CHAPTER 8 RESULTS AND DISCUSSION -...
34
165 CHAPTER 8 RESULTS AND DISCUSSION 8.1 THROUGHPUT TIME COMPARISON In the existing batch production system,the throughput time for all the selected products line is too high .On an averagethe throughput time for men’s T-shirt(product-1) is 6 hours,men’s shirt(Product-2) is 1.5 days, Knitted men’s bottom (Product-3) is 3 hours and knitted underwear (Product-4) is 1.5 hours. In the existing layout operators took bundles of cut panels from cuttingdepartment and stared producing garment parts. The problem comes when the preparatory sections producesunequal amount of parts .Due to this reason there is a huge Work In Progress (WIP) in the product line. But the full finished endproduct quantity is less as compared with the WIP. In batch production, if everything goeswell, there are no quality defects, there is no machine breakdown and the operator follows the bundle sequence properly and it will take minimum 220 to 230minutes for making the product-1. (Approximately 90 minutes in preparatory and 130 minutes in assembling). Whereas this time is less than an hour in case of single pieceflow principle as recommended by this study. On the other hand, strict follow up of ticketing numbers is another issue in garmentindustry because the garment parts of different ticketing numbers can be mixed together. In some cases even if allpreparatory sections (collar, cuff, front and sleeve) produces equal number of parts intheir respective area but they cannot be used in assembly if they hadn’t followed
Transcript of CHAPTER 8 RESULTS AND DISCUSSION -...

165
CHAPTER 8
RESULTS AND DISCUSSION
8.1 THROUGHPUT TIME COMPARISON
In the existing batch production system,the throughput time for all
the selected products line is too high .On an averagethe throughput time for
men’s T-shirt(product-1) is 6 hours,men’s shirt(Product-2) is 1.5 days,
Knitted men’s bottom (Product-3) is 3 hours and knitted underwear
(Product-4) is 1.5 hours. In the existing layout operators took bundles of cut
panels from cuttingdepartment and stared producing garment parts. The
problem comes when the preparatory sections producesunequal amount of
parts .Due to this reason there is a huge Work In Progress (WIP) in the
product line. But the full finished endproduct quantity is less as compared
with the WIP. In batch production, if everything goeswell, there are no
quality defects, there is no machine breakdown and the operator follows the
bundle sequence properly and it will take minimum 220 to 230minutes for
making the product-1. (Approximately 90 minutes in preparatory and 130
minutes in assembling). Whereas this time is less than an hour in case of
single pieceflow principle as recommended by this study.
On the other hand, strict follow up of ticketing numbers is another
issue in garmentindustry because the garment parts of different ticketing
numbers can be mixed together. In some cases even if allpreparatory sections
(collar, cuff, front and sleeve) produces equal number of parts intheir
respective area but they cannot be used in assembly if they hadn’t followed

166
properticketing number.In some cases, the problem appears due to quality
issues or reworks. For example, the operator worksin bundle system and one
bundle consists of approximately 20 to 30 pieces. While checkingthese
bundles if quality checker finds defects even in a single piece, then the
wholebundle will be returned to the concerned operator for correction. This
will lead to unbalanced WIP.
In PBS production system, if there are different styles running in
preparatory and assembly and the quality checker finds some defects after
assembly, then to correct that defect is very difficult task, which increases
cost of quality. During theproduction cycle operators start producing the parts
with their fullefficiency irrespective of the requirement of succeeding
operation. Due to this practice,huge WIP will be created between the
processes, whichindirectly lead to sewing defects. In the production cycle,
identifying the sewing defects are easier if the WIP level is lesser. When
sewing defects minimizes, ultimately the cost of quality will be
minimized.Whereas in the revised lean system follows lesser WIP.
In earlier days the production order quantity per style per color was
high. So mass production system was effective. In present days there are lot
of changes in the production order. For example the SKU levels are keep on
increasing without changing the total order quantity.So frequent product
changeover is unavoidable.But with the support of current production process,
it is very difficult to manage these kinds of requirements .For overcoming
these kinds of issues lean layout is implemented essentially which will
minimize the WIP level.
The snap study is conducted at ABC Ltd.on daily basis for
measuring the throughput time in the current PBS production layout of
product-1, product -2, product- 3, and product- 4 for 10 days .The same
procedure is repeated in the implemented lean layout (Cellular layout) for the

167
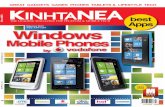
mentioned product lines.The product wise comparison charts are shown in
Figures 8.1 to 8.4.
Figure 8.1 Comparison of Avg. throughput time between current
layout to lean layout in product -1
Figure 8.2 Comparison of Avg. throughput time between current
layout to lean layout in product -2

168
Figure 8.3 Comparison of Avg. throughput time between current
layout to lean layout in product -3
Figure 8.4 Comparison of Avg. throughput time between current
layout to lean layout in product -4
From the above graphs, it is understood that significant amount of
throughput timedifference exists betweenall the garment products from the
PBS production layout to Lean layout.The average throughput time for the
PBS production layout for product-1 is 207minutes, product-2 is 512 minutes,

169
product-3 is176 minutes, and product-4 is 82 minutes. But the average
throughput time for the implementedlean layout for product-1 is 10 minutes,
product-2 is 20 minutes, product-3 is15 minutes, and product-4 is
12 minutes.It seems a drastic amount of time difference exists between these
two layouts.So this lean layout production system helps the manufactures to
produce the small order quantity with minimal throughput time.
8.2 COMPARISON OF STANDARD MINUTES VALUE (SMV)
A focused research is done on analyzing Standard minutes value
(SMV) on each productbetween two different layouts.As compared with
current production system the SMV in thelean layout is reduced significantly.
In the lean layout, the reduced SMV has been achieved by merging some of
the operation (as number of operations reduce the individual sewing
allowance for each operation will also be reduced)with other and removing
few of the non-value added activities from the current VSM.For example in
Product-1(Men’s T-Shirt)“front and back matching” and “shoulder joining”
operations are combined, “neck rib join” and “thread cut” are combined, like
wise “back neck elastic tape join” and “top stitch on back neck elastic” are
combined. “Shoulder cut mark” operation is completely removed from the
existing process.
In Product-2(Men’s shirt)the operations like “crease the collar”,
“trim the cuff”,“crease the patch piece”,“top stitch over the shoulder” are
combined with theirsubsequent operations and “crease the collar band” is
removed completely from the existing production system which reduces the
SMV level.
In Product -3(Men’sknitted trouser)“sew side seam panels” and
“top stitch” are merged,“top stitch on front fly”and“sew front and back rise”
are merged,“decorative top stitch making” and “attachment“ are merged,and

170
“invert out” and “elastic join” are merged. Because of this merging of
operations, reduction in SMV level is achieved from the current VSM.
In Product -4(knitted under wear),operations like “loading”, “panel
matching” and “trimming” are removed completely from the existing
VSM.“preparation of size label” and “attachment of size label “ are merged,
“attachment of gusset” and “over locking on the gusset” are merged,“close the
right side seam” and “trimming of extra threads” are merged, and “main label
attachment” and “trimming of extra thread on the main label” are merged.
The following graph (Figure 8.5) indicates the level of reduction in
SMV between existing PBS layout to lean layout for all four products.
Figure 8.5 Comparison of SMV between existing layout to lean layout
The above graph shows that because of lean layout there would be
a reduction in SMV about 36.6% from the existing level for Product-1,
13.98% reduction from the existing level for Product-2, 8.9% reduction from
the existing level for Product-3 and 36.25% reduction from the existing level
for Product-4.The SMV reduction is achieved due to combining
fewoperations together, eliminating the non-value added operation,
elimination of bundle allowance and minimizing the personal fatigue

171
allowance level from the current VSM. Due to continuous improvement
(Kaizen) in the process we can still minimize the product cycle time.
8.3 COMPARISON OF WIP LEVEL
A focused research is done on analyzing changes in WIP level
between current VSM to revised VSM for all the product line. The researcher
has collected average WIP data for 7 working days during the production. As
compared with current production system the WIP level in revised module is
reduced significantly. In revised system, this has been achieved by combining
the work stations, implementing single piece flow principle,implementing
cellular layout and introduction of multi skilled operators instead of regular
operator,removal of few of the non-value added activities in the revised value
stream mapping etc..The following graph (Figure 8.6) indicates the
comparison of WIP level between current VSM to revised VSM for all the
product line. For product-1 the average WIP level is 19 and 2.5,for product-2
the average WIP level is 19.5 and 3.8, for the product-3 the average WIP level
is 20.8 and 4.6 andfor product-4 the average WIP level is 18.5 and 5.
Figure 8.6 Comparison of Avg. WIP level between current VSM to
revised VSM

172
This data shows that there would be higher level of reduction in
WIP from current VSM.This would support the manufacturer to minimize the
production cost particularly for short run orders.
8.4 COMPARISON OF NUMBER OF OPERATIONS
The number of operations required to complete a garment is
reduced in all the garment products from the current VSM to revised
VSM.Those operations which do not add any value to the garment are
eliminated and some of the operationsare combined together in such a way so
as to minimize the SMV level. The following graph (Figure 8.7) shows the
number of operationsin existing layout and revised layout.
Figure 8.7 Comparison of number of operation between existing layout
to lean layout
From the above graphs it is understood that there would be a
significant level of reduction in number of operations involved in the
production process between the current VSM to revised VSM.In current VSM
the number of operations of Product-1, product-2, product-3 and product-4 are
29, 41, 21, 16 respectively.In revised VSM the number of operations of product-

173
1, product-2, product-3, and product-4 are16, 37,17,8 respectively. This reduced
number of operations in revised VSM supports the manufacturer to minimize the
operator allocation and space reduction from the current VSM.
8.5 COMPARISON OFNUMBER OF OPERATORS
In case of batch production, there used to be one operator in each
machine and one additional person who can work at least in two to three
operations for balancing the flow called floaters. The job of this extra operator
(floater) is to support in critical operations and minimize operational
bottlenecks. In addition to that,helpers will be there for WIP movement
whereasthe automatic WIP conveyors are not available.As per the Lean
principle the number of operators in cellular layout will be lesser than the
number of work stations, which means each operator is responsible for more
than one work stations.Since there won’t any bundle movement in the cellular
layout, there won’t be any bundle handling allowancein the revised VSM.
Whereas in the case of single piece flow the operators are allocated as per
standard minute value (SMV) in each cell and they will balance the work
according to their need. In addition to that, the rotation of operators is defined
by the SAM and situation of WIP.
In PBS layout, the machine operators who complete their targets
cannot extend their support for othersbottleneck operations. Even though they
are idle, there is no mechanism available to engage them. Due to this situation
there will be an unexpected fluctuation in WIP level.But in lean layout, the
operators who finish their task are advised to share the work load of others.
The work ergonomics also supports this scenario in such a way that each team
will be given one or two additional machines for these kinds of activities.
Since productivity is measured in terms of team efficiency instead individual
efficiency (unlike in current VSM), the work load will be shared
automatically in lean layout.

174
The following graph (Figure 8.8) indicatecomparative study of
operator’s allocation for the production of 100 pieces per hour in all product
lines (Product-1, Product-2, Product-3 and Producst-4) between the current
VSM and revised VSM.
Figure 8.8 Comparison of number of operator between existing layout
to lean layout
In the Lean layout, for producing 100 pieces per hour , man power
reduction from the current layout for Product-1(Men’s T.Shirt) is 38%,
Product-2(Men’s woven shirt) is 52%, Product-3(knitted bottom) is 23.5%
and for Product -4(under wear) is 55%.The number of operators needed to
complete a job is reduced by eliminating non-value added operation from the
existing production layout. Similarly there is no need of quality checkers after
each section, because quality checkers cannot control the quality of work
performed before checking. In the current layout, quality checkers are
working as the postmen; they can givefeedback about the produced parts but
cannot add any value to the product. In case of lean layout the operators are
communicated about the required quality standards and specification. In this
way if the operator has any confusion or problem during production, he/(she
should clear it before working on it. This helps to minimize the rework level,

175
which ultimately increase productivity. In addition to that, because of reduced
WIP level in lean layout, helpers count also reduced.
8.6 COMPARISON OF PRODUCT DEFECT LEVEL DUE TO 5S
TOOL
As mentioned in the methodology chapter, the 5S tool has been
implemented in lean layout. After implementation of 5s tool the researcher
analyzed whether 5s tool minimized the defect level in lean layout, since most
of the products defects are due to improper work ergonomics and work place
management .To analyze this, the researcher selected two product lines such
as Product-1 and Product-3. Product defects rate (an average of 10 reading)
has been recorded for a weeks time without 5s implementation. The same
defects rate has been recorded with 5s implementation for the same duration.
The differences between the recorded defects are analyzed through T Test
statistically.
Table 8.1 Analysis of defect reduction due to 5S tool for product-1
S.No
Average sewing defects level per 100 pcs without
5S implementation
Average sewing defects level per 100 pcs with 5SImplementation
1 7.0 4.02 12.0 2.03 9.0 4.04 6.0 4.05 8.0 5.06 9.0 2.07 11.0 6.08 9.0 4.09 9.0 5.0
10 11.0 4.0

176
The above table stats that the 5S implementation reduced the defect
level. To authenticate the result the researcher has adopted “T.Test” in the
research.
Table 8.2 T-test output-group statistics
5s Tool N Mean Std. Deviation
Std. Error Mean
Garment defect/100 pcs
before 5s 10 9.1000 1.85293 .58595After 5s 10 4.0000 1.24722 .39441
Table 8.3 Independent samples test
Levene's Test
for Equality of
Variances
t-test for Equality of Means
F Sig. T dfSig.
(2-tailed)
Mean
Difference
Std.
Error
Differenc
e
95% Confidence
Interval of the
Difference
Lower Upper
Garment
defect/100
pcs
Equal
variances
assumed
1.277 .273 7.221 18 .000 5.10000 .70632 3.61608 6.58392
Equal
variances not
assumed
7.221 15.766 .000 5.10000 .70632 3.60086 6.59914
The first table 8.2 stats that the mean defect level for 100 pcs
without 5s implementation is 9.1 with a standard deviation of 1.85 and with
5s implementation it is 4.0 with a standard deviation of 1.15.

177
The second Table 8.3 gives the t value with degree of freedom,
significance level and 95% confidence interval for the mean .The significance
value is 0.00(p value), which is lesser than 0.05(alpha). Therefore, we reject
the null hypothesis and the conclusion is defect level with 5s implementation
is lesser than without 5s implementation.
Table 8.4 Analysis of defect reduction due to 5s tool for product-3
S.No
Average sewing defects level per 100 pcs without 5s
implementation
Average sewing defects level per 100 pcs with 5s Implementation
1 12.0 2.0
2 11.0 4.0
3 14.0 3.0
4 10.0 3.0
5 12.0 5.0
6 14.0 2.0
7 9.0 3.0
8 12.0 4.0
9 13.0 2.0
10 9.0 3.0

178
Table 8.5 T-Test output-group statistics
5s Tool N MeanStd.
Deviation Std. Error
MeanGarment
defect/100 pcs before 5s 10 11.6000 1.83787 .58119
After 5s 10 3.1000 .99443 .31447
Table 8.6 Independent samples test
Levene's Test for Equality of Variances
t-test for Equality of Means
F Sig. T DfSig. (2-
tailed)
Mean Difference
Std. Error Difference
95% Confidence Interval of the
Difference
Lower Upper
Garment defect/100 pcs
Equal variances assumed
4.135 .057 12.863 18 .000 8.50000 .66081 7.11169 9.88831
Equal variances not assumed
12.863 13.854 .000 8.50000 .66081 7.08130 9.91870
The first Table 8.5 stats that the mean defect level for 100 pcs
without 5s implementation is 11.6 with a standard deviation of 1.83 and with
5s implementation it is 3.1 with a standard deviation of 0.99.
The second Table 8.6, gives the t value with degree of freedom,
significance level and 95% confidence interval for the mean .The significance
value is 0.00(p value) ,which is lesser than 0.05(alpha). Therefore, we reject
the null hypothesis and the conclusion is defect level with 5s implementation
is lesser than without 5s implementation.

179
8.7 ANALYSIS OF PRODUCTIVITY IMPROVEMENT DUE TO
KAIZEN IMPLEMENTATION
As mentioned in the methodology chapter, the Kaizen tool has been
implemented in the form of work aid introduction and method modification in
lean layout.After implementationof Kaizen tool the researcher analyzed
whether the kaizen tool has minimized the production cycle time in the lean
layout.To analyze this, the researcher has selected two product lines such as
Product-1 and Product-4. Without kaizen implementation the production data
has been recorded for a week. With Kaizen implementation the production
data of each module has been collected once in a week for 3 subsequent
weeks from the date of implementation of Kaizen. The differences between
the recorded data have been analyzed to identify the reduction of production
cycle time due toKaizen implementation.
Table 8.7 Analysis of hourly production improvement due to Kaizen
tool for product-1
S.No Week1(Qty) Week3(Qty) 1 265.0 280.0
2 258.0 291.0
3 246.0 277.0
4 263.0 293.0
5 248.0 288.0
6 254.0 286.0
7 261.0 292.0
8 251.0 290.0
9 261.0 285.0
10 267.0 274.0

180
The Table 8.7 stats that the hourly production has improved from
week1 to week 3 due to kaizen tool. To authenticate the result the researcher
has adopted “T.Test” in the research.
Table 8.8 Output -group statistics
week N Mean Std. Deviation
Std. Error Mean
hourlyproduction
week1 10 257 7.29079 2.30555
Week3 10 285 6.58618 2.08273
Table 8.9 Independent Samples Test
Levene's
Test for
Equality of
Variances
t-test for Equality of Means
F Sig. T Df Sig. (2-
tailed)
Mean
Difference
Std. Error
Difference
95% Confidence Interval of the
Difference
Lower Upper
hourly
production
Equal
variances
assumed
.295 .594 -9.076 18 .000 -28.20000 3.10698 -34.72753 -21.67247
Equal
variances
not
assumed
-9.076 17.817 .000 -28.20000 3.10698 -34.73233 -21.66767
The first Table 8.8 stats that the mean hourly production per hour in
week 1 is 257 with the standard deviation of 7.29 and in mean hourly
production per hour in week 3 is 285 with a standard deviation of 6.58.

181
The second Table 8.9, gives the t value with degree of freedom,
significance level and 95% confidence interval for the mean .The significance
value is 0.00(p value) ,which is lesser than 0.05(alpha).Therefore ,we reject
the null hypothesis and the conclusion is Hourly production in week 3 is
higher than week 1.
Table 8.10 Analysis of hourly production improvement due to Kaizen
tool for product-4
S.No-1 Week1(Qty) Week3(Qty)
1 185.0 200.0
2 190.0 212.0
3 188.0 223.0
4 175.0 212.0
5 178.0 207.0
6 189.0 207.0
7 182.0 214.0
8 175.0 200.0
9 178.0 210.0
10 180.0 220.0
The first Table 8.10 states that the hourly production has improved
from week1 to week 3 due to kaizen tool. To authenticate the result the
researcher has adopted “T.Test” in the research.

182
Table 8.11 Output-Group Statistics
week N MeanStd.
Deviation Std. Error
Mean
hourlyproduction
week 1 10 182 5.69600 1.80123
week 3 10 210.5 7.51665 2.37697
Table 8.12 Independent samples test
Levene's Test for
Equality of Variances
t-test for Equality of Means
F Sig. t Df Sig. (2-
tailed)
MeanDifference
Std. Error Difference
95% Confidence Interval of the
Difference
Lower Upper
hourly production
Equal variances assumed
.297 .592 -9.556 18 .000 -28.50000 2.98236 -34.76570 -22.23430
Equal variances not assumed
-9.556 16.773 .000 -28.50000 2.98236 -34.79871 -22.20129
The first table 8.11 states that the mean hourly production per hour
in week 1 is 182 with the standard deviation of 5.6 and in mean hourly
production per hour in week 3 is 210.5 with a standard deviation of 7.5.
The second table 8.12, gives the t value with degree of freedom,
significance level and 95% confidence interval for the mean .The significance
value is 0.00(p value), which is lesser than 0.05(alpha). Therefore, the null
hypothesis is rejected and the conclusion is hourly production in week 3 is
higher than week1.

183
From the above analysis, it is understood that the Kaizen tool has
done remarkable improvement in the production efficiency for product-1 and
product-4.
8.8 COMPARISON OF STYLE CHANGE OVER TIME
The researcher believed that the lean layout will reduce the
changeover time. So an investigation of changeover time comparison between
the current layout andlean layout has been done. For that the researcher has
chosen Product-1 as well as Product-2 production layout. In Lean layout the
product-2(men’s shirt)is replaced by new woven men’s top (Casual shirt). The
production setting time for this replacement is analyzed in minutes. The same
replacement procedure is done on the current PBS layout.
In the same way, in Lean layout the product-1(crew neck T-Shirt) is
replaced by new polo T-Shirt. The production setting time for this
replacement is analyzed in minutes. The same replacement procedure is done
on the current PBS layout.
Figure 8.9 Comparison of change over time between current layout to
revised layout

184
The statistics in the graph above indicates that there is a significant
amount of changeover time reduction in lean layout from current PBS layout.
In lean layout there is a 42% of reduction in changeover time in Product-1 and
41% of reduction in Product-2.
8.9 ANALYSIS OF SEWING MACHINE PERFORMANCE DUE
TO TPM IMPLEMENTATION
As mentioned in the methodology chapter, the TPM tool has been
implemented in selected lean layout.The researcher is interested to find the
influence of TPM on performance efficiency of the sewing machine. So four
machines from three modules of Product-1 are taken for this study. The
average break down of sewing machine per day due to maintenance related
problems areanalyzed before implementing TPM tool. With the average break
down data, the performance efficiency of the sewing machine is calculated.
The same performance efficiency of the sewing machine is calculated after
TPM tool implementation. Both the calculated data are plotted in the
following graph.
Figure 8.10 Influence of TPM tool on performance efficiency of the
sewing machine

185
The statistics in the graph above indicates that the influence of
TPM tool has significantly increases the sewing machine performance in all
the cases.Because of the TPM tool implementation, the operator gets
additional skills of troubleshooting of sewing machines, basic maintenance
and lubrication. Due to this the operator will not expect help from
maintenance team which reduces the sewing machine idle time significantly,
whereas the actual maintenance team will be involved in other development
tasks.
8.10 ANALYSIS OF INTERACTION EFFECT OF KAIZEN AND
TPM ON LEAD TIME
The researcher has analyzed the interaction effect of TPM and
Kaizen on lead time reduction at Cellular layout .The study is conducted for
analyzing production lead time for making 100 pieces of product -2 garments.
Two way ANOVA tool is utilized to study the same. For that ,two level of
experiment is executed and for each level combination the experiment is
replicated five times. The following tables indicate the details of experiment
Table 8.13 Interaction effect of Kaizen and TPM on lead time Product-2
Production lead time for 100 pcs of garment
Without TPM With TPM
Without Kaizen 55,58,55,49,51 31,28,33,29,30
With Kaizen 32,29,32,34,29 20,18,19,22,25
The tests Hypotheses are as follows
Ho: There is no interaction effect between TPM and Kaizen on Lead
time
H1: Interaction effect is exist between TPM and Kaizen on Lead time

186
Between-Subjects Factors
Value Label N
Kaizen 1 Without 10
2 With 10
TPM 1 Without 10
2 With 10
Table 8.14 Tests of between-subjects effects
Dependent Variable:Lead time for 100 pcs production
Source Type III Sum of
Squares df Mean Square F Sig.
CorrectedModel
2903.350a 3 967.783 133.949 .000
Intercept 23052.050 1 23052.050 3.191E3 .000
Kaizen 1428.050 1 1428.050 197.654 .000
TPM 1264.050 1 1264.050 174.955 .000
Kaizen * TPM 211.250 1 211.250 29.239 .000
Error 115.600 16 7.225
Total 26071.000 20
CorrectedTotal
3018.950 19
a. R Squared = .962 (Adjusted R Squared = .955)
The output (Table 8.14) states that the F value against Kaizen,TPM
and Kaizen*TPM is 197,174 and 29.23 respectively and the significance (p
value) is 0.000 in all the cases. Since the p value is less than 0.01, it is

187
concluded that Kaizen tool implementation on lead time for making 100 pcs is
significant. Similarly with TPM tool implementation on lead time for making
100 pcs is significant. The interactive influence of Kaizen and TPM on lead
time for making 100 pcs is also significant. So it is umderstood that the
interaction effect exists between TPM and Kaizen on Lead time for making
100 pcs of garments.
The above said similar experiment is repeated for Product -4 also.
Table 8.15 Interaction effect of Kaizen and TPM on Lead time product-4
Production lead time for 100 pcs of garment
Without TPM With TPM
Without Kaizen 45,47,51,48,52 32,29,29,31,30
With Kaizen 35,32,33,31,30 18,21,20,29,22
The tests Hypotheses are as follows
Ho: There is no interaction effect between TPM and Kaizen on Lead
time
H1: Interaction effect is exist between TPM and Kaizen on Lead time

188
Table 8.16 Tests of between-subjects effects
Dependent Variable: Lead time for 100 pcs production
Source Type III Sum of Squares
dfMean
Square F Sig.
CorrectedModel
1862.950a 3 620.983 79.613 .000
Intercept 22111.250 1 22111.250 2.835E3 .000
Kaizen 1022.450 1 1022.450 131.083 .000
TPM 756.450 1 756.450 96.981 .000
Kaizen * TPM 84.050 1 84.050 10.776 .005
Error 124.800 16 7.800
Total 24099.000 20
CorrectedTotal
1987.750 19
a. R Squared = .937 (Adjusted R Squared = .925)
The output indicates, that the F value against Kaizen, TPM and
Kaizen*TPM is 131,96.98 and 10.776 respectively and the significance
(p value) is 0.000 in all the cases. Since the p value is less than 0.01, it is
concluded that with kaizen tool implementation on lead time for making
100 pcs is significant .Similarly with TPM tool implementation on lead time
for making 100 pcs is significant. The interactive influence of Kaizen and
TPM on lead time for making 100 pcs is also significant.So it is understood
that the interaction effect exists between TPM and Kaizen on Lead time for
making 100 pcs of garments.

189
8.11 COMPARISON OF INTERNAL TRANSPORTATION
In garment industry one of the crucial activities is internal
transportation. Basically improper internal transportation will lead to delay in
material flow between the cutting section to sewing section. After extreme
brain storming it was found that the material flow line contains various non-
value added activities at ABC in the current VSM.In general fabric will
besupplied from the fabric store and the fabric store should be maintained in
the central place of the factory. But in most of the factories including ABC,
this fabric store is kept completely away from the production floor .There is
no modern fabric storage devices availableto store the fabric effectively. This
in turn affects the fabric internal transportation. The Figure 8.11 shows the
current map of process layout from cutting section to sewing section.
In general the fabric from fabric store will be transferred to the
cutting section, then numbering and then bundling section. In ABC, the
distance between the fabric cutting sections to numbering section is 20ft and
the numbering section to sewing section is 20 ft. All together fabric from
cutting section to sewing section will have a distance of 40 ft.
For transporting 100 Pieces of fabric in the existing layout =30 sec
Loading & unloading time=40 sec
Totally 70 sec is taken for transferring 100 Pcs of fabric from
cutting section to sewing section.
Total No of pieces to be produced for 10 days with the
Current VSM layout is = (59,000/100)*70=41300 Sec

190
Figure 8.11 Internal transport distance between cutting to sewing
section in current VSM
For overcoming improper internal transportation in garment
industry, Pilot Lean layout model has been createdfrom cutting section to
sewing section. In this model, two cutting sections are created and the fabric
store is placed in between these two cutting section, which enables the cut
panels quickly reach the sewing section without any problem.
In addition to that the time to travel from cutting section to sewing
section is minimized to 15 sec.The following Figure 8.12 depicts the above
mentioned lean layout

191
Figure 8.12 Pilot lean layout for internal transportation
For taking 100 pcs of fabric in the existing layout=15 sec
Loading & unloading time=40 sec
Total 55 sec for transferring 100 Pieces of fabric from cutting
section to sewing section.
Total No of pieces to be produced for 10 days with the
Lean layout is = (59,000/100)*55=32450 sec.
The following graph indicates the comparison of time taken for
internal transportation in current VSM and revised VSM.

192
Figure 8.13 Comparison of material movement between current VSM to
Revised VSM
8.12 COMPARISON OF MATERIAL MOVEMENT WITHIN
SEWING LINE
In addition to the comparative study on internal transportation
between the cutting section to sewing section in both the layouts, the
researcher is interested to investigatethe material movement within the sewing
department before and after implementation of lean production system.For
that the researcher has taken 10 different reading on the internal movement of
material within sewing department before and after lean implementation.
Since the number of machines has been reduced from the current
VSM to revised VSM, the transportation of material movement between the
machines is also reduced significantly. The following chart indicates the
difference graphically.

193
Figure 8.14 Comparison of product wise material movement between
current and revised VSM
8.13 COMPARISON OF OPERATOR SKILL LEVEL
IMPROVEMENT
Skill matrix will define the capacity level of each operator skills
against various operations. In current VSM, on an average each operator has
skills on 1 to 2 operations, but in the revised VSM, on an average each
operator has skills on 4 to 5 operations which is technically defined as “multi
skilling”. The following Figure depicts the differences in skill level between
current and revised VSM .

194
Figure 8.15 Operator skill level comparison between existing VSM to
revised VSM in product -1
Figure 8.16 Operator skill level comparison between existing VSM to
revised VSM in product -2

195
Figure 8.17 Operator skill level comparison between existing VSM to revised VSM in product -3
Figure 8.18 Operator skill level comparison between existing VSM to
revised VSM in product -4
The above graphs indicate that revised layout has significantly
increases the operator’s skill level. The average skill level of an operator in
the revised lean layout is around 5 as compared with 1 or 2 in the existing

196
layout. Due to multi skilling, there are so many improvements such as
Optimization in the material flow and Operator getting co-operator support
during back logging.
8.14 COMPARISON OF PROCESS RATIO
A comparative analysis is carried out towards the process ratio
between current VSM to future state VSM (Lean layout). The process ratio is
the difference between the value added time to total process time. In the lean
layout, non-value added activities are removed larger extend by merging
some of the operation (as number of operations reduced the individual sewing
allowance for each operation will also be reduced) with other, removing few
of the non-value added activities from the current VSM, and implementation
of kaizen, TPM and 5s tools have reduced the non-value added activities still
further.
The following graph (Figure 8.19) indicates the comparison of
process ratio between the all the selected products line.
Figure 8.19 Comparsion of process ratio

197
As compared with current production system the process ratio has
increased in revised system such as, In product -1 the process ratio has
increased 4.64 times from the current VSM, Product -2 process ratio
increased 6.2 times, in product -3 the process ratio increased 4.5 times from
the current level, in product -4 process ratio has increased 3.5 times from the
current level..
8.15 COMPARISON OF INFORMATION FLOW
In existing layout the production line is very long, starting from
preparatory to the end of assembly. Because of this, communication and
information flow is difficult and for each and every thing supervisor has to
walk around the line frequently. In case of new layout (cellular layout) the
information flow is effective and quick. Because, the group of people who are
in the same cell, works in compact area where each operator is indirect
contact with other operator of the cell and they know each other’s job inside
the cell. This makes information flow fast and accurate. Whereas this cannot
be achieved in long PBS layout; where one operator is in contact with only
two operators (one operator before and one operator after his operation) so
neither he can give any suggestion nor he knows the issues of other operation
i.e. workers are not participating in each other’s work, rather working
independently.

198
8.16 OPERATOR MOTIVATION
In new layout, operators are motivated because all operators are working in multiple operations in rotation. So there is no arguing that someone is doing a difficult operation and others are working in easier operations. On the other hand, this is not possible in batch production because of specific allocated work for the whole day. Similarly, in case of new layout, operators are treated as a group inside the cell so their combined effort is to do better and produce more. Likewise, operators cannot work carelessly because they will be immediately caught by the next operator inside the cell, so the combined result of all these factors motivates them to do better in each step.
8.17 SUMMARY
In this chapter comparison of various process parameters are analyzed before as well as after implementation of lean tools in the selected product line. The comparison parameters are throughput time, SMV, WIP level, number of operator requirement for producing same quantity of garment,style changeover time, product defect level,product lead time,materialmovement,processratio,etc.
After implementation of lean tools, results observed are highly encouraging. The production cycle time decreased by 35% for T.Shirt and 14% decreased in men’s woven shirt. WIP level reduced by 86% for T.Shirt, 80% for men’s woven shirt and 77% for knitted trousers. Number of operatorsrequired to produce equal amount of garment decreased by 41% for T.Shirt, 30% for men’s Shirt and 23% for knitted trousers. Rework levelreduced by 50% for T.Shirt and 70% for knitted trousers. Style change over time has reduced by 57% for T.Shirt and 50 % for men’s shirt. Average machine down time reduced by 83% from the existing level due to implementation TPM tool and other positive improvements are gained due to the lean tool implementation