
Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
11
CATS 2008 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling M. Jonsson 1 , H. Kihlman 1 , G.Ossbahr 1 Abstract: The design and manufacturing of fixtures and other dedicated tooling for positioning of workpieces are among the major cost drivers in product industrialization. The high cost is paired with the need to shorten lead time too allow rapid response to market changes and customer demands. This paper presents Coordinate Controlled Fixturing in relation to other fixturing methods, and to the earlier presented ART (Affordable Reconfigurable Tooling) concept. Coordinate Controlled Fixturing relies on a metrology system to control the positioning of either a fixture or the workpiece itself during fixture build-up. The ART-technology enables solutions for Coordinate Controlled Fixturing by means of flexible supports, so called Flexapods, attached in an easily reconfigurable frame - called BoxJoint. It can be adapted to both large and small changes of the workpiece. The advantage of this approach is that only the device in direct contact with the product needs to be configured accurately and that it can be done so online and onsite at low cost. Developed in collaboration with the aircraft industry (Saab AB and Airbus UK), the ART-concept is now applied and tried on other sectors, such as automotive and commercial vehicle together with other forms of Coordinate Controlled Fixturing. Keywords: Flexible fixtures, Reconfigurable fixtures, Modular fixtures, Fixtures, Tooling, Flexible manufacturing systems 1 Background The increase in global competition and more rapid changes in customer demands results in a trend of higher product variety and innovation, shorter product 1 Division of Production Engineering, Department of Management and Engineering, Linköping University, Linköping. SE-585 81, Sweden.
-
Upload
taufankrisnanto -
Category
Documents
-
view
221 -
download
0
Transcript of Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 1/11
CATS 2008
Coordinate Controlled Fixturing for AffordableReconfigurable Tooling
M. Jonsson1, H. Kihlman
1, G.Ossbahr
1
Abstract: The design and manufacturing of fixtures and other dedicated tooling for
positioning of workpieces are among the major cost drivers in product
industrialization. The high cost is paired with the need to shorten lead time
too allow rapid response to market changes and customer demands. This
paper presents Coordinate Controlled Fixturing in relation to other fixturing
methods, and to the earlier presented ART (Affordable Reconfigurable
Tooling) concept. Coordinate Controlled Fixturing relies on a metrology
system to control the positioning of either a fixture or the workpiece itself
during fixture build-up. The ART-technology enables solutions for Coordinate Controlled Fixturing by means of flexible supports, so called
Flexapods, attached in an easily reconfigurable frame - called BoxJoint. It
can be adapted to both large and small changes of the workpiece. The
advantage of this approach is that only the device in direct contact with the
product needs to be configured accurately and that it can be done so online
and onsite at low cost. Developed in collaboration with the aircraft industry
(Saab AB and Airbus UK), the ART-concept is now applied and tried on
other sectors, such as automotive and commercial vehicle together with other
forms of Coordinate Controlled Fixturing.
Keywords: Flexible fixtures, Reconfigurable fixtures, Modular fixtures, Fixtures,Tooling, Flexible manufacturing systems
1 Background
The increase in global competition and more rapid changes in customer demandsresults in a trend of higher product variety and innovation, shorter product
1 Division of Production Engineering, Department of Management and Engineering,
Linköping University, Linköping. SE-585 81, Sweden.

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 2/11
2 M. Jonsson, H. Kihlman, G. Ossbahr
lifecycle, lower unit cost and thus shorter lead time. This has spurred companies toadapt new flexible approaches to manufacturing and automation, such as FMS(Flexible Manufacturing Systems) and RMS (Reconfigurable ManufacturingSystems) (ElMaraghy 2005, Mehrabi , et al., 2000)
During the course of manufacturing processes, such as machining, assembly or inspection, it is necessary to locate, support and immobilize the workpiece or
product. This is referred to as “workholding” or “fixturing”. Traditionally,workholding devices are designed and manufactured intended for a specific partand operation, i.e. the fixtures are “dedicated”. This single-purpose approach iscostly due to the long lead time and effort required for design and manufacture, butalso often due to manual set-up or modifications when a manufacturing process iscompleted or parts and operations are modified. Cost is also induced by the need to
store and retrieve dedicated fixtures.For a manufacturing system to be truly flexible, all of its components have to
be flexible, including the fixtures. In the manufacturing industry the design andmanufacture of fixtures and other dedicated tooling for locating and positioningworkpieces or products are among the major cost drivers in productindustrialization. The design and manufacture of dedicated fixtures typicallyamount to 10-20 % of total manufacturing cost (Gandhi & Thompson 1986). For the automotive industry the cost of redesigning, manufacturing and installingfixtures is on the order of $ 100 million/plant/year (Bone & Capson 2003).
The research on the area regarding the process of designing a fixture and of different, flexible fixture solutions is vast. Some review articles on this areainclude: (Bi & Zhang 2001, Hazen & Wright 1990, Shirinzadeh 1995). Shirinzadeh(1995) presents a comprehensive schematic of different approaches to flexiblefixturing which include sensory based assembly, modular and reconfigurablefixtures, programmable clamps, adaptable clamps and phase-change fixtures. Biand Zhang (2001) on the other hand, classify fixtures according to their structure,and separates between modular structure systems (which includes differentmodular kits and reconfigurable fixtures) and single structure systems (whichincludes phase change fixtures and adaptive clamps).
1.1 Modular Fixtures
Modular fixture kits for machining, assembly and inspection operations are theareas which have received the most research and commercial attention and severalsolutions are available in the retail market (see Figure 1).
Fig. 1. Left, a typical modular fixturing kit for machining (Gandhi & Thompson1986). Right: A modular kit for assembly (courtesy of Volvo Cars)

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 3/11
CATS 2008 3
Machining solutions often consists of elements such as V-blocks, rectangular blocks and clamps bolted on a T-slotted plate or on a base plate with plain or tapped holes. Both research and commercial interest has focused on rather simple2D or 3D geometries. The modular elements are manufactured with high tolerancesand a full kit is an expensive investment. Modular tooling kits for assembly andcontrol operations are often made up of aluminium profiles and different add-on
parts. Successful fixture build for either machining or assembly require skilled personnel and, due to several iterative steps between building, measuring andcorrecting the fixture, the process also consumes a large amount of time.
1.2 Reconfigurable Fixtures
A modular fixture has to be rebuilt to fit a specific part while a reconfigurablefixture is, as the name implies, able to be reconfigured in between parts in the samefamily. Rebuilding means to physically detach or reattach fixture componentswhile reconfiguring implies that some parts are adjustable. A reconfigurablefixture may be limited in the amount of different geometries it can conform to, butreconfiguration can be done faster. This is often achieved by using some sort of online measuring system, such as a robot, a CNC-machine or some type of actuators. The line between modular and reconfigurable fixtures is not clear cutand a reconfigurable fixture is often made up of modular parts, but also hasadjustable features that can be used to adapt to limited changes in productgeometry.
Several attempts have been made to design reconfigurable fixtures, and themost common way to build the fixture and reconfigure the locations of the datum
points is by using a robot. Shirinzadeh and Tie (1995) describe a reconfigurable
fixturing system for assembly operations which is built using a robot. The accuracyof the assembled fixture is researched and, for many applications, found to be tooinaccurate due to the robots own positioning error.Chan , et al. (1990) presents a robot assembled, reconfigurable fixture for layeredassembly incorporating sensors for verification of proper insertion of fixturecomponent, detection of workpiece presence and control of the clamping process.
Fig. 2. Example of Bed of Nail fixture for sheet metal (source: MTorres)

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 4/11
4 M. Jonsson, H. Kihlman, G. Ossbahr
Asada and By (1985) utilize a robot for placing fixture components on a magnetic base-plate. Yousef-Toumi and Buitrago (1989) presents a modular robotconfigured fixture consisting of surface adaptive components. Yousef-Toumi , et al. (1988) presents a robot assembled fixture for sheet metal parts. In Shen , et al.(2006) modular fixture parts are assembled on a magnetic chuck by the NC-machine itself with satisfactory results regarding accuracy and repeatability.
One example of an actuator fixture is the manipulator presented in Lee andYien (1989) which consists of three servo motor driven arms used for bothworkholding and workhandling. Another is the large bed of nail structures used inthe aircraft industry for drilling of large sheet-metal structures (se Figure 2). Thesefixtures are able to quickly reconfigure between different geometries, however, theneed for precision in all parts makes them expensive.
1.3 Sensor/Vision Guided Assembly
It is also possible to use a robot as a fixture, as in RFA – Robotic FixturelessAssembly” first introduced by Hoska (1988). In RFA the robot and the gripper may
be seen as an active fixture. Bone and Capson (2003) built an RFA assembly cellfor automotive parts using 2D vision for part pickup and 3D vision for partalignment. This approach has also been tried in the aircraft industry, as describedin Jayaweera and Webb (2007) where robots are used to position compliant parts.As of yet the RFA applications in research have been limited to sheet metal or similar components that are not subject to any amount of force in the joining
process.
1.4 Limitations of Existing Solutions
Modular tooling kits are expensive investments that require skill and time to payoff. They have also limited flexibility and are not developed for more complexgeometries. They also have limited performance such as accuracy, stiffness, andconvenience of loading and unloading. Reconfigurable fixtures have often aninherent need for precision in every element, and in many cases their applicabilityis limited.
2. Coordinate Controlled Fixturing - Coofix
Coordinate Controlled Fixturing (from heron denoted CooFix) is a vision thatminimizes the iterative process in fixture build, the need for narrow tolerances in
fixture parts and skilled personnel but still emphasizes the generic approach of modular fixturing, where a discreet number of parts that can be combined to suit alarge variety of geometries. Although all fixtures are coordinate controlled the keyin CooFix is by using an external measuring system, to control a point as close tothe product as possible or maybe the product itself. This approach lessens the needfor accurate fixture components, since it is actually only the point in contact withthe object (or the object itself) to be positioned that has to be measured. This leavesissues of rigidity and stability to be solved by fixture components. Several fixturesolutions already employ CooFix to some extent (se Figure 3). For example somevision guided assembly solutions, where the robot grasps the part and by using a

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 5/11
CATS 2008 5
vision approach and positions the part correctly in space, thus limiting the need for an accurate gripper. The fixture solution presented in this paper is based on ART – the Affordable Reconfigurable Tooling concept, as described below.
Fig. 3. Schematics of Coordinate Controlled Fixturing
2.1 Current Status of ART – Affordable Reconfigurable Tooling
As presented in (Kihlman 2005) ART is a concept for flexible, reconfigurablefixturing developed for the aircraft industry in collaboration with SAABAerostructures, Sweden. The ART-concept fuses modularity with reconfigurability
by combining an inaccurate modular framework called BoxJoint, withreconfigurable units called Flexapods (see Figure 4). This combination makes it
possible for the system to conform to a large variety of different geometries sincethe fixture can both be rebuilt and reconfigured.
Fig. 4. An overview of current ART-concept

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 6/11
6 M. Jonsson, H. Kihlman, G. Ossbahr
2.1.1 BoxJoint BoxJoint is a modular kit made up of steel beams connected by patented joints.The joints utilize friction to hold the beams together, eliminating the need for welds and enabling seamless adjustment of the beams. The joint is made up of fixing plates placed on either side of the beam which are bolted together usingstandardized bolts (see Figure 5). The joints are not only used for holding beamstogether, but also for attaching Flexapods to the framework structure. Since allelements are standardized they can be combined, making it easy to build suitable aBoxJoint frame.
Fig. 5. The BoxJoint principle
2.1.2 Flexapods The BoxJoint frame is robust but inaccurate. To come to terms with the lack of accuracy without the iterative process of measuring and adjusting, the BoxJointsystem is combined with a reconfigurable unit named the Flexapod. Severaldifferent Flexapods have been developed for use in airframe assembly applications,two examples are shown in Figure 6, the Flexapod 6 and the LiU Module. Thelatter is intended for complex assembly where component access is a critical issue.The Flexapod 6 has six links connected in parallel between the top and the bottom
plate and resembles a parallel kinematic machine but without the actuators andencoders. The links can be locked in position by a hub-shaft connectionmechanism and the resulting device has six degrees of freedom. At the top of theFlexapod 6 an interface called a Coromant Capto is attached. The Coromant Capto
interface serves as the docking point for a positioning robot, for a metrology probeand for the pick up interface that will hold the part. The Capto system is robust andhas a repetitive accuracy of 2 μm and was originally designed for holding cuttingtools in CNC machines, hence they are mass-produced and relatively cheap.
The LiU Module is a serial linked mechanism with similar capabilities; six-degrees of freedom, a hub-shaft connection mechanism and the Coromant Captointerface.
This Flexapods are attached to the BoxJoint frame and positioned either manually or by using a robot which then docks to the Coromant Capto unit.Successful trials have been conducted using a six-degree-of-freedom measuringsystem to improve robot accuracy when positioning a Flexapod (Kihlman 2005). In

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 7/11
CATS 2008 7
the manual case an operator positions the Flexapod while getting feedback fromthe measuring system via a screen.
Fig. 6. Different Flexapods; left: Flexapod6, right: the LiU Pogo
2.1.3 Current Applications of ART The ART-technology is being employed at SAAB Aerostructures in Sweden for
building components to the unmanned aircraft Neuron. A prototype cell capable of fixturing all required building steps is being developed. Different seizes of Flexapod 6 will be used throughout the fixture which will be reconfigured and
repositioned when required between assembly steps. Since this is a prototype buildautomation is too expensive and therefore the Flexapods will be configuredmanually by an operator. To facilitate fixture design and Flexapod adjustment anadd-on program called a “Configurator” has been researched and successfullyemployed.
3. New Challenges for ART
The ART-concept is now applied in other sectors. Early results from this work are presented below, together with information on this project.
3.1 The CooFix-Project
As stated earlier the current layout of ART is developed for aircraft applications. Inorder to research it applicability in other areas the CooFix-project was launched in2006. The project, which is funded by Vinnova (the Swedish GovernmentalAgency for Innovation Systems), aims to broaden the usefulness of ART and thethought behind Coordinate Controlled Fixturing into other areas. Severalcompanies participate in the project including an automotive manufacturer and amanufacturer of heavy-duty transport equipment.
8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 8/11
8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 9/11
CATS 2008 9
1. 2. 3. 4. 5.
Loading parts into fixtureTack welding(Unloading)Welding(Unloading)
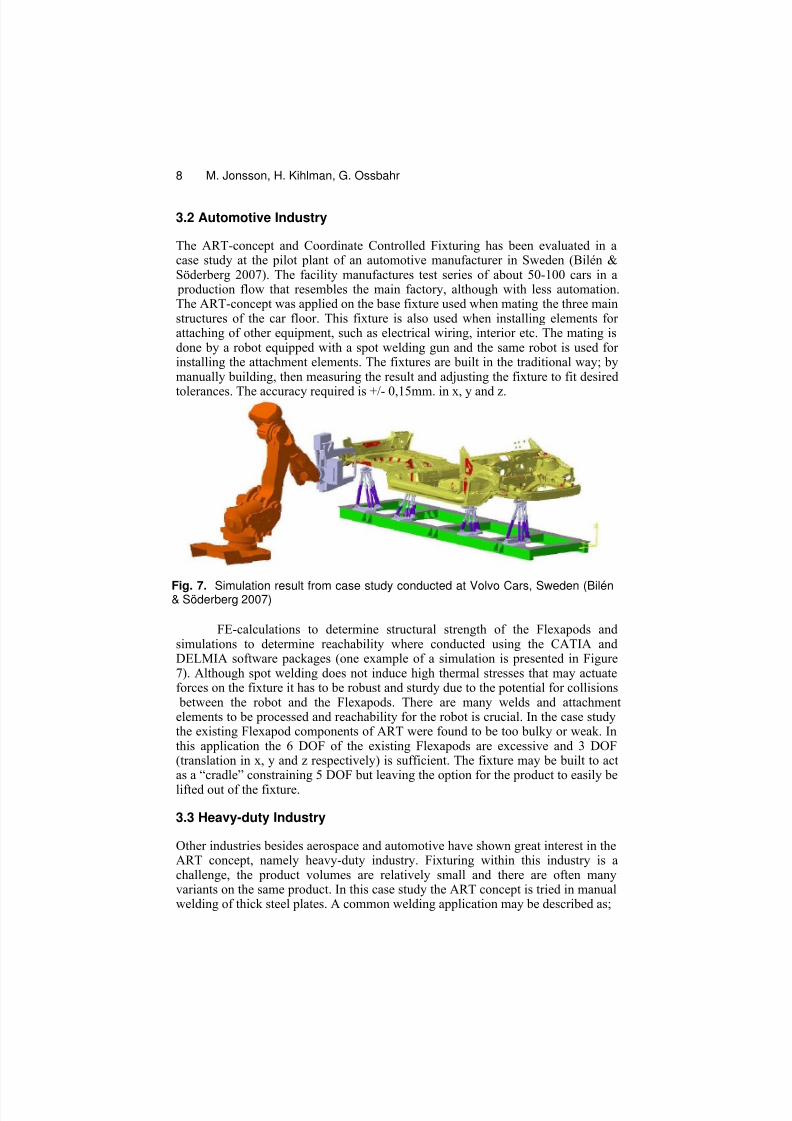
The part may be unloaded after step 2 and welded outside of the fixture but, for some cases, the part has to be wholly or partly fixtured during the weldingoperation in order to meet quality demands. Also parts may be loaded and weldedin sequence due to reachability issues, meaning that steps 1-4 may be carried outseveral times before unloading. Often a workpiece positioner is used duringwelding to keep the part in the most beneficial position for the weld process.Welding operations may be manual or automated and, although the demands for accuracy of the fixture is lower than in aircraft industry (in the range of +/-0,5mm), the fixture has to be robust enough to withstand the distortion stressesinduced by weld cooling but still allow access for the weld gun. It is also possibleto use robots as a workpiece positioner or even to pick, place and hold the parts to
be welded.
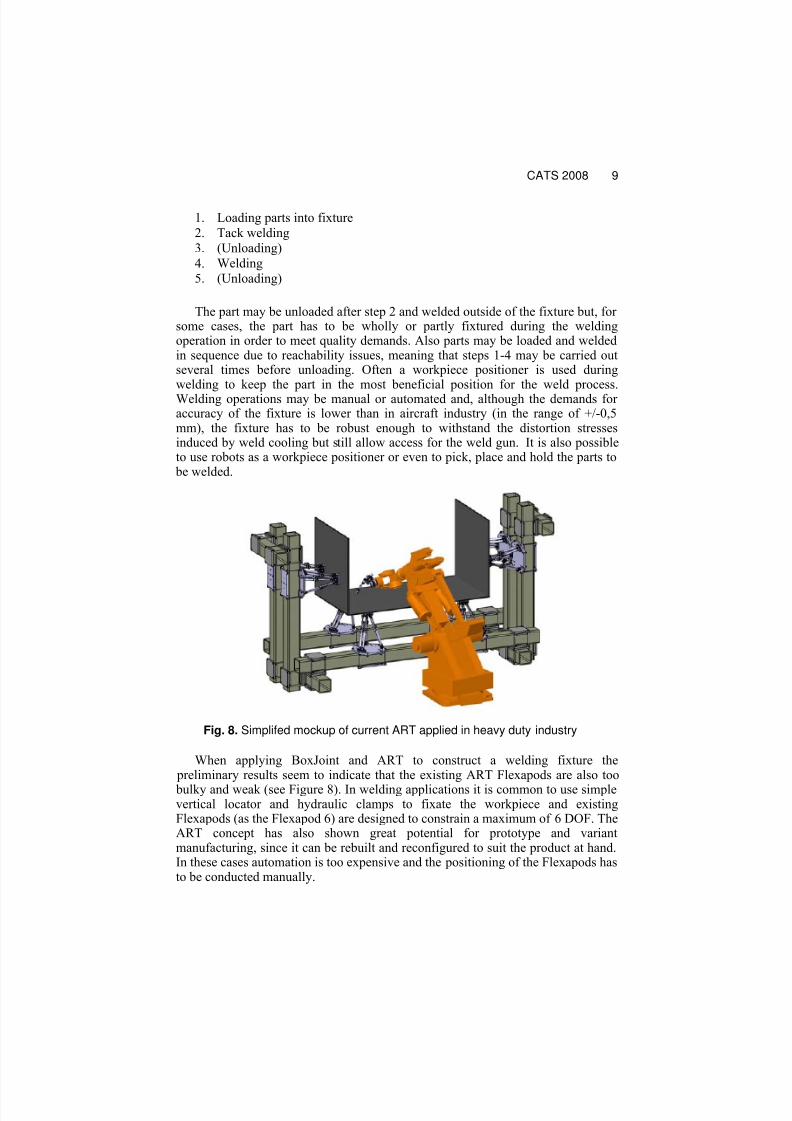
Fig. 8. Simplifed mockup of current ART applied in heavy duty industry
When applying BoxJoint and ART to construct a welding fixture the preliminary results seem to indicate that the existing ART Flexapods are also too
bulky and weak (see Figure 8). In welding applications it is common to use simplevertical locator and hydraulic clamps to fixate the workpiece and existingFlexapods (as the Flexapod 6) are designed to constrain a maximum of 6 DOF. TheART concept has also shown great potential for prototype and variantmanufacturing, since it can be rebuilt and reconfigured to suit the product at hand.In these cases automation is too expensive and the positioning of the Flexapods hasto be conducted manually.

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 10/11
10 M. Jonsson, H. Kihlman, G. Ossbahr
3.4 Further Research
The two case studies have indicated that the ART concept has to be broadened toencompass other, more sturdy and compact devices. For both the automotive andthe heavy duty applications devices with less than 6 DOF are sufficient. Therefore:
• A new type of Flexapod for the automotive industry is being researchedand developed.
• Simpler Flexapods for the heavy duty sector is being developed.
• The manual configuration method for Flexapod 6 is being developed
Also a servo driven Flexapod 6 will be developed. Unlike a robot, which has built-in encoders for positioning, the Flexapod will rely on an external measuringdevice and mechatronic system. This ensures that no built in accuracy are neededand this Flexapod will still be an affordable solution.
4. Conclusion
This paper has presented Coordinate Controlled fixturing in relation to ART andother fixturing methods. By combining the benefits of modular tooling withdifferent kinds of reconfigurable Flexapods and the simplicity of the CooFix visionlow cost fixturing can be realised. Industry has already shown interest for thistechnology but research is needed to develop new Flexapods to suit differentindustry needs and conditions.
5. References
Asada, H. & By, A.B. 1985, "Kinematic Analysis of Workpart Fixturing for flexibleassembly with Automatically Reconfigurable Fixtures", IEEE Journal of Robotics and
Automation, vol. RA-1, no. 2, pp. 86-94.Bi, Z.M. & Zhang, W.J. 2001, "Flexible fixture design and automation: Review, issues and
future directions", International Journal of Production Research, vol. 39, no. 13, pp.2867-2894.
Bilén, T. & Söderberg, R. 2007, Flexible fixtures Within Volvo Cars' Pilot Plant ,Institutionen för ekonomisk och Industriell utveckling.
Bone, G.M. & Capson, D. 2003, "Vision-guided fixtureless assembly of automotivecomponents", Robotics and Computer Integrated Manufacturing, vol. 19, no. 1, pp. 79-
87.Chan, K.C., Benhabib, B. & Dai, M.Q. 1990, "A Reconfigurable Fixture System for Robotic
Assembly", Journal of Manufacturing Systems, vol. 9, no. 3, pp. 206-221.ElMaraghy, H.A. 2005, "Flexible and reconfigurable manufacturing systems paradigms",
International Journal of Flexible Manufacturing Systems, vol. 17, no. 4, pp. 261-276.Gandhi, M.V. & Thompson, B.S. 1986, "Automated design of modular fixtures for flexible
manufacturing systems", Journal of Manufacturing Systems, vol. 5, no. 4, pp. 243-252.Hazen, F.B. & Wright, P.K. 1990, "Workholding Automation: Innovations in Analysis,
Design, and Planning", Manufacturing Review, vol. 3, no. 4, pp. 224-237.Hoska, D.R. 1988, "Fixtureless assembly manufacturing", Manufacturing Engineering, vol.
100, pp. 49-54.

8/6/2019 Coordinate Controlled Fixturing for Affordable Reconfigurable Tooling
http://slidepdf.com/reader/full/coordinate-controlled-fixturing-for-affordable-reconfigurable-tooling 11/11
CATS 2008 11
Jayaweera, N. & Webb, P. 2007, "Adaptive robotic assembly of compliant aero-structurecomponents", Robotics and Computer-Integrated Manufacturing, vol. 23, no. 2, pp.180-194.
Kihlman, H. 2005, Affordable Automation for Airframe Assembly - Development of Key
Enabling Technologies, Department of Mechanical Engineering.Lee, K. & Yien, C. 1989, "Design and Control of a Prototype Platform Manipulator for
Workholding and Workhandling Applications", Journal of Mechanical Working
Technology, vol. 20, pp. 305-314.Mehrabi, M.G., Ulsoy, A.G. & Koren, Y. 2000, "Reconfigurable manufacturing systems:
key to future manufacturing", Journal of Intelligent Manufacturing, vol. 11, no. 4, pp.403-419.
Shen, C.-., Lin, Y.-., Agapiou, J.S. & Bandyopadhyay, P. 2006, Reconfigurable Fixtures for
Automotive Engine Machining and Assembly Applications.
Shirinzadeh, B. 1995, "Flexible and automated workholding systems", Industrial Robot: An International Journal, vol. 22, no. 2, pp. 29-34.
Shirinzadeh, B. & Tie, Y. 1995, "Experimental investigation of the performance of areconfigurable fixturing system", The International Journal of Advanced Manufacturing
Technology, vol. 10, no. 5, pp. 330-341.Yousef-Toumi, K., Liu, W.S. & Asada, H. 1988, "Computer-Aided Analysis of
Reconfigurable Fixtures and Sheet Metal Parts for Robotic Drilling", Robotics and
Computer Integrated Manufacturing, vol. 4, no. 3/4, pp. 387-393.Yousef-Toumi, K. & Buitrago, J.H. 1989, "Design and Implementation of Robot-Operated
Adaptable and Modular Fixtures", Robotics and Computer Integrated Manufacturing,
vol. 5, no. 4, pp. 343-356.


















