Detection of control loop interactions and prioritization of control loop maintenance
9
Detection of control loop interactions and prioritization of control loop maintenance Anisur Rahman, M.A.A. Shoukat Choudhury Department of Chemical Engineering, Bangladesh University of Engineering and Technology, Dhaka-1000, Bangladesh article info Article history: Received 6 October 2010 Accepted 4 March 2011 Available online 31 March 2011 Keywords: Loop interaction Canonical correlation IAE ISE Loop ranking abstract Chemical processes with multiloop control configurations have significant amount of control loop interactions due to tight mass and heat integration. Change in set point and/or controller parameters of one control loop may affect the variables of other loops. The presence of loop interactions in a process plant can cause significant quality and production losses of the plant. It is challenging to measure the degree of interaction between control loops and rank the loops according to the extent of interactions. This paper presents two data driven techniques to quantify control loop interactions and rank the loops according to their importance. In the first approach, a novel method based on canonical correlation analysis has been developed to calculate interaction among the loops and then normalization is done with respect to the maximum canonical correlation to determine the rank of the loops. In another approach, two indices have been developed using integral of absolute or squared error criteria to quantify loop interaction and determine rank of the loops. Both methods require step test data of the plant. Simulation and experimental results show the validity and efficacy of the proposed methods. & 2011 Elsevier Ltd. All rights reserved. 1. Introduction The presence of loop interactions in a multiloop control configuration can cause several undesirable effects in chemical processes. Chemical processes may become unstable and show oscillatory responses due to the presence of significant loop interactions. Detection of the degree of interactions among the loops and finding the most interacting loop is a challenging task, because in a chemical process there are hundreds of automatic control loops connected in a MIMO control configuration. In recent times plant engineers or operators are overloaded and each of them needs to look after a couple of hundred of control loops. It is often difficult for them to start the maintenance work of the loops because they do not know where to start or which loops are more important than others from operational point of view. Therefore, it is important to have some diagnostic measures to rank the loops according to their relative importance. This can be done in many possible ways such as ranking the loops according to the standard deviation of the error signals, key performance indicators, economic indicators, oscillation index and interaction index. This paper presents two methods to rank the loops according to their interaction index. Over the past few decades, several researchers presented different methods to determine the degree of loop interactions and prioritize the loops according to their importance from the interaction point of view. Bristol (1966) proposed a novel method in 1966 to determine control loop interaction using relative gain array (RGA) and recommended a method for best pairing of manipulated and controlled variables using steady state informa- tion of the process. Dynamic relative gain array is used in Witcher and McAvoy (1977) for dynamic interaction analysis of a process. Tung and Edgar (1981) proposed a method to determine dynamic interaction using open loop response of the process. Gagnepain and Seborg (1982) also used open loop response of the process expressing each transfer function as a first order plus time delay model. Shimizu and Matsubara (1985) calculated the loop inter- action using singular perturbation technique. Hwang (1995) and Zhu, Lee, and Edgar (1997) used steady state information of the process to determine control loop interaction. Meeuse and Huesman (2002) proposed a graphical method which determines the loop interaction by considering the dynamic information of the process. Lee and Edgar (2004) analyzed loop interaction using sensitivity and complementary sensitivity functions. Vilanova (2008) used dynamic information of the process to measure loop interaction. Since exact process models are almost never known, the model based interaction detection methods find limited applications. Data based interaction detection technique appeared in Rossi, Tangirala, Shah, and Scali (2006), Farenzena and Trierweiler Contents lists available at ScienceDirect journal homepage: www.elsevier.com/locate/conengprac Control Engineering Practice 0967-0661/$ - see front matter & 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.conengprac.2011.03.007 Corresponding author. E-mail address: [email protected] (M.A.A. Shoukat Choudhury). Control Engineering Practice 19 (2011) 723–731
-
Upload
anisur-rahman -
Category
Documents
-
view
221 -
download
1
Transcript of Detection of control loop interactions and prioritization of control loop maintenance

Control Engineering Practice 19 (2011) 723–731
Contents lists available at ScienceDirect
Control Engineering Practice
0967-06
doi:10.1
� Corr
E-m
journal homepage: www.elsevier.com/locate/conengprac
Detection of control loop interactions and prioritization of controlloop maintenance
Anisur Rahman, M.A.A. Shoukat Choudhury �
Department of Chemical Engineering, Bangladesh University of Engineering and Technology, Dhaka-1000, Bangladesh
a r t i c l e i n f o
Article history:
Received 6 October 2010
Accepted 4 March 2011Available online 31 March 2011
Keywords:
Loop interaction
Canonical correlation
IAE
ISE
Loop ranking
61/$ - see front matter & 2011 Elsevier Ltd. A
016/j.conengprac.2011.03.007
esponding author.
ail address: [email protected] (M.A.A. S
a b s t r a c t
Chemical processes with multiloop control configurations have significant amount of control loop
interactions due to tight mass and heat integration. Change in set point and/or controller parameters of
one control loop may affect the variables of other loops. The presence of loop interactions in a process
plant can cause significant quality and production losses of the plant. It is challenging to measure the
degree of interaction between control loops and rank the loops according to the extent of interactions.
This paper presents two data driven techniques to quantify control loop interactions and rank the loops
according to their importance. In the first approach, a novel method based on canonical correlation
analysis has been developed to calculate interaction among the loops and then normalization is done
with respect to the maximum canonical correlation to determine the rank of the loops. In another
approach, two indices have been developed using integral of absolute or squared error criteria to
quantify loop interaction and determine rank of the loops. Both methods require step test data of the
plant. Simulation and experimental results show the validity and efficacy of the proposed methods.
& 2011 Elsevier Ltd. All rights reserved.
1. Introduction
The presence of loop interactions in a multiloop controlconfiguration can cause several undesirable effects in chemicalprocesses. Chemical processes may become unstable and showoscillatory responses due to the presence of significant loopinteractions. Detection of the degree of interactions among theloops and finding the most interacting loop is a challenging task,because in a chemical process there are hundreds of automaticcontrol loops connected in a MIMO control configuration. Inrecent times plant engineers or operators are overloaded andeach of them needs to look after a couple of hundred of controlloops. It is often difficult for them to start the maintenance workof the loops because they do not know where to start or whichloops are more important than others from operational point ofview. Therefore, it is important to have some diagnostic measuresto rank the loops according to their relative importance. This canbe done in many possible ways such as ranking the loopsaccording to the standard deviation of the error signals, keyperformance indicators, economic indicators, oscillation indexand interaction index. This paper presents two methods to rankthe loops according to their interaction index.
ll rights reserved.
houkat Choudhury).
Over the past few decades, several researchers presenteddifferent methods to determine the degree of loop interactionsand prioritize the loops according to their importance from theinteraction point of view. Bristol (1966) proposed a novel methodin 1966 to determine control loop interaction using relative gainarray (RGA) and recommended a method for best pairing ofmanipulated and controlled variables using steady state informa-tion of the process. Dynamic relative gain array is used in Witcherand McAvoy (1977) for dynamic interaction analysis of a process.Tung and Edgar (1981) proposed a method to determine dynamicinteraction using open loop response of the process. Gagnepainand Seborg (1982) also used open loop response of the processexpressing each transfer function as a first order plus time delaymodel. Shimizu and Matsubara (1985) calculated the loop inter-action using singular perturbation technique. Hwang (1995) andZhu, Lee, and Edgar (1997) used steady state information of theprocess to determine control loop interaction. Meeuse andHuesman (2002) proposed a graphical method which determinesthe loop interaction by considering the dynamic information ofthe process. Lee and Edgar (2004) analyzed loop interaction usingsensitivity and complementary sensitivity functions. Vilanova(2008) used dynamic information of the process to measure loopinteraction.
Since exact process models are almost never known, the modelbased interaction detection methods find limited applications.Data based interaction detection technique appeared in Rossi,Tangirala, Shah, and Scali (2006), Farenzena and Trierweiler

A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731724
(2009), Farenzena, Trierweiler, and Shah (2009). These methodsrequire either step change or routine operating data of theprocess. Rossi et al. (2006) used plant set point change data todetermine loop interaction. Farenzena and Trierweiler (2009)presented a new tool to determine loop interaction using partialcorrelation function and rank the loops according to their impor-tance using the PageRank technique. Farenzena et al. (2009)calculated loop interaction by using the variability informationof the controlled variables.
Simple statistical signal processing methods such as datacorrelation and integration of the absolute or squared data isused to find techniques for determination of control loop inter-action. Different correlation methods such as partial correlationand cross correlation have been used for interaction detection. Anauto-correlation value of 1 represents the data is correlated withitself. The cross-correlation value close to one for two variablesindicates that they are highly correlated. Another statisticaltechnique called canonical correlation can be used to quantifyrelation between multidimensional variables. On the other hand,if a variable in one control loop is highly disturbed by change inanother control loop then that variable will have high value ofintegral of absolute error (IAE) or integral of squared error (ISE).
This paper proposes two new methods that can determinecontrol loop interaction effectively and can also rank the loopsaccording to their importance. One method is based on canonicalcorrelation analysis and the other method is based on IAE or ISE.Both methods are data-driven and do not require explicit identi-fication of process models. Only closed loop step test data sufficesthe calculation of interaction indices.
The paper is organized as follows. Section 2 describes aboutcanonical correlation analysis. Section 3 describes the analysisusing IAE or ISE. Application of the techniques to simulated andexperimental data are presented in Sections 4 and 5 respectively.The paper ends with the concluding remarks in Section 6.
2. Interaction analysis using canonical correlation
2.1. Canonical correlation
Among the different correlation, canonical correlation analysis(CCA) is a way of measuring the linear relationship betweentwo multidimensional variables (Hotelling, 1936; McKeon, 1964;Morrison, 1967). A multidimensional variable is a matrix contain-ing m observations and n columns (variables), where nZ2. Forexample, if there are four variables such as y1, y2, y3 and y4 eachhaving 5000 data samples, then a multidimensional variable, y,can be formed so that y has the dimension of 5000�4. Thecanonical correlation finds two bases, one for each variable, thatare optimal with respect to correlations and, at the same time, itfinds the corresponding correlations. In other words, it finds thetwo bases in which the correlation matrix between the variablesis diagonal and the correlations on the diagonal are maximized.The dimensionality of these new bases is equal to or less than thesmallest dimensionality of the two variables. An importantproperty of canonical correlations is that they are invariant withrespect to affine transformations of the variables. This is the mostimportant difference between CCA and ordinary correlationanalysis (Weenink, 2003; Muller, 1982).
In canonical correlation analysis the correlations betweenobjects that are to be maximized are represented with two datasets. Let these data sets be Ax and Ay, of dimensions m�n andm� p, respectively. Sometimes the data in Ay and Ax (where theyare mean corrected) are called the dependent and independentdata, respectively. The maximum number of correlations that canbe found is then equal to the minimum of the column dimensions
n and p. Let the directions of optimal correlations for the Ax andAy data sets be given by the vectors x and y, respectively. Whenthe data are projected on these direction vectors, two new vectorszx and zy is obtained and is defined as
zx ¼Axx ð1Þ
zy ¼Ayy ð2Þ
The variables zy and zx are called the scores or the canonicalvariates. The correlation between the scores zy and zx is thengiven by (Montgomery & Runger, 2003)
q¼z0y � zxffiffiffiffiffiffiffiffiffiffiffiffiffi
z0y � zyp ffiffiffiffiffiffiffiffiffiffiffiffiffi
z0x � zxp ð3Þ
Now the problem is to find the directions y and x that maximizeEq. (3) above. It should be noted that q is not affected by arescaling of zy or zx, i.e., a multiplication of zy by the scalar a doesnot change the value of r in Eq. (3). Since the choice of rescaling isarbitrary, therefore Eq. (3) is maximized subject to the constraints
z0x � zx ¼ x0A0xAxx¼ x0Rxxx¼ 1 ð4Þ
z0y � zy ¼ y0A0yAyy¼ y0Ryyy¼ 1 ð5Þ
Here, Ryy ¼A0yAy and Rxx ¼ A0xAx, where the R’s are covariancematrices. When Ryx is also substituted by A0yAx, the maximizationproblem along with the two constraints above can be written inLagrangian form:
Lðqx,qy ,x,yÞ ¼ y0Ryxx�rx
2ðx0Rxxx�1Þ�
ry
2ðy0Ryyy�1Þ ð6Þ
Eq. (6) can be solved by first taking derivatives with respect to yand x:
@L
@x¼Rxyy�rxRxxx¼ 0 ð7Þ
@L
@y¼Ryxx�ryRyyy¼ 0 ð8Þ
Now subtracting x0 times the first equation from y0 times thesecond gives
0¼ y0Ryxx�ryy0Ryyy�x0Rxyyþrxx0Rxxx¼ rxx0Rxxx�ryy0Ryyy
ð9Þ
Together with the constraints of Eqs. (4) and (5) it can beconcluded that qx ¼ qy ¼ q. When Rxx is invertible Eq. (7) canbe written as
x¼R�1
xx Rxyy
r ð10Þ
Substitution in Eq. (8) gives
ðRyxR�1xx Rxy�q2RyyÞy¼ 0 ð11Þ
In an analogous way the equation for the vectors x can also bewritten as
ðRxyR�1yy Ryx�q2RxxÞx¼ 0 ð12Þ
Because the matrices Rxy and Ryx are each other’s transpose thecanonical correlation analysis can be written as follows:
ðR0xyR�1xx Rxy�q2RyyÞy¼ 0 ð13Þ
ðRxyR�1yy R0xy�q2RxxÞx¼ 0 ð14Þ
Eqs. (13) and (14) are known as generalized eigenvalue–eigen-vector problems. The solution of these equations gives the valueof canonical correlation.

A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731 725
2.2. Analysis using canonical correlation
First the data of the plant is collected corresponding todifferent set point change of the loops. These types of industrialdata are highly correlated among themselves because of the plantconnectivity. So, use of different correlation analyses will indicatethe degree of interaction between the loops. Canonical correlationis used here to measure the possible interaction among the loops.Set point changes have made in different control loops and thecorresponding process variable data are collected for all the loops.
With the set point change in loop-i of a process the processvariable data of other (n�1) loops along with loop-i can becollected. The canonical correlation value (CCV) among theseprocess variables is calculated. The MatLab command used tocalculate CCV is given below
½p q r� ¼ canoncorrðPV i,½PV j PV jþ1 . . .�Þ ð15Þ
where PVi is the process variable of loop-i, j¼1 to n, for ja i, p andq are the canonical weights and r is the corresponding canonicalcoefficient among the process variables for set point change inloop-i. These will results as a single value of r. Similarly, set pointchange data of other (n�1) loops will result in (n�1) morecanonical correlation values. So, there will be a total of n
canonical correlation values and a canonical correlation vector (V)can be formed using these n values. The higher the value of CCV,the higher the interaction.
The next task is to rank the loops according to their impor-tance. This can be performed by dividing each element of thecanonical correlation vector by the maximum element of thatvector using the equation below
LIICi ¼CCV i
max CCV� 100 ð16Þ
The rank of the loops ranges from 0 to 100%. The loop with a rankof 100% indicates the loop with maximum interaction.
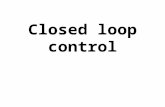
Fig. 1. Response of the process with set point change in control loop-1.
3. Interaction analysis using IAE or ISE
In a typical feedback control loop, the control error is thedifference between the set point and the process variable. Thetype of controller and the value of controller parameters aregenerally selected in such a way as to minimize the IAE or ISE ofthe system responses. IAE and ISE are defined as
IAE¼
Z 10jeðtÞj dt ð17Þ
ISE¼
Z 10
e2ðtÞ dt ð18Þ
where, eðtÞ ¼ yspðtÞ�yðtÞ, is the error at any time, t.
3.1. Analysis using IAE or ISE
For IAE or ISE techniques the error signal of the control loops isrequired. Change in any parameter of one control loop willincrease the IAE or ISE of another loop if there is an interactionbetween these two loops. This is the central idea of thismethodology.
The data of the plant is collected corresponding to different setpoint changes of the loops. Then using Eqs. (17) and (18) the IAEand ISE of the loops are calculated. To calculate interactionsbetween the loops a new method is proposed. The loop interac-tion (LI) between loops i and j is calculated by the equation
LIij ¼IAEj
IAEið19Þ
where loop i indicates the loop where the set point has beenchanged. For calculation by ISE, Eq. (19) it will be the same exceptthe numerator and denominator are replaced by ISE.
A loop interaction matrix (M) can be formed using the valuesof LI. If the number of process variable is n, then the dimension ofthe loop interaction matrix will be n�n. The rows of the matrixindicate interaction from a common loop to other loops where thecolumns of the matrix indicate interaction from different loops toa common loop. Therefore, the ijth element of matrix M implyinteraction from loops i to j. The next task is to rank the loopsaccording to their importance. To calculate the rank of the loops anew index called loop importance index (LII) is proposed. LII iscalculated from the loop interaction matrix (M) by the followingequation:
LIIi ¼
Pnj ¼ 1 LIij
max ofPn
j ¼ 1 LIijði¼ 1 . . .nÞ� 100 ð20Þ
The value of the loop importance index ranges from 0 to 100%.
4. Simulation results
This section provides a simulation example for the evaluationand validation of the proposed methods. The system used forsimulation analysis is shell problem (Rossi et al., 2006) givenbelow
P¼
4:5e�27s
50sþ11:77e�28s
60sþ15:88e�27s
50sþ1
5:39e�18s
50sþ15:62e�14s
60sþ16:9e�15s
50sþ1
4:38e�20s
33sþ14:42e�22s
44sþ17:2
19sþ1
0BBB@
1CCCA ð21Þ
In this system there are three control loops. The controllerparameters for this system are calculated by IMC method andthese parameters were used in the simulation. The effect ofdisturbance on the system is neglected by giving step changeonly in set points of the control loops. MatLab Simulik toolbox isused as simulation environment. The system given in Eq. (21) wasused previously by Rossi et al. (2006).
The response of the simulated process with the set pointchanges in three loops are shown in Figs. 1–3. The simulationtime was 4000 s. The figures only show the response from 900 to2500 s for ensuring better visibility.
Both the IAE techniques and canonical correlation analysis areapplied. The results are shown below.

Fig. 2. Response of the process with set point change in control loop-2.
Fig. 3. Response of the process with set point change in control loop-3.
A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731726
4.1. Analysis using canonical correlation
The canonical correlation vector (V) can be calculated as
V ¼
0:1450
0:1854
0:2083
264
375 ð22Þ
Using Eq. (16) the loop importance index canonical (LIIC) calcu-lated from this canonical correlation vector is LIIC1¼69.6,LIIC2¼89, LIIC3¼100. The LIIC using canonical correlation showsthat the third loop is more important than the others and theloops can be ranked as 34241.
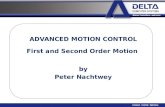
Fig. 4. Photograph of the experimental setup.
4.2. Analysis using IAE or ISE
From the IAE data of the system the loop interaction matrix(M) which indicates the degree of interaction among differentloops can be calculated using Eq. (19)
M¼
1 0:462 0:053
1:26 1 0:179
8:127 2:55 1
264
375 ð23Þ
Using Eq. (20) the loop importance index (LII) for the three loopsare calculated as LII1¼12.97, LII2¼20.88, LII3¼100. Based on thevalues of LII the loops can be ranked as 34241. This indicates,the third loop is more important than the others. This is actuallythe case for the system in Eq. (21). Therefore, ISE also results inthe same ranking of the loops.
There is a conformity between the results found from canoni-cal correlation analysis and analysis using IAE or ISE and fromthese two analyses the loops can be ranked as 34241.
4.3. Validation of the results
Fig. 1 shows the effect of set-point change in loop-1. Onlyloop-2 is affected significantly while loop-3 is affected very little.Fig. 2 shows that change of set-point of loop-2 affects loop-1, butloop-3 is slightly affected. In Fig. 3, change in set-point for loop-3has significantly affected loops 1 and 2. Therefore, from Figs. 1to 3, loops can be ranked as 34241. It can be said that thecanonical correlation and IAE or ISE techniques can be success-fully applied to a system to explain the interacting behavior of thesystem. Rossi et al. (2006) provided a method to find the value ofinteraction indices based on IAE and using their method, thefollowing loop interaction matrix is found:
M¼
1 0:47 0:01
0:46 1 0:01
0:98 0:97 1
264
375 ð24Þ
This interaction indices values also show that the loop-3 is moreimportant than the others.
In order to examine that in the absence of any interaction, thetechniques provided in this study produce correct results, theshell problem (21) was simulated by removing the off-diagonalterms from the process model. The loop interaction values foundby applying the proposed methods are very small compared tothe values found from the process with interaction indicating thatthere is no significant interaction.
5. Experimental study
To ratify the validity of the proposed methods, these methodswere applied to a pilot plant setup located in the Department ofChemical Engineering of Bangladesh University of Engineeringand Technology (BUET), Dhaka, Bangladesh. The photograph ofthe setup is shown in Fig. 4 and the schematic diagram is shown

Fig. 5. Schematic diagram of the experimental setup.
Table 1Values of controller parameters for PI controllers.
Parameters TCL1 LCL1 TCL2 LCL2
Kc 20 10 20 10
tI 300 350 300 250
A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731 727
in Fig. 5. The setup consists of two large tanks with steam heatingcoils inside them. Tanks are big, each having 24 in diameter and30 in height.
There are four control loops in the process. These are
�
Loop-1: Temperature control loop of tank-1 (TCL1). � Loop-2: Level control loop of tank-1 (LCL1). � Loop-3: Temperature control loop of tank-2 (TCL2). � Loop-4: Level control loop of tank-2 (LCL2).Four controlled variables were maintained at their set point byfour manipulated variables. For four control loops, four PI con-trollers are used. The PI controllers were tuned properly based onthe response of the process. The tuning parameters of the fourcontrollers are given in Table 1.
After fixing the controller parameters, set point changes weremade in different control loops. After the process reached atsteady-state condition and corresponding response of other loopswere observed. At initial steady-state condition, the set points ofdifferent control loops were at
�
46 1C for TCL1; � 60% for LCL1; � 46 1C for TCL2; � 62% for LCL2.The response of the process for different set point changes indifferent loops is described in the next sections.
5.1. Response of the process with set point change in TCL1
The set point of TCL1 is changed from 46 to 51 1C andcorresponding responses are shown in Fig. 6.
Applying Eq. (19) to these process variables the loop interac-tion (LI) values are calculated as LI11¼1.0000, LI12¼0.0127,LI13¼0.2916 and LI14¼0.0078. Using ISE in Eq. (19) the corre-sponding LI values are LI11¼1.0000, LI12¼0.0001, LI13¼0.0370and LI14¼0.0001. Again, applying Eq. (15) the canonical correla-tion value (CCV) for this step change is CCV1¼0.2837.
5.2. Response of the process with set point change in LCL1
The set point of LCL1 is changed from 60% to 65% and Fig. 7shows the responses of the process.
The loop interaction (LI) values are calculated as LI21¼7.1226,LI22¼1.0000, LI23¼2.8713 and LI24¼0.0349. Using ISE the LI valuesare LI21¼17.2333, LI22¼1.0000, LI23¼1.4429 and LI24¼0.0004.The canonical correlation value (CCV) for this step change isCCV2¼0.3045.
5.3. Response of the process with set point change in TCL2
The set point of TCL2 is changed from 46 to 51 1C and Fig. 8shows the responses of the process.
The loop interaction (LI) values are calculated as LI31¼0.1870,LI32¼0.0134, LI33¼1.0000 and LI34¼0.0085. Using ISE the LI valuesare LI31¼0.0194, LI32¼0.0001, LI33¼1.0000 and LI34¼0.0001.The canonical correlation value (CCV) for this step change isCCV3¼0.1204.
5.4. Response of the process with set point change in LCL2
The set point of LCL2 is changed from 62% to 67% and Fig. 9shows the responses of the process.
For this case the loop interaction (LI) values are calculated asLI41¼1.9418, LI42¼0.0528, LI43¼4.3262 and LI44¼1.0000. Using

Fig. 6. Response of the process variables of (a–d) loops 1, 2, 3 and 4 with the set point change in TCL1.
Fig. 7. Response of the process variables of (a–d) loops 1, 2, 3 and 4 with the set point change in LCL1.
A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731728

Fig. 8. Response of the process variables of (a–d) loops 1, 2, 3 and 4 with the set point change in TCL2.
A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731 729
ISE the LI values are LI41¼0.5982, LI42¼0.0006, LI43¼4.5258 and
LI44¼1.0000. The canonical correlation value (CCV) for this stepchange is CCV4¼0.2901.
5.5. Analysis of the experimental results
After making all the four step changes in the four control loops,the 16 LI values calculated from IAE data can be arranged as amatrix, M. This is called the loop interaction matrix. The loopinteraction matrix, M, can be written as
M¼
1:0000 0:0127 0:2916 0:0078
7:1226 1:0000 2:8713 0:0349
0:1870 0:0134 1:0000 0:0085
1:9418 0:0528 4:3262 1:0000
26664
37775 ð25Þ
Applying Eq. (20) the loop importance index (LII) calculated forall the four loops are- LII1¼11.90, LII2¼100.00, LII3¼10.96 and
LII4¼66.38. Based on the LII values the loops can be ranked as2444143, i.e., the 2nd loop (LCL2) is more important than theother three loops.
Sixteen LI values calculated from ISE data also results a matrix,N whose properties are same as the matrix, M. Using ISE the loopinteraction matrix N can be written as
N¼
1:0000 0:0001 0:0370 0:0001
17:2333 1:0000 1:4429 0:0004
0:0194 0:0001 1:0000 0:0001
0:5984 0:0006 4:5258 1:0000
26664
37775 ð26Þ
The loop importance index (LII) calculated for the four loopsare LII1¼5.27, LII2¼100.00, LII3¼5.18 and LII4¼31.13. Again, the
LII values shows that the 2nd loop is more important than theother loops and the loops can be ranked as 2444143.
The canonical correlation vector formed by four CCV isgiven by
V ¼
0:2837
0:3045
0:1204
0:2901
26664
37775 ð27Þ
Applying Eq. (16) the LIIC values calculated are LIIC1¼93.17,LIIC2¼100.00, LIIC3¼39.55 and LIIC4¼95.28. Here also, it isevident that loop-2 is important than the other three loops andthe loop ranking can be done as 2444143.
The loop importance index found by applying all the methodscan be arranged in tabular form and is shown in Table 2.
From all these results it can be said that, identical resultsfound from canonical correlation analysis and analysis using IAEor ISE and from all three analyses the loops are ranked as2444143. From Figs. 6 to 9 it is also obvious that the setpoint change in 2nd loop perturb the other loops more. So, it canbe concluded that any of three measures can be successfullyapplied to a system to rightly explain the interaction behavior ofthe system.
6. Practical considerations
In order to implement a technique in real life applications, itoften requires utilizing practical experience to solve varioustechnical issues. This section discusses some of these issues withtheir probable solutions.

Table 2LII values.
Loop CCV IAE ISE
TCL1(Loop-1) 93 12 6
LCL1(Loop-2) 100 100 100
TCL2(Loop-3) 39 11 5
LCL2(Loop-4) 95 67 31
Fig. 9. Response of the process variables of (a–d) loops 1, 2, 3 and 4 with the set point change in LCL2.
A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731730
�
Step size: The methods described in this paper are based onthe step test data of the plant. Naturally, the question arisesregarding the step size. In author’s experience, a step size of 1%or 2% of the nominal value is sufficient. However, if themeasured variables of a particular loop are noisy, a larger stepsize may be required. Care should be taken during the use oflarge step size because it may make the process unstable. � Data length: The data length may also be an important issue.Usually, techniques that utilize correlation do not require a longdata set. However, this depends on the process time constant,time delay, sampling time and oscillations (if any) present in thedata set. A data length of 1024 data points is usually good enoughto use the techniques described in this paper when the samplingtime is more than 5 s and less than 1 min.
� Noisy data: Most of the data driven methods suffer the limitationsarise from increasing noise levels. However, in industrial environ-ment especially for chemical process, noise levels may not be veryhigh because high frequency noise gets filtered out due to the lowpass filtering nature of the chemical processes. Using highly noisecorrupted data may result in spurious ranking of the loops. Forsuch cases, it is recommended to filter the data using a suitablefilter (for example, a Wiener filter or moving average filter) beforefeeding them in the interaction algorithm.
�
Cause-effect analysis: Loop interaction may cause oscillationsor disturbances that may propagate to several units of theplant. For such cases, results from interaction quantificationtechniques can be supplemented using the cause-effect ana-lysis techniques based on the mutual entropy methodsappeared in Bauer and Thornhill (2008, 2005). � Selection of techniques: If the process data are highly cor-rupted with noise, it is not recommended to use the IAE or ISEtechniques. Otherwise, any method can be used. However, it isbetter to use more than one method for data driven analysesbecause it may help reducing spurious results thereby increas-ing confidence in data analysis.
7. Conclusion
To detect control loop interaction effectively and rank theloops according to their importance from the interaction point ofview, two different techniques namely, canonical correlationanalysis and analysis using IAE or ISE, have been proposed in thisstudy. One important characteristic of these methods is that theyrequire process data with simple step type excitations and do notrequire explicit identification of the process model. The proposedtechniques are evaluated and validated using both simulation andexperimental studies. Both techniques showed good results andratify their applicabilities.
Acknowledgment
Financial support from BUET Chemical Engineering Forum(BCEF) is gratefully acknowledged.

A. Rahman, M.A.A. Shoukat Choudhury / Control Engineering Practice 19 (2011) 723–731 731
References
Bauer, M., & Thornhill, N. F. (2005). Cause and effect analysis of a chemical process
analysis of a plant-wide disturbance. London.Bauer, M., & Thornhill, N. F. (2008). A practical method for identifying the
propagation path of plant-wide disturbances. Journal of Process Control, 18,
707–719.Bristol, E. H. (1966). On a new measure of interaction for multivariable process
control. IEEE Transactions on Automatic Control, 11, 133–134.Farenzena, M., & Trierweiler, J. O. (2009). Looprank: A novel tool to evaluate loop
connectivity. In Proceedings of ADCHEM-2009 (pp. 1023–1028).Farenzena, M., Trierweiler, J. O., & Shah, S. L. (2009). Variability matrix: A
novel tool to prioritize loop maintenance. In Proceedings of ADCHEM-2009
(pp. 705–710).Gagnepain, J. P., & Seborg, D. E. (1982). Analysis of process interactions with
applications to multiloop control system design. Industrial and Engineering
Chemistry Process Design and Development, 21(1), 5–11.Hotelling, H. (1936). Relations between two sets of variables. Biometrika, 28,
321–377.Hwang, S. H. (1995). Geometric interpretation and measures of dynamic interac-
tions in multivariable control systems. Industrial & Engineering Chemistry
Research, 34(1), 225–236.Lee, J., & Edgar, T. F. (2004). Dynamic interaction measures for decentralized
control of multivariable processes. Industrial & Engineering Chemistry Research,
43(2), 283–287.
McKeon, J. J. (1964). Canonical analysis: Some relations between canonicalcorrelation, factor analysis, discriminant function analysis, and scaling theory.Psychometric Monograph.
Meeuse, F. M., & Huesman, A. E. M. (2002). Analyzing dynamic interaction ofcontrol loops in the time domain. Industrial & Engineering Chemistry Research,41(18), 4585–4590.
Montgomery, D. C., & Runger, G. C. (2003). Applied statistics and probability forengineers. John Wiley & Sons.
Morrison, D. F. (1967). Multivariate statistical methods. New York: McGraw-Hill.Muller, K. E. (1982). Understanding canonical correlation through the general linear
model and principle components. The American Statistician, 36(4), 342–354.Rossi, M., Tangirala, A. K., Shah, S. L., Scali, C. (2006). A data based measure for
interactions in multivariable systems. In Proceedings of ADCHEM-2006(pp. 681–686).
Shimizu, K., & Matsubara, M. (1985). Singular perturbation for the dynamicinteraction measure. IEEE Transactions on Automatic Control, 30(8), 790–792.
Tung, L. S., & Edgar, T. F. (1981). Analysis of control-output interactions in dynamicsystems. AICHE Journal, 27(4), 690–693.
Vilanova, R. (2008). Closed loop interaction and performance considerations fordecentralized control of two-by-two multivariable system. In Canadian con-ference on electrical and computer engineering (pp. 725–728).
Weenink, D. (2003). Canonical correlation analysis. In IFA Proceedings 25 (pp. 81–100).Witcher, M. F., & McAvoy, T. J. (1977). Interacting control systems: Steady state
and dynamic measurement of interaction. ISA Transactions, 16, 35–41.Zhu, Z. X., Lee, J., & Edgar, T. F. (1997). Steady state structural analysis and
interaction characterization for multivariable control systems. Industrial &Engineering Chemistry Research, 36(9), 3718–3726.