Design and Control of Concrete Mixtures p 251-360
110
appropriate exposure classification. Because of the risk of surface imperfections that might occur on exterior concrete placed in late fall and winter, many concrete contractors choose to delay concrete placement until spring. By waiting until spring, temperatures will be more favorable for ce- ment hydration; this will help generate adequate strengths along with sufficient drying so the concrete can resist freeze-thaw damage. CONCRETING ABOVEGROUND Working aboveground in cold weather usually involves several different approaches compared to working at ground level: 1. The concrete mixture need not be changed to generate more heat because portable heaters can be used to heat the undersides of floor and roof slabs. Nevertheless, there are advantages to having a mix that will produce a high strength at an early age; for example, artificial heat can be cut off sooner (see Table 14-3), and forms can be recycled faster. 2. Enclosures must be constructed to retain the heat under floor and roof slabs. 3. Portable heaters used to warm the underside of formed concrete can be direct-fired heating units (without venting). Before placing concrete, the heaters under a formed deck should be turned on to preheat the forms and melt any snow or ice remaining on top. Temperature require- ments for surfaces in contact with fresh concrete are the same as those outlined in the previous section “Concreting on Ground.” Metallic embedments at temperatures below the freezing point may result in local freezing that decreases the bond between concrete and steel reinforce- ment. ACI Committee 306 suggests that a reinforcing bar having a cross-sectional area of about 650 mm 2 (1 in. 2 ) should have a temperature of at least -12°C (10°F) immedi- ately before being surrounded by fresh concrete at a tem- perature of at least 13°C (55°F). Caution and additional study are required before definitive recommendations can be formulated. See ACI 306 for additional information. When slab finishing is completed, insulating blankets or other insulation must be placed on top of the slab to ensure that proper curing temperatures are maintained. The insulation value (R) necessary to maintain the concrete surface temperature of walls and slabs above- ground at 10°C (50°F) or above for 7 days may be esti- mated from Fig. 14-16. To maintain a temperature for longer periods, more insulation is required. ACI 306 has additional graphs and tables for slabs placed on ground at 247 Chapter 14 ◆ Cold-Weather Concreting Protection from early-age freezing For safe stripping strength Conventional High-early strength Conventional High-early-strength Service category concrete,** days concrete,† days concrete,** days concrete,† days No load, not exposed‡ favorable moist-curing 2 1 2 1 No load, exposed, but later has favorable moist-curing 3 2 3 2 Partial load, exposed 6 4 Fully stressed, exposed See Table B below Required percentage of Days at 10°C (50°F) Days at 21°C (70°F) standard-cured 28-day Type of portland cement Type of portland cement strength I or GU II or MS III or HE I or GU II or MS III or HE 50 6 9 3 4 6 3 65 11 14 5 8 10 4 85 21 28 16 16 18 12 95 29 35 26 23 24 20 Table 14-3. A. Recommended Duration of Concrete Temperature in Cold Weather–Air-Entrained Concrete* B. Recommended Duration of Concrete Temperature for Fully Stressed, Exposed, Air-Entrained Concrete * Adapted from Tables 5.1 and 5.3 of ACI 306. Cold weather is defined as that in which average daily temperature is less than 4°C (40°F) for 3 successive days except that if temperatures above 10°C (50°F) occur during at least 12 hours in any day, the concrete should no longer be regarded as winter concrete and normal curing practice should apply. For recommended concrete temperatures, see Table 14-1. For concrete that is not air entrained, ACI Committee 306 states that protection for durability should be at least twice the number of days listed in Table A. Part B was adapted from Table 6.8 of ACI 306R-88. The values shown are approximations and will vary according to the thickness of con- crete, mix proportions, etc. They are intended to represent the ages at which supporting forms can be removed. For recommended concrete temperatures, see Table 14-1. ** Made with ASTM Type I, II, GU, or MS portland cement. † Made with ASTM Type III or HE cement, or an accelerator, or an extra 60 kg/m 3 (100 lb/yd 3 ) of cement. ‡ “Exposed” means subject to freezing and thawing.
-
Upload
narcisa-rudnic -
Category
Documents
-
view
79 -
download
11
description
4fd
Transcript of Design and Control of Concrete Mixtures p 251-360

appropriate exposure classification. Because of the risk ofsurface imperfections that might occur on exterior concreteplaced in late fall and winter, many concrete contractorschoose to delay concrete placement until spring. By waitinguntil spring, temperatures will be more favorable for ce-ment hydration; this will help generate adequate strengthsalong with sufficient drying so the concrete can resistfreeze-thaw damage.
CONCRETING ABOVEGROUNDWorking aboveground in cold weather usually involvesseveral different approaches compared to working atground level:
1. The concrete mixture need not be changed to generatemore heat because portable heaters can be used toheat the undersides of floor and roof slabs.Nevertheless, there are advantages to having a mixthat will produce a high strength at an early age; forexample, artificial heat can be cut off sooner (see Table14-3), and forms can be recycled faster.
2. Enclosures must be constructed to retain the heatunder floor and roof slabs.
3. Portable heaters used to warm the underside offormed concrete can be direct-fired heating units(without venting).
Before placing concrete, the heaters under a formeddeck should be turned on to preheat the forms and meltany snow or ice remaining on top. Temperature require-ments for surfaces in contact with fresh concrete are thesame as those outlined in the previous section “Concretingon Ground.” Metallic embedments at temperatures belowthe freezing point may result in local freezing thatdecreases the bond between concrete and steel reinforce-ment. ACI Committee 306 suggests that a reinforcing barhaving a cross-sectional area of about 650 mm2 (1 in.2)should have a temperature of at least -12°C (10°F) immedi-ately before being surrounded by fresh concrete at a tem-perature of at least 13°C (55°F). Caution and additionalstudy are required before definitive recommendations canbe formulated. See ACI 306 for additional information.
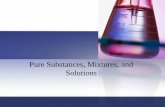
When slab finishing is completed, insulating blanketsor other insulation must be placed on top of the slab toensure that proper curing temperatures are maintained.The insulation value (R) necessary to maintain theconcrete surface temperature of walls and slabs above-ground at 10°C (50°F) or above for 7 days may be esti-mated from Fig. 14-16. To maintain a temperature forlonger periods, more insulation is required. ACI 306 hasadditional graphs and tables for slabs placed on ground at
247
Chapter 14 ◆ Cold-Weather Concreting
Protection from early-age freezing For safe stripping strengthConventional High-early strength Conventional High-early-strength
Service category concrete,** days concrete,† days concrete,** days concrete,† daysNo load, not exposed‡favorable moist-curing
2 1 2 1
No load, exposed, but laterhas favorable moist-curing
3 23 2
Partial load, exposed 6 4Fully stressed, exposed See Table B below
Required percentage of Days at 10°C (50°F) Days at 21°C (70°F)
standard-cured 28-day Type of portland cement Type of portland cementstrength I or GU II or MS III or HE I or GU II or MS III or HE
50 6 9 3 4 6 365 11 14 5 8 10 485 21 28 16 16 18 1295 29 35 26 23 24 20
Table 14-3.A. Recommended Duration of Concrete Temperature in Cold Weather–Air-Entrained Concrete*
B. Recommended Duration of Concrete Temperature for Fully Stressed, Exposed, Air-Entrained Concrete
* Adapted from Tables 5.1 and 5.3 of ACI 306. Cold weather is defined as that in which average daily temperature is less than 4°C (40°F) for 3successive days except that if temperatures above 10°C (50°F) occur during at least 12 hours in any day, the concrete should no longer beregarded as winter concrete and normal curing practice should apply. For recommended concrete temperatures, see Table 14-1. For concretethat is not air entrained, ACI Committee 306 states that protection for durability should be at least twice the number of days listed in Table A.
Part B was adapted from Table 6.8 of ACI 306R-88. The values shown are approximations and will vary according to the thickness of con-crete, mix proportions, etc. They are intended to represent the ages at which supporting forms can be removed. For recommended concretetemperatures, see Table 14-1.
** Made with ASTM Type I, II, GU, or MS portland cement.† Made with ASTM Type III or HE cement, or an accelerator, or an extra 60 kg/m3 (100 lb/yd3) of cement.‡ “Exposed” means subject to freezing and thawing.

Corners and edges are particularly vulnerable duringcold weather. As a result, the thickness of insulation forthese areas, especially on columns, should be about threetimes the thickness that is required to maintain the samefor walls or slabs. On the other hand, if the ambienttemperature rises much above the temperature assumedin selecting insulation values, the temperature of theconcrete may become excessive. This increases the proba-bility of thermal shock and cracking when forms areremoved. Temperature readings of insulated concreteshould therefore be taken at regular intervals and shouldnot vary from ambient air temperatures by more than thevalues given in ACI 306. In addition, insulated concretetemperatures should not be allowed to rise much above27°C (80°F). In case of a sudden increase in concrete tem-perature, up to say 35°C (95°F), it may be necessary toremove some of the insulation or loosen the formwork.The maximum temperature differential between the con-crete interior and the concrete surface should be about20°C (35°F) to minimize cracking. The weather forecast
a temperature of 2°C (35°F). Insulation can be selectedbased on R values provided by insulation manufacturersor by using the information in Table 14-4.
When concrete strength development is not deter-mined, a conservative estimate can be made if adequateprotection at the recommended temperature is providedfor the duration of time found in Table 14-3. However, theactual amount of insulation and length of the protectionperiod should be determined from the monitored in-placeconcrete temperature and the desired strength. A correla-tion between curing temperature, curing time, and com-pressive strength can be determined from laboratorytesting of the particular concrete mix used in the field (see“Maturity Concept” discussed later in this chapter). ACI306 states that with a compressive strength of 3.5 MPa (500psi), concrete will normally have sufficient strength toresist early frost damage. If the concrete will be in a satu-rated condition when frozen, the concrete should be prop-erly air entrained and must have developed a compressivestrength of 28 MPa (4000 psi).
248
Design and Control of Concrete Mixtures ◆ EB001
0 12 24 0 12 24 0 12 24
6005004003002001000
50
40
30
20
10
0
-10
-20
-30
-40
-50
-60
R = 0.35 (2)R = 0.35 (2)
R = 0.35 (2)R = 0.70 (4)
R = 0.70 (4)
R = 0.70 (4)
R = 1.06 (6)
R = 1.06 (6)
R = 1.06 (6)
R = 1.41 (8)
R = 1.41 (8)
R = 1.41 (8)
Cement content237 kg/m3
(400 lb/yd3)
Cement content296 kg/m3
(500 lb/yd3)
Cement content356 kg/m3
(600 lb/yd3)
10
5
0
-5
-10
-15
-20
-25
-30
-35
-40
-45
-50
Wall or slab thickness, in.
Wall or slab thickness, mm
Min
imum
am
bien
t tem
pera
ture
, °C
Min
imum
am
bien
t tem
pera
ture
, °F
6005004003002001000 6005004003002001000
Fig. 14-16. Thermal resistance (R) of insulation required to maintain the concrete surface temperature of walls and slabsaboveground at 10°C (50°F) or above for 7 days. Concrete temperature as placed: 10°C (50°F). Maximum wind velocity:24 km/h (15 mph). Note that in order to maintain a certain minimum temperature for a longer period of time, more insulationor a higher R value is required (adapted from ACI 306).

should be checked and appropriate action taken forexpected temperature changes.
Columns and walls should not be cast on foundationsat temperatures below 0°C (32°F) because chilling of con-crete in the bottom of the column or wall will retardstrength development. Concrete should not be placed onany surface that would lower the temperature of the as-placed concrete below the minimum values shown on Line4 in Table 14-1.
ENCLOSURES
Heated enclosures are very effective for protectingconcrete in cold weather, but are probably the most expen-sive too (Fig. 14-17). Enclosures can be of wood, canvastarpaulins, or polyethylene film (Fig. 14-18). Prefabricated,rigid-plastic enclosures are also available. Plastic enclo-
249
Chapter 14 ◆ Cold-Weather Concreting
Table 14-4. Insulation Values of Various Materials
Thermal resistance, R, for10-mm (1-in.) thicknessof material,* (m2 · K)/W
Material Density kg/m3 (lb/ft3) ([°F · hr · ft2]/Btu)Board and SlabsExpanded polyurethane 24 (1.5) 0.438 (6.25)Expanded polystyrene, extruded smooth-skin surface 29 to 56 (1.8 to 3.5) 0.347 (5.0)Expanded polystyrene, extruded cut-cell surface 29 (1.8) 0.277 (4.0)Glass fiber, organic bonded 64 to 144 (4 to 9) 0.277 (4.0)Expanded polystyrene, molded beads 16 (1) 0.247 (3.85)Mineral fiber with resin binder 240 (15) 0.239 (3.45)Mineral fiberboard, wet felted 256 to 272 (16 to 17) 0.204 (2.94)Vegetable fiberboard sheathing 288 (18) 0.182 (2.64)Cellular glass 136 (8.5) 0.201 (2.86)Laminated paperboard 480 (30) 0.139 (2.00)Particle board (low density) 590 (37) 0.128 (1.85)Plywood 545 (34) 0.087 (1.24)Loose fillWood fiber, soft woods 32 to 56 (2.0 to 3.5) 0.231 (3.33)Perlite (expanded) 80 to 128 (5.0 to 8.0) 0.187 (2.70)Vermiculite (exfoliated) 64 to 96 (4.0 to 6.0) 0.157 (2.27)Vermiculite (exfoliated) 112 to 131 (7.0 to 8.2) 0.148 (2.13)Sawdust or shavings 128 to 240 (8.0 to 15.0) 0.154 (2.22)
Thermal resistance, R, forMaterial thickness thickness of material,*
Material mm (in.) (m2 · K)/W ([°F · hr · ft2]/Btu)Mineral fiber blanket, fibrous form (rock, slag, or glass) 50 to 70 (2 to 2.75) 1.23 (7)
5 to 32 kg/m3 (0.3 to 2 lb/ft3) 75 to 85 (3 to 3.5) 1.90 (11)90 to 165 (5.5 to 6.5) 3.34 (19)
Mineral fiber loose fill (rock, slag, or glass) 95 to 125 (3.75 to 5) 1.90 (11)10 to 32 kg/m3 (0.6 to 2 lb/ft3) 165 to 220 (6.5 to 8.75) 3.34 (19)
190 to 250 (7.5 to 10) 3.87 (22)260 to 350 (10.25 to 13.75) 5.28 (30)
Fig. 14-17. Even in the winter, an outdoor swimming poolcan be constructed if a heated enclosure is used. (43453)
* Values are from ASHRAE Handbook of Fundamentals, American Society of Heating, Refrigerating, and Air-conditioning Engineers, Inc., NewYork, 1977 and 1981.R values are the reciprocal of U values (conductivity).

the minimum required on Line 4 in Table 14-1, additionalinsulating material, or material with a higher R value,should be applied. Corners and edges of concrete are mostvulnerable to freezing. In view of this, temperatures atthese locations should be checked often.
The thermal resistance (R) values for common insu-lating materials are given in Table 14-4. For maximum effi-ciency, insulating materials should be kept dry and inclose contact with concrete or formwork.
Concrete pavements can be protected from coldweather by spreading 300 mm (1 ft) or more of dry strawor hay on the surface for insulation. Tarpaulins, polyeth-ylene film, or waterproof paper should be used as aprotective cover over the straw or hay to make the insula-tion more effective and prevent it from blowing away. Thestraw or hay should be kept dry or its insulation value willdrop considerably.
Stay-in-place insulating concrete forms becamepopular for cold-weather construction in the 1990s (Fig.
sures that admit daylight are the most popular but tempo-rary heat in these enclosures can be an expensive option.
When enclosures are being constructed below a deck,the framework can be extended above the deck to serve asa windbreak. Typically, a height of 2 m (6 ft) will protectconcrete and construction personnel against biting windsthat cause temperature drops and excessive evaporation.Wind breaks could be taller or shorter depending on antic-ipated wind velocities, ambient temperatures, relativehumidity, and concrete placement temperatures.
Enclosures can be made to be moved with flying forms;more often, though, they must be removed so that the windwill not interfere with maneuvering the forms into position.Similarly, enclosures can be built in large panels like gangforms with the windbreak included (Fig. 14-1).
INSULATING MATERIALSHeat and moisture can be retained in the concrete bycovering it with commercial insulating blankets or battinsulation (Fig. 14-19). The effectiveness of insulation canbe determined by placing a thermometer under it and incontact with the concrete. If the temperature falls below
250
Design and Control of Concrete Mixtures ◆ EB001
Fig. 14-18. (top) Tarpaulin heated enclosure maintains anadequate temperature for proper curing and protection dur-ing severe and prolonged winter weather. (bottom) Poly-ethylene plastic sheets admitting daylight are used to fullyenclose a building frame. The temperature inside is main-tained at 10°C (50°F) with space heaters. (69877, 69878)
Fig. 14-19. Stack of insulating blankets. These blankets trapheat and moisture in the concrete, providing beneficialcuring. (43460)
Fig. 14-20. Insulating concrete forms (ICF) permit con-creting in cold weather. (69699)

14-20). Forms built for repeated use often can be econom-ically insulated with commercial blanket or batt insula-tion. The insulation should have a tough moisture-proofcovering to withstand handling abuse and exposure tothe weather. Rigid insulation can also be used (Fig. 14-21).
Insulating blankets for construction are made of fiber-glass, sponge rubber, open-cell polyurethane foam, vinylfoam, mineral wool, or cellulose fibers. The outer coversare made of canvas, woven polyethylene, or other toughfabrics that will withstand rough handling. The R value fora typical insulating blanket is about 1.2 m2 · °C/W for 50 to70 mm thickness, 7(°F · hr · ft2)/Btu, but since R values arenot marked on the blankets, their effectiveness should bechecked with a thermometer. If necessary, they can be usedin two or three layers to attain the desired insulation.
HEATERS
Three types of heaters are used in cold-weather concreteconstruction: direct fired, indirect fired, and hydronicsystems (Figs. 14-22 to 14-25). Indirect-fired heaters arevented to remove the products of combustion. Where heatis to be supplied to the top of fresh concrete— for example,a floor slab—vented heaters are required. Carbon dioxide
251
Chapter 14 ◆ Cold-Weather Concreting
Fig. 14-21. With air temperatures down to -23°C (-10°F),concrete was cast in this insulated column form made of19-mm (3⁄4-in.) high-density plywood inside, 25-mm (1-in.)rigid polystyrene in the middle, and 13-mm (1⁄2-in.) roughplywood outside. R value: 1.0 m2 · °C/W (5.6 [°F · hr · ft2]/Btu). (43461)
Air,CO,CO2,
Air,CO,CO2,
Airsupply
FlameFan
Air
Air
FlameFan
Air
Air
b) Indirect-fired heater
a) Direct-fired heater
Airsupply
Cleanheated
aironly
Stove pipe vent
Enclosure
Fig. 14-22. Two types of air heaters.
Fig. 14-23. An indirect-fired heater. Notice vent pipe thatcarries combustion gases outside the enclosure. (43459)

(Kauer and Freeman 1955). The result is a soft, chalkysurface that will dust under traffic. Depth and degree ofcarbonation depend on concentration of CO2, curingtemperature, humidity, porosity of the concrete, length ofexposure, and method of curing. Direct-fired heaters,therefore, should not be permitted to heat the air overconcreting operations—at least until 24 hours haveelapsed. In addition, the use of gasoline-powered con-struction equipment should be restricted in enclosuresduring that time. If unvented heaters are used, immediatewet curing or the use of a curing compound will minimizecarbonation.
Carbon monoxide (CO), another product of combus-tion, is not usually a problem unless the heater is usingrecirculated air. Four hours of exposure to 200 parts permillion of CO will produce headaches and nausea. Threehours of exposure to 600 ppm can be fatal. The AmericanNational Standard Safety Requirements for Temporaryand Portable Space Heating Devices and EquipmentUsed in the Construction Industry (ANSI A10.10) limitsconcentrations of CO to 50 ppm at worker breathinglevels. The standard also establishes safety rules for venti-lation and the stability, operation, fueling, and mainte-nance of heaters.
(CO2) in the exhaust must be vented to the outside andprevented from reacting with the fresh concrete(Fig. 14-23). Direct-fired units can be used to heat theenclosed space beneath concrete placed for a floor or aroof deck (Fig. 14-24).
Hydronic systems transfer heat by circulating aglycol/water solution in a closed system of pipes or hoses(see Fig. 14-25). These systems transfer heat more effi-ciently than forced air systems without the negative effectsof exhaust gases and drying of the concrete from air move-ment. The specific heat of water/glycol solutions is morethan six times greater than air. As a result, hydronic heaterscan deliver very large quantities of heat at low temperaturedifferentials of 5°C (10°F) or less between the heat transferhose and the concrete. Cracking and curling induced bytemperature gradients within the concrete are almost elim-inated along with the danger of accidentally overheatingthe concrete and damaging long-term strength gain.
Typical applications for hydronic systems includethawing and preheating subgrades. They are also used tocure elevated and on-grade slabs, walls, foundations, andcolumns. To heat a concrete element, hydronic heatinghoses are usually laid on or hung adjacent to the structureand covered with insulated blankets and sometimes plas-tic sheets. Usually, construction of temporary enclosuresis not necessary. Hydronic systems can be used over areasmuch larger than would be practical to enclose. If aheated enclosure is necessary for other work, hydronichoses can be sacrificed (left under a slab on grade) tomake the slab a radiant heater for the structure builtabove (Grochoski 2000).
Any heater burning a fossil fuel produces carbondioxide (CO2); this gas will combine with calcium hydrox-ide on the surface of fresh concrete to form a weak layer ofcalcium carbonate that interferes with cement hydration
252
Design and Control of Concrete Mixtures ◆ EB001
Fig. 14-24. A direct-fired heater installed through theenclosure, thus using a fresh air supply. (69875)
Fig. 14-25. Hydronic system showing hoses (top) laying onsoil to defrost subgrade and (bottom) warming the formswhile fresh concrete is pumped in. (68345, 68344)

A salamander is an inexpensive combustion heaterwithout a fan that discharges its combustion products intothe surrounding air; heating is accomplished by radiationfrom its metal casing. Salamanders are fueled by coke, oil,wood, or liquid propane. They are but one form of adirect-fired heater. A primary disadvantage of salaman-ders is the high temperature of their metal casing, a defi-nite fire hazard. Salamanders should be placed so thatthey will not overheat formwork or enclosure materials.When placed on floor slabs, they should be elevated toavoid scorching the concrete.
Some heaters burn more than one type of fuel. Theapproximate heat values of fuels are as follows:
No. 1 fuel oil 37,700 kJ/L (135,000 Btu/gal) Kerosene 37,400 kJ/L (134,000 Btu/gal)Gasoline 35,725 kJ/L (128,000 Btu/gal)Liquid-propane gas 25,500 kJ/L (91,500 Btu/gal) Natural gas 37,200 kJ/m3 (1,000 Btu/ft3)
The output rating of a portable heater is usually the heatcontent of the fuel consumed per hour. A rule of thumb isthat about 134,000 kJ are required for each 100 m3 (36,000Btu for 10,000 ft3) of air to develop a 10°C (20°F) tempera-ture rise.
Electricity can also be used to cure concrete in winter.The use of large electric blankets equipped with thermo-stats is one method. The blankets can also be used to thawsubgrades or concrete foundations.
Use of electrical resistance wires that are cast into theconcrete is another method. The power supplied is under50 volts, and from 7.0 to 23.5 MJ (1.5 to 5 kilowatt-hours)of electricity per cubic meter (cubic yard) of concrete isrequired, depending on the circumstances. The methodhas been used in the Montreal, Quebec, area for manyyears. Where electrical resistance wires are used, insula-tion should be included during the initial setting period. Ifinsulation is removed before the recommended time, theconcrete should be covered with an impervious sheet andthe power continued for the required time.
Steam is another source of heat for winter concreting.Live steam can be piped into an enclosure or suppliedthrough radiant heating units. In choosing a heat source, itmust be remembered that the concrete itself supplies heatthrough hydration of cement; this is often enough forcuring needs if the heat can be retained within theconcrete with insulation.
DURATION OF HEATING
After concrete is in place, it should be protected and keptat the recommended temperatures listed on Line 4 ofTable 14-1. These curing temperatures should be main-tained until sufficient strength is gained to withstandexposure to low temperatures, anticipated environment,and construction and service loads. The length of protec-tion required to accomplish this will depend on the
cement type and amount, whether accelerating admix-tures were used, and the loads that must be carried.Recommended minimum periods of protection are givenin Table 14-3. The duration of heating structural concretethat requires the attainment of full service loading beforeforms and shores are removed should be based on theadequacy of in-place compressive strengths rather than anarbitrary time period. If no data are available, a conserva-tive estimate of the length of time for heating and protec-tion can be made using Table 14-3.
Moist Curing
Strength gain stops when moisture required for curing isno longer available. Concrete retained in forms or coveredwith insulation seldom loses enough moisture at 5°C to15°C (40°F to 55°F) to impair curing. However, a positivemeans of providing moist curing is needed to offsetdrying from low wintertime humidities and heaters usedin enclosures during cold weather.
Live steam exhausted into an enclosure around theconcrete is an excellent method of curing because itprovides both heat and moisture. Steam is especially prac-tical in extremely cold weather because the moistureprovided offsets the rapid drying that occurs when verycold air is heated.
Liquid membrane-forming compounds can be usedfor early curing of concrete surfaces within heatedenclosures.
Terminating the Heating Period
Rapid cooling of concrete at the end of the heating periodshould be avoided. Sudden cooling of the concrete surfacewhile the interior is still warm may cause thermal crack-ing, especially in massive sections such as bridge piers,abutments, dams, and large structural members; thuscooling should be gradual. A safe temperature differentialbetween a concrete wall and the ambient air temperaturecan be obtained from ACI 306R-88. The maximum uni-form drop in temperature throughout the first 24 hoursafter the end of protection should not be more than theamounts given in Table 14-2. Gradual cooling can beaccomplished by lowering the heat or by simply shuttingoff the heat and allowing the enclosure to cool to outsideambient air temperature.
FORM REMOVAL AND RESHORINGIt is good practice in cold weather to leave forms in placeas long as possible. Even within heated enclosures, formsserve to distribute heat more evenly and help preventdrying and local overheating.
If the curing temperatures listed on Line 4 of Table14-1 are maintained, Table 14-3A can be used to determinethe minimum time in days that vertical support for forms
253
Chapter 14 ◆ Cold-Weather Concreting

With these limitations in mind, the maturity concept hasgained greater acceptance for representing the compres-sive strength of the concrete for removal of shoring oropening a pavement to traffic; but it is no substitute forquality control and proper concreting practices (Malhotra1974 and ACI Committee 347).
To monitor the strength development of concrete inplace using the maturity concept, the following informa-tion must be available:
1. The strength-maturity relationship of the concrete usedin the structure. The results of compressive strengthtests at various ages on a series of cylinders made ofa concrete similar to that used in the structure; thismust be done to develop a strength-maturity curve.These cylinders are cured in a laboratory at 23°C ± 2°C(73°F ± 3°F).
2. A time-temperature record of the concrete in place.Temperature readings are obtained by placing expend-able thermistors or thermocouples at varying depths inthe concrete. The location giving the lowest values pro-vides the series of temperature readings to be used inthe computation (Fig. 14-26).
See ACI 306R-88 for sample calculations using thematurity concept.
should be left in place. Before shores and forms areremoved, fully stressed structural concrete should betested to determine if in-place strengths are adequate,rather than waiting an arbitrary time period. In-placestrengths can be monitored using one of the following:(1) field-cured cylinders (ASTM C 31 or AASHTO T 23);(2) probe penetration tests (ASTM C 803); (3) cast-in-placecylinders (ASTM C 873); (4) pullout testing (ASTM C 900);or (5) maturity testing (ASTM C 1074). Many of these testsare indirect methods of measuring compressive strength;they require correlation in advance with standard cylin-ders before estimates of in-place strengths can be made.
If in-place compressive strengths are not documented,Table 14-3B lists conservative time periods in days toachieve various percentages of the standard laboratory-cured 28-day strength. The engineer issuing project draw-ings and specifications in cooperation with the formworkcontractor must determine what percentage of the designstrength is required (see ACI Committee 306). Side formscan be removed sooner than shoring and temporary false-work (ACI Committee 347).
MATURITY CONCEPT
The maturity concept is based on the principle thatstrength gain in concrete is a function of curing time andtemperature. The maturity concept, as described in ACI306R-88 and ASTM C 1074 can be used to evaluatestrength development when the prescribed curingtemperatures have not been maintained for the requiredtime or when curing temperatures have fluctuated. Theconcept is expressed by the equation:
Metric: M = ∑ (C + 10) ∆t
Inch-Pound Units: M = ∑ (F – 14) ∆twhere
M = maturity factor ∑ = summation C = concrete temperature, degrees CelsiusF = concrete temperature, degrees Fahrenheit∆t = duration of curing at temperature C (F), usually
in hours
The equation is based on the premise that concretegains strength (that is, cement continues to hydrate) attemperatures as low as -10°C (14°F).
Before construction begins, a calibration curve isdrawn plotting the relationship between compressivestrength and the maturity factor for a series of test cylin-ders (of the particular concrete mixture proportions) curedin a laboratory and tested for strength at successive ages.
The maturity concept is not precise and has somelimitations. But, the concept is useful in checking thecuring of concrete and estimating strength in relation totime and temperature. It presumes that all other factorsaffecting concrete strength have been properly controlled.
254
Design and Control of Concrete Mixtures ◆ EB001

REFERENCES
ACI Committee 306, Cold-Weather Concreting, ACI 306R-88, reapproved 1997, American Concrete Institute, Farm-ington Hills, Michigan, 1997, 23 pages.
ACI Committee 347, Guide to Formwork for Concrete, ACI347R-94, reapproved 1999, American Concrete Institute,Farmington Hills, Michigan, 1999, 34 pages.
Brewer, Harold W., General Relation of Heat Flow Factors tothe Unit Weight of Concrete, Development DepartmentBulletin DX114, Portland Cement Association, http://www.portcement.org/pdf_files/DX114.pdf, 1967.
Burg, Ronald G., The Influence of Casting and CuringTemperature on the Properties of Fresh and Hardened Concrete,Research and Development Bulletin RD113, Portland Ce-ment Association, 1996, 20 pages.
Copeland, L. E.; Kantro, D. L.; and Verbeck, George,Chemistry of Hydration of Portland Cement, ResearchDepartment Bulletin RX153, Portland Cement Associa-tion, http://www.portcement.org/pdf_files/RX153.pdf,1960.
Grochoski, Chet, “Cold-Weather Concreting with Hy-dronic Heaters,” Concrete International, American ConcreteInstitute, Farmington Hills, Michigan, April 2000, pages 51to 55.
Kauer, J. A., and Freeman, R. L., “Effect of Carbon Dioxideon Fresh Concrete,” Journal of the American ConcreteInstitute Proceedings, vol. 52, December 1955, pages 447 to454. Discussion: December 1955, Part II, pages 1299 to1304, American Concrete Institute, Farmington Hills,Michigan.
Klieger, Paul, Curing Requirements for Scale Resistance ofConcrete, Research Department Bulletin RX082, PortlandCement Association, http://www.portcement.org/pdf_files/RX082.pdf, 1957.
Klieger, Paul, Effect of Mixing and Curing Temperature onConcrete Strength, Research Department Bulletin RX103,Portland Cement Association, http://www.portcement.org/pdf_files/RX103.pdf, 1958.
Malhotra, V. M., “Maturity Concept and the Estimation ofConcrete Strength: A Review,” Parts I and II, IndianConcrete Journal, vol. 48, Associated Cement Companies,Ltd., Bombay, April and May 1974.
McNeese, D. C., “Early Freezing of Non-Air-EntrainedConcrete,” Journal of the American Concrete InstituteProceedings, vol. 49, American Concrete Institute, Farm-ington Hills, Michigan, December 1952, pages 293 to 300.
NRMCA, Cold Weather Ready Mixed Concrete, PublicationNo. 130, National Ready Mixed Concrete Association,Silver Spring, Maryland, 1968.
255
Chapter 14 ◆ Cold-Weather Concreting
Fig. 14-26. (top) Automatic temperature recorder. (bottom)Thermocouples and wiring at various depths in a caisson.(57368, 57366)

Powers, T. C., Resistance of Concrete to Frost at Early Ages,Research Department Bulletin RX071, Portland CementAssociation, http://www.portcement.org/pdf_files/RX071.pdf, 1956.
Powers, T. C., Prevention of Frost Damage to Green Concrete,Research Department Bulletin RX148, Portland CementAssociation, http://www.portcement.org/pdf_files/RX148.pdf, 1962, 18 pages.
U.S. Bureau of Reclamation, Concrete Manual, 8th ed., U.S.Bureau of Reclamation, Denver, 1981.
256
Design and Control of Concrete Mixtures ◆ EB001

Concrete changes slightly in volume for various reasons,and understanding the nature of these changes is useful inplanning or analyzing concrete work. If concrete were freeof any restraints to deform, normal volume changeswould be of little consequence; but since concrete inservice is usually restrained by foundations, subgrades,reinforcement, or connecting members, significantstresses can develop. This is particularly true of tensilestresses.
Cracks develop because concrete is relatively weak intension but quite strong in compression. Controlling thevariables that affect volume changes can minimize highstresses and cracking. Tolerable crack widths should beconsidered in the structural design.
Volume change is defined merely as an increase ordecrease in volume. Most commonly, the subject of con-crete volume changes deals with linear expansion andcontraction due to temperature and moisture cycles. Butchemical effects such as carbonation shrinkage, sulfateattack, and the disruptive expansion of alkali-aggregatereactions also cause volume changes. Also, creep is avolume change or deformation caused by sustained stressor load. Equally important is the elastic or inelastic changein dimensions or shape that occurs instantaneously underapplied load.
For convenience, the magnitude of volume changes isgenerally stated in linear rather than volumetric units.Changes in length are often expressed as a coefficient oflength in parts per million, or simply as millionths. It isapplicable to any length unit (for example, m/m or ft/ft);one millionth is 0.000001 m/m (0.000001 in./in.) and 600millionths is 0.000600 m/m (0.000600 in./in.). Change oflength can also be expressed as a percentage; thus 0.06% isthe same as 0.000600, which incidentally is approximatelythe same as 6 mm per 10 m (3⁄4 in. per 100 ft). The volumechanges that ordinarily occur in concrete are small,ranging in length change from perhaps 10 millionths up toabout 1000 millionths.
EARLY AGE VOLUME CHANGES The volume of concrete begins to change shortly after it iscast. Early volume changes, within 24 hours, can influencethe volume changes (such as drying shrinkage) and crackformation in hardened concrete, especially for low waterto cement ratio concrete. Following are discussions onvarious forms of early volume change:
Chemical ShrinkageChemical shrinkage refers to the reduction in absolutevolume of solids and liquids in paste resulting fromcement hydration. The absolute volume of hydratedcement products is less than the absolute volume ofcement and water before hydration. This change involume of cement paste during the plastic state is illus-trated by the first two bars in Fig. 15-1. This does notinclude air bubbles from mixing. Chemical shrinkagecontinues to occur at a microscopic scale as long ascement hydrates. After initial set, the paste cannotdeform as much as when it was in a plastic state.
CHAPTER 15Volume Changes of Concrete
Unhydratedcement
andwater
Chemicalshrinkage
Autogenousshrinkage(pre set)
Autogenousshrinkage(apparentvolumereduction)
Autogenousshrinkage(after set)
Chemicalshrinkage(absolutevolumereduction)
Voids
gene
rated
by hy
drati
on
Pasteas cast
Paste atinitial set
Paste afterfinal set
Paste afterfinal set
Cumulatedvoids
Fig. 15-1. Chemical shrinkage and autogenous shrinkagevolume changes of fresh and hardened paste. Not to scale.
257

Therefore, further hydration and chemical shrinkage iscompensated by the formation of voids in the microstruc-ture (Fig. 15-1). Most of this volume change is internaland does not significantly change the visible externaldimensions of a concrete element.
The amount of volume change due to chemicalshrinkage can be estimated from the hydrated cementphases and their crystal densities or it can be determinedby physical test as illustrated in Fig. 15-2. The JapanConcrete Institute has a test method for chemicalshrinkage of cement paste (Tazawa 1999). An example oflong-term chemical shrinkage for portland cement paste isillustrated in Fig. 15-3. Early researchers sometimesreferred to chemical shrinkage as the absorption of water
258
Design and Control of Concrete Mixtures ◆ EB001
during hydration (Powers 1935). Le Chatelier (1900) wasthe first to study chemical shrinkage of cement pastes.
Autogenous Shrinkage
Autogenous shrinkage is the macroscopic volume reduc-tion (visible dimensional change) of cement paste, mortar,or concrete caused by cement hydration. The macroscopicvolume reduction of autogenous shrinkage is much lessthan the absolute volume reduction of chemical shrinkagebecause of the rigidity of the hardened paste structure.Chemical shrinkage is the driving force behind autogenousshrinkage. The relationship between autogenous shrink-age and chemical shrinkage is illustrated in Figs. 15-1, 15-4,and 15-5. Some researchers and organizations consider that
Chemicalshrinkagevolume attime n
Waterlevel attime n
Limesaturatedwater
Cementpaste
Water levelat timezero
Fig. 15-2. Test for chemical shrinkage of cement pasteshowing flask for cement paste and pipet for absorbedwater measurement.
00 1 10 100 1000
Age, hours
2
4
6
8
Che
mic
al s
hrin
kage
, %
w/c = 0.50
Ordinary portland cement
Fig. 15-3. Chemical shrinkage of cement paste (Tazawa1999).
1.2
1
0.8
0.6
0.4
0.2
00 2 4 6 8 10
Autogenous shrinkageChemical shrinkage
Start ofsetting
Time after mixing, hours
Shrin
kage
, cm
3 /100
g c
emen
t
Fig. 15-4. Relationship between autogenous shrinkage andchemical shrinkage of cement paste at early ages (Hammer1999).
Chemicalshrinkage
Chemical shrinkageSubsidence
Water
Cement
Water
Bleed waterAutogenous shrinkage
Cement
Hydratedcement
Cement
At casting At initial setting After hardening
Water
Hydratedcement
Cumulativehydration voids
Fig. 15-5. Volumetric relationship between subsidence,bleed water, chemical shrinkage, and autogenous shrink-age. Only autogenous shrinkage after initial set is shown.Not to scale.

259
Chapter 15 ◆ Volume Changes of Concrete
autogenous shrinkage starts at initial set while others eval-uate autogenous shrinkage from time of placement.
When external water is available, autogenous shrink-age cannot occur. When external water is not available,cement hydration consumes pore water resulting in selfdesiccation of the paste and a uniform reduction of volume(Copeland and Bragg 1955). Autogenous shrinkageincreases with a decrease in water to cement ratio and withan increase in the amount of cement paste. Normal con-crete has negligible autogenous shrinkage; however, au-togenous shrinkage is most prominent in concrete with awater to cement ratio under 0.42 (Holt 2001). High-strength, low water to cement ratio (0.30) concrete canexperience 200 to 400 millionths of autogenous shrinkage.Autogenous shrinkage can be half that of drying shrinkagefor concretes with a water to cement ratio of 0.30.
Recent use of high performance, low water to cementratio concrete in bridges and other structures has renewedinterest in autogenous shrinkage to control crack develop-ment. Concretes susceptible to large amounts of autoge-nous shrinkage should be cured with external water for atleast 7 days to help control crack development. Foggingshould be provided as soon as the concrete is cast. Thehydration of supplementary cementing materials alsocontributes to autogenous shrinkage, although at differentlevels than portland cement. In addition to adjusting pastecontent and water to cement ratios, autogenous shrinkagecan be reduced by using shrinkage reducing admixturesor internal curing techniques. Some cementitious systemsmay experience autogenous expansion. Tazawa (1999)and Holt (2001) review techniques to control autogenousshrinkage.
Test methods for autogenous shrinkage and expan-sion of cement paste, mortar, and concrete and tests forautogenous shrinkage stress of concrete are presented byTazawa (1999).
Subsidence
Subsidence refers to the vertical shrinkage of fresh cemen-titious materials before initial set. It is caused by bleeding(settlement of solids relative to liquids), air voids rising tothe surface, and chemical shrinkage. Subsidence is alsocalled settlement shrinkage. Subsidence of well-consoli-dated concrete with minimal bleed water is insignificant.The relationship between subsidence and other shrinkagemechanisms is illustrated in Fig. 15-5. Excessive subsi-dence is often caused by a lack of consolidation of freshconcrete. Excessive subsidence over embedded items,such as supported steel reinforcement, can result incracking over embedded items. Concretes made with airentrainment, sufficient fine materials, and low water con-tents will minimize subsidence cracking. Also, plasticfibers have been reported to reduce subsidence cracking(Suprenant and Malisch 1999).
Plastic Shrinkage
Plastic shrinkage refers to volume change occurring whilethe concrete is still fresh, before hardening. It is usuallyobserved in the form of plastic shrinkage cracks occurringbefore or during finishing (Fig. 15-6). The cracks oftenresemble tears in the surface. Plastic shrinkage results froma combination of chemical and autogenous shrinkage andrapid evaporation of moisture from the surface thatexceeds the bleeding rate. Plastic shrinkage cracking can becontrolled by minimizing surface evaporation through useof fogging, wind breaks, shading, plastic sheet covers, wetburlap, spray-on finishing aids (evaporation retarders),and plastic fibers.
Fig. 15-6. Plastic shrinkage cracks resemble tears in freshconcrete. (1312)
Swelling
Concrete, mortar, and cement paste swell in the presenceof external water. When water drained from capillaries bychemical shrinkage is replaced by external water, thevolume of the concrete mass increases. As there is no selfdesiccation, there is no autogenous shrinkage. Externalwater can come from wet curing or submersion. Swellingoccurs due to a combination of crystal growth, absorptionof water, and osmotic pressure. The swelling is not large,only about 50 millionths at early ages (Fig. 15-7). When the
100
75
50
25
00 24 48
Age, hours
Swel
ling,
1 x
10–6
0.30
0.45
w/c = 0.35
Demolding
Fig. 15-7. Early age swelling of 100 x 100 x 375-mm (4 x 4 x15-in.) concrete specimens cured under water (Aítcin 1999).

to air drying. Autogenous shrinkage reduces the volumeof the sealed concretes to a level about equal to theamount of swelling at 7 days. Note that the concretes wetcured for 7 days had less shrinkage due to drying andautogenous effects than the concrete that had no watercuring. This illustrates the importance of early, wet curingto minimize shrinkage (Aítcin 1999).
Tests indicate that the drying shrinkage of small, plainconcrete specimens (without reinforcement) ranges fromabout 400 to 800 millionths when exposed to air at 50%humidity. Concrete with a unit drying shrinkage of 550millionths shortens about the same amount as the thermalcontraction caused by a decrease in temperature of 55°C(100°F). Preplaced aggregate concrete has a dryingshrinkage of 200 to 400 millionths; this is considerably lessthan normal concrete due to point-to-point contact ofaggregate particles in preplaced aggregate concrete. Thedrying shrinkage of structural lightweight concrete rangesfrom slightly less than to 30 percent more than that ofnormal-density concrete, depending on the type of aggre-gate used.
The drying shrinkage of reinforced concrete is less thanthat for plain concrete, the difference depending on theamount of reinforcement. Steel reinforcement restricts butdoes not prevent drying shrinkage. In reinforced concretestructures with normal amounts of reinforcement, dryingshrinkage is assumed to be 200 to 300 millionths. Similarvalues are found for slabs on ground restrained by subgrade.
For many outdoor applications, concrete reachesits maximum moisture content in winter; so in winterthe volume changes due to increase in moisture contentand the decrease in average temperature tend to offseteach other.
The amount of moisture in concrete is affected by therelative humidity of the ambient air. The free moisturecontent of concrete elements after drying in air at relative
external water source is removed, autogenous shrinkageand drying shrinkage reverse the volume change.
Early Thermal Expansion
As cement hydrates, the exothermic reaction provides asignificant amount of heat. In large elements the heat isretained, rather than dissipated as happens with thin ele-ments. This temperature rise, occurring over the first fewhours and days, can induce a small amount of expansionthat counteracts autogenous and chemical shrinkage(Holt 2001).
MOISTURE CHANGES (DRYINGSHRINKAGE) OF HARDENED CONCRETE
Hardened concrete expands slightly with a gain in mois-ture and contracts with a loss in moisture. The effects ofthese moisture cycles are illustrated schematically in Fig.15-8. Specimen A represents concrete stored continuouslyin water from time of casting. Specimen B represents thesame concrete exposed first to drying in air and then toalternate cycles of wetting and drying. For comparativepurposes, it should be noted that the swelling that occursduring continuous wet storage over a period of severalyears is usually less than 150 millionths; this is about one-fourth of the shrinkage of air-dried concrete for the sameperiod. Fig. 15-9 illustrates swelling of concretes wet curedfor 7 days following by shrinkage when sealed or exposed
260
Design and Control of Concrete Mixtures ◆ EB001
Stored in waterStored in air
Specimen A
Specimen B
Drying Alternate wetting and drying
Time
Shr
inka
geS
wel
ling
Fig. 15-8. Schematic illustration of moisture movements inconcrete. If concrete is kept continuously wet, a slight ex-pansion occurs. However, drying usually takes place, caus-ing shrinkage. Further wetting and drying causes alternatecycles of swelling and shrinkage (Roper 1960).
100
0
-100
-200
-300
-400
7 14 21 28
Sealed
Drying
No water curing
Watercuring
Age, days
Shr
inka
ge (x
10-
6 )S
wel
ling
(x 1
0-6 )
0.35
0.30
0.45
0.35
0.30
w/c = 0.45
Fig. 15-9. Length change of concrete samples exposed todifferent curing regimes (Aítcin 1999).

humidities of 50% to 90% for several months is about 1%to 2% by weight of the concrete; the actual amountdepends on the concrete’s constituents, original watercontent, drying conditions, and the size and shape of theconcrete element.
After concrete has dried to a constant moisture con-tent at one relative humidity condition, a decrease inhumidity causes it to lose moisture while an increasecauses it to gain moisture. The concrete shrinks or swellswith each such change in moisture content due primarilyto responses of the cement paste to moisture changes.Most aggregates show little response to changes in mois-ture content, although there are a few aggregates thatswell or shrink in response to such changes.
As drying takes place, concrete shrinks. Where thereis no restraint, movement occurs freely and no stresses orcracks develop (Fig. 15-10a top). If the tensile stress thatresults from restrained drying shrinkage exceeds the ten-sile strength of the concrete, cracks can develop (Fig.15-10a bottom). Random cracks may develop if joints arenot properly provided and the concrete element isrestrained from shortening (Fig. 15-10b). Contractionjoints for slabs on ground should be spaced at distances of
24 to 36 times the slab thickness to control random cracks(Fig. 15-10c). Joints in walls are equally important forcrack control (Fig. 15-10d). Fig. 15-11 illustrates the rela-tionship between drying rate at different depths, dryingshrinkage, and mass loss for normal-density concrete(Hanson 1968).
Shrinkage may continue for a number of years,depending on the size and shape of the concrete mass. Therate and ultimate amount of shrinkage are usually smallerfor large masses of concrete than for small masses; on theother hand, shrinkage continues longer for large masses.Higher volume-to-surface ratios (larger elements) experi-ence lower shrinkage as shown in Fig. 15-12.
The rate and amount of drying shrinkage for smallconcrete specimens made with various cements are shownin Fig. 15-13. Specimens were initially moist-cured for 14days at 21°C (70°F), then stored for 38 months in air at thesame temperature and 50% relative humidity. Shrinkagerecorded at the age of 38 months ranged from 600 to 790millionths. An average of 34% of this shrinkage occurredwithin the first month. At the end of 11 months an averageof 90% of the 38-month shrinkage had taken place.
261
Chapter 15 ◆ Volume Changes of Concrete
Shrinkage + freedom to move = no cracks
Slab Granular fill
Shrinkage + subbase restraint = cracks
Shrinkage and cracking
Slab Rollers
Fig. 15-10. (a) Illustration showing no crack development in concrete that is free to shrink (slab on rollers); however, inreality a slab on ground is restrained by the subbase (or other elements) creating tensile stresses and cracks. (b) Typicalshrinkage cracks in a slab on ground. (c) A properly functioning contraction joint controls the location of shrinkagecracking. (d) Contraction joints in the slabs and walls shown will minimize the formation of cracks. (A-5271, 4434, 1144)
b
a
d
c

262
Design and Control of Concrete Mixtures ◆ EB001
50
60
70
80
90
100R
elat
ive
hum
idity
, per
cent
0
200
400
600
800
Shr
inka
ge, m
illio
nths
0
0.1
0.2
0.3
0.4
0.5
0.6
0 75 150 225 300 375
Mas
s lo
ss, k
g
Time of drying, days
Normal-density concrete
Normal-density concrete
Cement content: 270 kg/m3 3(454 lb/yd )Normal-density concrete
w/c ratio: 0.66
75 mm (3 in.) depth
45 (13/4)
6 (1/4)20 (3/4)
Fig. 15-11. Relative humidity distribution at various depths,drying shrinkage, and mass loss of 150 ! 300-mm (6 ! 12-in.) cylinders moist-cured for 7 days followed by drying inlaboratory air at 23°C (73°F) and 50% RH (Hanson 1968).
100 mm (4 in.) diameter specimens in air
150 mm (6 in.)
200 mm (8 in.)
300 mm (12 in.)
400 mm (16 in.)
500 mm (20 in.)
600 mm (24 in.)
150 mm (6 in.) diameter sealed specimens
Environment:Air-dry specimens at 21°C (70°F), 50% RHSpecimens sealed in rubber tubes and storedin a fog room (bottom curve only)
Shrin
kage
stra
in, m
illion
ths
1200
1000
800
600
400
200
00 200 400 600
Time, days
Fig. 15-12. Drying shrinkage of various sizes of cylindricalspecimens made of Elgin, Illinois gravel concrete (Hansenand Mattock 1966).
I II III IV VType of cement
1000
1200
800
600
400
200
0
38 mo.28 mo.11 mo. 1 mo.
Specimens: 100 x 100 x 1000 mm (4 x 4 x 40 in.) concrete beamsCement content: 335 kg/m3 (564 lb/yd3)Curing: 14 days moist at 21°C (70°C), then in air at 50% RH and 21°C (70°C)
Dry
ing
shrin
kage
, mill
iont
hs
Fig. 15-13. Results of long-term drying shrinkage tests bythe U.S. Bureau of Reclamation. Shrinkage ranged from 600to 790 millionths after 38 months of drying. The shrinkageof concretes made with air-entraining cements was similarto that for non-air-entrained concretes in this study (Bureauof Reclamation 1947 and Jackson 1955).

Effect of Concrete Ingredients on Drying Shrinkage
The most important controllable factor affecting dryingshrinkage is the amount of water per unit volume of con-crete. The results of tests illustrating the water content toshrinkage relationship are shown in Fig. 15-14. Shrinkagecan be minimized by keeping the water content of con-crete as low as possible. This is achieved by keeping thetotal coarse aggregate content of the concrete as high aspossible (minimizing paste content). Use of low slumpsand placing methods that minimize water requirementsare thus major factors in controlling concrete shrinkage.Any practice that increases the water requirement of thecement paste, such as the use of high slumps (withoutsuperplasticizers), excessively high freshly mixed concretetemperatures, high fine-aggregate contents, or use of small-size coarse aggregate, will increase shrinkage. A smallamount of water can be added to ready mixed concrete atthe jobsite without affecting drying shrinkage propertiesas long as the additions are within mix specifications(Suprenant and Malisch 2000).
The general uniformity of shrinkage of concreteswith different types of cement at different ages is illus-trated in Fig. 15-13. However, this does not mean that allcements or cementing materials have similar shrinkage.
Supplementary cementing materials usually have littleeffect on shrinkage at normal dosages. Fig. 15-15 showsthat concretes with normal dosages of selected fly ashesperformed similar to the control concrete made with onlyportland cement as the cementing material.
Aggregates in concrete, especially coarse aggregate,physically restrain the shrinkage of hydrating cementpaste. Paste content affects the drying shrinkage of mortarmore than that of concrete. Drying shrinkage is alsodependent on the type of aggregate. Hard, rigid aggre-gates are difficult to compress and provide more restraintto shrinkage than softer, less rigid aggregates. As anextreme example, if steel balls were substituted for ordi-nary coarse aggregate, shrinkage would be reduced 30%or more. Drying shrinkage can also be reduced byavoiding aggregates that have high drying shrinkageproperties and aggregates containing excessive amountsof clay. Quartz, granite, feldspar, limestone, and dolomiteaggregates generally produce concretes with low dryingshrinkages (ACI Committee 224). Steam curing will alsoreduce drying shrinkage.
Most chemical admixtures have little effect onshrinkage. The use of accelerators such as calcium chloridewill increase drying shrinkage of concrete. Despite reduc-tions in water content, some water-reducing admixturescan increase drying shrinkage, particularly those that con-tain an accelerator to counteract the retarding effect of theadmixture. Air entrainment has little or no effect on dryingshrinkage. High-range water reducers usually have littleeffect on drying shrinkage (Fig. 15-16). Drying shrinkagecan be evaluated in accordance with ASTM C 157(AASHTO T 160).
263
Chapter 15 ◆ Volume Changes of Concrete
1400
1200
1000
800
600
400
200
0125 150 175 200 225 250 275
210 250 290 340 380 420 460
Water, lb/yd3
Water, kg/m3
Dry
ing,
shr
inka
ge, m
illio
nths
Fig. 15-14. Relationship between total water content anddrying shrinkage. A large number of mixtures with variousproportions is represented within the shaded area of thecurves. Drying shrinkage increases with increasing watercontents.
0.1
0.08
0.06
0.04
0.02
00 7 14 21 28 35 42 49 56 63
Age, weeks
Dry
ing
shrin
kage
, %
Control
Class C Class F
Fig. 15-15. Drying shrinkage of fly ash concretes comparedto a control mixture. The graphs represent the average offour Class C ashes and six Class F ashes, with the range indrying shrinkage rarely exceeding 0.01 percentage points.Fly ash dosage was 25% of the cementing material (Geblerand Klieger 1986).
ASTM C 157

Steam curing will also reduce drying shrinkage.Computer software is available to predict the effect ofcuring and environmental conditions on shrinkage andcracking (FHWA and Transtec 2001). Hedenblad (1997)provides tools to predict the drying of concrete as effectedby different curing methods and type of construction.
TEMPERATURE CHANGES OF HARDENED CONCRETE
Concrete expands slightly as temperature rises and con-tracts as temperature falls, although it can expand slightlyas free water in the concrete freezes. Temperature changesmay be caused by environmental conditions or by cementhydration. An average value for the coefficient of thermalexpansion of concrete is about 10 millionths per degreeCelsius (5.5 millionths per degree Fahrenheit), althoughvalues ranging from 6 to 13 millionths per degree Celsius(3.2 to 7.0 millionths per degree Fahrenheit) have beenobserved. This amounts to a length change of 5 mm for 10m of concrete (2⁄3 in. for 100 ft of concrete) subjected to arise or fall of 50°C (100°F). The coefficient of thermalexpansion for structural low-density (lightweight) con-crete varies from 7 to 11 millionths per degree Celsius (3.6to 6.1 millionths per degree Fahrenheit). The coefficient ofthermal expansion of concrete can be determined byAASHTO TP 60.
Thermal expansion and contraction of concrete varieswith factors such as aggregate type, cement content,water-cement ratio, temperature range, concrete age, andrelative humidity. Of these, aggregate type has the greatestinfluence.
Table 15-1 shows some experimental values of thethermal coefficient of expansion of concretes made withaggregates of various types. These data were obtainedfrom tests on small concrete specimens in which all factorswere the same except aggregate type. In each case, the fineaggregate was of the same material as the coarse aggregate.
The thermal coefficient of expansion for steel is about12 millionths per degree Celsius (6.5 millionths per degreeFahrenheit), which is comparable to that for concrete. Thecoefficient for reinforced concrete can be assumed as 11millionths per degree Celsius (6 millionths per degreeFahrenheit), the average for concrete and steel.
Temperature changes that result in shortening cancrack concrete members that are highly restrained byanother part of the structure or by ground friction. Considera long restrained concrete member cast without joints that,after moist curing, is allowed to drop in temperature. As thetemperature drops, the concrete wants to shorten, butcannot because it is restrained longitudinally. The resultingtensile stresses cause the concrete to crack. Tensile strengthand modulus of elasticity of concrete both may be assumedproportional to the square root of concrete compressivestrength. And calculations show that a large enough tem-
Effect of Curing on Drying Shrinkage
The amount and type of curing can effect the rate and ulti-mate amount of drying shrinkage. Curing compounds,sealers, and coatings can trap free moisture in the concretefor long periods of time, resulting in delayed shrinkage.Wet curing methods, such as fogging or wet burlap, holdoff shrinkage until curing is terminated, after which theconcrete dries and shrinks at a normal rate. Cooler initialcuring temperatures can reduce shrinkage (Fig. 15-17).
264
Design and Control of Concrete Mixtures ◆ EB001
0
0.01
0.02
0.03
0.04
0.05
0.06
0 8 16 24 32
Dry
ing
shrin
kage
, %
Age, weeks
C
N
M
X
Cement content = 323 kg/m3 (545 lb/yd3) ASTM C 157
Fig. 15-16. Drying shrinkage of concretes made withselected high-range water reducers (N,M, and X) comparedto a control mixture (C) (Whiting and Dziedzic 1992).
0
0.02
0.04
0.06
0.08
0.1
Dry
ing
shrin
kage
, %
0 8 16 24 32 40 48 56 64Age, weeks
23
°C(73°F)
4°C(40°F)
ASTM C 157
Cement content= 307 kg/m3 (517 lb/yd3)
Fig. 15-17. Effect of initial curing on drying shrinkage ofportland cement concrete prisms. Concrete with an initial 7-day moist cure at 4°C (40°F) had less shrinkage thanconcrete with an initial 7-day moist cure at 23°C (73°F).Similar results were found with concretes containing 25%fly ash as part of the cementing material (Gebler andKlieger 1986).

perature drop will crack concrete regardless of its age orstrength, provided the coefficient of expansion does notvary with temperature and the concrete is fully restrained(FHWA and Transtec 2001 and PCA 1982).
Precast wall panels and slabs and pavements onground are susceptible to bending and curling caused bytemperature gradients that develop when concrete is coolon one side and warm on the other. The calculated amountof curling in a wall panel is illustrated in Fig. 15-18.
For the effect of temperature changes in mass concretedue to heat of hydration, see Chapter 18.
Low Temperatures
Concrete continues to contract as the temperature isreduced below freezing. The amount of volume change atsubfreezing temperatures is greatly influenced by themoisture content, behavior of the water (physical state—ice or liquid), and type of aggregate in the concrete. In onestudy, the coefficient of thermal expansion for a tempera-ture range of 24°C to -157°C (75°F to –250°F) varied from6 x 10-6 per °C (3.3 x 10-6 per °F) for a low density (light-weight) aggregate concrete to 8.2 x 10-6 per °C (4.5 x 10-6
per °F) for a sand and gravel mixture. Subfreezing tem-peratures can significantly increase the compressive andtensile strength and modulus of elasticity of moist con-crete. Dry concrete properties are not as affected by lowtemperatures. In the same study, moist concrete with anoriginal compressive strength of 35 MPa at 24°C (5000 psiat 75°F) achieved over 117 MPa (17,000 psi) at –100°C(–150°F). The same concrete tested ovendry or at a 50%internal relative humidity had strength increases of onlyabout 20%. The modulus of elasticity for sand and gravelconcrete with 50% relative humidity was only 8% higherat –157°C than at 24°C (–250°F than at 75°F), whereas themoist concrete had a 50% increase in modulus of elasticity.Going from 24°C to –157°C (75°F to –250°F), the thermalconductivity of normal-weight concrete also increased,especially for moist concrete. The thermal conductivity oflightweight aggregate concrete is little affected (Monforeand Lentz 1962 and Lentz and Monfore 1966).
High Temperatures
Temperatures greater than 95°C (200°F) that are sustainedfor several months or even several hours can have signifi-cant effects on concrete. The total amount of volumechange of concrete is the sum of volume changes of thecement paste and aggregate. At high temperatures, thepaste shrinks due to dehydration while the aggregateexpands. For normal-aggregate concrete, the expansion ofthe aggregate exceeds the paste shrinkage resulting in anoverall expansion of the concrete. Some aggregates such asexpanded shale, andesite, or pumice with low coefficientsof expansion can produce a very volume-stable concrete inhigh-temperature environments (Fig. 15-19). On the otherhand, some aggregates undergo extensive and abruptvolume changes at a particular temperature, causing dis-ruption in the concrete. For example, in one study adolomitic limestone aggregate contained an iron sulfideimpurity caused severe expansion, cracking, and disinte-gration in concrete exposed to a temperature of 150°C(302°F) for four months; at temperatures above and below150°C (302°F) there was no detrimental expansion (Carette,Painter, and Malhotra 1982). The coefficient of thermalexpansion tends to increase with temperature rise.
Besides volume change, sustained high temperaturescan also have other, usually irreversible, effects such as a
265
Chapter 15 ◆ Volume Changes of Concrete
Table 15-1. Effect of Aggregate Type on ThermalCoefficient of Expansion of Concrete
Aggregate Coefficient Coefficienttype (from of expansion, of expansion,
one source) millionths per °C millionths per °FQuartz 11.9 6.6Sandstone 11.7 6.5Gravel 10.8 6.0Granite 9.5 5.3Basalt 8.6 4.8Limestone 6.8 3.8
Coefficients of concretes made with aggregates from differentsources may vary widely from these values, especially those forgravels, granites, and limestones (Davis 1930).
Cold sideT2 = -6°C
Warm sideT1 = 20°C
Concrete thicknesst = 150 mm
! = 2 mm
! = 2 mm
! =(T1 – T2)"L2
8t
! =(20 + 6) x 0.00001 x 30002
8 x 150
" = Coefficient of expansion per °Ct = Panel thickness
When " = 0.00001 per °C
L =
3 m
= 3
000
mm
Fig. 15-18. Curling of a plain concrete wall panel due totemperature that varies uniformly from inside to outside.

If stable aggregates are used and strength reductionand the effects on other properties are accounted for in themix design, high quality concrete can be exposed to tem-peratures of 90°C to 200°C (200°F to 400°F) for longperiods. Some concrete elements have been exposed totemperatures up to 250°C (500°F) for long periods of time;however, special steps should be taken or special materials(such as heat-resistant calcium aluminate cement) shouldbe considered for exposure temperatures greater than200°C (400°F). Before any structural concrete is exposed tohigh temperatures (greater than 90°C or 200°F), laboratorytesting should be performed to determine the particularconcrete’s thermal properties. This will avoid any unex-pected distress.
CURLING (WARPING)
In addition to horizontal movement caused by changes inmoisture and temperature, curling of slabs on ground canbe a problem; this is caused by differences in moisture con-tent and temperature between the top and bottom of slabs(Fig. 15-21).
The edges of slabs at the joints tend to curl upwardwhen the surface of a slab is drier or cooler than thebottom. A slab will assume a reverse curl when the surfaceis wetter or warmer than the bottom. However, enclosedslabs, such as floors on ground, curl only upward. Whenthe edges of an industrial floor slab are curled upwardthey lose support from the subbase and become a can-tilever. Lift-truck traffic passing over joints causes a repet-itive vertical deflection that creates a great potential forfatigue cracking in the slab. The amount of verticalupward curl (curling) is small for a short, thick slab.
reduction in strength, modulus of elasticity, and thermalconductivity. Creep increases with temperature. Above100°C (212°F), the paste begins to dehydrate (lose chemi-cally combined water of hydration) resulting in significantstrength losses. Strength decreases with increases in tem-perature until the concrete loses essentially all its strength.The effect of high-temperature exposure on compressivestrength of concretes made with various types of aggre-gate is illustrated in Fig. 15-20. Several factors includingconcrete moisture content, aggregate type and stability,cement content, exposure time, rate of temperature rise,age of concrete, restraint, and existing stress all influencethe behavior of concrete at high temperatures.
266
Design and Control of Concrete Mixtures ◆ EB001
0 400 800 1200
0 200 400 600
0.008
0.004
0
Exp
ansi
on, m
m/m
m (i
n./in
.)
Carbonate
Siliceous
Sandedexpanded shale
Temperature, °F
Temperature, °C
Fig. 15-19. Thermal expansion of concretes containingvarious types of aggregate (Abrams 1977).
20 200 400 600 800
70 400 800 1200100
75
50
25
0
Sanded expanded shale aggregate
Siliceous aggregateCarbonateaggregate
Heated unstressed, then stored7 days at 21°C (70°F)Avg. original strength = 27 MPa (3900 psi)C
ompr
essi
ve s
treng
th, p
erce
nt o
f orig
inal
Temperature, °C
Temperature, °F
Fig. 15-20. Effect of high temperatures on the residualcompressive strength of concretes containing varioustypes of aggregate (Abrams 1973).
Fig. 15-21. Illustration of curling of a concrete slab onground. The edge of the slab at a joint or free end lifts offthe subbase creating a cantilevered section of concretethat can break off under heavy wheel loading.

Curling can be reduced or eliminated by using designand construction techniques that minimize shrinkage dif-ferentials and by using techniques described earlier toreduce temperature and moisture-related volume changes.Thickened edges, shorter joint spacings, permanent vapor-impermeable sealers, and large amounts of reinforcingsteel placed 50 mm (2 in.) below the surface all help reducecurling (Ytterberg 1987).
ELASTIC AND INELASTIC DEFORMATION
Compression Strain
The series of curves in Fig. 15-22 illustrate the amount ofcompressive stress and strain that results instantaneouslydue to loading of unreinforced concrete. With water-cementratios of 0.50 or less and strains up to 1500 millionths, theupper three curves show that strain is closely proportionalto stress; in other words, the concrete is almost elastic. Theupper portions of the curves and beyond show that the con-crete is inelastic. The curves for high-strength concrete havesharp peaks, whereas those for lower-strength concreteshave long and relatively flat peaks. Fig. 15-22 also showsthe sudden failure characteristics of higher strength, lowwater to cement ratio, concrete cylinders.
When load is removed from concrete in the inelasticzone, the recovery line usually is not parallel to the orig-inal line for the first load application. Therefore, theamount of permanent set may differ from the amount ofinelastic deformation (Fig. 15-23).
The term “elastic” is not favored for general discus-sion of concrete behavior because frequently the strainmay be in the inelastic range. For this reason, the term“instantaneous strain” is often used.
Modulus of Elasticity
The ratio of stress to strain in the elastic range of a stress-strain curve for concrete defines the modulus of elasticity(E) of that concrete (Fig. 15-23). Normal-density concretehas a modulus of elasticity of 14,000 to 41,000 MPa
267
Chapter 15 ◆ Volume Changes of Concrete
60
50
40
30
20
10
0 1000 2000 3000 4000 5000
8
6
4
2
Con
cret
e st
ress
, MPa
Con
cret
e st
ress
, 100
0 ps
i
Strain-concentric compression tests, millionths
150 mm(6 in.)
300
mm
(12
in.)
P
Water-to-cement ratio:
0.33
0.40
0.50
0.67
1.00
Fig. 15-22. Stress-strain curves for compression tests on 150 ! 300-mm (6 ! 12-in.) concrete cylinders at an age of 28 days(Hognestad, Hanson, and McHenry 1955).
Elas
tic ra
nge
Reco
very
line
Load
line
f
#
Inelasticdeformation
Permanent set#Strain,
fSt
ress
,
f#Modulus of elasticity = E =
Fig. 15-23. Generalized stress-strain curve for concrete.

Shear Strain
Concrete, like other materials, deforms under shear forces.The shear strain produced is important in determining theload paths or distribution of forces in indeterminate struc-tures—for example where shear-walls and columns bothparticipate in resisting horizontal forces in a concretebuilding frame. The amount of movement, while notlarge, is significant in short, stubby members; in largermembers it is overshadowed by flexural strains.Calculation of the shear modulus (modulus of rigidity), G,is shown in Fig. 15-25; G varies with the strength andtemperature of the concrete.
(2,000,000 psi to 6,000,000 psi), depending on factors suchas compressive strength and aggregate type. For normal-density concrete with compressive strengths (¯) between20 MPa and 35 MPa (3000 psi and 5000 psi), the modulusof elasticity can be estimated as 5000 times the square rootof ¯ (57,000 times the square root of ¯ in psi). The mod-ulus of elasticity for structural lightweight concrete isbetween 7000 MPa and 17,000 MPa (1,000,000 psi and2,500,000 psi). E for any particular concrete can be deter-mined in accordance with ASTM C 469.
Deflection
Deflection of concrete beams and slabs is one of the morecommon and obvious building movements. The deflec-tions are the result of flexural strains that develop underdead and live loads and that may result in cracking in thetensile zone of concrete members. Reinforced concretestructural design anticipates these tension cracks. Concretemembers are often cambered, that is, built with an upwardbow, to compensate for the expected later deflection.
Poisson’s Ratio
When a block of concrete is loaded in uniaxial compres-sion, as in Fig. 15-24, it will shorten and at the same timedevelop a lateral strain or bulging. The ratio of lateral toaxial strain is called Poisson’s ratio, µ. A common valueused is 0.20 to 0.21, but the value may vary from 0.15 to0.25 depending upon the aggregate, moisture content, con-crete age, and compressive strength. Poisson’s ratio (ASTMC 469) is generally of no concern to the structural designer;it is used in advanced structural analysis of flat-platefloors, shell roofs, arch dams, and mat foundations.
268
Design and Control of Concrete Mixtures ◆ EB001
#"
#"
#
#
#"
#µ =
Fig. 15-24. Ratio of lateral to axial strain is Poisson’s ratio, µµ.
Torsional Strain
Plain rectangular concrete members can also fail in tor-sion, that is, a twisting action caused by bending about anaxis parallel to the wider face and inclined at an angle ofabout 45 degrees to the longitudinal axis of a member.Microcracks develop at low torque; however, concretebehaves reasonably elastic up to the maximum limit of theelastic torque (Hsu 1968).
CREEP
When concrete is loaded, the deformation caused by theload can be divided into two parts: a deformation thatoccurs immediately (elastic strain) and a time-dependentdeformation that begins immediately but continues at adecreasing rate for as long as the concrete is loaded. Thislatter deformation is called creep.
The amount of creep is dependent upon (1) the mag-nitude of stress, (2) the age and strength of the concrete
Area = A
w h
G =E
2(1 + µ)
Displacement
# = 6wh2
10GA
Fig. 15-25. Strain that results from shear forces on a body.G = shear modulus. µµ = Poisson’s ratio. Strain resultingfrom flexure is not shown.

when stress is applied, and (3) the length of time the con-crete is stressed. It is also affected by other factors relatedto the quality of the concrete and conditions of exposure,such as: (1) type, amount, and maximum size of aggre-gate; (2) type of cementing materials; (3) amount ofcement paste; (4) size and shape of the concrete element;(5) volume to surface ratio of the concrete element;(6) amount of steel reinforcement; (7) prior curing condi-tions; and (8) the ambient temperature and humidity.
Within normal stress ranges, creep is proportional tostress. In relatively young concrete, the change in volumeor length due to creep is largely unrecoverable; in older ordrier concrete it is largely recoverable.
The creep curves shown in Fig. 15-26 are based ontests conducted under laboratory conditions in accor-dance with ASTM C 512. Cylinders were loaded to almost40% of their compressive strength. Companion cylindersnot subject to load were used to measure dryingshrinkage; this was then deducted from the total deforma-tion of the loaded specimens to determine creep.Cylinders were allowed to dry while under load exceptfor those marked “sealed.” The two 28-day curves for eachconcrete strength in Fig. 15-26 show that creep of concreteloaded under drying conditions is greater than creep ofconcrete sealed against drying. Concrete specimensloaded at a late age will creep less than those loaded at anearly age. It can be seen that as concrete strength
decreases, creep increases. Fig. 15-27 illustrates recoveryfrom the elastic and creep strains after load removal.
A combination of strains occurring in a reinforcedcolumn is illustrated in Fig. 15-28. The curves representdeformations and volume changes in a 14th-story columnof a 76-story reinforced concrete building while underconstruction. The 400 x 1200-mm (16 x 48-in.) column con-tained 2.08% vertical reinforcement and was designed for60-MPa (9000-psi) concrete.
269
Chapter 15 ◆ Volume Changes of Concrete
10
5
0
1.5
1.0
0.5
0
5
7.51.0
0.5
00
Concrete strength, 28 MPa (4000 psi)
Age of loading28 days
90
28 (sealed)180
Concrete strength, 41 MPa (6000 psi)
Age of loading28 days
9028 (sealed)360
250 500 750 1000 1250
Cre
ep s
train
, milli
onth
s pe
r kPa
Cre
ep s
train
, milli
onth
s pe
r psi
Age, days
Fig. 15-26. Relationship of time and age of loading to creepof two different strength concretes. Specimens wereallowed to dry during loading, except for those labeled assealed (Russell and Corley 1977).
Creep strain
Elastic strain
Irrecoverable creep
Instantaneous recovery
Creep recovery
Permanent set
Load removed
0.01250.08
0.06
0.04
0.02
0.0100
0.0075
0.0050
0.0025
0 400 800 1200 1600
Stra
in p
er 1
000
psi o
f stre
ss, p
erce
nt
Stra
in p
er M
Pa o
f stre
ss, p
erce
nt
Time, days
Fig. 15-27. Combined curve of elastic and creep strainsshowing amount of recovery. Specimens (cylinders) wereloaded at 8 days immediately after removal from fog curingroom and then stored at 21°C (70°F) and 50% RH. Theapplied stress was 25% of the compressive strength at 8days (Hansen and Mattock 1966).
00
300
600
900
1200
1500
500 1000 1500
Com
pres
sive
stra
in, m
illio
nths
Total
Creep
Drying shrinkage
Instantaneous deformation
Age, days
Fig. 15-28. Summation of strains in a reinforced concretecolumn during construction of a tall building (Russell andCorley 1977).

in-place concrete is insignificant and does not have to beconsidered in engineering practice.
Carbonation of paste proceeds slowly and produceslittle direct shrinkage at relative humidities of 100% and25%. Maximum carbonation and carbonation shrinkageoccurs at about 50% relative humidity. Irreversibleshrinkage and weight gain occurs during carbonation.And the carbonated product may show improved volumestability to subsequent moisture change and reduced per-meability (Verbeck 1958).
During manufacture some concrete masonry units aredeliberately exposed to carbon dioxide after reaching 80%of their rated strength; this introduction to carbonationshrinkage makes the units more dimensionally stable.Future drying shrinkage is reduced 30% or more(Toennies and Shideler 1963).
One of the causes of surface crazing of concrete is theshrinkage that accompanies natural air carbonation ofyoung concrete. More research is needed on the effect ofearly carbonation on deicer scaling resistance.
Carbonation of another kind also can occur in freshlyplaced, unhardened concrete. This carbonation causes asoft, chalky surface called dusting; it usually takes placeduring cold-weather concreting when there is an unusualamount of carbon dioxide in the air due to unventedheaters or gasoline-powered equipment operating in anenclosure.
Sulfate Attack
Sulfate attack of concrete can occur where soil andgroundwater have a high sulfate content and measures toreduce sulfate attack, such as use of a low water tocementing materials ratio, have not been taken. The attackis greater in concrete that is exposed to wetting anddrying, such as foundation walls and posts. Sulfate attackusually results in an expansion of the concrete because ofthe formation of solids from the chemical action or saltcrystallization. The amount of expansion in severe cir-cumstances has been significantly higher than 0.1%, andthe disruptive effect within the concrete can result inextensive cracking and disintegration. The amount ofexpansion cannot be accurately predicted.
Alkali-Aggregate Reactions
Certain aggregates can react with alkali hydroxides inconcrete, causing expansion and cracking over a period ofyears. The reaction is greater in those parts of a structureexposed to moisture. A knowledge of the characteristics oflocal aggregates is essential. There are two types of alkali-reactive aggregates, siliceous and carbonate. Alkali-aggre-gate reaction expansion may exceed 0.5% in concrete andcan cause the concrete to fracture and break apart.
Structural design techniques cannot counter theeffects of alkali-aggregate expansion, nor can the expan-
The method of curing prior to loading has a markedeffect on the amount of creep in concrete. The effects oncreep of three different methods of curing are shown inFig. 15-29. Note that very little creep occurs in concretethat is cured by high-pressure steam (autoclaving). Notealso that atmospheric steam-cured concrete has consider-ably less creep than 7-day moist-cured concrete. The twomethods of steam curing shown in Fig. 15-29 reducedrying shrinkage of concrete about half as much as theyreduce creep.
CHEMICAL CHANGES AND EFFECTS
Some volume changes of concrete result from chemicalreactions; these may take place shortly after placing andfinishing or later due to reactions within the hardenedconcrete in the presence of water or moisture.
Carbonation
Hardened concrete containing some moisture reacts withcarbon dioxide present in air, a reaction that results in aslight shrinkage of the surface paste of the concrete. Theeffect, known as carbonation, is not destructive but actu-ally increases the chemical stability and strength of theconcrete. However, carbonation also reduces the pH ofconcrete. If steel is present in the carbonated area, steelcorrosion can occur due to the absence of the protectiveoxide film provided by concrete’s high pH. Rust is anexpansive reaction and results in cracking and spalling ofthe concrete. The depth of carbonation is very shallow indense, high-quality concrete, but can penetrate deeply inporous, poor-quality concrete. Because so little of a con-crete element carbonates, carbonation shrinkage of cast-
270
Design and Control of Concrete Mixtures ◆ EB001
7 days moist-cured
Atmospheric steam-cured
High-pressure steam-cured
0 50 100 150 200 250 300 350
Cre
ep d
efor
mat
ion
Note: Same concrete strength at time of loading in all cases
Time after loading, days
Fig. 15-29. Effect of curing method on magnitude of creepfor typical normal-density concrete (Hanson 1964).

sion be controlled by jointing. In areas where deleteriouslyreactive aggregates are known to exist, special measuresmust be taken to prevent the occurrence of alkali-aggre-gate reaction.
REFERENCES
Abrams, M. S., Compressive Strength of Concrete atTemperatures to 1600°F, Research and Development Bul-letin RD016, Portland Cement Association, http://www.portcement.org/pdf_files/RD016.pdf, 1973.
Abrams, M. S., Performance of Concrete Structures Exposedto Fire, Research and Development Bulletin RD060, Port-land Cement Association, http://www.portcement.org/pdf_files/RD060.pdf, 1977.
Abrams, M. S., Behavior of Inorganic Materials in Fire,Research and Development Bulletin RD067, Portland Ce-ment Association, http://www.portcement.org/pdf_files/RD067.pdf, 1979.
Abrams, M. S., and Orals, D. L., Concrete Drying Methodsand Their Effects on Fire Resistance, Research DepartmentBulletin RX181, Portland Cement Association, http://www.portcement.org/pdf_files/RX181.pdf, 1965.
ACI Committee 209, Prediction of Creep, Shrinkage, andTemperature Effects in Concrete Structures, ACI 209R-92,reapproved 1997, American Concrete Institute, Farming-ton Hills, Michigan, 1997, 47 pages.
ACI Committee 224, Control of Cracking in ConcreteStructures, ACI 224R-01, American Concrete Institute,Farmington Hills, Michigan, 2001, 43 pages.
ACI Committee 224, Causes, Evaluation, and Repair of Cracksin Concrete Structures, ACI 224.1R-93, reapproved 1998,American Concrete Institute, Farmington Hills, Michigan,1998, 22 pages.
Aítcin, Pierre-Claude, “Does Concrete Shrink or Does itSwell?,” Concrete International, American Concrete Insti-tute, Farmington Hills, Michigan, December 1999, pages77 to 80.
Brewer, H. W., Moisture Migration—Concrete Slab-on-Ground Construction, Development Department BulletinDX089, Portland Cement Association, http://www.portcement.org/pdf_files/DX089.pdf, 1965.
Brewer, Harold W., General Relation of Heat Flow Factors tothe Unit Weight of Concrete, Development DepartmentBulletin DX114, Portland Cement Association, http://www.portcement.org/pdf_files/DX114.pdf, 1967.
Bureau of Reclamation, “Long-Time Study of CementPerformance in Concrete—Tests of 28 Cements Used inthe Parapet Wall of Green Mountain Dam,” MaterialsLaboratories Report No. C-345, U.S. Department of theInterior, Bureau of Reclamation, Denver, 1947.
Carette, G. G.; Painter, K. E.; and Malhotra, V. M., “Sus-tained High Temperature Effect on Concretes Made withNormal Portland Cement, Normal Portland Cement andSlag, or Normal Portland Cement and Fly Ash,” ConcreteInternational, American Concrete Institute, FarmingtonHills, Michigan, July 1982.
Carlson, Roy W., “Drying Shrinkage of Concrete asAffected by Many Factors,” Proceedings of the Forty-FirstAnnual Meeting of the American Society for Testing andMaterials, vol. 38, part II, Technical Papers, AmericanSociety for Testing and Materials, West Conshohocken,Pennsylvania, 1938, pages 419 to 440.
Copeland, L. E., and Bragg, R. H., Self Desiccation inPortland Cement Pastes, Research Department BulletinRX052, Portland Cement Association, http://www.portcement.org/pdf_files/RX052.pdf, 1955.
Cruz, Carlos R., Elastic Properties of Concrete at HighTemperatures, Research Department Bulletin RX191, Port-land Cement Association, http://www.portcement.org/pdf_files/RX191.pdf, 1966.
Cruz, C. R., and Gillen, M., Thermal Expansion of PortlandCement Paste, Mortar, and Concrete at High Temperatures,Research and Development Bulletin RD074, PortlandCement Association, http://www.portcement.org/pdf_files/RD074.pdf, 1980.
Davis, R. E., “A Summary of the Results of InvestigationsHaving to Do with Volumetric Changes in Cements,Mortars, and Concretes Due to Causes Other Than Stress,”Proceedings of the American Concrete Institute, AmericanConcrete Institute, Farmington Hills, Michigan, vol. 26,1930, pages 407 to 443.
FHWA and Transtec, HIPERPAV, http://www.hiperpav.com, 2001.
Gebler, Steven H., and Klieger, Paul, Effect of Fly Ash onSome of the Physical Properties of Concrete, Research and De-velopment Bulletin RD089, Portland Cement Association,http://www.portcement.org/pdf_files/RD089.pdf, 1986.
Hammer, T. A., “Test Methods for Linear Measurement ofAutogenous Shrinkage Before Setting,” AutogenousShrinkage of Concrete, edited by E. Tazawa, E&FN Sponand Routledge, New York, 1999, pages 143 to 154. Alsoavailable through PCA as LT245.
Hanson, J. A., Prestress Loss As Affected by Type of Curing,Development Department Bulletin DX075, PortlandCement Association, http://www.portcement.org/pdf_files/DX075.pdf, 1964.
271
Chapter 15 ◆ Volume Changes of Concrete

Kosmatka, Steven H., “Floor-Covering Materials andMoisture in Concrete,” Concrete Technology Today, PL853,Portland Cement Association, http://www.portcement.org/pdf_files/PL853.pdf, 1985.
Le Chatelier, H., “Sur les Changements de Volume quiAccompagent le durcissement des Ciments,” BulletinSociete de l‘Encouragement pour l‘Industrie Nationale,5eme serie, tome 5, Paris, 1900.
Lentz, A. E., and Monfore, G. E., Thermal Conductivities ofPortland Cement Paste, Aggregate, and Concrete Down to VeryLow Temperatures, Research Department Bulletin RX207,Portland Cement Association, http://www.portcement.org/pdf_files/RX207.pdf, 1966.
Lerch, William, Studies of Some Methods of Avoiding theExpansion and Pattern Cracking Associated with the Alkali-Aggregate Reaction, Research Department Bulletin RX031,Portland Cement Association, http://www.portcement.org/pdf_files/RX031.pdf, 1950.
Malhotra, M. L., “The Effect of Temperature on theCompressive Strength of Concrete,” Magazine of ConcreteResearch, vol. 8., no. 23, Cement and Concrete Association,Wexham Springs, Slough, England, August 1956, pages85 to 94.
Monfore, G. E., A Small Probe-Type Gage for Measuring Rela-tive Humidity, Research Department Bulletin RX160,Portland Cement Association, http://www.portcement.org/pdf_files/RX160.pdf, 1963.
Monfore, G. E., and Lentz, A. E., Physical Properties ofConcrete at Very Low Temperatures, Research DepartmentBulletin RX145, Portland Cement Association, http://www.portcement.org/pdf_files/RX145.pdf, 1962.
Nawy, Edward G.; Barth, Florian G.; and Frosch, Robert J.,Design and Construction Practices to Mitigate Cracking,SP-204, American Concrete Institute, Farmington Hills,Michigan, 2001, 284 pages.
PCA, Effect of Long Exposure of Concrete to High Temperature,ST32, Portland Cement Association, 1969.
PCA, Building Movements and Joints, EB086, Portland Ce-ment Association, http://www.portcement.org/pdf_files/EB086.pdf, 1982.
PCA, Concrete Slab Surface Defects: Causes, Prevention,Repair, IS177, Portland Cement Association, 2001.
Philleo, Robert, Some Physical Properties of Concrete at HighTemperatures, Research Department Bulletin RX097, Port-land Cement Association, http://www.portcement.org/pdf_files/RX097.pdf, 1958.
Hanson, J. A., Effects of Curing and Drying Environments onSplitting Tensile Strength of Concrete, Development Depart-ment Bulletin DX141, Portland Cement Association,http://www.portcement.org/pdf_files/DX141.pdf, 1968.
Hansen, Torben C., and Mattock, Alan H., Influence of Sizeand Shape of Member on the Shrinkage and Creep of Concrete,Development Department Bulletin DX103, PortlandCement Association, http://www.portcement.org/pdf_files/DX103.pdf, 1966.
Hedenblad, Göran, “Concrete Drying Time,” PL982, Con-crete Technology Today, Portland Cement Association, http://www.portcement.org/pdf_files/PL982.pdf, July 1998.
Hedenblad, Göran, Drying of Construction Water inConcrete, Byggforskningsradet, The Swedish Council forBuilding Research, Stockholm, 1997 [PCA LT229].
Helmuth, Richard A., and Turk, Danica H., The Reversibleand Irreversible Drying Shrinkage of Hardened PortlandCement and Tricalcium Silicate Pastes, Research DepartmentBulletin RX215, Portland Cement Association, http://www.portcement.org/pdf_files/RX215.pdf, 1967.
Holt, Erika E., Early Age Autogenous Shrinkage of Concrete,VTT Publication 446, Technical Research Center ofFinland, Espoo, 2001, 194 pages. Also available throughPCA as LT257.
Holt, Erika E., and Janssen, Donald J., “Influence of EarlyAge Volume Changes on Long-Term Concrete Shrinkage,”Transportation Research Record 1610, Transportation Re-search Board, National Research Council, Washington,D.C., 1998, pages 28 to 32.
Hognestad, E.; Hanson, N. W.; and McHenry, D., ConcreteStress Distribution in Ultimate Strength Design, DevelopmentDepartment Bulletin DX006, Portland Cement Association,http://www.portcement.org/pdf_files/DX006.pdf, 1955.
Hsu, Thomas T. C., Torsion of Structural Concrete—PlainConcrete Rectangular Sections, Development DepartmentBulletin DX134, Portland Cement Association, http://www.portcement.org/pdf_files/DX134.pdf, 1968.
Jackson, F. H., Long-Time Study of Cement Performance inConcrete—Chapter 9. Correlation of the Results of LaboratoryTests with Field Performance Under Natural Freezing andThawing Conditions, Research Department Bulletin RX060,Portland Cement Association, http://www.portcement.org/pdf_files/RX060.pdf, 1955.
Kaar, P. H.; Hanson, N. W.; and Capell, H. T., Stress-StrainCharacteristics of High-Strength Concrete, Research and De-velopment Bulletin RD051, Portland Cement Association,http://www.portcement.org/pdf_files/RD051.pdf, 1977.
272
Design and Control of Concrete Mixtures ◆ EB001

Pickett, Gerald, The Effect of Change in Moisture Content onthe Creep of Concrete Under a Sustained Load, Research De-partment Bulletin RX020, Portland Cement Association,http://www.portcement.org/pdf_files/RX020.pdf, 1947.
Powers, T. C., “Absorption of Water by Portland CementPaste during the Hardening Process,” Industrial andEngineering Chemistry, Vol. 27, No. 7, July 1935, pages790 to 794.
Powers, Treval C., “Causes and Control of VolumeChange,” Volume 1, Number 1, Journal of the PCA Researchand Development Laboratories, Portland Cement Asso-ciation, January 1959.
Roper, Harold, Volume Changes of Concrete Affected byAggregate Type, Research Department Bulletin RX123,Portland Cement Association, http://www.portcement.org/pdf_files/RX123.pdf, 1960.
Russell, H. G., and Corley, W. G., Time-Dependent Behaviorof Columns in Water Tower Place, Research and DevelopmentBulletin RD052, Portland Cement Association, http://www.portcement.org/pdf_files/RD052.pdf, 1977.
Steinour, Harold H., “Some Effects of Carbon Dioxide onMortars and Concrete—Discussion,” Proceedings of theAmerican Concrete Institute, vol. 55, American Concrete In-stitute, Farmington Hills, Michigan, 1959, pages 905 to 907.
Suprenant, Bruce A., and Malisch, Ward R., “The FiberFactor,” Concrete Construction, Addison, Illinois, October1999, pages 43 to 46.
Suprenant, Bruce A., and Malisch, Ward R., “A New Lookat Water, Slump, and Shrinkage,” Concrete Construction,Addison, Illinois, April 2000, pages 48 to 53.
Tazawa, Ei-ichi, Autogenous Shrinkage of Concrete, E & FNSpon and Routledge, New York, 1999, 428 pages [PCALT245].
Toennies, H. T., and Shideler, J. J., Plant Drying andCarbonation of Concrete Block—NCMA-PCA Cooperative Pro-gram, Development Department Bulletin DX064, PortlandCement Association, http://www.portcement.org/pdf_files/DX064.pdf, 1963.
Tremper, Bailey, and Spellman, D. L., “Shrinkage ofConcrete—Comparison of Laboratory and FieldPerformance,” Highway Research Record Number 3,Properties of Concrete, Transportation Research Board,National Research Council, Washington, D.C., 1963.
Verbeck, G. J., Carbonation of Hydrated Portland Cement,Research Department Bulletin RX087, Portland CementAssociation, http://www.portcement.org/pdf_files/RX087.pdf, 1958.
Whiting, David A.; Detwiler, Rachel J.; and Lagergren, EricS., “Cracking Tendency and Drying Shrinkage of SilicaFume Concrete for Bridge Deck Applications,” ACI Mate-rials Journal, American Concrete Institute, FarmingtonHills, Michigan, January–February, 2000, pages 71 to 77.
Whiting, D., and Dziedzic, W., Effects of Conventional andHigh-Range Water Reducers on Concrete Properties, Researchand Development Bulletin RD107, Portland Cement Asso-ciation, 1992.
Ytterberg, Robert F., “Shrinkage and Curling of Slabs onGrade, Part I—Drying Shrinkage, Part II—Warping andCurling, and Part III— Additional Suggestions,” ConcreteInternational, American Concrete Institute, FarmingtonHills, Michigan, April 1987, pages 22 to 31; May 1987,pages 54 to 61; and June 1987, pages 72 to 81.
273
Chapter 15 ◆ Volume Changes of Concrete

CHAPTER 16 Control Tests for Concrete
Satisfactory concrete construction and performance re-quires concrete with specific properties. To assure thatthese properties are obtained, quality control and accept-ance testing are indispensable parts of the constructionprocess. Test results provide important feedback used tobase decisions regarding mix adjustments. However, pastexperience and sound judgment must be relied on in eval-uating tests and assessing their significance in controllingthe design, batching and placement processes that influ-ence the ultimate performance of the concrete.
Specifiers are moving toward performance-basedspecifications (also called end-result or end-property spe-cifications) that require the final performance of concretebe achieved independent of the process used to achievethe performance. Physical tests and concrete propertiesare used to measure acceptance. Such specifications maynot have acceptance limits for process control tests suchas slump or limits on the quantities of concrete ingredi-ents as do prescriptive specifications. The end result ofcompressive strength, low permeability, documenteddurability, and a minimal number of cracks, for example,would be the primary measure of acceptance. Of course,even though process control tests may not be specified,the wise concrete producer would use them to guide theproduct to a successful end result. However, most speci-fications today are still a combination of prescriptive andperformance requirements (Parry 2000).
CLASSES OF TESTSProject specifications may affect (1) characteristics of themixture, such as maximum size of aggregate, aggregateproportions, or minimum cement content; (2) characteris-tics of the cement, water, aggregates, and admixtures; and(3) characteristics of the freshly mixed and hardenedconcrete, such as temperature, slump, air content, andcompressive or flexural strengths.
Cementitious materials are tested for their compliancewith ASTM or AASHTO standards to avoid any abnormalperformance such as early stiffening, delayed setting, orlow strengths in concrete. More details regarding cementi-tious materials can be found in Chapters 2 and 3.
Tests of aggregates have two major purposes: (1) todetermine the suitability of the material itself for use inconcrete, including tests for abrasion, soundness againstsaturated freeze-thaw cycles, harmful materials by petro-graphic examination, and potential alkali-aggregate reac-tivity; and (2) to assure uniformity, such as tests formoisture control, relative density (specific gravity), andgradation of aggregates. Some tests are used for bothpurposes. Testing aggregates to determine their potentialalkali-aggregate reactivity is discussed in Chapter 5,“Aggregates for Concrete.” Tests of concrete to evaluatethe performance of available materials, to establishmixture proportions, and to control concrete qualityduring construction include slump, air content, tempera-ture, density (unit weight), and strength. Slump, aircontent, and strength tests are usually required in projectspecifications for concrete quality control, whereasdensity is more useful in mixture proportioning. Never-theless, ASTM C 94 (AASHTO M 157) specifies thatslump, air-content, density, and temperature tests shouldbe made when strength specimens are made.
Following is a discussion of frequency of testing anddescriptions of the major control tests to ensure unifor-mity of materials, desired properties of freshly mixedconcrete, and required strength of hardened concrete.Special tests are also described.
ASTM (2000) and Klieger and Lamond (1994)provide extensive discussions of test methods for con-crete and concrete ingredients.Computational Software. In order to make computationof test data easier, NRMCA (2001) provides a CD withspread sheets for a variety of concrete and aggregate tests.
FREQUENCY OF TESTINGFrequency of testing is a significant factor in the effective-ness of quality control of concrete. Specified test frequen-cies are intended for acceptance of the material or one ofits components at a random location within the quantityor time period represented by the test. Such frequenciesmay not occur often enough to control the material within
275

Specimens should be laboratory cured when tested foracceptance or ultimate performance of the concrete.However, laboratory-cured specimens should not be usedas an indication of in-place concrete strengths (ACICommittee 318, 1999).
In-place concrete strengths are typically documentedby casting specimens that are field-cured (as nearly aspractical) in the same manner as concrete in the structure.Field-cured specimens are commonly used to decidewhen forms and shores might be removed under a struc-tural slab or to determine when traffic will be allowed onnew pavement. ASTM C 31 (AASHTO T 23) containsadditional instructions regarding the handling of field-cured cylinders. Although field-cured specimens may betested at any age, 7-day tests are often made for compar-ison with laboratory tests at the same age; these are usefulto judge if curing and protection during cold weatherconcreting is adequate.
TESTING AGGREGATES
Sampling AggregatesMethods for obtaining representative samples of aggre-gates are given in ASTM D 75 (AASHTO T 2). Accuratesampling is important. The location in the productionprocess where samples will be obtained must be carefullyplanned. Sampling from a conveyor belt, stockpile, oraggregate bin may require special sampling equipment.Caution must be exercised to obtain a sample away fromstockpile segregation and the sample must be largeenough to meet ASTM minimum sample size require-ments. In addition, samples obtained for moisture contenttesting should be placed in a sealed container or plasticbag as soon as possible to retain moisture until testing.
Reducing large field samples to small quantities forindividual tests must be done with care so that thefinal samples will be truly representative ASTM C 702(AASHTO T 248). For coarse aggregate, this is done by thequartering method: The sample, thoroughly mixed, isspread on a piece of canvas in an even layer 75 or 100 mm(3 or 4 in.) thick. It is divided into four equal parts. Twoopposite parts are then discarded. This process is repeateduntil the desired size of sample remains. A similar proce-dure is sometimes used for moist, fine aggregate. Samplesplitters are desirable for dry aggregate (Fig. 16-1) butshould not be used for samples that are more than satu-rated surface dry.
Organic ImpuritiesOrganic impurities in fine aggregate should be deter-mined in accordance with ASTM C 40 (AASHTO T 21). Asample of fine aggregate is placed in a sodium hydroxidesolution and shaken. The following day the color of thesodium hydroxide solution is compared with a glass color
specified limits during production. Process control testsare nonrandom tests performed more often than specifiedto document trends that allow adjustments to be madebefore acceptance tests are performed.
The frequency of testing aggregates and concrete fortypical batch-plant procedures depends largely upon theuniformity of materials, including the moisture content ofaggregates, and the production process. Initially it is ad-visable to make process control tests several times a day,but as work progresses and the material becomes morepredictable, the frequency often can be reduced. ASTM C1451 provides a standard practice for determining theuniformity of cementitious materials, aggregates, andchemical admixtures used in concrete.
Usually, aggregate moisture tests are made once ortwice a day. The first batch of fine aggregate in themorning is often overly wet since moisture will migrateovernight to the bottom of the storage bin. As fine aggre-gate is drawn from the bottom of the bin and additionalaggregate is added, the moisture content should stabilizeat a lower level and the first moisture test can be made.Obtaining moisture samples representative of the aggre-gates being batched is important; a one percent change inmoisture content of fine aggregate will change the amountof mix water needed by approximately eight kilogramsper cubic meter (13 lb/yd3).
Slump tests should be made for the first batch ofconcrete each day, whenever consistency of concreteappears to vary, and whenever strength-test cylinders aremade at the jobsite.
Air-content tests should be made often enough at thepoint of delivery to ensure proper air content, particularlyif temperature and aggregate grading change. An air-content test should be performed for each sample ofconcrete from which cylinders are made; a record of thetemperature of each sample of concrete should also be kept.
The number of strength tests made will depend on thejob specifications and the occurrence of variations. TheACI 318 building code and ASTM C 94 require thatstrength tests of each class of concrete placed each dayshould be taken not less than once a day, nor less thanonce for each 115 cubic meters (150 cu yd) of concrete. Inaddition, ACI 318 recommends not less than once for each500 square meters (5000 sq ft) of surface area for slabs orwalls placed each day. The average strength of two 28-daycylinders is required for each test used for evaluatingconcrete. A 7-day test cylinder, along with the two 28-daytest cylinders, is often made and tested to provide an earlyindication of strength development. As a rule of thumb,the 7-day strength is about 60% to 75% of the 28-daycompressive strength, depending upon the type andamount of cementitious materials, water-cement ratio,curing temperature, and other variables. Additional spec-imens may be required when high-strength concrete isinvolved or where structural requirements are critical.
276
Design and Control of Concrete Mixtures ◆ EB001

standard or standard color solution. If the color of thesolution containing the sample is darker than the standardcolor solution or Organic Glass Plate No. 3, the fine aggre-gate should not be used for important concrete workwithout further investigation.
Some fine aggregates contain small quantities of coalor lignite that give the liquid a dark color. The quantitymay be insufficient to reduce the strength of the concreteappreciably. If surface appearance of the concrete is notimportant, ASTM C 33 (AASHTO M 6) states that fineaggregate is acceptable if the amount of coal and lignitedoes not exceed 1.0% of the total fine aggregate mass. Afine aggregate failing this ASTM C 33 (AASHTO M 6) limitmay be used if, when tested in accordance with ASTM C 87(AASHTO T 71), the 7-day strengths of mortar cubes madewith the sand (ASTM C 109 or AASHTO T 106) are at least95% of the 7-day strengths of mortar made with the samesand, but washed in a 3% solution of sodium hydroxideand then thoroughly rinsed in water. It should be realizedthat appreciable quantities of coal or lignite in aggregatescan cause popouts and staining of the concrete and canreduce durability when concrete is exposed to weathering.Local experience is often the best indication of the durabil-ity of concrete made with such aggregates.
Objectionable Fine MaterialLarge amounts of clay and silt in aggregates can adverselyaffect durability, increase water requirements, and in-crease shrinkage. Specifications usually limit the amountof material passing the 75 µm (No. 200) sieve to 2% or 3%in fine aggregate and to 1% or less in coarse aggregate.Testing for material finer than the 75 µm (No. 200) sieveshould be done in accordance with ASTM C 117(AASHTO T 11). Testing for clay lumps should be inaccordance with ASTM C 142 (AASHTO T 112).
GradingGradation of aggregates significantly affects concrete mix-ture proportioning and workability. Hence, gradationtests are an important element in the assurance of concretequality. The grading or particle size distribution of anaggregate is determined by a sieve analysis test in whichthe particles are divided into their various sizes by stan-dard sieves. The analysis should be made in accordancewith ASTM C 136 (AASHTO T 27).
Results of sieve analyses are used in three ways: (1) todetermine whether or not the materials meet specifica-tions; (2) to select the most suitable material if severalaggregates are available; and (3) to detect variations ingrading that are sufficient to warrant blending selectedsizes or an adjustment of concrete mix proportions.
The grading requirements for concrete aggregate areshown in Chapter 5 and ASTM C 33 (AASHTO M 6/M80). Materials containing too much or too little of any onesize should be avoided. Some specifications require thatmixture proportions be adjusted if the average finenessmodulus of fine aggregate changes by more than 0.20.Other specifications require an adjustment in mixtureproportions if the amount retained on any two consecu-tive sieves changes by more than 10% by mass of the totalfine-aggregate sample. A small quantity of clean particlesthat pass a 150 µm (No. 100) sieve but are retained on a 75µm (No. 200) sieve is desirable for workability. For thisreason, most specifications permit up to 10% of this mate-rial in fine aggregate.
Well-graded aggregates contain particles on each sievesize. Well-graded aggregates enhance numerous factorsthat result in greater workability and durability. The morewell-graded an aggregate is, the more it will pack togetherefficiently, thus reducing the volume between aggregateparticles that must be filled by paste. On the other hand,gap-graded aggregates—those having either a large quan-tity or a deficiency of one or more sieve sizes—can result inreduced workability during mixing, pumping, placing,consolidation and finishing. Durability can suffer too as aresult of using more fine aggregate and water to produce aworkable mix. See Chapter 5 and Galloway (1994) for addi-tional information on aggregate grading.
Moisture Content of AggregatesSeveral methods are used for determining the amount ofmoisture in aggregate samples. The total moisture con-tent for fine or coarse aggregate can be tested in accor-dance with ASTM C 566 (AASHTO T 255). In thismethod a measured sample of damp aggregate is driedeither in a ventilated conventional oven, microwaveoven, or over an electric or gas hotplate. From the massbefore and after drying, the total moisture content can becalculated as follows:
277
Chapter 16 ◆ Control Tests for Concrete
Fig. 16-1. Sample splitter commonly used to reduce coarseaggregate samples. (70012)

Design and Control of Concrete Mixtures ◆ EB001
the sample is dry; (5) after burning, the sample is cooledfor a few minutes and weighed; and (6) the percentage ofmoisture is then calculated.
When drying equipment is not available a field orplant determination of surface (free) moisture in fineaggregate can be made in accordance with ASTM C 70.The same procedure can be used for coarse aggregate withappropriate changes in the size of sample and dimensionsof the container. This test depends on displacement ofwater by a known mass of moist aggregate; therefore, therelative density (specific gravity) of the aggregate must beknown accurately.
Electric moisture meters are used in many concretebatching plants primarily to monitor the moisture contentof fine aggregates, but some plants also use them to checkcoarse aggregates. They operate on the principle that theelectrical resistance of damp aggregate decreases as mois-ture content increases, within the range of dampnessnormally encountered. The meters measure the electricalresistance of the aggregate between electrodes protrudinginto the batch hopper or bin. Moisture meters using themicrowave-absorption method are gaining popularitybecause they are more accurate than the electric meters.However, both methods measure moisture contents accu-rately and rapidly, but only at the level of the probes.These meters require frequent calibration and must bemaintained properly. The variable nature of moisturecontents in aggregates cause difficulty in obtaining repre-sentative samples for comparison to electric moisturemeters. Several oven-dried moisture content tests shouldbe performed to verify the calibration of these metersbefore trends in accuracy can be established.
Table 16-1 illustrates a method of adjusting batchweights for moisture in aggregates.
P = 100(M – D)/Dwhere
P = moisture content of sample, percent M = mass of original sample D = mass of dried sample
The surface (free) moisture can be calculated if thepercentage of absorbed moisture in the aggregate isknown. The surface moisture content is equal to the totalmoisture content minus the absorbed moisture. Historicinformation for an aggregate source can be used to obtainabsorbed moisture content data if the mineral compositionof the pit or quarry has not changed significantly. How-ever, if recent data is not available, they can be determinedusing methods outlined in ASTM C 127 (AASHTO T 85)for coarse aggregate and ASTM C 128 (AASHTO T 84) forfine aggregate.
Only the surface moisture, not the absorbed moisture,becomes part of the mixing water in concrete. Surfacemoisture percentages are used to calculate the amount ofwater in the aggregates to reduce the amount of mix waterused for batching. In addition, the batch weight of aggre-gates should be increased by the percentage of surfacemoisture present in each type of aggregate. If adjustmentsare not made during batching, surface water will replace aportion of the aggregate mass and the mix will not yieldproperly.
Another method to determine moisture content,which is not as accurate, is to evaporate the moisture byburning alcohol. In this method: (1) a measured sample ofdamp fine aggregate is placed in a shallow pan; (2) about310 ml of alcohol for each kilogram (5 oz for each pound)is poured over the sample; (3) the mixture is stirred with arod and spread in a thin layer over the bottom of the pan;(4) the alcohol is then ignited and allowed to burn until
278
Aggregate mass Aggregate mass Mix water correction forMix design mass (SSD condition),** (in moist condition), surface moisture in
(aggregates in dry kg/m3 (lb/yd3) kg/m3 (lb/yd3) aggregates, kg/m3 (lb/yd3) AdjustedConcrete BOD condition),* BOD •(Absorbed %) BOD •(Moisture %) BOD •(Moist%-Absorb%) batch weight,
ingredients kg/m3 (lb/yd3) 100 100 100 kg/m3 (lb/yd3)Cement 355 (598) 355 (598)Fine aggregate 695 (1171) 703 (1185) 735 (1239) 32 (54) 735 (1239)Coarse aggregate 1060 (1787) 1064 (1793) 1068 (1800) 4 (7) 1068 (1800)Water 200 (337) 164 (276)Total 2310 (3893) 36 (61) 2322 (3913)†
* An aggregate in a bulk-oven dry (BOD) condition is one with its permeable voids completely dry so that it is fully absorbent.** An aggregate in a saturated, surface-dry (SSD) condition is one with its permeable voids filled with water and with no surface moisture on
it. Concrete suppliers often request mix design proportions on a SSD basis because of batching software requirements.† Total adjusted batch weight is higher than total mix design weight by the amount of water absorbed in the aggregate.
Table 16-1. Example of Adjustment in Batch Weights for Moisture in AggregatesAggregate data Absorption, % Moisture content, %Fine aggregate 1.2 5.8Coarse aggregate 0.4 0.8

Chapter 16 ◆ Control Tests for Concrete
TESTING FRESHLY MIXED CONCRETESampling Freshly Mixed ConcreteThe importance of obtaining truly representative samplesof freshly mixed concrete for control tests must be empha-sized. Unless the sample is representative, test results willbe misleading. Samples should be obtained and handled inaccordance with ASTM C 172 (AASHTO T 141). Except forroutine slump and air-content tests performed for processcontrol, ASTM C 172 (AASHTO T 141) requires that samplesize used for acceptance purposes be at least 28 liter (1 cu ft)and be obtained within 15 minutes between the first andfinal portions of the sample. The composite sample, madeof two or more portions, should not be taken from the veryfirst or last portion of the batch discharge. The sampleshould be protected from sunlight, wind, and other sourcesof rapid evaporation during sampling and testing.
ConsistencyThe slump test, ASTM C 143 (AASHTO T 119), is the mostgenerally accepted method used to measure the consis-tency of concrete (Fig. 16-2). The test equipment consists ofa slump cone (a metal conical mold 300 mm [12 in.] high,with a 200-mm [8-in.] diameter base and 100-mm [4-in.]diameter top) and a steel rod 16 mm (5⁄8 in.) in diameter and600 mm (24 in.) long with a hemispherically shaped tip.The dampened slump cone, placed upright on a flat,nonabsorbent rigid surface, should be filled in three layersof approximately equal volume. Therefore, the coneshould be filled to a depth of about 70 mm (21⁄2 in.) for thefirst layer, a depth of about 160 mm (6 in.) for the second
layer, and overfilled for the third layer. Each layer isrodded 25 times. Following rodding, the last layer is struckoff and the cone is slowly raised vertically 300 mm (12 in.)in 5 ± 2 seconds. As the concrete subsides or settles to anew height, the empty slump cone is then inverted andgently placed next to the settled concrete. The slump is thevertical distance the concrete settles, measured to the near-est 5 mm (1⁄4 in.); a ruler is used to measure from the top ofthe slump cone (mold) to the displaced original center ofthe subsided concrete (see Fig. 16-2).
A higher slump value is indicative of a more fluidconcrete. The entire test through removal of the coneshould be completed in 21⁄2 minutes, as concrete losesslump with time. If a falling away or shearing off occursfrom a portion of the concrete, another test should be runon a different portion of the sample.
Another test method for flow of fresh concreteinvolves the use of the K-Slump Tester (ASTM C 1362).This is a probe-type instrument that is thrust into theconcrete in any location where there is a minimum depthof 175 mm (7 in.) of concrete a 75-mm (3-in.) radius ofconcrete around the tester. The amount of mortar flowinginto openings in the tester is reported as a measure of flow.
Additional consistency tests include: the FHWAvibrating slope apparatus (Wong and others 2001 andSaucier 1966); British compacting factor test (BS 1881);Powers remolding test (Powers 1932); German flow tabletest (DIN 1048-1); Vebe consistometer for roller-compactedconcrete (ASTM C 1170); Kelly ball penetration test (ASTMC 360-92 now discontinued); Thaulow tester; the invertedslump cone for fiber-reinforced concrete (ASTM C 995);Powers and Wiler plastometer (Powers and Wiler 1941);
279
Fig. 16-2. Slump test for consistency of concrete. Figure A illustrates a lower slump, Figure B a higher slump. (69786, 69787)
A B

sample and container is required. For example, a 7-liter(0.25-ft3) density container requires a scale sensitive to 50g (0.1 lb). The size of the container used to determinedensity and yield varies with the size of aggregate; if ingood condition, the 7-liter (0.25-ft3) air meter container iscommonly used with aggregates up to 25 mm (1 in.); a14-liter (0.5-ft3) container is used with aggregates up to50 mm (2 in.). The container should be calibrated at leastannually (ASTM C 1077). Care is needed to consolidatethe concrete adequately by either rodding or internalvibration. Strike off the top surface using a flat plate sothat the container is filled to a flat smooth finish. Thedensity is expressed in kilograms per cubic meter (poundsper cubic foot) and the yield in cubic meters (cubic feet).
The density of unhardened as well as hardenedconcrete can also be determined by nuclear methods,ASTM C 1040 (AASHTO T 271).
Air ContentA number of methods for measuring air content of freshlymixed concrete can be used. ASTM standards include thepressure method (C 231) (AASHTO T 152), the volumetricmethod (C 173) (AASHTO T 196), and the gravimetricmethod (C 138) (AASHTO T 121).
The pressure method (Fig. 16-5) is based on Boyle’slaw, which relates pressure to volume. Many commercialair meters of this type are calibrated to read air contentdirectly when a predetermined pressure is applied. Theapplied pressure compresses the air within the concretesample, including the air in the pores of aggregates. For thisreason, tests by this method are not suitable for determin-ing the air content of concretes made with some lightweightaggregates or other very porous materials. Aggregatecorrection factors that compensate for air trapped in
Tattersall (1971) workability device; Colebrand test; BMLviscometer (Wallevik 1996); BTRHEOM rheometer forfluid concrete (de Larrard, Szitkar, Hu, and Joly 1993); free-orifice rheometer (Bartos 1978); delivery chute torquemeter (US patent 4,332,158 [1982]); delivery-chute vane(US patent 4,578,989 [1986]); Angles flow box (Angles1974); ring penetration test (Teranishs and others 1994);and the Wigmore (1948) consistometer. The Vebe test andthe Thaulow test are especially applicable to stiff andextremely dry mixes while the flow table is especiallyapplicable to flowing concrete (Scanlon 1994).
Temperature MeasurementBecause of the important influence concrete temperaturehas on the properties of freshly mixed and hardenedconcrete, many specifications place limits on the tempera-ture of fresh concrete. Glass or armored thermometers areavailable (Figs. 16-3). The thermometer should be accurateto plus or minus 0.5°C (±1°F) and should remain in a repre-sentative sample of concrete for a minimum of 2 minutesor until the reading stabilizes. A minimum of 75 mm (3 in.)of concrete should surround the sensing portion of thethermometer. Electronic temperature meters with precisedigital readouts are also available. The temperature meas-urement (ASTM C 1064 or AASHTO T 309) should becompleted within 5 minutes after obtaining the sample.
Density and YieldThe density (unit weight) and yield of freshly mixedconcrete (Fig. 16-4) are determined in accordance withASTM C 138 (AASHTO T 121). The results should be suf-ficiently accurate to determine the volumetric quantity(yield) of concrete produced per batch (see Chapter 9). Thetest also can give indications of air content provided therelative densities of the ingredients are known. A balanceor scale sensitive to 0.3% of the anticipated mass of the
280
Design and Control of Concrete Mixtures ◆ EB001
Fig. 16-4. Fresh concrete is measured in a container ofknown volume to determine density (unit weight). (69785)
Fig. 16-3. A thermometer is used to take the temperature offresh concrete. (69885A)

normal-weight aggregates are relatively constant and,though small, should be subtracted from the pressure metergauge reading to obtain the correct air content. The instru-ment should be calibrated for various elevations above sealevel if it is to be used in localities having considerabledifferences in elevation. Some meters utilize change in pres-sure of a known volume of air and are not affected bychanges in elevation. Pressure meters are widely usedbecause the mix proportions and specific gravities of theconcrete ingredients need not be known. Also, a test can beconducted in less time than is required for other methods.
The volumetric method (Fig. 16-6) outlined in ASTMC 173 (AASHTO T 196) requires removal of air from aknown volume of concrete by agitating the concrete in anexcess of water. This method can be used for concrete con-taining any type of aggregate, including lightweight orporous materials. An aggregate correction factor is notnecessary with this test. The volumetric test is not affectedby atmospheric pressure, and specific gravity of theconcrete ingredients need not be known. Care must betaken to agitate the sample sufficiently to remove all air.The addition of 500 mL (1 pt) of alcohol accelerates theremoval of air, thus shortening test times; it also dispelsmost of the foam and increases the precision of the test,including those performed on high-air-content or high-cement-content concretes.
The gravimetric method utilizes the same test equip-ment used for determining the density (unit weight) ofconcrete. The measured density of concrete is subtractedfrom the theoretical density as determined from the abso-lute volumes of the ingredients, assuming no air is present(see ASTM C 138 or AASHTO T 121). This difference,
expressed as a percentage of the theoretical density, is theair content. Mixture proportions and specific gravities ofthe ingredients must be accurately known; otherwiseresults may be in error. Consequently, this method is suit-able only where laboratory-type control is exercised.Significant changes in density can be a convenient way todetect variability in air content.
A pocket-size air indicator (AASHTO T 199) can beused as a quick check for the presence of low, medium, orhigh levels of air in concrete, but it is not a substitute forthe other more accurate methods. A representative sampleof mortar from the concrete is placed in the container. Thecontainer is then filled with alcohol and rolled with thethumb over the open end to remove the air from themortar. The indicated air content is determined bycomparing the drop in the level of the alcohol with a cali-bration chart. The test can be performed in a few minutes.It is especially useful in checking for the presence of air inconcrete near the surface that may have suffered reduc-tions in air because of faulty finishing procedures.
With any of the above methods, air-content testsshould be started within 5 minutes after the final portion ofthe composite sample has been obtained.
Studies into the effect of fly ash on the air-void stabilityof concrete have resulted in the development of the foam-index test. The test can be used to measure the relative air-entraining admixture requirements for concrete mixturescontaining fly ash. The fly ash to be tested is placed in awide mouth jar along with the air-entraining admixtureand shaken vigorously. Following a waiting period of 45seconds, a visual determination of the stability of the foamor bubbles is made (Gebler and Klieger 1983).
281
Chapter 16 ◆ Control Tests for Concrete
Fig. 16-5. Pressure-type meter for determining air content.(69766)
Fig. 16-6. Volumetric air meter. (69886)

Design and Control of Concrete Mixtures ◆ EB001
Strength SpecimensSpecimens molded for strength tests should be made andcured in accordance with ASTM C 31 or AASHTO T 23(field-molded specimens) or ASTM C 192 or AASHTO T126 (laboratory-molded specimens). Molding of strengthspecimens should be started within 15 minutes after thecomposite sample is obtained.
The standard test specimen for compressive strengthof concrete with a maximum aggregate size of 50 mm(2 in.) or smaller is a cylinder 150 mm (6 in.) in diameterby 300 mm (12 in.) high (Fig. 16-7). For larger aggregates,the diameter of the cylinder should be at least three timesthe maximum-size aggregate, and the height should betwice the diameter. While rigid metal molds are preferred,parafined cardboard, plastic, or other types of disposablemolds conforming to ASTM C 470 can be used. Theyshould be placed on a smooth, level, rigid surface andfilled carefully to avoid distortion of their shape.
A 100-mm (4-in.) diameter by 200-mm (8-in.) highcylinder mold has been commonly used with high strengthconcrete containing up to 19 mm (3⁄4 in.) maximum-sizeaggregate (Burg and Ost 1994, Forstie and Schnormeier1981, and Date and Schnormeier 1984). The 100 x 200-mmcylinder is easier to cast, requires less sample, weighs con-siderably less than a 150 x 300-mm (6 x 12-in.) concretecylinder; it is therefore easier to handle and requires lessmoist-curing storage space. In addition, the smaller cross-sectional area allows higher compressive strengths to bereached by a testing machine that has a smaller load capac-ity. The difference in indicated strength between the twocylinder sizes is insignificant as illustrated in Fig. 16-8. Thestandard deviation and coefficient of variation of 100-mm
cylinders is slightly higher orsimilar to that for 150-mmcylinders (Burg and others 1999and Pistilli and Willems 1993).The predominant size used inCanada is the 100-mm diametercylinder. Consult job specifica-tions for allowable cylinder sizes.
Beams for the flexuralstrength test should be 150 x 150mm (6 x 6 in.) in cross section foraggregates up to 50 mm (2 in.).For larger aggregates, the mini-mum cross-sectional dimensionshould be not less than threetimes the maximum size ofaggregate. The length of beamsshould be at least three timesthe depth of the beam plus 50mm (2 in.), or a total length ofnot less than 500 mm (20 in.) fora 6 x 6-in. beam.
Test cylinders to be rodded(slump of 25 mm [1 in.] or more)should be filled in three approx-imately equal layers with each
282
25,000
20,000
15,000
10,000
5,000
0
0 5,000 10,000 15,000 20,000 25,000
160
120
80
40
0
6x12-in. cylinder strength, psi
150x300 mm cylinder strength, MPa
4x8-
in. c
ylind
er s
treng
th, p
si
100x
200-
mm
cyli
nder
stre
ngth
, MPa
40 80 120 1600
Moist curedAir curedBest fit line
Fig. 16-8. Comparison of 100 x 200-mm (4 x 8-in.) and 150 x 300-mm (6 x 12-in.) cylinderstrengths (Burg and Ost 1994).
Fig. 16-7. Preparing standard test specimens forcompressive strength of concrete. (69790)

layer rodded 25 times for 150-mm (6-in.) diameter cylinders;beam specimens up to 200 mm (8 in.) deep should be filled intwo equal layers with each layer rodded once with a 16-mm(5⁄8-in.) rod for each 1400 mm2 (2 in.2) of the specimen’s topsurface area. If the rodding leaves holes, the sides of the moldshould be lightly tapped with a mallet or open hand. Cylin-ders to be vibrated should be filled in two layers with one in-sertion per layer for 100-mm (4-in.) diameter cylinders andtwo insertions per layer for 150-mm (6-in.) cylinders.
Beams over 200 mm (8 in.) deep and cylinders 300 to450 mm (12 to 18 in.) deep to be vibrated (slump of 75mm[3 in.] or less) should be filled in two layers; beams 150 to200 mm (6 to 8 in.) deep to be vibrated can be filled in onelayer. Internal vibrators should have a maximum width ofno more than 1⁄3 the width of beams or 1⁄4 the diameter ofcylinders. Immediately after casting, the tops of the speci-mens should be (1) covered with an oiled glass or steelplate, (2) sealed with a plastic bag, or (3) sealed with aplastic cap.
The strength of a test specimen can be greatly affectedby jostling, changes in temperature, and exposure todrying, particularly within the first 24 hours after casting.Thus, test specimens should be cast in locations where sub-sequent movement is unnecessary and where protection ispossible. Cylinders and test beams should be protectedfrom rough handling at all ages. Remember to identifyspecimens on the exterior of the mold to prevent confusionand errors in reporting. Do not etch identification numbersinto the surface of fresh concrete test specimens. Use tapeor identification tags that do not damage the sample.
Standard testing procedures require that specimensbe cured under controlled conditions, either in the labora-tory (Fig. 16-9) or in the field. Controlled laboratory curing
in a moist roomor in a limewaterstorage tank givesan accurate in-dication of thequality of the con-crete as delivered.Limewater mustbe saturated withhydrated lime,not agriculturallime, in accor-dance with ASTMC 511 (AASHTOM 201) to preventleaching of limefrom concrete spe-cimens.
Specimenscured in the fieldin the same man-ner as the struc-ture more closelyrepresent the ac-
tual strength of concrete in the structure at the time oftesting; however, they give little indication of whether adeficiency is due to the quality of the concrete as deliveredor to improper handling and curing. On some projects,field-cured specimens are made in addition to those des-tined for controlled laboratory curing; these are especiallyuseful when the weather is unfavorable, to determinewhen forms can be removed, or when the structure can beput into use. For more information see “Strength Tests ofHardened Concrete” in this chapter and ASTM (2000).
In-place concrete strength development can also beevaluated by maturity testing (ACI Committee 306 andASTM C 1074), which was discussed in Chapter 14.
Time of SettingTest method ASTM C 403 (AASHTO T 197) is used todetermine the time of setting of concrete by means of pene-tration resistance measurements made at regular timeintervals on mortar sieved from the concrete mixture (Fig.
283
Chapter 16 ◆ Control Tests for Concrete
Fig. 16-9. Controlled moist curing in thelaboratory for standard test specimensat a relative humidity of 95% to 100%and temperature of 23±2°C (73±3°F)(ASTM C 511 or AASHTO M 201). (8974)
35
28
21
14
7
0
5
4
3
2
1
0180 210 240 270 300 330 360 390 420
Final setting
Initial setting
Elapsed time, min.
Pene
tratio
n re
sista
nce,
MPa
Pene
tratio
n re
sista
nce,
100
0 ps
i
Fig. 16-10. (top) Time of setting equipment. (bottom) Plot oftest results. (69788)

Portland Cement Content,Water Content, and Water-Cement RatioTest methods are available for estimating the portlandcement and water content of freshly mixed concrete.These test results can assist in determining the strengthand durability potential of concrete prior to setting andhardening and can indicate whether or not the desiredcement and water contents were obtained. ASTM testmethods C 1078-87 and C 1079-87 (discontinued in 1998),based on the Kelly-Vail method, can be used to determinecement content and water content, respectively. Exper-imental methods using microwave absorption have beendeveloped to estimate water to cement ratio. The disad-vantage of these test methods is they require sophisticatedequipment and special operator skills, which may not bereadily available.
Other tests for determining cement or water contentscan be classified into four categories: chemical determina-tion, separation by settling and decanting, nuclear related,and electrical. The Rapid Analysis Machine and nuclearcement gage have been used to measure cement contents(Forester, Black, and Lees 1974 and PCA 1983). The micro-wave oven (AASHTO T 23) and neutron-scattering meth-ods have been used to measure water contents. For anoverview of these and other tests from all four categories,see Lawrence (1994). A combination of these tests can berun independently of each other to determine eithercement content or water content to calculate the water-cement ratio.
Supplementary Cementitious Materials ContentStandard test methods are not available for determiningthe supplementary cementitious materials content offreshly mixed concrete. However, the presence of certainsupplementary cementitious materials, such as fly ash,can be determined by washing a sample of the concrete’smortar over a 45 µm (No. 325) sieve and viewing theresidue retained with a stereo microscope (150 to 250X)(Fig. 16-11). Fly ash particles appear as spheres of variouscolors. Sieving the mortar through a 150 or 75 µm (No. 100or 200) sieve is helpful in removing sand grains.
Bleeding of ConcreteThe bleeding properties of fresh concrete can be deter-mined by two methods described in ASTM C 232(AASHTO T 158). One method consolidates the specimenby tamping without further disturbance; the other methodconsolidates the specimen by vibration after which thespecimen is vibrated intermittently throughout the test.The amount of bleed water at the surface is expressed asthe volume of bleed water per unit area of exposedconcrete, or as a percentage of the net mixing water in thetest specimen. Typical values range from 0.01 to 0.08
16-10). The initial and final time of setting is determined asthe time when the penetration resistance equals 3.4 MPa(500 psi) and 27.6 MPa (4000 psi), respectively. Typically,initial set occurs between 2 and 6 hours after batching andfinal set occurs between 4 and 12 hours. The rate of hard-ening of concrete greatly influences the rate of which con-struction progresses. Temperature, water-cementing mate-rials ratio, and admixtures all affect setting time.
Accelerated Compression Teststo Project Later-Age Strength
The need to assess the quality of concrete at early ages incomparison to traditional 28-day tests has received muchattention due to the quickening pace of today’s construc-tion. ASTM has developed two methods for estimatinglater-age strengths of concrete specimens based uponearly-age tests.
ASTM C 684 uses accelerated strength tests to expe-dite quality control of concrete. Cylinder strength tests areaccelerated using one of four curing procedures: warmwater at 35°C ± 3°C (95°F ± 5°F), boiling water, autogenous(insulated), and high temperature at 150°C ± 3°C (300°F ±5°F). Accelerated strength tests are performed at agesranging between 5 and 49 hours, depending on the curingprocedure used. Later-age strengths are estimated usingpreviously established relationships between acceleratedstrength and standard 28-day compressive strength tests.
ASTM C 918 uses the maturity method of monitoringtemperature of cylinders cured in accordance with stan-dard methods outlined in ASTM C 31 (AASHTO T 23).Cylinders are tested at early ages beyond 24 hours, andthe concrete temperature history is used to compute thematurity index at the time of test. Using historic data, aprediction equation is developed to project the strength atlater ages based on the maturity index and early-agestrength tests. See Carino (1994).
Chloride Content
The chloride content of concrete and its ingredientsshould be checked to make sure it is below the limit nec-essary to avoid corrosion of reinforcing steel. An approxi-mation of the water-soluble chloride content of freshlymixed concrete, aggregates, and admixtures can be madeusing a method initiated by the National Ready MixedConcrete Association (NRMCA 1986). A determination ofthe total chloride content of freshly mixed concrete may bemade by summing up the chloride contents of all of theindividual constituents of the mix. The NRMCA methodgives a quick approximation and should not be used todetermine compliance. See Chapter 9 for chloride-ionlimitations for concrete.
284
Design and Control of Concrete Mixtures ◆ EB001

mL/cm2 or 0.1% to 2.5% of mix water. The bleeding test israrely used in the field (Fig. 16-12). Bleeding was alsodiscussed in Chapter 1.
TESTING HARDENED CONCRETEPremolded specimens described in the previous section“Strength Specimens” (ASTM C 31 [AASHTO T 23], ASTMC 192 [AASHTO T 126], or ASTM C 873), or samples ofhardened concrete obtained from construction or labora-tory work (ASTM C 42 [AASHTO T 24], ASTM C 823, orASTM C 873) can be used in tests on hardened concrete.Separate specimens should be obtained for each testperformed because specimen preconditioning for certaintests can make the specimen unusable for other tests.
Strength Tests of Hardened ConcreteStrength tests of hardened concrete can be performed onthe following: (1) cured specimens molded in accordancewith ASTM C 31 or C 192 (AASHTO T 23 and T 126) fromsamples of freshly mixed concrete; (2) in-situ specimenscored or sawed from hardened concrete in accordance withASTM C 42 (AASHTO T 24); or (3) specimens made fromcast-in-place cylinder molds, ASTM C 873 (Fig. 16-13).
Cast-in-place cylinders can be used in concrete that is125 to 300 mm (5 to 12 in.) in depth. The mold is filled inthe normal course of concrete placement. The specimen isthen cured in place and in the same manner as the rest ofthe concrete section. The specimen is removed from theconcrete and mold immediately prior to testing to deter-mine the in-place concrete strength. This method is par-ticularly applicable in cold-weather concreting, post-tensioning work, slabs, or any concrete work where aminimum in-place strength must be achieved before con-struction can continue.
For all methods, cylindrical samples should have adiameter at least three times the maximum size of coarseaggregate in the concrete and a length as close to twice thediameter as possible. Correction factors are available inASTM C 42 (AASHTO T 24) for samples with lengths of 1to 2 times the diameter. Cores and cylinders with a heightof less than 95% of the diameter before or after cappingshould not be tested. Use of a minimum core diameter of95 mm (3.75 in.) is suggested where a length to diameter(L/D) ratio greater than one is possible.
Drilled cores should not be taken until the concretecan be sampled without disturbing the bond between themortar and the coarse aggregate. For horizontal surfaces,cores should be taken vertically and not near formed jointsor edges. For vertical or sloped faces, cores should betaken perpendicular to the central portion of the concreteelement. Although diamond-studded coring bits can cutthrough reinforcing steel, it should be avoided if possible
285
Chapter 16 ◆ Control Tests for Concrete
Fig. 16-11. Fly ash particles retained on a 45 µµm sieve afterwashing, as viewed through a microscope at 200X. (58949)
Fig. 16-12. ASTM C 232 (AASHTO T 158) test for bleeding ofconcrete; Method A without vibration. The container has aninside diameter of about 255 mm (10 in.) and height ofabout 280 mm (11 in.). The container is filled to a height ofabout 255 mm and covered to prevent evaporation of thebleed water. (69780)
Fig. 16-13. Concrete cylinders cast in place in cylindricalmolds provide a means for determining the in-place com-pressive strength of concrete. (69781)

pad. A cap is placed on one or both ends of the cylinder; thespecimen is then tested in accordance with ASTM C 39(AASHTO T 22) with the added step to stop the test at 10%of the anticipated load to check that the axis of the cylinderis vertical within a tolerance of 0.5°. If either the perpendic-ularity of the cylinder end, or the vertical alignment duringloading are not met, the load applied to the cylinder may beconcentrated on one side of the specimen. This can cause ashort shear fracture in which the failure plane intersects theend of the cylinder. This type of fracture usually indicatesthe cylinder failed prematurely, yielding results lower thanthe actual strength of the concrete. If perpendicularityrequirements are not met, the cylinder can be saw-cut,ground, or capped with a sulfur mortar compound inaccordance with ASTM C 617 (AASHTO T 231).
Short shear fractures can also be reduced by: dustingthe pad and end of cylinder with corn starch or talcumpowder, preventing excess water from cylinders or burlapfrom draining into the retainer and below the pad, andchecking bearing surfaces of retainers for planeness andindentations. In addition, annually clean and lubricate thespherically seated block and adjacent socket on thecompression machine.
Testing of specimens (Fig. 16-15) should be done inaccordance with (1) ASTM C 39 (AASHTO T 22) forcompressive strength, (2) ASTM C 78 (AASHTO T 97) forflexural strength using third-point loading, (3) ASTM C 293(AASHTO T 177) for flexural strength using center-pointloading, and (4) ASTM C 496 (AASHTO T 198) for splittingtensile strength. Fig. 16-16 shows the correlation betweencompressive strength and flexural strength test results.
For both pavement thickness design and pavementmixture proportioning, the modulus of rupture (flexuralstrength) should be determined by the third-point loadingtest (ASTM C 78 or AASHTO T 97). However, modulus ofrupture by center-point loading (ASTM C 293 or AASHTOT 177) or cantilever loading can be used for job control ifempirical relationships to third-point loading test resultsare determined before construction starts.
when obtaining compression test specimens. A cover-meter (electromagnetic device) or a surveyor’s magneticlocator can be used to locate reinforcing steel. Cores takenfrom structures should be tested in a moisture conditionas near as that of the in-place concrete as possible.Conditioning options for preparing specimens aredescribed in ASTM C 42 (AASHTO T 24) and ACI 318.
Fig. 16-14 shows the effects of core conditioning onthe strength of drilled core samples. Forty-eight hourwater immersion of the specimens prior to testing yieldssignificantly lower test results than air-drying specimensfor seven days prior to testing. Measured strengths variedby up to 25%, depending upon the time and type of condi-tioning prior to testing.
Flexure test specimens that are saw-cut from in-placeconcrete are always immersed in lime-saturated water at23.0°C ± 2.0°C (73.5°F ± 3.5°F) for at least 40 hours imme-diately prior to testing.
Test results are greatly influenced by the condition ofthe ends of cylinders and cores. For compression testing,specimens should be ground or capped in accordancewith the requirements of ASTM C 617 (AASHTO T 231) orASTM C 1231. Various commercially available materialscan be used to cap compressive test specimens. ASTM C617 (AASHTO T 231) outlines methods for using sulfurmortar capping. Caps must be allowed to harden at leasttwo hours before the specimens are tested. Unbondedneoprene caps can be used to test molded cylinders ifquick results are needed. Sulfur mortar caps should bemade as thin as is practical to avoid a cap failure thatmight reduce test results.
ASTM C 1231 describes the use of unbonded neoprenecaps that are not adhered or bonded to the ends of the spec-imen. This method of capping uses a disk-shaped 13 ± 2-mm (1⁄2 ± 1⁄16-in.) thick neoprene pad that is approximatelythe diameter of the specimen. The pad is placed in a cylin-drical steel retainer with a cavity approximately 25 mm(1 in.) deep and slightly smaller than the diameter of the
286
Design and Control of Concrete Mixtures ◆ EB001
40
35
30
25
20
5900
5400
4900
4400
3900
3400
2900Soak48 hr
Soak7 days
Air dry7 day
In bags1 day
In bags7 day
Stre
ngth
, MPa
Stre
ngth
, psi
Fig. 16-14. Effect of core conditioning on strength of drilledcores (Fiorato, Burg and Gaynor 2000).
Fig. 16-15. Testing hardened concrete specimens: (left) cyl-inder, (right) beam (44178, 69684).

The moisture content of the specimen has considerableeffect on the resulting strength (Fig. 16-15). Beams for flex-ural tests are especially vulnerable to moisture gradienteffects. A saturated specimen will show lower compressivestrength and higher flexural strength than those forcompanion specimens tested dry. This is important toconsider when cores taken from hardened concrete in serv-ice are compared with molded specimens tested as takenfrom the moist-curing room or water storage tank.Cylinders used for acceptance testing for a specifiedstrength must be cured in accordance with ASTM C 31 andC 511 (AASHTO T 23 and M 201) to accurately representthe quality of the concrete. However, cores are subject toworkmanship, variable environmental site conditions, andvariable conditioning after extraction. Cores are tested ineither a dry or moist condition, but rarely in a saturatedcondition similar to lab-cured cylinders. Because cores andcylinders are handled in very different ways, they cannotbe expected to yield the same results.
The amount of variation in compressive-strengthtesting is far less than for flexural-strength testing. To avoidthe extreme care needed in field flexural-strength testing,compressive-strength tests can be used to monitor concretequality; however, a laboratory-determined empirical rela-tionship (Fig. 16-16) must be developed between the com-pressive and flexural strength of the concrete used(Kosmatka 1985a). Because of this empirical relationshipand the economics of testing cylinders instead of beams,most state departments of transportation are now utilizingcompression tests of cylinders to monitor concrete qualityfor their pavement and bridge projects.Evaluation of Compression Test Results. The ACI 318building code states that the compressive strength ofconcrete can be considered satisfactory if the following
conditions are met: the averages of all sets of three consecu-tive strength tests equal or exceed the specified 28-daystrength ˘ and no individual strength test (average of twocylinders) is more than 3.5 MPa (500 psi) below the specifiedstrength. If the results of the cylinder tests do not meet thiscriteria, the strength of the in-place concrete should be eval-uated by drilled cores.
In addition to the two 28-day cylinders, job specifica-tions often require one or two 7-day cylinders and one ormore “hold” cylinders. The 7-day cylinders monitor earlystrength gain. Hold cylinders are commonly used toprovide additional information in case the 28-day cylin-ders are damaged or do not meet the required compres-sive strength. For low 28-day test results, the hold cylin-ders are typically tested at 56 days in age.
Protection and curing procedures should also be eval-uated to judge if they are adequate when field-cured cylin-ders have a strength of less than 85% of that of companionlaboratory-cured cylinders. The 85% requirement may bewaived if the field-cured strength exceeds ˘ by more than3.5 MPa (500 psi).
When necessary, the in-place concrete strength shouldbe determined by testing three cores for each strength testtaken in the portion of the structure where the laboratory-cured cylinders did not meet acceptance criteria. Moistureconditioning of cores prior to compression testing shouldfollow the guidelines in ASTM C 42 (AASHTO T 24) orACI 318.
Nondestructive test methods are not a substitute forcore tests (ASTM C 42 or AASHTO T 24). If the averagestrength of three cores is at least 85% of ˘, and if no singlecore is less than 75% of ˘, the concrete in the area repre-sented by the cores is considered structurally adequate. Ifthe results of properly made core tests are so low as toleave structural integrity in doubt, load tests as outlined inChapter 20 of ACI 318 may be performed. Refer toChapter 9 and NRMCA (1979), ACI Committee 214 (1997),and ACI Committee 318 (1999).
Air ContentThe air-content and air-void-system parameters of hard-ened concrete can be determined by ASTM C 457. Thehardened air-content test is performed to assure that theair-void system is adequate to resist damage from a freeze-thaw environment. The test is also used to determine theeffect different admixtures and methods of placement andconsolidation have on the air-void system. The test can beperformed on premolded specimens or samples removedfrom the structure. Using a polished section of a concretesample, the air-void system is documented by makingmeasurements using a microscope. The informationobtained from this test includes the volume of entrainedand entrapped air, its specific surface (surface area of theair voids), the spacing factor, and the number of voids per
287
Chapter 16 ◆ Control Tests for Concrete
Square root of compressive strength, MPa
Square root of compressive strength, psiM
odul
us o
f rup
ture
, MPa
Mod
ulus
of r
uptu
re, p
si
Standard moist-cured cylinders,150 x 300 mm (6 x 12 in.) nominalAges from 1 day to 5 years
200 40 8060 120100
6
1000
900
800
700
600
500
400
300
200
100
0
5
4
3
2
1
00 1 2 3 4 5 6 7 8 9 10
Fig. 16-16. Long-term data show that compressive strengthis proportional to the square root of flexural strength(measured by third-point loading) over a wide range ofstrength levels (Wood 1992).

should be noted that the boiling procedure in ASTM C 642can render the specimens useless for certain additionaltests, especially strength tests. The density can be obtainedby multiplying the relative density (specific gravity) bythe density of water (1000 kg/m3 or 62.4 lb/ft3).
Saturated, surface-dry density (SSD) is often requiredfor specimens to be used in other tests. In this case, thedensity can be determined by soaking the specimen inwater for 48 hours and then determining its weight in air(when SSD) and immersed in water. The SSD density isthen calculated as follows:
where
is density in the SSD condition
is the SSD mass in air, kg (lb)
is the apparent mass immersed in water, kg (lb)
is the density of water, 1000 kg/m3 (62.4 lb/ft3)
The SSD density provides a close indication of thefreshly mixed density of concrete. The density of hard-ened concrete can also be determined by nuclear methods(ASTM C 1040 or AASHTO T 271).
! M2
M1
DSSD
D
MM MSSD =
1
1 2
!
−
lineal distance (Fig. 16-17). See Chapter 8 “Air-EntrainedConcrete,” for more information.
Density, Relative Density (SpecificGravity), Absorption, and VoidsThe density, relative density (specific gravity), absorption,and voids content of hardened concrete can be determinedin accordance with ASTM C 642 procedures (Table 16-2). It
288
Design and Control of Concrete Mixtures ◆ EB001
Fig. 16-17. View of concrete air-void system under a micro-scope. (67840)
Permeability AbsorptionCompressive Vol. of Absorption after im-
Cement, strength at 90 days Por- permeable after im- mersionMix kg/m3 90 days, RCPT, ponding, Water, Air, osity, voids, mersion, andNo. (lb/yd3) w/cm MPa (psi) coulombs % Cl m/s** m/s** %† % % boiling, %
ASTM ASTMC 39 C 1202
(AASHTO (AASHTO AASHTO API API ASTM ASTM ASTMT 22) T 277) T 259 RP 27 RP 27 C 642 C 642 C 642
1 445 0.26* 104.1 65 0.013 — 2.81 x 10-10 7.5 6.2 2.43 2.56(750) (15100)
2 445 0.29* 76.7 852 0.022 — 3.19 x 10-10 8.8 8.0 3.13 3.27(750) (11130)
3 381 0.40* 46.1 3242 0.058 2.61 x 10-13 1.16 x 10-9 11.3 12.2 4.96 5.19(642) (6690)
4 327 0.50 38.2 4315 0.076 1.94 x 10-12 1.65 x 10-9 12.5 12.7 5.45 5.56(550) (5540)
5 297 0.60 39.0 4526 0.077 2.23 x 10-12 1.45 x 10-9 12.7 12.5 5.37 5.49(500) (5660)
6 245 0.75 28.4 5915 0.085 8.32 x 10-12 1.45 x 10-9 13.0 13.3 5.81 5.90(413) (4120)
Table 16-2. Permeability and Absorption of Concretes Moist Cured 7 Days and Tested After 90 Days.
* Admixtures: 59.4 kg/m3 (100 lb/yd3) silica fume and 25.4 ml/kg of cement (30 fl.oz/cwt) HRWR (Mix 1); 13.0 ml/kg (20 fl.oz/cwt) HRWR(Mix 2); 2.2 ml/kg (3.4 fl. oz/cwt) WR (Mix 3).
** To convert from m/s to Darcy, multiply by 1.03 x 105, from m/s to m2, multiply by 1.02 x 10-7.† Measured with helium porosimetrie.
Adapted from Whiting (1988).

Portland Cement Content
The portland cement content of hardened concrete can bedetermined by ASTM C 1084 (AASHTO T 178) standardmethods. Although not frequently performed, the cementcontent tests are valuable in determining the cause of lackof strength gain or poor durability of concrete. Aggregatecontent can also be determined by these tests. However,the user of these test methods should be aware of certainadmixtures and aggregate types that can alter test results.The presence of supplementary cementitious materialswould be reflected in the test results.
Supplementary Cementitious Material and Organic Admixture Content
The presence and amount of certain supplementarycementitious materials, such as fly ash, can be determinedby petrographic techniques (ASTM C 856). A sample ofthe supplementary cementitious material used in the con-crete is usually necessary as a reference to determine thetype and amount of the supplementary cementitiousmaterial present. The presence and possibly the amount ofan organic admixture (such as a water reducer) can bedetermined by infrared spectrophotometry (Hime,Mivelaz, and Connolly 1966).
Chloride Content
Concern with chloride-induced corrosion of reinforcingsteel has led to the need to monitor and limit the chloridecontent of reinforced concrete. Limits on the water-solu-ble chloride-ion content of hardened reinforced concreteare given in ACI 318. The water-soluble chloride-ioncontent of hardened concrete can be determined in accor-dance with procedures outlined in ASTM C 1218. In addi-tion, ASTM C 1152 can be used to determine theacid-soluble chloride content of concrete which in mostcases is equivalent to total chloride.
Many of the above tests for chloride-ion content alsoextract chloride-ions from the fine and coarse aggregatesthat generally do not contribute to corrosion of reinforcingsteel. ASTM PS 118 (to be redesignated as ASTM C 1500) isa standard for the analysis of aggregate for water-extractable chloride (Soxhlet method). It is used whenchloride contents have been found to be significantly highin aggregates, concretes, or mortars when tested by eitherASTM C 1152 or C 1218. Because ASTM PS 118 does notpulverize the aggregates as other tests do, it theoreticallymeasures more closely the chloride-ions available for cor-rosion. ACI 222.1 is also a Soxhlet procedure that testschunks of concrete for water-extractable chloride. The truemeaning of results from the Soxhlet procedures is stillbeing debated.
Petrographic AnalysisPetrographic analysis uses microscopic techniquesdescribed in ASTM C 856 to determine the constituents ofconcrete, concrete quality, and the causes of inferior per-formance, distress, or deterioration. Estimating future per-formance and structural safety of concrete elements can befacilitated. Some of the items that can be reviewed by apetrographic examination include paste, aggregate, flyash, and air content; frost and sulfate attack; alkali-aggre-gate reactivity; degree of hydration and carbonation;water-cement ratio; bleeding characteristics; fire damage;scaling; popouts; effect of admixture; and several otheraspects. Almost any kind of concrete failure can be ana-lyzed by petrography (St. John, Poole, and Sims 1998).However, a standard petrographic analysis is sometimesaccompanied by “wet” chemical analyses, infrared spec-troscopy, X-ray diffractometry, scanning electronmicroscopy with attendant elemental analysis, differentialthermal analysis, and other analytical tools.
The Annex to ASTM C 856 (AASHTO T 299) describesa technique for field and laboratory detection of alkali-silica gel. Using this method, a uranyl-acetate solution isapplied to a broken or roughened concrete surface that hasbeen dampened with distilled or deionized water. Afterone minute, the solution is rinsed off and the treated sur-face is viewed under ultraviolet light. Areas of gel fluo-resce bright yellow-green. It must be recognized, however,that several materials not related to ASR in concrete canfluoresce and interfere with an accurate indication of ASRgel. Materials that fluoresce like gel include: naturally flu-orescent minerals, carbonated paste, opal, and some otherrock ingredients, and reactions from fly ash, silica fume,and other pozzolans. ASTM C 856 includes a prescreeningprocedure that gives a visual impression to compensatefor the effects of these materials. However, this test is con-sidered ancillary to more definitive petrographic examin-ations and other tests. In addition, the toxicity andradioactivity of uranyl acetate warrants special handlingand disposal procedures regarding the solution andtreated concrete. Caution regarding potential eye damagefrom ultraviolet light also merits attention.
The Los Alamos method is a staining technique thatdoes not require ultraviolet light or uranyl-acetate solu-tion. Instead, solutions of sodium cobaltinitrite and rho-damine B are used to condition the specimen and producea dark pink stain that corresponds to calcium-rich ASR gel.It should be noted that these methods can produce evi-dence of ASR gel without causing damage to concrete. ASRgel can be present when other mechanisms such asfreeze-thaw action, sulfate attack, and other deteriorationmechanisms have caused the damage. These rapid meth-ods for detecting the presence of ASR gel are useful buttheir limitations must be understood. Neither of the rapidprocedures is a viable substitute for petrographic examina-tion coupled with proper field inspection (Powers 1999).
289
Chapter 16 ◆ Control Tests for Concrete

Design and Control of Concrete Mixtures ◆ EB001
Alkali-Silica Reactivity. Alkali-silica reaction is best con-trolled at the design stage when selecting materials for usein a specific concrete mixture. Aggregate can be tested forpotential alkali-silica reactivity by using the ASTM C 227mortar bar test (for moderate to highly reactive aggre-gate), ASTM C 289 chemical method (for highly reactiveaggregate), ASTM C 295 (petrographic analysis), ASTM C1260 (AASHTO T 303) rapid mortar bar, and ASTM C 1263concrete prism test. Materials, such as fly ash and slag, areoften used to control alkali-silica reaction; they should beevaluated by tests such as ASTM C 227, ASTM C 441,modified C 1260 (PCA 1998), or C 1293 to determine theireffectiveness. An alternate to testing aggregate separatelyfor potential reactivity is to test the concrete mixture to beused on the job; here one would use ASTM C 1260 (modi-fied) or C 1293. A rapid 13-week version of ASTM C 1293is being developed by the University of Texas at Austinthrough the International Center for Aggregate Research(Touma, Fowler, Folliard, and Nelson 2001). Existing con-crete structures can be evaluated for alkali-silica reactionusing ASTM C 856.Alkali-Carbonate Reactivity. Alkali-carbonate reactivityis more rare than alkali-silica reactivity. Potential reactivityof aggregates can be evaluated by using ASTM C 295,ASTM C 586 rock cylinder, and ASTM C 1105. Existingconcrete structures can be evaluated for alkali-carbonatereaction using ASTM C 856.Corrosion Resistance. The corrosion resistance of rein-forced concrete is rarely tested unless unusual materialsare used, concrete will be used in a very severe environ-ment, or there is a need to evaluate the potential for in-place corrosion. Corrosion activity can be evaluated usingASTM C 876.Abrasion Resistance. Abrasion resistance can be deter-mined by using ASTM C 418 (sandblasting), ASTM C 779(revolving disk, dressing wheel, and ball bearingmethods), ASTM C 944 (rotating cutter), and ASTM C 1138(underwater test).
Volume and Length ChangeVolume or length change limits are sometimes specifiedfor certain concrete applications. Volume change is also ofconcern when a new ingredient is added to concrete tomake sure there are no significant adverse effects. ASTM C157 (AASHTO T 160) (water and air storage methods)determines length change in concrete due to drying shrink-age, chemical reactivity, and forces other than those inten-tionally applied. Determination of early volume change ofconcrete before hardening can be performed using ASTMC 827. Creep can be determined in accordance with ASTMC 512. The static modulus of elasticity and Poisson’s ratioof concrete in compression can be determined by methodsoutlined in ASTM C 469 and dynamic values of theseparameters can be determined by using ASTM C 215.
DurabilityDurability refers to the ability of concrete to resist deterio-ration from the environment or from the service in whichit is placed. Properly designed concrete should endurewithout significant distress throughout its service life. Inaddition to tests for air content and chloride contentdescribed previously, the following tests are used to meas-ure the durability of concrete:Frost Resistance. The freeze-thaw resistance of concreteis usually determined in accordance with ASTM C 666(AASHTO T 161). Samples are monitored for changes indynamic modulus, mass, and volume over a period of 300or more cycles of freezing and thawing. ASTM C 617(AASHTO T 231) and ASTM C 682 are also available toevaluate frost resistance. Concrete that will be exposed todeicers as well as saturated freezing should be testedaccording to ASTM C 672 for deicer-scaling resistance.Although ASTM C 672 requires that only surface scalingbe monitored, many practitioners also measure mass loss,as is done in Canada (Fig. 16-18). Concrete mixtures thatperform well in ASTM C 666 (AASHTO T 161) do notalways perform well in ASTM C 672. ASTM C 666(AASHTO T 161) and ASTM C 672 are often used to eval-uate innovative mix designs, or new materials such aschemical admixtures, supplementary cementitious mate-rials, and aggregates to determine their effect on frost anddeicer resistance. Sulfate Resistance. The sulfate resistance of concretematerials can be evaluated by using a saturated mortar bartest, ASTM C 1012. This test is valuable in assessing the sul-fate resistance of concrete that will be continuously wet,but it does not evaluate the more aggressive wet-drycycling environment. The test can be modified to includewet-dry cycling or the U.S. Bureau of Reclamation’s wet-dry concrete prism test for sulfate attack can be used.ASTM D 516 (AASHTO T 290) or the Bureau’s method(U.S. Bureau of Reclamation 1975) can be used to test soiland water for sulfate ion content to determine the severityof the sulfate exposure (ASTM is currently developing anew test).
290
0
1
2
3
4
5
0.01 0.10 1.00 10.00
Visu
al ra
ting
Mass loss (kg/m2)
y = –1.06 + 4.68 x 0.31
r2 = – 0.86
Fig. 16-18. Correlation between mass loss and visual ratingfor each specimen tested according to ASTM C 672 (Pintoand Hover 2001).

Moisture TestingThe in-place moisture content, water vapor emission rate,and relative humidity of hardened concrete are usefulindicators in determining if concrete is dry enough forapplication of floor-covering materials and coatings. Themoisture content of concrete should be low enough toavoid spalling when exposed to temperatures above theboiling point of water. Moisture related test methods fallinto two general categories: either qualitative or quantita-tive. Qualitative tests provide an indication of the pres-ence or absence of moisture while quantitative testsmeasure the amount of moisture. Qualitative tests maygive a strong indication that excessive moisture is presentand the floor is not ready for floor-covering materials.Quantitative tests are performed to assure that the floor isdry enough for these materials.
Qualitative moisture tests include: plastic sheet, matbond, electrical resistance, electrical impedance, andnuclear moisture gauge tests. The plastic sheet test (ASTMD 4263) uses a square sheet of clear plastic film that istaped to the slab surface and left for 24 hours to see ifmoisture develops under it. The plastic sheet test is unre-liable. In the mat bond test, a 1-m2 (9-ft2) sheet of floor cov-ering is glued to the floor with the edges taped to theconcrete for 72 hours. The force needed to remove theflooring is an indication of the slab moisture condition.Electrical resistance is measured using a moisture meterthrough two probes placed in contact with the concrete.Electrical impedance uses an electronic signal that is influ-enced by the moisture in the concrete. Nuclear moisturegauges contain high-speed neutrons that are slowed bythe hydrogen atoms in water. The affect of these encoun-ters is a measure of the moisture content of the concrete.Although the last three tests each yield a numeric testresult, their value is quite limited. Experience and skill areneeded to judge the trustworthiness of the devices and thetest results produced by them.
Quantitative test methods include: gravimetric mois-ture content, moisture vapor emission rate, and relativehumidity probe tests. The most direct method for deter-mining moisture content is to dry cut a specimen from theconcrete element in question, place it in a moisture proofcontainer, and transport it to a laboratory for testing. Afterobtaining the specimen’s initial mass, dry the specimen inan oven at about 105°C (220°F) for 24 hours or until con-stant mass is achieved. The difference between the twomasses divided by the dry mass, times 100, is the moisturecontent in percent. The moisture vapor emission rate(ASTM F 1869) is the most commonly used test in theUnited States for measuring the readiness of concrete forapplication of floor coverings. The emission rate isexpressed as kilograms (pounds) of moisture emittedfrom 93 m2 (1000 ft2) in 24 hours. See Kosmatka (1985), andPCA (2000) for more information.
Relative humidity tests are used in several countriesoutside the United States for measuring moisture in con-
crete slabs. Two British standards, BS 5325: 1996 andBS 8203: 1996 use a hygrometer or relative humidity probesealed under an insulated, impermeable box to trap mois-ture in an air pocket above the floor. The probe is allowedto equilibrate for at least 72 hours or until two consecutivereadings at 24 hours intervals are within the precision ofthe instrument (typically ± 3% RH). Acceptable relativehumidity limits for the installation of floor coverings rangefrom a maximum of 60% to 90%. It can require severalmonths of air-drying to achieve the desired relativehumidity. A method for estimating drying time to reach aspecified relative humidity based on water-cement ratio,thickness of structure, number of exposed sides, relativehumidity, temperature and curing conditions can be foundin Hedenblad (1997), Hedenblad (1998), and Farny (2001).
CarbonationThe depth or degree of carbonation can be determined bypetrographic techniques (ASTM C 856) through the obser-vation of calcium carbonate—the primary chemical prod-uct of carbonation. In addition, a phenolphthalein colortest can be used to estimate the depth of carbonation bytesting the pH of concrete (carbonation reduces pH). Uponapplication of the phenolphthalein solution to a freshlyfractured or freshly cut surface of concrete, noncarbonatedareas turn red or purple while carbonated areas remaincolorless. (Fig. 16-19). The phenolphthalein indicatorwhen observed against hardened paste changes color at apH of 9.0 to 9.5. The pH of good quality noncarbonatedconcrete without admixtures is usually greater than 12.5.For more information, see “pH Testing Methods” below,and see Verbeck (1958), Steinour (1964), and Campbell,Sturm, and Kosmatka (1991).
291
Chapter 16 ◆ Control Tests for Concrete
Fig. 16-19. The depth of carbonation is determined byspraying phenolphthalein solution on a freshly broken con-crete surface. Noncarbonated areas turn red or purple, car-bonated areas stay colorless. (69804)

Each method has limitations and caution should be exer-cised against acceptance of nondestructive test results ashaving a constant correlation to the traditional compres-sion test; for example, empirical correlations must bedeveloped prior to use (Malhotra 1976, NRMCA 1979,Malhotra 1984, Clifton 1985, Malhotra and Carino 1991).
An NDT program may be undertaken for a variety ofpurposes regarding the strength or condition of hardenedconcrete, including:
• Determination of in-place concrete strength• Monitoring rate of concrete strength gain• Location of nonhomogeneity, such as voids or honey-
combing in concrete• Determination of relative strength of comparable
members• Evaluation of concrete cracking and delaminations• Evaluation of damage from mechanical or chemical
forces• Steel reinforcement location, size, and corrosion activity• Member dimensions
Irrespective of the type of NDT test used, adequateand reliable correlation data with standard 28-day com-pressive strength data is usually necessary to evaluate theaccuracy of the NDT method. In addition, correlation toin-place compressive strengths using drilled cores fromone or two locations can provide guidance in interpretingNDT test results; these can then be used to survey largerportions of the structure. Care should be taken to considerthe influence that varying sizes and locations of structuralelements can have on the NDT test being used.Rebound Hammer Tests. The Schmidt rebound hammer(Fig. 16-20) is essentially a surface-hardness tester thatprovides a quick, simple means of checking concreteuniformity. It measures the rebound of a spring-loaded
pH Testing MethodsThere are three practical methods for measuring the pH ofhardened concrete in the field. The first uses litmus paperdesigned for the alkaline range of pH readings. Place a fewdrops of distilled water on the concrete, wait 60 ± 5 sec-onds and immerse an indicator strip (litmus paper) in thewater for 2 to 3 seconds. After removing the strip, compareit to the standard pH color scale supplied with the indi-cator strips. A second method uses a pH “pencil.” Thepencil is used to make a 25 mm (1 in.) long mark afterwhich 2 to 3 drops of distilled water are placed on themark. After waiting 20 seconds, the color is compared to astandard color chart to judge the pH of the concrete.Finally, the third method uses a wide-range liquid pH indi-cator on a freshly fractured surface of the concrete or a coreobtained from the concrete. After several minutes, theresulting color is compared to a color chart to determinethe pH of the concrete. This method is also effective formeasuring the depth of carbonation present on theconcrete surface. See PCA (2000) for more information.
PermeabilityBoth direct and indirect methods of determining perme-ability are used. Table 16-2 shows typical concrete perme-abilities. Resistance to chloride-ion penetration, forexample, can be determined by ponding chloride solutionon a concrete surface and, at a later age, determining thechloride content of the concrete at particular depths(AASHTO T 259). The rapid chloride permeability test(RCPT) (ASTM C 1202 and AASHTO T 277), also calledthe Coulomb or electrical resistance test, is often specifiedfor concrete bridge decks. Various absorption methods,including ASTM C 642, are used. Direct water perme-ability data can be obtained by using the Army Corp ofEngineers CRC C 163-92 test method for water perme-ability of concrete using a triaxial cell. A test method rec-ommended by the American Petroleum Institute fordetermining the permeability of rock is also available.ASTM is in the process of developing a standard methodfor hydraulic permeability of concrete. All the above testmethods have limitations. For more information, seeAmerican Petroleum Institute (1956), Tyler and Erlin(1961), Whiting (1981), Pfeifer and Scali (1981), andWhiting (1988).
Nondestructive Test MethodsNondestructive tests (NDT) can be used to evaluate therelative strength and other properties of hardened con-crete. The most widely used are the rebound hammer,penetration, pullout, and dynamic or vibration tests.Other techniques for testing the strength and other prop-erties of hardened concrete include X-rays, gamma radi-ography, neutron moisture gages, magnetic cover meters,electricity, microwave absorption, and acoustic emissions.
292
Design and Control of Concrete Mixtures ◆ EB001
Fig. 16-20. The rebound hammer gives an indication of thecompressive strength of concrete. (69782)

plunger after it has struck a smooth concrete surface. Therebound number reading gives an indication of the com-pressive strength and stiffness of the concrete. Two dif-ferent concrete mixtures having the same strength butdifferent stiffnesses will yield different readings. In viewof this, an understanding of the factors influencing theaccuracy of the test is required.
The results of a Schmidt rebound hammer test (ASTMC 805) are affected by surface smoothness, size, shape, andrigidity of the specimen; age and moisture condition of theconcrete; type of coarse aggregate; and degree of carbona-tion of the concrete surface. When these limitations arerecognized; and the hammer is calibrated for the partic-ular materials used in the concrete (Fig. 16-21) by compar-ison with cores or cast specimens, then this instrument canbe useful for determining the relative compressivestrength and uniformity of concrete in the structure.Penetration Tests. The Windsor probe (ASTM C 803),like the rebound hammer, is basically a hardness testerthat provides a quick means of determining the relativestrength of the concrete. The equipment consists of apowder-actuated gun that drives a hardened alloy probeinto the concrete (Fig. 16-22). The exposed length of theprobe is measured and related by a calibration table to thecompressive strength of the concrete.
The results of the Windsor-probe test will be influ-enced by surface smoothness of the concrete and the typeand hardness of aggregate used. Therefore, to improveaccuracy, a calibration table or curve for the particularconcrete to be tested should be made, usually from coresor cast specimens.
Both the rebound hammer and the probe damage theconcrete surface to some extent. The rebound hammerleaves a small indentation on the surface; the probe leavesa small hole and may cause minor cracking and smallcraters similar to popouts.
Maturity Tests. The maturity principle is that strengthgain is a function of time and temperature. ASTM C 1074generates a maturity index that is based on temperatureand time factors. The estimated strength depends onproperly determining the strength-maturity function for aparticular concrete mixture. The device uses thermocou-ples or thermistors placed in the concrete and connectedto strip-chart recorders or digital data-loggers that recordconcrete temperature as a function of time. The tempera-ture in relation to time data is correlated to compressiontests performed on cylindrical specimens to generate atemperature-time versus strength curve that is used toestimate in-place concrete strength.Pullout Tests. A pullout test (ASTM C 900) involvescasting the enlarged end of a steel rod in the concrete to betested and then measuring the force required to pull it out(Fig. 16-23). The test measures the direct shear strength ofthe concrete. This in turn is correlated with the compres-sive strength; thus a measurement of the in-placecompressive strength is made.Break-Off Tests. The break-off test (ASTM C 1150) deter-mines the in-place strength of the concrete by breaking offan in situ cylindrical concrete specimen at a failure planeparallel to the finished surface of the concrete element. Abreak-off number is generated and assessed in relation tothe strength of the concrete. Similar to pullout tests, therelationship between break-off test numbers and compres-
293
Chapter 16 ◆ Control Tests for Concrete
Fig. 16-22. The Windsor-probetechnique for determining therelative compressive strengthof concrete.(top) Powder-actuated gundrives hardened alloy probeinto concrete. (69783)(left) Exposed length of probeis measured and relative com-pressive strength of theconcrete then determined froma calibration table. (69784)
40
5000
4000
3000
2000
1000
30
20
10
0 0
Horizontal positionConcrete: saturated surface dryLimestone aggregate
10 15 20 25 30 35 40Rebound reading
Com
pres
sive
stre
ngth
, MPa
Com
pres
sive
stre
ngth
, psi
Fig. 16-21. Example of a calibration chart for an impact(rebound) test hammer.

C 1040 (AASHTO T 271) procedures use gamma radiationto determine the density of unhardened and hardenedconcrete in place.
Battery-operated magnetic detection devices, like thepachometer or covermeter, are available to measure thedepth of reinforcement in concrete and to detect the positionof rebars. Electrical-resistivity equipment is being developedto estimate the thickness of concrete pavement slabs.
A microwave-absorption method has been developedto determine the moisture content of porous buildingmaterials such as concrete. Acoustic-emission techniquesshow promise for studying load levels in structures andfor locating the origin of cracking.
Ground-penetrating (short-pulse) radar is a rapidtechnique for nondestructive detection of delaminationsand other types of defects in overlaid reinforced concretedecks. It also shows potential for monitoring strengthdevelopment in concrete, measuring the thickness ofconcrete members, and locating reinforcement.
Infrared thermographic techniques are used to detectand show, both large and small, internal voids, delamina-tions and cracks in bridges, highway pavements, garagedecks, buildings and other structural elements exposed todirect sunlight. For more information, see Malhotra andCarino (1991). ACI Committee 228 (1998) presents addi-tional information on these and other nondestructivetest methods.
Finally, acoustic impact methods also employ simplehammer and chain drag soundings that are low-cost accu-rate tests used to identify delaminated areas of concrete.Hammer soundings can be used on either vertical or hor-izontal surfaces, but are usually limited to small areas ofdelaminations. These areas are identified by striking thesurface of the concrete with a hammer while listening foreither a ringing or hollow sound. Dragging either a singlechain, in small areas, or for larger areas, a T-bar with orwithout wheels having four or more chains attached arealso used to identify delaminated concrete (ASTM D4580). Approximately one meter (3 ft) of chain is in contactwith the concrete during chain drag soundings. Thesound emitted indicates whether the concrete is delami-nated or not. Chain drag soundings are usually limited tohorizontal surfaces that have a relatively rough texture.Smooth concrete may not bounce the chain links enoughto generate adequate sound to detect delaminated areas.Note that corrosion of reinforcing bars in the area ofdelaminated concrete will probably extend beyond theboundary identified as delaminated.
Table 16-3 lists several nondestructive test methodsalong with main applications.
sion tests must also be developed prior to obtaining finaltest results.
For more information on test methods used to estimatein-place concrete strengths, see ACI Committee 228 (1995).Dynamic or Vibration Tests. A dynamic or vibration(ultrasonic pulse velocity) test (ASTM C 597) is based on theprinciple that velocity of sound in a solid can be measuredby (1) determining the resonant frequency of a specimen, or(2) recording the travel time of short pulses of vibrationsthrough a sample. High velocities are indicative of goodconcrete and low velocities are indicative of poor concrete.
Resonant frequency methods employ low-frequencyvibration to impart mechanical energy used to detect,locate, and record discontinuities within solids. Resonantfrequency is a function of the dynamic modulus of elas-ticity, poisson ratio, density, and geometry of the structuralelement. The presence and orientation of surface andinternal cracking can be determined. In addition, funda-mental transverse, longitudinal, and torsional frequenciesof concrete specimens can also be determined by ASTM C215, a method frequently used in laboratory durabilitytests such as freezing and thawing (ASTM C 666 orAASHTO T 161).
Stress wave propagation methods using impact-echotests are employed in ASTM C 1383 to measure P-wavespeeds and the thickness of concrete elements such asslabs, pavements, bridge decks and walls. The advantageof the test is that its not only nondestructive, but alsoaccess is only required to one side of the structure. Otherstress-wave methods not yet mentioned include: ultra-sonic-echo and spectral analysis of surface waves.Other Tests. The use of X-rays for testing concrete prop-erties is limited due to the costly and dangerous high-voltage equipment required as well as radiation hazards.
Gamma-radiography equipment can be used in thefield to determine the location of reinforcement, density, andperhaps honeycombing in structural concrete units. ASTM
294
Design and Control of Concrete Mixtures ◆ EB001
Fig. 16-23. Pullout test equipment being used to measurethe in-place strength of concrete. (44217)

REFERENCES
ACI Committee 214, Recommended Practice for Evaluation ofStrength Test Results of Concrete, ACI 214-77, reapproved1997, American Concrete Institute, Farmington Hills,Michigan, 1997, 14 pages.
ACI Committee 222, Provisional Standard Test Method forWater Soluble Chloride Available for Corrosion of EmbeddedSteel in Mortar and Concrete Using the Soxhlet Extractor, ACI222.1-96, American Concrete Institute, Farmington Hills,Michigan, 1996, 3 pages.
ACI Committee 228, In-Place Methods to Estimate ConcreteStrength, ACI 228.1R-95, American Concrete Institute,Farmington Hills, Michigan, 1995, 41 pages.
ACI Committee 228, Nondestructive Test Methods forEvaluation of Concrete in Structures, ACI 228.2R-98,American Concrete Institute, Farmington Hills, Michigan,1998, 62 pages.
ACI Committee 306, Cold-Weather Concreting, ACI 306R-88,reapproved 1997, American Concrete Institute, FarmingtonHills, Michigan, 1997, 23 pages.
ACI Committee 318, Building Code Requirements for Struc-tural Concrete and Commentary, ACI 318-02, American Con-crete Institute, Farmington Hills, Michigan, 2002, 369 pages.
ACI Committee 364, Guide for Evaluation of Concrete Struc-tures Prior to Rehabilitation, ACI 364.1 R-94, American Con-crete Institute, Farmington Hills, Michigan, 1994, 22 pages.
American Petroleum Institute, Recommended Practice forDetermining Permeability of Porous Media, API RP 27,American Petroleum Institute, Washington, D.C., 1956.
Angles, J., “Measuring Workability,” 8(12), Concrete, 1974,page 26.
ASTM, Manual of Aggregate and Concrete Testing, AmericanSociety for Testing and Materials, West Conshohocken,Pennsylvania, 2000.
Bartos, P., “Workability of Flowing Concrete—Assessmentby a Free Orifice Rheometer,” 12(10), Concrete, 1978, pages28 to 30.
Bois, Karl J.; Mubarak, Khalid; and Zoughi, Reza, ASimple, Robust and On-Site Microwave Inspection Techniquefor Determining Water-to-Cement-Based Materials, PCA R&DSerial No. 2405, Portland Cement Association, 1999,46 pages.
295
Chapter 16 ◆ Control Tests for Concrete
Concrete properties Recommended NDT methods Possible NDT methodsStrength Penetration probe
Rebound hammerPullout methodsBreak off
General quality and uniformity Penetration probe Ultrasonic pulse echoRebound hammer Visual examinationUltrasonic pulse velocityGamma radiography
Thickness RadarGamma radiographyUltrasonic pulse echo
Stiffness Ultrasonic pulse velocity Proof loading (load-deflection)Density Gamma radiography Neutron density gage
Ultrasonic pulse velocityRebar size and location Covermeter (pachometer) X-ray radiography
Gamma radiography Ultrasonic pulse echoRadar
Corrosion state of Electrical potentialreinforcing steel measurementPresence of Acoustic impact Infrared thermographysubsurface voids Gamma radiography X-ray radiography
Ultrasonic pulse velocity Ultrasonic pulse echoRadarResonant frequency testing
Structural integrity of concrete Proof loading (load-deflection) Proof testing using acoustic emissionstructures
Table 16-3. Nondestructive Test Methods for Concrete
Adapted from ACI Subcommittee 364 (1994) and Clifton (1985).

Fiorato A. E.; Burg, R. G.; and Gaynor, R. D., “Effects ofConditioning on Measured Compressive Strength of Con-crete Cores” Concrete Technology Today, CT003, PortlandCement Association, http://www.portcement.org/pdf_ files/CT003.pdf, 2000, pages 1 to 3.
Forester, J. A.; Black, B. F.; and Lees, T. P., An Apparatus forRapid Analysis Machine, Technical Report, Cement andConcrete Association, Wexham Springs, Slough, England,April 1974
Forstie, Douglas A., and Schnormeier, Russell, “Develop-ment and Use of 4 by 8 Inch Concrete Cylinders inArizona,” Concrete International, American ConcreteInstitute, Farmington Hills, Michigan, July 1981, pages42 to 45.
Galloway, Joseph E., “Grading, Shape, and SurfaceProperties,” Significance of Tests and Properties of Concreteand Concrete-Making Materials, STP 169C, AmericanSociety for Testing and Materials, West Conshohocken,Pennsylvania, 1994, pages 401 to 410
Gebler, S. H., and Klieger, P., Effects of Fly Ash on the Air-Void Stability of Concrete, Research and DevelopmentBulletin RD085T, Portland Cement Association, http://www.portcement.org/pdf_files/RD085.pdf, 1983.
Hedenblad, Göran, Drying of Construction Water inConcrete—Drying Times and Moisture Measurement, T9,Swedish Council for Building Research, Stockholm, 1997,54 pages. [Available from Portland Cement Association asLT229]
Hedenblad, Göran, “Concrete Drying Time,” ConcreteTechnology Today, PL982, Portland Cement Association,http://www.portcement.org/pdf_files/PL982.pdf, 1998,pages 4 and 5.
Hime, W. G.; Mivelaz, W. F.; and Connolly, J. D., Use ofInfrared Spectrophotometry for the Detection and Identificationof Organic Additions in Cement and Admixtures in HardenedConcrete, Research Department Bulletin RX194, PortlandCement Association, http://www.portcement.org/pdf_files/RX194.pdf, 1966, 22 pages.
Kelly, R. T., and Vail, J. W., “Rapid Analysis of FreshConcrete,” Concrete, The Concrete Society, Palladian Pub-lications, Ltd., London, Volume 2, No. 4, April 1968, pages140-145; Volume 2, No. 5, May 1968, pages 206 to 210.
Klieger, Paul, and Lamond, Joseph F., Significance of Testsand Properties of Concrete and Concrete-Making Materials,STP 169C, American Society for Testing and Materials,West Conshohocken, Pennsylvania, 1994.
Kosmatka, Steven H., “Compressive versus FlexuralStrength for Quality Control of Pavements,” Concrete Tech-nology Today, PL854, Portland Cement Association,http://www.portcement.org/pdf_files/PL854.pdf, 1985a,pages 4 and 5.
Burg, R. G.; Caldarone, M. A.; Detwiler, G.; Jansen, D. C.;and Willems, T. J., “Compression Testing of HSC: LatestTechnology.” Concrete International, American ConcreteInstitute, Farmington Hills, Michigan, August 1999, pages67 to 76.
Burg, Ron G., and Ost, Borje W., Engineering Properties ofCommercially Available High-Strength Concrete (IncludingThree-Year Data), Research and Development BulletinRD104, Portland Cement Association, 1994, 58 pages
Campbell, D. H.; Sturm, R. D.; and Kosmatka, S. H.,“Detecting Carbonation,” Concrete Technology Today,PL911, http://www.portcement.org/pdf_files/PL911.pdf,Portland Cement Association, March 1991, pages 1 to 5.
Carino, Nicholas J., “Prediction of Potential ConcreteStrength at Later Ages,” Significance of Tests and Propertiesof Concrete and Concrete-Making Materials, STP 169C,American Society for Testing and Materials, WestConshohocken, Pennsylvania, 1994, pages 140 to 152.
Clear, K. C., and Harrigan, E. T., Sampling and Testing forChloride Ion in Concrete, FHWA-RD-77-85, Federal High-way Administration, Washington, D.C., August 1977.
Clemena, Gerardo G., Determination of the Cement Contentof Hardened Concrete by Selective Solution, PB-213 855, Vir-ginia Highway Research Council, Federal Highway Ad-ministration, National Technical Information Service, U.S.Department of Commerce, Springfield, Virginia, 1972.
Clifton, James R., “Nondestructive Evaluation in Rehabil-itation and Preservation of Concrete and MasonryMaterials,” SP-85-2, Rehabilitation, Renovation, and Preser-vation of Concrete and Masonry Structures, SP-85, AmericanConcrete Institute, Farmington Hills, Michigan, 1985,pages 19 to 29.
The Concrete Society, Permeability of Concrete and ItsControl, The Concrete Society, London, 1985.
Date, Chetan G., and Schnormeier, Russell H., “Day-to-Day Comparison of 4 and 6 Inch Diameter ConcreteCylinder Strengths,” Concrete International, American Con-crete Institute, Farmington Hills, Michigan, August 1984,pages 24 to 26.
de Larrard, F.; Szitkar, J.; Hu, C.; and Joly, M., “Design andRheometer for Fluid Concretes,” Proceedings, InternationalRILEM Workshop, Paisley, Scotland, March 2 to 3, 1993,pages 201 to 208.
Farny, James A., Concrete Floors on Ground, EB075, PortlandCement Association, 2001, 140 pages.
296
Design and Control of Concrete Mixtures ◆ EB001

Kosmatka, Steven H., “Floor-Covering Materials andMoisture in Concrete,” Concrete Technology Today, PL853,Portland Cement Association, http://www.portcement.org/pdf_files/PL853.pdf, September 1985, pages 4 and 5.
Kosmatka, Steven H., “Petrographic Analysis of Con-crete,” Concrete Technology Today, PL862, Portland CementAssociation, http://www.portcement.org/pdf_files/PL862.pdf, 1986, pages 2 and 3.
Lawrence, Deborah J., “Cement and Water Content ofFresh Concrete,” Significance of Tests and Properties of Con-crete and Concrete-Making Materials, STP 169C, AmericanSociety for Testing and Materials, West Conshohocken,Pennsylvania, 1994, pages 112 to 120.
Malhotra, V. M., Testing Hardened Concrete, NondestructiveMethods, ACI Monograph No. 9, American ConcreteInstitute-Iowa State University Press, Farmington Hills,Michigan, 1976.
Malhotra, V. M., In Situ/Nondestructive Testing of Concrete,SP-82, American Concrete Institute, Farmington Hills,Michigan, 1984.
Malhotra, V. M., and Carino, N. J., Handbook on Non-destructive Testing of Concrete, ISBN 0-8493-2984-1, CRCPress, Boca Raton, Florida, 1991, 343 pages.
Mor, Avi, and Ravina, Dan, “The DIN Flow Table,”Concrete International, American Concrete Institute, Farm-ington Hills, Michigan, December 1986.
NRMCA, Concrete Tool Box, Version 4.0.2, National ReadyMixed Concrete Association, Silver Spring, Maryland,2001.
NRMCA, In-Place Concrete Strength Evaluation—ARecommended Practice, NRMCA Publication 133, revised1979, National Ready Mixed Concrete Association, SilverSpring, Maryland, 1979.
NRMCA, “Standard Practice for Rapid Determination ofWater Soluble Chloride in Freshly Mixed Concrete,Aggregate and Liquid Admixtures,” NRMCA TechnicalInformation Letter No. 437, National Ready Mixed ConcreteAssociation, March 1986.
Parry, James M., Wisconsin Department of TransportationQC/QA Concept, Portland Cement Concrete TechnicianI/IA Course Manual, Wisconsin Highway Technician Cer-tification Program, Platteville, WI, 2000, pages B-2 to B-4.
PCA Durability Subcommittee, Guide Specification for Con-crete Subject to Alkali-Silica Reactions, IS415, PortlandCement Association, 1998
PCA, “Rapid Analysis of Fresh Concrete,” Concrete Tech-nology Today, PL832, Portland Cement Association, http://www.portcement.org/pdf_files/PL832.pdf, June 1983,pages 3 and 4.
PCA, Understanding Concrete Floors and Moisture Issues,CD014, Portland Cement Association, 2000.
Pfeifer, D. W., and Scali, M. J., Concrete Sealers for Protectionof Bridge Structures, NCHRP Report 244, TransportationResearch Board, National Research Council, 1981.
Pinto, Roberto C. A., and Hover, Kenneth C., Frost andScaling Resistance of High-Strength Concrete, Research andDevelopment Bulletin RD122, Portland Cement Asso-ciation, 2001, 70 pages.
Pistilli, Michael F., and Willems, Terry, “Evaluation ofCylinder Size and Capping Method in Compression Test-ing of Concrete,” Cement, Concrete and Aggregates,American Society for Testing and Materials, West Consho-hocken, Pennsylvania, Summer 1993.
Powers, Laura J., “Developments in Alkali-Silica GelDetection,” Concrete Technology Today, PL991, PortlandCement Association, http://www.portcement.org/pdf_files/PL991.pdf, April 1999, pages 5 to 7.
Powers, T. C., “Studies of Workability of Concrete,”Journal of the American Concrete Institute, Volume 28, Amer-ican Concrete Institute, Farmington Hills, Michigan, 1932,page 419.
Powers, T. C., The Properties of Fresh Concrete, Wiley, NewYork, 1968.
Powers, T. C., and Wiler, E. M., “A Device for Studying theWorkability of Concrete,” Proceedings of ASTM, Volume 41,American Society for Testing and Materials, West Consho-hocken, Pennsylvania, 1941.
Saucier, K. L., Investigation of a Vibrating Slope Method forMeasuring Concrete Workability, Miscellaneous Paper 6-849,U.S. Army Engineer Waterways Experiment Station,Vicksburg, Mississippi, 1966.
Scanlon, John M., “Factors Influencing Concrete Work-ability,” Significance of Tests and Properties of Concrete andConcrete-Making Materials, STP 169C, American Society forTesting and Materials, West Conshohocken, Pennsylvania,1994, pages 49 to 64.
St. John, Donald A.; Poole, Alan W.; and Sims, Ian, Con-crete Petrography—A handbook of investigative techniques,Arnold, London, http://www.arnoldpublishers.com, PCA LT226, 485 pages.
Steinour, Harold H., Influence of the Cement on CorrosionBehavior of Steel in Concrete, Research Department BulletinRX168, Portland Cement Association, http://www.portcement.org/pdf_files/RX168.pdf, 1964, 22 pages.
Tabikh, A. A.; Balchunas, M. J.; and Schaefer, D. M., “AMethod Used to Determine Cement Content in Concrete,”Concrete, Highway Research Record Number 370, Trans-portation Research Board, National Research Council,Washington, D.C., 1971.
Tattersall, G. H., Measurement of Workability of Concrete,East Midlands Region of the Concrete Society ofNottingham, England, 1971.
297
Chapter 16 ◆ Control Tests for Concrete

Wallevik, O., “The Use of BML Viscometer for QualityControl of Concrete,” Concrete Research, Nordic ConcreteResearch, Espoo, Finland, 1996, pages 235 to 236.
Whiting, David, Rapid Determination of the ChloridePermeability of Concrete, FHWA-RD-81-119, FederalHighway Administration, Washington, D.C., 1981.
Whiting, David, “Permeability of Selected Concretes,”Permeability of Concrete, SP-108, American ConcreteInstitute, Farmington Hills, Michigan, 1988.
Wigmore, V. S., Consistometer, Civil Engineering (London),vol. 43, no. 510, December 1948, pages 628 to 629.
Wong, G. Sam; Alexander, A. Michel; Haskins, Richard;Poole, Toy S.; Malone, Phillip G.; and Wakeley, Lillian,Portland-Cement Concrete Rheology and Workability: FinalReport, FHWA—RD-00-025, Federal Highway Adminis-tration, Washington, D.C., 2001, 117 pages.
Wood, Sharon L., Evaluation of the Long-Term Properties ofConcrete, Research and Development Bulletin RD102,Portland Cement Association, 1992, 99 pages.
Teranishs, K.; Watanabe, K.; Kurodawa, Y.; Mori, H.; andTanigawa, Y., “Evaluation of Possibility of High-FluidityConcrete,” Transactions of the Japan Concrete Institute (16),Japan Concrete Institute, Tokyo, 1994, pages 17 to 24.
Touma, Wissam E.; Fowler, David W.; Folliard, Kevin; andNelson, Norm, “Expedited Laboratory Testing and Miti-gation Procedures for Alkali-Silica Reaction,” ICAR– 9thAnnual Symposium Proceedings, 2001, 21 pages.
Tyler, I. L., and Erlin, Bernard, A Proposed Simple TestMethod for Determining the Permeability of Concrete,Research Department Bulletin RX133, Portland CementAssociation, http://www.portcement.org/pdf_files/RX133.pdf, 1961.
U.S. Bureau of Reclamation, Concrete Manual, 8th Edition,Denver, 1975, page 11.
Verbeck, G. J., Carbonation of Hydrated Portland Cement,Research Department Bulletin RX087, Portland CementAssociation, http://www.portcement.org/pdf_files/RX087.pdf, 1958.
298
Design and Control of Concrete Mixtures ◆ EB001

CHAPTER 17 High-Performance Concrete
• High modulus of elasticity• High abrasion resistance• High durability and long life in severe environments• Low permeability and diffusion• Resistance to chemical attack• High resistance to frost and deicer scaling damage• Toughness and impact resistance• Volume stability• Ease of placement• Compaction without segregation• Inhibition of bacterial and mold growth
High-performance concretes are made with carefullyselected high-quality ingredients and optimized mixturedesigns; these are batched, mixed, placed, compacted andcured to the highest industry standards. Typically, suchconcretes will have a low water-cementing materials ratioof 0.20 to 0.45. Plasticizers are usually used to make
these concretes fluid andworkable.
High-performanceconcrete almost alwayshas a higher strengththan normal concrete.However, strength is notalways the primary re-quired property. For ex-ample, a normal strengthconcrete with very highdurability and very lowpermeability is consid-ered to have high-performance properties.Bickley and Fung (2001)demonstrated that 40MPa (6,000 psi) high-performance concrete forbridges could be eco-nomically made whileFig. 17-1. High-performance concrete is often
used in bridges (left) and tall buildings (right).(70017, 70023)
High-performance concrete (HPC) exceeds the propertiesand constructability of normal concrete. Normal and spe-cial materials are used to make these specially designedconcretes that must meet a combination of performancerequirements. Special mixing, placing, and curing prac-tices may be needed to produce and handle high-perform-ance concrete. Extensive performance tests are usuallyrequired to demonstrate compliance with specific projectneeds (ASCE 1993, Russell 1999, and Bickley and Mitchell2001). High-performance concrete has been primarily usedin tunnels, bridges, and tall buildings for its strength, dura-bility, and high modulus of elasticity (Fig. 17-1). It has alsobeen used in shotcrete repair, poles, parking garages, andagricultural applications.
High-performance concrete characteristics are devel-oped for particular applications and environments; someof the properties that may be required include:
• High strength• High early strength
299

meeting durability factors for air-void sys-tem and resistance to chloride penetration.
Table 17-1 lists materials often used inhigh-performance concrete and why theyare selected. Table 17-2 lists properties thatcan be selected for high-performance con-crete. Not all properties can be achieved atthe same time. High-performance concretespecifications ideally should be perform-ance oriented. Unfortunately, many speci-fications are a combination of performancerequirements (such as permeability orstrength limits) and prescriptive require-ments (such as air content limits or dosageof supplementary cementing material(Ferraris and Lobo 1998). Table 17-3 pro-vides examples of high-performance con-crete mixtures used in a variety ofstructures. Selected high-performance con-cretes are presented in this chapter.
HIGH-EARLY-STRENGTHCONCRETE
High-early-strength concrete, also called fast-trackconcrete, achieves its specified strength at an earlier agethan normal concrete. The time period in which a speci-fied strength should be achieved may range from a few
300
Design and Control of Concrete Mixtures ◆ EB001
Table 17-1. Materials Used in High-Performance Concrete
Material Primary contribution/Desired propertyPortland cement Cementing material/durabilityBlended cement Cementing material/durability/high strengthFly ash Cementing material/durability/high strengthSlag Cementing material/durability/high strengthSilica fume Cementing material/durability/high strengthCalcined clay Cementing material/durability/high strengthMetakaolin Cementing material/durability/high strengthCalcined shale Cementing material/durability/high strengthSuperplasticizers FlowabilityHigh-range water reducers Reduce water to cement ratioHydration control admixtures Control settingRetarders Control settingAccelerators Accelerate settingCorrosion inhibitors Control steel corrosionWater reducers Reduce cement and water contentShrinkage reducers Reduce shrinkageASR inhibitors Control alkali-silica reactivityPolymer/latex modifiers DurabilityOptimally graded aggregate Improve workability and reduce paste demand
Table 17-2. Selected Properties of High-Performance Concrete Property Test method Criteria that may be specified
High strength ASTM C 39 (AASHTO T 22) 70 to 140 MPa (10,000 to 20,000 psi) at 28 to 91 daysHigh-early compressive strength ASTM C 39 (AASHTO T 22) 20 to 28 MPa (3000 to 4000 psi) at 3 to 12 hours or
1 to 3 days High-early flexural strength ASTM C 78 (AASHTO T 97) 2 to 4 MPa (300 to 600 psi) at 3 to 12 hours or 1 to
3 daysAbrasion resistance ASTM C 944 0 to 1 mm depth of wearLow permeability ASTM C 1202 (AASHTO T 277) 500 to 2000 coulombsChloride penetration AASHTO T 259 & T 260 Less than 0.07% Cl at 6 monthsHigh resistivity ASTM G 59Low absorption ASTM C 642 2% to 5%Low diffusion coefficient Wood, Wilson and Leek (1989) 1000 x 10–13 m/s
Test under development by ASTMResistance to chemical attack Expose concrete to saturated No deterioration after 1 year
solution in wet/dry environmentSulfate attack ASTM C 1012 0.10% max. expansion at 6 months for moderate sulfate
exposures or 0.5% max. expansion at 6 months forsevere sulfate exposure
High modulus of elasticity ASTM C 469 More than 40 GPa (5.8 million psi) (Aitcin 1998)High resistance to freezing and ASTM C 666, Procedure A Durability factor of 95 to 100 at 300 to thawing damage 1000 cycles (max. mass loss or expansion can
also be specified)High resistance to deicer scaling ASTM C 672 Scale rating of 0 to 1 or mass loss of 0 to 0.5 kg/m3 after
50 to 300 cyclesLow shrinkage ASTM C 157 Less than 400 millionths (Aitcin 1998)Low creep ASTM C 512 Less than normal concrete

hours (or even minutes) to several days. High-early-strength can be attained by using traditional concreteingredients and concreting practices, although sometimesspecial materials or techniques are needed.
High-early-strength can be obtained by using one or acombination of the following, depending on the age at
301
Chapter 17 ◆ High-Performance Concrete
which the specified strength must be achieved and on jobconditions:
1. Type III or HE high-early-strength cement2. High cement content (400 to 600 kg/m3 or 675 to 1000
lb/yd3)
Table 17-3 (Metric). Typical High-Performance Concretes Used in Structures
Mixture number 1 2 3 4 5 6Water, kg/m3 151 145 135 145 130 130Cement, kg/m3 311 398* 500 335* 513 315Fly ash, kg/m3 31 45 — — — 40Slag, kg/m3 47 — — 125 — —Silica fume, kg/m3 16 32* 30 40* 43 23Coarse aggregate, kg/m3 1068 1030 1100 1130 1080 1140Fine aggregate, kg/m3 676 705 700 695 685 710Water reducer, L/m3 1.6 1.7 — 1.0 — 1.5Retarder, L/m3 — 1.8 — — —Air, % 7 ± 1.5 5 – 8 — — — 5.5HRWR or plasticizer, L/m3 2.1 3 14 6.5 15.7 5.0Water to cementing materials ratio 0.37 0.30 0.27 0.29 0.25 0.34Comp. strength at 28 days, MPa 59 — 93 99 119 —Comp. strength at 91 days, MPa — 60 107 104 145 —
1. Wacker Drive bi-level roadway, Chicago, 2001.2. Confederation Bridge, Northumberland Strait, Prince Edward Island/New Brunswick, 1997.3. La Laurentienne Building, Montreal, 1984.4. BCE Place Phase 2, Toronto, 1993.5. Two Union Square, Seattle, 1988.6. Great Belt Link, East Bridge, Denmark, 1996.* Originally used a blended cement containing silica fume. Portland cement and silica fume quantities have been separated for comparison
purposes.
Table 17-3 (Inch-Pound Units). Typical High-Performance Concretes Used in Structures
Mixture number 1 2 3 4 5 6Water, lb/yd3 254 244 227 244 219 219Cement, lb/yd3 525 671* 843 565* 865 531Fly ash, lb/yd3 53 76 — — — 67Slag, lb/yd3 79 — — 211 — —Silica fume, lb/yd3 27 54* 51 67* 72 39Coarse aggregate, lb/yd3 1800 1736 1854 1905 1820 1921Fine aggregate, lb/yd3 1140 1188 1180 1171 1155 1197Water reducer, oz/yd3 41 47 — 27 — 38Retarder, oz/yd3 — — 48 — — —Air, % 7 ± 1.5 5 – 8 — — — 5.5HRWR or plasticizer, oz/yd3 55 83 375 175 420 131Water to cementing materials ratio 0.37 0.30 0.27 0.29 0.25 0.34Comp. strength at 28 days, psi 8,590 — 13,500 14,360 17,250 —Comp. strength at 91 days, psi — 8700 15,300 15,080 21,000 —
1. Wacker Drive bi-level roadway, Chicago, 2001.2. Confederation Bridge, Northumberland Strait, Prince Edward Island/New Brunswick, 1997.3. La Laurentienne Building, Montreal, 1984.4. BCE Place Phase 2, Toronto, 1993.5. Two Union Square, Seattle, 1988.6. Great Belt Link, East Bridge, Denmark, 1996.* Originally used a blended cement containing silica fume. Portland cement and silica fume quantities have been separated for comparison
purposes.

3. Low water-cementing materials ratio (0.20 to 0.45 bymass)
4. Higher freshly mixed concrete temperature5. Higher curing temperature6. Chemical admixtures7. Silica fume (or other supplementary cementing mate-
rials)8. Steam or autoclave curing9. Insulation to retain heat of hydration
10. Special rapid hardening cements.
High-early-strength concrete is used for prestressedconcrete to allow for early stressing; precast concrete forrapid production of elements; high-speed cast-in-placeconstruction; rapid form reuse; cold-weather construction;rapid repair of pavements to reduce traffic downtime;fast-track paving; and several other uses.
In fast-track paving, use of high-early-strength mix-tures allows traffic to open within a few hours after con-crete is placed. An example of a fast-track concretemixture used for a bonded concrete highway overlay con-sisted of 380 kg (640 lb) of Type III cement, 42 kg (70 lb) ofType C fly ash, 61⁄2% air, a water reducer, and a water-to-cementing materials ratio of 0.4. Strength data for this 40-mm (11⁄2-in.) slump concrete are given in Table 17-4. Figs.17-2 and 17-3 illustrate early strength development of con-cretes designed to open to traffic within 4 hours afterplacement. Fig. 17-4 illustrates the benefits of blanketcuring to develop early strength for patching or fast-trackapplications.
When designing early-strength mixtures, strengthdevelopment is not the only criteria that should be evalu-ated; durability, early stiffening, autogenous shrinkage,drying shrinkage, temperature rise, and other propertiesalso should be evaluated for compatibility with theproject. Special curing procedures, such as fogging, maybe needed to control plastic shrinkage cracking.
302
Design and Control of Concrete Mixtures ◆ EB001
Table 17-4. Strength Data for Fast-Track Bonded Overlay
Compressive strength, Flexural strength, Bond strength,Age MPa (psi) MPa (psi) MPa (psi)
4 hours 1.7 (252) 0.9 (126) 0.9 (120)
6 hours 7.0 (1020) 2.0 (287) 1.1 (160)
8 hours 13.0 (1883) 2.7 (393) 1.4 (200)
12 hours 17.6 (2546) 3.4 (494) 1.6 (225)
18 hours 20.1 (2920) 4.0 (574) 1.7 (250)
24 hours 23.9 (3467) 4.2 (604) 2.1 (302)
7 days 34.2 (4960) 5.0 (722) 2.1 (309)
14 days 36.5 (5295) 5.7 (825) 2.3 (328)
28 days 40.7 (5900) 5.7 (830) 2.5 (359)
Adapted from Knutson and Riley 1987
0
1
2
3
4
5
0
100
200
300
400
500
600
700
Fle
xura
l str
engt
h, M
Pa
Fle
xura
l str
engt
h, p
si
3 hours 4 hours 28 daysTime
Fig. 17-2. Strength development of a high-early strengthconcrete mixture using 390 kg/m3 (657 lb/yd3) of rapidhardening cement, 676 kg/m3 (1140 lb/yd3) of sand, 1115kg/m3 (1879 lb/yd3) of 25 mm (1 in.) nominal max. sizecoarse aggregate, a water to cement ratio of 0.46, a slumpof 100 to 200 mm (4 to 8 in.), and a plasticizer and retarder.Initial set was at one hour (Pyle 2001).
Type III
Type II/III
0
2
1
3
4
5
6
7
0
200
400
600
800
1000F
lexu
ral s
tren
gth,
MP
a
Fle
xura
l str
engt
h, p
si
3 hours 6 hours 7 daysTime
Fig. 17-3. Strength development of high-early strengthconcrete mixtures made with 504 to 528 kg/m3 (850 to 890lb/yd3) of Type III or Type II/III cement, a nominal maximumsize coarse aggregate of 25 mm (1 in.), a water to cementratio of 0.30, a plasticizer, a hydration control admixture,and an accelerator. Initial set was at one hour (Pyle 2001).

HIGH-STRENGTH CONCRETE
The definition of high strength changes over the years asconcrete strength used in the field increases. This publica-tion considers high-strength concrete (HSC) to have astrength significantly beyond what is used in normal prac-tice. For example, today about 90% of ready mixed con-crete has a 28-day specified compressive strength rangingfrom 20 MPa (3000 psi) to 40 MPa (6000 psi), with most ofit between 28 MPa (4000 psi) and 35 MPa (5000 psi).Therefore, HSC considered here has a design strength of atleast 70 MPa (10,000 psi).
Most high-strength concrete applications are designedfor compressive strengths of 70 MPa (10,000 psi) or greateras shown in Tables 17-3 and 17-5. For strengths of 70 MPa(10,000 psi) and higher, stringent application of the bestpractices is required. Compliance with the guidelines and
303
Chapter 17 ◆ High-Performance Concrete
Standard cure
Insulating Blanket
0
2
1
3
4
5
0
100
200
400
500
300
600
700F
lexu
ral s
tren
gth,
MP
a
Fle
xura
l str
engt
h, p
si
18 hours 24 hours 3 daysTime
Fig. 17-4. Effect of blanket insulation on fast-track concrete.The concrete had a Type I cement content of 421kg/m3 (710lb/yd3) and a water to cement ratio of 0.30 (Grove 1989).
Mix numberUnits per m3 1 2 3 4 5 6
Cement, Type I, kg 564 475 487 564 475 327Silica fume, kg — 24 47 89 74 27Fly ash, kg — 59 — — 104 87Coarse aggregate SSD (12.5 mm
crushed limestone), kg 1068 1068 1068 1068 1068 1121
Fine aggregate SSD, kg 647 659 676 593 593 742HRWR Type F, liters 11.6 11.6 11.22 20.11 16.44 6.3HRWR Type G, liters — — — — — 3.24Retarder, Type D, liters 1.12 1.05 0.97 1.46 1.5 —Water to cementing materials ratio 0.28 0.29 0.29 0.22 0.23 0.32
Fresh concrete propertiesSlump, mm 197 248 216 254 235 203Density, kg/ m3 2451 2453 2433 2486 2459 2454Air content, % 1.6 0.7 1.3 1.1 1.4 1.2Concrete temp., °C 24 24 18 17 17 23
Compressive strength, 100 x 200-mm moist-cured cylinders3 days, MPa 57 54 55 72 53 437 days, MPa 67 71 71 92 77 6328 days, MPa 79 92 90 117 100 8556 days, MPa 84 94 95 122 116 —91 days, MPa 88 105 96 124 120 92182 days, MPa 97 105 97 128 120 —426 days, MPa 103 118 100 133 119 —1085 days, MPa 115 122 115 150 132 —
Modulus of elasticity in compression, 100 x 200-mm moist-cured cylinders91 days, GPa 50.6 49.9 50.1 56.5 53.4 47.9
Drying shrinkage, 75 by 75 x 285-mm prisms7 days, millionths 193 123 100 87 137 —28 days, millionths 400 287 240 203 233 —90 days, millionths 573 447 383 320 340 —369 days, millionths 690 577 520 453 467 —1075 days, millionths 753 677 603 527 523 —
Table 17-5 (Metric). Mixture Proportions and Properties of Commercially Available High-Strength Concrete(Burg and Ost 1994)

cementing materials are usually incorporated into the con-crete mixture. This produces additional benefits in theform of reduced heat generation during hydration.
With use of low-slump or no-slump mixes, high-compressive-strength concrete is produced routinelyunder careful control in precast and prestressed concreteplants. These stiff mixes are placed in ruggedly-builtforms and consolidated by prolonged vibration or shockmethods. However, cast-in-place concrete uses morefragile forms that do not permit the same compactionprocedures, hence more workable concretes are necessaryto achieve the required compaction and to avoid segrega-
recommendations for preconstruction laboratory andfield-testing procedures described in ACI 363.2 are essen-tial. Concrete with a design strength of 131 MPa (19,000psi) has been used in buildings (Fig. 17-5).
Traditionally, the specified strength of concrete hasbeen based on 28-day test results. However, in high-riseconcrete structures, the process of construction is such thatthe structural elements in lower floors are not fully loadedfor periods of a year or more. For this reason, compressivestrengths based on 56- or 91-day test results are commonlyspecified in order to achieve significant economy in mate-rial costs. When later ages are specified, supplementary
304
Design and Control of Concrete Mixtures ◆ EB001
Mix numberUnits per yd3 1 2 3 4 5 6Cement, Type I, lb 950 800 820 950 800 551Silica fume, lb — 40 80 150 125 45Fly ash, lb — 100 — — 175 147Coarse aggregate SSD (1⁄2 in.
crushed limestone), lb 1800 1800 1800 1800 1800 1890
Fine aggregate SSD, lb 1090 1110 1140 1000 1000 1251HRWR Type F, fl oz 300 300 290 520 425 163HRWR Type G, fl oz — — — — — 84Retarder, Type D, fl oz 29 27 25 38 39 —Water to cementing materials ratio 0.28 0.29 0.29 0.22 0.23 0.32
Fresh concrete propertiesSlump, in. 73⁄4 93⁄4 81⁄2 10 91⁄4 8Density, lb/ft3 153.0 153.1 151.9 155.2 153.5 153.2Air content, % 1.6 0.7 1.3 1.1 1.4 1.2Concrete temp., °F 75 75 65 63 62 74
Compressive strength, 4 x 8-in. moist-cured cylinders3 days, psi 8,220 7,900 7,970 10,430 7,630 6,1707 days, psi 9,660 10,230 10,360 13,280 11,150 9,17028 days, psi 11,460 13,300 13,070 17,000 14,530 12,27056 days, psi 12,230 13,660 13,840 17,630 16,760 —91 days, psi 12,800 15,170 13,950 18,030 17,350 13,310182 days, psi 14,110 15,160 14,140 18,590 17,400 —426 days, psi 14,910 17,100 14,560 19,230 17,290 —1085 days, psi 16,720 17,730 16,650 21,750 19,190 —
Modulus of elasticity in compression, 4 x 8-in. moist-cured cylinders91 days, million psi 7.34 7.24 7.27 8.20 7.75 6.95
Drying shrinkage, 3 x 3 by 11.5-in. prisms7 days, millionths 193 123 100 87 137 —28 days, millionths 400 287 240 203 233 —90 days, millionths 573 447 383 320 340 —369 days, millionths 690 577 520 453 467 —1075 days, millionths 753 677 603 527 523 —
Table 17-5 (Inch-Pound Units). Mixture Proportions and Properties of Commercially Available High-StrengthConcrete (Burg and Ost 1994)

tion and honeycomb. Superplasticizing admixtures areinvariably added to HPC mixtures to produce workableand often flowable mixtures.
Production of high-strength concrete may or may notrequire the purchase of special materials. The producermust know the factors affecting compressive strength andknow how to vary those factors for best results. Eachvariable should be analyzed separately in developing amix design. When an optimum or near optimum is estab-lished for each variable, it should be incorporated as theremaining variables are studied. An optimum mix designis then developed keeping in mind the economic advan-tages of using locally available materials. Many of theitems discussed below also apply to most high-perform-ance concretes.
Cement
Selection of cement for high-strength concrete should notbe based only on mortar-cube tests but should alsoinclude tests of comparative strengths of concrete at 28, 56,and 91 days. A cement that yields the highest concretecompressive strength at extended ages (91 days) is prefer-able. For high-strength concrete, a cement should producea minimum 7-day mortar-cube strength of approximately30 MPa (4350 psi).
Trial mixtures with cement contents between 400 and550 kg/m3 (675 to 930 lb/yd3) should be made for each
cement being considered for the project. Amounts willvary depending on target strengths. Other than decreasesin sand content as cement content increases, the trialmixtures should be as nearly identical as possible.
Supplementary Cementing Materials
Fly ash, silica fume, or slag are often mandatory in the pro-duction of high-strength concrete; the strength gainobtained with these supplementary cementing materialscannot be attained by using additional cement alone. Thesesupplementary cementing materials are usually added atdosage rates of 5% to 20% or higher by mass of cementingmaterial. Some specifications only permit use of up to 10%silica fume, unless evidence is available indicating thatconcrete produced with a larger dosage rate will have sat-isfactory strength, durability, and volume stability. Thewater-to-cementing materials ratio should be adjusted sothat equal workability becomes the basis of comparisonbetween trial mixtures. For each set of materials, there willbe an optimum cement-plus-supplementary cementingmaterials content at which strength does not continue toincrease with greater amounts and the mixture becomestoo sticky to handle properly. Blended cements containingfly ash, silica fume, slag, or calcined clay can be used tomake high-strength concrete with or without the additionof supplementary cementing materials.
Aggregates
In high-strength concrete, careful attention must be givento aggregate size, shape, surface texture, mineralogy, andcleanness. For each source of aggregate and concretestrength level there is an optimum-size aggregate thatwill yield the most compressive strength per unit ofcement. To find the optimum size, trial batches should bemade with 19 mm (3⁄4 in.) and smaller coarse aggregatesand varying cement contents. Many studies have foundthat 9.5 mm to 12.5 mm (3⁄8 in. to 1⁄2 in.) nominalmaximum-size aggregates give optimum strength.
In high-strength concretes, the strength of the aggre-gate itself and the bond or adhesion between the paste andaggregate become important factors. Tests have shown thatcrushed-stone aggregates produce higher compressivestrength in concrete than gravel aggregate using the samesize aggregate and the same cementing materials content;this is probably due to a superior aggregate-to-paste bondwhen using rough, angular, crushed material. For specifiedconcrete strengths of 70 MPa (10,000 psi) or higher, thepotential of the aggregates to meet design requirementsmust be established prior to use.
Coarse aggregates used in high-strength concreteshould be clean, that is, free from detrimental coatings ofdust and clay. Removing dust is important since it mayaffect the quantity of fines and consequently the waterdemand of a concrete mix. Clay may affect the aggregate-
305
Chapter 17 ◆ High-Performance Concrete
Fig. 17-5. The Two Union Square building in Seattle usedconcrete with a designed compressive strength of 131 MPa(19,000 psi) in its steel tube and concrete compositecolumns. High-strength concrete was used to meet a designcriteria of 41 GPa (6 million psi) modulus of elasticity.(59577)

these trial batches, it will be possible to determine theworkability, setting time, and amount of water reductionfor given admixture dosage rates and times of addition.
The use of air-entraining admixtures is not necessaryor desirable in high-strength concrete that is protectedfrom the weather, such as interior columns and shearwallsof high-rise buildings. However, for bridges, concrete piles,piers, or parking structures, where durability in a freeze-thaw environment is required, entrained air is mandatory.Because air entrainment decreases concrete strength of richmixtures, testing to establish optimum air contents andspacing factors may be required. Certain high-strengthconcretes may not need as much air as normal-strengthconcrete to be frost resistant. Pinto and Hover (2001) foundthat non-air-entrained, high-strength concretes had goodfrost and deicer-scaling resistance at a water to portlandcement ratio of 0.25. Burg and Ost (1994) found good frostresistance with non-air-entrained concrete containing silicafume at a water to cementing materials ratio of 0.22 (MixNo. 4 in Table 17-5); however, this was not the case withother mixtures, including a portland-only mixture with awater to cement ratio of 0.28.
Proportioning
The trial mixture approach is best for selecting propor-tions for high-strength concrete. To obtain high strength, itis necessary to use a low water to cementing materialsratio and a high portland cement content. The unitstrength obtained for each unit of cement used in a cubicmeter (yard) of concrete can be plotted as strength effi-ciency to assist with mix designs.
The water requirement of concrete increases as thefine aggregate content is increased for any given size ofcoarse aggregate. Because of the high cementing materialscontent of these concretes, the fine aggregate content canbe kept low. However, even with well-graded aggregates,a low water-cementing materials ratio may result in con-crete that is not sufficiently workable for the job. If asuperplasticizer is not already being used, this may bethe time to consider one. A slump of around 200 mm(8 in.) will provide adequate workability for most appli-cations. ACI Committee 211 (1998), Farny and Panarese(1994), and Nawy (2001) provide additional guidance onproportioning.
Mixing
High-strength concrete has been successfully mixed intransit mixers and central mixers; however, many of theseconcretes tend to be sticky and cause build-up in thesemixers. Where dry, uncompacted silica fume has beenbatched into a mix, “balling” of the mix has occurred andmixing has been less than complete. In such instances ithas been found necessary to experiment with thesequence in which solids and liquids are added, and the
paste bond. Washing of coarse aggregates may be neces-sary. Combining single sizes of aggregate to produce therequired grading is recommended for close control andreduced variability in the concrete.
The quantity of coarse aggregate in high-strengthconcrete should be the maximum consistent withrequired workability. Because of the high percentage ofcementitious material in high-strength concrete, an in-crease in coarse-aggregate content beyond values recom-mended in standards for normal-strength mixtures isnecessary and allowable.
In high-rise buildings and in bridges, the stiffness ofthe structure is of interest to structural designers. On cer-tain projects a minimum static modulus of elasticity hasbeen specified as a means of increasing the stiffness of astructure (Fig. 17-5). The modulus of elasticity is not neces-sarily proportional to the compressive strength of a con-crete. There are code formulas for normal-strengthconcrete and suggested formulas for high-strength con-crete. The modulus achievable is affected significantly bythe properties of the aggregate and also by the mixtureproportions (Baalbaki and others 1991). If an aggregate hasthe ability to produce a high modulus, then the optimummodulus in concrete can be obtained by using as much ofthis aggregate as practical, while still meeting workabilityand cohesiveness requirements. If the coarse aggregatebeing used is a crushed rock, and manufactured fine aggre-gate of good quality is available from the same source, thena combination of the two can be used to obtain the highestpossible modulus.
Due to the high amount of cementitious material inhigh-strength concrete, the role of the fine aggregate(sand) in providing workability and good finishing char-acteristics is not as crucial as in conventional strengthmixes. Sand with a fineness modulus (FM) of about 3.0—considered a coarse sand—has been found to be satisfac-tory for producing good workability and highcompressive strength. For specified strengths of 70 MPa(10,000 psi) or greater, FM should be between 2.8 and 3.2and not vary by more than 0.10 from the FM selected forthe duration of the project. Finer sand, say with a FM ofbetween 2.5 and 2.7, may produce lower-strength, stickymixtures.
Admixtures
The use of chemical admixtures such as water reducers,retarders, high-range water reducers or superplasticizersis necessary. They make more efficient use of the largeamount of cementitious material in high-strength concreteand help to obtain the lowest practical water to cementingmaterials ratio. Chemical admixture efficiency must beevaluated by comparing strengths of trial batches. Also,compatibility between cement and supplementary ce-menting materials, as well as water-reducing and otheradmixtures, must be investigated by trial batches. From
306
Design and Control of Concrete Mixtures ◆ EB001

percentage of each material added at each step in thebatching procedure. Batching and mixing sequencesshould be optimized during the trial mix phase. Wheretruck mixing is unavoidable, the best practice is to reduceloads to 90% of the rated capacity of the trucks.
Where there is no recent history of HSC or HPC mix-tures that meet specified requirements, it is essential tofirst make laboratory trial mixes to establish optimumproportions. At this stage, the properties of the mix, suchas workability, air content, density, strength and modulusof elasticity can be determined. Once laboratory mixtureproportions have been determined, field trials using fullloads of concrete are essential; they should be delivered tothe site or to a mock-up to establish and confirm the suit-ability of the batching, mixing, transporting and placingsystems to be used.
Prequalification of concrete suppliers for high-strength concrete projects is recommended (Bickley 1993).In a prequalification procedure, one or more loads of theproposed mixture is cast into a trial mock-up. The freshconcrete is tested for slump, air content, temperature, anddensity. Casting the mock-up provides the opportunity toassess the suitability of the mix for placing andcompaction. The mock-up can be instrumented to recordtemperatures and temperature gradients; it can also becored and tested to provide correlation with standardcylinder test results. The cores can be tested to provide thedesigner with in-place strength and modulus values forreference during construction. The heat characteristics ofthe mixture can also be determined using a computerinteractive program, and the data used to determine howcuring technology should be applied to the project.
Placing, Consolidation, and Curing
Close liaison between the contractor and the concrete pro-ducer allows concrete to be discharged rapidly afterarrival at the jobsite. Final adjustment of the concreteshould be supervised by the concrete producer’s techni-cians at the site, by a concrete laboratory, or by aconsultant familiar with the performance and use of high-strength concrete.
Delays in delivery and placing must be eliminated;sometimes it may be necessary to reduce batch sizes ifplacing procedures are slower than anticipated. Rigid sur-veillance must be exercised at the jobsite to prevent anyaddition of retempering water. Increases in workabilityshould only be achieved by the addition of a superplasti-cizer. This should be done by the supplier’s technician.The contractor must be prepared to receive the concreteand understand the consequences of exceeding the speci-fied slump and water-cementitious materials ratio.
Consolidation is very important in achieving the po-tential strengths of high-strength concrete. Concrete mustbe vibrated as quickly as possible after placement in theforms. High-frequency vibrators should be small enough
to allow sufficient clearance between the vibrating headand reinforcing steel. Over-vibration of workable normal-strength concrete often results in segregation, loss ofentrained air, or both. On the other hand, high-strengthconcrete without a superplasticizer, will be relatively stiffand contain little air. Consequently, inspectors should bemore concerned with under-vibration rather than over-vibration. Most high-strength concrete, particularly veryhigh-strength-concrete, is placed at slumps of 180 mm to220 mm (7 in. to 9 in.). Even at these slumps, some vibra-tion is required to ensure compaction. The amount ofcompaction should be determined by onsite trials.
High-strength concrete is often difficult to finishbecause of its sticky nature. High cementitious materialscontents, large dosages of admixtures, low water contents,and air entrainment all contribute to the difficulty offinishing these concretes. Because the concrete sticks to thetrowels and other finishing equipment, finishing activitiesshould be minimized. The finishing sequence should bemodified from that used for normal concrete.
Curing of high-strength concrete is even more impor-tant than curing normal-strength concrete. Providing ade-quate moisture and favorable temperature conditions isrecommended for a prolonged period, particularly when56- or 91-day concrete strengths are specified.
Additional curing considerations apply with HSCand HPC. Where very low water-cement ratios are used inflatwork (slabs and overlays), and particularly wheresilica fume is used in the mixture, there will be little if anybleeding before or after finishing. In these situations it isimperative that fog curing or evaporation retarders beapplied to the concrete immediately after the surface hasbeen struck off. This is necessary to avoid plasticshrinkage cracking of horizontal surfaces and to minimizecrusting. Fog curing, followed by 7 days of wet curing, hasproven to be very effective.
It is inevitable that some vertical surfaces, such ascolumns, may be difficult to cure effectively. Whereprojects are fast-tracked, columns are often stripped atan early age to allow raising of self-climbing form sys-tems. Concrete is thus exposed to early drying,sometimes within eleven hours after casting. Becauseof limited access, providing further curing is difficultand impractical.
Tests were conducted on column concrete to deter-mine if such early exposure and lack of curing have anyharmful effects. The tests showed that for a portlandcement-slag-silica fume mixture with a specifiedstrength of 70 MPa (10,000 psi), the matrix was soundand a very high degree of impermeability to water andchloride ions had been achieved (Bickley and others1994). Nevertheless, the best curing possible is recom-mended for all HPC.
The temperature history of HPC is an integral part ofits curing process. Advantage should also be taken ofrecent developments in curing technology. Temperature
307
Chapter 17 ◆ High-Performance Concrete

Confederation Bridge across the Northumberland Straitbetween Prince Edward Island and New Brunswick has a100-year design life (see Mix No. 2 in Table 17-3). Thisbridge contains HPC designed to efficiently protect theembedded reinforcement. The concrete had a diffusioncoefficient of 4.8 x 10-13 at six months (a value 10 to 30times lower than that of conventional concrete). The elec-trical resistivity was measured at 470 to 530 ohm-m,compared to 50 for conventional concrete. The designrequired that the concrete be rated at less than 1000coulombs. The high concrete resistivity in itself will resultin a rate of corrosion that is potentially less than 10 percentof the corrosion rate for conventional concrete (Dunaszegi1999). The following sections review durability issues thathigh-performance concrete can address.
Abrasion Resistance
Abrasion resistance is directly related to the strength ofconcrete. This makes high strength HPC ideal for abrasiveenvironments. The abrasion resistance of HPC incorpo-rating silica fume is especially high. This makes silica-fume concrete particularly useful for spillways andstilling basins, and concrete pavements or concrete pave-ment overlays subjected to heavy or abrasive traffic.
Holland and others (1986) describe how severe abra-sion-erosion had occurred in the stilling basin of a dam;repairs using fiber-reinforced concrete had not proven to bedurable. The new HPC mix used to repair the structure thesecond time contained 386 kg/m3 (650 lb/yd3) of cement,70 kg/m3 (118 lb/yd3) of silica fume, admixtures, and had awater to cementing materials ratio of 0.28, and a 90-daycompressive strength exceeding 103 MPa (15,000 psi).
Berra, Ferrara, and Tavano (1989) studied the additionof fibers to silica fume mortars to optimize abrasion resist-ance. The best results were obtained with a mix using slagcement, steel fibers, and silica fume. Mortar strengthsranged from 75 MPa to 100 MPa (11,000 psi to 14,500 psi).In addition to better erosion resistance, less dryingshrinkage, high freeze-thaw resistance, and good bond tothe substrate were achieved.
In Norway steel studs are allowed in tires; this causessevere abrasion wear on pavement surfaces, with resur-facing required within one to two years. Tests using anaccelerated road-wear simulator showed that in the rangeof 100 MPa to 120 MPa (14,500 psi to 17,000 psi), concretehad the same abrasion resistance as granite (Helland1990). Abrasion-resistant highway mixes usually containbetween 320 and 450 kg/m3 (539 and 758 lb/yd3) ofcement, plus silica fume or fly ash. They have water tocementing materials ratios of 0.22 to 0.36 and compressivestrengths in the range of 85 to 130 MPa (12,000 to 19,000psi). Applications have included new pavements andoverlays to existing pavements.
increases and gradients that will occur in a concrete place-ment can be predicted by procedures that provide data forthis purpose. With this technique, measures to heat, cool,or insulate a concrete placement can be determined andapplied to significantly reduce both micro- and macro-cracking of the structure and assure durability. Theincreasing use of these techniques will be required in moststructures using HPC to assure that the cover concreteprovides long term protection to the steel, and results inthe intended service life of the structure.
Quality Control
A comprehensive quality-control program is required atboth the concrete plant and onsite to guarantee consistentproduction and placement of high-strength concrete.Inspection of concreting operations from stockpiling ofaggregates through completion of curing is important.Closer production control than is normally obtained onmost projects is necessary. Also, routine sampling andtesting of all materials is particularly necessary to controluniformity of the concrete.
While tests on concrete should always be made instrict accordance with standard procedures, some addi-tional requirements are recommended, especially wherespecified strengths are 70 MPa (10,000 psi) or higher.In testing high-strength concrete, some changes andmore attention to detail are required. For example, card-board cylinder molds, which can cause lower strength-test results, should be replaced with reusable steel orplastic molds. Capping of cylinders must be done withgreat care using appropriate capping compounds.Lapping (grinding) the cylinder ends is an alternativeto capping. For specified strengths of 70 MPa (10,000 psi)or greater, end grinding to a flatness tolerance of0.04 mm is recommended.
The physical characteristics of a testing machine canhave a major impact on the result of a compression test. Itis recommended that testing machines be extremely stiff,both longitudinally and laterally.
The quality control necessary for the production ofhigh compressive strength concrete will, in most cases,lead to low variance in test results. Strict vigilance in allaspects of quality control on the part of the producer andquality testing on the part of the laboratory are necessaryon high-strength concrete projects. For concretes withspecified strengths of 70 MPa (10,000 psi), or greater, thecoefficient of variation is the preferred measure ofquality control.
HIGH-DURABILITY CONCRETE
Most of the attention in the 1970s and 1980s was directedtoward high strength HPC; today the focus is more onconcretes with high durability in severe environmentsresulting in structures with long life. For example, the
308
Design and Control of Concrete Mixtures ◆ EB001

Blast Resistance
High-performance concrete can be designed to have excel-lent blast resistance properties. These concretes often havea compressive strength exceeding 120 MPa (14,500 psi)and contain steel fibers. Blast-resistant concretes are oftenused in bank vaults and military applications.
Permeability
The durability and service life of concrete exposed toweather is related to the permeability of the cover concreteprotecting the reinforcement. HPC typically has very lowpermeability to air, water, and chloride ions. Low perme-ability is often specified through the use of a coulombvalue, such as a maximum of 1000 coulombs.
Test results obtained on specimens from a concretecolumn specified to be 70 MPa (10,000 psi) at 91 days andwhich had not been subjected to any wet curing were asfollows (Bickley and others):
Water permeability of vacuum-saturated specimens:Age at test: 7 yearsApplied water pressure: 0.69 MPaPermeability: 7.6 x 10-13 cm/s
Rapid chloride permeability (ASTM C 1202):Age at test, years Coulombs
1 3032 2587 417
The dense pore structure of high-performance con-crete, which makes it so impermeable, gives it charac-teristics that make it eminently suitable for uses where ahigh quality concrete would not normally be considered.Latex-modified HPC is able to achieve these same lowlevels of permeability at normal strength levels withoutthe use of supplementary cementing materials.
A large amount of concrete is used in farm structures.It typically is of low quality and often porous and with arough surface, either when placed or after attack by farm-yard wastes.
Gagne, Chagnon, and Parizeau (1994) provided a casehistory of the successful application of high performanceconcrete for agricultural purposes. In one case a farmerraising pigs on a large scale was losing about 1 kg per pigthrough diarrhea. This problem was resolved by recon-structing the pig pens with high performance concrete.Cited as beneficial properties in this application were:
• Surface smoothness that is compatible with the sensi-tive skin of a piglet
• Non-slip surface• Good thermal conductivity resulting in uniform
distribution of heat• Impermeable surface to resist the growth of bacteria
and viruses• Easy to place
• Resistant to attack by acid (farmyard) wastes• Price effective
The mix used had a water to portland cement ratio of0.33 and had a 7-day compressive strength of 50 MPa(7,250 psi).
Diffusion
Aggressive ions, such as chloride, in contact with thesurface of concrete will diffuse through the concrete untila state of equilibrium in ion concentration is achieved. Ifthe concentration of ions at the surface is high, diffusionmay result in corrosion-inducing concentrations at thelevel of the reinforcement.
The lower the water-cementing materials ratio thelower the diffusion coefficient will be for any given set ofmaterials. Supplementary cementing materials, particu-larly silica fume, further reduce the diffusion coefficient.Typical values for diffusion for HPC are as follows:
Type of Concrete Diffusion CoefficientPortland cement-fly-ash
silica fume mix: 1000 x 10-15 m2/sPortland cement-fly ash mix: 1600 x 10-15 m2/s
Carbonation
HPC has a very good resistance to carbonation due to itslow permeability. It was determined that after 17 years theconcrete in the CN Tower in Toronto had carbonated to anaverage depth of 6 mm (0.24 in.) (Bickley, Sarkar, andLanglois 1992). The concrete mixture in the CN Tower hada water-cement ratio of 0.42. For a cover to the reinforce-ment of 35 mm (1.4 in.), this concrete would providecorrosion protection for 500 years. For the lower water-cementing materials ratios common to HPC, significantlylonger times to corrosion would result, assuming a crackfree structure. In practical terms, uncracked HPC coverconcrete is immune to carbonation to a depth that wouldcause corrosion.
Temperature Control
The quality, strength, and durability of HPC is highlydependent on its temperature history from the time ofdelivery to the completion of curing. In principle, favor-able construction and placing methods will enable: (1) alow temperature at the time of delivery; (2) the smallestpossible maximum temperature after placing; (3) mini-mum temperature gradients after placing; and (4) agradual reduction to ambient temperature after maximumtemperature is reached. Excessively high temperaturesand gradients can cause excessively fast hydration andmicro- and macro-cracking of the concrete.
It has been a practice on major high-rise structuresincorporating concretes with specified strengths of 70 MPa
309
Chapter 17 ◆ High-Performance Concrete

crete (Mix 4) with a water to cementing materials ratio of0.22 was frost resistant.
Sidewalks constructed in Chicago in the 1920s used25-mm (1-in.) thick toppings made of no-slump dry-packmortar that had to be rammed into place. The concretecontained no air entrainment. Many of these sidewalks arestill in use today; they are in good condition (minus somesurface paste exposing fine aggregate) after 60 years ofexposure to frost and deicers. No documentation exists onthe water to cement ratio; however, it can be assumed thatthe water to cement ratio was comparable to that ofmodern HPCs.
While the above experiences prove the excellent dura-bility of certain high-performance concretes to freeze-thaw damage and salt scaling, it is considered prudent touse air-entrainment. No well-documented field experi-ments have been made to prove that air-entrainment is notneeded. Until such data are available, current practice forair-entrainment should be followed. It has been shownthat the prime requirement of an air-void system for HPCis a preponderance of air bubbles of 200 µm size andsmaller. If the correct air bubble size and spacing can beassured, then a moderate air content will ensure durabilityand minimize strength loss. The best measure of air-entrainment is the spacing factor.
Chemical Attack
For resistance to chemical attack on most structures, HPCoffers a much improved performance. Resistance tovarious sulfates is achieved primarily by the use of adense, strong concrete of very low permeability and lowwater-to-cementing materials ratio; these are all charac-teristics of HPC. Similarly, as discussed by Gagne andothers (1994), resistance to acid from wastes is alsomuch improved.
Alkali-Silica Reactivity
Reactivity between certain siliceous aggregates and alkalihydroxides can affect the long-term performance ofconcrete. Two characteristics of HPC that help combatalkali-silica reactivity are:
(1) HPC concretes at very low water to cement ratioscan self desiccate (dry out) to a level that does not allowASR to occur (relative humidity less than 80%). Burg andOst (1994) observed relative humidity values rangingfrom 62% to 72% for their six mixes in Table 17-5. The lowpermeability of HPC also minimizes external moisturefrom entering the concrete.
(2) HPC concretes can use significant amounts ofsupplementary cementing materials that may have theability to control alkali-silica reactivity. However, thismust be demonstrated by test. HPC concretes can also useASR inhibiting admixtures to control ASR.
HPC concretes are not immune to alkali-silica reac-tivity and appropriate precautions must be taken.
to 85 MPa (10,000 psi to 12,000 psi) to specify a maximumdelivery temperature of 18°C (64°F) (Ryell and Bickley1987). In summertime it is possible that this limit could onlybe met by using liquid nitrogen to cool the concrete.Experience with very-high-strength concrete suggests thata delivery temperature of no more than 25°C (77°F), prefer-ably 20°C (68°F), should be allowed. In addition to liquidnitrogen, measures to cool HPC in the summer may involveusing ice or chilled water as part of the mix water. The spec-ifier should state the required delivery temperature.
In HPC applications such as high-rise buildings,column sizes are large enough to be classed as mass con-crete. Normally, excessive heat generation in mass con-crete is controlled by using a low cement content. Whenhigh-cement-content HPC mixes are used under theseconditions, other methods of controlling maximum con-crete temperature must be employed. Burg and Ost (1994)recorded temperature rise for 1220-mm (4-ft) concretecubes using the mixtures in Table 17-5. A maximumtemperature rise of 9.4°C to 11.7°C for every 100 kg ofcement per cubic meter of concrete (1°F to 12.5°F for every100 lb of cement per cubic yard of concrete) was meas-ured. Burg and Fiorato (1999) monitored temperature risein high-strength concrete caissons; they determined thatin-place strength was not affected by temperature rise dueto heat of hydration.
Freeze-Thaw Resistance
Because of its very low water-cementing materials ratio(less than 0.25), it is widely believed that HPC should behighly resistant to both scaling and physical breakup dueto freezing and thawing. There is ample evidence thatproperly air-entrained high performance concretes arehighly resistant to freezing and thawing and to scaling.
Gagne, Pigeon, and Aítcin (1990) tested 27 mixes usingcement and silica fume with water-cementing materialsratios of 0.30, 0.26, and 0.23 and a wide range of quality inair-voids systems. All specimens performed exceptionallywell in salt-scaling tests, confirming the durability of high-performance concrete, and suggesting that air-entrainmentis not needed. Tachitana and others (1990) conductedASTM C 666 (Procedure A) tests on non-air-entrained highperformance concretes with water-cementing materialsratios between 0.22 and 0.31. All were found to beextremely resistant to freeze-thaw damage and again itwas suggested that air-entrainment is not needed.
Pinto and Hover (2001) found that non-air-entrainedconcrete with a water to portland cement ratio of 0.25 wasdeicer-scaling resistant with no supplementary cementingmaterials present. They found that higher strength port-land cement concretes needed less air than normalconcrete to be frost and scale resistant.
Burg and Ost (1994) found that of the six mixes testedin Table 17-5 using ASTM C 666, only the silica fume con-
310
Design and Control of Concrete Mixtures ◆ EB001

Resistivity
HPC, particularly that formulated with silica fume, hasvery high resistivity, up to 20 to 25 times that of normalconcrete. This increases resistance to the flow of electricalcurrent and reduces corrosion rates. Particularly if dry,HPC acts as an effective dielectric. Where cracking occursin HPC, the corrosion is localized and minor; this is due tothe high resistivity of the concrete which suppresses thedevelopment of a macro corrosion cell.
SELF-COMPACTING CONCRETESelf-compacting concrete (SCC), also referred to as self-consolidating concrete, is able to flow and consolidateunder its own weight. At the same time it is cohesiveenough to fill spaces of almost any size and shape withoutsegregation or bleeding. This makes SCC particularlyuseful wherever placing is difficult, such as in heavily-reinforced concrete members or in complicated formwork.
This technology, developed in Japan in the 1980s, isbased on increasing the amount of fine material, forexample fly ash or limestone filler, without changing thewater content compared to common concrete. Thischanges the rheological behavior of the concrete. SCC hasto have a low yield value to ensure high flowability; a lowwater content ensures high viscosity, so the coarse aggre-gate can float in the mortar without segregating. To achievea balance between deformability and stability, the totalcontent of particles finer than the 150 µm (No. 100) sievehas to be high, usually about 520 to 560 kg/m3 (880 to 950lb/yd3). High-range water reducers based on polycarboxy-late ethers are typically used to plasticize the mixture. SCCis very sensitive to fluctuation in water content; therefore,stabilizers such as polysaccarides are used. Fig. 17-6 showsan example of mix proportions used in self-compactingconcrete as compared to a regular concrete mix.
In Japan, self-compacting concretes are divided intothree different types according to the composition of themortar:
• Powder type• Viscosity agent (stabilizer) type• Combination type
For the powder type, a high proportion of fines producesthe necessary mortar volume. In the stabilizer type, thefines content can be in the range admissible for vibratedconcrete. The viscosity required to inhibit segregation willthen be adjusted by using a stabilizer. The combinationtype is created by adding a small amount of stabilizer tothe powder type to balance the moisture fluctuations inthe manufacturing process.
Since SCC is characterized by special fresh concreteproperties, many new tests have been developed tomeasure flowability, viscosity, blocking tendency, self-lev-eling, and stability of the mixture (Skarendahl andPeterson 1999 and Ludwig and others 2001). A simple testto measure the stable and unblocked flow is the J-Ringtest, which is a modified slump test. The J-Ring—300 mm(12 in.) diameter with circular rods—is added to the slumptest (Fig. 17-7). The number of rods has to be adjusteddepending on the maximum size aggregate in the SCCmix. The SCC has to pass through the obstacles in theJ-Ring without separation of paste and coarse aggregates.The slump diameter of a well-proportioned SCC isapproximately the same with and without the J-Ring; it isusually about 750 mm (30 in.). Therefore, the test surfacehas to be at least 1000 mm (40 in.) in diameter.
Strength and durability of well-designed SCC arealmost similar to conventional concrete. Without propercuring, SCC tends to have higher plastic shrinkage
311
Chapter 17 ◆ High-Performance Concrete
Regular Mix
SCC
Cement Water Fine Aggregate Coarse AggregateAir
10% 18% 25%2% 45%
10% 18% 8% 26%2% 36%
Fines
Fig. 17-6. Examples of materials used in regular concreteand self-compacting concrete by absolute volume.
300 mm (12 in.)18 mm (0.7 in.)
Fig. 17-7. J-ring test. Photo courtesy of VDZ.

severe structural service. Table 17-6 compares hardenedconcrete properties of RPC with those of an 80-MPa(11,600-psi) concrete.
RPC has found some applications in pedestrianbridges (Fig. 17-9) (Bickley and Mitchell 2001 and Semioli2001). Also, the low porosity of RPC gives excellent dura-bility and transport properties, which makes it a suitablematerial for the storage of nuclear waste (Matte andMoranville 1999). A low-heat type of reactive-powderconcrete has been developed to meet needs for mass con-crete pours for nuclear reactor foundation mats andunderground containment of nuclear wastes (Gray andShelton 1998).
cracking than conventional concrete (Grube and Rickert2001). Research indicates greater tensile creep for SCC,resulting in a reduced tendency to crack (Bickley andMitchell 2001). The use of fly ash as a filler seems to beadvantageous compared to limestone filler; it results inhigher strength and higher chloride resistance (Bouzoubaaand Lachemi 2001 and Ludwig and others 2001).
The production of SCC is more expensive than reg-ular concrete and it is difficult to keep SCC in the desiredconsistency over a long period of time. However, con-struction time is shorter and production of SCC is envi-ronmentally friendly (no noise, no vibration).Furthermore, SCC produces a good surface finish. Theseadvantages make SCC particularly interesting for use inprecasting plants. SCC has been successfully used in anumber of rehabilitation projects in Canada (Bickley andMitchell 2001).
REACTIVE-POWDER CONCRETE
Reactive-powder concrete (RPC) was first patented by aFrench construction company in 1994. It is characterizedby high strength and very low porosity, which is obtainedby optimized particle packing and low water content.
The properties of RPC are achieved by: (1) eliminatingthe coarse aggregates; just very fine powders are usedsuch as sand, crushed quartz, and silica fume, all with par-ticle sizes between 0.02 and 300 µm; (2) optimizing thegrain size distribution to densify the mixture; (3) post-setheat-treatment to improve the microstructure; (4) additionof steel and synthetic fibers (about 2% by volume); and(5) use of superplasticizers to decrease the water to cementratio—usually to less than 0.2—while improving the rhe-ology of the paste. See Fig. 17-8 for a typical fresh RPC.
The compressive strength of reactive-powder con-crete is typically around 200 MPa (29,000 psi), but can beproduced with compressive strengths up to 810 MPa(118,000 psi) (Semioli 2001). However, the low compara-tive tensile strength requires prestressing reinforcement in
312
Design and Control of Concrete Mixtures ◆ EB001
Fig. 17-8. Freshly-mixed reactive-powder concrete.
Table 17-6. Typical Mechanical Properties of Reactive Powder Concrete (RPC)Compared to an 80-MPa Concrete (Perry 1998)
Property Unit 80 MPa RPCCompressive strength MPa (psi) 80 (11,600) 200 (29,000)
Flexural strength MPa (psi) 7 (1000) 40 (5800)
Tensile strength MPa (psi) 8 (1160)
Modulus of Elasticity GPa (psi) 40 (5.8 x 106) 60 (8.7 x 106)
Fracture Toughness 103 J/m2 <1 30
Freeze-thaw, ASTM C 666 RDF 90 100
Carbonation depth: 36 days in CO2 mm 2 0
Abrasion 10-12 m2/s 275 1.2

REFERENCESACI Committee 211, Guide for Selecting Proportions for High-Strength Concrete with Portland Cement and Fly Ash, ACI 211.4-93, reapproved 1998, American Concrete Institute, Farm-ington Hills, Michigan, 1998, 13 pages.ACI Committee 363, Guide to Quality Control and Testing ofHigh-Strength Concrete, 363.2R-98, American ConcreteInstitute, Farmington Hills, Michigan, 1998, 18 pages.ACI Committee 363, State-of-the-Art Report on High-StrengthConcrete, 363R-92, reapproved 1997, American ConcreteInstitute, Farmington Hills, Michigan, 1997, 55 pages.ACPA, Fast-Track Concrete Pavements, TB004, American Con-crete Pavement Association, Skokie, Illinois, 1994, 32 pages.Aı̈ tcin, P.-C., High-Performance Concrete, Modern ConcreteTechnology 5, E & FN Spon, London, 1998, 591 pages.Aı̈ tcin, P.-C. and Richard, P., “The Pedestrian/BikewayBridge of Sherbrooke,” Proceedings of the 4th InternationalSymposium on Utilization of High-Strength/High-PerformanceConcrete, Paris, 1996, pages 1399 to 1406.ASCE, High-Performance Construction Materials and Systems,Technical Report 93-5011, American Society of CivilEngineers, New York, April 1993.Baalbaki, W.; Benmokrane, B.; Chaallal, O.; and Aítcin, P. C.,“Influence of Coarse Aggregate on Elastic Properties of High-Performance Concrete,” ACI Materials Journal, AmericanConcrete Institute, Farmington Hills, Michigan, September/October 1991, page 499.Bentz, Dale, CIKS for High Performance Concrete,http://ciks.cbt.nist.gov/bentz/welcome.html, National In- stitute of Standards and Technology, Gaithersburg, Mary-land, 2001.Bentz, Dale, Concrete Optimization Software Tool,http://ciks.cbt.nist.gov/bentz/welcome.html, National In- stitute of Standards and Technology, Gaithersburg, Mary-land, 2001.Berra, M.; Ferrara, G.; and Tavano, S., “Behaviour of high-erosion resistant silica fume: mortars for repair of hy-draulic structures,” Fly ash, silica fume, slag and natural
pozzolans in concrete: Proceedings, Third InternationalConference, Trondheim, Norway, (SP-114), vol. 2, AmericanConcrete Institute, Farmington Hills, Michigan, 1989,pages 827 to 847.Bickley, John A., and Fung, Rico, Optimizing the Economics ofHigh-Performance Concrete, A Concrete Canada and CanadianCement Industry Joint Research Project, Cement Associationof Canada, Ottawa, Ontario, 2001, 21 pages.Bickley, John A., and Mitchell, Denis, A State-of-the-Art Reviewof High Performance Concrete Structures Built in Canada: 1990—2000, Cement Association of Canada, Ottawa, Ontario, May2001, 122 pages. Bickley, J. A.; Ryell, J.; Rogers, C.; and Hooton, R. D., “SomeCharacteristics of High-Strength Structural Concrete: Part 2,”Canadian Journal for Civil Engineering, National ResearchCouncil of Canada, December 1994. Bickley, J. A., Prequalification Requirements for the Supplyand Testing of Very High Strength Concrete, Concrete Inter-national, American Concrete Institute, Farmington Hills,Michigan, February 1993, pages 62 to 64.Bickley, J. A.; Sarkar, S.; and Langlois, M., The CN Tower,Concrete International, American Concrete Institute, Farm-ington Hills, Michigan, August 1992, pages 51 to 55.Bonneau, O.; Poulin, C.; Dugat, J.; Richard, P.; and Aitcin, P.-C., “Reactive Powder Concrete: From Theory to Practice,”Concrete International, American Concrete Institute,Farmington Hills, Michigan, April 1996, pages 47 to 49.Bouzoubaa, N., and Lachemi, M., “Self-compacting concreteincorporating high volumes of class F fly ash. Preliminaryresults,” Vol. 31, Cement and Concrete Research, Pergamon-Elsevier Science, Oxford, 2001, pages 413 to 420.Burg, R. G., and Fiorato, A. E., High-Strength Concrete in Mas-sive Foundation Elements, Research and Development BulletinRD117, Portland Cement Association, 1999, 28 pages.Burg, R. G., and Ost, B. W., Engineering Properties of Commer-cially Available High-Strength Concretes (Including Three-YearData), Research and Development Bulletin RD104, PortlandCement Association, 1994, 62 pages.Dunaszegi, Laszlo, “HPC for Durability of the ConfederationBridge,” HPC Bridge Views, Federal Highway Administrationand National Concrete Bridge Council, Portland CementAssociation, September/October 1999, page 2.Farny, James A., and Panarese, William C., High-Strength Con-crete, EB114, Portland Cement Association, 1994, 60 pages.Ferraris, Chiara F., and Lobo, Colin L., “Processing of HPC,”Concrete International, American Concrete Institute, Farming-ton Hills, Michigan, April 1998, pages 61 to 64.Gagne, R.; Chagnon, D.; and Parizeau, R., “L’Utilization duBeton a Haute Performance dans l’Industrie Agricole,”Proceedings of Seminar at Concrete Canada Annual Meeting,Sherbrooke, Quebec, October 1994, pages 23 to 33.Gagne, R.; Pigeon, M.; and Aítcin, P. C., “Durabilite au gel desbetons de hautes performance mecaniques,” Materials andStructures, Vol. 23, 1990, pages 103 to 109.
313
Chapter 17 ◆ High-Performance Concrete
Fig. 17-9. The Sherbrooke footbridge in Quebec, built in1997, is North America’s first reactive-powder concretestructure. (68300)

NIST, Partnership for High Performance Concrete Technology,http://ciks.cbt.nist.gov/phpct, National Institute ofStandards and Technology, Gaithersburg, Maryland, 2001.Okamura, H., and Ozawa, K., “Mix Design for Self-Compacting Concrete,” Concrete Library of JSCE No. 25,(Translation of Proceedings of JSCE, No. 496/V-24, 1994.8),Tokyo, June 1995, pages 107 to 120.
Okamura, H.; Ozawa, K.; and Ouchi, M., “Self-CompactingConcrete,” Structural Concrete 1, 2000, pages 3 to 17.Perenchio, W. F., An Evaluation of Some of the Factors Involvedin Producing Very-High-Strength Concrete, Research andDevelopment Bulletin RD014, Portland Cement Association,http://www.portcement.org/pdf_files/RD014.pdf, 1973.Perenchio, William F., and Klieger, Paul, Some Physical Prop-erties of High-Strength Concrete, Research and DevelopmentBulletin RD056, Portland Cement Association, http://www.portcement.org/pdf_files/RD056.pdf, 1978.Perry, V., “Industrialization of Ultra-High PerformanceDuctile Concrete,” Symposium on High-Strength/High-Perform-ance Concrete, University of Calgary, Alberta, November 1998.Pinto, Roberto C. A., and Hover, Kenneth C., Frost and ScalingResistance of High-Strength Concrete, Research and Devel-opment Bulletin RD122, Portland Cement Association, 2001,75 pages.Pyle, Tom, Caltrans, Personal communication on earlystrength concretes used in California, 2001.Russell, Henry G., “ACI Defines High-Performance Con-crete,” Concrete International, American Concrete Institute,Farmington Hills, Michigan, February 1999, pages 56 to 57.Ryell, J., and Bickley, J. A., “Scotia Plaza: High StrengthConcrete for Tall Buildings,” Proceedings International Con-ference on Utilization of High Strength Concrete, Stavanger,Norway, June 1987, pages 641 to 654.Saak, Aaron W.; Jennings, Hamlin M.; and Shah, Surendra P.,“New Methodology for Designing Self-CompactingConcrete,” ACI Materials Journal, American Concrete Insti-tute, Farmington Hills, Michigan, November-December2001, pages 429 to 439.
Semioli, William J., “The New Concrete Technology,”Concrete International, American Concrete Institute, Farm-ington Hills, Michigan, November 2001, pages 75 to 79.Skarendahl, Å., and Peterson, Ö., Self-compacting concrete —Proceedings of the first international RILEM-Symposium, Stock-holm, 1999, 786 pages.Tachitana, D.; Imai, M.; Yamazaki, N.; Kawai, T.; and Inada,Y., “High Strength Concrete Incorporating SeveralAdmixtures,” Proceedings of the Second International Sympo-sium on High Strength Concrete, SP-121, American Concrete In-stitute, Farmington Hills, Michigan, 1990, pages 309 to 330.Wood, J. G. M.; Wilson, J. R.; and Leek, D. S., “ImprovedTesting of Chloride Ingress Resistance of Concretes and Rela-tion of Results to Calculated Behaviour,” Proceedings of theThird International Conference on Deterioration and Repair ofReinforced Concrete in the Arabian Gulf, Bahrain Society ofEngineers and CIRIA, 1989.
Goodspeed, Charles H.; Vanikar, Suneel; and Cook,Raymond A., “High-Performance Concrete Defined forHighway Structures,” Concrete International, AmericanConcrete Institute, Farmington Hills, Michigan, February1996, pages 62 to 67.Gray, M. N., and Shelton, B. S., “Design and Development ofLow-Heat, High-Performance Reactive Powder Concrete,”Proceedings, International Symposium on High-Performance andReactive Powder Concretes, Sherbrooke, Quebec, August 1998,pages 203 to 230.Grove, James D., “Blanket Curing to Promote Early StrengthConcrete,” Concrete and Construction—New Developments andManagement, Transportation Research Record, 1234,Transportation Research Board, Washington, D.C., 1989.Grube, Horst, and Rickert, Joerg, “Self compacting con-crete—another stage in the development of the 5-componentsystem of concrete,” Betontechnische Berichte (ConcreteTechnology Reports), Verein Deutscher Zementwerke,Düsseldorf, 2001, pages 39 to 48.Helland, S., “High Strength Concrete Used in HighwayPavements,” Proceedings of the Second International Symposiumon High Strength Concrete, SP-121, American ConcreteInstitute, Farmington Hills, Michigan, 1990, pages 757 to 766.Holland, T. C.; Krysa, Anton; Luther, Mark D.; and Liu, TonyC., “Use of Silica-Fume Concrete to Repair Abrasion-ErosionDamage in the Kinzua Dam Stilling Basin,” Proceedings of theSecond International Conference on Fly Ash, Silica Fume, Slag andNatural Pozzolans in Concrete, SP-91, American ConcreteInstitute, Farmington Hills, Michigan, 1986, pages 841 to 864.Khayat, K. H.; Bickley, J. A.; and Lessard, M., “Performance ofSelf-Consolidating Concrete for Casting Basement andFoundation Walls,” ACI Materials Journal, American ConcreteInstitute, Farmington Hills, Michigan, May-June 2000, pages374 to 380.Knutson, Martin, and Riley, Randall, “Fast-Track ConcretePaving Opens Door to Industry Future,” Concrete Construc-tion, Addison, Illinois, January 1987, pages 4 to 13.Ludwig, Horst-Michael; Weise, Frank; Hemrich, Wolfgang;and Ehrlich, Norbert, “Self compacting concrete—principlesand practice,” Betonwerk- und Fertigteil-Technik (ConcretePlant+Precast Technology), Wiesbaden, Germany, June 2001,pages 58 to 67.Matte, V., and Moranville, M., ”Durability of ReactivePowder Composites: influence of silica fume on leachingproperties of very low water/binder pastes,” Cement andConcrete Composites 21, 1999, pages 1 to 9.McCullough, B. Frank, and Rasmussen, Robert Otto, Fast-Track Paving: Concrete Temperature Control and Traffic OpeningCriteria for Bonded Concrete Overlays, FHWA RD 98-167,Federal Highway Administration, Washington, D.C.,October 1999, 205 pages.Meschino, M., and Ryell, J., “Bottom-Up Construction of 31Meter High Reinforced Concrete-Filled Steel Columns for theGreater Toronto Airports Authority New Terminal Building,” pre-sented at the ACI Convention, Toronto, October 2000.Nawy, Edward G., Fundamentals of High-Performance Concrete,John Wiley and Sons, New York, 2001.NIST, Bridge LCC, http://www.bfrl.nist.gov/bridgelcc,National Institute of Standards and Technology, 2001.
314
Design and Control of Concrete Mixtures ◆ EB001

Special types of concrete are those with out-of-the-ordi-nary properties or those produced by unusual techniques.Concrete is by definition a composite material consistingessentially of a binding medium and aggregate particles,and it can take many forms. Table 18-1 lists many specialtypes of concrete made with portland cement and somemade with binders other than portland cement. In manycases the terminology of the listing describes the use,property, or condition of the concrete. Brand names arenot given. Some of the more common concretes are dis-cussed in this chapter.
STRUCTURAL LIGHTWEIGHT CONCRETE
Structural lightweight concrete is similar to normal-weight concrete except that it has a lower density. It ismade with lightweight aggregates (all-lightweight con-crete) or with a combination of lightweight and normal-weight aggregates. The term “sand lightweight” refers tolightweight concrete made with coarse lightweightaggregate and natural sand.
Structural lightweight concrete has an air-dry densityin the range of 1350 to 1850 kg/m3 (85 to 115 pcf) and a
CHAPTER 18Special Types of Concrete
Table 18-1. Some Special Types of Concrete
Special types of concrete made with portland cementArchitectural concrete Heavyweight concrete Recycled concreteAutoclaved cellular concrete High-early-strength concrete Roller-compacted concreteCentrifugally cast concrete High-performance concrete Sawdust concreteColloidal concrete High-strength concrete Self-compacting concreteColored concrete Insulating concrete Shielding concreteControlled-density fill Latex-modified concrete ShotcreteCyclopean (rubble) concrete Low-density concrete Shrinkage-compensating concreteDry-packed concrete Mass concrete Silica-fume concreteEpoxy-modified concrete Moderate-strength lightweight concrete Soil-cementExposed-aggregate concrete Nailable concrete Stamped concreteFerrocement No-slump concrete Structural lightweight concreteFiber concrete Polymer-modified concrete Superplasticized concreteFill concrete Pervious (porous) concrete TerrazzoFlowable fill Pozzolan concrete Tremie concreteFlowing concrete Precast concrete Vacuum-treated concreteFly-ash concrete Prepacked concrete Vermiculite concreteGap-graded concrete Preplaced aggregate concrete White concreteGeopolymer concrete Reactive-powder concrete Zero-slump concrete
Special types of concrete not using portland cementAcrylic concrete Furan concrete Polyester concreteAluminum phosphate concrete Gypsum concrete Polymer concreteAsphalt concrete Latex concrete Potassium silicate concreteCalcium aluminate concrete Magnesium phosphate concrete Sodium silicate concreteEpoxy concrete Methyl methacrylate (MMA) concrete Sulfur concrete
Most of the definitions of these types of concrete appear in Cement and Concrete Terminology, ACI 116.
315

28-day compressive strength in excess of 17 MPa (2500psi). Some job specifications allow air-dry densities up to1920 kg/m3 (120 pcf). For comparison, normal-weightconcrete containing regular sand, gravel, or crushed stonehas a dry density in the range of 2080 to 2480 kg/m3 (130to 155 pcf). ASTM C 567 provides a test for density ofstructural lightweight concrete. Structural lightweightconcrete is used primarily to reduce the dead-load weightin concrete members, such as floors in high-rise buildings.
Structural Lightweight Aggregates
Structural lightweight aggregates are usually classifiedaccording to their production process because variousprocesses produce aggregates with somewhat differentproperties. Processed structural lightweight aggregatesshould meet the requirements of ASTM C 330, whichincludes:
• Rotary kiln expanded clays (Fig. 18-1), shales, andslates
• Sintering grate expanded shales and slates• Pelletized or extruded fly ash• Expanded slags
Structural lightweight aggregates can also be pro-duced by processing other types of material, such as nat-urally occurring pumice and scoria.
Structural lightweight aggregates have densities sig-nificantly lower than normal-weight aggregates, rangingfrom 560 to 1120 kg/m3 (35 to 70 pcf), compared to 1200 to1760 kg/m3 (75 to 110 pcf) for normal-weight aggregates.These aggregates may absorb 5% to 20% water by weightof dry material. To control the uniformity of structurallightweight concrete mixtures, the aggregates are pre-wetted (but not saturated) prior to batching.
CompressiveStrength
The compressive strengthof structural lightweightconcrete is usually relatedto the cement content at agiven slump and air con-tent, rather than to a water-to-cement ratio. This is dueto the difficulty in deter-mining how much of thetotal mix water is absorbedinto the aggregate and thusnot available for reactionwith the cement. ACI 211.2provides guidance on therelationship between com-pressive strength and ce-ment content. Typical
compressive strengths range from 20 to 35 MPa (3000 to5000 psi). High-strength concrete can also be made withstructural lightweight aggregates.
In well-proportioned mixtures, the cement contentand strength relationship is fairly constant for a particularsource of lightweight aggregate. However, the relation-ship will vary from one aggregate source or type toanother. When information on this relationship is notavailable from the aggregate manufacturer, trial mixtureswith varying cement contents are required to develop arange of compressive strengths, including the strengthspecified. Fig. 18-2 shows the relationship between cementcontent and compressive strength. An example of a28-MPa (4000-psi) structural lightweight concrete mixturewith an air-dry density of about 1800 kg/m3 (112 pcf), acombination of natural sand and gravel, and a lightweightrotary kiln expanded clay coarse aggregate follows:
316
Design and Control of Concrete Mixtures ◆ EB001
Fig. 18-1. Expanded clay. (69793)
20
30
40
20
30
40
4
3
5
6
4
3
5
6
200 300 400 500 200 300 400 500Cement content, kg/m3 Cement content, kg/m3
Cement content, lb/yd3
Com
pres
sive
stre
ngth
, MPa
Com
pres
sive
stre
ngth
, MPa
Com
pres
sive
stre
ngth
, 100
0 ps
i
Com
pres
sive
stre
ngth
, 100
0 ps
i
All low density Sanded low density
400 500 600 700 800Cement content, lb/yd3
400 500 600 700 800
Fig. 18-2. Relationship between compressive strength and cement content of field structurallightweight concrete using (left) lightweight fine aggregate and coarse aggregate or (right)lightweight coarse aggregate and normal-weight fine aggregate (data points represent actualproject strength results using a number of cement and aggregate sources) (ACI 211.2).

• 356 kg (600 lb) Type I portland cement • 534 kg (900 lb) sand, ovendry • 320 kg (540 lb) gravel (12.5 to 2.36 mm [1⁄2 in. to #8]),
ovendry • 356 kg (600 lb) lightweight aggregate (9.5 mm to 600
µm [3⁄8 in. to #30]), ovendry • 172 kg (290 lb) mix water added• 0.7 L (20 oz) water-reducing admixture• 0.09 L (2.5 oz) air-entraining admixture• 1 m3 (1 yd3) yield• Slump—75 mm (3 in.)• Air content—6%
Material proportions vary significantly for differentmaterials and strength requirements.
Entrained Air
As with normal-weight concrete, entrained air in structurallightweight concrete ensures resistance to freezing andthawing and to deicer applications. It also improves work-ability, reduces bleeding and segregation, and may com-pensate for minor grading deficiencies in the aggregate.
The amount of entrained air should be sufficient to pro-vide good workability to the plastic concrete and adequatefreeze-thaw resistance to the hardened concrete. Air con-tents are generally between 5% and 8%, depending on themaximum size of coarse aggregate (paste content) used andthe exposure conditions. Testing for air content should beperformed by the volumetric method (ASTM C 173 orAASHTO T 196). The freeze-thaw durability is also signifi-cantly improved if structural lightweight concrete is allowedto dry before exposure to a freeze-thaw environment.
Specifications
Many suppliers of lightweight aggregates for use in struc-tural lightweight concrete have information on suggestedspecifications and mixture proportions pertaining to theirproduct. The usual specifications for structural concretestate a minimum compressive strength, a maximum density,a maximum slump, and an acceptable range in air content.
The contractor should also be concerned with thebleeding, workability, and finishing properties of struc-tural lightweight concrete.
Mixing
In general, mixing procedures for structural lightweightconcrete are similar to those for normal-density concrete;however, some of the more absorptive aggregates mayrequire prewetting before use. Water added at the batch-ing plant should be sufficient to produce the specifiedslump at the jobsite. Measured slump at the batch plantwill generally be appreciably higher than the slump at thesite. Pumping can especially aggravate slump loss.
Workability and Finishability
Structural lightweight concrete mixtures can be propor-tioned to have the same workability, finishability, andgeneral appearance as a properly proportioned normal-density concrete mixture. Sufficient cement paste must bepresent to coat each particle, and coarse-aggregate parti-cles should not separate from the mortar. Enough fineaggregate is needed to keep the freshly mixed concretecohesive. If aggregate is deficient in minus 600 µm(No. 30) sieve material, finishability may be improved byusing a portion of natural sand, by increasing cementcontent, or by using satisfactory mineral fines. Sinceentrained air improves workability, it should be usedregardless of exposure.
Slump
Due to lower aggregate density, structural lightweightconcrete does not slump as much as normal-weight con-crete with the same workability. A lightweight air-entrained mixture with a slump of 50 to 75 mm (2 to 3 in.)can be placed under conditions that would require aslump of 75 to 125 mm (3 to 5 in.) for normal-weight con-crete. It is seldom necessary to exceed slumps of 125 mm(5 in.) for normal placement of structural lightweight con-crete. With higher slumps, the large aggregate particlestend to float to the surface, making finishing difficult.
Vibration
As with normal-weight concrete, vibration can be usedeffectively to consolidate lightweight concrete; the samefrequencies commonly used for normal-density concreteare recommended. The length of time for proper consoli-dation varies, depending on mix characteristics. Excessivevibration causes segregation by forcing large aggregateparticles to the surface.
Placing, Finishing, and Curing
Structural lightweight concrete is generally easier tohandle and place than normal-weight concrete. A slumpof 50 to 100 mm (2 to 4 in.) produces the best results forfinishing. Greater slumps may cause segregation, delayfinishing operations, and result in rough, uneven surfaces.
If pumped concrete is being considered, the specifier,suppliers, and contractor should all be consulted aboutperforming a field trial using the pump and mixtureplanned for the project. Adjustments to the mixture maybe necessary; pumping pressure causes the aggregate toabsorb more water, thus reducing the slump and in-creasing the density of the concrete.
Finishing operations should be started earlier thanfor comparable normal-weight concrete, but finishing tooearly may be harmful. A minimum amount of floating
317
Chapter 18 ◆ Special Types of Concrete

in both moderate-strength and structural lightweight con-crete (up to about 1900 kg/m3 or 120 pcf air-dry).
Group III concretes are made by incorporating into acement paste or cement-sand mortar a uniform cellularstructure of air voids that is obtained with preformedfoam (ASTM C 869), formed-in-place foam, or specialfoaming agents. Ovendry densities ranging between 240to 1900 kg/m3 (15 to 120 pcf) are obtained by substitutionof air voids for some or all of the aggregate particles; airvoids can consist of up to 80% of the volume. Cellular con-crete can be made to meet the requirements of both insu-lating and moderate strength lightweight concrete.
Aggregates used in Groups I and II should meet therequirements of ASTM C 332, Standard Specification forLightweight Aggregates for Insulating Concrete. These aggre-gates have dry densities in the range of from 96 to 1120kg/m3 (6 to 70 pcf) down to 16 kg/m3 (1 pcf) for expandedpolystyrene beads.
Mixture Proportions
Examples of mixture proportions for Group I and III con-cretes appear in Table 18-2. In Group I, air contents may beas high as 25% to 35%. The air-entraining agent can beprepackaged with the aggregate or added at the mixer.Because of the absorptive nature of the aggregate, the vol-umetric method (ASTM C 173 or AASHTO T 196) shouldbe used to measure air content.
Water requirements for insulating and fill concretesvary considerably, depending on aggregate characteris-tics, entrained air, and mixture proportions. An effortshould be made to avoid excessive amounts of water ininsulating concrete used in roof fills. Excessive watercauses high drying shrinkage and cracks that maydamage the waterproofing membrane. Accelerators con-taining calcium chloride should not be used where galva-nized steel will remain in permanent contact with theconcrete because of possible corrosion problems.
Mixture proportions for Group II concretes usuallyare based on volumes of dry, loose materials, even whenaggregates are moist as batched. Satisfactory proportionscan vary considerably for different aggregates or combi-nations of aggregates. Mixture proportions ranging from0.24 to 0.90 cubic meters of aggregate per 100 kg (4 to 14cu ft per 100 lb) of cement can be used in lightweight con-cretes that are made with pumice, expanded shale, andexpanded slag. Some mixtures, such as those for no-finesconcretes, are made without fine aggregate but with totalvoid contents of 20% to 35%. Cement contents for GroupII concretes range between 120 to 360 kg per cubic meter(200 and 600 lb per cubic yard) depending on air content,aggregate gradation, and mixture proportions.
No-fines concretes containing pumice, expanded slag,or expanded shale can be made with 150 to 170 kg of waterper cubic meter (250 to 290 lb of water per cubic yard), total
and troweling should be done; magnesium finishing toolsare preferred.
The same curing practices should be used for light-weight concrete as for normal-weight concrete. The twomethods commonly used in the field are water curing(ponding, sprinkling, or using wet coverings) and pre-venting loss of moisture from the exposed surfaces (cov-ering with waterproof paper, plastic sheets, or sealingwith liquid membrane-forming compounds). Generally,7 days of curing are adequate for ambient air tempera-tures above 10°C (50°F).
INSULATING AND MODERATE-STRENGTH LIGHTWEIGHT CONCRETES
Insulating concrete is a lightweight concrete with anovendry density of 800 kg/m3 (50 pcf) or less. It is madewith cementing materials, water, air, and with or withoutaggregate and chemical admixtures. The ovendry densityranges from 240 to 800 kg/m3 (15 to 50 pcf) and the 28-daycompressive strength is generally between 0.7 and 7 MPa(100 and 1000 psi). Cast-in-place insulating concrete isused primarily for thermal and sound insulation, roofdecks, fill for slab-on-grade subbases, leveling courses forfloors or roofs, firewalls, and underground thermal con-duit linings.
Moderate-strength lightweight concrete has a densityof 800 to 1900 kg/m3 (50 to 120 pcf) ovendry and has acompressive strength of approximately 7 to 15 MPa (1000to 2500 psi). It is made with cementing materials, water,air, and with or without aggregate and chemical admix-tures. At lower densities, it is used as fill for thermal andsound insulation of floors, walls, and roofs and is referredto as fill concrete. At higher densities it is used in cast-in-place walls, floors and roofs, and precast wall and floorpanels. See ACI documents for more information.
For discussion purposes, insulating and moderate-strength lightweight concretes can be grouped as follows:
Group I is made with expanded aggregates such as per-lite, vermiculite, or expanded polystyrene beads. Ovendryconcrete densities using these aggregates generally rangebetween 240 to 800 kg/m3 (15 and 50 pcf). This group isused primarily in insulating concrete. Some moderate-strength concretes can also be made from aggregates inthis group.
Group II is made with aggregates manufactured by ex-panding, calcining, or sintering materials such as blast-furnace slag, clay, diatomite, fly ash, shale, or slate, or byprocessing natural materials such as pumice, scoria, ortuff. Ovendry concrete densities using these aggregatescan range between 720 to 1440 kg/m3 (45 and 90 pcf).Aggregates in this group are used in moderate-strengthlightweight concrete and some of these materials(expanded slag, clay, fly ash, shale, and slate) are also used
318
Design and Control of Concrete Mixtures ◆ EB001

air voids of 20% to 35%, and a cement content of about 280kg per cubic meter (470 lb per cubic yard).
Workability
Because of their high air content, lightweight concretesweighing less than 800 kg/m3 (50 pcf) generally haveexcellent workability. Slumps of up to 250 mm (10 in.) usu-ally are satisfactory for Group I and Group III concretes;appearance of the mix, however, may be a more reliableindication of consistency. Cellular concretes are handledas liquids; they are poured or pumped into place withoutfurther consolidation.
Mixing and Placing
All concrete should be mechanically mixed to produce auniform distribution of materials of proper consistencyand required density. In batch-mixing operations, varioussequences can be used for introducing the ingredients; the
preferred sequence is to first introduce the requiredamount of water into the mixer, then add the cement, air-entraining or foaming agent, aggregate, preformed foam,and any other ingredients.
Excessive mixing and handling should be avoidedbecause they tend to break up aggregate particles, therebychanging density and consistency. Segregation is not usuallya problem (though it could be for Group II) because of therelatively large amounts of entrained air in these mixtures.
Pumping is the most common method of placement,but other methods can be used. Finishing operationsshould be kept to a minimum; smoothing with a darby orbullfloat is usually sufficient. Placement of insulatingconcretes should be done by workers experienced withthese special concretes.
Periodic wet-density tests (ASTM C 138 or AASHTOT 121) at the jobsite can be performed to check the unifor-mity of the concrete. Variations in density generallyshould not exceed plus or minus 32 kg/m3 (2 pcf). A closeapproximation of the ovendry density can be determinedfrom the freshly mixed density.
319
Chapter 18 ◆ Special Types of Concrete
Table 18-2. Examples of Lightweight Insulating Concrete Mixtures28-day compressive
Ratio: portland Ovendry Type I strength, MPa (psi),cement to aggregate density, portland cement, Water-cement 150 x 300-mm
Type of concrete by volume kg/m3 (pcf) kg/m3 (Ib/yd3) ratio, by mass (6 x 12-in.) cylinders1:4 480 to 608 (30 to 38) 362 (610) 0.94 2.75 (400)
Perlite* 1:5 416 to 576 (26 to 36) 306 (516) 1.12 2.24 (325)1:6 352 to 545 (22 to 34) 245 (414) 1.24 1.52 (220)1:8 320 to 512 (20 to 32) 234 (395) 1.72 1.38 (200)
1:4 496 to 593 (31 to 37) 380 (640) 0.98 2.07 (300)
Vermiculite* 1:5 448 to 496 (28 to 31) 295 (498) 1.30 1.17 (170)1:6 368 to 464 (23 to 29) 245 (414) 1.60 0.90 (130)1:8 320 to 336 (20 to 21) 178 (300) 2.08 0.55 (80)
Polystyrene:**sand:
0 kg/m3 (0 lb/yd3) 1:3.4 545 (34)‡ 445 (750) 0.40 2.24 (325)73 kg/m3 (124 lb/yd3) 1:3.1 625 (39)‡ 445 (750) 0.40 2.76 (400)
154 kg/m3 (261 lb/yd3) 1:2.9 725 (44)‡ 445 (750) 0.40 3.28 (475)200 kg/m3 (338 lb/yd3) 1:2.5 769 (48)‡ 474 (800) 0.40 3.79 (550)
Cellular* — 625 (39) 524 (884) 0.57 2.41 (350)(neat cement) — 545 (34) 468 (790) 0.56 1.45 (210)
— 448 (28) 396 (668) 0.57 0.90 (130)— 368 (23) 317 (535) 0.65 0.34 (50)
Cellular†(sanded)†† 1:1 929 (58) 429 (724) 0.40 3.17 (460)
1:2 1250 (78) 373 (630) 0.41 5.66 (820)1:3 1602 (100) 360 (602) 0.51 15.10 (2190)
* Reichard (1971).** Source: Hanna (1978). The mix also included air entrainment and a water-reducing agent.† Source: Gustaferro (1970).
†† Dry-rodded sand with a bulk density of 1600 kg/m3 (100 pcf).‡ Air-dry density at 28 days, 50% relative humidity.

Thermal Resistance
ASTM C 177, Test Method for Steady-State Heat FluxMeasurements and Thermal Transmission Properties by Meansof the Guarded-Hot-Plate Apparatus, is used to determinevalues of thermal conductivity. Fig. 18-3 shows an ap-proximate relationship between thermal resistance anddensity. The thermal conductivity of concrete increaseswith an increase in moisture content and density. SeeBrewer (1967) for additional density and conductivityrelationships.
320
Design and Control of Concrete Mixtures ◆ EB001
6
4
0
2
800
1000
600
400
200
0160 480 800 1120
10 30 50 70
Density, ovendry, kg/m3
Com
pres
sive
str
engt
h at
28
days
, MP
a
Com
pres
sive
str
engt
h at
28
days
, psi
Density, ovendry, lb/ft3
Perlite, vermiculite, or neat cement (cellular)
Pumice, 1:5
Expanded shale, 1:5 – 1:14;Expanded slag, 1:5 – 1:9
Fig. 18-4. Approximate relationship between ovendry bulkdensity and compressive strength of 150 x 300-mm (6 x 12-in.) cylinders tested in an air-dry condition for some insulat-ing and fill concretes. For the perlite and vermiculite con-cretes, mix proportions range from 1:3 to 1:10 by volume.
3000 600 900 1200 1500 1800 2100
5
10
15
20
2520 40 60 80 100 120
3
2
1
w/cby mass
cementkg/m3
446390335
(lb/yd3)
(752)(658)(564)
0.450.500.60
Plastic density, kg/m3
Plastic density, lb/ft3
Com
pres
sive
stre
ngth
, MPa
Com
pres
sive
stre
ngth
, 100
0 ps
i
Fig. 18-5. Plastic density versus compressive strength forsanded cellular concretes. Compressive strength was deter-mined with 150 x 300-mm (6 x 12-in.) cylinders that werecured for 21 days in a 100% relative humidity moist roomfollowed by 7 days in air at 50% RH (McCormick 1967 andACI 523.3R).
Density, lb/ft3
Density, kg/m3
Normal-densitystructuralconcrete
Ther
mal
resi
stan
ce, h
• ft2 • º
F/Bt
u
Ther
mal
resi
stan
ce, K
• m
2 /W
0 30 60 90 120 150
0 400 800 1200 1600 2000 2400
0.25
0.2
0.15
0.1
0.05
0
1.4
1.2
1
0.8
0.6
0.4
0.2
0
Fig. 18-3. Thermal resistance of concrete versus density(PCA 1980).
Strength
Strength requirements depend on the intended use of theconcrete. For example, a compressive strength of 0.7 MPa(100 psi), or even less, may be satisfactory for insulation ofunderground steam lines. Roof-fill insulation requires suf-ficient early strength to withstand foot traffic. Compressivestrengths of 0.7 to 1.5 MPa (100 to 200 psi) are usually ade-quate for roof fills, but strengths up to 3.5 MPa (500 psi) aresometimes specified. In general, the strength of insulatingconcrete is of minor importance. Compressive strength oflightweight insulating concrete should be determined bythe methods specified in ASTM C 495 or C 513.
Table 18-2 and Fig. 18-4 give examples of the relation-ship between density and strength for lightweight insu-lating concretes. Fig. 18-5 shows examples for cellularconcrete containing sand. Mixtures with strengths outsidethe ranges shown can be made by varying the mixtureproportions. Strengths comparable to those at 28 days

would be obtained at 7 days with high-early-strengthcement. The relationships shown do not apply to auto-claved products.
Resistance to Freezing and Thawing
Insulating and moderate-strength lightweight concretesnormally are not required to withstand freeze-thaw expo-sure in a saturated condition. In service they are normallyprotected from the weather; thus little research has beendone on their resistance to freezing and thawing.
Drying Shrinkage
The drying shrinkage of insulating or moderate-strengthlightweight concrete is not usually critical when it is usedfor insulation or fill; however, excessive shrinkage cancause curling. In structural use, shrinkage should be con-sidered. Moist-cured cellular concretes made withoutaggregates have high drying shrinkage. Moist-cured cel-lular concretes made with sand may shrink from 0.1% to0.6%, depending on the amount of sand used. Autoclavedcellular concretes shrink very little on drying. Insulatingconcretes made with perlite or pumice aggregates mayshrink 0.1% to 0.3% in six months of drying in air at 50%relative humidity; vermiculite concretes may shrink 0.2%to 0.45% during the same period. Drying shrinkage of insu-lating concretes made with expanded slag or expandedshale ranges from about 0.06% to 0.1% in six months.
Expansion Joints
Where insulating concrete is used on roof decks, a 25-mm(1-in.) expansion joint at the parapets and all roof projec-tions is often specified. Its purpose is to accommodateexpansion caused by the heat of the sun so that the insu-lating concrete can expand independently of the roofdeck. Transverse expansion joints should be placed at amaximum of 30 m (100 ft) in any direction for a thermalexpansion of 1 mm per meter (1 in. per 100 lin ft). A fiber-glass material that will compress to one-half its thicknessunder a stress of 0.17 MPa (25 psi) is generally used toform these joints.
AUTOCLAVED CELLULAR CONCRETE
Autoclaved cellular concrete (also called autoclaved aer-ated concrete) is a special type of lightweight buildingmaterial. It is manufactured from a mortar consisting ofpulverized siliceous material (sand, slag, or fly ash),cement and/or lime, and water; to this a gas forming ad-mixture, for example aluminum powder, is added. Thechemical reaction of aluminum with the alkaline waterforms hydrogen, which expands the mortar as macro-pores with a diameter of 0.5 mm to 1.5 mm (0.02 in. to 0.06
in.) form. The material is then pressure steam cured (auto-claved) over a period of 6 to 12 hours using a temperatureof 190ºC (374ºF) and a pressure of 1.2 MPa (174 psi). Thisforms a hardened mortar matrix, which essentially con-sists of calcium silicate hydrates.
This porous mineral building material has densitiesbetween 300 and 1000 kg/m3 (19 and 63 lb/ft3) andcompressive strengths between 2.5 and 10 MPa (300 and1500 lb/in2). Due to the high macropore content—up to80 percent by volume—autoclaved cellular concrete has athermal conductivity of only 0.15 to 0.20 W/(m•K) (1 to1.4 Btu•in./[h•ft2•ºF]).
Autoclaved cellular concrete is produced in block orpanel form for construction of residential or commercialbuildings (Fig. 18-6).
Additional information can be found in ACI 523.2R,Guide for Precast Cellular Concrete.
321
Chapter 18 ◆ Special Types of Concrete
Fig. 18-6. (top) Residential build-ing constructed with autoclavedcellular concrete blocks. (bottom)Autoclaved cellular concreteblock floating in water. (70025,44109)
HIGH-DENSITY CONCRETE
High-density (heavyweight) concrete and has a density ofup to about 6400 kg/m3 (400 pcf). Heavyweight concrete isused principally for radiation shielding but is also usedfor counterweights and other applications where high-density is important. As a shielding material, heavy-weight concrete protects against the harmful effects ofX-rays, gamma rays, and neutron radiation. Selection ofconcrete for radiation shielding is based on space require-ments and on the type and intensity of radiation. Wherespace requirements are not important, normal-weightconcrete will generally produce the most economicalshield; where space is limited, heavyweight concrete willallow for reductions in shield thickness without sacri-ficing shielding effectiveness.

AdditionsBoron additions such as colemanite, boron frits, and boro-calcite are sometimes used to improve the neutronshielding properties of concrete. However, they may ad-versely affect setting and early strength of concrete; there-fore, trial mixes should be made with the addition underfield conditions to determine suitability. Admixtures suchas pressure-hydrated lime can be used with coarse-sandsizes to minimize any retarding effect.
Properties of High-Density ConcreteThe properties of high-density concrete in both the freshlymixed and hardened states can be tailored to meet jobconditions and shielding requirements by proper selectionof materials and mixture proportions.
Except for density, the physical properties of heavy-weight concrete are similar to those of normal-weight con-crete. Strength is a function of water-cement ratio; thus,for any particular set of materials, strengths comparable tothose of normal-weight concretes can be achieved. Typicaldensities of concretes made with some commonly usedhigh-density aggregates are shown in Table 18-3. Becauseeach radiation shield has special requirements, trial mix-tures should be made with job materials and under jobconditions to determine suitable mixture proportions.
Proportioning, Mixing, and PlacingThe procedures for selecting mix proportions for heavy-weight concrete are the same as those for normal-weightconcrete. However, additional mixture information andsample calculations are given in ACI 211.1. Following arethe most common methods of mixing and placing high-density concrete:
Conventional methods of mixing and placing often areused, but care must be taken to avoid overloading themixer, especially with very heavy aggregates such as steel
Type and intensity of radiation usually determine therequirements for density and water content of shieldingconcrete. Effectiveness of a concrete shield against gammarays is approximately proportional to the density of theconcrete; the heavier the concrete, the more effective theshield. On the other hand, an effective shield against neu-tron radiation requires both heavy and light elements. Thehydrogen in water provides an effective light element inconcrete shields. Some aggregates contain crystallizedwater, called fixed water, as part of their structure. For thisreason, heavyweight aggregates with high fixed-watercontents often are used if both gamma rays and neutronradiation are to be attenuated. Boron glass (boron frit) isalso added to attenuate neutrons.
High-Density AggregatesHigh-density aggregates such as barite, ferrophosphorus,goethite, hematite, ilmenite, limonite, magnetite, and de-greased steel punchings and shot are used to producehigh-density concrete. Where high fixed-water content isdesirable, serpentine (which is slightly heavier thannormal-weight aggregate) or bauxite can be used (seeASTM C 637 and C 638).
Table 18-3 gives typical bulk density, relative density(specific gravity), and percentage of fixed water for some ofthese materials. The values are a compilation of data from awide variety of tests or projects reported in the literature.Steel punchings and shot are used where concrete with adensity of more than 4800 kg/m3 (300 pcf) is required.
In general, selection of an aggregate is determined byphysical properties, availability, and cost. Heavyweightaggregates should be reasonably free of fine material, oil,and foreign substances that may affect either the bond ofpaste to aggregate particle or the hydration of cement. Forgood workability, maximum density, and economy, aggre-gates should be roughly cubical in shape and free of exces-sive flat or elongated particles.
322
Design and Control of Concrete Mixtures ◆ EB001
Table 18-3. Physical Properties of Typical High-Density Aggregates and ConcreteFixed-water,* Aggregate Aggregate bulk Concrete density,
Type of aggregate percent by weight relative density density, kg/m3 (pcf) kg/m3 (pcf)Goethite 10–11 3.4–3.7 2080–2240 (130–140) 2880–3200 (180–200)Limonite** 8–9 3.4–4.0 2080–2400 (130–150) 2880–3360 (180–210)Barite 0 4.0–4.6 2320–2560 (145–160) 3360–3680 (210–230)Ilmenite † 4.3–4.8 2560–2700 (160–170) 3520–3850 (220–240)Hematite † 4.9–5.3 2880–3200 (180–200) 3850–4170 (240–260)Magnetite † 4.2–5.2 2400–3040 (150–190) 3360–4170 (210–260)Ferrophosphorus 0 5.8–6.8 3200–4160 (200–260) 4080–5290 (255–330)Steel punchings or shot 0 6.2–7.8 3860–4650 (230–290) 4650–6090 (290–380)
* Water retained or chemically bound in aggregates.** Test data not available.† Aggregates may be combined with limonite to produce fixed-water contents varying from about 1⁄2% to 5%.

punchings. Batch sizes should be reduced to about 50% ofthe rated mixer capacity. Because some heavy aggregatesare quite friable, excessive mixing should be avoided toprevent aggregate breakup with resultant detrimentaleffects on workability and bleeding.
Preplaced aggregate methods can be used for placingnormal and high-density concrete in confined areas andaround embedded items; this will minimize segregation ofcoarse aggregate, especially steel punchings or shot. Themethod also reduces drying shrinkage and produces con-crete of uniform density and composition. With thismethod, the coarse aggregates are preplaced in the formsand grout made of cement, sand, and water is thenpumped through pipes to fill the voids in the aggregate.
Pumping of heavyweight concrete through pipelinesmay be advantageous in locations where space is limited.Heavyweight concretes cannot be pumped as far asnormal-weight concretes because of their higher densities.
Puddling is a method whereby a 50-mm (2-in.) layer ormore of mortar is placed in the forms and then coveredwith a layer of coarse aggregate that is rodded or internallyvibrated into the mortar. Care must be taken to ensure uni-form distribution of aggregate throughout the concrete.
MASS CONCRETE
Mass concrete is defined by ACI Committee 116 as “Anylarge volume of cast-in-place concrete with dimensionslarge enough to require that measures be taken to copewith the generation of heat and attendant volume changeto minimize cracking.” Mass concrete includes not onlylow-cement-content concrete used in dams and other mas-sive structures but also moderate- to high-cement-contentconcrete in structural members of bridges and buildings(Fig. 18-7). Mass concrete placements require special con-
siderations to reduce heat of hydration and the resultingtemperature rise to avoid damaging the concrete throughexcessive temperatures and temperature differences thatcan result in thermal cracking (Gajda and VanGeem, 2002).
In mass concrete, temperature rise (Fig. 18-8) resultsfrom the heat of hydration of cementitious materials. Asthe interior concrete increases in temperature andexpands, the surface concrete may be cooling and con-tracting. This causes tensile stresses that may result inthermal cracks at the surface if the temperature differen-
323
Chapter 18 ◆ Special Types of Concrete
Fig.18-7. Large foundation placements as shown requiremass-concrete precautions. (50918)
82
62
42
22
2
-18
150
200
50
0
100
0 100 200 300 400 500 600
Center Temperatures
Edge Temperatures
Level 1 – BottomLevel 2 – MiddleLevel 3 – Top
Cement, Type I = 328 kg (553 lb)Silica Fume = 27 kg (45 lb)Fly ash = 87 kg (147 lb)HRWR = 7.86 L (266 fl oz)w/cm = 0.281
Time from start of placement, hr
Tem
pera
ture
, °C
Tem
pera
ture
, °F
Fig. 18-8. (left) A drilled shaft (caisson), 3 m (10 ft) in diameter and 12.2 m (40 ft) in depth in which “low-heat” high-strengthconcrete is placed and (right) temperatures of this concrete measured at the center and edge and at three different levelsin the caisson (Burg and Fiorato 1999). (57361)

estimate of the adiabatic temperature rise can be madeusing equations in a PCA publication (PCA 1987).
Massive structural reinforced concrete members withhigh cement contents (300 to 600 kg per cubic meter or 500to 1000 lb per cu yard) cannot use many of the placing tech-niques and controlling factors mentioned above to maintainlow temperatures to control cracking. For these concretes(often used in bridges, foundations, and power plants), agood technique is to (1) avoid external restraint from adja-cent concrete elements, (2) reduce the size of the member byplacing the concrete in multiple smaller pours, or (3) controlinternal differential thermal strains by preventing the con-crete from experiencing an excessive temperature differen-tial between the surface and the center. The latter is done byproperly designing the concrete and either keeping the con-crete surface warm through use of insulation or reducingthe internal concrete temperature by precooling of the con-crete or postcooling with internal cooling pipes.
Studies and experience have shown that by limitingthe maximum temperature differential between the inte-rior and exterior surface of the concrete to less than about20°C (36°F), surface cracking can be minimized or avoided(FitzGibbon 1977 and Fintel and Ghosh 1978). Somesources indicate that the maximum temperature differen-tial (MTD) for concrete containing granite or limestone(low-thermal-coefficient aggregates) should be 25°C and31°C (45°F and 56°F), respectively (Bamforth 1981). Theactual MTD for a particular mass concrete placement andconcrete mix design can be determined using equations inACI 207 (1995).
In general, an MTD of 20°C (36°F) should be assumedunless a demonstration or calculations based on physicalproperties of the actual concrete mix the geometry of the con-crete member show that higher MTD values are allowable.
By limiting the temperature differential to 20°C (36°F)or less, the concrete will cool slowly to ambient tempera-ture with little or no surface cracking; however, this is trueonly if the member is not restrained by continuous rein-forcement crossing the interface of adjacent or oppositesections of hardened concrete. Restrained concrete willtend to crack due to eventual thermal contraction after thecool down. Unrestrained concrete should not crack ifproper procedures are followed and the temperature dif-ferential is monitored and controlled. If there is any con-cern over excess temperature differentials in a concretemember, the element should be considered as mass con-crete and appropriate precautions taken.
Fig. 18-10 illustrates the relationship between temper-ature rise, cooling, and temperature differentials for a sec-tion of mass concrete. As can be observed, if the forms(which are providing adequate insulation in this case) areremoved too early, cracking will occur once the differencebetween interior and surface concrete temperaturesexceeds the critical temperature differential of 20°C (36°F).If higher temperature differentials are permissible, theforms can be removed sooner. For large concrete place-ments, surface insulation may be need for an extendedperiod of time of up to several weeks or longer.
tial between the surface and center is too great. The widthand depth of cracks depends upon the temperature dif-ferential, physical properties of the concrete, and the rein-forcing steel.
A definite member size beyond which a concrete struc-ture should be classified as mass concrete is not readilyavailable. Many large structural elements may be massiveenough that heat generation should be considered; this isparticularly critical when the minimum cross-sectionaldimensions of a solid concrete member approach or exceed1 meter (3 feet) or when cement contents exceed 355 kg/m3
(600 lb per cubic yard). Temperature rise in mass concreteis related to the initial concrete temperature (Fig. 18-9),ambient temperature, size of the concrete element (volumeto surface ratio and minimum dimension), and type andquantity of cementitious materials. Smaller concrete mem-bers less than 0.3 meters (1 ft) thick with moderateamounts of cementitious materials are typically of littleconcern as the generated heat is rapidly dissipated.
To avoid cracking, the internal concrete temperaturefor dams and other nonreinforced mass concrete struc-tures of relatively low compressive strength should not beallowed to rise more than 11°C to 14°C (20°F to 25°F)above the mean annual ambient temperature (ACI 308).Internal concrete temperature gain can be controlled anumber of ways: (1) a low cement content—120 to 270kg/m3 (200 to 450 lb per cubic yard); (2) large aggregatesize—75 to 150 mm (3 to 6 in.); (3) high coarse aggregatecontent—up to 80% of total aggregate; (4) low-heat-of-hydration cement; (5) pozzolans—where heat of hydra-tion of a pozzolan can be 25% to 75% that of cement;(6) reductions in the initial concrete temperature to bycooling the concrete ingredients; (7) cooling the concretethrough the use of embedded cooling pipes; (8) steelforms for rapid heat dissipation; (9) water curing; and(10) low lifts—1.5 m (5 ft) or less during placement. Inmassive structures of high volume-to-surface ratio, an
324
Design and Control of Concrete Mixtures ◆ EB001
0 1 2 3 4 7 14 28
40
35
30
25
20
15
10
5
0
70
60
50
40
30
20
10
0
Time, days
Adiab
atic t
empe
ratur
e rise
, °F
Adiab
atic t
empe
ratur
e rise
, °C 38
°C (100°F) placing temperature
32°C(90°F)
27°C(80°F)
21°C(70°F)
16°C(60°F)
10°C(50°F)
4°C(40°F
)
Type I cement
Fig. 18-9. The effect of concrete-placing temperature ontemperature rise in mass concrete with 223 kg/m3 (376lb/yd3) of cement. Higher placing temperatures acceleratetemperature rise (ACI 207.2R).

The maximum temperature rise can be estimated byapproximation, if the concrete contains 300 to 600 kg ofcement per cubic meter (500 to 1000 lb of Type I/II cementper cubic yard) and the least dimension of the member is1.8 m (6 ft). This approximation (under normal, not adia-batic conditions) would be 12°C for every 100 kg ofcement per cubic meter (12.8°F for every 100 lb of cementper cubic yard). For example, the maximum temperatureof such an element made with concrete having 535 kg ofType I/II cement per cubic meter (900 lb of cement percubic yard) and cast at 16°C (60°F) would be about
16°C + (12°C x 535/100) or 80°C(60°F + [12.8°F x 900/100] or 175°F)
Temperatures and temperature differences in mass con-crete can also be calculated by a method in ACI 207 (1996).
The slow rate of heat exchange between concrete andits surroundings is due to the concrete’s heat capacity. Heatescapes from concrete at a rate that is inversely propor-tional to the square of its least dimension. A 150-mm (6-in.)thick wall cooling from both sides will take approximately11⁄2 hours to dissipate 95% of its developed heat. A 1.5-m(5-ft) thick wall would take an entire week to dissipate thesame amount of heat (ACI 207). Inexpensive thermocou-ples can be used to monitor concrete temperature.
PREPLACED AGGREGATE CONCRETEPreplaced aggregate concrete is produced by first placingcoarse aggregate in a form and later injecting a cement-sand grout, usually with admixtures, to fill the voids.Properties of the resulting concrete are similar to those ofcomparable concrete placed by conventional methods;however, considerably less thermal and drying shrinkagecan be expected because of the point-to-point contact ofaggregate particles.
Coarse aggregates should meet requirements ofASTM C 33 (AASHTO M 80). In addition, most specifica-tions limit both the maximum and minimum sizes; forexample, 75-mm (3-in.) maximum and 12.5-mm (1⁄2-in.)
minimum. Aggregates are generally graded to produce avoid content of 35% to 40%. Fine aggregate used in thegrout is generally graded to a fineness modulus ofbetween 1.2 and 2.0, with nearly all of the material passinga 1.25 mm (No. 16) sieve.
Although the preplaced aggregate method has beenused principally for restoration work and in the construc-tion of reactor shields, bridge piers, and underwater struc-tures, it has also been used in buildings to produceunusual architectural effects. Since the forms are com-pletely filled with coarse aggregate prior to grouting, adense and uniform exposed-aggregate facing is obtainedwhen the surface is sandblasted, tooled, or retarded andwire-brushed at an early age.
Tests for preplaced aggregate concrete are given inASTM C 937 through C 943. Preplaced aggregate concreteis discussed in more detail in ACI 304-00, Guide forMeasuring, Transporting, and Placing Concrete.
NO-SLUMP CONCRETENo-slump concrete is defined as concrete with a consis-tency corresponding to a slump of 6 mm (1⁄4 in.) or less.Such concrete, while very dry, must be sufficiently work-able to be placed and consolidated with the equipment tobe used on the job. The methods referred to here do notnecessarily apply to mixtures for concrete masonry unitsor for compaction by spinning techniques.
Many of the basic laws governing the properties ofhigher-slump concretes are applicable to no-slump con-crete. For example, the properties of hardened concretedepend principally on the ratio of water to cement, pro-vided the mix is properly consolidated.
Measurement of the consistency of no-slump concretediffers from that for higher-slump concrete because theslump cone is impractical for use with the drier consisten-cies. ACI 211.3, Standard Practice for Selecting Proportions forNo-Slump Concrete, describes three methods for measuringthe consistency of no-slump concrete: (1) the Vebe appa-ratus; (2) the compacting-factor test; and (3) the Thaulowdrop table. In the absence of the above test equipment,workability can be adequately judged by a trial mixturethat is placed and compacted with the equipment andmethods to be used on the job.
Intentionally entrained air is recommended for no-slump concrete where durability is required. The amountof air-entraining admixture usually recommended forhigher-slump concretes will not produce air contents inno-slump concretes that are as high as those in the higher-slump concretes. The lower volume of entrained air, how-ever, generally provides adequate durability for no-slumpconcretes; while the volume of entrained air is not there,sufficient small air voids are present. This departure fromthe usual methods of designing and controlling entrainedair is necessary for no-slump concretes.
For a discussion of water requirements and computa-tion of trial mixtures, see ACI 211.3.
325
Chapter 18 ◆ Special Types of Concrete
0 1 2 3 4 5 6 7 8
50
40
30
20
10
0
80
100
40
60
0
20
Surfacetemperature
Inside temperature
Unprotectedsurface cools fast
Formremoval
Surfacecracking
Protectedsurfacecools slowly–no cracking
!t > 20°C (36°F)
!t < 20°C (36°F)
Days
Tem
pera
ture
rise
, °C
Tem
pera
ture
rise
, °F
Fig. 18-10. Potential for surface cracking after form re-moval, assuming a critical temperature differential, !t, of20°C (36°F). No cracking should occur if concrete is cooledslowly and !t is less than 20°C (36°F) (Fintel and Ghosh1978 and PCA 1987).

Other water control RCC applications include use asan emergency spillway or overtopping protection forembankment dams, low permeable liner for settling ponds,bank protection, and grade control structure for channelsand riverbeds.
PavementsThe uses for RCC paving range from pavements as thick asone meter (one yard) for the mining industry to city streets,paved surfaces for composting operations, logging, truckstagging areas, and warehouse floors.The procedures forconstruction of an RCC pavement require tighter controlthan for dam construction (Arnold and Zamensky 2000).Cement content is in the same range as conventional con-crete, 300 to 360 kg/m3 (500 to 600 lb/yd3), and compres-sive strength is of the same order, 30 to 40 MPa (4000 to6000 psi). The nominal maximum aggregate size is limitedto 19 mm (3⁄4 in.) to provide a smooth, dense surface. Foreven better surface textures, a 16 mm (5⁄8 in.) maximum sizeaggregate is recommended.
The zero slump mix is usually produced in a contin-uous flow pugmill mixer at production rates as high as 400tons per hour. It is possible to mix RCC in a central batchplant, but the plant must be dedicated to RCC productionexclusively, because the material tends to stick to the insidedrums. Specifications usually require that the mix betransported, placed, and compacted within 60 minutes ofthe start of mixing; although ambient weather conditionsmay increase or decrease that time window.
RCC is typically placed in layers 125 to 250 mm (5 to10 in.) in thickness using an asphalt-type paving machine.High-density paving equipment is preferred for layersthicker than 150 mm (6 in.) since the need for subsequentcompaction by rollers is reduced. Where a design calls forpavement thickness greater than 250 mm (10 in.), the RCCshould be placed in multiple layers. In this type of con-struction, it is important that there be a minimum timedelay in placing subsequent layers so that good bond isassured. Following placement by a paver, RCC can becompacted with a combination of vibratory steel-wheeledrollers and rubber-tired equipment.
Curing is vitally important in RCC pavement construc-tion. The very low water content at the initial mixing stagemeans that an RCC mix will dry out very quickly once it isin place. Continuous water curing is the recommendedmethod, although sprayed on asphaltic emulsion, plasticsheeting, and concrete curing compounds have been usedin some cases. Pavement projects have had design com-pressive strengths of about 35 MPa (5000 psi) with fieldstrengths in the range of 35 to 70 MPa (5000 to 10,000 psi)(Hansen 1987)
High-performance roller compacted concrete forareas subjected to high impact and abrasive loading weredeveloped in the mid-1990’s. These mixes are based on ob-taining the optimum packing of the various sizes of aggre-gate particles, and the addition of silica fume to the mix(Marchand and others 1997 and Reid and Marchand 1998).
ROLLER-COMPACTED CONCRETERoller-compacted concrete (RCC) is a lean, no-slump,almost dry concrete that is compacted in place by vibra-tory roller or plate compaction equipment (Fig. 18-11).RCC is a mixture of aggregate, cement, and water; sup-plementary cementing materials such as fly ash also havebeen used. Cement contents range from 60 to 360 kg percubic meter (100 to 600 lb per cubic yard). Mixing is donewith conventional batch mixers, continuous mixers, or insome instances tilting-drum truck mixers.
Applications for RCC fall into two distinct categories—water control structures (dams) and pavements. While thesame term is used to describe both types of concrete use, thedesign and construction processes are different.
Water Control StructuresRCC can be used for the entire dam structure, or as anovertopping protection on the upper section and on thedownstream face. The nominal maximum aggregate sizecan range up to 150 mm (6 in.). The zero slump mix isproduced in a high-capacity central-mixing plant near thesite and delivered by truck or by conveyor belt. Cementcontent is usually lower than that used in a conventionalconcrete mix, but similar to that of mass concrete. Com-pressive strengths ranging from 7 to 30 MPa (1000 to 4500psi) have been obtained from roller-compacted concrete indam projects. The RCC mix is transported by trucks andconveyor belts and spread by grader or bulldozer,followed by rolling with vibratory compactors. No formsare used. On some projects the upstream face is surfacedwith higher strength conventional air-entrained concreteor precast panels for improved durability.
RCC dams have the advantage of allowing muchsteeper slopes on both faces than an earth fill dam. In addi-tion to the advantage of using less material, the dam is com-pleted and placed in service earlier, usually at a significantsavings in overall cost compared to an earth fill structure.
326
Design and Control of Concrete Mixtures ◆ EB001
Fig. 18-11. Vibratory rollers are used to compact roller-compacted concrete. (64401)

ACI addresses roller-compacted concrete in twoguides—ACI 207.5, Roller Compacted Mass Concrete dealswith RCC for water control structures and ACI 325.10Roller Compacted Concrete Pavements, covers new develop-ments in RCC pavements. Holderbaum and Schweiger(2000) provide a guide for developing RCC specificationsand commentary.
SOIL-CEMENT
Soil-cement is a mixture of pulverized soil or granularmaterial, cement, and water. Some other terms applied tosoil-cement are “cement-treated base or subbase,”“cement stabilization,” “cement-modified soil,” and“cement-treated aggregate.” The mixture is compacted toa high density, and as the cement hydrates the materialbecomes hard and durable.
Soil-cement is primarily used as pavement basecourse for roads, streets, airports, and parking areas. Abituminous or portland cement concrete wearing course isusually placed over the base. Soil-cement is also used asslope protection for earth dams and embankments, reser-voir and ditch linings, deep-soil mixing, and foundationstabilization (Fig. 18-12).
The soil material in soil-cement can be almost anycombination of sand, silt, clay, and gravel or crushedstone. Local granular materials (such as slag, caliche, lime-rock, and scoria) plus a wide variety of waste materials(such as cinders, ash, and screenings from quarries andgravel pits) can be used to make soil-cement. Also, oldgranular-base roads, with or without their bituminoussurfaces, can be recycled to make soil-cement.
Soil-cement should contain sufficient portland cementto resist deterioration from freeze-thaw and wet-drycycling and sufficient moisture for maximum compaction.
Cement contents range from 80 to 255 kg per cubic meter(130 to 430 lb per cubic yard).
There are four steps in soil-cement construction:spreading cement, mixing, compaction, and curing. Theproper quantity of cement must be spread on the in-placesoil; the cement and soil material, and the necessaryamount of water are mixed thoroughly using any of sev-eral types of mixing machines; and finally, the mixture iscompacted with conventional road-building equipment to96% to 100% of maximum density. See ASTM D 558(AASHTO T 134) and PCA 1992.
A light coat of bituminous material is commonly usedto prevent moisture loss; it also helps bond and forms partof the bituminous surface. A common type of wearing sur-face for light traffic is a surface treatment of bituminousmaterial and chips 13 to 19 mm (1⁄2 to 3⁄4 in.) thick. Forheavy-duty use and in severe climates a 38-mm (11⁄2-in.)asphalt mat is used.
Depending on the soil used, the 7-day compressivestrengths of saturated specimens at the minimum cementcontent meeting soil-cement criteria are generally between2 to 5 MPa (300 and 800 psi). Like concrete, soil-cementcontinues to gain strength with age; compressivestrengths in excess of 17 MPa (2500 psi) have beenobtained after many years of service.
See ACI Committee 230 (1997) and PCA (1995) for de-tailed information on soil-cement construction.
SHOTCRETE
Shotcrete is mortar or small-aggregate concrete that ispneumatically projected onto a surface at high velocity(Fig. 18-13). Also known as “gunite” and “sprayed con-crete,” shotcrete was developed in 1911 and its concept isessentially unchanged even in today’s use. The relatively
327
Chapter 18 ◆ Special Types of Concrete
Fig. 18-12. A dozer places a plant-mixed soil-cement on aslope for construction a of wastewater lagoon. (59819)
Fig. 18-13. Shotcrete. (70018)

duces expansion during hardening and thereby offsets thecontraction occurring during drying (drying shrinkage).Shrinkage-compensating concrete is used in concreteslabs, pavements, structures, and repair work to minimizedrying shrinkage cracks. Expansion of concrete made withshrinkage-compensating cement should be determined bythe method specified in ASTM C 878.
Reinforcing steel in the structure restrains the con-crete and goes into tension as the shrinkage compensatingconcrete expands. Upon shrinking due to drying contrac-tion caused by moisture loss in hardened concrete, the ten-sion in the steel is relieved; as long as the resulting tensionin the concrete does not exceed the tensile strength of theconcrete, no cracking should result. Shrinkage-compen-sating concrete can be proportioned, batched, placed, andcured similarly to normal concrete with some precautions;for example, it is necessary to assure the expected expan-sion by using additional curing. More information can befound in Chapter 2 and in ACI 223-98, Standard Practice forthe Use of Shrinkage-Compensating Concrete.
PERVIOUS CONCRETE
Pervious (porous or no-fines) concrete contains a nar-rowly graded coarse aggregate, little to no fine aggregate,and insufficient cement paste to fill voids in the coarseaggregate. This low water-cement ratio, low-slump con-crete resembling popcorn is primarily held together bycement paste at the contact points of the coarse aggregateparticles; this produces a concrete with a high volume ofvoids (20% to 35%) and a high permeability that allowswater to flow through it easily.
Pervious concrete is used in hydraulic structures asdrainage media, and in parking lots, pavements, and airportrunways to reduce storm water run off. It also recharges thelocal groundwater supply by allowing water to penetratethe concrete to the ground below. Pervious concretes havealso been used in tennis courts and greenhouses.
As a paving material, porous concrete is raked or slip-formed into place with conventional paving equipmentand then roller compacted. Vibratory screeds or handrollers can be used for smaller jobs. In order to maintain itsporous properties, the surfaces of pervious concreteshould not be closed up or sealed; therefore, trowelingand finishing are not desired. The compressive strength ofdifferent mixes can range from 3.5 to 27.5 MPa (500 to 4000psi). Drainage rates commonly range from 100 to 900 litersper minute per square meter (2 to 18 gallons per minuteper square foot).
No-fines concrete is used in building construction(particularly walls) for its thermal insulating properties.For example, a 250-mm (10-in.) thick porous-concrete wallcan have an R value of 0.9 (5 using inch-pound units) com-pared to 0.125 (0.75) for normal concrete. No-fines con-crete is also lightweight, 1600 to 1900 kg/m3 (100 to 120pcf), and has low drying shrinkage properties (Malhotra1976 and Concrete Construction 1983).
dry mixture is consolidated by the impact force and can beplaced on vertical or horizontal surfaces without sagging.
Shotcrete is applied by a dry or wet process. In thedry process, a premixed blend of cement and dampaggregate is propelled through a hose by compressed airto a nozzle. Water is added to the cement and aggregatemixture at the nozzle and the intimately mixed ingredi-ents are projected onto the surface. In the wet process, allthe ingredients are premixed. The wet mixture is pumpedthrough a hose to the nozzle, where compressed air isadded to increase the velocity and propel the mixtureonto the surface.
As the shotcrete mixture hits the surface, some coarseraggregates ricochet off the surface until sufficient pastebuilds up, providing a bed into which the aggregate canstick. To reduce overspray (mortar that attaches to nearbysurfaces) and rebound (aggregate that ricochets off thereceiving surface) the nozzle should be held at a 90° angleto the surface. The appropriate distance between nozzleand surface is usually between 0.5 m and 1.5 m (1.5 ft and5 ft), depending on the velocity.
Shotcrete is used for both new construction and repairwork. It is especially suited for curved or thin concretestructures and shallow repairs, but can be used for thickmembers. The hardened properties of shotcrete are veryoperator dependent. Shotcrete has a density and compres-sive strength similar to normal- and high-strength con-crete. Aggregate sizes up to 19 mm (3⁄4 in.) can be used,however most mixtures contain aggregates only up to9.5 mm (3⁄8 in.); 25% to 30% pea gravel are commonly usedfor wet mixes (Austin and Robbins 1995).
Supplementary cementitious materials, such as flyash and silica fume, can also be used in shotcrete. Theyimprove workability, chemical resistance, and durability.The use of accelerating admixtures allows build-up ofthicker layers of shotcrete in a single pass. They alsoreduce the time of initial set. However, using rapid-setaccelerators often increases drying shrinkage and reduceslater-age strength (Gebler and others 1992).
Steel fibers are used in shotcrete to improve flexuralstrength, ductility, and toughness; they can be used as areplacement for wire mesh reinforcement in applicationslike rock slope stabilization and tunnel linings (ACI506.1R). Steel fibers can be added up to 2 percent byvolume of the total mix. Polypropylene fibers if used arenormally added to shotcrete at a rate of 0.9 to 2.7 kg/m3
(1.5 to 4.5 lb/yd3), but dosages up to 9 kg/m3 (15 lb/yd3)have also been used (The Aberdeen Group 1996).
Guidelines for the use of shotcrete are described inACI 506R, ASCE (1995), and Balck and others (2000).
SHRINKAGE-COMPENSATING CONCRETE
Shrinkage-compensating concrete is concrete containingexpansive cement or an expansive admixture, which pro-
328
Design and Control of Concrete Mixtures ◆ EB001

WHITE ANDCOLOREDCONCRETE
WhiteConcrete
White portland ce-ment is used to pro-duce white concrete,a widely used ar-chitectural material(Fig. 18-14). It is alsoused in mortar,plaster, stucco, ter-razzo, and portlandcement paint. Whiteportland cement ismanufactured fromraw materials of lowiron content; it con-forms to ASTM C
150 (AASHTO M 85) even though these specifications donot specifically mention white portland cement.
White concrete is made with aggregates and water thatcontain no materials that will discolor the concrete. Whiteor light-colored aggregates can be used. Oil that could stainconcrete should not be used on the forms. Care must betaken to avoid rust stains from tools and equipment. Curingmaterials that could cause stains must be avoided. Refer toFarny (2001) and http://www.portcement.org/white formore information.
Colored Concrete
Colored concrete can be produced by using colored aggre-gates or by adding color pigments (ASTM C 979) or both.When colored aggregates are used, they should beexposed at the surface of the concrete. This can be doneseveral ways; for example, casting against a form that hasbeen treated with a retarder. Unhydrated paste at the sur-face is later brushed or washed away. Other methodsinvolve removing the surface mortar by sandblasting,waterblasting, bushhammering, grinding, or acidwashing. If surfaces are to be washed with acid, a delay ofapproximately two weeks after casting is necessary.Colored aggregates may be natural rock such as quartz,marble, and granite, or they may be ceramic materials.
Pigments for coloring concrete should be pure min-eral oxides ground finer than cement; they should be in-soluble in water, free of soluble salts and acids, colorfast insunlight, resistant to alkalies and weak acids, and virtu-ally free of calcium sulfate. Mineral oxides occur in natureand are also produced synthetically; synthetic pigmentsgenerally give more uniform results.
The amount of color pigments added to a concretemixture should not be more than 10% of the mass of thecement. The amount required depends on the type of pig-ment and the color desired. For example, a dose of pig-ment equal to 1.5% by mass of cement may produce apleasing pastel color, but 7% may be needed to produce adeep color. Use of white portland cement with a pigmentwill produce cleaner, brighter colors and is recommendedin preference to gray cement, except for black or dark graycolors (Fig. 18-15).
To maintain uniform color, do not use calcium chloride,and batch all materials carefully by mass. To preventstreaking, the dry cement and color pigment must be thor-oughly blended before they are added to the mixer. Mixingtime should be longer than normal to ensure uniformity.
In air-entrained concrete, the addition of pigmentmay require an adjustment in the amount of air-entrainingadmixture to maintain the desired air content.
Dry-Shake Method. Slabs or precast panels that are casthorizontally can be colored by the dry-shake method.Prepackaged, dry coloring materials consisting of mineraloxide pigment, white portland cement, and speciallygraded silica sand or other fine aggregate are marketedready for use by various manufacturers.
After the slab has been bullfloated once, two-thirds ofthe dry coloring material should be broadcast evenly by
329
Chapter 18 ◆ Special Types of Concrete
Fig. 18-15. Colored concrete, used for a rapid transit plat-form. (67328)
Fig. 18-14. Office building con-structed with white cement con-crete. (55828)

REFERENCES
ACI Committee 116, Cement and Concrete Technology, ACI116R-00, ACI Committee 116 Report, American ConcreteInstitute, Farmington Hills, Michigan, 2000, 73 pages.
ACI Committee 207, Cooling and Insulating Systems forMass Concrete, ACI 207.4R-93, reapproved 1998, ACICommittee 207 Report, American Concrete Institute,Farmington Hills, Michigan, 1998, 22 pages.
ACI Committee 207, Effect of Restraint, Volume Change, andReinforcement on Cracking of Mass Concrete, ACI 207.2R-95,ACI Committee 207 Report, American Concrete Institute,Farmington Hills, Michigan, 1995, 26 pages.
ACI Committee 207, Mass Concrete, ACI 207.1R-96, ACICommittee 207 Report, American Concrete Institute,Farmington Hills, Michigan, 1996, 42 pages.
ACI Committee 207, Roller-Compacted Mass Concrete, ACI207.5R-99, ACI Committee 207 Report, American ConcreteInstitute, Farmington Hills, Michigan, 1999, 46 pages.
ACI Committee 211, Guide for Selecting Proportions forNo-Slump Concrete, ACI 211.3R-97, ACI Committee 211Report, American Concrete Institute, Farmington Hills,Michigan, 1997, 26 pages.
ACI Committee 211, Standard Practice for SelectingProportions for Structural Lightweight Concrete, ACI 211.2-98, ACI Committee 211 Report, American Concrete Insti-tute, Farmington Hills, Michigan, 1998, 18 pages.
ACI Committee 211, Standard Practice for SelectingProportions for Normal, Heavyweight, and Mass Concrete,ACI 211.1-91, reapproved 1997, ACI Committee 211Report, American Concrete Institute, Farmington Hills,Michigan, 1997, 38 pages.
ACI Committee 213, Guide for Structural LightweightAggregate Concrete, ACI 213R-87, reapproved 1999, ACICommittee 213 Report, American Concrete Institute,Farmington Hills, Michigan, 1999, 27 pages.
ACI Committee 223, Standard Practice for the Use ofShrinkage-Compensating Concrete, ACI 223-98, ACI Com-mittee 223 Report, American Concrete Institute, Farming-ton Hills, Michigan, 1998 28 pages.
ACI Committee 224, Control of Cracking in Concrete Struc-tures, ACI 224R-90, ACI Committee 224 Report, AmericanConcrete Institute, Farmington Hills, Michigan, 1990,43 pages.
ACI Committee 230, State-of-of-the-Art Report on SoilCement, ACI 230.1R-90, reapproved 1997, ACI Committee230 Report, American Concrete Institute, FarmingtonHills, Michigan, 1997, 23 pages. Also available throughPCA as LT120.
hand over the surface. The required amount of coloringmaterial can usually be determined from previously castsections. After the material has absorbed water from thefresh concrete, it should be floated into the surface. Thenthe rest of the material should be applied immediately atright angles to the initial application, so that a uniformcolor is obtained. The slab should again be floated to workthe remaining material into the surface.
Other finishing operations may follow dependingon the type of finish desired. Curing should beginimmediately after finishing; take precautions to preventdiscoloring the surface. See Kosmatka (1991) for moreinformation.
POLYMER-PORTLAND CEMENTCONCRETE
Polymer-portland cement concrete (PPCC), also calledpolymer-modified concrete, is basically normal portlandcement concrete to which a polymer or monomer has beenadded during mixing to improve durability and adhesion.Thermoplastic and elastomeric latexes are the most com-monly used polymers in PPCC, but epoxies and otherpolymers are also used. In general, latex improves duc-tility, durability, adhesive properties, resistance to chlo-ride-ion ingress, shear bond, and tensile and flexuralstrength of concrete and mortar. Latex-modified concretes(LMC) also have excellent freeze-thaw, abrasion, andimpact resistance. Some LMC materials can also resist cer-tain acids, alkalies, and organic solvents. Polymer-port-land cement concrete is primarily used in concretepatching and overlays, especially bridge decks. See ACI548.3R for more information on polymer-modified con-crete and ACI 548.4 for LMC overlays.
FERROCEMENT
Ferrocement is a special type of reinforced concrete com-posed of closely spaced layers of continuous relativelythin metallic or nonmetallic mesh or wire embedded inmortar. It is constructed by hand plastering, shotcreting,laminating (forcing the mesh into fresh mortar), or a com-bination of these methods.
The mortar mixture generally has a sand-cement ratioof 1.5 to 2.5 and a water-cement ratio of 0.35 to 0.50. Rein-forcement makes up about 5% to 6% of the ferrocementvolume. Fibers and admixtures may also be used to modifythe mortar properties. Polymers or cement-based coatingsare often applied to the finished surface to reduce porosity.
Ferrocement is considered easy to produce in avariety of shapes and sizes; however, it is labor intensive.Ferrocement is used to construct thin shell roofs, swim-ming pools, tunnel linings, silos, tanks, prefabricatedhouses, barges, boats, sculptures, and thin panels or sec-tions usually less than 25 mm (1 in.) thick (ACI 549R andACI 549.1R).
330
Design and Control of Concrete Mixtures ◆ EB001

ACI Committee 304, Guide for Measuring, Mixing, Trans-porting, and Placing Concrete, ACI 304R-00, ACI Committee304 Report, American Concrete Institute, FarmingtonHills, Michigan, 2000, 41 pages.
ACI Committee 308, Standard Practice for Curing Concrete,ACI 308-92 reapproved 1997, ACI Committee 308 Report,American Concrete Institute, Farmington Hills, Mich-igan, 1997, 11 pages.
ACI Committee 318, Building Code Requirements for Struc-tural Concrete and Commentary, ACI 318-02, ACI Commit-tee 318 Report, American Concrete Institute, FarmingtonHills, Michigan, 2002, 369 pages.
ACI Committee 325, State-of-the-Art Report on Roller-Compacted Concrete Pavements, ACI 325.10R-95, ACI Com-mittee 325 Report, American Concrete Institute, Farm-ington Hills, Michigan, 1995, 32 pages.
ACI Committee 363, State-of-the-Art Report on High-Strength Concrete, ACI 363R-92, reapproved 1997, ACICommittee 363 Report, American Concrete Institute,Farmington Hills, Michigan, 1997, 55 pages.
ACI Committee 506, Committee Report on Fiber ReinforcedShotcrete, ACI 506.1R-98, ACI Committee 506 Report,American Concrete Institute, Farmington Hills, Mich-igan, 1998, 11 pages.
ACI Committee 506, Guide to Shotcrete, ACI 506R-90, re-approved 1995, ACI Committee 506 Report, AmericanConcrete Institute, Farmington Hills, Michigan, 1995,41 pages.
ACI Committee 523, Guide for Cast-in-Place Low-DensityConcrete, ACI 523.1R-92 ACI Committee 523 Report,American Concrete Institute, Farmington Hills, Mich-igan, 1992, 8 pages.
ACI Committee 523, Guide for Precast Cellular ConcreteFloor, Roof, and Wall Units, ACI 523.2R-96, ACI Committee523 Report, American Concrete Institute, FarmingtonHills, Michigan, 1996, 5 pages.
ACI Committee 523, Guide for Cellular Concretes Above 50pcf and for Aggregate Concretes Above 50 pcf with CompressiveStrengths Less Than 2500 psi, ACI 523.3R-93, ACI Com-mittee 523 Report, American Concrete Institute, Farm-ington Hills, Michigan, 1993, 16 pages.
ACI Committee 544, Guide for Specifying, Proportioning,Mixing, Placing, and Finishing Steel Fiber Reinforced Concrete,ACI 544.3R-93, reapproved 1998, ACI Committee 544Report, American Concrete Institute, Farmington Hills,Michigan, 1998, 10 pages.
ACI Committee 544, State-of-the-Art Report on FiberReinforced Concrete, ACI 544.1R-96, ACI Committee 544Report, American Concrete Institute, Farmington Hills,Michigan, 1996, 66 pages.
ACI Committee 548, Guide for the Use of Polymers inConcrete, ACI 548.1R-97, ACI Committee 548 Report,American Concrete Institute, Farmington Hills, Mich-igan, 1997, 29 pages.
ACI Committee 548, Guide for Mixing and Placing SulfurConcrete in Construction, ACI 548.2R-93, reapproved 1998,ACI Committee 548 Report, American Concrete Institute,Farmington Hills, Michigan, 1998, 12 pages.
ACI Committee 548, State-of-the-Art Report on Polymer-Modified Concrete, ACI 548.3R-95, ACI Committee 548Report, American Concrete Institute, Farmington Hills,Michigan, 1995, 47 pages.
ACI Committee 548, Standard Specification for Latex-ModifiedConcrete (LMC) Overlays, ACI 548.4-93, reapproved 1998,ACI Committee 548 Report, American Concrete Institute,Farmington Hills, Michigan, 1998, 6 pages.
ACI Committee 549, State-of-the-Art Report on Ferrocement,ACI 549R-97, ACI Committee 549 Report, AmericanConcrete Institute, Farmington Hills, Michigan, 1997.
ACI Committee 549, Guide for the Design, Construction, andRepair of Ferrocement, ACI 549.1R-93, reapproved 1999,ACI Committee 549 Report, American Concrete Institute,Farmington Hills, Michigan, 1999, 30 pages.
ACI, Concrete for Nuclear Reactors, SP-34, three volumes, 73papers, American Concrete Institute, Farmington Hills,Michigan, 1972, 1766 pages.
ACI, Concrete for Radiation Shielding, Compilation No. 1,American Concrete Institute, Farmington Hills, Mich-igan, 1962.
ACI, Fiber Reinforced Concrete, SP-81, American ConcreteInstitute, Farmington Hills, Michigan, 1984, 460 pages.
Arnold, Terry, and Zamensky, Greg, Roller-Compacted Con-crete: Quality Control Manual, EB215, Portland CementAssociation, 2000, 58 pages.
ASCE, Standard Practice for Shotcrete, American Society ofCivil Engineers, New York, 1995, 65 pages.
Austin, Simon, and Robbins, Peter, Sprayed Concrete:Properties, Design and Application, Whittles Publishing,U.K., 1995, 382 pages.
Balck, Lars; Gebler, Steven; Isaak, Merlyn; and SeabrookPhilip, Shotcrete for the Craftsman (CCS-4), AmericanConcrete Institute, Farmington Hills, Michigan, 2000, 59pages. Also available from PCA as LT242.
Bamforth, P. B., “Large Pours,” letter to the editor, Concrete,Cement and Concrete Association, Wexham Springs,Slough, England, February 1981.
331
Chapter 18 ◆ Special Types of Concrete

Hansen, Kenneth D., “A Pavement for Today andTomorrow,” Concrete International, American ConcreteInstitute, Farmington Hills, Michigan, February 1987,pages 15 to 17.
Holderbaum, Rodney E., and Schweiger, Paul G., Guide forDeveloping RCC Specifications and Commentary, EB214, Port-land Cement Association, 2000, 80 pages.
Klieger, Paul, “Proportioning No-Slump Concrete,”Proportioning Concrete Mixes, SP-46, American Concrete In-stitute, Farmington Hills, Michigan, 1974, pages 195 to 207.
Klieger, Paul, Early-High-Strength Concrete for Prestressing,Research Department Bulletin RX091, Portland CementAssociation, http://www.portcement.org/pdf_files/RX091.pdf, 1958.
Kosmatka, Steven H., Finishing Concrete Slabs with Colorand Texture, PA124, Portland Cement Association, 1991,40 pages.
Malhotra, V. M., “No-Fines Concrete—Its Properties andApplications,” Journal of the American Concrete Institute,American Concrete Institute, Farmington Hills, Michigan,November 1976.
Marchand, J.; Gagne, R.; Ouellet, E.; and Lepage, S.,“Mixture Proportioning of Roller Compacted Concrete—A Review,” Proceedings of the Third CANMET/ACI Inter-national Conference, Auckland, New Zealand, Available as:Advances in Concrete Technology, SP 171, American ConcreteInstitute, Farmington Hills, Michigan, 1997, pages 457to 486.
Mather, K., “High-Strength, High-Density Concrete,”Proceedings of the American Concrete Institute, vol. 62,American Concrete Institute, Farmington Hills, Michigan,August 1965, pages 951 to 960.
McCormick, Fred C., “Rational Proportioning of Pre-formed Foam Cellular Concrete,” Journal of the AmericanConcrete Institute, American Concrete Institute, Farming-ton Hills, Michigan, February 1967, pages 104 to 110.
PCA, Concrete Energy Conservation Guidelines, EB083,Portland Cement Association, 1980.
PCA, Concrete for Massive Structures, IS128, PortlandCement Association, http://www.portcement.org/pdf_files/IS128.pdf, 1987, 24 pages.
PCA, Fiber Reinforced Concrete, SP039, Portland CementAssociation, 1991, 54 pages.
PCA, Soil-Cement Construction Handbook, EB003, PortlandCement Association, 1995, 40 pages.
PCA, Soil-Cement Laboratory Handbook, EB052, PortlandCement Association, 1992, 60 pages.
Brewer, Harold W., General Relation of Heat Flow Factors tothe Unit Weight of Concrete, Development DepartmentBulletin DX114, Portland Cement Association, http://www.portcement.org/pdf_files/DX114.pdf, 1967.
Bureau of Reclamation, Concrete Manual, 8th ed., U.S.Department of the Interior, Bureau of Reclamation,Denver, 1981.
Burg, R. G., and Fiorato, A. E., High-Strength Concrete inMassive Foundation Elements, Research and DevelopmentBulletin RD117, Portland Cement Association, 1999,22 pages.
Carlson, Roy W., and Thayer, Donald P., “Surface Coolingof Mass Concrete to Prevent Cracking,” Journal of theAmerican Concrete Institute, American Concrete Institute,Farmington Hills, Michigan, August 1959, page 107.
Cordon, William A., and Gillespie, Aldridge H., “Variablesin Concrete Aggregates and Portland Cement Paste whichInfluence the Strength of Concrete,” Proceedings of theAmerican Concrete Institute, vol. 60, no. 8, AmericanConcrete Institute, Farmington Hills, Michigan, August1963, pages 1029 to 1050; and Discussion, March 1964,pages 1981 to 1998.
Farny, J. A., White Cement Concrete, EB217, Portland Ce-ment Association, 2001.
Fintel, Mark, and Ghosh, S. K., “Mass Reinforced ConcreteWithout Construction Joints,” presented at the AdrianPauw Symposium on Designing for Creep and Shrinkage,Fall Convention of the American Concrete Institute,Houston, Texas, November 1978.
FitzGibbon, Michael E., “Large Pours for ReinforcedConcrete Structures,” Current Practice Sheets No. 28, 35,and 36, Concrete, Cement and Concrete Association,Wexham Springs, Slough, England, March and December1976 and February 1977.
Gajda, John, and VanGeem, Martha G., “Controlling Tem-peratures in Mass Concrete,” Concrete International, Vol. 24,No. 1, January 2002.
Gebler, Steven H.; Litvin, Albert; McLean, William J.; andSchutz, Ray, “Durability of Dry-Mix Shotcrete ContainingRapid-Set Accelerators,” ACI Materials Journal, May-June1992, pages 259 to 262.
Gustaferro, A. H.; Abrams, M. S.; and Litvin, Albert, FireResistance of Lightweight Insulating Concretes, Research andDevelopment Bulletin RD004, Portland Cement Associa-tion, http://www.portcement.org/pdf_files/RD004.pdf,1970.
Hanna, Amir N., Properties of Expanded Polystyrene Concreteand Applications for Pavement Subbases, Research and De-velopment Bulletin RD055, Portland Cement Association,http://www.portcement.org/pdf_files/RD055.pdf, 1978.
332
Design and Control of Concrete Mixtures ◆ EB001

PCA, Structural Lightweight Concrete, IS032, PortlandCement Association, http://www.portcement.org/pdf_files/IS032.pdf, 1986, 16 pages.
“Porous Concrete Slabs and Pavement Drain Water,” Con-crete Construction, Concrete Construction Publications,Inc., Addison, Illinois, September 1983, pages 685 and 687to 688.
Reichard, T. W., “Mechanical Properties of InsulatingConcretes,” Lightweight Concrete, American Concrete Insti-tute, Farmington Hills, Michigan, 1971, pages 253 to 316.
Reid, E., and Marchand, J., “High-Performance RollerCompacted Concrete Pavements: Applications and RecentDevelopments”, Proceedings of the Canadian Society for CivilEngineering 1998 Annual Conference, Halifax, Nova Scotia,1998.
The Aberdeen Group, Shotcreting—Equipment, Materials,and Applications, Addison, Illinois, 1996, 46 pages.
Townsend, C. L., “Control of Cracking in Mass ConcreteStructures,” Engineering Monograph No. 34, U.S. Depart-ment of Interior, Bureau of Reclamation, Denver, 1965.
Tuthill, Lewis H., and Adams, Robert F., “CrackingControlled in Massive, Reinforced Structural Concrete byApplication of Mass Concrete Practices,” Journal of theAmerican Concrete Institute, American Concrete Institute,Farmington Hills, Michigan, August 1972, page 481.
Valore, R. C., Jr., “Cellular Concretes, Parts 1 and 2,” Pro-ceedings of the American Concrete Institute, vol. 50, AmericanConcrete Institute, Farmington Hills, Michigan, May 1954,pages 773 to 796 and June 1954, pages 817 to 836.
Valore, R. C., Jr., “Insulating Concrete,” Proceedings of theAmerican Concrete Institute, vol. 53, American ConcreteInstitute, Farmington Hills, Michigan, November 1956,pages 509 to 532.
VanGeem, Martha G.; Litvin, Albert; and Musser, DonaldW., Insulative Lightweight Concrete for Building Walls, pre-sented at the Annual Convention and Exposition of theAmerican Society of Civil Engineers in Detroit, October1985.
Walker, Stanton, and Bloem, Delmar L., “Effects ofAggregate Size on Properties of Concrete,” Proceedings ofthe American Concrete Institute, vol. 57, no. 3, AmericanConcrete Institute, Farmington Hills, Michigan, Sep-tember 1960, pages 283 to 298, and Discussion by N. G.Zoldner, March 1961, pages 1245 to 1248.
333
Chapter 18 ◆ Special Types of Concrete

335
AAbsorption—see Water absorption.Accelerating admixture—admixture that speeds therate of hydration of hydraulic cement, shortens thenormal time of setting, or increases the rate of harden-ing, of strength development, or both, of portlandcement, concrete, mortar, grout, or plaster.Addition—substance that is interground or blended inlimited amounts into a hydraulic cement during manu-facture—not at the jobsite—either as a “processingaddition” to aid in manufacture and handling of thecement or as a “functional addition” to modify theuseful properties of the cement. Admixture—material, other than water, aggregate, andhydraulic cement, used as an ingredient of concrete,mortar, grout, or plaster and added to the batch imme-diately before or during mixing.Aggregate—granular mineral material such as naturalsand, manufactured sand, gravel, crushed stone, air-cooled blast-furnace slag, vermiculite, or perlite.Air content—total volume of air voids, both entrainedand entrapped, in cement paste, mortar, or concrete.Entrained air adds to the durability of hardened mortaror concrete and the workability of fresh mixtures.Air entrainment—intentional introduction of air in theform of minute, disconnected bubbles (generallysmaller than 1 mm) during mixing of portland cementconcrete, mortar, grout, or plaster to improve desirablecharacteristics such as cohesion, workability, and dura-bility.Air-entraining admixture—admixture for concrete,mortar, or grout that will cause air to be incorporatedinto the mixture in the form of minute bubbles duringmixing, usually to increase the material’s workabilityand frost resistance.
Air-entraining portland cement—– portland cementcontaining an air-entraining addition added during itsmanufacture.Air void—entrapped air pocket or an entrained airbubble in concrete, mortar, or grout. Entrapped airvoids usually are larger than 1 mm in diameter;entrained air voids are smaller. Most of the entrappedair voids should be removed with internal vibration,power screeding, or rodding.Alkali-aggregate reactivity—production of expansivegel caused by a reaction between aggregates containingcertain forms of silica or carbonates and alkali hydrox-ides in concrete.Architectural concrete—concrete that will be perma-nently exposed to view and which therefore requiresspecial care in selection of concrete ingredients, form-ing, placing, consolidating, and finishing to obtain thedesired architectural appearance.Autoclaved cellular concrete—concrete containingvery high air content resulting in low density, and curedat high temperature and pressure in an autoclave.
BBatching—process of weighing or volumetricallymeasuring and introducing into the mixer the ingredi-ents for a batch of concrete, mortar, grout, or plaster.Blast-furnace slag—nonmetallic byproduct of steelmanufacturing, consisting essentially of silicates andaluminum silicates of calcium that are developed in amolten condition simultaneously with iron in a blastfurnace. Bleeding—flow of mixing water from a newly placedconcrete mixture caused by the settlement of the solidmaterials in the mixture.
The intent of this Glossary is to clarify terminology used in concrete construction, with special emphasis on thoseterms used in Design and Control of Concrete Mixtures. Additional terminology that may not be in this book isincluded in the Glossary for the convenience of our readers. Other sources for terms include ACI Committee 116,and ASTM standards.
Glossary

336
Blended hydraulic cement—cement containingcombinations of portland cement, pozzolans, slag,and/or other hydraulic cement.Bulking—increase in volume of a quantity of sandwhen in a moist condition compared to its volumewhen in a dry state.
CCalcined clay—clay heated to high temperature toalter its physical properties for use as a pozzolan orcementing material in concrete.Calcined shale—shale heated to high temperature toalter its physical properties for use as a pozzolan orcementing material in concrete.Carbonation—reaction between carbon dioxide and ahydroxide or oxide to form a carbonate.Cellular concrete—–high air content or high voidratio concrete resulting in low density.Cement—see Portland cement and Hydraulic cement.Cement paste—constituent of concrete, mortar, grout,and plaster consisting of cement and water.Cementitious material (cementing material)—anymaterial having cementing properties or contributingto the formation of hydrated calcium silicatecompounds. When proportioning concrete, the follow-ing are considered cementitious materials: portland ce-ment, blended hydraulic cement, fly ash, groundgranulated blast-furnace slag, silica fume, calcined clay,metakaolin, calcined shale, and rice husk ash.Chemical admixture—see Admixture.Chemical bond—bond between materials resultingfrom cohesion and adhesion developed by chemicalreaction.Clinker—end product of a portland cement kiln; rawcementitious material prior to grindingChloride (attack)—chemical compounds containingchloride ions, which promote the corrosion of steelreinforcement. Chloride deicing chemicals are primarysources.Coarse aggregate—natural gravel, crushed stone, oriron blast-furnace slag, usually larger than 5 mm (0.2in.) and commonly ranging in size between 9.5 mm and37.5 mm (3⁄8 in. to 11⁄2 in.). Cohesion—mutual attraction by which elements of asubstance are held together.Colored concrete—concrete containing white cementand/or mineral oxide pigments to produce colors otherthan the normal gray hue of traditional gray cementconcrete.Compaction—process of inducing a closer arrange-ment of the solid particles in freshly mixed and placedconcrete, mortar, or grout by reduction of voids, usuallyby vibration, tamping, rodding, puddling, or a combi-nation of these techniques. Also called consolidation.
Compressive strength—maximum resistance that aconcrete, mortar, or grout specimen will sustain whenloaded axially in compression in a testing machine at aspecified rate; usually expressed as force per unit ofcross sectional area, such as megapascals (MPa) orpounds per square inch (psi).Concrete—mixture of binding materials and coarseand fine aggregates. Portland cement and water arecommonly used as the binding medium for normalconcrete mixtures, but may also contain pozzolans,slag, and/or chemical admixtures.Consistency—relative mobility or ability of freshlymixed concrete, mortar, or grout to flow. (See alsoSlump and Workability.)Construction joint—–a stopping place in the processof construction. A true construction joint allows forbond between new concrete and existing concrete andpermits no movement. In structural applications theirlocation must be determined by the structural engineer.In slab on grade applications, construction joints areoften located at contraction (control) joint locations andare constructed to allow movement and perform ascontraction joints.Contraction joint—weakened plane to control crack-ing due to volume change in a concrete structure. Jointmay be grooved, sawed, or formed. Also known as a“Control joint.”Corrosion—deterioration of metal by chemical, elec-trochemical, or electrolytic reaction.Creep—time-dependent deformation of concrete, or ofany material, due to a sustained load.Curing—process of maintaining freshly placed con-crete mortar, grout, or plaster moist and at a favorabletemperature for a suitable period of time during itsearly stages so that the desired properties of the mate-rial can develop. Curing assures satisfactory hydrationand hardening of the cementitious materials.
DDampproofing—treatment of concrete, mortar, grout,or plaster to retard the passage or absorption of water,or water vapor.Density—mass per unit volume; the weight per unitvolume in air, expressed, for example, in kg/m3
(lb/ft3).Durability—ability of portland cement concrete,mortar, grout, or plaster to resist weathering action andother conditions of service, such as chemical attack,freezing and thawing, and abrasion.
EEarly stiffening—rapidly developing rigidity infreshly mixed hydraulic cement paste, mortar, grout,plaster, or concrete.Entrapped air—irregularly shaped, unintentional airvoids in fresh or hardened concrete 1 mm or larger in

337
Entrained air—spherical microscopic air bubbles—usually 10 µm to 1000 µm in diameter—intentionallyincorporated into concrete to provide freezing andthawing resistance and/or improve workability. Epoxy resin—class of organic chemical bondingsystems used in the preparation of special coatings oradhesives for concrete or masonry or as binders inepoxy-resin mortars and concretes. Ettringite—needle like crystalline compoundproduced by the reaction of C3A, gypsum, and waterwithin a portland cement concrete.Expansion joint—a separation provided between ad-joining parts of a structure to allow movement.
FFerrocement—one or more layers of steel or wire rein-forcement encased in portland cement mortar creatinga thin-section composite material.Fibers—thread or thread like material ranging from0.05 to 4 mm (0.002 to 0.16 in.) in diameter and from 10to 150 mm (0.5 to 6 in.) in length and made of steel,glass, synthetic (plastic), carbon, or natural materials.Fiber concrete—concrete containing randomly orientedfibers in 2 or 3 dimensions through out the concretematrix.Fine aggregate—aggregate that passes the 9.5-mm (3⁄8-in.) sieve, almost entirely passes the 4.75-mm (No. 4)sieve, and is predominantly retained on the 75-µm (No.200) sieve.Fineness modulus (FM)—factor obtained by addingthe cumulative percentages of material in a sample ofaggregate retained on each of a specified series ofsieves and dividing the sum by 100.Finishing—mechanical operations like screeding,consolidating, floating, troweling, or texturing thatestablish the final appearance of any concrete surface. Fire resistance—that property of a building material,element, or assembly to withstand fire or give protec-tion from fire; it is characterized by the ability toconfine a fire or to continue to perform a given struc-tural function during a fire, or both. Flexural strength—ability of solids to resist bending.Fly ash—residue from coal combustion, which iscarried in flue gases, and is used as a pozzolan or ce-menting material in concrete.Forms—temporary supports for keeping freshconcrete in place until it has hardened to such a degreeas to be self supporting (when the structure is able tosupport its dead load).Freeze-thaw resistance—ability of concrete to with-stand cycles of freezing and thawing. (See also Air en-trainment and Air-entraining admixture.)Fresh concrete—concrete that has been recentlymixed and is still workable and plastic.
GGrading—size distribution of aggregate particles,determined by separation with standard screen sieves.Grout—mixture of cementitious material with or with-out aggregate or admixtures to which sufficient wateris added to produce a pouring or pumping consistencywithout segregation of the constituent materials.
HHardened concrete—concrete that is in a solid stateand has developed a certain strength.High-density concrete (heavyweight concrete)—concrete of very high density; normally designed bythe use of heavyweight aggregates. High-strength concrete—concrete with a designstrength of at least 70 MPa (10,000 psi).Honeycomb—term that describes the failure of mortarto completely surround coarse aggregates in concrete,leaving empty spaces (voids) between them.Hydrated lime—dry powder obtained by treatingquicklime with sufficient water to satisfy its chemicalaffinity for water; consists essentially of calciumhydroxide or a mixture of calcium hydroxide andmagnesium oxide or magnesium hydroxide, or both.Hydration—in concrete, mortar, grout, and plaster, thechemical reaction between hydraulic cement and waterin which new compounds with strength-producingproperties are formed.Hydraulic cement—cement that sets and hardens bychemical reaction with water, and is capable of doingso under water. (See also Portland cement.)
IInch-pound units—units of length, area, volume,weight, and temperature commonly used in the UnitedStates during the 18th to 20th centuries. These include,but are not limited to: (1) length—inches, feet, yards,and miles; (2) area—square inches, square feet, squareyards, and square miles; (3) volume—cubic inches,cubic feet, cubic yards, gallons, and ounces;(4) weight—pounds and ounces; and (5) temperature—degrees Fahrenheit.Isolation Joint—separation that allows adjoining partsof a structure to move freely to one another, both hori-zontally and vertically.
JJoint—see Construction joint, Contraction joint, Isolationjoint, and Expansion joint.
KKiln—rotary furnace used in cement manufacture toheat and chemically combine raw inorganic materials,such as limestone, sand and clay, into calcium silicateclinker.

338
LLightweight aggregate—low-density aggregate usedto produce lightweight (low-density) concrete. Couldbe expanded or sintered clay, slate, diatomaceous shale,perlite, vermiculite, or slag; natural pumice, scoria,volcanic cinders, tuff, or diatomite; sintered fly ash orindustrial cinders.Lightweight concrete—low-density concrete com-pared to normal-density concrete. Lime—general term that includes the various chemicaland physical forms of quicklime, hydrated lime, andhydraulic lime. It may be high-calcium, magnesian, ordolomitic.
MMasonry—concrete masonry units, clay brick, struc-tural clay tile, stone, terra cotta, and the like, or combi-nations thereof, bonded with mortar, dry-stacked, oranchored with metal connectors to form walls, buildingelements, pavements, and other structures.Masonry cement—hydraulic cement, primarily usedin masonry and plastering construction, consisting of amixture of portland or blended hydraulic cement andplasticizing materials (such as limestone, hydrated orhydraulic lime) together with other materials intro-duced to enhance one or more properties such assetting time, workability, water retention, and durabil-ity. Mass concrete—cast-in-place concrete in volumelarge enough to require measures to compensate forvolume change caused by temperature rise from heatof hydration in order to keep cracking to a minimum. Metakaolin—highly reactive pozzolan made fromkaolin clays. Metric units—also called System International (SI)Units. System of units adopted by most of the world bythe 21st Century. These include but are not limited to:(1) length—millimeters, meters, and kilometers;(2) area—square millimeters and square meters;(3) volume—cubic meters and liters; (4) mass—milli-grams, grams, kilograms, and megagrams; and (5)degrees Celsius.Mineral admixtures—see Supplementary cementitiousmaterials.Modulus of elasticity—ratio of normal stress to corre-sponding strain for tensile or compressive stress belowthe proportional limit of the material; also referred to aselastic modulus, Young’s modulus, and Young’s modu-lus of elasticity; denoted by the symbol E.Moist-air curing—curing with moist air (no less than95% relative humidity) at atmospheric pressure and atemperature of about 23ºC (73ºF).Mortar—mixture of cementitious materials, fine aggre-gate, and water, which may contain admixtures, and isusually used to bond masonry units.
Mortar cement—hydraulic cement, primarily used inmasonry construction, consisting of a mixture of port-land or blended hydraulic cement and plasticizingmaterials (such as limestone, hydrated or hydrauliclime) together with other materials introduced toenhance one or more properties such as setting time,workability, water retention, and durability. Mortarcement and masonry cement are similar in use andfunction. However, specifications for mortar cementusually require lower air contents and they include aflexural bond strength requirement.
NNormal weight concrete—class of concrete made withnormal density aggregates, usually crushed stone orgravel, having a density of approximately 2400 kg/m3
(150 lb/ft3). (See also Lightweight concrete and High-density concrete.)No-slump concrete—concrete having a slump of lessthan 6 mm (1⁄4 in.).
OOverlay—layer of concrete or mortar placed on orbonded to the surface of an existing pavement or slab.Normally done to repair a worn or cracked surface.Overlays are seldom less than 25 mm (1 in.) thick.
PPavement (concrete)—highway, road, street, path, orparking lot surfaced with concrete. Although typicallyapplied to surfaces that are used for travel, the termalso applies to storage areas and playgrounds.Permeability—property of allowing passage of fluidsor gases. Pervious concrete (no-fines or porous concrete)—concrete containing insufficient fines or no fines to fillthe voids between aggregate particles in a concretemixture. The coarse aggregate particles are coated witha cement and water paste to bond the particles at theircontact points. The resulting concrete contains an inter-connected pore system allowing storm water to drainthrough the concrete to the subbase below.pH—chemical symbol for the logarithm of the recipro-cal of hydrogen ion concentration in gram atoms perliter, used to express the acidity or alkalinity (base) of asolution on a scale of 0 to 14, where less than 7 repre-sents acidity, and more than 7 alkalinityPlastic cement—special hydraulic cement productmanufactured for plaster and stucco application. Oneor more inorganic plasticizing agents are intergroundor blended with the cement to increase the workabilityand molding characteristics of the resultant mortar,plaster, or stucco.Plasticity—that property of freshly mixed cementpaste, concrete, mortar, grout, or plaster that deter-mines its workability, resistance to deformation, or easeof molding.Plasticizer—admixture that increases the plasticity ofportland cement concrete, mortar, grout, or plaster.

339
Polymer-portland cement concrete—fresh portlandcement concrete to which a polymer is added forimproved durability and adhesion characteristics,often used in overlays for bridge decks; also referred toas polymer-modified concrete and latex-modifiedconcrete.Popout—shallow depression in a concrete surfaceresulting from the breaking away of pieces of concretedue to internal pressure.Portland blast-furnace slag cement—hydrauliccement consisting of: (1) an intimately intergroundmixture of portland-cement clinker and granulatedblast-furnace slag; (2) an intimate and uniform blend ofportland cement and fine granulated blast-furnaceslag; or (3) finely ground blast-furnace slag with orwithout additions.Portland cement—Calcium silicate hydraulic cementproduced by pulverizing portland-cement clinker, andusually containing calcium sulfate and othercompounds. (See also Hydraulic cement.)Portland cement plaster—a combination of portlandcement-based cementitious material(s) and aggregatemixed with a suitable amount of water to form a plas-tic mass that will adhere to a surface and harden,preserving any form and texture imposed on it whileplastic. See also Stucco.Portland-pozzolan cement—hydraulic cement con-sisting of an intimate and uniform blend of portlandcement or portland blast-furnace slag cement and finepozzolan produced by intergrinding portland cementclinker and pozzolan, by blending portland cement orportland blast-furnace slag cement and finely dividedpozzolan, or a combination of intergrinding and blend-ing, in which the amount of the pozzolan constituent iswithin specified limits.Pozzolan—siliceous or siliceous and aluminous mate-rials, like fly ash or silica fume, which in itself possesslittle or no cementitious value but which will, in finelydivided form and in the presence of moisture, chemi-cally react with calcium hydroxide at ordinary temper-atures to form compounds possessing cementitiousproperties.Precast concrete—concrete cast in forms in acontrolled environment and allowed to achieve a spec-ified strength prior to placement on location.Prestressed concrete—concrete in which compres-sive stresses are induced by high-strength steel tendonsor bars in a concrete element before loads are applied tothe element which will balance the tensile stressesimposed in the element during service. This may beaccomplished by the following: Post-tensioning—amethod of prestressing in which the tendons/bars aretensioned after the concrete has hardened; or Pre-tensioning—a method of prestressing in which thetendons are tensioned before the concrete is placed.
QQuality control—actions taken by a producer orcontractor to provide control over what is being doneand what is being provided so that applicable stan-dards of good practice for the work are followed.
RReactive-powder concrete—high-strength, low-waterand low-porosity concrete with high silica content andaggregate particle sizes of less than 0.3 mm.Ready-mixed concrete—concrete manufactured fordelivery to a location in a fresh stateRecycled concrete—hardened concrete that has beenprocessed for reuse, usually as an aggregate.Reinforced concrete—concrete to which tensile bear-ing materials such as steel rods or metal wires areadded for tensile strength.Relative density—a ratio relating the mass of avolume of material to that of water; also called specificgravity.Relative humidity—The ratio of the quantity of watervapor actually present in the atmosphere to the amountof water vapor present in a saturated atmosphere at agiven temperature, expressed as a percentage.Retarder—an admixture that delays the setting andhardening of concrete.Roller-compacted concrete (RCC)—a zero slumpmix of aggregates, cementitious materials and waterthat is consolidated by rolling with vibratory com-pactors; typically used in the construction of dams, in-dustrial pavements, storage and composting areas, andas a component of composite pavements for highwaysand streets.
SScaling—disintegration and flaking of a hardenedconcrete surface, frequently due to repeated freeze-thaw cycles and application of deicing chemicals.Segregation—separation of the components (aggre-gates and mortar) of fresh concrete, resulting in anonuniform mixture.Self-compacting concrete—concrete of high worka-bility that require little or no vibration or othermechanical means of consolidation.Set—the degree to which fresh concrete has lost itsplasticity and hardened.Silica fume—very fine noncrystalline silica which is abyproduct from the production of silicon and ferrosili-con alloys in an electric arc furnace; used as a pozzolanin concrete.Shotcrete—mortar or small-aggregate concrete that isconveyed by compressed air through a hose andapplied at high velocity to a surface. Also known asgunite and sprayed concrete.Shrinkage—decrease in either length or volume of amaterial resulting from changes in moisture content,temperature, or chemical changes.

340
Shrinkage-compensating concrete—concrete con-taining expansive cement, or an admixture, which pro-duces expansion during hardening and thereby offsetsthe contraction occurring later during drying (dryingshrinkage).Slag cement—hydraulic cement consisting mostly ofan intimate and uniform blend of ground, granulatedblast-furnace slag with or without portland cement orhydrated lime.Slump—measure of the consistency of freshly mixedconcrete, equal to the immediate subsidence of a spe-cimen molded with a standard slump cone.Slurry—thin mixture of an insoluble substance, such asportland cement, slag, or clay, with a liquid, such aswater.Soil cement—mixture of soil and measured amountsof portland cement and water compacted to a high den-sity; primarily used as a base material under pave-ments; also called cement-stabilized soil.Specific gravity—see Relative density.Stucco—portland cement plaster and stucco are thesame material. The term “stucco” is widely used todescribe the cement plaster used for coating exteriorsurfaces of buildings. However, in some geographicalareas, “stucco” refers only to the factory-preparedfinish coat mixtures. (See also Portland cement plaster.)Sulfate attack—most common form of chemical attackon concrete caused by sulfates in the groundwater orsoil manifested by expansion and disintegration of theconcrete. Superplasticizer (plasticizer)—admixture that in-creases the flowability of a fresh concrete mixture.Supplementary cementitious (cementing) mate-rials—Cementitious material other than portlandcement or blended cement. See also Cementitious material.
TTensile strength—stress up to which concrete is ableto resist cracking under axial tensile loading.
UUBC—Uniform Building Code, published by the Inter-national Conference of Building Officials, Whittier,California.Unit weight—density of fresh concrete or aggregate,normally determined by weighing a known volume ofconcrete or aggregate (bulk density of aggregates in-cludes voids between particles).
VVibration—high-frequency agitation of freshly mixedconcrete through mechanical devices, for the purposeof consolidation.Volume change—Either an increase or a decrease involume due to any cause, such as moisture changes,temperature changes, or chemical changes. (See alsoCreep.)
WWater absorption—(1) The process by which a liquid(water) is drawn into and tends to fill permeable poresin a porous solid. (2) The amount of water absorbed bya material under specified test conditions, commonlyexpressed as a percentage by mass of the test specimen.Water to cementing (cementitious) materials ratio—ratio of mass of water to mass of cementing materials inconcrete, including portland cement, blended cement,hydraulic cement, slag, fly ash, silica fume, calcinedclay, metakaolin, calcined shale, and rice husk ash.Water to cement ratio (water-cement ratio and w/c)—ratio of mass of water to mass of cement in concrete.Water reducer—admixture whose properties permit areduction of water required to produce a concrete mixof a certain slump, reduce water-cement ratio, reducecement content, or increase slump.White portland cement—cement manufactured fromraw materials of low iron content. Workability—That property of freshly mixed concrete,mortar, grout, or plaster that determines its workingcharacteristics, that is, the ease with which it can bemixed, placed, molded, and finished. (See also Slumpand Consistency.)
X
YYield—volume per batch of concrete expressed in cubicmeters (cubic feet).
ZZero-slump concrete—concrete without measurableslump (see also No-slump concrete).

1
ASTM Standards
A 820-96 Standard Specification for Steel Fibers forFiber Reinforced Concrete
C 29-97 Standard Test Method for Bulk Density(“Unit Weight”) and Voids in Aggregate
C 31-00 Standard Practice for Making and CuringConcrete Test Specimens in the Field
C 33-01 Standard Specification for ConcreteAggregates
C 39-01 Standard Test Method for CompressiveStrength of Cylindrical ConcreteSpecimens
C 40-99 Standard Test Method for OrganicImpurities in Fine Aggregates forConcrete
C 42-99 Standard Test Method for Obtaining andTesting Drilled Cores and Sawed Beamsof Concrete
C 70-01 Standard Test Method for SurfaceMoisture in Fine Aggregate
C 78-00 Standard Test Method for FlexuralStrength of Concrete (Using Simple Beamwith Third Point Loading)
C 85 Test Method for Cement Content ofHardened Portland Cement Concrete(Discontinued 1989–Replaced by C 1084)
C 87-83 (1995) Standard Test Method for Effect ofOrganic Impurities in Fine Aggregate onStrength of Mortar
C 88-99 Standard Test Method for Soundness ofAggregates by Use of Sodium Sulfate orMagnesium Sulfate
C 91-99 Standard Specification for MasonryCement
C 94-00 Standard Specification for Ready MixedConcrete
C 109-99 Standard Test Method for CompressiveStrength of Hydraulic Cement Mortars(using 50 mm [2 in.] Cube Specimens)
C 114-00 Standard Test Methods for ChemicalAnalysis of Hydraulic Cement
C 115-96 Standard Test Method for Fineness ofPortland Cement by the Turbidimeter
C 117-95 Standard Test Method for Materials Finerthan 75-µm (No. 200) Sieve in MineralAggregates by Washing
C 123-98 Standard Test Method for LightweightParticles in Aggregate
C 125-00 Standard Terminology Relating toConcrete and Concrete Aggregates
C 127-01 Standard Test Method for Density,Relative Density (Specific Gravity), andAbsorption of Coarse Aggregate
C 128-01 Standard Test Method for Density,Relative Density (Specific Gravity), andAbsorption of Fine Aggregate
C 131-96 Standard Test Method for Resistance toDegradation of Small Size CoarseAggregate by Abrasion and Impact in theLos Angeles Machine
C 136-01 Standard Test Method for Sieve Analysisof Fine and Coarse Aggregates
C 138-01 Standard Test Method for Density (UnitWeight), Yield, and Air Content(Gravimetric) of Concrete
C 141-97 Standard Specification for HydraulicHydrated Lime for Structural Purposes
C 142-97 Standard Test Method for Clay Lumpsand Friable Particles in Aggregates
C 143-00 Standard Test Method for Slump ofHydraulic Cement Concrete
C 150-00 Standard Specification for PortlandCement
C 151-00 Standard Test Method for AutoclaveExpansion of Portland Cement
C 156-98 Standard Test Method for WaterRetention by Concrete Curing Materials
C 157-99 Standard Test Method for Length Changeof Hardened Hydraulic Cement, Mortar,and Concrete
C 171-97 Standard Specification for Sheet Materialsfor Curing Concrete
C 172-99 Standard Practice for Sampling FreshlyMixed Concrete
C 173-01 Standard Test Method for Air Content ofFreshly Mixed Concrete by theVolumetric Method
C 174-97 Standard Test Method for MeasuringThickness of Concrete Elements UsingDrilled Concrete Cores
C 177-97 Standard Test Method for Steady-StateHeat Flux Measurements and ThermalTransmission Properties by Means of theGuarded-Hot-Plate Apparatus
C 183-97 Standard Practice for Sampling and theAmount of Testing of Hydraulic Cement
C 184-94 Standard Test Method for Fineness ofHydraulic Cement by the 150-µm (No.100) and 75-µm (No. 200) Sieves
C 185-01 Standard Test Method for Air Content ofHydraulic Cement Mortar
ASTM STANDARDSAmerican Society for Testing and Materials (ASTM) documents related to aggregates, cement, and concretethat are relevant to or referred to in the text are listed as follows and can be obtained at www.astm.org.

C 305-99 Standard Practice for Mechanical Mixingof Hydraulic Cement Pastes and Mortarsof Plastic Consistency
C 309-98 Standard Specification for LiquidMembrane
C 311-00 Standard Test Methods for Sampling andTesting Fly Ash or Natural Pozzolans forUse as a Mineral Admixture in Portland-Cement Concrete
C 330-00 Standard Specification for LightweightAggregates for Structural Concrete
C 332-99 Standard Specification for LightweightAggregates for Insulating Concrete
C 341-96 Standard Test Method for Length Changeof Drilled or Sawed Specimens ofHydraulic-Cement Mortar and Concrete
C 342-97 Standard Test Method for PotentialVolume Change of Cement-AggregateCombinations (Discontinued 2001)
C 348-97 Standard Test Method for FlexuralStrength of Hydraulic-Cement Mortars
C 359-99 Standard Test Method for Early Stiffeningof Portland Cement (Mortar Method)
C 360-92 Test Method for Ball Penetration in FreshPortland Cement Concrete (Discontinued1999)
C 384-98 Standard Test Method for Impedance andAbsorption of Acoustical Materials by theImpedance Tube Method
C 387-00 Standard Specification for Packaged, Dry,Combined Materials for Mortar andConcrete
C 403M-99 Standard Test Method for Time of Settingof Concrete Mixtures by PenetrationResistance
C 418-98 Standard Test Method for AbrasionResistance of Concrete by Sandblasting
C 430-96 Standard Test Method for Fineness ofHydraulic Cement by the 45-µm (No. 325)Sieve
C 441-97 Standard Test Method for Effectiveness ofMineral Admixtures or Ground Blast-Furnace Slag in Preventing ExcessiveExpansion of Concrete Due to the Alkali-Silica Reaction
C 451-99 Standard Test Method for Early Stiffeningof Hydraulic Cement (Paste Method)
C 452-95 Standard Test Method for PotentialExpansion of Portland-Cement MortarsExposed to Sulfate
C 457-98 Standard Test Method for MicroscopicalDetermination of Parameters of the Air-Void Content and Parameters of the Air-Void System in Hardened Concrete
C 465-99 Standard Specification for ProcessingAdditions for Use in the Manufacture ofHydraulic Cements
C 186-98 Standard Test Method for Heat ofHydration of Hydraulic Cement
C 187-98 Standard Test Method for NormalConsistency of Hydraulic Cement
C 188-95 Standard Test Method for Density ofHydraulic Cement
C 191-99 Standard Test Method for Time of Settingof Hydraulic Cement by Vicat Needle
C 192-00 Standard Practice for Making and CuringConcrete Test Specimens in theLaboratory
C 204-00 Standard Test Method for Fineness ofHydraulic Cement by Air PermeabilityApparatus
C 215-97 Standard Test Method for FundamentalTransverse, Longitudinal, and TorsionalFrequencies of Concrete Specimens
C 219-01 Standard Terminology Relating toHydraulic Cement
C 226-96 Standard Specification for Air-EntrainingAdditions for Use in the Manufacture ofAir-Entraining Hydraulic Cement
C 227-97 Standard Test Method for Potential AlkaliReactivity of Cement
C 230-98 Standard Specification for Flow Table forUse in Tests of Hydraulic Cement
C 231-97 Standard Test Method for Air Content ofFreshly Mixed Concrete by the PressureMethod
C 232-99 Standard Test Methods for Bleeding ofConcrete
C 233-01 Standard Test Method for Air-EntrainingAdmixtures for Concrete
C 235-68 Standard Method of Test for ScratchHardness of Coarse Aggregate Particles(Discontinued 1978)
C 243-99 Standard Test Method for Bleeding ofCement Pastes and Mortars
C 260-00 Standard Specification for Air-EntrainingAdmixtures for Concrete
C 265-99 Standard Test Method for Calcium Sulfatein Hydrated Portland Cement Mortar
C 266-99 Standard Test Method for Time of Settingof Hydraulic-Cement Paste by GillmoreNeedles
C 270-00 Standard Specification for Mortar for UnitMasonry
C 289-01 Standard Test Method for PotentialAlkali-Silica Reactivity of Aggregates(Chemical Method)
C 293-00 Standard Test Method for FlexuralStrength of Concrete (Using Simple BeamWith Center-Point Loading
C 294-98 Standard Descriptive Nomenclature forConstituents of Concrete Aggregates
C 295-98 Standard Guide for PetrographicExamination of Aggregates for Concrete
2
Design and Control of Concrete Mixtures ◆ EB001

C 469-94 Standard Test Method for Static Modulusof Elasticity and Poisson’s Ratio ofConcrete in Compression
C 470-98 Standard Specification for Molds forForming Concrete Test CylindersVertically
C 490-00 Standard Practice for Use of Apparatusfor the Determination of Length Changeof Hardened Cement Paste, Mortar, andConcrete
C 494-99 Standard Specification for ChemicalAdmixtures for Concrete
C 495-99 Standard Test Method for CompressiveStrength of Lightweight InsulatingConcrete
C 496-96 Standard Test Method for Splitting TensileStrength of Cylindrical ConcreteSpecimens
C 511-98 Standard Specification for Moist Cabinets,Moist Rooms, and Water Storage TanksUsed in the Testing of Hydraulic Cementsand Concretes
C 512-87 (1994) Standard Test Method for Creep ofConcrete in Compression
C 513-89 (1995) Standard Test Method for Obtaining andTesting Specimens of HardenedLightweight Insulating Concrete forCompressive Strength
C 535-96 Standard Test Method for Resistance toDegradation of Large-Size CoarseAggregate by Abrasion and Impact in theLos Angeles Machine
C 566-97 Standard Test Method for TotalEvaporable Moisture Content ofAggregate by Drying
C 567-00 Standard Test Method for Density ofStructural Lightweight Concrete
C 586-99 Standard Test Method for Potential AlkaliReactivity of Carbonate Rocks forConcrete Aggregates (Rock CylinderMethod)
C 595-00 Standard Specification for BlendedHydraulic Cements
C 597-97 Standard Test Method for Pulse VelocityThrough Concrete
C 617-98 Standard Practice for Capping CylindricalConcrete Specimens
C 618-00 Standard Specification for Coal Fly Ashand Raw or Calcined Natural Pozzolanfor Use as a Mineral Admixture inConcrete
C 637-98 Standard Specification for Aggregates forRadiation-Shielding Concrete
C 638-92 (1997) Standard Descriptive Nomenclature ofConstituents of Aggregates for Radiation-Shielding Concrete
C 641-98 Standard Test Method for StainingMaterials in Lightweight ConcreteAggregates
C 642-97 Standard Test Method for Density,Absorption, and Voids in HardenedConcrete
C 666-97 Standard Test Method for Resistance ofConcrete to Rapid Freezing and Thawing
C 671-94 Standard Test Method for Critical Dilationof Concrete Specimens Subjected toFreezing
C 672-98 Standard Test Method for ScalingResistance of Concrete Surfaces Exposedto Deicing Chemicals
C 682-94 Standard Practice for Evaluation of FrostResistance of Coarse Aggregates in Air-Entrained Concrete by Critical DilationProcedures
C 684-99 Standard Test Method for Making,Accelerated Curing, and Testing ConcreteCompression Test Specimens
C 685-00a Standard Specification for Concrete MadeBy Volumetric Batching and ContinuousMixing
C 688-00 Standard Specification for FunctionalAdditions for Use in Hydraulic Cements
C 702-98 Standard Practice for Reducing Samplesof Aggregate to Testing Size
C 778-00 Standard Specification for Standard SandC 779-00 Standard Test Method for Abrasion
Resistance of Horizontal ConcreteSurfaces
C 786-96 Standard Test Method for Fineness ofHydraulic Cement and Raw Materials bythe 300-µm (No. 50), 150-µm (No. 100),and 75-µm (No. 200) Sieves by WetMethods
C 796-97 Standard Test Method for FoamingAgents for Use in Producing CellularConcrete Using Preformed Foam
C 801-98 Standard Test Method for Determiningthe Mechanical Properties of HardenedConcrete Under Triaxial Loads
C 803-97 Standard Test Method for PenetrationResistance of Hardened Concrete
C 805-97 Standard Test Method for ReboundNumber of Hardened Concrete
C 806-95 Standard Test Method for RestrainedExpansion of Expansive Cement Mortar
C 807-99 Standard Test Method for Time of Settingof Hydraulic Cement Mortar by ModifiedVicat Needle
C 823-00 Standard Practice for Examination andSampling of Hardened Concrete inConstructions
C 827-01 Standard Test Method for Change inHeight at Early Ages of CylindricalSpecimens of Cementitious Mixtures
C 845-96 Standard Specification for ExpansiveHydraulic Cement
3
ASTM Standards

C 979-99 Standard Specification for Pigments forIntegrally Colored Concrete
C 989-99 Standard Specification for GroundGranulated Blast-Furnace Slag for Use inConcrete and Mortars
C 995-94 Standard Test Method for Time of Flow ofFiber-Reinforced Concrete ThroughInverted Slump Cone
C 1012-95 Standard Test Method for Length Changeof Hydraulic-Cement Mortars Exposed toa Sulfate Solution
C 1017-98 Standard Specification for ChemicalAdmixtures for Use in Producing FlowingConcrete
C 1018-97 Standard Test Method for FlexuralToughness and First-Crack Strength ofFiber-Reinforced Concrete (Using BeamWith Third-Point Loading)
C 1038-95 Standard Test Method for Expansion ofPortland Cement Mortar Bars Stored inWater
C 1040-93 (2000) Standard Test Methods for Density ofUnhardened and Hardened Concrete InPlace By Nuclear Methods
C 1059-99 Standard Specification for Latex Agentsfor Bonding Fresh To Hardened Concrete
C 1064-99 Standard Test Method for Temperature ofFreshly Mixed Portland Cement Concrete
C 1073-97 Standard Test Method for HydraulicActivity of Ground Slag by Reaction withAlkali
C 1074-98 Standard Practice for Estimating ConcreteStrength by the Maturity Method
C 1077-00 Standard Practice for Laboratories TestingConcrete and Concrete Aggregates forUse in Construction and Criteria forLaboratory Evaluation
C 1078-87 (1992) Test Method for Determining CementContent of Freshly Mixed Concrete
C 1084-97 Standard Test Method for Portland-Cement Content of Hardened Hydraulic-Cement Concrete
C 1105-95 Standard Test Method for Length Changeof Concrete Due to Alkali-Carbonate RockReaction
C 1116-00 Standard Specification for Fiber-Reinforced Concrete and Shotcrete
C 1137-97 Standard Test Method for Degradation ofFine Aggregate Due to Attrition
C 1138-97 Standard Test Method for AbrasionResistance of Concrete (UnderwaterMethod)
C 1150-96 Standard Test Method for The Break-OffNumber of Concrete
C 1151-91 Standard Test Method for Evaluating theEffectiveness of Materials for CuringConcrete (Discontinued 2000)
C 856-95 Standard Practice for PetrographicExamination of Hardened Concrete
C 869-91 (1999) Standard Specification for FoamingAgents Used in Making Preformed Foamfor Cellular Concrete
C 873-99 Standard Test Method for CompressiveStrength of Concrete Cylinders Cast inPlace in Cylindrical Molds
C 876-91 (1999) Standard Test Method for Half-CellPotentials of Uncoated Reinforcing Steelin Concrete
C 878-95a Standard Test Method for RestrainedExpansion of Shrinkage-CompensatingConcrete
C 881-99 Standard Specification for Epoxy-Resin-Base Bonding Systems for Concrete
C 900-99 Standard Test Method for PulloutStrength of Hardened Concrete
C 917-98 Standard Test Method for Evaluation ofCement Strength Uniformity From aSingle Source
C 918-97 Standard Test Method for MeasuringEarly-Age Compressive Strength andProjecting Later-Age Strength
C 926-98 Standard Specification for Application ofPortland Cement-Based Plaster
C 928-00 Standard Specification for Packaged, Dry,Rapid-Hardening Cementitious Materialsfor Concrete Repairs
C 937-97 Standard Specification for GroutFluidifier for Preplaced-AggregateConcrete
C 938-97 Standard Practice for Proportioning GroutMixtures for Preplaced-AggregateConcrete
C 939-97 Standard Test Method for Flow of Groutfor Preplaced-Aggregate Concrete (FlowCone Method)
C 940-98 Standard Test Method for Expansion andBleeding of Freshly Mixed Grouts forPreplaced-Aggregate Concrete in theLaboratory
C 941-96 Standard Test Method for WaterRetentivity of Grout Mixtures forPreplaced-Aggregate Concrete in theLaboratory
C 942-99 Standard Test Method for CompressiveStrength of Grouts for Preplaced-Aggregate Concrete in the Laboratory
C 943-96 Standard Practice for Making TestCylinders and Prisms for DeterminingStrength and Density of Preplaced-Aggregate Concrete in the Laboratory
C 944-99 Standard Test Method for AbrasionResistance of Concrete or Mortar Surfacesby the Rotating-Cutter Method
C 953-87 (1997) Standard Test Method for Time of Settingof Grouts for Preplaced-AggregateConcrete in the Laboratory
4
Design and Control of Concrete Mixtures ◆ EB001

C 1152-97 Standard Test Method for Acid-SolubleChloride in Mortar and Concrete
C 1157-00 Standard Performance Specification forHydraulic Cement
C 1170-91 (1998) Standard Test Methods for DeterminingConsistency and Density of Roller-Compacted Concrete Using a VibratingTable
C 1202-97 Standard Test Method for ElectricalIndication of Concrete’s Ability to ResistChloride Ion Penetration
C 1218-99 Standard Test Method for Water-SolubleChloride in Mortar and Concrete
C 1231-00 Standard Practice for Use of UnbondedCaps in Determination of CompressiveStrength of Hardened Concrete Cylinders
C 1240-01 Standard Specification for Use of SilicaFume for Use as a Mineral Admixture inHydraulic-Cement Concrete, Mortar, andGrout
C 1252-98 Standard Test Methods for UncompactedVoid Content of Fine Aggregate (asInfluenced by Particle Shape, SurfaceTexture, and Grading)
C 1260-94 Standard Test Method for Potential AlkaliReactivity of Aggregates (Mortar-BarMethod)
C 1263-95 (2000) Standard Test Method for ThermalIntegrity of Flexible Water VaporRetarders
C 1293-01 Standard Test Method for Determinationof Length Change of Concrete Due toAlkali-Silica Reaction
C 1315-00 Standard Specification for LiquidMembrane-Forming Compounds HavingSpecial Properties for Curing and SealingConcrete
C 1328-00 Standard Specification for Plastic (Stucco)Cement
C 1329-00 Standard Specification for Mortar CementC 1356-96 Standard Test Method for Quantitative
Determination of Phases in PortlandCement Clinker by Microscopical Point-Count Procedure
C 1362-97 Standard Test Method for Flow of FreshlyMixed Hydraulic Cement Concrete
C 1365-98 Standard Test Method for Determinationof the Proportion of Phases in PortlandCement and Portland-Cement ClinkerUsing X-Ray Powder Diffraction Analysis
C 1383-98 Standard Test Method for Measuring theP-Wave Speed and the Thickness ofConcrete Plates Using the Impact-EchoMethod
C 1437-99 Standard Test Method for Flow ofHydraulic Cement Mortar
C 1451-99 Standard Practice for DeterminingUniformity of Ingredients of ConcreteFrom a Single Source
C 1500 Standard Test Method for Water-Extractable Chloride in Aggregate(Soxhlet Method)
D 75-97 Standard Practice for SamplingAggregates
D 98-98 Standard Specification for CalciumChloride
D 345-97 Standard Test Method for Sampling andTesting Calcium Chloride for Roads andStructural Applications
D 448-98 Standard Classification for Sizes ofAggregate for Road and BridgeConstruction
D 512-89 (1999) Standard Test Methods for Chloride Ionin Water
D 516-90 (1995) Standard Test Method for Sulfate Ion inWater
D 558-96 Standard Test Methods for Moisture-Density Relations of Soil-CementMixtures
D 632-01 Standard Specification for SodiumChloride
D 2240-00 Standard Test Method for RubberProperty-Durometer Hardness
D 3042-97 Standard Test Method for InsolubleResidue in Carbonate Aggregates
D 3398-00 Standard Test Method for Index ofAggregate Particle Shape and Texture
D 3963-01 Standard Specification for Fabrication andJobsite Handling of Epoxy-Coated SteelReinforcing Bars
D 4263-83 (1999) Standard Test Method for IndicatingMoisture in Concrete by the Plastic SheetMethod
D 4580-86 (1997) Standard Practice for MeasuringDelaminations in Concrete Bridge Decksby Sounding
D 4791-99 Standard Test Method for Flat Particles,Elongated Particles, or Flat and ElongatedParticles in Coarse Aggregate
E 11-01 Standard Specification for Wire Cloth andSieves for Testing Purposes
F 1869-98 Standard Test Method for MeasuringMoisture Vapor Emission Rate ofConcrete Subfloor Using AnhydrousCalcium Chloride
G 59-97 Standard Test Method for ConductingPotentiodynamic Polarization ResistanceMeasurements
IEEE-ASTM-SI-10 Standard for Use of the InternationalSystem of Units (SI): The Modern MetricSystem
PS 118-99 Standard Test Method for Water-Extractable Chloride in Aggregate(Soxhlet Method)
5
ASTM Standards

6
Design and Control of Concrete Mixtures ◆ EB001
T 11-91 (1996) Materials Finer than 75-µm (No. 200)Sieve in Mineral Aggregates by Washing
T 19-00 Bulk Density (“Unit Weight”) and Voidsin Aggregate
T 21-00 Organic Impurities in Fine Aggregate forConcrete
T 22-97 Compressive Strength of CylindricalConcrete Specimens
T 23-97 Making and Curing Concrete TestSpecimens
T 24-97 Obtaining and Testing Drilled Cores andSawed Beams of Concrete
T 26-79 (1996) Quality of Water to be Used in ConcreteT 27-99 Sieve Analysis of Fine and Coarse
AggregateT 71-93 (1997) Effect of Organic Impurities in Fine
Aggregate on Strength of MortarT 84-00 Specific Gravity and Absorption of Fine
AggregateT 85-91 (1996) Specific Gravity and Absorption of
Coarse AggregateT 96-99 Resistance to Degradation of Small-Size
Coarse Aggregate by Abrasion andImpact in the Los Angeles Machine
T 97-97 Flexural Strength of Concrete (UsingSimple Beam with Third Point Loading)
T 98-99 Fineness of Portland Cement by theTurbidimeter
T 103-91 (1996) Soundness of Aggregates by Freezingand Thawing
T 104-99 Soundness of Aggregate by Use ofSodium Sulfate or Magnesium Sulfate
T 105-00 Chemical Analysis of Hydraulic CementT 106-00 Compressive Strength of Hydraulic
Cement Mortar (Using 50-mm or 2-in.Cube Specimens)
T 107-00 Autoclave Expansion of PortlandCement
T 112-00 Clay Lumps and Friable Particles inAggregate
T 113-96 Lightweight Pieces in AggregateT 119-99 Slump of Hydraulic Cement ConcreteT 121-97 Mass per Cubic Meter (Cubic Foot),
Yield, and Air Content (Gravimetric) ofConcrete
T 126-97 Making and Cuing Concrete TestSpecimens in the Laboratory
T 127-00 Sampling and Amount of Testing byHydraulic Cement
M 6-93 (1997) Fine Aggregate for Portland CementConcrete
M 43-88 (1999) Sizes of Aggregate for Road and BridgeConstruction
M 80-87 (1999) Coarse Aggregate for Portland CementConcrete
M 85-00 Portland CementM 92-96 Wire-Cloth Sieves for Testing PurposesM 143-86 (1993) Sodium ChlorideM 144-86 (1996) Calcium ChlorideM 148-97 Liquid Membrane-Forming Compounds
for Curing ConcreteM 152-00 Flow Table for Use in Test of Hydraulic
CementsM 154-00 Air-Entraining Admixtures for ConcreteM 157-00 Ready-Mixed ConcreteM 171-00 Sheet Materials for Curing ConcreteM 182-91 (1996) Burlap Cloth Made From Jute or KenafM 194-00 Chemical Admixtures For ConcreteM 195-00 Lightweight Aggregate for Structural
ConcreteM 200-73 (1996) Epoxy Protective CoatingsM 201-00 Moist Cabinets, Moist Rooms, and Water
Storage Tanks Used in the Testing ofHydraulic Cements and Concretes
M 205-97 Molds for Forming Concrete TestCylinders Vertically
M 210-99 Use of Apparatus for the Determinationof Length Change of Hardened CementPaste, Mortar, and Concrete
M 224-91 (1996) Use of Protective Sealers for PortlandCement Concrete
M 231-95 (1999) Weighing Devices Used in the Testing ofMaterials
M 233-86 (1996) Boiled Linseed Oil Mixture forTreatment of Portland Cement Concrete
M 235-91 (1996) Epoxy Resin AdhesivesM 240-00 Blended Hydraulic CementsM 241-97 Concrete Made by Volumetric Batching
and Continuous MixingM 284-95 Epoxy Coated Reinforcing BarsM 295-00 Coal Fly Ash and Raw and Calcined
Natural Pozzolan for use as a MineralAdmixture in Concrete
M 302-00 Ground Granulated Blast-Furnace Slagfor Use in Concrete and Mortars
M 307-95 (1999) Microsilica for Use in Concrete andMortar
T 2-91 (1996) Sampling of Aggregates
AASHTO STANDARDSAmerican Association of State Highway and Transportation Officials (AASHTO) documents related to aggre-gates, cement, and concrete that are relevant to or referred to in the text are listed as follows and can beobtained at www.aashto.org.

T 128-97 Fineness of Hydraulic Cement by the150-µm (No. 100) and 75-µm (No. 200)Sieves
T 129-88 (1995) Normal Consistency of HydraulicCement
T 131-93 (1999) Time of Setting of Hydraulic Cement byVicat Needle
T 133-98 Density of Hydraulic CementT 134-95 Moisture-Density Relations of Soil-
Cement MixturesT 137-00 Air Content of Hydraulic Cement
MortarT 141-97 Sampling Freshly Mixed ConcreteT 152-97 Air Content of Freshly Mixed Concrete
by the Pressure MethodT 153-98 Fineness of Hydraulic Cement by Air
Permeability ApparatusT 154-91 (1996) Time of Setting of Hydraulic Cement by
Gillmore NeedlesT 155-91 (1996) Water Retention by Concrete Curing
MaterialsT 157-00 Air-Entraining Admixtures for ConcreteT 158-97 Bleeding of ConcreteT 160-97 Length Change of Hardened Hydraulic
Cement Mortar and ConcreteT 161-00 Resistance of Concrete to Rapid Freezing
and ThawingT 177-97 Flexural Strength of Concrete (Using
Simple Beam with Center-PointLoading)
T 178-98 Cement Content of Hardened PortlandCement Concrete
T 185-91 (1996) Early Stiffening of Portland Cement(Mortar Method)
T 186-97 Early Stiffening of Hydraulic Cement(Paste Method)
T 192-99 Fineness of Hydraulic Cement by the 45-µm (No. 325) Sieve
T 196-96 Air Content of Freshly Mixed Concreteby the Volumetric Method
T 197-00 Time of Setting of Concrete Mixtures ByPenetration Resistance
T 198 Splitting Tensile Strength of CylindricalConcrete Specimen
T 199-00 Air Content of Freshly Mixed Concreteby the Chace Indicator
T 210-96 Aggregate Durability IndexT 231-97 Capping Cylindrical Concrete SpecimenT 248-96 Reducing Samples of Aggregates to
Testing SizeT 255-00 Total Evaporable Moisture Content of
Aggregate by DryingT 259-80 Resistance of Concrete to Chloride Ion
PenetrationT 260-97 Sampling and Testing for Chloride Ion in
Concrete and Concrete Raw Materials
T 271-83 (1996) Density of Plastic and HardenedPortland Cement Concrete in-Place byNuclear Methods
T 276-97 Developing Early-Age Compression TestValues and Projecting Later-AgeStrength
T 277-96 Electrical Indication of Concrete’s Abilityto resist Chloride Ion Penetration
T 290 Determining Water-Soluble Sulfate IonContent in Soil
T 299-93 Rapid Identification of Alkali-SilicaReaction Products in Concrete
T 303-00 Accelerated Detection of PotentiallyDeleterious Expansion of Mortar BarsDue to Alkali-Silica Reaction
T 304-96 Uncompacted Void Content of FineAggregate
T 309-99 Temperature of Freshly Mixed PortlandCement Concrete
TP 23-93 (1996) Standard Test Method for Water Contentof Freshly Mixed Concrete UsingMicrowave Oven Drying
TP 60-00 Standard Test Method for the Coefficientof Thermal Expansion of HydraulicCement Concrete
7
AASHTO Standards

8
Design and Control of Concrete Mixtures ◆ EB001
CEMENT AND CONCRETE RESOURCES
AASHTO American Association of State Highway andTransportation Officialshttp://www.transportation.orghttp://www.aashto.org
ACAA American Coal Ash Associationhttp://www.acaa-usa.org
ACBM Center for Advanced Cement Based Materials(Northwestern University)http://www.civil.northwestern.edu/ACBM
ACI American Concrete Institutehttp://www.aci-int.org
ACPA American Concrete Pavement Associationhttp://www.pavement.com
ACPA American Concrete Pipe Associationhttp://www.concrete-pipe.org
ACPA American Concrete Pumping Associationhttp://www.concretepumpers.com/
ACPPA American Concrete Pressure Pipe Associationhttp://www.acppa.org
ACS American Ceramic Societyhttp://www.acers.org
AIT International Ferrocement Societyhttp://www.ferrocement.org
APA Architectural Precast Associationhttp://www.archprecast.org
APCA American Portland Cement Alliancehttp://www.apca.org
API American Petroleum Institutehttp://www.api.org
ANSI American National Standards Institutehttp://www.ansi.org
ASCC American Society of Concrete Contractorshttp://www.assconc.org
ASCE American Society of Civil Engineershttp://www.asce.org
ASHRAE American Society of Heating, Refrigerating,and Air-Conditioning Engineers, Inc.http://www.ashrae.org
ASI American Shotcrete Associationhttp://www.shotcrete.org
ASTM American Society for Testing and Materialshttp://www.astm.org
BCA British Cement Associationhttp://www.bca.org.uk
BDZ Bundesverband der DeutschenZementindustrie e. V.http://www.bdzement.de
BFRL Building and Fire Research Laboratory(NIST)http://www.bfrl.nist.gov
BOCA Building Officials and Code AdministratorsInternationalhttp://www.bocai.org
BRE Building Research Establishment (UK)http://www.bre.co.uk
BSI British Standards Institutionhttp://www.bsi-global.com
CABO Council of American Building Officialshttp://www.cabo.org
CAC Cement Association of Canadahttp://www.cement.ca
CC Cement Careershttp://www.cementcareers.org
CCAA Cement and Concrete Association ofAustraliahttp://www.concrete.net.au
CCRI Concrete Corrosion Inhibitors Foundationhttp://www.corrosioninhibitors.org/
CERF Civil Engineering Research Foundationhttp://www.cerf.org
CFA Concrete Foundations Associationhttp://www.cfana.org
CH Concrete Homeshttp://www.concretehomes.com
CRSI Concrete Reinforcing Steel Institutehttp://www.crsi.org
CSA Canadian Standards Associationhttp://www.csa.ca
CSCE Canadian Society for Civil Engineeringhttp://www.csce.ca
CSDA Concrete Sawing and Drilling Associationhttp://www.csda.org
CSI Construction Specifications Institutehttp://www.csinet.org
CSI Cast Stone Institutehttp://www.caststone.org
DIN Deutsches Institut für Normung e.V. (GermanStandards Institution)http://www.din.de
ECCO Environmental Council of ConcreteOrganizationshttp://www.ecco.org
EPRI Electric Power Research Institutehttp://www.epri.com
ESCSI Expanded Shale, Clay and Slate Institutehttp://www.escsi.org
EUC European Concretehttp://www.europeanconcrete.com
FHWA Federal Highway Administrationhttp://www.fhwa.dot.gov/

9
Cement and Concrete Resources
FICEM Federacion Interamericana del Cementohttp://www.ficem.org
HPC-CAN High Performance Concrete Network ofCentres of Excellence (Canada)http://www.usherb.ca/concrete
IBC International Building Codehttp://www.intlcode.org
ICAR International Center for Aggregates Researchhttp://www.ce.utexas.edu/org/icar/
ICBO International Conference of Building Officialshttp://www.icbo.org
ICC International Code Councilhttp://www.intlcode.org
ICFA Insulating Concrete Forms Associationhttp://www.forms.org/
ICMA International Cement Microscopy Association http://www.cemmicro.org
ICPI Interlocking Concrete Pavement Institutehttp://www.icpi.org
ICRI International Concrete Repair Institutehttp://www.icri.org
IEEE Institute of Electrical & Electronics Engineershttp://www.ieee.org
IGGA International Grinding & GroovingAssociationhttp://www.igga.net
IMCYC Instituto Mexicano del Cemento y delConcreto A.C.http://www.imcyc.com
IPRF Innovative Pavement Research Foundationhttp://www.iprf.org
ISO International Standards Organizationhttp://www.iso.ch
JCI Japan Concrete Institutehttp://www.jci-net.or.jp/
LTPP Long Term Pavement Performancehttp://www.tfhrc.gov/pavement/ltpp/ltpp.htm
MERL U.S. Bureau of Reclamation Materials andEngineering Research Laboratory http://www.usbr.gov/merl
MRS Materials Research Societyhttp://www.mrs.org
NACE National Association of Corrosion Engineershttp://www.nace.org
NAHB National Association of Home Buildershttp://www.nahb.com
NCMA National Concrete Masonry Associationhttp://www.ncma.org
NIBS National Institute of Building Scienceshttp://www.nibs.org
NIST National Institute of Standards andTechnologyhttp://www.nist.gov
NPCA National Precast Concrete Associationhttp://www.precast.org
NRC National Research Councilhttp://www.nas.edu/nrc/
NRCC National Research Council of Canadahttp://www.nrc.ca/
NRMCA National Ready Mixed Concrete Associationhttp://www.nrmca.org
NSA National Slag Associationhttp://www.nationalslagassoc.org
NSSGA National Stone, Sand & Gravel Associationhttp://www.nssga.org
NTMA National Terrazzo & Mosaic Association Inc.http://www.ntma.com
OP&CMIA Operative Plasterers’ and Cement Masons’International Association http://www.opcmia.org
OSHA Occupational Safety and HealthAdministrationhttp://www.osha.gov
PCA Portland Cement Associationhttp://www.portcement.org
PCI Precast/Prestressed Concrete Institutehttp://www.pci.org
PI Perlite Institutehttp://www.perlite.org
PTI Post-Tensioning Institute http://www.post-tensioning.org/
REMR Repair, Evaluation, Maintenance, andRehabilitation Research Programhttp://www.wes.army.mil/REMR
RILEM International Union of Testing and ResearchLaboratories for Materials and Structureshttp://www.ens-cachan.fr/rilem.html
SCA Slag Cement AssociationSFA Silica Fume Association
http://www.silicafume.orgTAC Transportation Association of Canada
http://www.tac-atc.ca TCA Tilt-Up Concrete Association
http://www.tilt-up.orgTRB Transportation Research Board
http://www.nas.edu/trb/ TVA The Vermiculite Association
http://www.vermiculite.org/ USACE U.S. Army Corps of Engineers
http://www.usace.army.milVCCTL Virtual Cement and Concrete Testing
Laboratoryhttp://ciks.cbt.nist.gov/vcctl
VDZ Verein Deutscher Zementwerke (GermanCement Works Association)http://www.vdz-online.de
WES U.S. Army Engineer Waterways ExperimentStationhttp://www.wes.army.mil
WRI Wire Reinforcement Institutehttp://www.bright.net/~wwri

348
Design and Control of Concrete Mixtures ◆ EB001
To convert from to multiply byMass (weight) per lengthkip per linear foot kilogram per meter 0.001488
(klf) (kg/m)pound per linear foot kilogram per meter 1.488
(plf) (kg/m)
Mass per volume (density)pound per cubic foot kilogram per cubic 16.01846
(lb/ft3) meter (kg/m3)pound per cubic yard kilogram per cubic 0.5933
(lb/yd3) meter (kg/m3)
Temperaturedegree Fahrenheit degree Celsius tC = (tF – 32)/1.8
(°F) (°C)degree Fahrenheit degree Kelvin tK = (tF + 459.7)/1.8
(°F) (°K)degree Kelvin (°K) degree Celsius tC = tK – 273.15
(°C )
Energy and heatBritish thermal unit joule (J) 1055.056
(Btu)calorie (cal) joule (J) 4.1868 EBtu/°F hr • ft2 W/m2 • °K 5.678263kilowatt-hour (kwh) joule (J) 3,600,000 EBritish thermal unit calories per 0.55556
per pound (Btu/lb) gram (cal/g)British thermal unit watt (W) 0.2930711
per hour (Btu/hr)
Permeabilitydarcy centimeter per second 0.000968
(cm/sec)feet per day (ft/day) centimeter per second 0.000352
(cm/sec)* E indicates that the factor given is exact.
** One U.S. gallon equals 0.8327 Canadian gallon.† A pascal equals 1.000 newton per square meter.
Note:One U.S. gallon of water weighs 8.34 pounds (U.S.) at 60°F.One cubic foot of water weighs 62.4 pounds (U.S.).One milliliter of water has a mass of 1 gram and has a volume ofone cubic centimeter.One U.S. bag of cement weighs 94 lb.The prefixes and symbols listed below are commonly used toform names and symbols of the decimal multiples and submulti-ples of the SI units.
Multiplication Factor Prefix Symbol1,000,000,000 = 109 giga G
1,000,000 = 106 mega M1,000 = 103 kilo k
1 = 1 — —0.01 = 10–2 centi c
0.001 = 10–3 milli m0.000001 = 10–6 micro µ
0.000000001 = 10–9 nano n
METRIC CONVERSION FACTORSThe following list provides the conversion relationshipbetween U.S. customary units and SI (International System)units. The proper conversion procedure is to multiply thespecified value on the left (primarily U.S. customary values)by the conversion factor exactly as given below and thenround to the appropriate number of significant digits desired.For example, to convert 11.4 ft to meters: 11.4 x 0.3048 =3.47472, which rounds to 3.47 meters. Do not round eithervalue before performing the multiplication, as accuracy wouldbe reduced. A complete guide to the SI system and its use canbe found in IEEE/ASTM SI-10, Metric Practice.To convert from to multiply byLengthinch (in.) micrometer (µm) 25,400 E*inch (in.) millimeter (mm) 25.4 Einch (in.) meter (m) 0.0254 Efoot (ft) meter (m) 0.3048 Eyard (yd) meter (m) 0.9144
Areasquare foot (ft2) square meter (m2) 0.09290304 Esquare inch (in.2) square millimeter 645.2 E
(mm2)square inch (in.2) square meter (m2) 0.00064516 Esquare yard (yd2) square meter (m2) 0.8361274
Volumecubic inch (in.3) cubic millimeter 16.387064
(mm3)cubic inch (in.3) cubic meter (m3) 0.00001639cubic foot (ft3) cubic meter (m3) 0.02831685cubic yard (yd3) cubic meter (m3) 0.7645549gallon (gal) U.S. liquid** liter (L) 3.7854118gallon (gal) U.S. liquid cubic meter (m3) 0.00378541fluid ounce (fl oz) milliliters (mL) 29.57353fluid ounce (fl oz) cubic meter (m3) 0.00002957
Forcekip (1000 lb) kilogram (kg) 453.6kip (1000 lb) newton (N) 4,448.222pound (lb) kilogram (kg) 0.4535924
avoirdupoispound (lb) newton (N) 4.448222
Pressure or stresspound per square kilogram per square 4.8824
foot (psf) meter (kg/m2)pound per square pascal (Pa)† 47.88
foot (psf)pound per square kilogram per square 0.07031
inch (psi) centimeter (kg/sq cm)pound per square pascal (Pa)† 6,894.757
inch (psi)pound per square megapascal (MPa) 0.00689476
inch (psi)
Mass (weight)pound (lb) kilogram (kg) 0.4535924
avoirdupoiston, 2000 lb kilogram (kg) 907.1848
Appendix ◆ Metric Conversion Factors

351
Index
Abrasion resistanceaggregate, 90-91concrete, 10-11, 65-66, 130, 290high-strength concrete, 308
Abrasive blasting, 212-214Absolute volume, 157, 159-166, 172-174Accelerated compression tests, 284Accelerated curing tests, 225Accelerating admixtures, 113, 242, 328Acid, 76, 91
cleaning, 212Admixtures, 105-120, 306
accelerating, 113, 242, 328air-detraining, 117, 137air-entraining, 107, 136-137, 142-144alkali-reactivity reducers, 115antiwashout, 117bonding, 116calcium chloride, 113-116carbon black, 116classified, 105-107coloring, 115-116compatibility, 117corrosion inhibiting, 114-115dampproofing, 116effect on air content, 63, 157fungicidal, 117gas-forming, 117grouting agents, 117high-range water reducing, 109hydration-controlling, 113mid-range water reducing, 109mix design, 172permeability-reducing, 116plasticizing, 110-112pumping aids, 116retarding (set-retarding), 113, 238shrinkage reducing, 115specifications, 106-107storing, 117-118superplasticizing, 110-112water-reducing, 107-109, 157
gap graded, 86-87grading, 80-87, 277handling, 98harmful, 92-93heating, 244heavy media separation, 98heavyweight, high-density, 80, 322impurities, 92, 276jigging, 98lightweight, low-density, 80, 316, 318lime-slurry stain test, 93maximum size, 81, 84-85, 138-139,
151-152, 305marine-dredged, 99metallic, 11minerals, 80moisture content, 88-89, 277-278mortar bar test, 96-97normal-weight, normal-density, 80objectionable fine material, 93, 277optimum size, 85-86, 305organic impurities, 92, 276-277ovendry, 88particle shape, 87, 100particle size, 80-87, 277, 312petrographic examination, 87, 98popouts, 89-90, 92-93recycled-concrete, 99-101relative density, 87-88rising-current classification, 98rock cylinder test, 98rocks, 79sampling, 276sand, 1, 79
also see finesaturated surface dry, 88segregation, 98-99selection, 105shrinkage, 86, 91, 100, 260-261, 263sieve analysis, 80, 84, 277size, 80-87, 277, 305size number, 81-82, 85skid resistance, 90-91
Age-strength relationships, 6, 7, 47, 48,64-65, 110, 112, 220, 231, 241
Aggregates, 79-104, 305-306abrasion resistance, 90-91absorption, 88, 100acid resistance, 91air dry, 88alkali-reactive, 98, 100, 270beneficiation, 98blast-furnace slag, 79, 80bond, 87, 92, 305bulk density, 87bulk volume, 152bulking of sand, 88-89cement requirements, 84, 87characteristics, 80-92, 151-152, 305-306chemical stability, 92-95, 98coarse, 84-86combined grading, 86compressive strength, 91consolidation, 80constituents, 80, 92-93contamination, 92-93content, 79-80, 151, 161, 163, 173cooling, 231-234corrosion resistance, 91damp, 88D-cracking, 89-90definitions, 79deleterious substances, 91-95, 98density, 8-9, 88
bulk, 87relative, 87-88
deterioration, 89-90, 92dispersion, 83drying, 277-278durability, 90effect on air content, 138exposed-aggregate concrete, 86, 213-214fine, 83-84fineness modulus, 84fire resistance, 92freeze-thaw resistance, 89-90
Index

352
Design and Control of Concrete Mixtures ◆ EB001
slag, 79, 80soundness, 81specific gravity
see relative densityspecifications, 81staining, 93, 96-97stockpiling, 99-100storage, 99strength, 91sulfate test, 90surface moisture, 88surface texture, 87temperatures, 90, 92, 230, 232, 244tests, 81, 276-278thermal expansion, 264-266voids, 82-83, 87-89volume change, 81, 92volume in concrete, 1, 79-80washed, 99water requirements, 82, 92, 100, 155weather resistance, 89-91wetting and drying, 90
Air content, 1, 13, 62-63, 137-144, 145,152-154, 280-281, 287-288
Air detrainers, 117, 137Air-entraining cement, 30Air-entrained concrete, 1, 13, 129-148,
152-153admixture, 107, 136-137, 142-144admixture effects, 63, 137, 157age-strength relationship, 134-135air bubbles (air voids), 129air content tests, 280-281air drying, 134air indicator, 144, 281air-entraining materials, 30, 107, 136-137air-void spacing, 131-132air-void system, 131cement, 137-138coarse aggregate, 138cold-weather usage, 242-243coloring admixtures, 142-143deicer resistance, 132-134durability, 12-17, 129-134entrained air, 129, 131, 317entrapped air, 129factors affecting air content, 139-141field control, 131finishing, 144fine aggregate, 138freeze-thaw resistance, 129-132handling, 144hot weather, 231lightweight (low density) structural
concrete, 317-318mixing action, 143mixing water, 138, 139-141
Bonding admixtures, 116-117Bonding agents and grout, 205-206Break-off tests, 293-294Brooming, 203Buckets, 186Buggy, 185, 186Bulk density, 50, 87Bulking, 88Bullfloating, 201Burns, concrete, 216
Calcined clay, 133Calcined shale, 133Calcium aluminate, 17, 42Calcium aluminate cement, 37Calcium chloride, 113-114, 132, 157
effect on air entrainment, 143, 157in prestressed concrete, 75, 157
Calcium silicate hydrate, 40Canadian cement, 38-39Capillaries, 116, 130-131Carbon black, 142Carbonation, 14, 69, 270, 291, 309Cast-in-place tests, 285Cellular concrete, 318-321Cement, 21-56, 305
also see Portland cement and Specialcements
availability, 38blast-furnace slag, 33blended hydraulic, 31-32hot, 53hydraulic, 32-33packaging, 52particle size distribution, 44paste, 42-43shipment, 52slag, 32special, 33-37storage, 52strength, 47sulfate resistance, 27-28, 29thermal analysis, 50-51transportation, 52virtual testing, 51
Cement content, 160, 163, 169, 289effect on air entrainment, 137-138minimum, 132-133, 156
Cementitious (Cementing) materials,21-72
Chemical admixturessee Admixtures
Chemical changes of concrete, 270-271Chemical compounds of cement, 39-42Chemical resistance, 15, 69, 310Chemical shrinkage, 257-258Chloride
no-slump concrete, 325properties, 129-137proportioning, 1, 136-137, 152-153recommended air volume in concrete,
145-146recommended air volume in mortar
fraction, 131salt resistance, 132scaling, 133slump, 141-142spacing and size of air bubbles, 131-132,
138spacing factor, 131-132strength, 134-135sulfate resistance, 134superplasticizers, 142-143supplementary cementitious materials,
62, 142temperature, 142tests for air content
fresh concrete, 144-145hardened concrete, 145
transporting, 144vibration, 141-142water-cementing materials ratio, 134,
136workability, 136
Air-void analysis, 145Algae, 77Alite, 26, 39Alkali-aggregate reaction, 13-14, 68-69, 93,
270Alkali-carbonate reaction, 95, 98, 290Alkali-silica reaction, 93-95, 96-97, 101,
134, 290, 310inhibitors, 115
Alkaline waters, 76Aluminum, 188Antiwashout admixtures, 117Architectural concrete, 213, 329Auto-trimmer, 191Autoclave expansion soundness test, 45,
169Autoclaved cellular concrete, 321Autogenous shrinkage, 258-259
Batching, 179Belite, 26, 39Belt conveyors, 184, 187, 192Beneficiation of aggregates, 98Blaine test, 44Blankets, 225, 237, 239, 241-242, 247,
250-251Blast-furnace slag, 32, 59, 61-64, 133Blast resistance, 309Bleeding, 3, 62, 112Blended hydraulic cements, 31-32Bond, 204-205

353
Index
content, 75, 284, 289limits, 75, 157resistance, 14tests, 284
Chutes, 184Cleaning concrete surfaces, 211, 212
chemical, 212mechanical, 212-213water, 212
Clear coatings, 215Clinker, 25, 26Coarse aggregate
see AggregateCoatings, 215Coefficient of expansion, 92, 264-265Cold-weather concreting
aboveground, 247-249accelerators, 242aggregate temperature, 244air entrained, 242-243blankets, 239, 241-242, 247, 250-251concrete temperature, 243-245effect of low temperature, 240-241enclosures, 249-250freezing fresh concrete, 239-240frozen subgrade, 246heat of hydration, 241-242heaters, 251-252heating period, 253high-early strength, 242insulation materials and requirements,
249, 250-251maturity concept, 254mixing water heated, 244on ground, 246-247removal of forms, 253-254setting time, 240strength gain, 240tests, 245-246
Color, 30, 69, 70, 215Colored concrete, 329-330Colored finishes, 215Coloring admixtures, 115-116, 142-143Combined aggregate grading, 86Compacting factor test, 279Components of concrete, 1Compound transformations, 40Compression strain, 267Compressive strength, 7, 64-65
structural lightweight concrete, 316Consistency, 279-280
also see Slumpcement, 45effect on entrained air, 138-139slump test, 276, 279-280
Consolidation, 4also see Vibration
temperature, 225-226time, 225-226wet coverings, 221-222
Curling, 266-267Cylinders, 285-287
Dampproofing admixtures, 116Darbying, 201D-cracking, 89-90Dedolomitization, 98Defects, 211Deflection, 268Deformation of concrete, 267-268Deicing chemicals (deicers) and
scaling, 66-67Density
cement, 49-50concrete, 288aggregates, 88
Depositing concrete, 192-193Deterioration, 17-18, 87-88, 93-95Differential scanning calorimetry, 51Differential thermal analysis, 51Diffusion, 309Dropchutes, 184, 186Drying rate of concrete, 6Drying shrinkage, 67, 91, 260-264Dry-pack mortar, 211Durability, 12-18, 290Dusting, 6, 202, 270Dynamic tests, 294
Early stiffening, 46, 183Early strength, 6, 220, 224-225, 241, 302Early thermal expansion, 260Edging, 202Efflorescence, 212Elastic and inelastic deformation, 267-268Electric heat, 225Enclosures, 239, 249-250Epoxy, 15, 117, 206Equipment for placing concrete, 192-194Ettringite, 17Ettringite cements, 37European cement, 38Evaluation of compression tests, 287Evaporation rate, 235, 236Expansion joint, 321Expansion of concrete, 18Expansive cement, 36Exposed aggregate, 213-214Exposure conditions, 153
False set, 46Fast-track, 300-302Ferrocement, 330Fiber concrete, 121
Construction joints, 12, 204-205, 208-209Construction practices, 179-190Contraction joints, 12, 206-208Control joints
see Contraction jointControl tests, 275-298Conveying concrete, 192Cooling concrete, 231-234Cores, 285-287Corrosion, 14-15, 69
resistance, 290inhibitors, 114-115
Corrosive substances, 75, 91Cracking, 10
causes, 12D-cracking, 89-90
Cranes, 186, 187, 188Creep, 67, 268-270Curing, 5, 64, 203-204, 219-229, 317-318
autoclave, 224box, 245-246blankets, 225burlap, 221-222cold weather, 240-253compounds, 226-227drying shrinkage, 264duration, 225-226effect on creep, 270effect on hydration, 220electric, 225enclosures, 239-249fogging, 221forms left in place, 224high-strength, 307-308hot weather, 237-238impervious paper, 222infrared, 225internal moist, 224interrupted, 220materials and methods, 220-221maturity concept, 254membrane-forming compounds,
223-224microwave, 225minimum cure, 226oil, 225patches, 212plastic sheet, 222-223ponding or immersion, 221prolonged curing curve, 226rain protection, 200relative humidity, 220sealing compounds, 226-227slabs, 203-204spraying, 221steam, 224-225strength, effect on, 219, 220, 225, 226

Frozen subgrade, 246
Galvanized materials, 74, 144, 242, 318Gamma radiography, 294Gap-graded aggregates, 86-87Gas-forming admixtures, 117Geopolymer cements, 37Gillmore needle, 46Glass fibers, 124Grading of aggregates, 80-86Gravel
see AggregatesGrouting, 35, 36, 105, 203, 325Grouting Admixtures, 117Gunite
see ShotcreteGypsum, 24, 27, 39
Handling and placing equipment, 184-187Hardened concrete, 2, 5-12Hardening, 4Harmful materials, 92Haul time, 140, 144Heat induced delayed expansion, 17, 18Heat of hydration
see Hydration, heat ofHeaters, 246, 251-253Helicopter placement, 188-189Heavyweight aggregate
see High-density aggregateHeavyweight concrete
see High-density concreteHigh-density aggregates, 80, 322High-density concrete, 321-323High-durability concrete, 308-311
abrasion resistance, 308alkali-silica reactivity, 310blast resistance, 309carbonation, 309chemical attack, 310freeze-thaw resistance, 310diffusion, 309permeability, 309resistivity, 311temperature, 309-310
High-early-strength concrete, 300-302blanket, 303strength, 302
High-performance concrete, 299-314characteristics, 299fast-track, 300-302high-durability, 308-311high-early-strength, 300-302high-strength, 303-308reactive-powder, 312self-compacting, 311-312typical structures, 301
High-range water reducing admixtures,109-110
High-strength concrete, 303-308admixtures, 306aggregates, 305-306cement, 305consolidation, 307curing, 307-308mixing, 306-307placing, 307proportioning, 306quality control, 308supplementary cementitious materials,
305History
cement, 21, 24air-entrained concrete, 129
Holes, 210-211Honeycomb, 194, 211Hot cement, 53Hot-weather concreting, 229-238
admixtures, 238adverse effects, 229cement temperature, 234concrete temperature, 230-234cooling materials, 231-234crushed ice, 233curing, 237-238difficulties, 229hydration, 238nitrogen cooling, 229placing precautions, 234-235plastic shrinkage cracking, 235-237precautions, 229-230protection, 237-238setting time, 231strength, 231supplementary cementitious materials,
234water requirement, 229
Hydration, 4, 40-43concrete strength, 5heat of, 47-49, 63, 238, 241-242minimum relative humidity for, 5products of, 5, 21, 50rate, 5, 44
Hydration-control admixtures, 113Hydraulic cement, 32-33Hydraulic pressure, 12, 89, 130Hydraulic slag cements, 33
Ice, use in cooling concrete, 233Impact resistance, 65Impervious paper, 222Industrial wastewater, 76-77Infrared curing, 225Ingredients of concrete, 1
Fibers, 121-127glass, 124natural, 126properties, 123steel, 122-123systems, 126-127synthetic, 125-126
Fine aggregatesee Aggregate
Finely-ground cements, 35Fineness modulus, 84Fineness of portland cement, 43-44Finishes and finishing, 144, 317
brooming, 203bullfloating, 201bushhammering, 214darbying, 201defects, 211dry cement, 203edging, 202exposed-aggregate, 213-214floating, 202formed surfaces, 213grout cleandown, 213highway straightedging, 201jointing, 202paints and clear coatings, 215patterns and textures, 213-215precautions, 215-216premature, 203sandblasting, 204-205screeding, 200-201slabs, 198-204special surface finishes, 213-215striking off, 200-201troweling, 202-203
Fire resistance, 92Flash set, 46Flexural strength, 8, 286-287Floating, 202Floor covering, 199, 291Floors, 206-210Flow test, 279Flowable fill, 318
See Soil-cement and Cellular concreteFlowing concrete, 142, 280Fly ash, 58, 61-63, 64, 133Fogging, 221, 237Form removal, 210, 253-254Forms, 200Free lime, 43, 44Freeze-thaw resistance (frost resistance)
concrete, 12-13, 65-60, 129-132, 243, 290,310
aggregates, 89-90Freezing fresh concrete, 239-240Freshly mixed concrete, 2-5, 61-64
354
Design and Control of Concrete Mixtures ◆ EB001

tests, 293Measuring concrete materials, 179Membrane-forming compounds, 223-224Microwave-absorption test, 278Mid-range water reducing admixtures,
109Minerals, 79-80Mineral admixtures
see Supplementary cementitious materialsMix characteristics, 149Mix design for concrete, 59-78, 149Mixers
central, 181continuous, 183mobile batcher, 183stationary, 180truck, 181
Mixing concrete, 3, 180agitating speedeffect on entrained air, 143Heavyweight (high-density) concrete,
321-323high-strength concrete, 306-307lightweight (low-density) concrete, 317mixing speed, 180remixing (retempering), 183sequence, 180
Mixing water, 13, 73, 78, 138, 139-141also see Water-cement ratioacid, 76algae, 77alkaline, 76amount and requirements, 138analyses, 73carbonates, 74chemical limits, 74chloride content, 74-75impurities, 73, 77iron salts, 75oils, 77questionable suitability, 73salts, 75seawater, 75sewage, 77silt, 77specifications, 75sugar, 77sulfates, 75temperaturestest methods, 74wash, 76waste, 76
Mixture proportioning, 70Mobile batcher, 184Moderate-strength lightweight concrete,
318Modified portland cements, 32
Modulus of elasticity, 8, 267Modulus of rupture, 8, 286Moist curing, 5, 219-220Moisture
changes, 260-262content, 291
Mortar cement, 33-35Mortar cubes, 47Multiple fiber systems, 126-127
Natural fibers, 126Natural pozzolans, 60-61Nitrogen cooling, 229No-fines concrete, 318, 323Nondestructive testing, 292-294No-slump concrete, 325Nuclear test, 199, 280, 291
Oils in mixing water, 77Oil-well cement, 36Ordering concrete, 179Organic admixture content, 289Organic impurities, 77Osmotic pressure, 130, 259Overlay, 211
Pachometer, 294Paints, 215Paper curing, 220Paste, 1, 4, 8-9Patching concrete, 210-211Patterned finishes, 213Penetration tests, 293Periclase, 44Perlite, 80, 318-319, 321Permeability, 9-10, 68, 292, 309Permeability-reducing admixtures, 116Pervious (porous) concrete, 328Petrographic examination, 289pH, 14, 292Pigments, 115-116Placement of concrete
cold weather, 239, 241, 245consolidation, 194-195depositing, 192-193dropchutes, 184, 186free fall, 193helicopter, 188-189high-strength, 307hot weather, 234-235layers, 192-193, 195, 198lifts, 187-188lightweight concrete, 317placement on hardened concrete, 204rain protection, 200underwater (tremie), 185, 188, 193-194vibration, 195-198
Inorganic salts, 75Insecticidal admixtures, 117Insulating blankets, 225Insulating concrete, 318-321
moderate strength lightweight concrete,318-321
Internal moist curing, 224Iron salts, 75Isolation joints, 12, 206
Joints, 12, 206-210bonded, 205-206cold, 192, 198construction, 12, 204-205, 208-209contraction (control), 12, 206-208expansion, 321filling, 209-210isolation, 12, 206layout, 209sawing, 207spacing, 208surface preparation, 204-205unjointed floors, 210walls, 206
Jointing, 202J-Ring test, 311
Kelly-Vail test (cement-content test),280-284
Kiln, 23, 24, 25, 26K-slump test, 279
Laser screed, 198Latex, 330Latex-modified concrete, 309, 315Length change, 257, 260, 264, 290Lightweight aggregates, 80, 316, 318Lightweight concretes, 315-321
insulating, 318moderate strength, 318structural, 315-317
Lime, 5, 21, 24, 31, 32, 36Lime-slurry stain test, 93Long-time study test plots, 16, 29, 131Loss on ignition, 49Low-density aggregate
see Lightweight aggregatesLow-density concrete
see Lightweight concrete
Magnesia, 44Magnesium phosphate cement, 37Manufacture of portland cement, 22-23,
24-25Masonry cement, 33-35Mass concrete, 323-325Maturity
concept, 254
355
Index

white, 30Pozzolans, 57-70Precautions, 215-216Preplaced aggregate concrete, 325Pressure method for air content, 144Proportioning mixtures, 1, 59-78, 149, 178,
306absolute volume method, 160-166,
172-174admixtures, 157aggregate, 151air content, 152-154arbitrary assignment, 159batching, 179calculations, 160-174cement type, 156characteristics of, 149density (unit weight), 159entrained air, 152-153examples of proportioning, 160, 163,
166, 168, 172field data, 157-158fineness modulus, 159flow chart, 176high-strength concrete, 303-308lightweight (low-density) insulating
concrete, 317-318measurements, 159-160slump, 153-155small jobs, 174-175strength, 149-151structural lightweight concrete, 317-318supplementary cementitious materials,
156-157, 172trial mixtures, 158-159, 166-172water-cement ratio, 149-151
method, 159water content, 155-156workability, 153yield, 159
Protection during curingsee Curing
Puddling, 323Pullout tests, 293Pulse velocity test, 294Pumice, 80, 316, 318Pumping, 64, 185, 187, 189Pumping aids, 116
Quality control, 308
Radiation shielding, 321Rain protection, 200Rapid analysis machine, 284Rapid hardening cement, 37Reactive powder concrete, 312Reactivity of aggregates, 13, 93, 95Ready mixed concrete, 180-183
Ready mix plant, 182Rebound hammer test, 292-293Recycled concrete, 100-101Recycled-concrete aggregate, 99-100References
see end of each chapterRegulated-set cement, 36Relative density
cement, 49-50concrete, 288aggregates, 87-88
Relative humidity, 59, 229-230, 236-237,260, 262, 291
Remixing concrete, 183Repair, 37, 117, 123, 210-212, 301, 328Reshoring, 210, 253Resistivity, 311Retarding admixtures, 113Revibration, 197-198Rock cylinder test, 98Rocks, 79Roller-compacted concrete, 326Rustication strip for joint, 208-209
Sack-rubbed finish, 213Salamander, 252-253Salts, 15-16, 66, 74-75, 91Sampling aggregate, 276Sampling fresh concrete, 279Sand, 1, 79Sandblasting, 204-205Saturated concrete, 5, 134Saturated surface-dry, 88Sawed joints, 207Scale-resistance, 67, 144, 227, 310Scanning electron microscope, 41Screeding, 200-201Screw spreader, 185, 188Sealing compounds, 226-227Seawater, 17, 27, 75Segregation, 184Self-compacting concrete, 311-312Setting time, 4, 45-46, 63Settlement, 3Sewage water, 77Shear strain, 268Shielding concreteShotcrete, 185, 327-328Shrinkage
autogenous, 258-259chemical, 257-258drying, 67, 91, 260-264plastic, 64, 235-237, 259
Shrinkage-compensating concrete, 328Shrinkage-reducing admixtures, 115Shrink-mixed concrete, 181Sieve analysis, 80, 84, 277
Plastic cement, 35Plastic concrete, 2Plastic sheet, 222-223Plastic shrinkage, 64, 235-237, 259Plasticity, 35, 46, 153Plasticizer, 110-112Poisson’s ratio, 268Polymer-portland cement concrete
(polymer modified concrete), 330Polypropylene fibers, 125Ponding, 221Popouts, 89-90, 92-93Pores, 130Porous (pervious) concrete, 328Portland cement, 21-30
also see Cement and Special cementsair-entraining, 30alkali content, 52blast-furnace slag, 31bulk density, 50chemical composition and
compounds, 39-42clinker, 25, 26compressive strength, 47consistency, 45expansive, 36false set, 46fineness, 43-44flow test, 45high-early-strength, 28, 30history, 21, 24hydration, 40-43invention, 21loss on ignition, 49low-heat of hydration, 29manufacture, 22-23, 24-25moderate sulfate resistant, 17, 27modified, 33normal, 27particle size distribution, 43-44paste, 1, 4, 8-9phase, 39pozzolan, 31pozzolan modified, 31-32properties, 27-30raw materials, 25relative density, 49-50setting time, 45-46shipment, 38, 52slag-modified, 32soundness, 44specifications, 37sulfate-resisting, 29surface area, 44types, 27-30water, 42-43waterproofed, 36
356
Design and Control of Concrete Mixtures ◆ EB001

compressive, 7, 316curing, 219, 220, 225, 226cylinders, 286evaluation, 287fibers, 121-127flexural, 8high, 303-308high early, 242, 300-302penetration method of test, 293relationship between flexural, shear,
tensile, and compressive, 8specified compressive, 7specimen, 285tensile, 8tests, 285-287torsional, 8water-cement ratio relationship, 149-151
Strikeoff, 200-201Structural lightweight concrete, 315-318
aggregate, 316compressive strength, 316curing, 317-318entrained air, 317finishing, 317mixing, 317placing, 317slump, 317specifications, 317vibration, 317workability, 317
Subbase, 199Subgrade, 199Subsidence, 259Sugar, 77Sulfates, sulfate attack, 15-16, 17, 28, 69,
75, 134, 270, 290Sulfur cements, 37Superplasticizer
see PlasticizerSupplementary cementitious (cementing)
materials, 57-72, 142, 234, 289, 305calcined clay, 61calcined shale, 61effect on concrete, 61-70fly ash, 58, 61-63, 64, 133metakaolin, 61natural pozzolans, 60-61silica fume, 59-60slag, 31-32, 59, 61-64, 133specifications, 58
Surface moisture, 88, 237Surface treatment, 134Swelling, 259-260Synthetic fibers, 125-126
Temperature, 142calculations for fresh concrete, 232-234
curing, 225-226effects on air entrainment, 142effects on compressive strength,
230-231, 240-241effects on setting time, 231effects on volume changes, 17-18,
265-266effects on water requirements, 230effects on workability, 3high durability concrete, 309-310mass concrete, 323-324testing, 280
Tensile strength, 8Testing aggregates, 276-278Testing freshly mixed concrete, 279-285
accelerated curing, 225air content, 280-281bleeding, 284-285cement content, 284chloride content, 284consistency, 279-280density, 280fly ash content, 284frequency, 275-276sampling, 279slump, 279-280specimens, 282-283strength, 284supplementary cementitious materials
content, 284temperature, 245, 280time of set, 283-284water content, 284water-cement ratio, 284yield, 159, 280
Testing hardened concrete, 285-295absorption, 288air content, 287-288break-off test, 293-294carbonation, 291cement content, 289chloride content, 289coring, 285density, 288durability, 290dynamic test, 294evaluation of compression test results,
287length change, 290maturity test, 293moisture content (relative humidity),
291nondestructive test, 292organic admixture content, 289penetration (Windsor probe) test, 293permeability, 288, 292petrographic analysis, 289
Silica fume, 60, 307Silt, 77Skid resistance, 90-91Slab construction, 198-204Slag, 31-32, 59, 61-64, 133Slump, 108, 141-142, 153-155, 276, 279-280,
317also see Consistency
Sodium chloride, 132Sodium sulfate, 15-16, 75, 90Soil-cement, 327Soundness
portland cement, 44concrete, 69
Spacing factor, 131-132Spading, 194Special cements, 33-37
applications, 34calcium aluminate, 37finely ground (ultrafine), 35ettringite, 37expansive, 36geopolymer, 37magnesium phosphate, 37masonry, 33-35mortar, 33-35oil-well, 36plastic, 35rapid hardening, 37regulated-set, 36sulfur, 37water-repellent, 36
Special types of concrete, 315-334Specific gravity
see Relative densitySpecific heat, 234Spray cure, 221Sprayed concrete
see ShotcreteStandard deviation, 282Standards
ASTM, 345AASHTO, 350
Stationary mixing, 180Statistical analysis, quality control, 158Steam curing, 224-225Steel corrosion, 14-15, 69Steel fibers, 122-123Stone
see AggregateStorage of cement, 52Strain, 267-269Strength, 134-135
accelerated, 284age relationship, 6, 7, 47, 48, 64-65, 110,
112, 220, 231, 241aggregates, 91
357
Index

Volume changes, 257-273, 290also see Cracking and Shrinkagealkali-aggregate, 270carbonation, 270coefficient of expansion, 264-265compression strain, 267creep, 268-270curling, 266-267deflection, 268early age, 257-260early thermal expansion, 260effect of concrete ingredients, 263elastic and inelastic deformation,
267-270freeze-thaw, 264modulus of elasticity, 267moisture changes, 260-262Poisson’s ratio, 268shear strain, 268stability, 11-12subsidence, 259sulfate attack, 270swelling, 259-260temperature changes, 264-266torsional strain, 268wetting-drying, 260
Volumetric method for air content, 281
Walls, 206-207Warehouse pack, 53Warping, 266-267Wash water and wastewater, 76Waste concrete, 79Water curing, 224Water reducer, 107-109, 157Water to cement ratio, 12, 149-150
freeze-thaw resistance, 12-13minimum, 5maximum, 150proportioning of mixtures, 149-150strength, 149-151testing, 284trial mixture design, 149-150watertightness, 9
Water-reducing admixtures, 107-109, 157Water requirements
supplementary cementitious materials,61
cement, 45-46Water-repellent cement, 36Watertightness, 9Wheelbarrows, 185, 186, 192White concrete, 329White portland cement, 30Windsor probe test, 293Winter concreting, 241, 253Wood Fibers, 126
Workability, 3, 136, 317
X-ray diffraction, 41X-ray test, 294
Yield, 280
Zeolite cementsee Geopolymer cement
Zero-slump concrete, 325
pH test, 292pullout test, 293rebound test, 292-293relative density, 288sampling, 285strength, 285supplementary cementing materials
content, 289temperature, 245-246vibration test, 294voids, 288volume change, 290
Textured finishes, 214Thaulow drop table, 325Thermal analysis of cement, 50-51Thermal expansion, 92, 260, 266Thermal resistance, 248-249Thermal shrinkage, 206Thermogravimetric analysis, 51Thermometers, 245-280Thin-section examination, 39Time of setting, 283-284Tobermorite gel, 40Torsion and torsional strain, 268Transporting concrete, 183-187Tremie placement, 185Trial batch procedures, 158, 161, 164, 174Troweling, 202-203Truck agitators, 185Truck-mixed concrete, 181Truck mixers, 185Two-course floors, 205, 224
Ultrafine cements, 34Ultrasonic tests, 294, 295Underwater concrete, 106, 111, 156,
193-194, 325Uniformity, 47, 276Unjointed floors, 210Urea, 132
Vapor barrier, 199-200Vapor retarders, 199-200Vebe apparatus, 279, 280Vermiculite, 80, 249, 318, 319Vibration and vibrators, 141-142, 195-198,
317also see Consolidationtest, 294
Vibratory roller, 181Vibratory screed, 197Vicat apparatus, 45-46Virtual cement testing, 51Voids
aggregate, 82-83, 87-89concrete, 4, 129-131, 288
358
Design and Control of Concrete Mixtures ◆ EB001