measured under
onditions at IRIS. Therefore, the specifications of readings of the valve opening
flow rate obtained from BOC Scientific were used as the standards. A sample
ve plot is shown in Figure 6.6 with the parametric range shown in Table 6.3.
arameters Considered for the Range of Cryogenic Nitrogen Flow Rate
ryogenic Nitrogen Temperature °C -120 itrogen Flow rate l/min 0.5, 1.0, 1.5 let Angle degrees 30 let Water Temperature °C 5 ater Flow Rate l/min 0.2 roplet diameter µm 120 ir temperature °C 10 ir flow rate l/min 0.5

Figure 6.6 Rate
The
flow rate w
particle tem
caused a de
stabilized ic
the flow ra
However,
quantitative
flow rate be
increases th
clogging th
in this curre
stabilized ic
6.2.5 Eff
The
the angle a
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040200
50
-10
-20
-30
-40
-50
-60
-70
0
Variable
Nitrogen MFR, 0.017Kg/min
Nitrogen MFR, 0.083Kg/minNitrogen MFR, 0.05Kg/min
Time Series Plot of Nitrogen Mass Flow Rate
Variable Nitrogen Flow Rate 1.5 l/min Nitrogen Flow Rate 1.0 l/min Nitrogen Flow Rate 0.5 l/min
Time Plot of Ice Particle Temperatures as a Function of Nitrogen Flow
extent of temperature reduction of ice particles as a function of the nitrogen
as studied from the Figure 6.6. At a low flow rate of 0.5 l/min, the stabilized ice
perature obtained was -20°C. Increasing the flow rate by 2 times (1.01 l/min)
crease of about 20°C and increasing it by 3 times (1.51 l/min) decreased the
e particle temperature further by about 20°C. This gave an understanding that
te was almost proportional to the decrease in the ice particle temperature.
the temperature of ice particles obtained at 0.5 and 1 l/min were not
ly low enough although qualitatively acceptable. Further, increase of nitrogen
yond 1.5 l/min causes ice particles to adhere to the walls. This effect gradually
e ice plug formation on the lower part of the heat exchanger thereby eventually
e outlet. Therefore, the flow rate was varied within the specified practical range
nt study. All values of the difference between the inlet water temperature and
e particle temperature are tabulated in the Tables 6.11, 6.12 and 6.13.
ect of Inlet Cryogenic Nitrogen Entry Angle
effect of inlet angle of nitrogen flow was investigated with an aim to optimize
nd reduce the variable used for further experiments. As the nitrogen and the 107
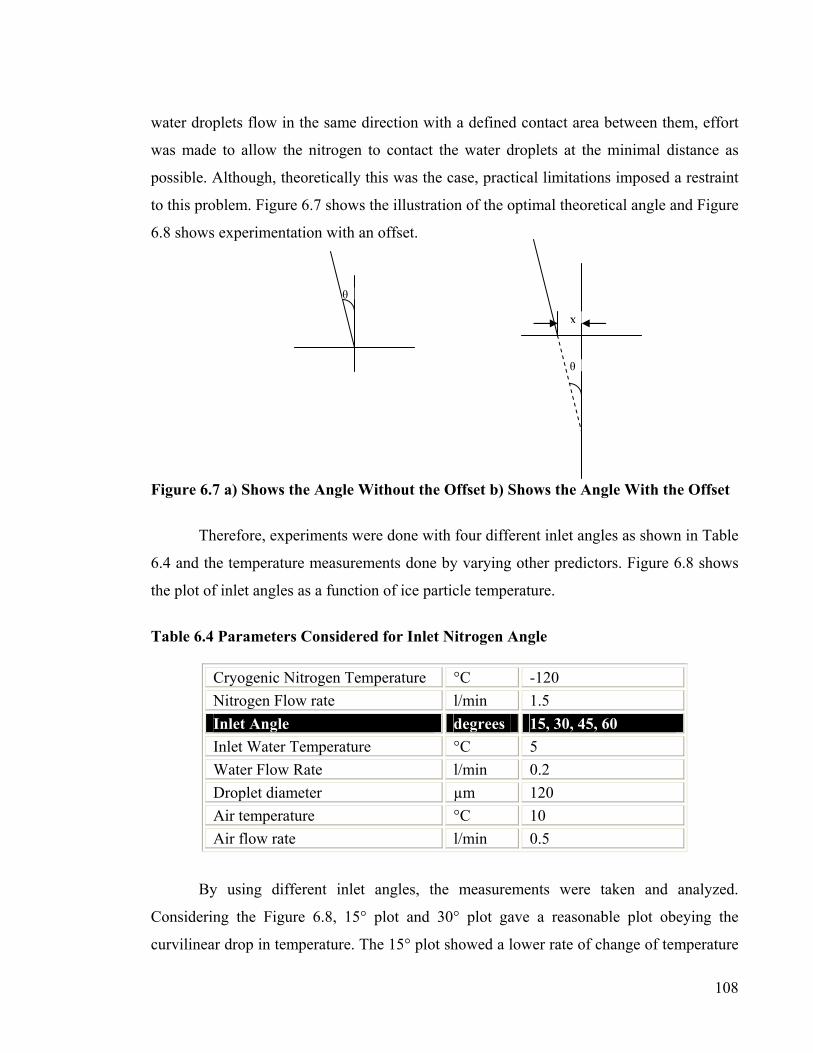
water droplets flow in the same direction with a defined contact area between them, effort
was made to allow the nitrogen to contact the water droplets at the minimal distance as
possible. Although, theoretically this was the case, practical limitations imposed a restraint
to this problem. Figure 6.7 shows the illustration of the optimal theoretical angle and Figure
6.8 shows experimentation with an offset.
108
Figure 6.7 a) Shows the Angle Without the Offset b) Shows the Angle With the Offset
θ
θ
x
Therefore, experiments were done with four different inlet angles as shown in Table
6.4 and the temperature measurements done by varying other predictors. Figure 6.8 shows
the plot of inlet angles as a function of ice particle temperature.
Table 6.4 Parameters Considered for Inlet Nitrogen Angle
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 15, 30, 45, 60 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
By using different inlet angles, the measurements were taken and analyzed.
Considering the Figure 6.8, 15° plot and 30° plot gave a reasonable plot obeying the
curvilinear drop in temperature. The 15° plot showed a lower rate of change of temperature

compared to the 30° inlet angle plot. However, from the plot of 45° and 60° it was seen
that, at duration of 40 to 50 seconds the temperature tends to increase and the flow of the
ice particles at the outlet decreases.
Figure 6.8 Plot
While i
path of the 45°
period the ice p
ice plug propag
flow. However
at 30°.
6.2.6 Effect
Experim
the ice particle
low temperatur
using different
from 5°C to 25
low quality (hig
given in Table 6
109
of Ice Particle Temperature as a Function of Inlet Nitrogen Angle
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040200
0
-10
-20
-30
-40
-50
-60
-70
VariableINT 15 DegINT 30 DegINT 45 DegINT 60 Deg
Time Series Plot Inlet Nitrogen Angle
nvestigating the cause for these phenomena, it was observed that the flow
and 60° was focused on the inner surface of the walls, therefore, after a time
articles tended to adhere to the walls thus slowly forming a ice plug. This
ates through the cross section and thereby reduces the ice particle output
, this phenomenon was avoided by keeping the inlet flow angle of nitrogen
of Inlet Water Temperature
ents were carried out to determine the impact of inlet water temperature on
temperature. Though from theory using low water temperature would form
e ice particles, an investigation was made to observe the characteristics of
temperatures within the practical range. Initially, the temperature was varied
°C, the range of the parameters was later minimized due to the production of
her melting rate) of ice particles. The temperature range of the inlet water is
.5.

Table 6.5 Parameters Considered for Inlet Water Temperature
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5, 10, 15 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
Figure 6.9 shows the decrease in ice particle temperature as a function of inlet water
temperature. This was similar to the trend observed in Figures 6.5 and 6.6. Nevertheless,
the rate of change of temperature was less in the current case.
Figure 6.9 Ice15°C for Param
The cur
of ice particles
temperature att
difference betw
these types of
temperature, h
thermocouple r
110
Particle Temperatures for Inlet Water Temperature of 5°C, 10°C and eters Shown in Table 6.5
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040201
20
10
0
-10
-20
-30
-40
-50
-60
00
VariableInlet Water Temperature 5°CInlet Water Temperature 10°CInlet Water Temperature 15°C
Time Series Plot
ves follow a curvilinear drop in temperature, with the minimum temperature
reaching -55°C. When the inlet temperature increased to 10°C, the stabilized
ained was -50°C, but as the temperature was further increased to 15°C, the
een the two decreased to 3°C. Some experimental design runs displayed
observations as opposed to the theoretical values of higher the water inlet
igher the heat exchange rate. This could be due to the error in the
eadings or might be due to effect of cryogenic nitrogen. All values of the

difference between the inlet water temperature and stabilized ice particle temperature are
tabulated in the Tables 6.11, 6.12 and 6.13.
6.2.7 Effect of Inlet Water Flow Rate
Practically, greater quantity of ice particles is desirable at low temperatures. This
investigation focuses on an applicable range of the water flow rate and measurement of ice
particle temperatures. Due to the atomizing capacity of the atomizer, the water flow rate
was limited to the ranges shown in Table 6.6. Only a representative sample is shown in
Figure 6.10.
Table 6.6 Parameters Considered for Water Flow Rate.
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.03, 0.1, 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
111Figure 6.10 Plot of Ice Particle Temperature as a Function of Inlet Water Flow Rate

112
As shown in Figure 6.10, the water flow rate was decreased, the stabilized ice
particle temperature attained decreased. It was seen that the minimum temperature attained
was around -80°C with 0.03 l/min and maximum of -60°C for 0.2 l/min. Comparative
temperature difference was around 20°C with 6 times increase in flow rate. This plot gives
an evidence of ice particles attainable at very low temperatures. But considering difference
in temperature to the flow rate, the 0.2 l/min flow rate was optimal and constant in further
experiments. The percentage of ice particles formed at 0.2 l/min was investigated using
polarization techniques and is given in Section 6.4.2.
6.2.8 Effect of Initial Droplet Diameter
The range of droplet diameters constitutes the main criteria in using them under
high pressure when used in Ice Jet. In theory, small sized ice particles melt faster than the
larger ice particles. The discussion of ice particles behavior in ice jet is given in Chapter7.
The effect of droplet diameter was investigated and is presented in this section. The
parameters considered for the study are given in Table 6.7.
Table 6.7 Parameters Considered for Initial Droplet Diameter
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 80, 100, 120 Air temperature °C 10 Air flow rate l/min 0.5
A typical of the plot is given in Figure 6.11. It was observed that the ice particle
temperature decreases with decrease in droplet diameter. However, increase in inlet water
temperature increases the stabilization ice temperature, but the trend-line seemed to be
similar in all the cases. The results in Figure 6.11 show that smaller the initial droplet
diameter the faster the ice particle temperature decreases towards the steady state.

Figure 6.120µm fo
It
with the
reasons. O
instantane
ice particl
results see
Be
carried ou
point to th
6.4.
6.2.9 Ef
Th
of ice par
to the he
provided
113Time, Sec
Ice
Part
icle
Tem
pert
ure,
C
200180160140120100806040200
5
0
-10
-20
-30
-40
-50
-60
00VariableInitial Droplet Diameter 80µmInitial Droplet Diameter 100µmInitial Droplet Diameter 120µm
Time Series Plot of Droplet Diameters
11 Ice Particle Temperature for Droplet Diameters of 80µm, 100µm and r the Parameters Shown in Table 6.7
was further revealed that the stabilized ice particle temperature does not change
increase in initial droplet diameter. The cause might be due to one of the two
ne, due to the very small particle size used, the heat transfer would have been
ous, the other might be that the particles have coagulated together to form large
es resulting in almost equal sized particles in all the measurements. However, the
ms to agree with the theoretical analysis calculated by Kim [66].
cause the reason could not be well established visualization experiments were
t to find the particle behavior in the course of the travel from the atomization
e outlet of the heat exchanger. The detailed discussions are presented in Section
fect of Inlet Air Temperature
e introduction of air in the heat exchanger was unavoidable due to the adhesion
ticles on to the walls. Therefore an additional system was fabricated and attached
at-exchanger system, the description is given in Chapter 4. The system was
with two inlets on the outer part, one for the air to travel in the upward direction

and the other for the air to travel in the downward direction. On the inner part of the system
the air outlet was such that it was uniformly distributed with equal velocity along the inner
surface of the walls in both upper and lower direction. The effect of the air temperature
from the system was investigated with few factorial design runs. A sample graph is shown
in Figure 6.12. The plot was made with the factors considered in the Table 6.8. Only two
levels were considered owing to the difficulties in reducing air temperature below 10°C.
Table 6.8 Parameters Considered for the Range of Air Temperature
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10, 20 Air flow rate l/min 0.5
Figure 6.
Fi
parameter
temperatu
temperatu
114
12 Plot of Ice Particle Temperature as a Function of Air Temperature Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040200
50
-10
-20
-30
-40
-50
-60
-70
0VariableAir Temperature, 10 CAir Temperature, 20C
Time Series Plot of Air Temperature
gure 6.12 shows the plot of Ice particle temperature for air temperature
s, 10°C and 20°C. As the air temperature was decreased the ice particle
re decreases as was the case with other influencing parameter. It seemed that the
re of air has a major effect on the ice particle temperature. A hypothesis was

115
formulated from this study. Particles projected onto the walls of the heat exchanger are
directly affected by the air temperature. In examining the effect it was concluded that the
air temperature affects the nitrogen temperature and that in turn affects the ice particle
temperature. The effect of the air temperature on the percentage of ice particles impacting
on the wall could not be experimentally evaluated by this study.
6.2.10 Effect of Air Flow Rate
Initial experiments suggested that the flow rate of air should be as low as possible to
avoid the heat loss and turbulence inside the heat exchanger. In these initial runs, the flow
rate considered is shown in Table 6.9. The effect of flow rate on the ice particle temperature
is shown in Figure 6.13. To emphasis, this is a representative sample of the experimental
runs, but the overall trend line was the same.
Table 6.9 Parameters Considered for the Range of Air Flow Rate
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.25, 0.5, 0.75
The curves in Figure 6.13 follow a curvilinear trend line as the ice particles had with
most of the other influential parameters. Although, low temperatures of ice particles were
obtained with low airflow rate, increase of nitrogen flow rate with decrease in airflow
resulted in ice particle adhering onto the walls. This effect was well observed at 0.25 l/min
flow rate and to a certain extent at 0.75 l/min. Increase of airflow rate beyond 0.5 l/min
resulted in low velocity turbulence with ice particles adhering on the lower part of the heat
exchanger. Therefore, for this study the airflow rate was kept constant at 0.5 l/min.

Figure 6.13 Plot of Ice Particle Temperature as a Function of Airflow Rate 6.2.11 Temperature Curves of Nitrogen
Throughout the studies in Section 6.2, the rate of change of ice particles and the
minimum temperature of ice particles obtained was the main consideration. However, the
temperature difference of the inlet and outlet temperatures of nitrogen is also required in
order to understand the characteristic heat loss of nitrogen. From the measured outlet
temperature, an effort was made to plot the temperature difference for the inlet temperature
of -120°C and -100°C. Figure 6.14 shows the plot with inlet nitrogen temperature of
-120°C and Figure 6.15 shows the plot with -100°C for average inlet water temperature.
Figures 6.14 and 6.15 were plotted against the inlet water temperature by taking the
mean difference. It was observed that the increase in water temperature resulted in an
increase in the mean temperature difference of the nitrogen. This phenomenon was studied
in both the graphs. It was also observed that the maximum temperature difference was
higher for the -100°C inlet nitrogen temperature.
116

Inlet Water Temperature, C
Tem
pera
ture
Diff
eren
ce, C
15.012.510.07.55.0
46
45
44
43
42
41
40
VariableNitrogen Flow Rate, 0.5 l/minNitrogen Flow Rate, 1.0 l/minNitrogen Flow Rate, 1.5 l/min
Temperature Difference Plot Figure 6.14 Temperature Difference of Nitrogen as a Function of Inlet Water Temperature for Inlet Nitrogen Temperature of -120°C
Inlet Water Temperature, C
Tem
pera
ture
Diff
eren
ce, C
15.012.510.07.55.0
57.5
55.0
52.5
50.0
47.5
45.0
VariableNitrogen Flow Rate, 0.5 l/minNitrogen Flow Rate, 1.0 l/minNitrogen Flow Rate, 1.5 l/min
Temperature Difference Plot Figure 6.15 Temperature Difference as a Function of Inlet Water Temperature for Inlet Nitrogen Temperature of -100°C 6.2.12 Wall Temperature Curves
The monitoring of the external heat exchanger wall temperature with time for
different nitrogen flow rates was also measured. This was done to observe the heat loss by
convection and conduction to the walls. In the course of each specific experiment, process
variables were fixed. Four different positions were selected along the heat exchanger,
thermocouples placed and the measurements recorded using the data acquisition system as
117

shown in Figure 6.16. The heat exchanger was insulated on the outside. The plot of wall
temperature is given in Figure 6.17 with the parameters given in Table 6.10.
Table 6.10 Parameters Considered for Wall Temperature Measurements along the Surface of the Heat Exchanger
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
Thermocouple2
Thermocouple4
Thermocouple3
Thermocouple1 Figure 6.16 Outer Wall Temperature Measurements
118

Figure 6.17 PPositions as Sh
From Fi
increases the ou
that the temper
increasing temp
of nitrogen wi
thermocouple 1
temperature. Th
in Chapter 3 an
nitrogen was i
decreases to low
119
lot of Wall Temperature Variation With Time at Four Different own in Figure 6.16 for the Parameters in Table 6.10
Time, Sec
Wal
l Tem
pera
ture
, C
200180160140120100806040200
20
0
-20
-40
-60
-80
0
Variable
Thermocouple3Thermocouple4
Thermocouple1Thermocouple2
Time Series Plot of Wall Temperature
gure 6.17, it can be seen that, as the distance from the inlet point of nitrogen
ter wall temperature increases. The measurements of thermocouple 1 show
ature decreased to -80°C compared to other thermocouples which recorded
eratures. The reason for the low temperature was due to the direct contact
th the wall. The surface of the wall other than the part measured by
was not in direct contact with the nitrogen and therefore was at higher
is was compared to the finite element analysis of the heat exchanger done
d was predicted to have a broad agreement, however, when the flow rate of
ncreased beyond 1.5 l/min the temperature of the thermocouple 2 also
temperature of -35°C to -50°C.

120
Table 6.11 Tabulation of T Difference-Ice for Nitrogen Flow Rate of 0.5 l/min
Table 6.12 Tabulation of T Difference-Ice for Nitrogen Flow Rate of 1.0 l/min Tnitrogen
oC -100 -120 Dwd µm 80 100 120 80 100 120 Tiw
oC 5 10 1 5 5 10 15 5 1 0 15 5 1 0 15 5 10 1 5 5 10 15Tsip
oC - 4 0 -37.6 - 3 1 -40 -38.1 - 3 2 -39 - 3 6 - 3 1 - 4 6 - 4 1 - 3 7 - 4 4 - 4 1 - 3 6 -43.5 -39.5 - 3 4
T diff (Tiw- Tsip)oC 45 47.6 46 45 48.1 47 44 46 46 51 51 52 49 51 51 48.5 49.5 49
Table 6.13 Tabulation of T Difference-Ice for Nitrogen Flow Rate of 1.5 l/min Tnitrogen
oC -100 -120 Dwd µm 80 100 120 80 100 120 Tiw
oC 5 1 0 15 5 10 15 5 1 0 15 5 10 15 5 10 15 5 10 15Tsip
oC - 5 5 - 5 1 - 5 0 -54.1 -50.5 -47.8 -53.2 -47.1 -46 - 6 6 - 6 3 -56.2 -61.2 -60.4 - 5 8 -61.4 -60.5 - 5 8
T diff (Tiw- Tsip)oC 60 61 65 59.1 60.5 62.8 58.2 57.1 51 71 73 71.2 66.2 70.4 73 66.4 70.5 73
Tnitrogeno C -100 -120
Dwd µm 80 100 120 80 100 120
Tiwo C 5 10 15 5 10 15 5 10 15 5 1 0 1 5 5 10 1 5 5 10 1 5
Tsipo C -27 - 2 4 - 2 4 -28.7 -24.2 - 1 8 -24 - 2 0 -17.5 -35 - 3 4 - 3 1 -32 - 3 1 - 2 9 -27 - 2 6 - 2 4
T diff (Tiw- Tsip)o C 32 34 39 33.7 34.2 33 29 30 32.5 40 44 47 37 41 44 32 36 39

6.3 Effect of Cryogenic Nitrogen Inlet Temperature (Time Independent)
These measurements are taken after the nitrogen attains the desired temperature of
-100°C and -120°C respectively and therefore considered time-independent to the inlet
nitrogen temperature change. The time dependent rate of change of ice particles with
varying inlet temperature of cryogenic nitrogen are discussed in Sections 6.2.1 to 6.2.12.
Those experiments denoted the time taken for the ice particles to drop to steady state, the
curvilinear rate of change of ice particle temperature and the minimum temperature of ice
particles attained. The plot of one of the graphs is shown in Figure 6.18.
Change
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
20151050
20
10
0
-10
-20
-30
-40
-50
0
0
VariableNitrogen Temp, -100CNitrogen Temp, -120C
Time Plot at Constant Nitrogen Temperature
Figure 6.18 Plot of Ice Particle Temperature with Constant Nitrogen Temperature
The plot in Figure 6.18 shows that ice particles reach temperatures of -40°C to
-50°C within 20 seconds. The main advantage of these types of experiments was that ice
particles could be produced within a very short period once the nitrogen temperature was
stabilized. Due to the Just-in-time production or “in-situ” applications the production of ice
particles under reduced pressure was not feasible in the current study.
6.4 Visualization Experiments for Droplet Diameter
From the temperature measurements of the ice particles the basic phenomena of
temperature drop was understood. In order to understand other characteristic features such
121
as change of droplet/ice particle diameter, polarization to determine the nature of the phase
and sintering or coagulation of ice particles, it was necessary to examine the behavior
through visualization. These experiments were carried using visualization techniques
discussed in Chapter 2.
6.4.1 Initial Droplet Diameter versus Outlet Ice Particle Diameter
The setup for the visualization is detailed in Chapter 4. However, for the
measurement of droplet diameter the high-speed camera was placed at three different
positions from the atomization point i.e. (a) 80mm, (b) 200mm and (c) 750mm. Initially the
observations of the ice particles at points (a) and (b) were cumbersome with nitrogen
masking a clear view. Therefore, a highly illuminating light was projected from the top of
the heat exchanger.
The captured images were processed to determine the average diameter of all single
droplets found in the image. For this calculation, an Image tool statistical package, V++,
was used. The particles were randomly selected by edging out the circumference of the
droplets and then calculating the diameter. This was done by taking the image of abrasives
which are 180µm in diameter at the same magnification. Once this information was given,
the software then recalculates the droplet diameter with respect to the size of abrasives.
The sample size taken was 1000 particles. Experiments were repeated until the
sample size of 1000 particles was obtained. This constituted a constant estimation of the
variation of diameter of the particles. Figures 6.19 and 6.20, show the diameter variation
with vertical distance as a function of inlet nitrogen temperature.
From the images obtained at different positions, the shape of the ice particles was
found to be spherical as shown in Figure 6.21. The plot of the curves in Figures 6.19 and
6.20 shows that, the ice particle diameter increases and then drops gradually almost to its
initial diameter. This increase was only observed for distance of 80mm to 200mm, which,
lead to a speculation of the effect of super-cooling on the droplet diameter. The effect could
122

be observed if the number of particles in liquid, super-cooling and solid state were found.
Therefore, following up from the literature [68, 79], effort was made to visualize the
characteristics of different phases using an image polarization technique described in
Section 6.4.2.
Mean Diameter Plots Figure 6.-120°C Figure 6.-100°C
6.4.2 D
Th
those ima
Vertical Distance, mm
Mea
n D
iam
eter
, mic
rom
eter
8007006005004003002001000
150
140
130
120
110
100
90
80
VariableInitial MD 120µmInitial MD 100µmInitial MD 80µm
19 Plot of Mean Diameter (MD) of Ice Particles for Nitrogen Temperature of
Vertical Distance, mm
Mea
n di
amet
er, m
icro
met
er
8007006005004003002001000
140
130
120
110
100
90
80
VariableInitial MD 120µmInitial MD 100µmInitial MD 80µm
Mean Diameter Plots
20 Plot of Mean Diameter (MD) of Ice Particles for Nitrogen Temperature of
ifferent Phases of Water/Ice Using Image Polarization Technique
is experiment focuses on capturing images at high speed and then processing
ges to view different phases of the Water/Ice particles. The technique employed
123

was based on application of the intensity variation as a function of polarization [83]. The
image was then split according to the level of polarization. Thus the software computes the
number of particles under different polarization. The same sample size of 1000 used in
experimental observation of the droplet diameter was considered for these experiments.
However, the freezing process was very fast and could not be resolved with the present
technique. The parameters used for the phase observations are shown in Table 6.14.
Table 6.14 Parameters Considered for Polarization Technique
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.2 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
Figure 6.21 shows a sample image of the falling particles taken at the outlet of the
heat exchanger. It is seen from the image that droplets/particles are at different intensities.
Studies from the literature [68, 79] show the phases of optically levitated droplets.
However, this finding was based on falling droplets and not levitated. Although the droplets
are falling, the optical image of different states from the literature could be compared to the
findings of the current study. Four different states were traced out 1) dilute liquid, 2) dense
liquid 3) dilute solid and 4) dense solid as shown in Figure 6.22.
500 µm
Figure 6.21 Image of Falling Particles against a Black Background taken at the Outlet of the Heat Exchanger
124

a) b) Figure 6.22 Images of Transition PhasesDense Liquid, c) Dilute Solid and d) Dens
Figure 6.22 shows an observance o
the limitations of the resolution of the m
resolved. However, the supercooling was c
in Figure 6.22b). The plots of polarization o
given in Figures 6.23 to 6.25.
Pola
riza
tion
7550
0.5
0.4
0.3
0.2
0.1
0.0
Polar Figure 6.23 Particle Distributions agaAtomization Position Considering Figure 6.23, it is seen that a la
lower polarization values. Around 65% o
ration range. It was also observed that arou
ratio, which indicates that those particles a
was non-zero then the particle can be consid
c)
of Water to Ice Parte Solid
f different phases, from
agnification the ima
haracterized by an inc
f the water/ice particl
Number of Particles150125100
ization Plot at 80mm
inst the Polarizatio
rger number of particl
f the sample size was
nd 15% of the particle
re still in liquid phase
ered as frozen.
100µm d)
icle, a) Dilute Liquid, b)
water to ice, but due to
ge could not be clearly
rease in drop diameter as
es at different position are
200175
n at 80mm from the
es are concentrated at the
below 0.25 polarization
s showed a 0 polarization
. If the polarization ratio
125

Number of Particles
Pola
riza
tion
200150100500
0.6
0.5
0.4
0.3
0.2
0.1
0.0
Polarization Plot at 200mm
Figure 6.24 Particle Distributions against the Polarization at 200mm from the Atomization Position Figure 6.25 Exchanger
In the
increased, bu
polarization r
Further, in F
particles are a
2%.
Number of Particles
Pola
riza
tion
160140120100806040200
0.6
0.5
0.4
0.3
0.2
0.1
0.0
Polarization Plot at 750mm
Particle Distributions against the Polarization at the Outlet of the Heat
Figure 6.24, the number of particles between the range of 0.25 and 0.6
t still 30% was seen below 0.25 polarization ratio. The presence of null
atio was also observed to be 7% and therefore tend to decrease with distance.
igure 6.25 the observation at the outlet revealed that more than 70% of the
bove 0.25 polarization ratio and the null polarization ratio decreased to 1 to
126

6.4.3 Coalescence
As mentioned in the literature the determination of ice coalescence would help in
understanding the extent of ice crystal growth by bonding of two or more particles.
Although large lumps of ice crystals are unwanted, the bonding of ice particles is
unavoidable. Theoretically, the increase in size of ice particles would increase the time for
melting under both atmospheric and high pressure conditions. Therefore an investigation
was made to augment the behavior of particles at the outlet of the heat exchanger. Initially,
few runs of experiments done on these studies revealed that the image obtained as the one
shown in Figure 6.26a could not be processed for coalescence. These difficulties were
caused by the use of high water flow rate and therefore the water rate had to be decreased.
Figures 6.26 b shows another image of ice particle coalescence at water flow rate of 0.03
l/min. It was also observed that the coagulated ice particles were of arbitrary shape
compared to the spherical shape of the individual particles. Therefore Sauter Mean
Diameter (SMD) was considered instead of average diameter. SMD is defined as,
sAVSMD = (6.3)
Where, V is the volume and As is the surface area of the particle
a) b) 5mm Figure 6.26 Images of Falling Ice Particles as Observed for Coalescence
127

The parameters considered for the experiments are given in Table 6.15 and the plot
shown in Figure 6.27. The technique used to measure the SMD was adopted from the one
used for measuring mean diameter as discussed in Section 6.4.1.
Table 6.15 Parameters Considered for Measuring Coagulated Particle Diameter
Cryogenic Nitrogen Temperature °C -120 Nitrogen Flow rate l/min 1.5 Inlet Angle degrees 30 Inlet Water Temperature °C 5 Water Flow Rate l/min 0.03 Droplet diameter µm 120 Air temperature °C 10 Air flow rate l/min 0.5
Ice Particle Temperature, C
Coag
ulat
ed D
iam
eter
, mic
rom
eter
0-10-20-30-40-50-60-70
500
400
300
200
12010080
VariableInitial Ice Diameter, 120µmInitial Ice Diameter, 100µmInitial Ice Diameter, 80µm
Plot of Coagulated Diameter Figure 6.27 Plot of Coagulated Particles as a Function of Ice Particle Temperature
The variation of coagulated ice particles diameter was measured as a function of its
temperature. It was analyzed by leaving out the separate particles. It was observed that the
SMD increases steeply to 450µm when the temperature drops to -40°C and drops to 250µm
once the ice particles drop to -50°C. Further decrease in ice particle temperature does not
seem to affect the SMD. However, in general, the particle SMD has increased considerably
128

from its initial size. At -40°C, the particle SMD increased 3 to 4 times from its initial value
but decreased to a value of 2 to 2.5 on further reduction in ice particle temperature.
6.5 Measurement of Hardness
A qualitative analysis of ice hardness as a measure of temperature was conducted in
order to find out the reliability of ice particles. It was stated that, when the temperature of
the ice was lowered to -32°C the hardness would be equivalent to that of steel [40]. From
the literature [104] an effort was made to establish the measurement of the hardness in
terms of Brinell or Rockwell hardness. However, practically it was not feasible to find the
hardness of the ice particles of few hundred microns in diameter. Instead, 40mm ice cubes
at different temperatures were used to find their hardness using the Brinell hardness
method. The experiments were carried out using the parameters in the Table 6.16.
Table 6.16 Parameters for Brinell Hardness Test for Ice.
Load applied 100 kN
Indenter Diameter
10 mm
Time period allowed 5 sec
The experiments were carried out by lowering the ice cube temperature using
controlled flow of liquid nitrogen over it. Thermocouples of K-type were used to measure
the dynamic temperature of the ice and any temperature difference was compensated by
adjusting the flow of liquid nitrogen. The application of the load was initially varied and a
100kN was selected as a practical limit. Application of loads beyond this range resulted in
initiation of crack on the surface of the ice cube. Another constraint in using this
measurement technique was the time limitation. Higher the time period of the application of
the load, faster the melting rate at the indenter section. Controlling of the temperature at
that section was demanding with temperatures fluctuating, therefore a time limit of 5
seconds was used. The measurement was made with a temperature interval of 10°C. The
schematic diagram of the load application is shown in Figure 6.28.
129

Figure 6.28 Schematic
The hardness was calcu
BHN
where, F is the load ap
The Figure 6.29 shows
--70
Figure 6.29 Brinell H
From the plot,
decreases. However, th
of the Load Application for Brinell Hardness for Ice
lated from the formula
130
(6.4) )(2
22iDDDD
F
−−•= π
plied, D is the indenter diameter and Di is the indentation diameter
the variation of ice hardness in terms of Brinell hardness.
Ice Temperature, °C
Brin
ell H
ardn
ess,
HB
0-10-20-30-40-5060
160
140
120
100
80
60
40
20
Plot of Brinell Hardness
ardness as a Function of Ice Temperature
it is seen that the hardness increases as the temperature of the ice
e increase of hardness was found to reach a stable state after which

131
there was little or no variation. These BHN’s were then converted to Moh’s number for
qualitative comparison. It was found that, when converted to Moh’s hardness the values
were between 1.5 and 3, which could be comparable to the gypsum and calcite in the non-
metallic table.
6.6 Summary
To this end, the feasible experiments carried out within a range of practical
parameters by using available measuring techniques were discussed. The temperature
measurements suggest that very low temperature ice particles could be formed under
controlled environment with the use of optimal parameters. The visualization techniques
alluded quantitative measurements of the ice particle diameter (separate and coagulated)
and to an extent the observance of different phase of water/ice particles. The physical test
of the ice cubes suggests the possibility of using the ice particle entrainment into the high-
pressure Ice Jet nozzle.
Though the results were obtained experimentally, emphasis is also given to perceive
numerical simulation in the Chapter 7. These were done to extend the observed
experimental results to form computational analysis and to give a perspective insight into
the various experimentally unobserved phenomena of temperature distribution, particle
movement, drag forces and the mass fraction distributions.

132
Chapter 7
Numerical Modeling of Ice Particle Formation and Ice Jet Process
7.1 Introduction
The use of numerical simulations was to predict and gain an understanding of
the aspects of heat transfer phenomena computationally. For these studies a
Computational Fluid Dynamic (CFD) package, CFX was used. Extensive study of the
ice particle formation process was done by computation, with further emphasis given on
the study of behavior of ice particles inside the ice jet nozzle. Inside the heat exchanger,
temperature distributions at different planes, particle trajectories of the ice particles,
volume fractions of cryogenic nitrogen, ice particles and air, together with Velocity
Vectors of all phases were predicted with the governing equations detailed in Chapter 5.
After obtaining the results from the numerical analyses, the solutions were then
compared with the available experimental results. The extent of validation is also
discussed in this chapter. Later, in this chapter, the numerical results and discussions of
the ice jet process are given with a view to argue the feasibility of its usability.
7.2 Structure of CFX
CFX-5 is a general-purpose Computational Fluid Dynamics (CFD) code,
combining an advanced solver with powerful pre and post-processing capabilities. At
the initial stages of the simulation, CFX-4.4 was used, but owing to the limitations in
features of Inter-phase heat and mass transfer and restricted support of phase change
problems, an updated version CFX-5.6 was later used.
CFX-5.6 consists of five software modules which are linked by the flow of information
required to perform a CFD analysis. Figure 7.1 shows the structure of CFX-5.6.

Figure 7.1 Structure of CFX-5.6
The requirement of the current study and the listed capability of CFX to meet
these requirements made the author to choose this software as the simulation tool.
However, the selection of the software was also well supported by Ahmed et al [64] in
modeling the characteristics of abrasive and ice particles inside the nozzle.
Enlistments of the capabilities of CFX-5.6 are
• Steady-state and transient flows
• Laminar and turbulent flows
• Subsonic, transonic and supersonic flows
• Heat transfer and thermal radiation
• Buoyancy
• Transport of non-reacting scalar components
• Multiphase flows
• Particle tracking
The geometry and mesh for the models were created using the CFX-Build. The
specification of the flow physics, boundary conditions, initial values and solver
parameters were performed in CFX-Pre-module. Followed by the specifications
generated in CFX-Pre, the CFX-5 Solver was used to solve the solution variables for the
simulation. Later, CFX-Post was used to provide visualizations of the analysis
performed by the solver. This was done to facilitate a deeper understanding of the
solution by displaying non-observant phenomena of experiments (visualization of
temperature distribution, volume fraction etc.) inside the heat exchanger and ice jet
nozzle.
133
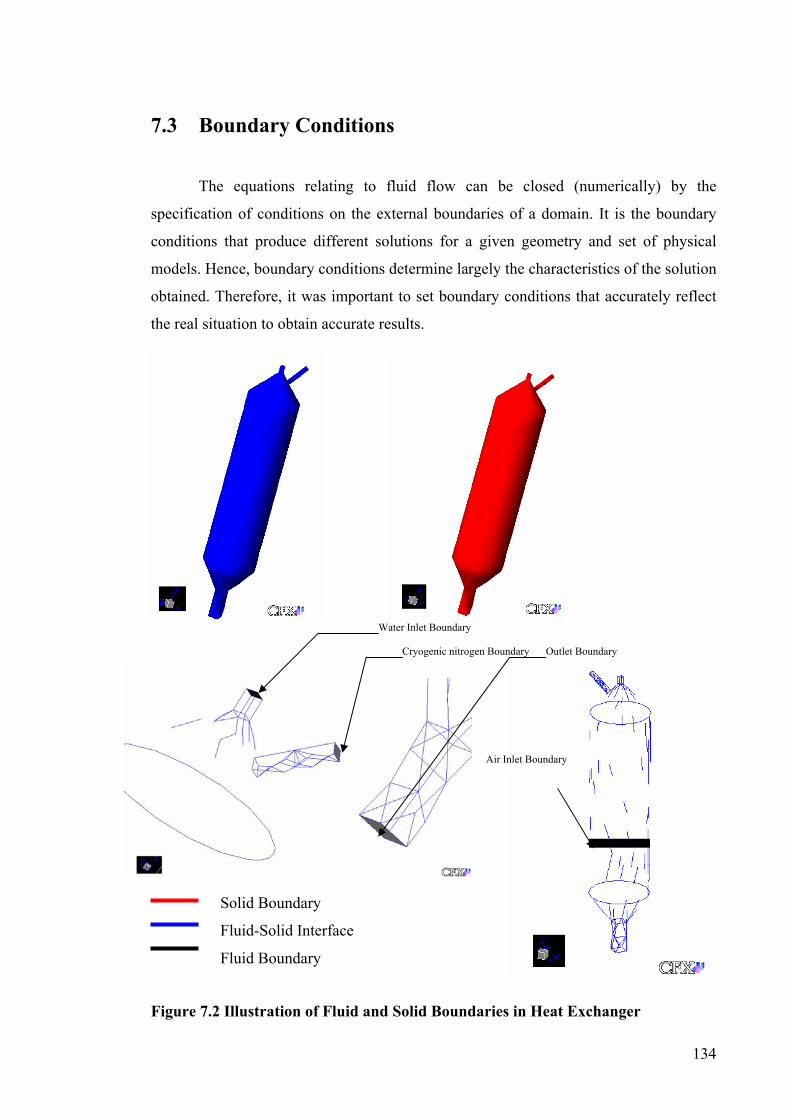
7.3 Boundary Conditions
The equations relating to fluid flow can be closed (numerically) by the
specification of conditions on the external boundaries of a domain. It is the boundary
conditions that produce different solutions for a given geometry and set of physical
models. Hence, boundary conditions determine largely the characteristics of the solution
obtained. Therefore, it was important to set boundary conditions that accurately reflect
the real situation to obtain accurate results.
Solid Boundary
Fluid-Solid Interface
Fluid Boundary
Figure 7.2 Illustration of Fluid an
y
Air
d Solid Boundarie
Inlet Boun
s in He
Outlet Boundary
Cryogenic nitrogen BoundaryWater Inlet Boundar
dary
at Exchanger
134

In the heat exchanger shown in Figure 7.2, three inlets and one outlet were used.
The velocity components were specified by cylindrical coordinate with r, θ and z and
the flow rates were specified for all the inlets. To obtain the convergence, the total flow
rate of the inlet was assumed to be equal to that of the outlet. The boundary conditions
are given in Table 7.1.
Table 7.1 Boundary Conditions at Inlet and Outlet
Boundary Conditions Inlet boundaries
Inlet1 Cryogenic Nitrogen
Temperature -100°C and -120° C Volume fraction 1.0 i.e., 100% cryogenic nitrogen flowing through inlet1 Flow rate 0.5, 1.0 and 1.5 l/min
Inlet2 Water
Temperature 5°C, 10°C, 15°C, 20°C Volume fraction 1.0 i.e., 100% water flowing through inlet2 Flow rate 0.03, 0.1 and 0.2 l/min
Inlet3 Air Temperature 10°C Volume fraction 1.0 i.e., 100% air flowing through inlet3 Flow rate 0.25, 0.5 and 0.75 l/min Outlet boundary
Air + Ice particles + Nitrogen Type pressure boundary Pressure 1 bar
7.4 Grid Independence Test
Convergence of the simulation is defined for an algorithm, where appropriate
solution closes to the theoretical correct solution with minimum number of integration
step. However, the total convergence solutions of the simulations depend on the
geometry, its coordinate system, meshes and other factors such as boundary conditions,
choosing appropriate model and inlet conditions. Minimum number of integration steps
varies with the above conditions, but, occasionally convergence solutions may be
unrealistic, making grid independence test necessary.
135

Before starting a CFD calculation, it is necessary to perform a grid independence
test for all geometries and models. This was done to determine the minimum number of
grids needed to generate a solution for the model. At the initial stage of the simulation a
coarse grid was used and then it was increased until the deviation of the results became
negligible. The geometry was split into four blocks as shown in Figure 7.3. Figure 7.4
shows the grids of the heat exchanger in three-dimensional planes. A fixed grid
approach was adopted owing to the advantage of using this against moving grid in
tracking the solid-liquid interface as per the discussions in the literature [75, 77 and 78].
It was also selected due to the advantage of using unique set of equations and boundary
conditions for the entire domain. As the geometry was created with cylindrical
coordinate system, the number of grid points in the r and θ directions were kept constant
throughout the heat exchanger (i.e. for all four blocks) and the convergence criteria was
obtained with the use of smaller grid size. These are given in Table 7.2.
Table 7.2 Number of Grids on Each Axis for the Heat Exchanger
Block Number r θ Z
1 15 30 20
2 15 30 100
3 15 30 20
4 15 30 20
Block 1
Block 2
Block 3
Block 4
136
Figure 7.3 Representation of Heat Exchanger Blocks
Figure 7.4 Three-Dimensional Grids of Heat Exchanger
The physical property of water/ice and cryogenic nitrogen such as density, heat
capacity, and thermal conductivity were assumed to change with temperature.
Imbedding functions to estimate the changing properties adds complexity to the models,
but increases the accuracy and better fits with the experiments. To account for the
changing properties model, polynomial equations were fitted to the data [85, 105]. The
physical properties and equations used for the model predictions for a given temperature
are shown in Table 7.3.
A forward difference time discretization was used to solve the transient droplet
temperature, that is, for each time step, the droplet volume was recalculated to
compensate for the volume change due to mass transfer. The internal heat transfer of the
droplet was solved after taking into account the ice volume change.
137

138
Table 7.3 Physical Properties of Water and Nitrogen for Numerical Predictions
Parameter Units Value
Tf °C 0
knitrogen J/m s K 0.016354b (at 173 K)
kw J/m s K 0.561b (at 273 K), 2.03 (at 253 K)
Cnitrogen J/kg K 1045b (at 173 K)
Cw J/kg K 4217b (at 273 K) & -0.0011T3 + 0.732T2-163T + 16582c
Lf J/kg 3.33 x 105a
Ls J/kg 2.838 x 106c
ρnitrogen kg/m3 2.102 b(at 173 K)
ρw kg/m3 999.8 b (at 273 K)
µnitrogen kg/ms 1.03 x 10-5b (at 173 K)
µw kg/ms 1.792 x 10-3b(at 273 K)
Cair J/kg K 1120
kair J/m s K 0.961
a Perrys and Green105
b Yunus A. Cengel c Kucherov85
Once the physical properties were assumed and the polynomial equations fitted
to the changing properties, the problem was iterated (1000-5000 times) to obtain the
solution until the convergence criteria was obtained. The parameters were varied inside
the experimental parametric range with a view to validate the numerical results with
experiments. However, other response factors that could only be possible with
numerical results such as the temperature distribution at desired planes, volume
fractions, velocity vectors and particle trajectories were also carried out. Following the
initial study of the boundary conditions and grid independence test, the discussions
related to the solutions of the temperature distributions and post visualizations are
discussed.

139
7.5 Temperature Distribution Study 7.5.1 Visualization at Different Planes
Pertaining to the limited experimental observation of the temperature
distribution along the vertical axis of the heat exchanger, effort was taken to extend the
study on temperature distribution of X-Y plane along the Z-axis. The initial parameters
set forth in the boundary conditions for the real parameters were iterated using the
Solver and visualized by Post processor. However, for the sake of understanding the
visualization results were discussed first and followed by the quantitative analysis of
temperature variation through different plots. The range of parameters selected to obtain
temperature variation is given in Table 7.4.
Table 7.4 Parameters Considered for Ice Particle Temperature along the Heat Exchanger
Cryogenic Nitrogen Temperature °C -100, -120 Cryogenic Nitrogen Flow Rate l/min 0.5, 1, 1.5 Inlet Water Temperature °C 5, 10, 15 Droplet diameter µm 80, 100, 120 Water Flow Rate l/min 0.2 (constant) Inlet Angle degrees 30 (constant) Air temperature °C 10 (constant) Air flow rate l/min 1.5 (constant)
In predicting the temperature distribution on the X-Y plane, three points on the Z-axis
were of interest.
1. the plane where cryogenic nitrogen and water droplets first contact
2. the plane where all water droplet temperatures drop below 0°C
3. at the outlet of the heat exchanger
This analysis was done to project the effect of inlet cryogenic flow rate, its
temperature, inlet water temperature and droplet diameter on different points and to put
forward an argument to show the extent of under surface or over surface design of the
heat exchanger. Figures 7.5 to 7.8 show the temperature distribution of water droplets
for nitrogen flow rate of 0.5 and 1.5 l/min, temperature of -100°C and -120°C and inlet

water temperature of 5°C and 15°C. It should be noted that the water droplets were
treated as dispersed phase with nitrogen and air taken as continuous phase. To make the
discussions easier the selection of parameters was classified into four different inlet
conditions. The inlet conditions for the study are given in Table 7.5.
Table 7.5 Classification of Parameters
Water
Temperature,
°C
Cryogenic Nitrogen
Temperature, °C
Cryogenic Nitrogen
Flow rate, l/min
Inlet Condition 1 5 -100 0.5
Inlet Condition 2 5 -100 1.5
Inlet Condition 3 15 -100 1.5
Inlet Condition 4 15 -120 1.5
Fig
Con
part
disc
ure 7.5 Temperature Distribution of Water Droplets in XY plane for Inlet
dition 1
140
Because the water droplets were considered as dispersed phase rather than
icles, the temperature distribution is represented by continuous shade instead of
ontinuous patches. It was also seen that the selection of the model based on three

dimensions rather than symmetric plane helped in observance of the entire XY plane.
The selection of latter would only have shown one half of the result.
Figure 7.6 Temperature Distribution of Water Droplets in XY plane for Inlet
Condition 2
Comparing Figures 7.5 and 7.6 for the effect of nitrogen flow rate, no obvious
difference could be interpreted. With a change in 1 l/min there was no significant
change observed at the point of initial contact between both fluids except for 1°C
difference.
Fi
Co
gure 7.7 Temperature Distribution of Water Droplets in XY plane for Inlet
ndition 3
141

The effect of water temperature on the initial contact region does not give any
quantitative difference in terms of temperature distribution. It was calculated that there
was a 3°C difference for both cases i.e. at inlet water temperature of 5°C and 15°C.
With the Figure 7.8, the high temperature region seems to be more predominant than the
low temperature regions.
Fi
Co
tem
l/m
tem
alt
the
the
dis
po
inl
ca
ax
gure 7.8 Temperature Distribution of Water Droplets in XY plane for Inlet
ndition 4
Figures 7.5 to 7.8 were comparable for the difference in the inlet nitrogen
perature made on the initial contact region. With the nitrogen flow rate kept at 1.5
in the temperature distribution was predicted to vary only a little. Overall the
perature difference seemed to be same. Changing the parameters at the inlet does not
er the temperature at the point of contact. All results pertain to be the same and
refore it was hypothesized that there was no instantaneous transfer of heat between
se fluids. This could also be due to the fact that both water droplets and nitrogen
place with time in the downward Z direction and there was not enough time at this
int for an instantaneous heat transfer to occur. Therefore, the analysis of the effect of
et conditions at the point where the temperature of all droplets fall below 0°C was
rried out. Figures 7.9 to 7.12 show the temperature distribution in XY plane in the Z-
is at different inlet conditions.
142

FC
FC
igure 7.9 Temperature Distribution of Water Droplets in XY plane for Inlet ondition 1
igure 7.10 Temperature Distribution of Water Droplets in XY plane for Inlet ondition 2
143

Figure 7.11 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 3
FC
igure 7.12 Temperature Distribution of Water Droplets in XY plane for Inlet ondition 4
144

145
Again, as per the visualization for the plane of contact, the plane at which the
temperature of water droplets fall below 0°C revealed some facts to be understood only
by discussions. For the inlet condition 1, the water droplets turn to ice particles at a
distance of 450mm from the water droplet inlet. This was supported by the fact that the
heat transfer between the fluids was low and thus resulted in a longer time period and
distance. The temperature distribution was in the range of 0°C to -7°C with most of the
area occupied with mean temperatures. The increase of nitrogen flow rate in Figure 7.10
showed a decrease in the distance and time the water droplets drop below 0°C. The
increase of flow rate by three times from 0.5 l/min to 1.5 l/min resulted in a reduction of
the length of ice particle formation by 250mm. It was also characterized by a decrease
in overall temperature on the plane with the minimum temperature dropping to -15°C.
Further, the temperature of water was increased and the temperature distribution
observed as shown in Figure 7.11. With the increase in inlet water temperature the
distance of water droplets freezing increased. Quantitative result show that the distance
of ice particle formation plane increased by 100mm with the inlet temperature increased
by 10°C. On the other hand, the mean temperature only increased by 2°C. This
observation shows that the temperature at this plane has less dependency on the inlet
water temperature within the given range.
With the effect of nitrogen flow rate and inlet water temperature observed, the
inlet nitrogen temperature was decreased to -120°C as in Figure 7.12. However, to
emphasize, the variation of nitrogen temperature from room temperature was time
dependent and was taken from the observation discussed in Section 6.2.1 of Chapter 6.
The temperature alone was decreased keeping other parameters constant. This
constituted a decrease in the distance the water drops fall below 0°C. The results show
that the drop of temperature below 0°C occurred at a distance of less than 100mm from
the inlet position. The mean temperature was, however, the same as that of the Figure
7.10 and largely occupied by low temperature regions. These results direct an argument
to evaluate the parameters from the most influential to the least influential or otherwise
expressed as the predictors. Nevertheless, this needs further study and continuance
prediction of the ice particle temperature along the Z-axis and to the outlet.

The most important of all was the prediction of ice particle temperature along
the outlet of the heat exchanger. This was done to validate the results obtained from the
experiments. Figures 7.13 to 7.16 show the temperature distribution of ice particles at
the outlet of the heat exchanger. The name of the legend was renamed as “Ice” instead
of “water droplet temperature” to avoid possible confusion from the misnomer. From
Figure 7.13, it can be seen that the ice particles reach a temperature of -30°C with the
entire plane pertaining to a near constant temperature. Another observation made from
this prediction was the decrease in temperature with respect to distance. It was seen that
it took 450mm for the water droplets to drop below 0°C, and another 300mm to drop to
-30°C. At this point of discussion it is not clear whether this was the effect of under
surfaced heat exchanger. Therefore, few more predictions were needed to arrive at a
conclusion to predict this effect.
FC F
t
r
igure 7.13 Temperature Distribution of Water Droplets in XY plane for Inlet ondition 1
igures 7.14, 7.15 and 7.16 show the temperature distribution with increased nitrogen
emperature, increased water temperature and decreased nitrogen temperature
espectively.
146

Figure 7.14 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 2
Figure 7.15 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 3
147

Figure 7.16 Temperature Distribution of Water Droplets in XY plane for Inlet Condition 4
As discussed earlier, the nitrogen flow rate was increased keeping the other
parameters constant and the results are shown in Figure 7.14. By doing this, the
temperature at the outlet further dropped sharply by 25°C. This was a phenomenal
decrease in temperature and was accelerated by a three time increase in flow rate. The
average temperature was found to be -57°C with temperature near the walls fluctuating
by ±1°C. In other terms, for a distance of 550mm (from the point at which the
temperature of water droplets falls below 0°C), the temperature drop was -57°C.
Further, by increasing the inlet water temperature by 10°C, the ice particle
temperature increased by 7°C. The overall temperature seemed to decrease to -50°C
with a travel distance of 450mm from the point on the Z-axis where the temperature
dropped to 0°C. Decrease of nitrogen temperature further to -120°C resulted in an outlet
mean temperature of -63°C. However, the travel distance from the point of 0°C
increased to 650mm. These results interpret a qualitative solution to the argument of
whether it was under surfaced, but outlet temperature of the cryogenic nitrogen was also
necessary to extend this argument. The heat exchanger was seemingly under surfaced
and these discussions are later expanded in Section 7.6.2 to give quantitative answers.
148

7.5.2 Outlet Temperature Distribution of Cryogenic Nitrogen
In order to calculate the heat transfer at the outlet and to predict the experimental
observation of the extent of under surface, the temperature distribution at the outlet was
observed. The inlet condition 3 was altered from the previous study by neglecting the
temperature variation of the inlet water temperature and thus keeping it constant at 5°C.
Inlet Condition 3 Cryogenic nitrogen flow rate 1.5 l/min
Cryogenic nitrogen temperature -120°C
Water temperature 5°C
Figures 7.17 to 7.19 show the temperature distribution at the outlet of the heat
exchanger. With the inlet condition 1 as shown in Figure 7.17 the temperature of
nitrogen was found to increase by 55°C overall from the inlet temperature.
Ff
igure 7.17 Temperature Distribution of Cryogenic Nitrogen in XY plane at Outlet or Inlet Condition 1
149

Ff
Ff
c
igure 7.18 Temperature Distribution of Cryogenic Nitrogen in XY plane at Outlet or Inlet Condition 2
igure 7.19 Temperature Distribution of Cryogenic Nitrogen in XY plane at Outlet or Inlet Condition 3
150
By increasing the flow rate of nitrogen and keeping the other parameters
onstant, it was noted that the outlet temperature difference decreased. It was also seen

that, between the sidewalls, there was a 5°C difference and only the mean temperature
was taken for the reference. The temperature reduction of 20°C directed to a hypothesis
that, if the length of the heat exchanger were increased there would have been more
transfer of energy between the ice particles, air and nitrogen. However, in the current
study the increase in length was not extrapolated. Continuing with the simulation the
nitrogen temperature was decreased to -120°C and thereby the results show a 28°C
difference between the inlet and final temperatures.
7.5.3 Air Temperature at the Outlet
The temperature distribution of air is shown for an understanding of the
temperature difference between the inlet and outlet conditions. Though it was thought
that the visualization of air temperature was not conditional, the observation at the outlet
gave an indication of the energy gained by air when mixed with cryogenic nitrogen.
With the inlet temperature of air set at 10°C, the temperature distribution is shown in
Figure 7.20.
FC
igure 7.20 Temperature Distribution of Air in XY plane at Outlet for Inlet ondition 1
151

7.6 Temperature Plots 7.6.1 Ice Particle Distribution
The discussion of the temperature distribution was further quantified by the
prediction of temperature along the sidewalls. The inlet conditions were set as per the
earlier discussions and the temperature variation plotted as shown in Figures 7.21 and
7.22. The observation revealed that the variation was linear and the temperature
difference for the inlet condition 1 was lower compared to the temperature difference of
the inlet condition 3. Temperatures reached -20°C with inlet condition 1 and decreased
to -50°C as the flow rate of nitrogen was increased and to -60°C as the nitrogen
temperature was decreased.
152
Distance, mm
Tem
pera
ture
, C
8007006005004003002001000
0
-10
-20
-30
-40
-50
-60
0
0
VariableInlet Condition 1Inlet Condition 2Inlet Condition 3
Water/Ice Temperature Along Side Walls
Figure 7.21 Temperature of Ice Particles along the Side walls
Distance, mm
Tem
pera
ture
, C
8007006005004003002001000
0
-10
-20
-30
-40
-50
-60
-70
0
0
0
VariableInlet Condition 1Inlet Condition 2Inlet Condition 3
Water/Ice Temperature Along Vertical Axis Figure 7.22 Temperature Variation of Ice Particles along the Vertical axis Excluding the Side walls

Pertaining to the follow-up of the discussions, the plot of temperature along the
vertical axis was done to find out the difference in the wall temperature to the rest of the
heat exchanger, and is shown in Figure 7.22. It was studied that, there was no difference
in the trend lines of the temperature variation, but in fact, the temperature on an average
was 10°C lesser in the area other than the sidewalls. This was due to the flow of air
along the sidewalls both in upward and downward direction, which resulted in an
increase in ice particle temperature at the walls.
7.6.2 Temperature Variation Study
Cryogenic nitrogen and ice particle temperature variations along the z-axis were
studied and are shown in Figures 7.23 to 7.25. This was done for the inlet conditions
specified earlier and was plotted for an interval of 100mm from the inlet position. It was
seen that, the ice particle temperature gradually decreased on the other hand, nitrogen
temperature gradually increased. Although it was experimentally proven that the
designed heat exchanger was under surfaced, validation of simulation with experiments
was highly desired. Though in theory it was the case, the important fact was in finding
out whether these two curves merge at some point before reaching the outlet position. If
that was the case then the heat exchanger surface would be over surfaced else it could
be concluded that the heat exchanger was under surfaced.
Temperature Variation, Inlet Condition 1
Figure 7.23Condition 1
Distance, mm
Tem
pera
ture
, C
8007006005004003002001000
0
-20
-40
-60
-80
-100
0
0
VariableIce ParticlesCrogenic Nitrogen
Temperature Variation of Ice Particles and Nitrogen for Inlet
153

Figure Conditi
Temperature Variation, Inlet Condition 2
Figure Conditi
I
particles
Figure 7
increase
the pred
tempera
experim
7.24 Temperature Variation of Ice Particles and Nitrogen for Inlet on 2
Distance, mm
Tem
pera
ture
, C
8007006005004003002001000
0
-20
-40
-60
-80
-100
0
0
VariableIce ParticlesCryogenic Nitrogen
7on
t
.2
d
ic
tu
en
154
Distance, mm
Tem
pera
ture
, C
8007006005004003002001000
0
-20
-40
-60
-80
-100
-120
0
0VariableIce ParticlesCryogenic Nitrogen
Temperature Variation, Inlet Condition 3
.25 Temperature Variation of Ice Particles and Nitrogen for Inlet 3
was predicted that, as the nitrogen flow rate was increased to 1.5 l/min the ice
temperature decreased to -60°C. This was similar to the case observed in
5, but at a lower temperature. The decrease of nitrogen temperature further
the difference in the outlet temperature. From these facts it was concluded that
tions agree with that of the observed phenomena of the experiments. Thus the
re curves in the simulations at various length intervals extrapolated the
tal results and gave an insight into the temperature difference at those points.

7.6.3 Air Temperature
Another study pertaining to predict the temperature behavior of air along the
upward direction and downward direction was set forth. Figure 7.26 shows the variation
in both directions and along the walls of the heat exchanger. For convenience, a local
coordinate system was taken thereby considering the inlet position as 0mm and the
upward direction to be on the negative scale of the axis. As both air and nitrogen were
taken as continuous phase the heat transfer from nitrogen to air was performed without
any limitation. The heat transfer from ice particles (dispersed phase) to air was also
possible with the way the boundary condition were initialized. However, the ice
particles in general was not affected by the direct heat transfer and rather alluded by air
(i.e. air temperature affects nitrogen and that in turn affects ice particle temperature),
except at ice particles impact on the side walls.
Figure 7.26
With
predicted t
temperature
temperature
nitrogen pr
high. With t
5°C. Furthe
Distance, mm
Tem
pera
ture
, C
3002001000-100-200
10.0
7.5
5.0
2.5
0.0
-2.5
-5.0
0
0
VariableInlet Condition 1Inlet Condition 2Inlet Condition 3
Air Temperature Variation
Air Temperature Variation along the Side walls
all inlet conditions taken for the comparison of air temperature, it was
hat the air temperature decreases in both directions. However, the
on the upward direction seemed to decrease to a larger extent than the
on the downward direction. This was due to the lower temperature of
esent at the upper half of the heat exchanger. Therefore heat transfer was
he inlet temperature of air at 10°C, the lowest temperature observed was at -
r assessments of the model with the experiments are given in Section 7.10.
155

7.7 Volume Fraction
Theoretically, it was assumed that the volume/mass flow of all the inlets was
equal to that of the outlets. In this current study there were three inlets with the
assumption that each inlet was assumed to compose of 100% of the phase. Thereby,
only one phase was allowed to pass into each inlet and this was the case in experiments.
The outlet was assumed to compose a mixture of all these phases in proportion.
Therefore it was necessary to predict the proportions at different length intervals and to
interpret the results thus showing the behavior of these continuous and dispersed phases
inside the heat exchanger. However, the visualizations are first shown with the plot of
different length intervals.
Figure 7.27 shows the volume fraction of ice particles for the inlet condition1.
This is a proportionate volume fraction and was seen that the higher and lower range of
the volume are concentrated on the one section of the plane and leaving the average
volume fraction to concentrate on the other side. This improper volume fraction was an
effect of the focus direction of the flow rate of nitrogen. This could however be rectified
if both fluids run together, but practical limitations would prevent this by happening.
FH
igure 7.27 Volume Fraction of Ice Particles on the XY plane at the Outlet of the eat Exchanger
156

In the Figure 7.28, similar effect was observed with the volume fraction
concentrating on the one section of the plane and leaving an improper distribution. The
effect of volume fraction on equal intervals along the Z axis had to be predicted to
understand the volume expansion or depression at that point.
Fiof
an
7.3
ind
to
co
ex
rea
de
int
air
ne
gure 7.28 Volume Fraction of Cryogenic Nitrogen on the XY plane at the Outlet the Heat Exchanger
To pursue the preceding discussions, plots of volume fractions of air, nitrogen
d ice particles were predicted for 0.5, 1.0 and 1.5 l/min as shown in Figures 7.29 to
1. It should be taken into account at any plane along the Z-axis that the sum of all the
ividual volume fractions must be equal to one.
From Figure 7.29, it was observed that the volume fraction of nitrogen increases
a distance of 200mm and decreases rapidly to 0.45 at 400mm, thereafter, it prevails
nstant until the outlet. This effect was caused by the introduction of air into the heat
changer at a distance of 500mm from the inlet position. The upward movement of air
ched a distance of 200mm and thus caused the volume fraction of nitrogen to
crease. Whereas, the volume fraction of ice particles seemed to decrease until the
roduction of air and then increased until it reached the outlet. The volume fraction of
decreased rapidly from 0.4 at the inlet to 0.1 in the upward direction, but remained a
ar constant in the downward direction.
157

Figure 7.29 Volume Fraction of Different Phases at Nitrogen Flow rate of 0.5 l/min Figure 7.30 Volume Fraction of Different Phases at Nitrogen Flow rate of 1.0 l/min
Distance, mm
Vol
ume
Frac
tion
8007006005004003002001000
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0
VariableIce ParticlesAirCryogenic Nitrogen
Volume Fraction, Nitrogen Flow Rate-1.0 l/min
Distance, mm
Vol
ume
Frac
tion
8007006005004003002001000
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0
VariableIce ParticlesAirCryogenic Nitrogen
Average Volume Fraction, Nitrogen Flow Rate-0.5 l/min
Figure
158
Distance, mm
Vol
ume
Frac
tion
8007006005004003002001000
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0
VariableIce ParticlesAirCryogenic Nitrogen
Volume Fraction, Nitrogen Flow Rate-1.5 l/min
7.31 Volume Fraction of Different Phases at Nitrogen Flow rate of 1.5 l/min

159
When the volume flow rate of nitrogen was increased as shown in Figure 7.30
the volume fractions of air and ice particles decreased as in theory. It was observed that
the volume fraction of nitrogen increased and then decreased gradually and then
attained a constant volume fraction. Taken the ice particle volume fraction, there was a
very slow decrease until the introduction of air and had a resistive increase there after.
This was due to the low volume fraction ratio of ice particles to the nitrogen, i.e. the
amount of variation in volume fraction in terms of percentage was low and therefore the
volume fraction of ice particles seemed to be constant. As observed from the previous
discussion, the volume fraction of air decreased sharply on the upward direction and
seemed to be constant in the downward direction.
Further increase in volume flow rate of nitrogen seemed to have a similar effect
as shown in Figure 7.31. However, the volume fraction of ice particles was almost
constant. It was also seen at the outlet that, the increase in volume of nitrogen and
keeping the other two parameters constant, resulted in the air volume fraction to
decrease gradually and is found to coincide with the volume fraction curve of the ice
particles.
7.8 Velocity Vectors
Determination of the velocity profiles of air, nitrogen and ice particles at
different intervals along the z-axis was done to understand the directions of the flow
using the velocity vectors. This study would help in refining the structure later if an
optimization was to be considered. Even otherwise, the interaction of these phases
would be generally known if the plot of velocity vectors was visualized. Therefore some
emphasis on the prediction of velocity vectors was made and later the velocity of each
individual phase was plotted. In the Figures 7.32 to 7.34, the velocity vector plots are
shown. Considering Figure 7.32, the velocity vectors are pointed in the downward
direction all along the heat exchanger, which interprets the ice particle flow. It was
shown that there was a smooth flow of the ice particles, but as it reaches the near outlet,
there seemed to be some upward directional movement. This was caused by the particle
impact on the taper zone of the heat exchanger. In addition, the velocity increased as the
distance increased from the inlet position.

a)
b)
Figure 7.32 Velocity Vector of Ice Particles a) ToBottom Section of the Heat Exchanger
The velocity variations are shown in differe
were excluded along the walls. Figure 7.33 shows
velocity vectors of nitrogen. The vectors tend to mov
upward movement of air.
160
c)
p Portion, b) Mid Section and c)
nt colors, and the velocity vectors
the top and bottom section of the
e upward along the walls due to the
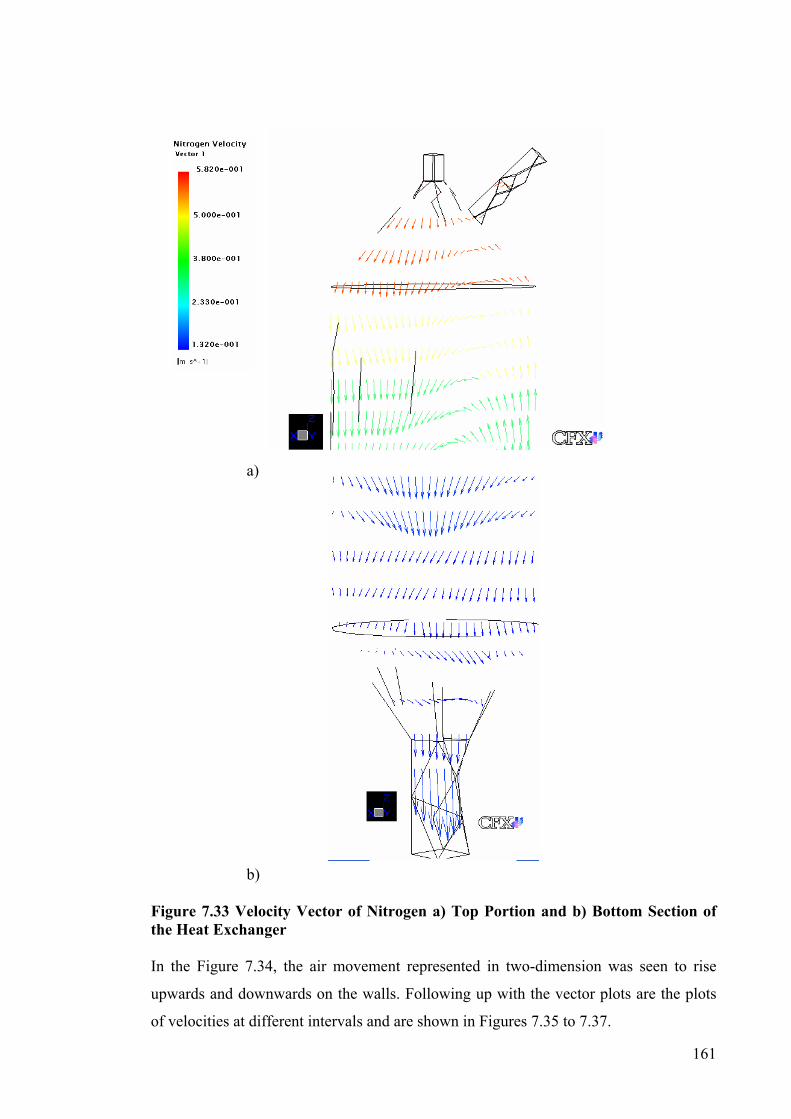
a)
b) Figure 7.33 Velocity Vecthe Heat Exchanger In the Figure 7.34, the ai
upwards and downwards o
of velocities at different in
tor of Nitrogen a) Top Portion and b) Bottom Section of
r movement represented in two-dimension was seen to rise
n the walls. Following up with the vector plots are the plots
tervals and are shown in Figures 7.35 to 7.37.
161
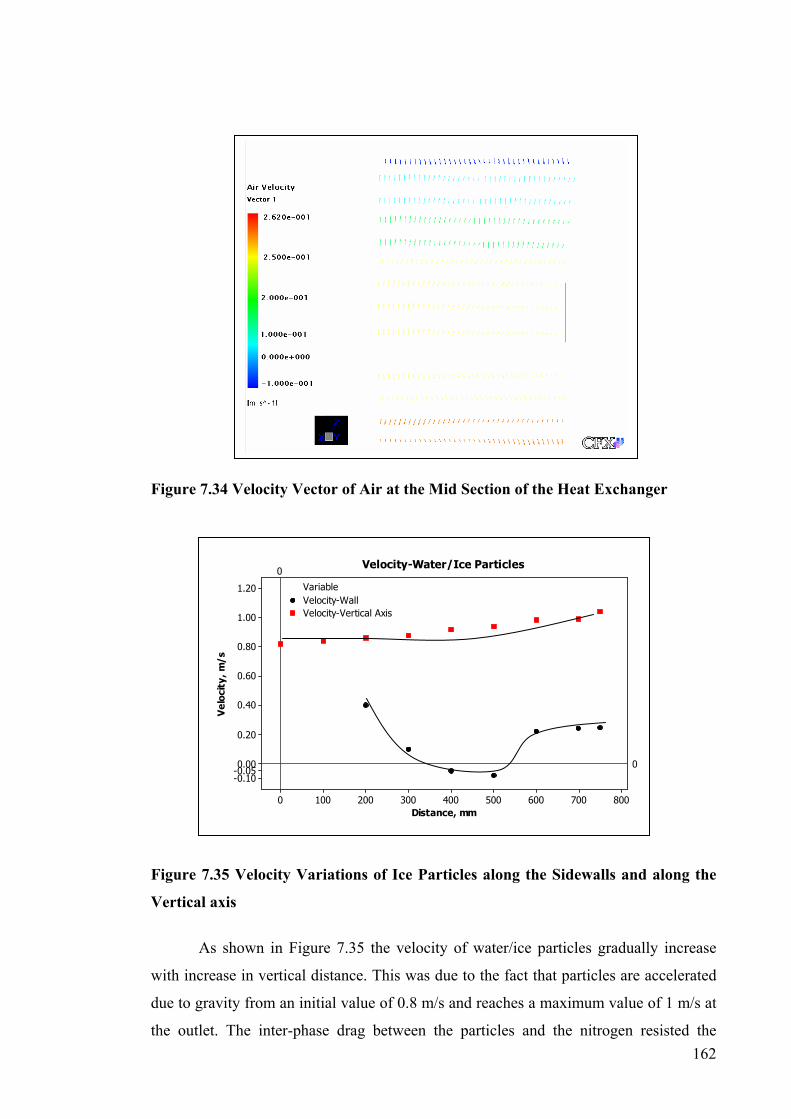
Figure 7.34 V
Vel
ocit
y, m
/s
--
Figure 7.35 V
Vertical axis
As sh
with increase
due to gravity
the outlet. T
elocity Vector of Air at the Mid Section of the Heat Exchanger
Distance, mm8007006005004003002001000
1.20
1.00
0.80
0.60
0.40
0.20
0.000.050.10
0
0
VariableVelocity-WallVelocity-Vertical Axis
Velocity-Water/Ice Particles
elocity Variations of Ice Particles along the Sidewalls and along the
own in Figure 7.35 the velocity of water/ice particles gradually increase
in vertical distance. This was due to the fact that particles are accelerated
from an initial value of 0.8 m/s and reaches a maximum value of 1 m/s at
he inter-phase drag between the particles and the nitrogen resisted the 162
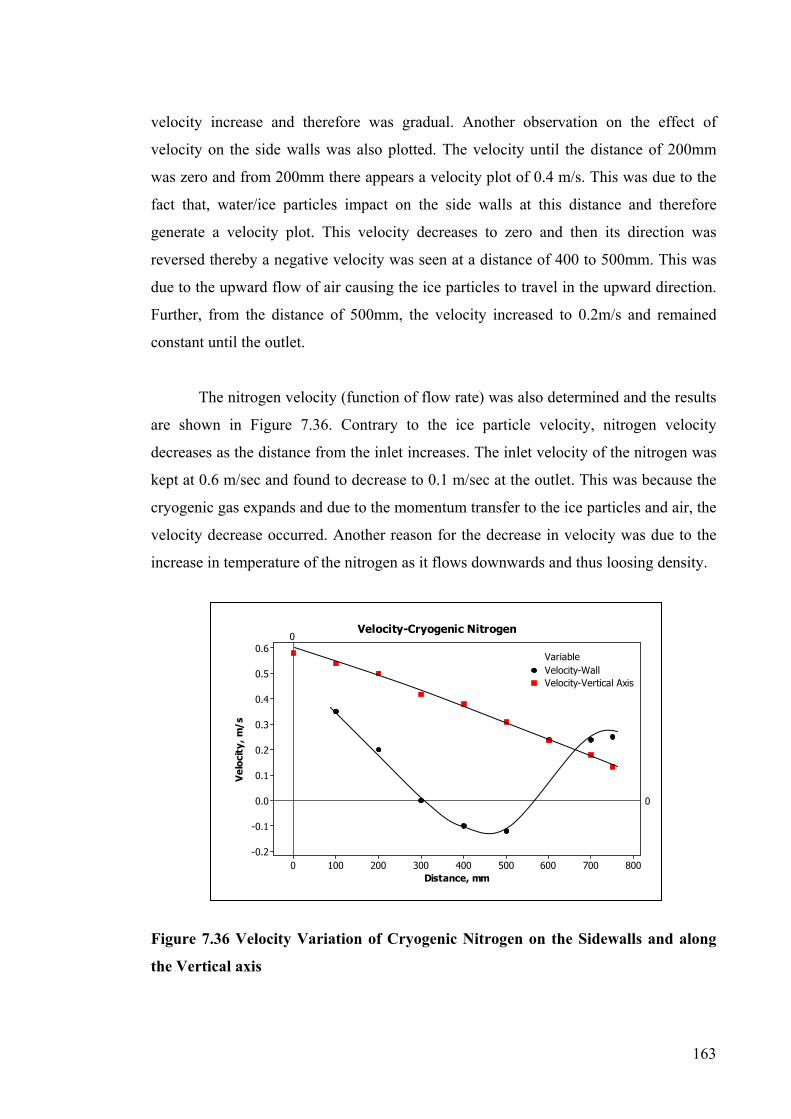
velocity increase and therefore was gradual. Another observation on the effect of
velocity on the side walls was also plotted. The velocity until the distance of 200mm
was zero and from 200mm there appears a velocity plot of 0.4 m/s. This was due to the
fact that, water/ice particles impact on the side walls at this distance and therefore
generate a velocity plot. This velocity decreases to zero and then its direction was
reversed thereby a negative velocity was seen at a distance of 400 to 500mm. This was
due to the upward flow of air causing the ice particles to travel in the upward direction.
Further, from the distance of 500mm, the velocity increased to 0.2m/s and remained
constant until the outlet.
The nitrogen velocity (function of flow rate) was also determined and the results
are shown in Figure 7.36. Contrary to the ice particle velocity, nitrogen velocity
decreases as the distance from the inlet increases. The inlet velocity of the nitrogen was
kept at 0.6 m/sec and found to decrease to 0.1 m/sec at the outlet. This was because the
cryogenic gas expands and due to the momentum transfer to the ice particles and air, the
velocity decrease occurred. Another reason for the decrease in velocity was due to the
increase in temperature of the nitrogen as it flows downwards and thus loosing density.
Figure 7.
the Verti
Distance, mm
Vel
ocit
y, m
/s
8007006005004003002001000
0.6
0.5
0.4
0.3
0.2
0.1
0.0
-0.1
-0.2
0
0
VariableVelocity-WallVelocity-Vertical Axis
Velocity-Cryogenic Nitrogen
36 Velocity Variation of Cryogenic Nitrogen on the Sidewalls and along
cal axis
163

The nitrogen velocity on the wall is found to decrease and then found to flow in
the opposite direction. However, the representation of the velocity to distance in this
particular case was limited by a higher time intervals selected. As observed from the
results of ice particle velocity profile, the velocity of nitrogen on the side walls past the
inlet point of air in the downward direction was found to increase. This velocity was in
par with the velocity of the air, therefore it can be said that the flow of air had a high
influence on the acceleration of nitrogen.
The Figure 7.37 shows the velocity profile of air inside the heat exchanger. The
observation of this velocity profile was found to be more complicated but when plotted
it was well understood. The position of the air inlet was kept as 0mm reference and the
negative direction indicates the upward movement of air and the positive direction
indicates the downward discharge of air. In studying the upward direction along the
wall, the air velocity was found to decrease with respect to distance and at 200mm from
the position, the air velocity reaches almost 0 m/s and started flowing in the opposite
direction. However, the velocity of air in the negative direction was on the vertical axis
and not on the wall. The downward direction of the air movement was straight forward
with the air velocity increasing along the walls until the outlet. The downward flow of
air in the vertical axis was also found to accelerate after 100mm from the air inlet
position. This effect was caused by the stray air mixed with the flowing nitrogen and
due to the decrease in air temperature and the cold air on the vertical axis other than the
wall flows down. However, the volume fraction of the air flowing through the center
axis was negligible and was not considered to affect the ice particle temperature.
Figure 7.
Distance, mm
Vel
ocit
y, m
/s
3002001000-100-200
0.3
0.2
0.1
0.0
-0.1
0
0
VariableVelocity-WallVelocity- Vertical Axis
Velocity-Air
37 Velocity Variation of air along the sidewalls and along the vertical axis
164

7.9 Particle Trajectory of Water
The visualization of the particle track was done by using Lagrangian method due
to the limited visualization of the Eulerian method. So, the general particle track could
only be shown with the particles assumed as ice particles and without any phase change.
However, the important factor in predicting the particle track was its Reynolds number
and the formulae used are discussed in Section 5.4.1 of Chapter 5. The diameter of the
particles assumed was 120µm (for abrasive particle size) with 50 particles set at the
inlet plane of the atomization point. Figure 7.38 shows the particles behavior inside the
heat exchanger and is seen that some particles impact the wall on the lower half of the
surface.
Figure 7.38 Partic
Having giv
particles was predi
by using Eulerian m
two fluids as contin
particles on side wa
le Track of Ice Particles Inside the Heat Exchanger
en the visualization plots, analysis of the volume fraction of ice
cted by varying the inlet nitrogen flow rate. However, this was done
ethod by considering ice particles as dispersed phase and the other
uous phase. Figure 7.39 shows the impact of volume fractions of ice
lls for inlet nitrogen flow rates of 0.5, 1.0 and 1.5 l/min.
165

FiDi
im
pa
l/m
fro
Fu
pa
at
of
dis
in
the
sh
be
flo
cir
Distance, mm
Vol
ume
Frac
tion
0.24
0.18
0.12
0.06
0.00
700-
750
600-
700
500-
600
400-
500
300-
400
200-
300
100-
200
0-10
0
0.3
0.2
0.1
0.0
700-
750
600-
700
500-
600
400-
500
300-
400
200-
300
100-
200
0-10
0
0.3
0.2
0.1
0.0
Vfrac Ice, Set1 Vfrac Ice, Set2
Vfrac ice, Set3
Volume Fraction of Ice Particles Impact on Side Walls
Flow Rate 1.5 l/min
Flow Rate 1.0 l/min Flow Rate 0.5 l/min
gure 7.39 Volume Fraction of Ice Particles Impact on Side walls at Increasing stance
When the cryogenic nitrogen was set at 0.5 l/min the ice particles were found to
pact the surface at the distances of 600 to 750mm. There was negligible fraction of
rticles impacting the distances from 0 to 600mm. With an increase in flow rate to 1.0
in the ice particles impact on the surface increased with the impact distance starting
m 400mm. This caused an increase in the volume fractions of the particle impact.
rther increase of cryogenic flow rate to 1.5 l/min contributed to an increase in the
rticle impact not only in the distance range of 400 to 750mm but also a steep increase
a distance of 100 to 200mm. This was caused by the directional projection of the flow
cryogenic nitrogen. Higher the flow rate, higher the velocity of the nitrogen as
cussed earlier in this chapter. Therefore increase in flow rate constituted an increase
the particles being projected onto the walls at a distance of 100 to 200mm.
Consideration of streamlines (for continuous phase) was also given to determine
extent of cryogenic nitrogen and air behavior inside the heat exchanger. Figure 7.40
ows the flow rate at and beyond 1.5 l/min. It can be seen that the increase of flow rate
yond 1.5 l/min constitutes flow to project onto the surface and then worsens as the
w rate was increased. Figure 7.41 shows the streamline flow of air. This shows a
cular motion along the walls and a twisted circular motion along the vertical axis.
166

Fi2.5
Fi
a) b) c) gure 7.40 Streamlines of Cryogenic Nitrogen at a) 1.5 l/min, b) 2.0 l/min and c) l/min
gure 7.41 Streamlines of
167
Airflow along the Wall and along the Vertical axis.

7.10 Model Assessment
The validation of the temperature measurements was done with the solution
obtained for various inlet nitrogen temperatures. Though previous discussions were
pertained to the study of temperature variations at different planes on the heat
exchanger, a time dependent temperature variation was not discussed. In this Section,
however, the numerical temperature variations were plotted along with experimental
results. Figures 7.42 to 7.44 shows the plots for different inlet nitrogen flow rates,
temperatures and water temperatures.
The cryogenic nitrogen temperature was reduced systematically as per the
experimental measurements done in Section 6.2 of Chapter 6. In doing this, the
properties of the ice particles were recalculated from Table 7.3. Therefore, to make the
numerical simulations agree better with the experiments the properties were calculated
at every degree fall in temperature. To make the plots clearly distinguishable, a time
interval of 20 seconds was taken. These predictions were done for the same time period
as that of experimental results.
Figure 7Variation
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040201
0
-10
-20
-30
-40
-50
-60
-70
00Variable
Numerical, IC1Numerical, IC2
Experimental IC1Experimental, IC2
Function of Inlet Cryogenic Nitrogen Temperature
.42 Experimental and Simulated Results of Ice Particle Temperature s for Varying Cryogenic Nitrogen Temperature
168

Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040201
0
-10
-20
-30
-40
-50
-60
-70
0
Variable
Experimental, IC3Numerical, IC1Numerical, IC2Numerical, IC3
Experimental, IC1Experimental, IC2
Function of Cryogenic Nitrogen Flow Rate
Figure 7.43 Experimental and Simulated Results of Ice Particle Temperature Variations for Different Nitrogen Flow Rate
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
200180160140120100806040201
20
10
0
-10
-20
-30
-40
-50
-60
0
Variable
Experimental, IC3Numerical, IC1Numerical IC2Numerical, IC3
Experimental, IC1Experimental, IC2
Function of Water Temperature Figure 7.44 Experimental and Simulated Results of Ice Particle Temperature Variations for Different Inlet Water Temperature
It was observed in Figures 7.42 to 7.44 that the experimental and numerical
predictions agree each other largely, with both the temperature curves almost super
imposing on each other. Though this was the case, in almost all plots the numerical
predicted temperature was below the experimental temperature. This study was
extended by varying the flow rate and inlet water temperature. Although the trend lines
seemed to be similar, some experimental temperatures on the time scale seemed to drop
below the numerically predicted value. This could have been due to the experimental
uncertainty at that point of time. These results formulate reliable predictions in terms of
169

varying time dependent temperature plots. However, this was extended to study the
effect of cryogenic nitrogen temperature after it stabilizes. Figure 7.45 shows the ice
particle temperature variation for the constant inlet nitrogen temperature with the
experimental plots taken from Figure 6.18 of Chapter 6.
0 Effect of Constant Cryogenic Nitrogen Temperature
Figure 7.45 Variations fo
The p
temperature w
the prediction
change of tem
adapting rapid
The e
Tables 6.12
accomplished
(δTp) predicte
percentage er
% error =
Time, Sec
Ice
Part
icle
Tem
pera
ture
, C
20151050
20
10
0
-10
-20
-30
-40
-50
-60
0
VariableExperimental, IC1Experimental, IC2Numerical, IC1Numerical, IC2
Experimental and Simulated Results of Ice Particle Temperature r Constant Cryogenic Nitrogen Temperature
rediction of ice particles temperature shows that the final ice particle
as in par with that of experiments, but the rate of drop of temperature in
s was high compared to that of experiments. This difference in the rate of
perature was caused by lack of sensitiveness of the thermocouples in
temperature change of ice particles.
xperimental data of the final ice particle temperature for 54 runs given in
to 6.14 of Chapter 6 were used to verify model predictions. This was
by calculating the percentage error between the freezing temperatures
d using the models and temperatures measured experimentally (δTE). The
rors were calculated from the following Equation 7.1.
(δTP – δTE) X 100 (7.1) δTE
170

Figure 7.46 Frequency Diagram of the Percentage Error between Ice Particle Temperature Difference between Experiments and the Model
FiguExp
mod
This
expe
expe
The
re 7.4erimen
T-D
iff-E
xper
imen
t
7
6
5
4
3
The
el havin
gave
riments
riments
refore i
7 Best fit of the Ice Particle Temperature Difference between the ts and the Model
T-Diff-Model7060504030
0
0
0
0
0
S 3.33903R-Sq 93.4%R-Sq(adj) 93.3%
171
frequency graph in Figure 7.46 shows the temperature variable property
g error within ± 10% with the maximum frequency that occurs at +1.5%.
an indication of the level of agreement between the model and the
. This was further extended to study the best fit of the prediction to the
as shown in Figure 7.47. This shows the R-squared value of 93.4%.
t can be said that the model has a good agreement in terms of determining

the final ice particle temperature at the outlet of the heat exchanger. The reason for this
good agreement of the results predicted by variable properties models with the
experimental results was due to the significant variation of specific heat capacity taken
into account by the model.
The visualization experiments carried out to determine the polarization of ice
particles was qualitatively compared to the numerical results. As discussed in Chapter 5
there are four stages in transforming water droplets to ice particles. Therefore as per the
visualization experiments the simulation was done at 80mm, 200mm and at the outlet to
determine the phase distribution. Figures 7.48 to 7.50 show the pie chart of the phase
distribution as a function of temperature given in Table 7.6.
Table 7.6 Interpretation of Phase in terms of Temperature
Dilute liquid 5°C and above
Dense liquid 0°C to -5°C
Dilute solid -10°C to 0°C
Dense solid -10°C and below
Different Phase of Water/Ice at 80mm
Dilute Liquid
Dense Liquid
Dilute Solid
Dense Solid
28%
35%
25%
12%
Figure 7.48 Phase Distribution at 80mm from the Inlet Position for Inlet
Condition3
172

Different Phase of Water/Ice at 200mm
Dilute Liquid
Figure 7.49 Pha
Condition 3
Figure 7.50 Phase
As per the
dense liquid occup
distance from the
25% of the volume
with 93% and som
compared with the
increasing polariza
The numeri
experimental resul
temperature within
these simulations
25%
Dense Liquid
Dilute Solid
Dense Solid
se Distrib
Differe
Distributi
prediction
ying a vol
inlet increa
respective
e 7% of d
experimen
tion with in
cal model t
ts. In these
the experi
was done
42%
ution at 200mm fro
nt Phase of Water/Ice at
on at the Outlet for In
, all four phases exist
ume of 35% followed
sed dilute solid and d
ly by proportion. How
ilute solid was predic
tal analysis revealed
creasing distance.
o this extent was conc
analyses it was show
mental range was well
to provide an idea of
20%
13%
m the Inlet position for Inlet
Outlet
Dilute Liquid
93%Dense Liquid
7% Dilute SolidDense Solid
let Condition 3
ed at the distance of 80mm, with
by dilute liquid with 28%. As the
ense solid contributed to 42% and
ever, at the outlet only dense solid
ted to be present. This fact when
a closer qualitative agreement with
entrated into the intrapolation of the
n that the prediction of ice particle
agreed. However, extrapolation of
predictor factors in improving or
173

optimizing the experimental design. But the current study was limited in providing only
a brief prediction of the extrapolated results.
7.11 Extrapolation of Numerical Model
The extrapolation of the numerical results was preferable because of the good
agreement of the results to the experiments. The cryogenic nitrogen temperature could
be kept at liquid state (below -197°C), thereby predicting the consequences of its effect
on the ice particle temperature. The droplet diameter could be increased owing to its
least influence of its inlet values to the outlet temperature. Both cryogenic nitrogen and
water droplets could be allowed to transfer heat from the inlet point of water droplets.
Therefore, a study was made to foresee the effects at perfect conditions as per the
theory. Figure 7.51 shows the ice particle temperature at the outlet with varying inlet
conditions.
0
Figu
Exp
The
the
temp
prac
Distance, mm
Ice
Tem
pera
ture
, C
8007006005004003002001000
0
-25
-50
-75
-100
0
VariableNitrogen Temp, -140CNitrogen Temp, -160CNitrogen Temp, -200C
re 7.51 Extrapolated Ice Particle Temperature for Cryogenic Nitrogen below
erimental values
plot predicts the temperature of ice particles below the experimental values set by
current study. At liquid nitrogen temperature i.e. below -197°C, ice particle
erature was predicted to be -95°C. However, consideration should be given in
tice to obtain these conditions.
174

With the brief discussion of the extrapolated results, the focus was drifted
towards the formation of numerical analysis of the ice transportation system and the ice
jet nozzle. As discussed earlier, these analyses were made to study the survival of ice
particles in the due course of mixing with high-pressure, high-velocity fluid inside the
nozzle. Though some literature was found into the numerical model of ice jet (Section
2.4.6 of Chapter 2), analysis was carried out with inter-phase heat and momentum
transfer with particular attention given to heat transfer among all fluids (i.e. heat transfer
between air-ice, air-water and water-ice). In the succeeding Section 7.12 the ice
transportation to the nozzle is analyzed and discussed.
7.12 Ice Slurry Transportation System Ice particles produced from the heat exchanger were transported to the water/air
jet nozzle by the use of transportation system. In designing this system, accountability
was taken in providing a lengthier tube for flexible movement of the nozzle. Therefore,
a length of 1.5m with a diameter of 10mm corresponding to the measurements of the
available abrasive tube was taken for this current study. The transportation system
comprises of one inlet and one outlet boundaries. The velocity components were
specified by cylindrical coordinate with r, θ and z. The outlet condition of the heat
exchanger was taken as the inlet conditions for the transportation system. As an
assumption the total inlet mass flow rate was kept equal to the outlet. This was however
important to obtain a convergence. The inlet/outlet conditions are given in Table 7.7 (a)
and (b).
Table 7.7 (a) Boundary Conditions for Inlet of Ice Slurry Transfer System
Inlet Condition 1 Inlet Condition 2 Inlet Condition
3
Ice temperature, °C -30 -50 -70
Air temperature, °C 7.5 2.5 -2.5
Nitrogen temperature, °C -45 -65 -80
Volume fraction (ice) 0.2 0.15 0.1
Volume fraction (nitrogen) 0.4 0.6 0.7
Volume fraction (air ) 0.4 0.25 0.2
175

Table 7.7 (b) Boundary Conditions for Outlet of Ice Slurry Transfer System
In simulating the temperature variation, two types of analyses were made, one to
determine the temperature distribution along the central axis and the other to determine the
temperature along the wall. The wall was taken as conductive but with a low thermal
conductivity. This was taken with a view of providing high insulation for experimental
conditions. Free slip conditions of the wall was set in order to avoid adhesion of ice
particles onto the surface. Results were predicted for varying nitrogen, air and ice particles
temperature along the entire length. Figures 7.52 to 7.54 show the plots along the central
axis of the tube.
In general, the temperature of air decreased as the length increased, the ice particle
temperature initially decreased, but then increased along the length. Cryogenic nitrogen
temperature increased rapidly along the entire length and was found to be in par with the air
temperature at the outlet.
Fluids Air + Ice particles + Nitrogen
Type Pressure Boundary
Pressure 1 bar
b)
Length, mm
Tem
pera
ture
, C
16001400120010008006004002000
10
0
-10
-20
-30
-40
-50
0
0
Variable
Air
Ice ParticleNitrogen
Temperature distribution along the central axis
Figure 7.52 Temperature Distribution Along the Central axis for Inlet Condition 1
176

Length, mm
Tem
pera
ture
, C
16001400120010008006004002000
0
-10
-20
-30
-40
-50
-60
-70
0
0
Variable
Air
Ice ParticleNitrogen
Temperature distribution along the central axis
Figure 7.53 Temperature Distribution Along the Central axis for Inlet Condition 2 Figure 7.54 T
These
length. This
particle tempe
ice particle
equilibrium t
the heat exch
nitrogen temp
Length, mm
Tem
pera
ture
, C
16001400120010008006004002000
0
-10
-20
-30
-40
-50
-60
-70
-80
-90
0
0
Variable
Air
Ice ParticleNitrogen
Temperature distribution along the central axis
emperature Distribution Along the Central axis for Inlet Condition 3
representative graphs show the ice particles temperature increased along the
was due to the presence of the third fluid (air). The initial decrease in ice
rature was due to the fact that cryogenic nitrogen temperature was below the
temperature and equilibrium condition was not achieved yet. Once the
emperature has reached at 200 to 400mm length, the theoretical behavior of
ange would further freeze the ice particles with an increase in cryogenic
erature. However, due to the presence of air high inter-phase heat transfer
177

between two continuous fluids, air and cryogenic nitrogen, dominated over the inter-phase
heat transfer of continuous and dispersed phase. Moreover, the density and specific heat
decrease of cryogenic nitrogen as a result of temperature increase results in less heat
transfer. This formulates to another explanation leading to the rapid increase of nitrogen
temperature above -40°C.
Along the central axis, the overall rise of ice particle temperature was within 5°C
from that of the inlet temperature. This was due to factors such as velocity, wall conditions
and volume fractions of all fluids. Generally, it was found that the higher volume fraction
and lower inlet nitrogen temperature provides a better transportation of the ice particles in
terms of its temperature. The temperature of ice particles on the central axis was not greatly
influenced by wall conditions. Therefore, study into the accountability of wall conditions
are predicted and are shown in Figure 7.55 to 7.57.
Length, mm
Tem
pera
ture
, C
16001400120010008006004002000
10
0
-10
-20
-30
-40
-50
0
0
Variable
Air
Ice ParticleNitrogen
Temperature distribution along the wall Figure 7.55 Temperature Distribution along the Wall for Inlet Condition 1
Along the axis of the wall, the trend lines of the temperature curves were found to
be almost the same as that of the central axis. Though the predomination of this case exists,
the rate of decrease in air temperature was low compared to that of the central axis. On the
other hand consideration of cryogenic nitrogen and ice particles reveals a high rate of
increase of temperature. Along the radius, away from the center, on the same XY plane the
178

temperature of the fluids increases and on approaching the wall it was found to be at its
maximum.
Figure 7.56 Figure 7.57
The
to the incre
temperature
the radius
conduction,
in practical
from gainin
Temperature Distribution along the Wall for Inlet Condition 2
Length, mm
Tem
pera
ture
, C
16001400120010008006004002000
0
-10
-20
-30
-40
-50
-60
-70
0
0
Variable
Air
Ice ParticleNitrogen
Temperature distribution along the wall
T
se
as
r
of
t
tr
g
179Length, mm
Tem
pera
ture
, C
16001400120010008006004002000
0
-10
-20
-30
-40
-50
-60
-70
-80
-90
0
0
Variable
Air
Ice ParticleNitrogen
Temperature distriution along the wall
emperature Distribution along the Wall for Inlet Condition 3
facts were due to two reasons, one due to the wall temperature and other due
e in momentum transfer of these fluids to the wall. At the walls, the average
ise was around 5°C, which gives an indication of temperature drift towards
the wall. If the walls were kept at isothermal conditions with no heat
he temperature change along the radius would have been constant. However,
ansportation, any high insulation on the walls would not prevent the fluids
temperature towards the wall. The outlet ice temperature compared to the inlet

temperature gained an overall temperature of 10°C, but increased with increase in inlet
cryogenic nitrogen temperature. As air was also present the cryogenic nitrogen loses energy
and therefore attains a high temperature. At the outlet of the transportation tube, nitrogen
and air was found to have almost same temperature regardless of the inlet nitrogen
temperature. The air temperature decreased gradually and was almost linear with increase
in length. As discussed earlier this was due to the decrease in density and specific heat of
the source, nitrogen.
The temperature distribution at the outlet is shown in Figure 7.58. This is however
shown with the mean temperature. Along the wall and inwards, the temperature was -60°C,
from the center and outwards, the temperature was bound to be -55°C. Though, the ice
temperature increased by 10°C, considering the physics of ice at that temperature, there was
negligible physical property change. Therefore the feasibility of entrainment of ice into the
nozzle with the high pressure water/air was thought of worth investigating by numerical
analyses. These are discussed in Section 7.13.
Fith
gure 7.58 Mean Temperature Distribution of Ice Particles Around the Walls and at e Central axis on the XZ plane at the Outlet
180

181
7.13 Ice Jet
To this extent, the ice particle formation and ice transportation to the nozzle have
been discussed. The results are promising with controlled temperature ice formation. These
were done with laminar flow owing to a small Reynolds number. However, the entrainment
of ice particles with a high-pressure, high-velocity nozzle was simulated under turbulent
conditions, the equations of which are discussed in Section 5.4.6 of Chapter 5.
The design of the nozzle geometry was taken form the existing Abrasive Water Jet
nozzle used in Industrial Research Institute Swinburne (IRIS). The existing design had a
diameter of 1mm at the exit of the nozzle with a taper entrance diameter of 4mm. This
constituted a high concentration of ice particles at the exit with the use of air as the jet. In
order to compensate for that effect, the air pressure had to be increased. Though
numerically the increase of air pressure would predict the behavior, practically increasing
the air pressure beyond 0.75Mpa could result in increase vibrations and noise [40]. This
effect was however an assumption, therefore the nozzle was scaled two times to
compensate for this cause. The Figure 7.59a) shows the real Abrasive Water Jet (AWJ)
nozzle with two inlets, one for the high-pressure water and other for the abrasives. The
abrasives are mixed with water in a mixing chamber, but in the current study only a
simplified version of the nozzle was used without the mixing chamber as shown in Figure
7.59b). The overall length of the nozzle was kept at the same length (100mm) as that of the
conventional nozzle.
The emphasis was only given to study the survival of ice particles in the due course
of mixing with high-pressure water/air. Therefore only a simple design was orchestrated.
Only preliminary results were obtained and discussed to find out the existence of ice phase.
The analyses were done for water and air with different air and water pressure and the
results obtained are discussed. In doing so, the boundary conditions and grid independence
test are described in Sections 7.13.1 and 7.13.2.

a) b) Figure 7.59 a) Conventional Nozzle used for AWJ in IRIS, b) Modified Nozzle Created for Numerical Ice Jet 7.13.1 Boundary Conditions
The outlet parameters of the ice transportation system were kept as the inlet
parameters for one inlet of the ice jet, for the other inlet the pressure and temperature of the
high-pressure fluids were varied accordingly. The Table 7.8 shows the inlet boundary
conditions.
Table 7.8 Initial Conditions of Inlet1 and Inlet2 of Ice Jet Nozzle
Inlet 2 Inlet 1 Condition 1 Condition2
Nitrogen Secondary air
Ice Ice Air Water
Pressure (MPa)
0.1 0.1 0.1 0.1 0.5-1.0 100-200
Temperature, C
-10 -15 -60 -60 0-25 0-25
182
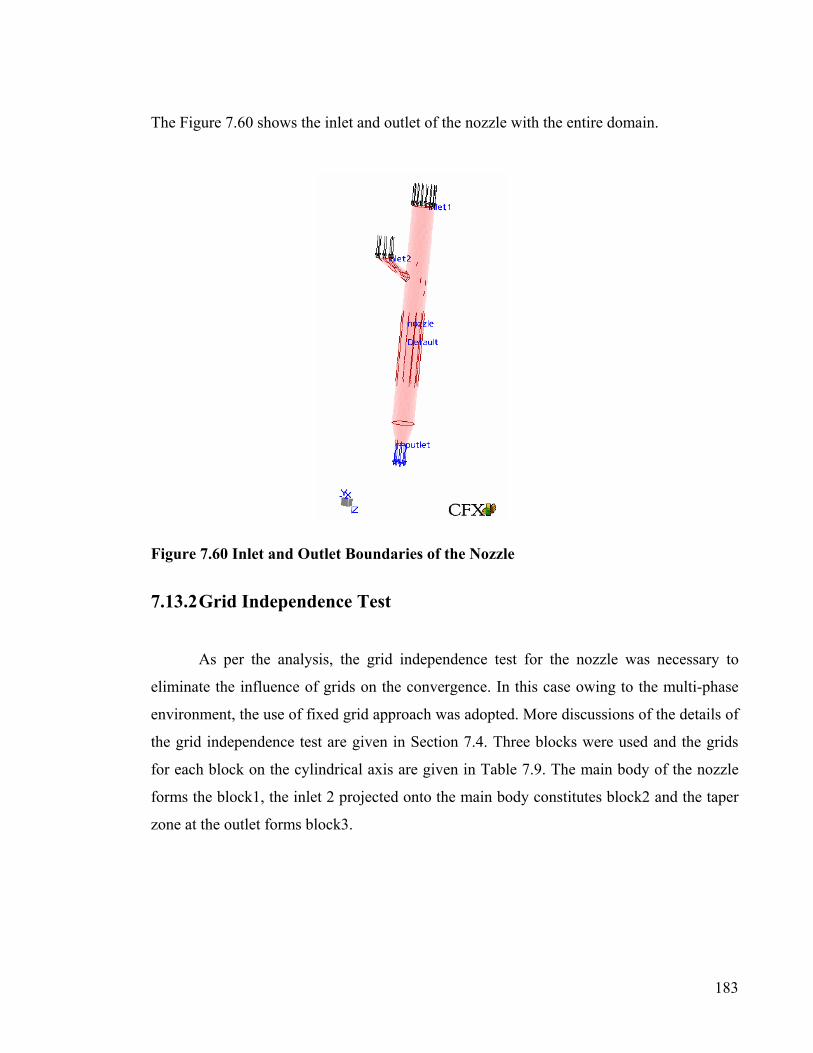
The Figure 7.60 shows the inlet and outlet of the nozzle with the entire domain.
Figure 7.60 Inlet and O
7.13.2 Grid Independ
As per the analy
eliminate the influence o
environment, the use of f
the grid independence te
for each block on the cy
forms the block1, the inl
zone at the outlet forms b
utlet Boundaries of the Nozzle
ence Test
sis, the grid independence test for the nozzle was necessary to
f grids on the convergence. In this case owing to the multi-phase
ixed grid approach was adopted. More discussions of the details of
st are given in Section 7.4. Three blocks were used and the grids
lindrical axis are given in Table 7.9. The main body of the nozzle
et 2 projected onto the main body constitutes block2 and the taper
lock3.
183

Table 7.9 Number of Grids on Each Axis for the Nozzle
Representation of the grids in a three dimensional axis is shown in Figure 7.61. The
concentration of the grids was increased along the taper zone at the exit of the nozzle.
Block Number r θ Z
1 12 12 40
2 12 12 15
3 12 12 20
Figur 7.13.
of ice
variou
was n
by Liu
diame
airflow
was m
e 7.61 Three-dimensional representations of grids for the nozzle
3 Air Ice Jet
The main aim of entraining air into the nozzle was to analyze temperature variation
particles along the length of the nozzle. Researches into the air ice jet were done on
s applications and are discussed in Chapter 2. However, the temperature distribution
ot discussed. The air pressure was varied based on the parameters used for cleaning
[40], but the mass flow rate of ice was set to 0.2 kg/min in this current study. The
ter of ice particles were kept at 200µm and the inlet air temperature varied. An
rate of 0.83 m3/min was set as per the experiments done by Liu [40]. Initially a plot
ade to study the effect of cold nitrogen and secondary air (air from inlet2) as shown 184

in Figure 7.62. It is seen that the ice particles entering at a distance of 25mm increases by
almost 20°C in temperature. The other fluids entering from inlet2 also increase in
temperature and was found to be in level with the high pressure air at the exit. The rise of
temperature of high-pressure air was gradual and does not account to high temperature loss.
10
0
Figure 7.62
In F
and seconda
Figure 7.62
momentum
effect supe
compared t
particles to
Length, mm
Tem
pera
ture
, C
100806040200
0
-10
-20
-30
-40
-50
-60
0
Variable
NitrogenSecondary Air
IceAir
Temperature variation along the length of the nozzle
igure 7.63, the same simulations were repeated without the addition of nitrogen
ry air. The temperature of ice was found to vary with length, but compared to
it was found to be almost the same with no quantitative change. Due to the
of the air flowing at high velocity the ice particles increase in temperature, this
rcedes the inter-phase heat transfer. Though the specific heat of air is less
o that of the ice, the inter-phase momentum transfer effect caused the ice
increase to 20°C with only 10°C decrease in air temperature.
185

Length, mm
Tem
pera
ture
, C
100806040200
10
0
-10
-20
-30
-40
-50
-60
0
0
VariableIceAir
Figure 7.63 Temperature variation along the length of the nozzle for air inlet temperature, 10°C
From the results the nitrogen and secondary air has no effect on the ice particle
temperature at the outlet and therefore was neglected. Predictions were further done for
inlet air temperature of 0°C. The results are shown in Figure 7.64. The visualization of the
temperature distribution of air and ice phase is shown in Figures 7.65 and 7.66.
Figure 7.64temperatur
Length, mm
Tem
pera
ture
, C
1009080706050403020
-10
-20
-30
-40
-50
-60
VariableAir-Temp, 0CAir-Temp, 25C
Temperature variation along the length of the nozzle for different air inlet e
186

a) b Figure 7.65 Temperature distribution a) ice andsectional view for air Figure 7.66 Temperature distribution of ice at the
From the Figure 7.64, ice phase temperatu
temperature. At the ambient conditions of air at
)
air on the ice inlet plane, b) cross-
187
nozzle outlet
re increases with increase in air inlet
standard temperature, the ice phase

188
temperature increases by 45°C, thereby opening an argument into the reliability of its usage
in ice jet blasting. On the other hand as long the phase remains as ice, there exists a
feasibility of its usage in cleaning and blasting applications, but is subject to experiments.
The temperature distribution of air along the cross section shows a gradual decrease in air
temperature with temperature exiting at 2.5°C. The exit ice temperature shows no variation
in temperature distribution with the ice phase tending to -40°C on the entire plane. The
temperature distributions are given in Figure 7.65 and 7.66. The simulations were extended
to analyze the interaction of ice with the high-pressure water.
7.13.4 Water Ice Jet Simulations
These simulations were done by assuming the wall as non-conducting solid with the
buoyancy effect neglected. The existence of air as the third fluid was discussed in the
literature by Ahmed [64], however, in the current study the air was not accounted due to its
negligible flow. Initially, the pressure of the water was kept to 100MPa (i.e. third of the
actual pressure of AWJ) and the existence of ice phase test at the exit of the nozzle. Figures
7.67 and 7.68 show the temperature distribution of the ice phase along the length of the
nozzle for two inlet water temperature (10°C and 0°C). As the ice enters the mixing nozzle
there was a sudden increase in temperature and at a distance of 40mm the temperature starts
to rise linear until it exits. The sudden increase of temperature at the interface zone was due
to the impact of high velocity continuous flowing water on the near static ice velocity. This
effect was not observed when air was used instead of water and that was due to its low
velocity and pressure.

20
0 Figure 7.67 temperature Figure 7.68 temperature
The in
inter-phase h
rise in inlet w
the cause of t
other words
Length, mm
Tem
pera
ture
, C
100806040200
10
0
-10
-20
-30
-40
-50
-60
0
VariableIceWater
Temperature variation along the length of the nozzle for inlet water of 10°C
0
Length, mm
Tem
pera
ture
, C
100806040200
0
-10
-20
-30
-40
-50
-60
0
VariableIceWater
Temperature variation along the length of the nozzle for inlet water of 0°C
crease of temperature increases the outlet ice phase temperature due to the
eat transfer between the continuous phase and the dispersed phase. A 10°C
ater temperature only accounts to an ice phase temperature increase of 4°C,
his was due to the lack of proper inter-phase heat transfer at high velocities. In
the time duration was insufficient for a proper heat transfer to occur. The
189

temperature distributions of water and ice at the exit of the nozzle are shown in Figures
7.69 and 7.70.
Figu Figu
re 7.69 Temperature distribution of water at the nozzle exit on the XY plane
re
7.70 Temperature distribution of ice at the nozzle exit on the XY plane190

191
It can be seen that the water temperature was almost constant at the exit with only a
1°C change. This was due to the assumption of non-conducting wall and a free slip on the
wall. This was the case with the ice with only 2°C difference between the central axis and
near the wall. This 2°C rise was triggered by the momentum transfer (not due to heat
transfer) of ice to the wall, thereby causing a difference in temperature. If the residence
time of ice increases there would be more time to allow a proper inter-phase heat transfer
causing the ice to gain more temperature. However, further decrease in residence time
could only be affected by an increase in pressure and this could cause high momentum
transfer and low heat transfer, therefore could result in negative effects.
7.13.5 Velocity Distribution
The velocity distribution for the entire domain with air and water as the accelerating
medium is shown in Figure 7.71. The velocity of the water was taken from the actual water
velocity of the AWJ but was scaled down to the pressure conditions used. For air, the
velocity was selected from Liu [40] and was kept at 10 m/s.
Figure 7.71a) shows a velocity drop at the entrance of the nozzle and then increases.
The increase of air velocity was short spanned and remained constant through out the main
body. In the taper zone near the exit the velocity increased to 215 m/s, this was due to the
contraction of the geometry of the nozzle at that exit. The observation of ice reveals the
increase of velocity from its static velocity and obtains enough acceleration to be in par
with the high velocity water. Figure 7.71b) shows a similar trend with increasing velocity
near the taper zone at the exit. The velocity was constant through out the main body at 10
m/s and there was no velocity drop found in the course of the entire domain. The velocity
of ice in this case behaves in the same way and accelerates from static velocity to the
velocity of the air jet. The reason for the water to experience a velocity drop might be due
to the high initial pressure exerted on the geometry causing a high pressure on the inner
surface of the walls. As the inner surface of the commercially available nozzle is made of
titanium, the walls of the model are assumed to have the property of titanium, the pressure

of the water was found to be distributed along the downward direction and therefore the
velocity increases after the initial drop.
Figure 7.71 Facial velocity of the nozzle domain on b) air-ice jet 7.13.6 Pressure Distribution
Analyzing the pressure distribution shown
decreasing until the interface and then increasing unt
at the interface. This was because the ice was kep
water pressure initially kept at 100MPa. In practical
creates a sudden pressure depression and thus ice par
effect of increase of pressure was studied over the
using water, the pressure was varied from 100 to 2
temperature with increasing pressure. At 100MPa t
30°C, increase of pressure to 200MPa changes the p
melts. These predictions reveal that by keeping a low
acceleration of high pressure water. Therefore, ic
potentially used for cutting brittle materials if not for
the YZ plane for a) water-ice jet
in Figure 7.72, it shows the pressure
il the exit. There exists a pressure drop
t at the atmospheric pressure and the
cases, the pressure drop at the interface
ticles are drawn inside the nozzle. The
temperature rise of the ice phase. In
00MPa. Figure 7.73 shows the rise of
he ice phase temperature increased by
hase of ice to water, therefore the ice
pressure, ice would survive the shear
e at very low temperatures could be
cleaning. 192

a) Figurinterf
Figurpressu
b)
e 7.72 Pressure distribution of ice-water domain a) presace b) entire domain
Length, mm
Tem
pera
ture
, C
9080706050403020
0
-10
-20
-30
-40
-50
-60
25
Va
20
1015
e 7.73 Temperature variation along the length of the nozzlre for water ice jet
sure drop at the
193
100
0
riable
0 Mpa
0 Mpa0 Mpa
e at different inlet

194
7.14 Conclusions
The study into the ice formation and ice jet has been discussed to the predictable
extent. It was found that the ice formation process was highly dependent on the cryogenic
nitrogen temperature and its flow rate. The variation of droplet diameter within the
experimental range had very little impact into the final ice particle temperature. The
predictions of the ice particles temperature were compared to the experimental temperature
and an assessment of the model was verified.
The overall error between the experiments and the model was also plotted to find
out a normal distribution. The entire ice formation process and the entrainment process was
catalyst by the advantage of reduction in solidification temperature of high-pressure water
from zero to -20°C. Though at high-pressure water temperature was varied from 0°C to
25°C, there exists a possibility of further reducing the inlet high-pressure water to -20°C
without freezing. Though the momentum transfer was high the ice particles did not melt at
the given inlet ice temperatures. However, the retention or the residence time was very
short, the probability of ice melting did not occur for pressures at and below 150MPa.
Recalling from the literature, at these outlet temperatures the ice has potential
implications in ice jet machining. It obeys the Hook’s law and is elastic between the
temperature range of -3°C and -40°C. Though the Ice Jet using high pressure water and air
are studied, accountability towards the actual experimentation of these predictions could be
the only way to verify the validations. However, this study was only limited to the
numerical modeling and consideration of the experimental work has been recommended to
further continuation.

Chapter 8
Conclusions and Recommendations 8.1 Introduction
This research work was undertaken to produce ice particles capable of surviving
high-pressure high-velocity water/air jet. In doing so, the work was divided into three parts.
The first part concentrated on the design and development of heat exchanger system and
investigations were carried out to determine the ice particle temperature, particle shape and
diameter, transition phase and hardness. The second part into the study was directed to
numerical analyses and predictions formulated to calculate the ice temperature distribution,
volume fraction, velocity vectors, particle trajectories and streamlines. The assessments of
these models were validated with the available experimental results. The overall results
showed that, ice particles could be produced at controlled and desired temperature with the
use of convective or direct heat transfer between two immiscible fluids.
The third part focused on temperature distribution of ice inside the transportation
system. It also analyzed the behavior of ice particles inside the ice jet nozzle. These
investigations were done by numerical analysis and results obtained indicate survival of ice
particles at the exit of nozzle up to a certain pressure. In the following sections, effort is
made to enlist the major contributions obtained from this current study. These are finally
followed up by recommendations for the further work.
8.2 Experimental Study of Temperature Measurements
The empirical study of the process parameters using One Factorial At a Time
(OFAT) reveals the ice particle temperature could be decreased to -60°C with the use of
very low temperature and high flow rate cryogenic nitrogen. However, the low ice
temperature was obtained within a certain optimum parametric settings. Though eight
195

factors were initially considered, some of the factors were experimentally kept constant to
avoid possible errors. The predictors were classified from the most significant to the least
significant and it was found that cryogenic nitrogen flow rate along with its temperature
were the most significant factors. The particle diameter was the least significant factor with
the final ice particle diameter not affected by inlet droplet diameter.
8.3 Visualization Study
The change of ice particle diameter with varying length of the heat exchanger was
carried out by visualization. Interpretation of the results reveals that there was a sudden
increase of ice particle diameter at a length of 80 to 200mm. Ice particle diameter was
found to decrease at the outlet, which lead to an observance of the occurrence of
supercooling at a distance of 80 to 200mm. The different phases of the transformation of
water droplets to ice particles were pictured for the diameter of around 100µm. Dilute
liquid, Dense liquid, Dilute solid and Dense solid of the falling particles were captured.
However, the magnification of the lens was not enough to present a clear image.
Polarization for a sample size of 1000 individual particles was analyzed using the
images obtained at a distance of 80, 200 and 750mm. It was found that, as the distance
increases more number of particles was seen to concentrate on the higher value of
polarization. This concludes that as the distance increases the ratio of ice particles to water
droplets increases. The phenomena of coalescence or sintering were also observed with the
images taken at the outlet of the heat exchanger. An increase of Sauter Mean Diameter
(SMD) was observed with the decrease in temperature. However, at temperatures -40ºC and
below, the SMD decreases and was found to vary only 5% compared to temperatures at
-60ºC and below.
A qualitative hardness of ice was measured with a Brinell hardness test. The
hardness was found to increase rapidly with decrease in ice temperature. However, at
temperatures -50ºC and below, the change of hardness was almost constant. The
measurements obtained were recalculated to compare with Moh’s standards. It was found
196

that, when converted to Moh’s hardness the values ranges between 1.5 and 3, which could
be comparable to the gypsum and calcite in the non-metallic table.
8.4 Numerical Modeling Study of Ice Particle Formation
For these studies a Computational Fluid Dynamic (CFD) package, CFX was used.
Inside the heat exchanger, temperature distributions at different planes, particle trajectories
of the ice particles, volume fractions of cryogenic nitrogen, ice particles and air, together
with Velocity Vectors of all phases were predicted. The temperature curves in the
simulations at various length intervals extrapolated the experimental results and gave an
insight into the temperature difference at those points. The major outcomes are:
• The increase in volume fraction of cryogenic nitrogen decreased the temperature of
ice particles at the outlet. The volume fraction of the Cryogenic nitrogen increases
to the distance of air inlet and decreases gradually until outlet. The increase in
volume fraction of nitrogen resulted in decrease in volume fraction of air, however,
the volume fraction of ice particles had little change throughout the length of the
heat exchanger.
• The impact of ice particles along the length of the wall increases with increase in
cryogenic nitrogen flow rate. This increase was prominently found at a distance
between 100 to 200mm.
• The velocity of ice particles at the wall decreased due to the upward movement of
air, whereas the velocity increased downwards along the central axis of the heat
exchanger.
• Assessment of time plot of temperature showed a reasonable agreement with the
experimental temperature curve. Predicted and measured temperature difference
between initial water temperature and stabilized ice particle temperature were
plotted to asses the best fit. Regression analysis show a good prediction with R-
197

square value calculated at 93%. The error versus frequency plot shows a ±8%
variation, with, high frequency concentrated on low % error and vice versa. Only a
qualitative assessment was made to compare the existence of different phase of
water-ice transitions. This revealed that as the distance increased the existence of
dilute and dense liquid phase decreased.
8.5 Numerical Modeling of Ice Transportation and Ice Jet
The outlet parameters of the heat exchanger were considered as the inlet parameters for the
transportation system. The temperature variation along the wall and central axis were
predicted with due consideration given for inter-phase heat and momentum transfer
between continuous and dispersed phase. It was found that the temperature of ice particle
increased with a gradual decrease in air temperature, whereas, the temperature of cryogenic
nitrogen regardless of its low temperature at the inlet increased rapidly due to its decrease
in density and specific heat capacity. The overall ice temperature along the wall was 5°C
higher than that along the central axis.
Preliminary predictions of the survival of ice particles inside the nozzle, where, high-
velocity, high-pressure fluid flows were done by turbulent flow equation solver. Two types
of analyses were done, one with the fluid considered as air and the other with the fluid
considered as water. With the high-pressure air considered, the ice particles at the exit had a
high survival rate with a temperature rise of 20to 25°C. With the high-pressure water
considered, there was an increase of 40°C to 60°C. Thereby the ice particles barely
survived at pressures beyond 150MPa.
Due to the high initial pressure difference between the inlets, a pressure drop near the side
pipe interface was observed. This phenomenon in practical case causes the ice particles to
be dragged into the nozzle. The velocity was found to increase inside the taper zone due to
the decrease in diameter.
198
8.6 Recommendations for follow up work
The research work carried out using experiments and numerical methods showed the
detailed analyses of thermal and physical behavior under different inlet parametric
conditions. The work consisted of design and development of a novel heat exchanger
system and the extent of ice particle production analyzed with the use of numerical model.
The reduction in the length of cryogenic nitrogen transfer tube would reduce the inlet
temperature at the heat exchanger, thereby decreasing the ice particle temperature at the
outlet. Optimization of the heat exchanger is needed to increase the ice production rate. One
of the techniques is to use more than one atomizer. Another method is to use an atomizer
capable of atomizing flow rates higher than the one used in this current study.
Only preliminary results into the predictions of ice jet were discussed. Although, this was
only given for the justification of the current study, the real geometry with the
encapsulation of mixing chamber would be needed to predict a realistic behavior of ice
survival at the exit of the nozzle.
A mathematical model into the formulation of rate of change of temperature, diameter and
volume fraction of the ice would be considered to give an expression of the work carried
out. The results from the present CFD calculations could then be used with the model
developed.
Though, the experimental work of the temperature measurements, visualization and
hardness test of ice were quantified, the research into the experimental study of the ice
transportation and ice jet nozzle was not carried out. These aspects, however, are important
for validating the predicted model with the experiments as well as for determining the
feasibility and readiness of technology into blasting, cleaning and cutting of brittle and
ductile materials. The use of ice jet experiments in cleaning would reveal the extent of
surface decontamination and cutting of brittle and ductile materials would reveal the depth
of cut. These are therefore recommended for future work.
199

References
[1] Momber, A. W., and Kovacevic, R., “Principles of Abrasive Waterjet Machining”,
Berlin, Heidelberg and New York, Springer-Verlag, 1998.
[2] Geskin, E. S., Shishkin, D. and Babets, K., “Application of Ice particles for
Precision Cleaning of Sensitive Surfaces”, 10th American Waterjet
Conference, Houston, Texas, 1999, Paper 22.
[3] Geskin, E. S., Shishkin, D. and Babets K., “Ice, Cryogenic and Polymer Added
Jets”, Chapter in the book Abrasive Waterjet, A View on Future; Italian
Institute of for Industrial Automation and Technology, Milan, 1999.
[4] Hisasue, et al., Inventor, “Apparatus for polishing an article with frozen particles”,
Mitsubishi Denki Kabushiki Kaisha (Tokyo, JP, assignee, United States
Patent: 5,283,989, Feb 8 1994.
[5] Settles, Gary S., Inventor, “Supersonic abrasive ice blasting apparatus”, The Penn
State Research Foundation (University Park, PA, assignee. U.S.A 5,785,581,
Jul 28 1998.
[6] Geskin, E. S., Goldenberg, B., Shishkin, D., Babets, K. and Petrenko, O., “Ice-
Based Decontamination of Sensitive Surfaces”, 15th International
conference on Jetting Technology, Ronneby, Sweden, 2000, Pages 219-228.
[7] Geskin, E. S., Tismenetskiy, L., and Bakhromi, E. Li F., “Investigation of Ice
Machining”, International Symposium on Electric Machining, April 1995.
[8] Bitting, H. C., “Precision cleaning using CO2 jet spray”, International Symposium
of Optics, Imaging and Instrumentation, Sandiego, CA., July 1994.
[9] Whitlock, W. H., “Dry Surface Cleaning with CO2 Snow”, 20th Annual Meeting of
the Fine Particle Society, Boston, MA, August 1989.
200

[10] Williford, J. F., “Spray Cleaning and Newer Approaches to Momentum Control”,
ALARA & Water Management CO2 Technology Workshop, Richland,
Washington, October 1993.
[11] Summers, D. A., Waterjetting Technology, London, New York, E & FN Spon,
1995.
[12] Tikhomirov, R. A., Babanin, V. F., Petukhov, E. N., Starikov, I. D. and Kovalev, V.
A., “High-Pressure Jet Cutting”, New York, ASME press, 1992.
[13] Hoogstrate, A. M. and Van Luttervelt, C. A., “Opportunities in Abrasive Water-Jet
Machining”, CIRP Annals, Volume 46, No. 2, 1997, Pages 697-714.
[14] Hashish, M., “The application of Abrasive Jets to Concrete Cutting”, 1982, Pages
447-463.
[15] Hashish, M., “Steel Cutting with Abrasive Water Jets”, Cranfield, England, BHRA,
1982b, 465-487.
[16] Yie, G. G., “Cutting Hard Rock with Abrasive Entrained Waterjet at Moderate
Pressures”, University of Missouri-Rolla, 1983, Pages 407-420.
[17] Considine, D. M., “Scientific Encyclopedia”, 8th Edition, New York, Van
Nostranand Reinhold, 1995.
[18] Kovacevic, R., Hashish, M., Mohan, R., Ramulu, M., Kim, T. J. and Geskin, E. S.,
“State of Art of Research and Development in Abrasive Water Jet
Machining”, Journal of Manufacturing Science & Engineering,
Transactions of the ASME, Volume 119, No. 4(B), November 1997, Pages
776-785.
[19] Shishkin, D. V., “Development of Ice Jet-Based Surface Processing Technology”,
New Jersey Institute of Technology, May 2002, c2002, PhD thesis.
201

[20] Liu, H. T., Fang, S., Hibbard, C. and Maloney, J., “Enhancement of Ultrahigh-
Pressure Technology with LN2 Cryogenic Jets”, 10th American Water Jet
Conference, Houston, Texas, 1999, Pages 297-313.
[21] Liu, H-T. and Butler, T., “A vanishing Abrasive Cryogenic Jet for Airframe
Depainting”, BHR Group 1998 Jetting Technology,1998, Pages 519-533.
[22] Hashish, M. and Dunsky, C. M., “The Formation of Cryogenic and Abrasive-
Cryogenic Jets”, 14th International conference on Jetting Technology,
Brugge, Belgium, Suffolk, UK, The Ipswich Book Company, 1998.
[23] Sherman, R. and Adams, P., “Carbon-di-oxide Snow Cleaning- The Next
Generation of Clean”, Precision cleaning Anaheim, CA, Witter Publishing
Company, 1996, Pages 280-303.
[24] Archibald, L. C., "Cryogenic Blasting Using Carbon Dioxide Media for the
Removal of Organic Coatings", Transactions of Institute of Metal Finishing,
Torquay, UK, 1991, Volume 69(4), Pages 128-132.
[25] Dunsky, C. M. and Hashish, M., “Feasibility Study of Machining with High-
Pressure Liquefied CO2 Jets”, Manufacturing Science and Engineering,
Volume 68(1), 1994, Pages 453-460.
[26] Elbing, F., Anagreh, N., Dorn, L. and Uhlmann, E., “Dry Ice Blasting As
Pretreatment of Aluminum Surfaces To Improve The Adhesive Strength of
Aluminum Bonding Joints”, International Journal of Adhesion and
Adhesives, Volume 23(1), 2003, Pages 69-79.
[27] Melvin, W. S. and Graham, J., Inventor, “Method to demilitarize extract, and
recover ammonium perchlorate from composite propellant using liquid
ammonia”, U.S. Patent 4854982, Oct 1993.
[28] Dunsky, C. M. and Hashish, M., “Cutting with High-Pressure CO2 Jets”, 12th
International Conference on Jet Cutting Technology, 1994, Pages 683-690.
202

[29] Simon, R., and Cooper, G., “Use of Cryogenic Fluids for Environmental Drilling in
Unconsolidated Formations”, Drilling Technology, 1994, Page 56.
[30] Roberts, R. L., Jones, A., Kupshus, P., Kussel, E., Mayaux, C., Mead, M. J., Obert,
W., Steed, C. A., Spath, F. and Wallender, B. A., “The Jet Cryogenic Supply
System.”, Advances in Cryogenic Engineering, Cambridge, MA, 1986,
Pages 595-606.
[31] Shane, Y., Qu, H.X. and Lee, A., “Economical Cryogenic Milling for
Environmentally Safe Manufacturing”, Society of Manufacturing Engineers,
Atlanta, Georgia, 1998, Pages 177-1 to 177-5.
[32] Paul, S. and Chattopadhyay, A. B., “Effects of Cryogenic Cooling by Liquid
Nitrogen Jet on Forces, Temperature and Surface Residual Stress in Griding
Steels”, Cryogenics, Volume 35, 1995, Pages 515-523.
[33] Hashish, M. and Miles, P., “Fine Powder Fabrication using High-Pressure Waterjets
and Cryogenic Jets”, 9th American Waterjet Conference, Dearbon,
Michigan, 1997, Pages 291-302.
[34] Melvin, W. S., Inventor, “Method to extract and recover nitramine oxidizers from
solid propellants using liquid ammonia”, U.S. Patent 5284995, Feb1994.
[35] Dunsky, C. M. and Hashish, M., “Observations on Cutting with Abrasive-
Cryogenic Jets”, Jetting Technology, 1996, Pages 679-690.
[36] Wolbach, C. D., Venkatesh, S. and Wander, J., “Current Status of Large Aircraft
Frame Paint Stripping Technologies”, Proceedings of the DOD/Industry
Aerospace Coatings Conference, Las Vegas, NV, May 1997.
[37] Lombari, R., “Ultra-High Pressure Non-Abrasive Polymer Jetting, A Production
Environment Implementation”, Proceedings of the 9th American Waterjet
Conference, Derborn, Michigan, August 1997, Pages 251-256.
203

[38] Shishkin, D. V., “Development of IceJet Machining Technology”, New Jersey
Institute of Technology, 1999 May, c1999, Masters thesis.
[39] Herb, B. and Visaisouk, S., “Ice Blast Technology for Precision Cleaning”,
Proceedings of Precision Cleaning, Anaheim, CA, 1996, Pages 172-179.
[40] Liu, B-L. and Liu, L-H. Wu., “Research on the Preparation of Ice Jet and its
Cleaning Parameters”, 14th International Conference on Jetting Technology,
1998, Pages 203-210.
[41] Niechcial, R., Inventor, “Ice blasting cleaning System” U.S. Patent 5820447, 1998.
[42] Babets, K. and Geskin, E., “Application of Fuzzy logic for modelling of the waterjet
paint stripping”, An International Journal of Machining Science and
Technology, Volume 4(1), May 2000, Pages 81-101.
[43] Szijcs, J., Inventor’ “A method for cleaning surfaces”, European patent 0509132B1,
1991.
[44] Tomoji, M., Inventor, “A precision cleaning method”, Japan 04078477, 1990.
[45] Harima, I., Inventor, “Ice Blasting Device and Manufacture of Ice Blasting Ice
Grain”, Japan 04360766-A, 1992.
[46] Vissisouk, S. and Vixaysouk, S., Inventor, “Particles Blasting Using Crystalline
Ice”, U.S.A 5367838, 1994.
[47] Hobbs, P., “Ice Physics”, Oxford, England, Clarendon Press, 1974.
[48] Fenggang, Li., Geskin, E. S. and Tismenetskiy, L., “Development of Icejet
Machining Technology”, BHR Group Jetting Technology, 1996, Pages 725-
734.
[49] Galecki, G. and Vickers, G. W., “The Development of Ice-Blasting for Surface
Cleaning”, 6th International Symposium on Jet Cutting Technology;
University of Surrey, UK, 1982.
204

[50] Tada, M., Takaaki, F. and Ohmori, T., Inventor, “Ice particle forming and blasting
device”, Mitsubishi Denki Kabushiki Kaisha (JP), assignee. United States
Patent: 4,974,375, 4 Dec 1990.
[51] Tada, Masuo et al, Inventors, “Processing method for semiconductor wafers”, Taiyo
Sanso Co., Ltd, assignees. 5,035,750 . 30 Jul 1991.
[52] Kamiya, N., Inventor, “Cleaning Method of Car Body”, U.S. Patent 687183.
[53] Nakaka, S. and Hirai, M., “Ice Water Blasting Method and its Installation”, Official
Bulletin on Patent Application, 1987, Pages 457-460.
[54] Tanaka, T., “Observation of Cloud, Rain and Snow”, Tokyo, Iwaski Press, 1986.
[55] Apple., Frederick, C., Jahn, K. and Shell, L., “Ice Blasting Flushes As It Scrubs”,
Nuclear Engineering International, Volume 38, No.469, 1993, Pages 44-45.
[56] Mitsubishi Material Co., “Long Life Waterjet Machine-Ice Particles from the
Waterjet Solidified by Liquid Nitrogen”, Mechanical Engineering, 1994,
Pages 64.
[57] Oguchi, T., “Using Ice to Blast off Curd”, Nuclear Engineering International,
Volume 34(414), January 1989,Pages 49-50.
[58] Ohmori, T., Fukumoto, T., Kato, T., Tada, M. and Kawaguchi, T., “Ultra Clean Ice
Scrubber Cleaning with Jetting Fine Ice Particles”, The Electrochemical
Society, Volume 90(9), 1990, Pages 182-191.
[59] Kawada, M. and Masumoto, T., "Jet Drilling Method Using Ice Abrasive Jet- Effect
of Water Droplet Diameter and Environment Temperature on Temperature
Changes of the Droplet in Still Cryogenic Fluids", Proceedings of 9th
annual meeting of WJTSJ, 1994, Pages 43-52.
205

[60] Truchot, P., Mellinger, P. and Ensam, R. D., “Development of Cryogenic WaterJet
Technique for Biomaterial Processing Applications”, 6th American Water
Jet Conference, Houston, Texas, 1991.
[61] Chukov, A. N., Mihaylov, A. V., Sladkov, V. Y., Brenner, V. A., Pushkarev, A. E.
and Golovin, K. A., “Water and ice technology for removing explosives
from unused ammunition”, 15th International Conference on Jetting
Technology, Ronneby, Sweden, Bury St Edmunds and London, UK,
Professional Engineering Publishing Limited, 2000.
[62] Honl, M., Rentzsch, R. and Hille, E., "Water Jetting Technology in Orthopedic
Surgery: Cutting Experiments on Bone and Bone Cement", Proceedings of
the 14th International conference on Jetting Technology, Belgium, 1998,
Pages 581-586.
[63] Hiroshi, K., Ryoji, K. and Keiji, H., “Numerical Simulations on Growth of Ice
Particles for Ice Abrasive Jets”, The 4th Pacific Rim International
Conference on Water Jet Technology, Shimizu, Japan, 1995, Pages 421-428.
[64] Ahmed, D. H., Chen, F. L., and Naser, J., “Numerical Simulation of Ice Jet and
Existence of Ice Particles”, Seventh International Conference on
Manufacturing & Management, Bangkok, Thailand, 2002, Pages 922-927.
[65] Frederick, D. and Greif, R., “A Method for the Solution of Heat Transfer Problems
with a Change of Phase”, Journal of Heat Transfer, Volume 107, 1985,
Pages 520-525.
[66] Kim, B. S., Shin, H. T., Lee, Y. P. and Jurng, J., “Study of Ice Slurry Production by
Water Spray”, International Journal of Refrigeration, Volume No. 24,
2001, Pages 176-184.
[67] Shin, H. T., Lee, Y. P. and Jurng, J., “Spherical-Shaped Ice Particle Production by
Spraying Water in Vacuum Chamber”, Applied Thermal Engineering,
Volume 20(5), 2000, Pages 439-454.
206

[68] Hindmarsh, J.P., Russell, A.B. and Chen, X.D., “Experimental and Numerical
Analysis of the Temperature Transition of a Suspended Freezing Water
Droplet”, International Journal of Heat and Mass Transfer, 2003, Volume
46, Pages 1199-1213.
[69] Ranz, W. E. and Marshall, W. R., Chemical Engineering Progress, 1952, Volume
48(3), Page 141.
[70] Yao, S. and Schroak, V., “Heat and Mass Transfer from Freely Falling Drops”,
Journal of Heat and Mass Transfer, Transactions of ASME, 1976, Volume
C 98(1), Pages 120-126.
[71] Liu, D. Y., Anders, K., and Frohn, A., “Drag Coefficients of Single Droplets
Moving in an Infinite Droplet Chain on the Axis of a Tube”, International
Journal of Multiphase Flow, Volume 14(2), 1988, Pages 217-232.
[72] Sommerfeld, M., “Modelling of particle-wall collisions in confined gas-particle
flows”, International Journal of Multiphase Flow, Volume 18, Issue 6,
November 1992, Pages 905-926.
[73] Waheed, M. A., Henschke, M. and Pfennig, A., “Mass Transfer by Free and Forced
Convection from Single Spherical Liquid Drops”, International Journal of
Heat and Mass Transfer, 2002, Volume 45, Pages 4507-4514.
[74] Rieber, M., Graf, F., Hase, M., Roth, N. and Weigand, B., “Numerical Simulations
of Moving Spherical and Strongly Deformed Droplets”, ILASS-Europe,
2000.
[75] Giangi, M., Stella, F. and Kowalewski, T. A., “Phase Change Problems with Free
Convection: Fixed Grid Numerical Simulation”, Computing and
Visualization in Science, Volume No. 2, 1999, Pages 123-130.
[76] Viswanath, R. and Jaluria, Y., “Numerical Simulation of Phase Change Problems in
Enclosures: A Comparison of Different Approaches. Heat Transfer in Phase
Change”, Transactions of ASME, 1992, Volume 205, Pages 55-62.
207

[77] Jurng, J., “Spray Formation Equipment for Ice-Slurry Production System”, MOST
Project Report, Korea Institute of Science and Technology, 1996.
[78] Rasmussen, R. M., Levizzani, V. and Pruppacher, H. R., “Wind Tunnel and
Theoretical Study of the Melting Behavior of Atmospheric Ice Particles. II.
A Theoretical Study for Frozen Drops of Radius Less Than 500
Micrometer”, Journal of Atmospheric Sciences, 1984, Volume 41(3), Pages
374-380.
[79] Satoh, I., Fushinobu, K. and Hashimoto, Y., “Freezing of a Water Droplet Due to
Evaporation-Heat Transfer Dominating the Evaporation- Freezing
Phenomena and the Effect of Boiling on Freezing Characteristics”,
International Journal of Refrigeration, Volume 25, 2002, Pages 226-234.
[80] Kang, Y.T., Nagano, T. and Kashiwagi, T., “Visualization of Bubble Behaviour and
Bubble Diameter Correlation for NH3-H2O Bubble Absorption“,
International Journal of Refrigeration, Volume 25, 2002, Pages 127-135.
[81] Hao, Y. L. and Tao, Y X., “Heat Transfer Characteristics of Melting Ice Spheres
Under Forced and Mixed Convection”, Journal of Heat Transfer, Volume
124, 2002, Pages 891-903.
[82] Gao, W., Smith, D. W. and Sego, D. C., “Freezing Behavior of Freely Suspended
Industrial Wastewater Droplets”, Cold Regions Science and Technology,
2000, Volume 31, Pages 13-26.
[83] Roth, N. and Frohn, A., “Size and Polarization Behavior of Optically Levitated
Frozen Water Droplets”, Atmospheric Environment, Volume 32(18), 1998,
Pages 3139-3143.
[84] Aoki, K., Sawada, M. and Akahori, M., “Freezing Due to Direct Contact Heat
Transfer Including Sublimation”, International Journal of Refrigeration,
Volume 25, 2002, Pages 235-242.
208

[85] Kucherov, A., “Sublimation and Vaporization of an Ice Aerosol Particle in the Form
of Thin Cylinder by Laser Radiation”, International Journal of Heat and
Mass Transfer, Volume 43, 2000, Pages 2793-2906.
[86] Ryzhkin, I. A. and Petrenko, V. F., “Physical Mechanisms Responsible for Ice
Adhesion”, Journal of Physical and Chemical Engineering B, Volume 101,
1997, Pages 6267-6270.
[87] Israelachvilli, J. N., “Intermolecular and Surface forces”, 2nd Edition, London,
Academic Press, 1991.
[88] Petrenko, V. F., “Study of the surface of ice, ice/solid and ice/liquid interfaces with
scanning force microscopy”, Journal of Physical Chemistry B, Volume 101,
Issue 32, 7 August 1997, Pages 6276-6281.
[89] Micheal, B., “Ice Mechanics”, Les Presses De L’ University of Laval, Quebeq,
1978.
[90] Yamamoto, K., Inventor, Sprayer, U.S. Patent 6155498, May 2000.
[91] Ganon-Calvo, A. and Ripoll, B. A., Inventor, “Liquid Atomization Process”, U.S.
Patent, Sep 19 2000.
[92] Holman, J. P., “Heat Transfer”, New York, Sydney, McGraw-Hill, 1997.
[93] Gaddis, E. S., Brain Spalding, D. and Taborek, J., “Heat Exchanger Design
Handbook”, New York, Hemisphere Publishing Corporation, 1988.
[94] Stephen Papell, S. and Saiyed, N. H., “Acquisition and Co-relation of Cryogenic
Nitrogen Mass Flow Data Through a Multiple Orifice Joule-Thomson
Device”, NASA Technical Memorandum, May 1990, 103-121.
[95] Schiller, L and Naumann, A, VDI Zeits. 1933, Volume 318, Pages 77.
[96] Hughmark, G. A., “Industrial Engineering and Chemical Process Design and
Development”, 1967, Volume 6, Page 218.
209

[97] Prakask, C., “Two Phase Model for Bunary Liquid-Solid Phase Change”,
Numerical Heat Transfer, Volume 15, 1998, Pages 171.
[98] Solver Manual, CFX-4.2, AEA Technology plc, 1997.
[99] Patankar Suhas, V., “Numerical Heat Transfer and Fluid Flow”, New York,
McGraw-Hill Book Company, 1980.
[100] Solver Manual, CFX-5.6, ANSYS Inc, 2003.
[101] Raw, M., “Robustness of Coupled Algebraic Multigrid for the Navier-Stokes
Equations”, 34th Aerospace and Sciences Meeting and Exhibit, 15-18
January, Reno, NV, 1996.
[102] Hutchinson, B. R. and Raithby, G. D., “A Multigrid Method Based on the Additive
Correction Strategy”, Numerical Heat Transfer, 1986, Volume 9, Pages 511-
537.
[103] Hart, J. T., Naser, J., “Numerical Modelling of Isothermal Burner Jets ”, Second
International Conference on CFD in the Minerals and Process Industries,
December 1999, Pages 135-140.
[104] Hoyland, K.V., Kjestveit, G., Heinonen, J., and Maattanen, M., “Loleif ridge
experiments at Marjanimi; The size and strength of the consolidated layer”,
Proceedings of the 15th International Symposium on ice, Gdansk, Poland,
2000, Pages 45-52.
[105] Perry, R. and Green, D., “Perry's Chemical Engineer's Handbook”, 7th Edition,
New York, McGraw-Hill, 1997.
[106] Gonzalez, J. E., “Gas-Droplet Flows”, Notes from Department of Mechanical
Engineering, University of Puerto Rico, Mayaguez, Pages 1-51.
210

Appendix A
Basic Definitions A1 Multiphase Flow
Multiphase flow is a flow in which more than one fluid is present [100]. In
general, the fluids consist of different chemical species, e.g. air-water. In some
applications, they may represent different thermodynamic phases of the same species,
e.g. steam-water. However, it is different from multi-component flow. A multi-
component fluid is assumed to consist of a mixture of chemical species which are mixed
at the molecular level. In that case, a single mean velocity and temperature fields can be
solved. Examples are gaseous mixtures, and solutes in liquids. The fluids in a
multiphase flow are assumed to be mixed at macroscopic length scales, much larger
than molecular. Examples are gas bubbles in liquid, liquid droplets in gas or another
immiscible liquid etc. In this case, it is necessary to solve for different velocity and
temperature fields etc. for each fluid. These may interact with each other by means of
interfacial forces and heat and mass transfer across the phase interfaces. For example, if
cold wet particles are injected into a fast flowing stream of hot air, the particles will be
accelerated by inter-phase drag, they will be heated up by heat transfer across the phase
boundary, and they will be dried by evaporation of water into water vapor at the phase
boundary [100].
An important concept in the analysis of multiphase flows is coupling. If the flow
of one phase affects the other while there is no reverse effect, the flow is said to be one-
way coupled. If there is mutual effect between the flows of both phases, then the flow is
said to be two-way coupled. Coupling can take place through mass, momentum and
energy transfer between phases. Mass coupling is the addition of mass through
evaporation or the removal of mass from the carrier stream by condensation.
Momentum coupling is the result of the drag force on the dispersed and continuous
phase. Momentum coupling can also occur with momentum addition or depletion due to
mass transfer. Energy coupling occurs through heat transfer between phases. Thermal
and kinetic energy can also be transported between phases owing to mass transfer.
211

A2 Dispersed Phase
The mechanics of a dispersed phase flow depends significantly on the average
distance between the dispersed phase elements [100]. This information is important to
determine if a particle can be treated as an isolated element. Figure A1 shows the ice
particle with diameter D and distance L between element centers. It can be shown that
the particle or droplet spacing is related to the volume fraction by the equation (A1),
31
6 ⎟⎟⎠
⎞⎜⎜⎝
⎛=
dDL
απ (A1)
where dα is the volume fraction of the dispersed phase.
Figure A1 Interparticle Spacing [106]
For most gas-particle and gas-droplet flows, droplets can be treated as isolated
droplets when the ratio of the center to center distance to the diameter, L/D, is larger
than 10. In this case, individual particles or droplets could be treated as isolated with
little influence of the neighboring elements on the drag or heat transfer [106].
A dilute dispersed phase flow is one in which the particle motion is controlled
by the fluid forces (drag and lift). A dense flow, on the other hand, is one in which the
particle motion is controlled by collisions. A qualitative estimate of the dilute or dense
nature of the flow can be made by comparing the ratio of momentum response of a
particle to the time of collisions. The flow is considered dilute if the average time
between particle-particle collisions is larger than the average time of momentum
response.
212

It is possible to have more than one dispersed phase in a continuous phase or
more than one continuous phase with a dispersed phase. While considering the flow of
cryogenic nitrogen, water/ice particles and air, a two and three phase heat transfer was
taken and are denoted by α, β and γ. This can however be simplified by solving two
phase at a time. The equations succeeding are given for α and β and can be replaced by
β and γ [101].
A3 Volume Fraction
Multiphase modeling employs the notion of interpenetrating continua. Although
phases are mixed at length scales much larger than molecular, they are also assumed to
be mixed at length scales smaller scales. Thus, each phase is assumed to be present in
each control volume, and assigned a volume fraction equal to the fraction of the control
volume occupied by that phase.
The Volume Fraction of the dispersed phase is defined as
VVd
d =α (A2)
Where Vd is the volume of the dispersed phase in the volume. Similarly, the volume
fraction of the continuous phase is
VVc
c =α (A3)
where Vc is the volume of the continuous phase. By definition, the sum of the volume
fractions must be unity.
A4 Control Volume of Single Droplet
In order to simplify the problem, the control volume of single droplets was first
established. Considering the thermal state of the droplet/particle to be a function of r
and z directions and using an Eulerian view point the momentum and energy diagrams
of the droplet/particle are shown in Figures A2 and A3
213

Figure A2 Control volume fo
Qconv
r
g→
z
D (t)
T (r, z)
u→
Figure A3 Control volume fo A5 Turbulent Mode
In the Ice Jet nozzle, ic
high Reynolds number, greate
Turbulence consists of fluctua
process, mainly because it is t
can have a significant effect o
the inertia forces in the fluid
characterized by a high Reyn
describe both laminar and tur
However, turbulent flows at r
r momentum balance of a falling drop [106].
mρ
du→
Control Volume
dvdTmh
))(( zrTThA ds −−=
Control Volume
D (t)
r energy balance of a falling drop [106].
ling in Multiphase Flow
e particles are accelerated by either air or water and have
r than 5000. Therefore the flow was considered turbulent.
tions in the flow field in time and space. It is a complex
hree dimensional, unsteady and consists of many scales. It
n the characteristics of the flow. Turbulence occurs when
become significant compared to viscous forces, and is
olds Number. In principle, the Navier-Stokes equations
bulent flows without the need for additional information.
ealistic Reynolds numbers span a large range of turbulent
214
length and time scales and would generally involve length scales much smaller than the
smallest finite volume mesh which can be practically used in numerical analysis.
A6 Coordinate System
There are two possible ways of employing the coordinate system, 1) Cartesian
coordinate system, 2) Cylindrical or polar coordinate system. Due to the cylindrical
form of the heat exchanger, transportation tube and Ice Jet focus tube, Cylindrical or
polar coordinate system of form θ, r, z was used [heat exchanger design], in which θ
stands for the angular position measured from an arbitrarily chosen plane enclosing the
axis, r stands for distance from symmetry axis (vertical axis) and z stands for distance
measured parallel to the axis from a plane lying normal to that axis. Figure A4
illustrates the coordinate system, with the axis placed vertically.
z
r
θ
Figure A4 Illustration of the θ, r and z polar coordinate system used for describing temperature, volume fractions and velocity fields [93].
It can be noted that in Section 5.5, for discretizing each finite volume, a Cartesian
coordinate system was used for differential equations.
215

Appendix B
Design Drawings B1 Cross Section of the Heat Exchanger
All dimensions are in mm
Part Number
Description
1 Air Inlet Chamber 2 Air Inlet 1 3 Air Inlet 2 4 Heat Exchanger 5 Connector for nitrogen
transfer tube (3-axis movement)
6 Transfer tube 7 Transfer tube holder 8 Ultrasonic Atomizer 9 Relief Valve 10 Heat Exchanger Stand
10
9 6
7
8
200
4
3
12
5
40
80
500
80
80
Figure B1 Cross-sectional view of the ice particle production unit 216

B2 Exploded View of Air Inlet System
F B
Air Inlet Chamber
I-Insert
II-Insert
Top Portion
igure B2 Exploded view of the air inlet system
3 Top Portion
217

F
igu
re B3 Front and top view of “Top Portion”218

B4 I-Insert
Figure B4 Front and top view of “I-Insert”
219

B5 II-Insert
F
igure B5
Front and top view of “II-Insert”220

B6 Air Supply Chamber
F
igure
B6 Front and top view of “Air Supply Chamber”221

Appendix C
Sample CFX Program This run of the CFX-5.6 Solver started at 10:0:4 on 28 Jan 2004 by user DShanmugam on IRIS-ABQHYMCMXX (intel_p3_winnt5.1) using the command: C:\CFX\CFX-5.6\bin\5.6\perllib\cfx5solve.pl -stdout-comms -batch -ccl– Using the CFX-5 Solver optimised for the winnt architecture from C:\CFX\CFX-5.6\bin\5.6\winnt\solver-pvm.exe. Setting up CFX-5 Solver run... +-------------------------------------------------------------------+ | | | CFX Command Language for Run | | | +-------------------------------------------------------------------+ LIBRARY: MATERIAL: Water at 25 C Option = Pure Substance Thermodynamic State = Liquid Long Name = Water (saturated liquid) at 25 C PROPERTIES: Option = General Fluid Molar Mass = 18.02 [kg kmol^-1] Density = 1000 [kg m^-3] Speed Of Sound = 1496 [m s^-1] Dynamic Viscosity = 9.4e-006 [kg m^-1 s^-1] Specific Heat Capacity = 4181.7 [J kg^-1 K^-1] Thermal Conductivity = 0.0193 [W m^-1 K^-1] Thermal Expansivity = 0.000257 [K^-1] Absorption Coefficient = 1 [m^-1] Scattering Coefficient = 0 [m^-1] Refractive Index = 1.0 [m m^-1] Reference Pressure = 1 [atm] Reference Temperature = 25 [C] Reference Specific Enthalpy = -1.58664e+007 [J kg^-1] Reference Specific Entropy = 3882.25 [J kg^-1 K^-1] Density Depends On = Temperature Maximum Absolute Pressure = 1e+007 [Pa] Maximum Temperature = 300 [K] Minimum Absolute Pressure = 1000 [Pa] Minimum Temperature = 100 [K] SPECIFIC HEAT CAPACITY: NASA Coefficient List = 2.67215, 0.00305629, -8.73026e-007, 1.201e-10, -6.39162e-015, -29899.2, 6.86282, 3.38684, 0.00347498, -6.3547e-006, 6.96858e-009, -2.50659e-012, -30208.1, 2.59023 Option = NASA Format Temperature Limit List = 300 [K] END END END
222

MATERIAL: nitrogen Option = Pure Substance Thermodynamic State = Gas PROPERTIES: Absorption Coefficient = 1 [m^-1] Density = 1.25 [kg m^-3] Density Depends On = Temperature Dynamic Viscosity = 1.77e-005 [kg m^-1 s^-1] Maximum Absolute Pressure = 1e+007 [Pa] Maximum Temperature = 300 [K] Minimum Absolute Pressure = 1000 [Pa] Minimum Temperature = 100 [K] Molar Mass = 28.01 [kg kmol^-1] Option = General Fluid Reference Pressure = 1 [atm] Reference Specific Enthalpy = -25896.4 [J kg^-1] Reference Specific Entropy = 6745.4 [J kg^-1 K^-1] Reference Temperature = 0 [C] Refractive Index = 1.0 [m m^-1] Scattering Coefficient = 0 [m^-1] Specific Heat Capacity = 1040 [J kg^-1 K^-1] Thermal Conductivity = 0.0259 [W m^-1 K^-1] Thermal Expansivity = 0.00366 [K^-1] END END END EXECUTION CONTROL: PARALLEL HOST LIBRARY: END PARTITIONER STEP CONTROL: Runtime Priority = Standard MEMORY CONTROL: Memory Allocation Factor = 1 END PARTITIONING TYPE: MeTiS Type = k-way Option = MeTiS Partition Size Rule = Automatic END END RUN DEFINITION: Definition File = icejet28.def Run Mode = Full END SOLVER STEP CONTROL: Runtime Priority = Standard EXECUTABLE SELECTION: Double Precision = Off Use 64 Bit = Off END MEMORY CONTROL: Memory Allocation Factor = 1 END PARALLEL ENVIRONMENT: Option = Serial Parallel Mode = PVM END END END
223

FLOW: SOLUTION UNITS: Angle Units = [rad] Length Units = [m] Mass Units = [kg] Solid Angle Units = [sr] Temperature Units = [K] Time Units = [s] END INITIALISATION: Option = Automatic INITIAL CONDITIONS: STATIC PRESSURE: Option = Automatic with Value Relative Pressure = 1 [atm] END END END EXPERT PARAMETERS: transient initialisation override = t END OUTPUT CONTROL: BACKUP RESULTS: Backup Results 1 Option = Selected Variables Output Variables List = Temperature END TRANSIENT RESULTS: Transient Results 1 Option = Minimal Output Boundary Flows = All Output Variable Operators = All Output Variables List = Temperature Time List = 0.01 [s] END TRANSIENT STATISTICS: Transient Statistics 1 Option = Minimum Output Variables List = Temperature END END SOLVER CONTROL: ADVECTION SCHEME: Option = High Resolution END CONVERGENCE CONTROL: Maximum Number of Coefficient Loops = 100 END CONVERGENCE CRITERIA: Residual Target = 0.0001 Residual Type = RMS END EQUATION CLASS: continuity ADVECTION SCHEME: Option = High Resolution END TRANSIENT SCHEME: Option = Second Order Backward Euler END END EQUATION CLASS: energy ADVECTION SCHEME: Option = Second Order Central Difference END
224

TRANSIENT SCHEME: Option = Second Order Backward Euler END END TRANSIENT SCHEME: Option = Second Order Backward Euler END END SIMULATION TYPE: Option = Transient INITIAL TIME: Option = Automatic with Value Time = 0.01 [s] END TIME DURATION: Option = Total Time Timesteps = 0.01 [s] Total Time = 2 [s] END END DOMAIN: water Coord Frame = Coord 0 Domain Type = Fluid Fluids List = Water, nitrogen Location = icejet1 BOUNDARY: Water Boundary Type = INLET Location = inlet2 BOUNDARY CONDITIONS: FLOW REGIME: Option = Subsonic END HEAT TRANSFER: Option = Fluid Dependent END MASS AND MOMENTUM: Option = Fluid Velocity END END FLUID : Water BOUNDARY CONDITIONS: HEAT TRANSFER: Option = Static Temperature Static Temperature = 288 [K] END VELOCITY: Normal Speed = 0.8 [m s^-1] Option = Normal Speed END VOLUME FRACTION: Option = Value Volume Fraction = 1.0 END END END BOUNDARY : nitrogen Boundary Type = INLET Location = inlet1 BOUNDARY CONDITIONS : FLOW REGIME : Option = Subsonic
225
END HEAT TRANSFER : Option = Fluid Dependent END MASS AND MOMENTUM : Option = Fluid Velocity END END FLUID: liquid nitrogen BOUNDARY CONDITIONS: HEAT TRANSFER: Option = Static Temperature Static Temperature = 173 [K] END VELOCITY: Normal Speed = 0.6 [m s^-1] Option = Normal Speed END VOLUME FRACTION: Option = Value Volume Fraction = 1.0 END END END END
BOUNDARY: out Boundary Type = OUTLET Location = outlet BOUNDARY CONDITIONS: FLOW REGIME: Option = Subsonic END MASS AND MOMENTUM: Option = Static Pressure Relative Pressure = 1e+005 [Pa] END END END BOUNDARY: water Default Boundary Type = WALL
Location = Solid 1.1,Solid 1.2,Solid 1.3,Solid 1.4,Solid 1.5,Solid 1.6
BOUNDARY CONDITIONS: HEAT TRANSFER: Option = Adiabatic END WALL INFLUENCE ON FLOW: Option = Free Slip END END WALL CONTACT MODEL: Option = Use Volume Fraction END END DOMAIN MODELS: BUOYANCY MODEL: Buoyancy Reference Density = 1000 [kg m^-3] Gravity X Component = 0 [m s^-2] Gravity Y Component = 0 [m s^-2] Gravity Z Component = 9.81 [m s^-2] Option = Buoyant
226

END DOMAIN MOTION: Option = Stationary END REFERENCE PRESSURE: Reference Pressure = 1e+05 [Pa] END END FLUID MODELS: COMBUSTION MODEL: Option = None END HEAT TRANSFER MODEL: Option = Thermal Energy END THERMAL RADIATION MODEL: Option = None END TURBULENCE MODEL: Homogeneous Model = On Option = Laminar END END FLUID PAIR: Water | liquid nitrogen INTERPHASE HEAT TRANSFER: Option = Two Resistance FLUID1 INTERPHASE HEAT TRANSFER: Option = Zero Resistance END FLUID2 INTERPHASE HEAT TRANSFER: Option = Ranz Marshall END END INTERPHASE TRANSFER MODEL: Option = Particle Model END MASS TRANSFER: Option = Phase Change PHASE CHANGE MODEL: Option = Thermal Phase Change Saturation Temperature = 273 [K] END END MOMENTUM TRANSFER: DRAG FORCE: Option = Schiller Naumann END END END FLUID: Water FLUID MODELS: FLUID BUOYANCY MODEL: Option = Density Difference END MORPHOLOGY: Mean Diameter = 120 [micron] Option = Dispersed Fluid END END END
227

FLUID: nitrogen FLUID MODELS: FLUID BUOYANCY MODEL: Option = Density Difference END MORPHOLOGY: Option = Continuous Fluid END END END MULTIPHASE MODELS: Homogeneous Model = Off FREE SURFACE MODEL: Option = None END END END END COMMAND FILE: Version = 5.6 Results Version = 5.6 END
228


















