CHAPTER 6 EVOLVING JIT IMPLIMENTATION...
52
131 CHAPTER – 6 EVOLVING JIT IMPLIMENTATION STRATEGIES This chapter has been presenting the inferences drawn from literature, empirical study carried out in Indian manufacturing industry and case study conducted in the manufacturing organization. Inferences drawn from the survey and case study have been synthesized to evolve critical success factors for strategic JIT implementation for Indian Manufacturing industries. The SWOT analysis of JIT implementation in Indian industries has also been presented in this chapter. 6.1 Strategies and success factors for overcoming challenges in JIT implementation in Indian manufacturing industry 6.1.1 Just in time manufacturing JIT is a method of production that developed out to evolve a defect free process (see Chen and Podolsky, 1996). Horngren and Forster (1987) identified four major objectives of JIT i.e., elimination of all process/activities that do not add value to product or service, high level of quality, continuous improvement in the efficiency of process/activity and stress on simplification and increased visibility to identify process/activities that do not add value. Whereas according to Alawode and Ojo (2008) the JIT philosophy is founded upon three fundamental principles, elimination of waste, continuous quality improvements and encouragement of workers participation in operations planning and execution. JIT is a Japanese-developed manufacturing philosophy emphasizing excellence through the continuous elimination of waste and improvement in productivity (Fullerton and McWatters, 2002). The primary motivation for adopting JIT practices has been to reduce and ultimately eliminate waste, enhance the quality of the product and improve delivery efficiency (Ahmad et al., 2003). Peters and Austin (1995) suggested that reduction of buffer inventory between process means closer integration and synchronisation is required. The waste is anything belongs to the production process that does not add worth to the final product. Thus, waste includes quality defects, inventories of all kinds, time spent to move material and time spent setting up machines (Demmy and Gordon, 1988). Peters and Austin (1995) suggested that reduction of waste or buffer inventory between process means closer integration
Transcript of CHAPTER 6 EVOLVING JIT IMPLIMENTATION...

131
CHAPTER – 6 EVOLVING JIT IMPLIMENTATION STRATEGIES
This chapter has been presenting the inferences drawn from literature, empirical
study carried out in Indian manufacturing industry and case study conducted in the
manufacturing organization. Inferences drawn from the survey and case study have been
synthesized to evolve critical success factors for strategic JIT implementation for Indian
Manufacturing industries. The SWOT analysis of JIT implementation in Indian
industries has also been presented in this chapter.
6.1 Strategies and success factors for overcoming challenges in JIT
implementation in Indian manufacturing industry
6.1.1 Just in time manufacturing
JIT is a method of production that developed out to evolve a defect free process
(see Chen and Podolsky, 1996). Horngren and Forster (1987) identified four major
objectives of JIT i.e., elimination of all process/activities that do not add value to
product or service, high level of quality, continuous improvement in the efficiency of
process/activity and stress on simplification and increased visibility to identify
process/activities that do not add value. Whereas according to Alawode and Ojo (2008)
the JIT philosophy is founded upon three fundamental principles, elimination of waste,
continuous quality improvements and encouragement of workers participation in
operations planning and execution. JIT is a Japanese-developed manufacturing
philosophy emphasizing excellence through the continuous elimination of waste and
improvement in productivity (Fullerton and McWatters, 2002). The primary motivation
for adopting JIT practices has been to reduce and ultimately eliminate waste, enhance
the quality of the product and improve delivery efficiency (Ahmad et al., 2003). Peters
and Austin (1995) suggested that reduction of buffer inventory between process means
closer integration and synchronisation is required. The waste is anything belongs to the
production process that does not add worth to the final product. Thus, waste includes
quality defects, inventories of all kinds, time spent to move material and time spent
setting up machines (Demmy and Gordon, 1988). Peters and Austin (1995) suggested
that reduction of waste or buffer inventory between process means closer integration

132
and synchronisation is required. Toyota Production system has given three broad types
of waste and these are Muda, Mura and Muri. The notion of JIT production was
described by Taiichi Ohno, the godfather of Toyota production system, as All we are
doing at the time line from the moment the customer gives us an order to the point when
we collect the cash and we are reducing that time line by removing the non-value-added
wastes (Liker, 2004).Many researchers have investigated the performance measures and
obstacles faced by an organisation while implementing JIT. Claycomb et al. (1999) in
his research work found that most commonly cited theoretical advantage of JIT is
inventory reduction. But reduction of waste is listed as the most important benefit of
JIT. Waste may be of raw material, waste during production or process and waste of
finished goods. Unlike traditional forms of manufacturing, where fabrication or
assembly takes place on the basis of materials availability (Mullarkey et al., 1995), JIT
is a ‘pull’ system of production where manufacturing only takes place when there are
needs from downstream operations and specific demands from customers. Thus, a major
aim of JIT is to produce and deliver final products just in time to be sold, subassemblies
just in time to be assembled into final products, fabricated parts just in time to go into
subassemblies and purchased materials just in time to be converted into fabricated parts
(Schonberger, 1982a). According to Davy et al. (1992) JIT production includes
following factors: focused factory; reduced setup times; group technology; total
preventive maintenance; uniform workloads; kanban; total quality control; quality
circles. The basic benefit of this manufacturing system is its ability to enhance the
organisation’s ability to compete with others, since with JIT, optimal process can be
developed for the firms. JIT also increases efficiency within the production thus reduces
costs of production also and it reduces waste of men machine, materials, time and effort.
A number of other benefits of JIT such as straitening firm’s culture and values,
improved coordination and relationship of supplier’s, reduction in inventory levels,
more product variety/flexibility, reduction in setup time, better maintenance of
equipment and machinery, delivery compliance and quality improvements.
Despite these benefits, the implementation of JIT production system in the third
world countries is limited because of several operational and systemic deficiencies.
Clark and Mia (1993) listed following difficulties in implementation of JIT like supplier
or customer inflexibility, staff resistance to change in existing systems, difficulties or

133
unexpected costs in the reorganisation of production facilities, prohibitive capital
requirements.
6.1.2 Obstacles to JIT implementation
The literature has revealed that that implementation of JIT is not an easy task by
any means. The failure of JIT implementation is due to lack of a support system to
facilitate learning and transform learning into effective diffusion of the practices of JIT
(Ahuja and Khamba, 2008). It has been found that many of the organisations that tries to
implement initiatives faces difficulties and are not able to achieve the required benefits.
The failure of an organisation to implement a JIT program successfully has been
imputed to the various obstacles that include lack of management support and
understanding, lack of sufficient/proper training, failure to allow sufficient time for the
evolution (Bakerjan, 1994). Some of the major problems in JIT implementation include
partial implementation of JIT, overly optimistic expectations, lack of cooperation from
vendors in a form of inconsistent timing and quantities of deliveries, lack of resources to
invest in direct linkages with vendors, the unwillingness of workers to perform multi-
tasks, management’s resistance to sharing operational power with employees, lack of
management confidence in hourly workers’ commitment to the organisation; and the
lack of accurate forecasting system (Yasin et al., 2004). The intensity of problems
associated with materials and information flow has been reduced in effectively
implemented JIT manufacturing system. On the other hand, new problems for employee
used to arise when any new system or technology is introduced. This phenomenon is in
keeping with ‘socio technical’ theories (Susman and Chase, 1986) and anecdotal
descriptions of JIT implementation problems have suggested that it may occur
frequently (Bailey and Rose, 1988; Heiko, 1989; Hendrick, 1988; Majchrzak, 1988). For
example, employees in a JIT system are highly dependent both on other group members
and on reliable systems for information exchange (Ahuja and Khamba, 2008).
Additionally, Employee has to perform wider range of job functions when they move
from a functional layout to a cellular JIT layout. Thus, we anticipated that some
performance obstacles, such as material delivery, would decrease with JIT, while others
– such as interdependence caused by waiting for co-workers to complete preceding
procedures – would increase (Ahuja and Khamba, 2008).

134
6.1.3 Success factors for successful JIT implementation
In today’s manufacturing environment, the manufacturing organisation is
considered an open, productive, dynamic information system (Yasin and Wafa, 1996).
So in a highly competitive global business scenario, the aim of the manufacturing
organisation is long term survival. To survive, the manufacturing organisations must be
willing to make tactful adjustments consistent with the demands of its environment
(Yasin and Wafa, 1996). JIT is the one of techniques used by manufacturing
organisations to remain competent with their rivals.
It is clear from the research that a JIT philosophy has the potential for increasing
organisational efficiency and effectiveness. Specifically, the following potential benefits
of JIT are cited in the literature: lower materials and finished goods inventory levels
(Clark and Mia, 1993), very low work-in-process inventories (Clark and Mia, 1993),
reductions in materials handling costs (Clark and Mia, 1993), eliminate waste in
production and material (Natarajan, 1991; Tesfay, 1990), improves communication
internally (in the organisation) and externally (between the organisation and its
customers and vendors (Inman and Mehra, 1991).
Successful application of the JIT manufacturing is assumed to lead to
improvements in both financial and non-financial performance such as lower production
costs, higher and faster throughput and improved product quality and on-time delivery
of products, which should ultimately result in improved profitability (Fullerton et al.,
2003). It has been argued by many that adoption of JIT philosophy might lead to
improved operations in an organisation but does not necessarily always result in higher
profitability (Johnson and Kaplan, 1989) particularly over a short term period. Cooper
(1987) explained that by implementing JIT companies should not expect financial
benefits over a short term period but they could instead learn from the Japanese
counterparts who stress more on stability, long-term reliability and growth. Johnson and
Bröms (2000) reveal in his work that it is Toyota’s manufacturing practices that
promote growth and stability over the long run and not the achievement of short-run
financial targets that contribute to its stable performance. Thus, the focus on financial
performance alone is not sufficient for firms to survive and excel in today’s market (Isa,
2011). Some of the benefits reported by Yasin et al. (2004) are reduction in work-

135
in-process inventory, improved material flow and throughput, reduced lead-times,
improvement in the quality level of incoming material, less paperwork, significant
reduction in rejects of outgoing final products/services and reduction in the number of
grievances filed by workers.
In manufacturing, JIT has been credited with many holistic benefits. These
benefits include reduced inventory levels; reduced investment in inventory; improved
quality of incoming materials; and consistent high-quality products. Some additional
benefits of JIT that have been achieved in manufacturing firms are: improved
operational efficiency, uniform workstation loads; standardised components;
standardised work methods; cooperative relationships with suppliers; closer
collaboration with customers and improved customer satisfaction (Yasin et al., 2004).
Abdallah and Matsui (2007) suggested following performance measures of JIT and
these are on time delivery performance, flexibility to change volume, inventory turnover
and cycle time. Whereas Manoj (2011) observed that by implementing JIT various types
of inventories like raw material inventory, work in process inventory and finishes goods
inventory got reduced drastically in Indian manufacturing industries.
However, there have not been many references to strategic initiatives for
overcoming the limitations to successful JIT implementation in the Indian context. Thus
this study assumes significance since it lay stress on evolution of key success factors for
overcoming the obstacles to JIT implementation in the Indian manufacturing industry.
6.1.4 Challenges for JIT implementation in Indian manufacturing industry
… JIT is something that is already implemented in the industries of India
without much knowhow what JIT actually means (Telsan et al., 2006)
As the organisations across the world have faced stiff cut-throat competition in
the last three decades, the Indian industry too could not escape the brunt of globalisation
(Ahuja and Khamba, 2008). Due to entry of multinational companies since early 1990’s,
Indian manufacturing industry has also witness’s stiff competition in recent times.
Owing to opening up of the Indian economy from merely a regulated economy, the
manufacturing industry has been faced with uphill task of competing with the best in the
world (Ahuja and Khamba, 2008). The competition worldwide has been witnessed in

136
terms of lowering of costs, improved quality and products with high performance
(Chandra and Sastry, 1998).
Moreover reducing lead times and setup time, innovation times and controlling
inventories have lead to increasing demands on the organisation’s preparedness,
adaptability and versatility.
Indian manufacturing sector is one of the largest industrial powers of the word,
which has never been allowed to realise its potential due to the interference of
bureaucratic governments and protectionists (Kumar, 2010). Due to this Indian goods
are unable to compete with the product of other countries. Traditionally, Indian
manufacturing organisations have suffered from inherent problems like poor
responsiveness to changing market scenarios, low productivity, poor quality, poor cost
effectiveness of production systems, stubborn organisational character and structures,
uncertain policy regimes, low skill and knowledge base of employees, low production
automation, non-motivating work environments, high customer complaints, high utility
rates, high wastages associated with production systems, high labour rigidity, high
internal taxes and infrastructural glitches (Ahuja and Khamba, 2008). Challenge of cost
effective manufacturing strategies has to be adopted for staying competitive by Indian
industry (Chandra and Kodali, 1998). While implementing effective JIT manufacturing,
the Indian organisations have often been bothered with some problems and challenges
like difficulties to understand business economics, reluctance to change, worker’s
apprehensions of more work, management’s commitment and inability to realise the
same level of benefits as reaped by developed countries by imitating the JIT
implementation procedures and practices adopted abroad. Thus Indian manufacturing
organisations need to shed the sluggish character and move forward aggressively to
develop adapt proactive processes and practices for overcoming the inherent
deficiencies in manufacturing systems for harnessing distinct competencies in
comparison to their global competitors (Ahuja and Khamba, 2008). The present study
critically examines the factors effecting the implementation of JIT practices in Indian
manufacturing industry. Currently many models are undergoing failures and in this
situation this study is relevant. Implementation of JIT in Indian industry lead to an
enormous saving and creation of new productivity ethics which go in a long way to
strengthening of Indian economy (Singh and Garg, 2011). In addition to that Indian

137
industries become more competitive worldwide. But researchers have listed some issues
that can make or break the implementation of JIT manufacturing. Successful
implementation of JIT requires top management involvement and proper employee
training. Wakchaure et al. (2006) listed the major reasons pointed out for the slow
implementation by respondents are: Lack of information on JIT implementation, Lack
of justification for practicing JIT, Lack of assistance available from consulting firms and
government bodies, Lack of formal cross training program for workers, Problem in
maintenance time reduction, Initial high investment in layout improvement to suit JIT
requirements, JIT purchasing due to lack of infrastructure.
Venkatesh et al. (2007) listed the following difficulties in implementing JIT in
Indian: Lack of cooperation of suppliers in correctly supplied material, the lack of
resources to invest in direct linkages with vendors, Lack of formal cross training
programs for workers, Lack of formal training/education, Lack of cooperation from
vendors in the form of inconsistent lead times and capacity constraints imposed by
suppliers, Lack of an accurate forecasting system, Lack of strategic planning, Problem
in maintenance time reduction through machine, modification or replacement of existing
equipment, Quality problems with supplied material, Lack of cooperation of suppliers in
timing of supplied materials, Reduction in the levels of work load variability, Problems
with machines (Machine failures and reliability, Lack of information and
communication with suppliers, Inability to meet schedule, Lack of communication
between workers and management, Problem in line balancing, Lack of performance
measure, Problem in lead times reduction, Problems in layout modification, Lack of
team work spirit, Departmental conflicts, Poor quality. Whereas Malik et al. (2011)
listed following factors for the slow implementation of JIT: High cost of
implementation, Informal/casual quality auditing, On QC, lack of communication, Lack
of customer awareness on QC, Lack of employee participation, Lack of production
technology, Lack of support from workers, Lack of support from supervisors, Lack of
support from suppliers, Lack of support from designers, Lack of support from HRD,
Lack of support from R&D. Figure 6.1 elaborates the reasons for slow implementation
of JIT in Indian manufacturing industry.

138
Figure 6.1 Slow implementation of JIT in Indian manufacturing industries
6.1.5 Barriers to JIT implementation in Indian manufacturing industry
Some of the major organisational obstacles affecting the successful JIT
implementation in Indian manufacturing organisations include:
Organisation’s inability to bring about cultural transformation.
Lack of information on JIT implementation.
Ineffectiveness of top management to holistically implement change
management initiatives.
Lack of formal cross training program for workers.

139
Lack of commitment from top management and communication regarding JIT.
High initial investment in layout improvement to suit JIT requirements.
Lack of Infrastructure for JIT purchasing.
Lack of cooperation of suppliers to supply materials in time and frequently.
Lack of strategic planning.
Lack of Poka-yoke installation.
Inability to Kanban system installation.
Maintenance, machine failures and reliability.
The detailed observations regarding JIT implementation obstacles in Indian context are
listed below:
Obstacles regarding culture of an organisation: Culture of an organisation implies the
system of shared meaning, cooperating and the way one works and gets work done
under all circumstances. In every organisation there are some beliefs, norms, rituals,
actions, communication, ceremonies, behaviours, myths, sagas, activities, decision
making method, management style and practices that have been come into existence
over a period of time. Culture of an organisation plays a vital role in implementing JIT.
Figure 6.2 explain the barriers in implementing JIT due to culture on an organisation.
Figure 6.2 Obstacles related to culture of an organization

140
Obstacles related to employees involvement and commitment: The main aim of JIT is
to reduce waste and reduction or eliminate inventories. The reduction of inventory
between processes means closer integration and synchronisation is required between
workers. Due to this operators/worker’s latitude and freedom are reduced, creativity and
motivation may in turn also be reduced. Some of the issues that lead to barrier in JIT
implementation in an organisation are listed in Figure 6.3.
Figure 6.3 Obstacles related to employee’s involvement and commitment
Obstacles related to quality: The main aim of the quality control department is to make
sure that the level of defective parts leaving the shop floor should falls within specified
levels, the main objective is that defect should be detect at source as soon as it arise.
TQM is a production method with an aim of continuously improvement and
maintenance of quality of products and processes. This can be achieved by the
involvement of management, workers, suppliers and customers in order to meet
customer expectations. The difficulties related to quality in Indian context are listed in
Figure 6.4.

141
Figure 6.4 Obstacles related to quality
Plant and equipment/facility layout related obstacles: For ensuring the smooth and
continuous work flow from the raw material to finished products, it is necessary that
industry should adopt a product approach in spite of functional or process layout. To
prevent the accumulation of work in process various techniques of grouping the
faculties/equipment are used. To obstacles related to this are shown in Figure 6.5.
Figure 6.5 Obstacles related to plant and equipment/facility layout
Inventory management obstacles: The main aim of JIT is to eliminate or to reduce all
kind of inventories whether it is raw material, work in process or finished goods
inventories. High inventory holdings are commonly identified as poor management.
Figure 6.6 explains the obstacles related to inventory observed by Indian industries.

142
Figure 6.6 Inventory management obstacles
Obstacles related to process/production system: For the success of JIT
process/production strategies also plays an important role. Some of the obstacles related
to process are listed in Figure 6.7.
Figure 6.7 Obstacles related to process/production system
143
6.1.6 Success factors and enablers for successful JIT implementation
The new emerging technologies have far reaching impact for the competitive
advantages of countries in the global competition of international markets. Developing
countries like India cannot remain just silent spectator when this new industrial burst in
technology sweeps the industrialised world. In the present context, Indian
manufacturing organisations have risen to the occasion and progressed to envisage
efficient policies that helps an organisation to enhance production system reliability,
cost effectiveness of production operations, low cost of product with high quality so as
to enabling the organisations to realise competencies to meet the challenges posed by
global competition.
The success factors achieved by implementing JIT system are enhanced profi ts
and to get huge return on investment by reduction of input costs, reduction of inventory
and improvement in quality. But to achieve all these goals it has been observed strong
resistance from within. Indian manufacturing organisations have suffered due to lacking
organizational cultures, management commitment, low skill and knowledge of
operators, multi skill labour, inadequate resources and poor work environments. Indian
manufacturing organisations need to take many initiatives to overcome the barriers
mentioned earlier to ensure the realization of true potential of JIT. Thus it becomes
compulsory for the Indian organisations to develop proactive strategies for indigenous
JIT implementation program for the Indian industry. The key enablers and success
factors for implementation of JIT in Indian manufacturing industry can be classified into
ten categories:
Top management’s commitment and culture of an organization.
Employee’s involvement and commitment.
Supplier’s coordination and relationship.
Inventory levels.
Product variety and flexibility.
Set-up-time.
Production.
Maintenance of equipment.

144
Delivery compliance.
Quality.
The enables and success factors for implementation of JIT have been shown in
Figure 6.8. It is believed strongly that the adaptation of the above enablers and success
factors can reduce/ eliminate the ill effects of obstacles to JIT implementation and can
strategically lead the organisation to attain competencies for remaining competitive.
Support, commitment and involvement of top management are required for the
successful implementation of JIT. Commitment of top management should be required
to implement JIT program and they should evolve mechanisms for multi-level
communication to all employees and clarify the importance, objectives and benefits of
the whole program and whole heartedly advocate the benefits of JIT to the organisation.
The first step is to establish a strategic direction for JIT. A master plan should be
prepared for implementation of JIT.
This must be followed by designing JIT secretariat in accordance with
organisation’s policies involving employees from various organisation hierarchical
levels. The management contributions towards successful JIT implementations can
include revising business plans to include JIT goals, take steps to change culture of an
organisation, building strong success stories so that employees should be motivated for
JIT implementations, JIT goals should be communicating to the entire organisation,
providing adequate financial resources, promoting multi skill working in organisation,
providing training to workers, evolving reward and incentive system to motivate
workers, improvements and changes in workplace should be supported, barriers at the
middle level management should be removed, leadership and managerial skills should
be used instead of considering themselves as boss.
An organisation implementing JIT should consider workers as assets. They
should be given more authority and power to make decisions. The workers have to
perform a more varied role within the organisation because they are trained to perform
multi skill duties like flexibility in reducing bottlenecks as well as substituting for
absent co-workers. The worker has to perform the following additional duties in a JIT
environment:
Performing several different jobs that require multi-skilling.

145
Maintaining production and inventory control.
Inspecting own work.
Performing rework on non-conforming (defective) parts.
Setting up production equipment.
Executing preventive and light maintenance of the production equipment.
Receiving or giving training both on and off the job.
Figure 6.8 Success factors and enablers for JIT implementation in an organisation
JIT purchasing requires reliable and frequent deliveries in exact quantities In JIT
environment partnership has to be developed between supplier and customer so as to
involve the suppliers and customers into the efficient process of JIT (Gupta, 1990). For
the selection of supplier most relevant factors is not price but minimum defective goods
and quality should be the criteria. So while selecting supplier the criteria should be such

146
that there should be minimum waste, less inspection, low costs of freight (with
geographic proximity), less paper work and small lot size and frequent delivery.
Although small lot size and frequent delivery is an important factor in JIT environment
but quality assurance should be the most important perquisite to select the supplier.
Following strategies should be taken into consideration while purchasing in JIT
environment:
Suppliers strategies
o Few suppliers.
o Nearby suppliers.
o Training of suppliers.
o Repeat business with same suppliers.
o Clusters of remote suppliers.
o Encouraging suppliers to implement JIT.
o Minimum paper work.
Quantity strategies
o Small lot size with frequent deliveries.
o Suppliers should be encouraged to deliver exact quantity.
o Suppliers to be encouraged to produce in small lots.
Quality strategies
o Minimum product specifications to be imposed on supplier.
o Suppliers are to be helped to meet quality requirements.
o Suppliers should be encouraged to use quality check techniques like
process control charts or statistical.
Shipment strategies
o Shipping should be done in such a way so that there should be no delays
during shipping.

147
In Indian industries have conventionally believed that inventory is needed as
they help in smooth and efficient running of enterprises. Implementation of JIT in an
industry leads to low levels of inventory. It is observed from the survey that various
types of inventories like raw material inventory, work in process inventory and finish
goods inventory got reduced drastically by implementing JIT in Indian manufacturing
industries.
The successful implementation of JIT also leads to enhancement in product
variety, flexibility and production of an organisation. It has also been seen from the
responses that setup time and down time of equipment and machinery got reduced.
Quality of products also got enhanced as the scrap and rework of part got reduced
drastically.
Finally the concerted efforts should be made for affecting JIT performance
improvements through deploying feedback from customer and various departments,
relation with suppliers, focusing upon learning from existing equipments to new
systems, incorporating design related improvements, using various techniques like
kanban, kaizan, Heijunka etc., improving safety at workplace, improving workplace
organisation through focused 5S initiatives and integrating JIT with other performance
improvement initiatives.
Interpretations and Conclusions
It has been seen from the research that conventional Indian manufacturing
industries have somewhat agonize in the past, while attempting to implement strategic
JIT initiatives and practices, since it needs to bring about important cultural conversions
in the organisation for changing the mind sets of the employees. The study seriously
examines various obstacles that affect the implementation of JIT in Indian
manufacturing organisations successfully. The obstacles/difficulties faced by the
organisations have been categorised into organisational, cultural, behavioural,
operational, technological, financial and departmental obstacles. Enablers and success
factors for successful implementation of JIT in Indian manufacturing industry have been
evolved by critically analysing the issues/obstacles faced by industry. Nevertheless, it
has also been found in the study that successful implementation of JIT initiatives can be
realistically achieved in an Indian manufacturing enterprise by bringing out successful
cultural changes, commitment of management. In order to ensure the implementation of

148
JIT initiatives and practices in the Indian manufacturing environments successfully, the
organisations must be willing to cultivate an environment that is ready to support
change in the workplace and create support for JIT concepts. Contributions of top
management’s contributions have been found to be highly important for implementation
of JIT successfully. Managers must know how to use JIT initiatives in the different
situations so as to develop involvement of employee in every step of the manufacturing
process and facilities smooth flow of product, improve product quality, reduce operating
costs, reduction in scrap and rework and low down time of equipment. Moreover, it can
be concluded from the research that the successful JIT implementation in an
organisations need to implement initiatives successfully so as to enhance organisation’s
productivity, improve maintenance performance, reduce costs, enhance quality of
product, improve plant profitability, minimise unnecessary downtime, ensure
participation of workers, ensure better utilisation of resources, thereby enhancing the
competitiveness of the organisation.
6.2 Selection of Performance Measure in JIT through Fuzzy Logic Based
Simulation
The study has been conducted by using Fuzzy Logic Toolbox of MATLAB and
fuzzy inference system for determination of significant performance measures by using
fuzzy interface system. The fuzzy toolbox helps developing models of complex system
behaviors using simple logic rules, and then those rules are implementing in a fuzzy
inference system. The study has focused on finding out significant performance
measures Fuzzy Based Simulation (FBS) model. Therefore, the most important factors
that affect the performance measures of any organization like percentage of JIT
implementation and percentage gain in performance measure by implementing JIT are
taken into account as input factors and in output following performance measures are
taken into account. These factors had been taken after considering the view points of JIT
coordinators from different manufacturing industries.
A suitable method to identify significant performance measures is expressed by
the following equation:
Significant Performance measure/s = f [percentage JIT implemented, percentage gain in
Performance measure] ……………………Eq. 6.1
Therefore the above equation is further optimized with use of fuzzy logic.

149
6.2.1 Brief Introduction of Fuzzy logic (FL)
The basic of Fuzzy logic begins with the concept of a fuzzy set. Whereas fuzzy
set is defined as a set that have no crisp, clearly defined boundary. It contains elements
which have only partial degree of membership. On the other hand, a membership
function (MF) is a curve that explains how each point in the input space is mapped to a
membership value (or degree of membership) between 0 and 1. The only condition a
membership function must satisfy is that it must lie between 0 and 1.
The membership function itself can be arbitrary curves shape of which can be defined as
a function that more appropriate from the simplicity, convenience, speed, and efficiency
point of view. It is a mathematical representation of the relationship between the input
and output of a system or a process. It also helps to facilitate the optimization of process
output by defining the relation- ship between input and the output variables. In the
context Optimization means minimizing the requirement in variability and shifting the
mean to some desired target value specified by the end user or customer. The function
presented in equation 1 is formulized and refined with the use of fuzzy logic. However,
in present study the refined function is acquainted as sets (sequences) of fuzzy logic
rules evaluated using the MATLAB’s fuzzy logic toolbox. Figure 6.9 shows the
graphical user interface (GUI) tool of Fuzzy Logic Toolbox to build a Fuzzy Inference
System (FIS). Fuzzy Logic may be described as a methodology for computing with
words rather than numbers. Although words are basically less precise than numbers as
their use is closer to human factor. Furthermore, computing with words exploits the
tolerance for imprecision and thereby lowers the cost of solution.
Another major concept in FL that plays a central role in most of its applications
is known as fuzzy if-then rule or, simply fuzzy rule. Although in Artificial Intelligence
(AI) rule-based systems have a long history of use but this system mechanism for
dealing with fuzzy consequents and fuzzy antecedents is missing. Calculus of fuzzy
rules has provided this mechanism in fuzzy logic. The calculus of fuzzy rules serves as a
basis for the Fuzzy Dependency and Command Language (FDCL). Although FDCL is
not used absolutely in the toolbox but it is effectively considered as one of its principal
constituents. In most of the applications of fuzzy logic, a fuzzy logic solution is a
translation of a human solution into FDCL.

150
Figure 6.9 Tools used in Fuzzy Logic Toolbox
6.2.2 Fuzzy Inference Systems (FIS)
Fuzzy inference is the process of formulating the mapping from a given input to
an output using fuzzy logic. The mapping administers a basis from which decisions can
be made, or patterns are anticipated. Fuzzy inference systems have been successfully
applied in many fields like data classification, automatic control, decision analysis,
expert systems, and computer vision. Because of multidisciplinary nature of fuzzy
inference systems, it is associated with a number of names like fuzzy expert systems,
fuzzy-rule-based systems, fuzzy modeling, fuzzy logic controller, fuzzy associative
memory and simply (and ambiguously) fuzzy systems. The Figure 6.10 explains the FIS
used in present study. Two types of fuzzy inference systems can be used in the Fuzzy
Logic Toolbox and these are Mamdani-type and Sugeno-type. Mamdani-type inference,
as defined for the toolbox, expects the output membership functions to be fuzzy sets.
After the aggregation process, for each output variable there is a fuzzy set that requires
defuzzification. It is much more efficient in many cases, to use a single spike as the
output membership function instead of a distributed fuzzy set. This type of output is
called as a singleton output membership function, and it is also known as a pre-
defuzzified fuzzy set. Sugeno-type systems can be used for model any inference system
in which the output membership functions are either linear or constant. The inference
process of Fuzzy comprises five parts: fuzzification of the input variables, application of
the fuzzy operator (AND or OR) in the antecedent, implication from the antecedent to
the consequent, aggregation of the consequents across the rules, and defuzzification.

151
Figure 6.10 FIS procedure used in present study
6.2.3 Fuzzification
The first step is to select the inputs and there degree to which these inputs belong
to each of the e appropriate fuzzy sets via membership functions is to be determined. In
Toolbox of Fuzzy Logic software, the input is always a numerical value and the output
is a fuzzy degree of membership in the qualifying linguistic set (always the interval
between 0 and 1).
6.2.4 Rule evaluation
The FIS generates appropriate rules and on the basis of these rules the decision is
made. This is principally constituted on the concepts of the fuzzy set theory of fuzzy IF–
THEN rules, and fuzzy reasoning. ‘IF... THEN...’ statements is used in FIS and the
connectors that exist in the rule statement are ‘OR’ or ‘AND’ to create the essential
decision rules. The basic FIS can accept either fuzzy inputs or crisp inputs, but the
outputs provided by it are virtually fuzzy sets. When the FIS is employed as a controller,
it is needed to have a crisp output. Hence, in this case the rules are formed with the
expert knowledge, feedback and guidance given by experts in the manufacturing
industries and are further refined with experienced persons in the field of operation,
production management and are further refined, following real life application and
appraisal which either confirm them or require them to be modified.
152
6.2.5 Defuzzification
The input for the defuzzification process is a fuzzy set (the aggregate output
fuzzy set) and the output is a single number. As much as fuzziness helps the rule
evaluation during the intermediate steps, the final desired output for each variable is
generally a single number. However, the aggregate of a fuzzy set encompasses a range
of output values, and so must be defuzzified in order to resolve a single output value
from the set.
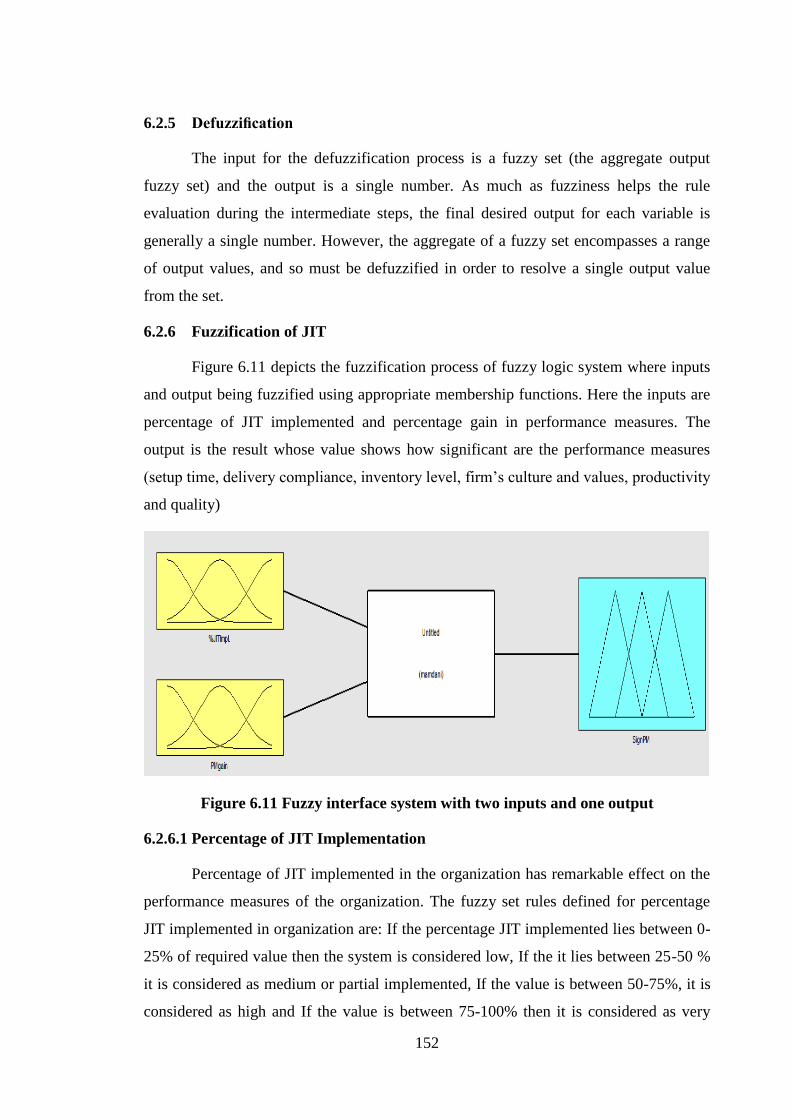
6.2.6 Fuzzification of JIT
Figure 6.11 depicts the fuzzification process of fuzzy logic system where inputs
and output being fuzzified using appropriate membership functions. Here the inputs are
percentage of JIT implemented and percentage gain in performance measures. The
output is the result whose value shows how significant are the performance measures
(setup time, delivery compliance, inventory level, firm’s culture and values, productivity
and quality)
Figure 6.11 Fuzzy interface system with two inputs and one output
6.2.6.1 Percentage of JIT Implementation
Percentage of JIT implemented in the organization has remarkable effect on the
performance measures of the organization. The fuzzy set rules defined for percentage
JIT implemented in organization are: If the percentage JIT implemented lies between 0-
25% of required value then the system is considered low, If the it lies between 25-50 %
it is considered as medium or partial implemented, If the value is between 50-75%, it is
considered as high and If the value is between 75-100% then it is considered as very

153
high or fully implemented as shown in Table 6.1 and the transfer function in fuzzy
format is shown in Figure 6.12.
Table 6.1 Range of Percentage JIT Implemented
Fuzzy Linguistic Term Range
1 Low 0-25%
2 Medium 25-50%
3 High 50-75%
4 Very High 75-100%
Figure 6.12 Transfer function in fuzzy format of Percentage JIT Implemented
6.2.6.2 Gain in Performance Measure
Performance measure is the gains achieved by the organization due to
implementation of JIT. The fuzzy set rules defined for gain in performance measure is
set as: if performance measure lies between 0-10% than it is considered as marginal gain
whereas if gain is greater than 40% than it is considered as extremely high gain. The
actual division of gain in performance measure is given in Table 6.2. The transfer
function in fuzzy format is shown in Figure 6.13.

154
Table 6.2 Range of percentage Gain in Performance Measure
Fuzzy Linguistic Term Range
1 Marginal Gain 0-10%
2 Reasonable Gain 10-25%
3 High Gain 25-40%
4 Extremely Very High >40%
Figure 6.13 Transfer function in fuzzy format of percentage gain in performance
measure
6.2.6.3 Performance Measures
Performance measures are considered as key elements in determining whether or
not an improvement effort in the organization will succeed. Lack of an appropriate
performance measurement system could also impede a successful JIT implementation.
There are many performance measures that from which an organization can reap its
goals. Most critical performance measures which effects the performance of the
organization are setup time (ST), delivery compliance (DC), inventory level (IL), firm’s
culture and values (FCV), productivity (P) and quality (Q). These performance
measures are divided according to weightage gained from the feedback response from

155
various organizations. These weigh age are shown in Table 6.3 and transfer function in
fuzzy format is shown in Figure 6.14.
Table 6.3 Percent Weightage of Performance Measure
Fuzzy Performance Measure Range
1 Setup- Time (ST) 0-25%
2 Delivery Compliance (DC) 0-40%
3 Inventory Level (IL) 10-40%
4 Firm’s Culture and Values (FCV) 25-35%
5 Productivity (P) 25-40%
6 Quality (Q) >25%
Figure 6.14 Transfer function in fuzzy format of percent weightage of performance
measure
6.2.7 Rule Evaluation in Fuzzy
The rule evaluation in fuzzy logic is a platform on which relation between input
and output is made. In this system inputs are expert rule, and fuzzy input obtained from
the first step, while output is fuzzy value of significant performance measures. In this
study, there are two variables, percentage JIT implemented and percentage gain in

156
performance measure and each has four subdivisions. So at least sixteen (4×4) rules to
describe this model are needed. These rules are based on statement of if-then and are
formed with data knowledge and guidance given by expert in a manufacturing company.
If –then statement has a form of ―If A is X then B is Y. Notice that the above actions
are not crisp, and can be change according to the environment of each industry. The
objective is to present a frame work for developing rule for the fuzzy controller. A
summary of the application of each action in fuzzy logic (using Matlab) is shown in
Figure 6.15.
Figure 6.15 Fuzzy set rules for performance measures.
Figure 6.16 Rule Viewer for JIT- Result
157
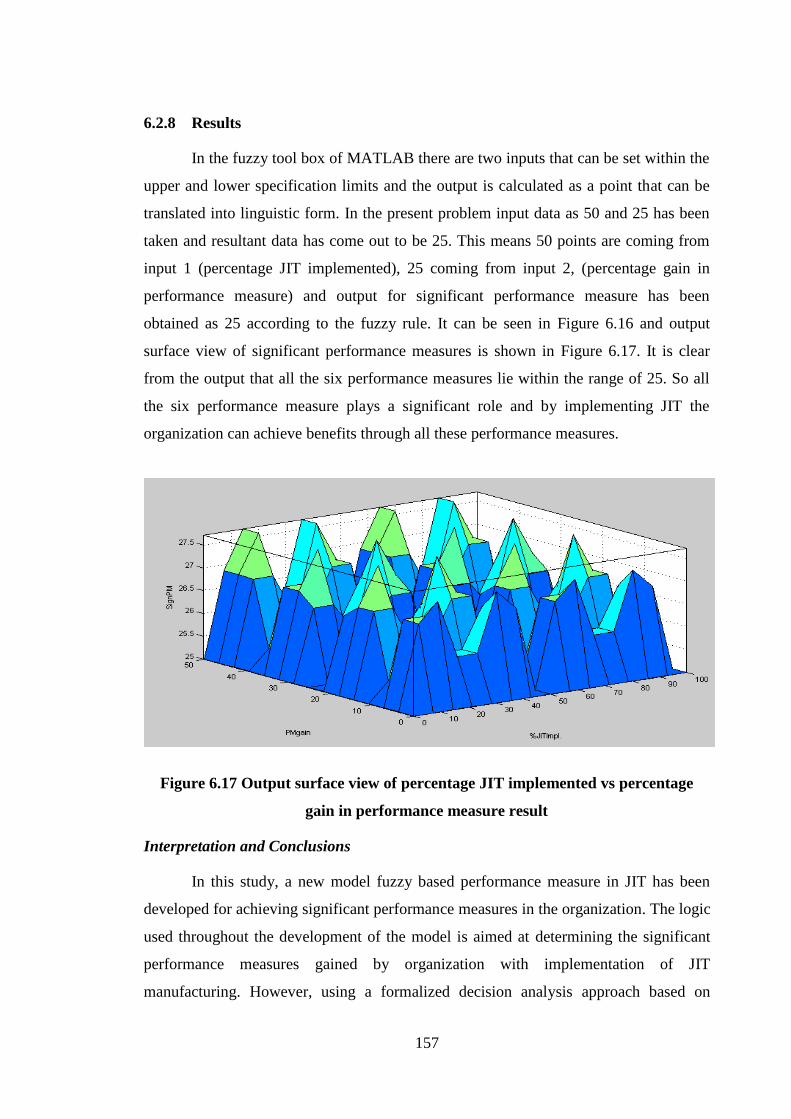
6.2.8 Results
In the fuzzy tool box of MATLAB there are two inputs that can be set within the
upper and lower specification limits and the output is calculated as a point that can be
translated into linguistic form. In the present problem input data as 50 and 25 has been
taken and resultant data has come out to be 25. This means 50 points are coming from
input 1 (percentage JIT implemented), 25 coming from input 2, (percentage gain in
performance measure) and output for significant performance measure has been
obtained as 25 according to the fuzzy rule. It can be seen in Figure 6.16 and output
surface view of significant performance measures is shown in Figure 6.17. It is clear
from the output that all the six performance measures lie within the range of 25. So all
the six performance measure plays a significant role and by implementing JIT the
organization can achieve benefits through all these performance measures.
Figure 6.17 Output surface view of percentage JIT implemented vs percentage
gain in performance measure result
Interpretation and Conclusions
In this study, a new model fuzzy based performance measure in JIT has been
developed for achieving significant performance measures in the organization. The logic
used throughout the development of the model is aimed at determining the significant
performance measures gained by organization with implementation of JIT
manufacturing. However, using a formalized decision analysis approach based on
158
multiple criteria and rule-based system is the contribution of the presented model. One
of the main advantages of proposed model is that it enhances the decision making
capacity of organizations which are at different stages of implementation of JIT or
planning to implement JIT. The model can be used to understand, describe, analyze and
prescribe the significant performance measure, from which the organization can gain
benefits by implementing JIT.
Some of the salient features of the proposed model include
Enhancement is decision making capacity of organization that are at various
stages of JIT implementation.
Better understanding, describing, analyzing and prescribing the performance
measures the organization can achieve by implementing JIT.
6.3 Validation of JIT performance measure model through Structural Equation
Modeling
6.3.1 Use of Structural Equation Modeling in Manufacturing Industry
A number of serious difficulties have been posed by modeling of industrial
production process. This is because that large number of independent variables is
involved and they have great impact on the performance measures or dependent
variables. Moreover the independent variable also interacts with each other, whereby
traditional methods are not viable and more approximations are required to successfully
model the production process.
All these difficulties were noted by many authors in early times by Wright
(1932). In the year 1970’s, conceptual theoretical framework called SEM was developed
with purpose of finding relationship between independent and dependent variable. After
that some authors also applied SEM in this research work. Vinodh and Dino (2012)
applied SEM model for sustainable manufacturing practices and the purpose of their
research study was to study the sustainable manufacturing practices across industrial
sectors and to identify the critical factors for its success implementation. Lin et al.
(2005) have applied SEM in supply chain management. Wu and LI (2010) also applied
structural equation model in location selection and spatial layout of convention and
convention and exhibition industry cluster. Tan (2001) applier SEM for new product
design and development. In the research author uses structural equation modeling to

159
analyze the effects of supplier assessment, Just-In-Time, and quality management
strategies on new product design and development.
Although SEM has been used by many authors in their research work for certain
purpose, the application of SEM in modeling the manufacturing environment is
attempted by very few authors which formed the research problem. Review of literature
indicated that there are no concrete evidence of use of SEM in manufacturing industry
particularly for JIT environment, which must be practically feasible in the industry. This
study validates the model developed in Fuzzy logic by using the data collected from
various manufacturing industries implementing JIT.
6.3.2 Variable used in Study
Input / Independent Variables used in the study
With reference to the fuzzy model shown in Fig 6.11 in which percentage of JIT
implemented in an organization and percentage gain in performance measures due to
implementation of JIT issues in the organization were taken. In the preset study one
variable regarding percentage JIT implemented and three factors regarding JIT issues
that leads to gain in performance measure in the organization have been taken. The
input variables selected are shown in Table 6.4:
Table 6.4 Input Variables used in the study
Symbol Name of Variable
Z1 JIT implementation in an organization
Z2 Organization culture, Management Commitment, Employee’s
Involvement and Work Place Organization
Z3 JIT Purchasing
Z4 Production System, Process Control, Daily Schedule Adherence,
Maintenance, Customer’s Orientation
Output / Dependent Variables used in Study
Further, in the fuzzy model six performance measures (PM), Setup- Time (ST),
Delivery Compliance (DC), Inventory Level (IL), Firm’s Culture and Values (FCV),
Productivity (P), Quality (Q) were taken. In this study the performance measure (PM) is
taken as dependent variables. The abbreviations used for performance measure are listed
in Table 6.5.

160
Table 6.5 Symbols used in output variables
Symbol used Name of Output Variable
B11, B12 Setup- Time (ST)
B21, B22 Delivery Compliance (DC)
B31, B32 Inventory Level (IL)
B41, B42 Firm’s Culture and Values (FCV)
B51, B52 Productivity (P)
B61, B62 Quality (Q)
6.3.3 Generating Structural Equation Modeling (SEM) of fuzzy model
‘Figure 6.18 shows the theoretical framework of the JIT model. The key data
required for the SEM model has been obtained from the questionnaires developed for
the study. The questionnaire used includes JIT implementation issues and performance
measures gained by an organization due to implementation of JIT. In the questionnaire 4
point likert scale is used to extract the respondent’s options.
Figure 6.18 Theoretical Model of SEM-JIT
6.3.3.1 Preliminary Analyses
After collection of data various data examination techniques like skewness,
kurtosis, normality test, test for reliability and factor analysis tests were applied. After
applying all the reliability tests data is used to build SEM-JIT model using the AMOS

161
software and the inter-relationship among the variables is established. The values of
skewness <± 2 and kurtosis < ± 7 are considered as acceptable according to Currie et al.
(1999). The Table 6.6 shows the measures of descriptive statistics of all items for
independent variable and dependent variable of model. Since the measures of kurtosis
and skewness for all items are within the range thus it is assumed that the distribution of
data is normal (Figure 6.19).
.
Figure 6.19 Illustration of kurtosis and Skewness
Table 6.6 Values of Skewness and Kurtosis for variable of JIT model
Variables Items
N Minimu
m
Maxim
um Mean Std. Skewness Kurtosis
Statistic Statistic Statistic Statistic Statistic Statistic Std. Error Statistic Std. Error
X1 60 1 4 3.00 .736 -.527 .309 -.413 .608
Z1 X2 60 1 4 2.93 .899 -.155 .309 -1..180 .608
X3 60 1 4 2.92 .944 -.330 .309 -.949 .608
X4 60 1 4 2.73 1.006 -.466 .309 -.791 .608
A11 60 1 4 3.27 .861 -.883 .309 -.177 .608
A12 60 1 4 3.33 .752 -1.138 .309 1.413 .608
Z2 A13 60 1 4 3.12 .825 -.411 .309 -.900 .608
A14 60 2 4 3.03 .663 -.036 .309 -.643 .608
A15 60 1 4 2.70 .926 -.416 .309 -.567 .608
A16 60 1 4 2.85 1.055 -.497 .309 -.944 .608
A17 60 1 4 3.07 1.006 -.963 .309 -.059 .608

162
A18 60 1 4 2.93 .989 -.515 .309 -.790 .608
A21 60 2 4 3.33 .601 -.287 .309 -.607 .608
A22 60 2 4 3.70 .561 -1.747 .309 2.185 .608
A23 60 1 4 3.23 .890 -.932 .309 -.003 .608
Z3 A24 60 2 4 3.63 .637 -1.542 .309 1.208 .608
A25 60 1 4 3.08 .869 -.806 .309 .167 .608
A26 60 2 4 3.15 .732 -.243 .309 -1.075 .608
A27 60 1 4 3.25 .914 -.802 .309 -.650 .608
A28 60 1 4 3.42 .869 -1.256 .309 .430 .608
Z4
A31 60 1 4 3.22 .555 -.556 .309 3.252 .608
A32 60 1 4 3.22 .846 -1.132 .309 1.056 .608
A33 60 1 4 3.33 .681 -.865 .309 1.018 .608
A34 60 1 4 2.88 .846 -.120 .309 -.897 .608
A35 60 1 4 3.07 .778 -1.011 .309 1.460 .608
A36 60 1 4 2.92 1.013 -.637 .309 -.634 .608
A37 60 2 4 3.48 .651 -.891 .309 -.252 .608
A38 60 1 4 3.17 .785 -.524 .309 -.510 .608
A39 60 2 4 3.30 .788 -.594 .309 -1.129 .608
A310 60 1 4 3.25 .856 -.849 .309 -.193 .608
A311 60 1 4 3.10 .817 -.382 .309 -.871 .608
A312 60 1 4 3.08 .926 -.435 .309 -1.131 .608
PM
B11 60 2 4 3.22 .691 -.315 .309 -.851 .608
B12 60 2 4 3.18 .624 -.145 .309 -.467 .608
B21 60 1 4 3.00 .736 -.263 .309 -.352 .608
B22 60 1 4 2.82 .770 -.591 .309 .395 .608
B31 60 1 4 2.98 .792 -.182 .309 -.838 .608
B32 60 1 4 3.18 .792 -.555 .309 -.533 .608
B41 60 1 4 2.77 .890 .037 .309 -1.007 .608
B42 60 1 4 2.63 .882 -.115 .309 -.644 .608
B51 60 1 4 2.87 .769 .004 .309 -.787 .608
B52 60 1 4 2.53 .892 .193 .309 -.716 .608
B61 60 1 4 3.28 .804 -.769 .309 -.377 .608
B62 60 1 4 3.13 .833 -.622 .309 -.330 .608

163
6.3.3.2 Confirmatory Factor Analysis (CFA)
To see if the data collected is suitable for the study confirmatory factor analysis
have been applied. In the confirmatory factor analysis, the strength of the inter-
correlations among the items was checked by Bartlett’s test of sphericity. The adequacy
of the sample size has been checked by Kaiser Meyer Olkin (KMO) test. In the KMO
test the CFA should be considered appropriate if Barletts test of sphericity is significant
at p <0.05 for CFA, and KMO index should range from 0 to1, with 0.5 as minimum
value for CFA (Tabachnick and Fidell, 2007). The KMO and Bartlett’s Test for the
independent and dependent variable are shown in the Table 6.7 and the values of the test
recommended that the data is suitable to continue with a confirmatory factor analysis
procedure. CFA for all independent and dependent variables of the model are shown in
figures 6.20 to 6.24.
Figure 6.20 Path Diagram of CFA for JIT Implementation issue Z1
Figure 6.21 Path Diagram of CFA for JIT issue Z2

164
Fig. 6.22 Path Diagram of CFA for JIT issue Z3
Figure 6.23 Path Diagram of CFA for JIT issue Z4
Figure 6.24 Path Diagram of CFA for JIT Performance Measure

165
Table 6.7 KMO and Bartlett’s Test for the independent and dependent variables
Variable Kaiser-Meyer-
Olkin Measure Bartlett's Test of Sphericity
Chi-Square value P-value
Z1 0.756 81.100 0.000
Z2 0.744 196.009 0.000
Z3 0.693 109.702 0.000
Z4 0.808 142.283 0.000
Performance Measure
(PM) 0.894 445.850 0.000
If the regression weights are less than 0.5 than that should be removed as they
may cause the SEM model unfit (Rakowski et al., 1997). So in the Figures 6.20 to 6.24
it is seen that in Z1 all the four items have value more than 0.6, in input variable Z2 item
A11 is having value 0.42 so it is deleted, in Z2 item A21, A22 got deleted and in Z4
again six variables got deleted. Then reliability test of the data is done by using
Cronbach’s Alpha and values of chronbach’s Alpha are shown in Table 6.8. The
reliability values more than 0.7 and considered as acceptable vales in chronbach alpha
(Nunally, 1978). From the Table 6.8 it is seen that all the values are more than 0.7 so
data is considered as reliable.
Table 6.8 Cronbach’s Alpha for variables of JIT model
Variables Items Cronbach’s Alpha (α)
Z1 4 .809
Z2 7 .886
Z3 6 .760
Z4 6 .842
Performance Measure (PM) 12 .929

166
6.3.3.3 SEM- JIT Model generation and Result Analysis
Figure 6.25 describes the SEM-JIT model which is constructed using AMOS
20.0 to build up the relationship between each variable in the study. The SEM- JIT
model presents the regression coefficients linking the construct in the study. AMOS
output for un standardized model provides the covariance between independent
variables, the ordinary regression coefficient, the error measurement of each
independent variables and the significance level (p-value) for each relationship.
Figure 6.25 Model 1: describes the full SEM-JIT model
The Path Diagram with the regression coefficients among the construct of SEM-
JIT model is shown in Figure 6.25. The output of model 1 was studied and then
compared with the cut-off criteria given by (Schreiber et al. 2006) for Several Fit
Indexes as shown in Table 6.10. It has been seen that the value of RMR is 0.067. RMR
(root mean square residual) is the square root of the average squared amount by which

167
the sample variances and covariance’s differ from their estimates which is preferred as
he smaller the RMR is the better.
The value of GFI suggested by Jeong and Phillips, (2001) is found to be 0.557.
Although GFI is an alternative to the chi-square test and calculates the proportion of
variances that is accounted by estimating population covariance. The value of AGFI is
0.490 which is based upon degrees of freedom with more saturated models reducing fit
(Tabachnick and Fidell, 2007). The values of GFI and AGFI closer to 0.95 is considered
as a perfect fit of the Model.
6.3.3.4 Modification Indices of SEM- JIT model
The SEM-JIT model1 is modified using the modification indices of AMOS 20.0
as shown in Table 6.9. Modification indices indicate the improvement in fit that may
result in the inclusion of a particular relationship in the model. Instead of showing all
possible modifications, setting a threshold for modification indices reduces the display
of modification indices to a smaller set. Or we can say that the modification index for a
parameter is an estimate of the amount by which the discrepancy function would
decrease if the analysis were repeated with the removed constraints on that parameter.
The actual decrease that would occur may be much more. Each time Amos displays a
modification index for a parameter, it also displays an estimate of the amount by which
the parameter would change from its current constrained value, if the constraints on it
are removed. The modified SEM-JIT model and its output is shown in Figure 6.26.
Table 6.9 Modification Indices for SEM-JIT model
Covariance’s of items M.I. Par Change
e12 <--> e19 11.323 .214
e16 <--> e28 10.415 .213
e9 <--> e12 7.664 .202
Regression Weights of the items M.I. Par Change
A34 <--- Z2 9.025 .327
A34 <--- Z1 4.995 .257
A34 <--- PM 5.460 .399
A25 <--- Z2 5.578 -.197
A26 <--- Z2 9.040 .256

168
Figure 6.26 Model 2: Path diagram of SEM- JIT model after modification
Model Fit summary has been made in Table 6.9 showing the indices before and
after modification. It was seen that after modifying the model 1, there has been slight
improvement in the model 2 as the value of RMR decreased to 0.061. Similarly, the
value of GFI increased to 0.590. The RMSEA value is coming closer to.08 showing a
near model fit. The other values as shown in Table 6.10 are also coming closer to model
fit values like CFI, NFI, and RFI etc.

169
Table 6.10 SEM-JIT model Statistics
Model Fit Summary
Before
Modification
Indices
After
Modification
Indices
Recommended
value for Model
Fit*
CMIN/Df 1.884 1.757 x2/ df < 3.0
Degrees of Freedom 517 509 Smaller is better
Probability level 0.000 0.000
Root-Mean-Square Residual
Index (RMR) 0.067 0.061
Smaller is better;
0 indicates
perfect fit
Root-Mean-Square Error of
Approximation (RMSEA) 0.122 0.113 < 0.08
Baseline Comparisons
Goodness-of-Fit Index (GFI) 0.557 0.590 > 0.95
Adjusted Goodness-of-Fit
Index (AGFI) 0.490 0.520 > 0.95
Comparative Fit Index (CFI) 0.704 0.751 > 0.95
Incremental Fit Index (IFI) 0.712 0.759 > 0.95
Normed Fit Index (NFI) 0.538 0.575 > 0.95
Relative Fit Index (RFI) 0.498 0.532 > 0.95
Tucker-Lewis index (TLI) 0.679 0.725 > 0.95

170
Interpretation and Conclusions
JIT has been employed by many manufacturing organizations in India to
enhance the performance of an organization. Based on the concept of finding out the
significant performance measures a empirical study was done and a JIT model was
developed by using Fuzzy Logic Toolbox of MATLAB which provided the steps for
designing fuzzy interface system using graphical tools (Amin and Karim, 2013). By
implementing that model it was concluded that if the organization implement JIT, all
these performance measure Setup- Time (ST), Delivery Compliance (DC), Inventory
Level (IL), Firm’s Culture and Values (FCV), Productivity (P), Quality (Q) can be
achieved by the organization.
Above study is validated in the present study. In this study SEM-JIT model is
formed with SEM using AMOSE software. Various significant factors used for SEM
model are customer orientation, process control, continuous improvement and business
performance. Further various data examination techniques like test for skewness and
kurtosis i.e. to check the normality of the independent and dependent variables data
have been applied. Through CFA, various items affecting the model to unfit have been
removed from independent and dependent variables. Then using AMOS 20.0 software
Structural Equation Modeling has been performed and statistics data before and after
modification indices were compared. SEM-JIT model implies that companies
implementing the JIT can reap the benefits of performance measures.
6.4 Analytical Hierarchy Process for justification of JIT implementations in
Indian manufacturing industries
6.4.1 Description of structure of model
A detailed analysis of the problem is done for the identification of the important
attributes (sub-objectives) involved in Just in Time manufacturing. For this study, the
selection of attributes has been determined by analysing literatures, from questionnaire
and holding discussions with experts during visits to various industries. The attributes
and the used in the AHP model for the justification of success of JIT are shown in
Figure 6.27.

171
Figure 6.27 Description of Attributes
Alternatives: The alternative system is failure of Just in Time manufacturing in
Indian manufacturing industry. This alternative is compared and evaluated in the light of
above discussed set of attributes.
6.4.2 Formulation of Hierarchy
The schematic hierarchy for decision-making in AHP is formulated by breaking
down the current problem statement into a schematic hierarchy (levels) of decision
attributes as shown in Figure 6.28. In this way we have zeroed down on nine attributes
(OCMC, EIC, JP, PPCFL, KAN, ST, QL, DSAT, CO) and there are two alternatives
(success and failure).

172
Figure 6.28 Schematic Hierarchy formulation of AHP Model
6.4.3 Comparison scale used for pair-wise comparison of attributes
The key step in an AHP model has been Pair-wise comparison, to determine
priority weights of factors and it also provides a rating for alternatives based on
qualitative factors. The AHP model focuses on two factors at a time and determines
their relation to each other, so decision-making will be more easy as to offer relative
(rather than absolute) preference information. The importance of each factor relative to
other is rated by a measurement scale to provide numerical judgments’ corresponding to
verbal judgments’. The discrete scale, from 1 to 9 has been used in this research where 1
represents the equal importance of two factors and 9 represents the highest possible
importance of the factor over another factor, as shown in Figure 6.29.

173
Figure 6.29 Comparison scale used
In the first stage data was collected from various organizations implementing JIT by
distributing questionnaires and then the selected attributes were compare to each other.
In this comparison, the importance of ith sub-objective is compared with jth sub
objective where ith sub-object is represented in row and jth sub- object represents
column. To obtain this, the number of attributes is selected and in our case it is 9. A 9 ×
9 matrix was formed and to fill this matrix following procedure was adopted.
1. The diagonal elements of the matrix always remain 1.
2. Upper triangular matrixes were filled as per the data obtained through
companies and this represents how much one attribute is important than the
other. According to importance of attribute value of each attribute has been
given from 1-9 in Table 6.11.
3. To fill the lower triangular matrix, reciprocal values of the upper diagonal was
used, i.e. if aij is the element of row ith and column jth of the matrix, then the
lower diagonal is filled using this formula aji = 1/aij. Thus, the pair-wise
comparison of matrix for different attributes is shown in Table 6.11.

174
Table 6.11 Comparison matrix pair-wise
OCMC EIC JP PPCFL KAN ST QL DSAT CO
OCMC 1 4 2 5 3 6 3 4 9
EIC 1/4 1 1 4 3 1 4 2 8
JP 1/2 1 1 1 2 3 4 4 6
PPCFL 1/5 1/4 1 1 4 2 3 3 7
KAN 1/3 1/3 1/2 1/4 1 3 4 3 5
ST 1/6 1 1/3 1/2 1/3 1 1 2 6
QL 1/3 1/4 1/4 1/3 1/4 1 1 0.5 4
DSAT 1/4 1/2 1/4 1/3 1/3 1/2 2 1 3
CO 1/9 1/8 1/6 1/7 1/5 1/6 1/4 1/3 1
Sum 3.147 8.459 6.501 12.561 15.118 17.667 22.25 19.834 49
6.4.4. Normalisation of comparison matrix
Having made all the pair wise comparisons and entered the data, the consistency
is determined using the eigen value. So next step is to calculate priority vector that is the
normalised eigenvector of the matrix. For this, each entry in column is divided by the
sum of all entries in that column to get value of normalised matrix. Thus, in each
column we get the sum 1 as shown in Table 6.12.
Table 6.12 Normalised matrix of different variables along with priority weights
OCMC EIC JP PPCFL KAN ST QL DSAT CO Weights
OCMC 0.318 0.473 0.308 0.398 0.198 0.340 0.135 0.201 0.184 0.300
EIC 0.079 0.118 0.154 0.318 0.198 0.057 0.180 0.100 0.163 0.163
JP 0.159 0.118 0.154 0.079 0.132 0.170 0.180 0.201 0.122 0.143
PPCFL 0.034 0.029 0.153 0.079 0.264 0.113 0.135 0.151 0.143 0.126
KAN 0.064 0.039 0.077 0.020 0.066 0.170 0.180 0.151 0.102 0.095
ST 0.053 0.118 0.051 0.040 0.022 0.057 0.045 0.100 0.122 0.066
QL 0.063 0.029 0.038 0.026 0.017 0.057 0.045 0.025 0.081 0.044
DSAT 0.079 0.059 0.038 0.026 0.022 0.028 0.090 0.051 0.061 0.048
CO 0.036 0.150 0.026 0.013 0.013 0.009 0.011 0.017 0.020 0.017
Normalized
sum 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000 1.000

175
From the Table 6.12, it is normalized sum of each column comes out to be one
means that matrix is consistent. The normalised value rij is calculated as:
-------- Eq. 6.2
Thus, the approximate priority weight (W1, W2, …, Wj) for each attribute is
obtained as shown in Table 6.12.
--------------- Eq. 6.3
6.4.5 Check for Consistency
The results of pair wise comparisons are filled in positive reciprocal matrices to
calculate the Eigenvector and Eigen value. The consistency of the judgments is
determined by a measure called consistency ratio (C.R.). The consistency ratio is
obtained to filter out the inconsistent judgments, when the value of the consistency
index (C.I.) is greater than 0.1 then all the judgments are found to be consistent and
accepted for analysis. Saaty (1980) has proved that for any reciprocal matrix, the
maximum Eigen value is equal to the size of comparison matrix, and then a measure of
consistency which is called consistency index (CI) as deviation or degree of consistency
was given by him. Considering above relative weight, that would also represent the
Eigen values of criteria, should verify as below:
---------- Eq. 6.4
Where A denotes the pair-wise comparison decision matrix and is the
highest eigen value. Then consistency index (CI), that measures the inconsistencies of
pair-wise comparisons, is calculated as under:
--------- Eq. 6.5
The last ratio which has to be calculated for consistency check is consistency
ratio (CR). Generally, if the value of CR is less than 0.1, than it is judged that data are
consistent and acceptable. The calculation of CR is as under:

176
------------- Eq. 6.6
where random index (RI) depicts the average RI along with the value obtained
by different orders of the pair-wise comparison matrices. The values of this consistency
test obtained from the above formula are given in Table 6.14, whereas Table 6.13 gives
values of constancy index according to size of matrix. In this case, size of matrix is 9X9
so value of RI from Table 6.13 is 1.45.
Table 6.13 Random Consistency Index (RI)
Size of matrix 1 2 3 4 5 6 7 8 9 10
RI 0 0 0.58 0.9 1.12 1.24 1.32 1.42 1.45 1.49
Table 6.14 Results of consistency test
Maximum Eigen Value (λ max) C.I. R.I. C.R.
10.0765 0.135 1.45 0.0931
From the Table 6.14 it is clear that value of CR is 0.0931 that is <1. Therefore, it
is evident from results that data is consistent and acceptable.
6.4.6 Priority weights for alternatives with respect to attribute
The chances of successfully implementing JIT manufacturing techniques in an
organisation are enhance only if attributes (sub-objectives) present are quite strong.
Priority weights have been used for the measurement of the preference of the alternative
(success or failure) with respect to an attribute. Thus, if one attribute is strong in the
organisation, success is more likely to provide by that attribute, as compared to the other
attribute the presence of which is considered to be weak.
For calculating priority weights, the weight evaluation of each attribute is
multiplied in the matrix of evaluation rating by vector of attribute weight and then
adding over the entire attribute. Table 6.15 depicts the summary of the weights of each

177
attribute according to its importance in the organization. So weight of attributes in Table
6.15 is multiplied with weight of each one of nine attribute in Table 6.12.
The prediction of weight for success JIT is calculated as under:
Decision index of success = 0.87 × 0.300 + 0.85 × 0.163 + 0.87 × 0.143 + 0.34 × 0.126
+ 0.84 × 0.095 + 0.87 × 0.066 + 0.75 × 0.044+ 0.84 × 0.048 + 0.85 × 0.017 = 0.791 or
79.1%
Thus decision index of failure = 1 - 0.791 = 0.209 or 20.9%
It is clear from above that the success rate of JIT in the Indian manufacturing
organisations is 79.1% and the failure rate is 20.9%.
Table 6.15 Priority weights for sub-objectives
Success Failure Weight
OCMC Success 1 7 0.87
Failure 1/7 1 0.13
EIC Success 1 6 0.85
Failure 1/6 1 0.25
JP Success 1 7 0.87
Failure 1/7 1 0.13
PPCFL Success 1 1/2 0.34
Failure 2 1 0.66
KAN Success 1 5 0.84
Failure 1/5 1 0.16
ST Success 1 7 0.87
Failure 1/7 1 0.13
QL Success 1 3 0.75
Failure 1/3 1 0.25
DSAT Success 1 5 0.84
Failure 1/5 1 0.16
CO Success 1 6 0.85
Failure 1/6 1 0.15

178
Interpretation and Conclusions
The AHP method has been used in the selection of the best competitive
advantage for manufacturing organization under uncertainty to develop its most critical
competitive advantage in JIT implementation. Also by using the AHP method, this
study is facile to analyse and affirm the important criteria and attributes, for attaining
the overall objective for JIT implementations in Indian manufacturing organisations.
The results obtained by this study are quite significant and promising and shows that
success rate of JIT implementation in Indian manufacturing industry are 79.1% with are
quite significant. Thus, it is evident that using the philosophy of JIT can bring in
remarkable reforms and enhancement in terms of achievement of manufacturing
excellence in industrial organisations. So, the preferences which have been formed
lastly can be useful in many decision-making steps like relocating and utilization of
resources depending upon decisive and operational functions in the organisation.
6.5 SWOT Analysis of JIT
The SWOT analysis involves systematic thinking and comprehensive
diagnosis of factors relating to a new product, technology, management, or planning
(Weihrich, 1982). It is used extensively in strategic planning, where all factors
influencing the operational environment are diagnosed in great detail (Kotler, 1994).
Specifically, SWOT (Figure 6.30) allows analysts to categorize factors into internal
(strengths, weaknesses) or external (opportunities, threats) as they relate to a decision,
enabling comparison of opportunities and threats with strengths and weaknesses,
respectively. One of the main limitations of this approach, however, is that the
importance of each factor in decision-making cannot be measured quantitatively, and it
is difficult to assess which factor has the greatest influence on the strategic decision
(Pesonon, et al., 2001) Improve the usability of SWOT analysis, several attempts have
been made to expand SWOT with quantitative methods recently (Arslan and Deha,
2008; Amin et al., 2011). The SWOT analysis of JIT has been depicted in Table 6.16.

179
Figure 6.30 SWOT analysis example
Table 6.16 SWOT Analysis of JIT
Strengths Weaknesses
Just-in-time manufacturing keeps
stock holding costs to a bare
minimum. The release of storage
space results in better utilization of
space and thereby bears a favorable
impact on the rent paid and on any
insurance premiums that would
otherwise need to be made.
Just-in-time manufacturing eliminates
waste, as out-of-date or expired
products; do not enter into this
equation at all.
Due to the afore-mentioned low level
of stocks held, the organizations
return on investment (referred to as
ROI, in management parlance) would
generally be high.
Just-in-time manufacturing
provides zero tolerance for
mistakes, as it makes re-working
very difficult in practice, as
inventory is kept to a bare
minimum.
There is a high reliance on
suppliers, whose performance is
generally outside the purview of
the manufacturer.
Due to there being no buffers for
delays, production downtime and
line idling can occur, which
would bear a detrimental effect
on finances and on the
equilibrium of the production
process.

180
Strengths Weaknesses
As under this technique, only
essential stocks are obtained, less
working capital is required, to finance
procurement. Here, a minimum re-
order level is set, and only once that
mark is reached fresh stocks are
ordered, making this a boon to
inventory management too.
As just-in-time production works on a
demand-pull basis, all goods made
would be sold, and thus it
incorporates changes in demand with
surprising ease. This makes it
especially appealing today, where the
market demand is volatile and
somewhat unpredictable.
Just-in-time manufacturing
encourages the right first time
concept, so that inspection costs and
cost of rework is minimized.
High quality products and greater
efficiency can be derived from
following a just-in-time production
system.
Close relationships are fostered along
the production chain under a just-in-
time manufacturing system.
Constant communication with the
customer results in high customer
satisfaction.
Over production is eliminated, when
just-in-time manufacturing is
adopted.
The organization would not be
able to meet an unexpected
increase in orders, due to the fact
that there are no excess finish
goods.
Transaction costs would be
relatively high, as frequent
transactions would be made.
Just-in-time manufacturing may
have certain detrimental effects
on the environment, due to the
frequent deliveries that would
result in increased use of
transportation which in turn
would consume more fossil fuels.

181
Opportunities Threats
Need to remain competitive
globally.
Satisfy global customers.
Eliminate threats faced by
organization from tough
competition, increase of raw
material costs, energy costs and
globalization.
Improve the work culture and
mindset of organization.
To increase the efficiency of the
workers by providing them training,
incentive and to make each worker
multi-skilled.
To improve the quality of product.
To reduce the cost of product.
To ensure that minimum
breakdowns should occur in the
industrial organization.
To ensure that each part is to be
procured or produced as and when
required so as to reduce waste.
Inventory levels and lead time in an
industrial organization should be
reduced to minimum.
There should be optimum utilization
of men, machine and material.
Delay of good due to weather
conditions.
Lack of communication with
suppliers.
Quality of parts delivered by
suppliers.
On time delivery by suppliers.
Attitude of management.
Incentive to workers.
Long working hours for all.
Multi work to be done by workers.
Unions of workers.
Proper training of workers.
Skill level of employee.
Attitude of worker toward work.
Schedule change.
Poor forecasting.
Lack of communication with
customers.

182
Interpretation and Conclusions
The SWOT analysis has been used in the determination of the strengths,
weaknesses, opportunities and threats due to JIT implementation in Indian
manufacturing Industry. By adopting SWOT the organization can analysis its strengths
(characteristics of the business or project that give it an advantage over others),
weaknesses (characteristics that place the team at a disadvantage relative to others),
opportunities (elements that the project could exploit to its advantage) threats (elements
in the environment that could cause trouble for the business or project)
6.7 Concluding Remarks
Indian manufacturing organisations had been facing with various aspects of
changes like complexity of change, competition, customers and creativity from the past
many years. And now in the beginning of the last decade they have well understood that
the strategic implications of various manufacturing methods are very important to
improve competitiveness in business. So in the quest to achieve manufacturing
excellence through improvement initiatives, the leading Indian entrepreneurs have made
sincere efforts to adopt various lean manufacturing initiatives like JIT, TQM, TPM and
TOC as a proactive technique. At the same time they have understand that there is need
to reduce the cost of product with enhance quality.
This chapter presents a strategic JIT for the Indian manufacturing industry for
their sustained growth and competitiveness. Various success factors and obstacles, while
implementing JIT has been highlighted.
Further a new model fuzzy based performance measure in JIT has been
developed for achieving significant performance measures in the organization. This
Fuzzy model is validated by SEM-JIT model, formed with SEM using AMOSE
software. The AHP method has been used in the selection of the best competitive
advantage for manufacturing organization under uncertainty to develop its most critical
competitive advantage in JIT implementation. Lastly SWOT analysis has been
conducted to ascertain strengths, weaknesses, opportunities and threats in JIT
environment.