
Development of an environmentally friendly LIB recycling ...
35
Development of an environmentally friendly LIB recycling process. By Bruce Musariri Supervisors: Prof. G. Akdogan and Prof. C. Dorfling 30 January 2019 © The content of this presentation is confidential.
Transcript of Development of an environmentally friendly LIB recycling ...
Development of an environmentally friendly LIB recycling process.By Bruce MusaririSupervisors: Prof. G. Akdogan and Prof. C. Dorfling 30 January 2019
© The content of this presentation is confidential.

Introduction: Background
2
• Lithium ion batteries widely used in electronic devices e.g cell-phones, laptops as well as in electric cars.

Background
• A lithium-ion battery consists of a cathode, an anode, organic binder, electrolyte and a separator.
• Anode - Cu foil coated with graphite.
• Cathode - Al foil coated with cathodic material.
• LiCoO2, LiNi1/3Mn1/3Co1/3O2 LiMn2O4 and LiNiO2 are some of the most common commercially used cathodic material.
• Polymeric Polyvinylidene floride (PVDF) binder used to aggregate cathodic active powder.

Background
• Expected rise in LIB waste in upcoming years.
• Recycling, landfilling and incineration are the most adequate methods of treating LIBs.
• Safe disposal in landfills expected to become problematic.
• In land fills heavy metals slowly leach into soil.
• Conversion of oxides to their metallic form during incineration.
• Recycling reduces pollution, and provides expensive raw materials such as Li and Co.
• Current commercial LIB recycling processes have environmental issues.
• Sustainable management of natural resources and environmental protection.
• More environmentally friendly leaching reagents for metal recovery from LIBs.
Objectives
• Evaluate the technical feasibility of using organic acids as leaching reagents for metal (Co, Li and Ni) recovery from LIB cathodic material, using citric and DL-malic acid as competitors.
• Select the more appropriate leaching reagent in terms of performance and cost and subsequently investigate the recovery metals from the leach solution using solvent extraction and/or selective precipitation.
• Propose a metal extraction process flowsheet based on the results from the leaching and metal extraction tests.

Experimental: Discharging and dismantling
• LIBs from scrap laptops were used.
• Batteries were discharged by immersion in 1 wt. % NaCl solution for 48 hours and air dried.
• Dismantled and separated into anodes, cathodes and plastic separators.
• Cu from the anode was recovered in its metallic form.

Experimental: Leaching of cathodes with NaOH
• Cathodes treated with 10 wt. % NaOH solution at 25 and S/L ratio of 1:10 for 2 hours.
• The aim was to selectively dissolve Al at the cathode and leave behind the cathodic material as a residue.
• After washing and filtration, residue was dried at 60 for 24 hours before being ground to a particle size less than 106 m.
• Sample was split into smaller quantities which were used for characterization and as feed to the leaching tests.

Experimental: Characterization
• Aqua regia digestion and ICP-OES analysis of the solution.
• X-ray Diffraction (XRD).
• Scanning Electron Microscopy (SEM)
Results: Characterisation – aqua regia
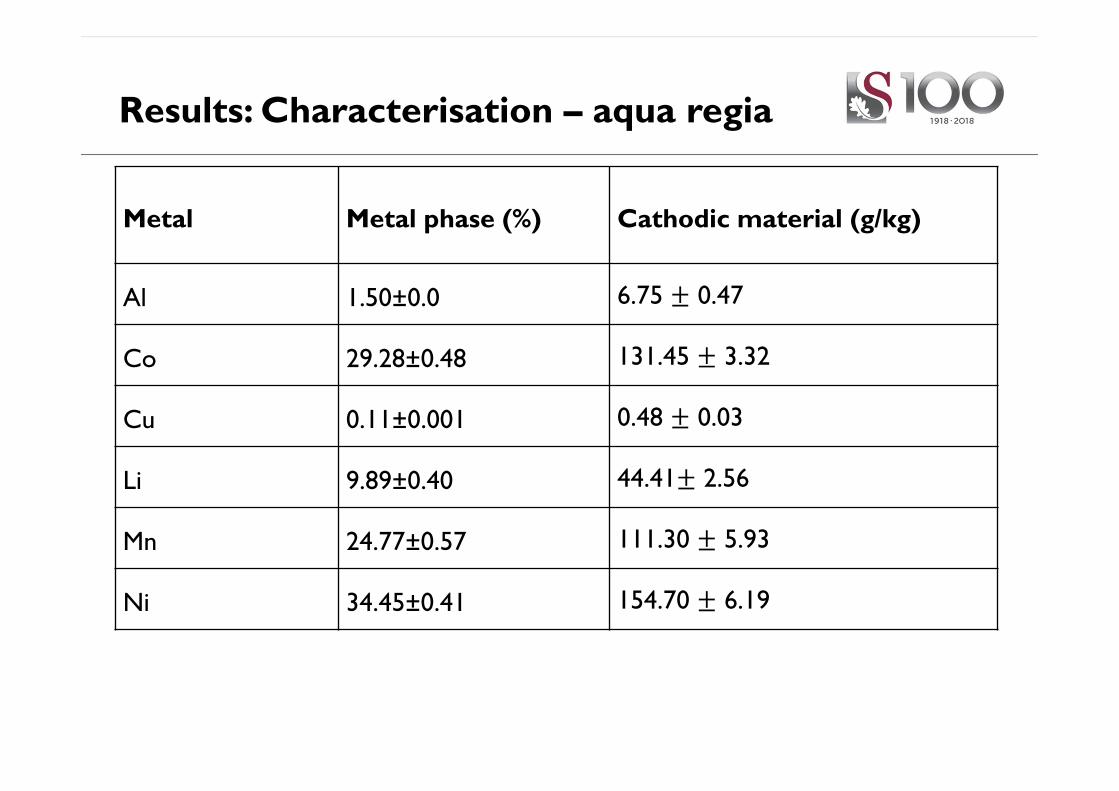
Metal Metal phase (%) Cathodic material (g/kg)
Al 1.50±0.0 6.75 0.47
Co 29.28±0.48 131.45 3.32
Cu 0.11±0.001 0.48 0.03
Li 9.89±0.40 44.41 2.56
Mn 24.77±0.57 111.30 5.93
Ni 34.45±0.41 154.70 6.19

Results: Characterisation - XRD analysis
Position [°2θ] (Cobalt (Co))10 20 30 40 50 60 70
Counts
0
20000
40000
60000
SU_Bruce Musariri_Cathodic Active Mareial from LIBSLithium Manganese Nickel Iron Oxide 37.82 %Lithium Nickel Manganese Cobalt Oxide (1/0.05/0.05/0.9/2) 31.46 %Graphite-2H 30.73 %
Peak List
Li1.2 Mn0.48 Fe0.16 Ni0.16 O2; C2/m
Co0.9 Li1 Mn0.05 Ni0.05 O2; R -3 m
Graphite-2H; C; P63/mmc

Results: Characterisation – EDS Quantitative Analysis
Wt. %
Test C O Na Al Mn Fe Co Ni Cu total
1 38.60 26.48 0 1.04 8.41 0 13.71 11.76 0 100
2 38.1 27.4 0 1.13 8.66 0 12.27 12.44 0 100
3 40.47 28.85 0 1 7.73 0 10.95 11 0 100
4 39.24 27.54 0.36 1.12 8.06 0 11.97 11.71 0 100
5 38.91 27.03 0 1.04 8.09 0 12.71 11.78 0.44 100
Average 39.06 27.46 0.07 1.066 8.19 0 12.32 11.73 0.088 100

Results: Effect of H2O2 addition
0
20
40
60
80
100
0 20 40 60 80 100 120
Extractio
n (%)
Time (mins)
Citric acid
0
20
40
60
80
100
0 20 40 60 80 100 120
Extractio
n (%)
Time (mins)
DL‐malic acid
• Effect of H2O2 addition on Co leaching with 1M citric and DL-malic acid at 20 g/L pulp density, with 30 and 80 temperature levels.
• For both acids, the inclusion of H2O2 results in faster leaching kinetics, at both high and low temperature.

Results: The role of H2O2
• There is a strong ionic bond between Co3+ and oxygen in LiNi0.05Mn0.05Co0.9O2
and its dissolution involves the reduction of Co3+ in the solid state to the more soluble Co2+.
• H2O2 acts as a reductant and reduces Co3+ to Co2+ according to the half reactions represented by Equations 1 and 2 (Skoog et al., 2013)
• H O 2H 2e ↔ 2H O E 1.78V [1]
• Co e ↔ Co E 1.80V [2]
• Equation 1 shows H2O2 acting as a reductant in an acid solution.
• Equation 2 represents the reaction for the reduction of Co3+ to Co2+.
• This breaks the Co and oxygen bond in the oxide phase, resulting in the dissolution process progressing faster.
Experimental: Full factorial experimental design for acid leaching tests
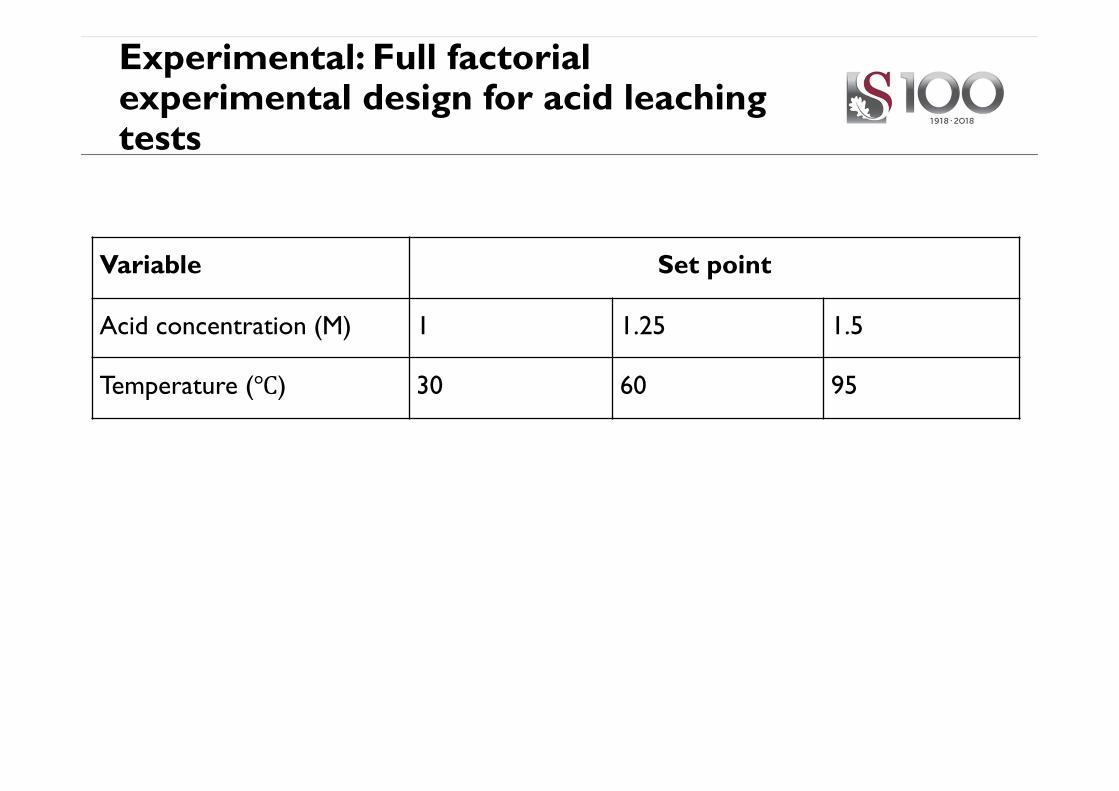
Variable Set point
Acid concentration (M) 1 1.25 1.5
Temperature ( ) 30 60 95

Experimental: Parameters kept constant during acid leaching tests
Parameter Set point
H2O2 concentration 2% v/v
Pulp density 20g/L
Leaching time 120 mins
Agitation speed 750 rpm

Results: Citric acid leaching - Co
0
20
40
60
80
100
0 20 40 60 80 100 120
Co extraction (%)
Time (mins)
1M
0
20
40
60
80
100
0 20 40 60 80 100 120 140
Co extraction %
Time (mins)
1.25M
0
20
40
60
80
100
0 20 40 60 80 100 120 140
Co extraction %
Time (mins)
1.5M

Results: Citric acid leaching - Co
0
20
40
60
80
100
0 20 40 60 80 100 120
Co extraction (%)
Time (mins)
30
0
20
40
60
80
100
0 20 40 60 80 100 120
Co extraction (%)
Time (mins)
60
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (Mins)
95

Results: DL-malic acid leaching - Co
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (mins)
1M
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (mins)
1.25M
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (mins)
1.5M

Results: DL-malic acid leaching - Co
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (mins)
30
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (mins)
60
0
20
40
60
80
100
0 20 40 60 80 100 120
Co Extraction (%)
Time (mins)
95

Results: Selection of lixiviant
• Leaching performance of the two acid are similar, and industrial grade DL-malic acid costs more than twice as much as citric acid.
• Citric acid selected as the more suitable leaching reagent since it is cheaper and it was used in subsequent tests.
• A bulk stock pregnant leach solution was prepared by leaching cathodic material under optimum conditions using citric acid; it was then used for the solvent extraction tests.

Experimental: Full factorial experimental design for solvent extraction tests
Variable Levels
D2EHPA (% v/v) 10 20
pH 2.5 3 3.5
O/A ratio 1 2 3 4 5
• Aim was to find suitable conditions for the separation of Al and Mn from the rest of the metals in solution.

Experimental: Parameters kept constant during solvent extraction tests
Parameter Set point
Temperature Room tmperature
Agitation time 15 mins

Results: Extraction with 10% v/v D2EHPA
0
20
40
60
80
100
0 1 2 3 4 5
Extractio
n (%)
O/A
pH 2.5
0
20
40
60
80
100
0 1 2 3 4 5
Extractio
n (%)
O/A
pH 3
0
20
40
60
80
100
0 1 2 3 4 5
Extractio
n (%)
O/A
pH 3.5

Results: Extraction with 20% v/v D2EHPA
0
20
40
60
80
100
0 1 2 3 4 5
Extractio
(%)
O/A
pH 2.5
0
20
40
60
80
100
0 1 2 3 4 5
Extractio
n (%)
O/A
pH 3
0
20
40
60
80
100
0 1 2 3 4 5
Extractio
n (%)
O/A
pH 3.5

Experimental: key notes from SX tests
• There is higher metal extraction when there is more extractant in the system (either due higher O/A ratio or due to higher % extractant in the organic phase).
• Increase in metal extraction with increase pH.• Co, Li and Ni co-extraction also increased when the amount of extractant in
the system and pH were increased.• Conditions that give reasonably high Al and Mn extraction with minimal Co, Li
and Ni co-extraction were required.• 10% v/v D2EHPA at pH 2.5 and O/A ratio 5 selected as suitable conditions,
with 47% Al and 94% Mn extraction with 6% Co, 8% Li and 3% Ni co-extraction in one stage.
• To achieve complete Mn extraction multi-stage extraction was considered.

Results: McCabe -Thiele
• Two stages required for over 99% Mn extraction with 10% v/v D2EHPA at pH 2.5 and O/A ratio 5.
• Verified experimentally and 89% Al, 13% Co, 17% Li, 99% Mn and 6% Ni were extracted in two stages

Experimental: Chemical precipitation
• A bulk stock solution was prepared by extracting Mn and Al from the PLS, using optimum conditions from the solvent extraction tests and it was used in chemical precipitation tests
• Initial precipitation tests were carried out to precipitate metals from solution as phosphates, using mono sodium phosphate as a precipitating agent.
• The aim of the tests was to investigate the effect of temperature on the solubility of Al, Co, Li, Mn and Ni phosphates.
• Precipitation tests were carried out at temperature levels of 50 , 60 , 70and 80 .

Results: initial phosphate precipitation tests
0
10
20
30
40
50
60
70
80
90
100
AlCo
CuLi
MnNi
Extractio
n [%
]
50 60 70 80
Experimental: Flowsheet development
• Based on the results of the solvent extraction and precipitation tests, flowsheets with different orders of metal separation were proposed.
• The proposed orders of separation were experimentally investigated and five scenarios were considered based on the results.
• A mass balance was performed for each scenario, using recoveries from the experiments that had been carried out.
• Recoveries and product compositions from each stream were calculated for all scenarios.
• The best flowsheet selected based on mass balances.

Experimental: Scenarios for metal extraction
PLSPhosphate precipitation at
80
PLSPhosphate precipitation
at 50Al, Co, Mn, Ni
Phosphate precipitation at 80
Li
PLS Mn and Al extraction with D2EHPA
Phosphate precipitation at 80Co, Li, Ni
PLS
PLS
Mn and Al extraction with D2EHPA
Phosphate precipitation at 50
Co, Ni
Phosphate precipitation at 80
Li
Mn and Al extraction with D2EHPA
Carbonate precipitation
Co, Ni
Phosphate precipitation at 80
Li
1
2
3
4
5

Results: Valuable product stream compositions
Scenario Product
description
Al Co Cu Li Mn Ni
1 Al, Co, Li, Mn,
Ni phosphate
(wt. %)
1.06 29.38 0.04 7.47 25.19 36.87
2 Al, Co, Mn,
Ni
phosphates
(wt. %)
1.53 31.59 0.07 0.33 26.94 39.54
Li phosphate
(wt. %)
0.31 10.39 0.21 76.15 6.17 6.75
3 Mn solution
(mg/L)
0.05 3.71 0.02 1.83 80.01 0.64
Co, Li, Ni
phosphates
(wt. %)
0.22 38.42 0.11 9.54 0.17 51.54

Results: Valuable product stream compositions
Scenario Product
description
Al Co Cu Li Mn Ni
4 Mn solution
(mg/L)
0.05 3.71 0.02 1.83 80.01 0.64
Co, Ni
phosphates
(wt. %)
0.24 42.07 0.11 0.51 0.18 56.87
Li phosphate
(wt. %)
0.01 6.29 0.29 88.98 0.02 4.42
5 Mn solution
(mg/L)
0.05 3.71 0.02 1.83 80.01 0.64
Co, Ni
phosphates
(wt. %)
0.31 34.11 0.01 0.28 0.25 65.04
Li phosphate
(wt. %)
0.10 44.17 0.32 20.80 0.07 34.54

Conclusions
• Organic acids are effective leaching reagents for metal recovery from LIB cathodic material yielding over 95% metal recoveries.
• 95% Co, 96% Li and 99% Ni recoveries at conditions: 1.5M citric acid, 2% v/v H O , 95 and 20 g/L pulp density.
• 98% Co, 96% Li and 99% Ni recoveries at conditions: 1M DL-malic acid, 2% v/v H O , 95 and 20 g/L pulp density.
• Leaching performances of citric and DL-malic acid are quite comparable, but citric acid is a cheaper reagent, which makes it more suitable for this process.
• Metals recovery from LIB citrate leach solutions is possible, by first extracting Al and Mn with D2EHPA, followed by phosphate precipitation at 50 [Co 42%, Ni 57%] and subsequent phosphate precipitation at 80 [89% pure Li].

1M Citric acid
1. Feed/Cathodic active material
Reductive leaching: 95 Degrees Celsius, 20 g/L pulp density, 750 rpm,
30 mins
2% v/v Hydrogen peroxide
Filtration 2. Tailings
Solvent extraction: pH 2.5, O/A ratio 5, room temperature, 300 rpm,
5 mins
10% v/v D2EHPA,10M NaOH
Stripping: O/A ratio 3, room temperature, 300 rpm,5 mins
0.5M Sulphuric acid
4. Stripped D2EHPA
Phosphate precipitation: pH 13‐14, 50 Degrees Celsius, 250
rpm, 120 mins
5. Co, Ni phosphates
0.5M Mono‐sodium phosphate, 10M
NaOH
Phosphate precipitation: pH 13‐14, 80 Degrees Celsius, 250
rpm, 120 mins
0.5M Mono‐sodium phosphate, 10M
NaOH
7. Effluent6. Li phosphate
3. Mn solution
Filtration
Filtration

Acknowledgements
• DST‐CSIR Waste Road Map Program• The technical and administrative staff at the Department of
Process Engineering, Stellenbosch University


















