CHAPTER-4 BACKGROUND OF BRICK INDUSTRY...
22
CHAPTER-4 BACKGROUND OF BRICK INDUSTRY CLUSTERS SELECTED 4.1 INTRODUCTION The previous chapter contained the description of objectives and scope of the study, sampling procedure adopted and methods of data collection. It also incorporated the explanation of methodology followed in achieving the stated objectives. This chapter presents the background and basic characteristics of enterprises with reference to surveyed sample brick firms in the three clusters, each one in the states of Kamataka, Tamilnadu and united Andhra Pradesh. 4.2 BACKGROUND OF BRICK INDUSTRY The ever-growing population along with rapid industrialization and urbanization process necessarily demands millions of new buildings and houses every year. This has made the construction activity as one of the most flourishing businesses in India. It is estimated that about 3.9 million houses need to be added annually in the period 2001-2021. Because of these reasons building materials industry is a rapidly growing sector in India. These industries are the major users of natural resources, energy, labour and capital. The construction sector is responsible for 22% of India's overall CO2 emissions (Ashok Khosla, 1996). Brick remains one of the most important building materials for construction activities in India and other developing countries. In India, brick production is widely scattered and located in clusters generally confined to rural and semi-urban areas. It is estimated that in India, more than 115,000 brick making units operate, out of these 15,000 are larger units, which use continuous kilns (mainly Bull's Trench). The remaining kilns are of the intermittent type like clamp, scoved, scotch kilns, etc. It is one of the largest employment- generating industries, providing about 1.5 millions jobs in the country. More than 90% of brick industries are in the small scale industry sector in India (AIT, 2002). These brick kiln units are estimated to consume 24 million tons of coal per year along with a huge quantum of biomass producing about 140 billion bricks yearly with an annual turnover of more than Rs.l40 billion (Uma, 2000). Most of the brick-works are small-scale units having production capacity of 1-10 million bricks per year. However, brick making is an energy- intensive process with energy cost accounting for almost 40% of the total variable 43
Transcript of CHAPTER-4 BACKGROUND OF BRICK INDUSTRY...

CHAPTER-4
BACKGROUND OF BRICK INDUSTRY CLUSTERS SELECTED
4.1 INTRODUCTION
The previous chapter contained the description of objectives and scope of the study,
sampling procedure adopted and methods of data collection. It also incorporated the
explanation of methodology followed in achieving the stated objectives. This chapter
presents the background and basic characteristics of enterprises with reference to surveyed
sample brick firms in the three clusters, each one in the states of Kamataka, Tamilnadu
and united Andhra Pradesh.
4.2 BACKGROUND OF BRICK INDUSTRY
The ever-growing population along with rapid industrialization and urbanization process
necessarily demands millions of new buildings and houses every year. This has made the
construction activity as one of the most flourishing businesses in India. It is estimated that
about 3.9 million houses need to be added annually in the period 2001-2021. Because of
these reasons building materials industry is a rapidly growing sector in India. These
industries are the major users of natural resources, energy, labour and capital. The
construction sector is responsible for 22% of India's overall CO2 emissions (Ashok
Khosla, 1996).
Brick remains one of the most important building materials for construction activities in
India and other developing countries. In India, brick production is widely scattered and
located in clusters generally confined to rural and semi-urban areas. It is estimated that in
India, more than 115,000 brick making units operate, out of these 15,000 are larger units,
which use continuous kilns (mainly Bull's Trench). The remaining kilns are of the
intermittent type like clamp, scoved, scotch kilns, etc. It is one of the largest employment-
generating industries, providing about 1.5 millions jobs in the country. More than 90% of
brick industries are in the small scale industry sector in India (AIT, 2002). These brick kiln
units are estimated to consume 24 million tons of coal per year along with a huge quantum
of biomass producing about 140 billion bricks yearly with an annual turnover of more than
Rs.l40 billion (Uma, 2000). Most of the brick-works are small-scale units having
production capacity of 1-10 million bricks per year. However, brick making is an energy-
intensive process with energy cost accounting for almost 40% of the total variable
43

production cost. Brick making has also been identified as one of the air and land polluting
industries in the small-scale sector by the Central Pollution Control Board (CPCB).
Local clay extracted from irrigated tank beds having excellent properties such as good
plasticity, low burning temperature and low moisture content with sustaining capability of
severe weather conditions is used to produce bricks. Sometimes sand is added to get the
right properties. Bricks can be produced in almost all the seasons but the brick
manufacturers face difficulties in the rainy season. The clay extracted from locations such
as tank beds is brought to the backyard of the brick firms and for a few months kept for
seasoning. The seasoned clay is tempered before being thoroughly mixed with water and
sand. The next process is to mould the clay mixture into rectangular bricks. The green
brick thus produced is air-dried for about a week and then they are ready for burning in
kilns. Both men and women are employed with women for unskilled tasks such as the
transportation of bricks to and from the kiln. Different parts of the kiln generally produce
different qualities of bricks. Near the roof of the kiln, along the sidewalls and the floor of
the kiln third grade bricks are produced while in the core of the kiln, which is well fired,
first grade bricks are produced. In between these two, the second grade bricks are found.
After sorting, about 60-65% of bricks are first grade, 20% second grade, 15%) third grade
and about 5% is waste (underfired, overfired, broken, etc.). Burnt bricks is then unloaded
from the kiln and sold.
It may be noted that the burning of bricks is the most energy-consuming stage in its entire
production cycle and is carried out using brick-kilns. Depending on the heat/smoke flow
direction and continuity of operation, kilns are classified into three groups.
• Intermittent Up-draught Kilns (lUK) without chimney (e.g. Rural Clamps and
Vertical Shaft Brick Kilns (VSBK))
• Intermittent Downdraught Kilns (IDK) with chimney (e.g.: Scotch, Round, Annular,
and Zigzag kilns)
• Continuous Horizontal-draught Kilns (CHK) with chimney (e.g. Hoffinann, Bull's
Trench, and Tunnel Kilns).
4.2.1 Brick Manufacturing Process
The production process of bricks can roughly be divided into several major steps: Clay
digging. Clay preparation. Clay mixing. Forming or Molding, Drying, Firing and Cooling.
44

Figure 4.1 shows the brick manufacturing process.
Clay Digging
Clay is usually dug from the local vicinity of the brick kiln. The clay is then processed as
to be free from gravel, lime and other bio wastes/ matter. This soil once excavated is then
watered and left for weathering and processing.
Clay Preparation
This process is done depending on the clay properties and the finished product
requirements. The preparation process typically involves crushing the raw material,
mixing with water, blending and screening to ensure its consistency.
Clay Mixing
It is normal to mix different types of clay and even sand at this stage to achieve the correct
plasticity, optimum drying and firing conditions. Waste fuels or other carbonaceous
materials can be added to the clay to enable green bricks to bum internally during the
firing process. Such process not only saves fiiel for brick firing but also makes the brick
lighter, cheaper, portable during transportation and contributes to faster drying rates. It
also reduces the losses through breakage.
Brick Molding
The most commonly used mould are steel and timber moulds, which are open at both top
and bottom having two compartments. A mass from the prepared clay mix cut off and
rolled up in a clot slightly exceeding the volume of the mould. The clay is then thrown
with some force into the mould; the surplus shift is removed away by hand and
demoulding takes place at drying platform.
Brick Drying
Newly formed bricks are called green bricks and can be dried naturally under the sun. This
entails leaving the freshly moulded bricks for about 24 hrs exposed to the sun, then turned
over on edge and left for another 1 -2 days to ensure uniform drying. Total drying period
depends on the capacity of the kiln and daily output of green bricks. It is a common
practice that the first moulded batch undergoes a drying period of 18-25 days while last
moulded batch takes 2-4 days.
45

Clay Digging
<l Clay Preparation
V Clay Mixing
IZ
Brick Molding
V.
Brick Drying
Brick Firing
^
Cooling
Figure 4.1: Flow Diagram For Brick Manufacturing
Brick Firing
Once bricks are set into the kiln, the firing is started. Firing is the main energy intensive
process of brick making. But, it again differs depending on the types of kiln used. Firing
consists of subjecting the green bricks to gradually increasing temperature up to a
maximum of 700-900 C depending on the fusion characteristics of clay. Firing of green
bricks changes their physical and chemical structure. It renders them strong, durable and
suitable for building construction.
Cooling
It is the period of time during which the temperature of burnt units falls down and
becomes safe and convenient to be removed from the kiln.
46

4.2.2 Brick Making Technologies
A wide variety of brick making technologies are used throughout the developing countries.
These vary from very simple manual operations, which use age-old clamp, or stove kilns,
to sophisticated mechanized kilns. Developing countries have not accepted new
technologies due to lack of resources and high initial cost. Therefore, they mainly use
Clamp kiln. Stove kiln, Scotch kiln. Bull's Trench kiln, etc. The intermittent kilns such as
clamps, stoves and scotch kilns can often be converted to bum residues as oppose to the
difficulty the Bull's Trench kilns will encounter if they do so. These kilns continue to use
fuel wood, and coal which is still widely available. The basic types of brick kilns
commonly used for firing bricks are the Rural Clamps or Brick Clamps, Intermittent
Downdraught Kiln, Bull's Trench Kiln, and Vertical Shaft Brick Kiln.
4.2.2.1 Rural Clamps or Brick Clamps
The use of brick clamps is by far the oldest and most rudimentary method of firing bricks.
As a method of firing bricks it is still used all over the world because it still has several
advantages over more modem and sophisticated methods. The main advantages are
because of their versatility and low cost, especially where labour is cheap. This is despite
the clamp being potentially the least energy efficient method of firing. This is because so
much of heat is allowed into the atmosphere during both firing and cooling, and fiael
combustion is both uncontrollable and inefficient. Rural clamps are usually constructed on
a level surface of pre-fired bricks, laid side by side for a wood fired clamp, or with spaces
between them for a coal, agriculture waste or fiael inclusion fired clamp. These Spaces
around the bricks are 2 to 2.5 cm wide. Bricks are set up to 40 layers high. The bricks are
placed on top of each other for the first 8 to 12 layers, above which each layer is inset by 2
to 3 cm, so that clamp tapers towards the top. The tapering produces greater clamp
stability, which is important as the whole stmcture will move with the expansion firing.
For greater stacking stability, clamps can be built on ground with the centre of the site has
been scooped out to a depth of 30 cm.
Advantages
• They are cheap and straightforward to build. There is no permanent structure to install
and maintain.
• They can be built next to the supply of clay and fiael, so that transport costs can be kept
at the minimum.
47

• They can be of any size ranging from 5000 to 200000 bricks at a time, which would
enable them to accommodate fluctuations in brick production.
• Clamps can be fired with a large variety of fuels, including agriculture waste such as rice
husk, coffee husk, sawdust, coconut husk as well as fossil fuels.
Disadvantages
• They are very labour intensive, being assembled and disassembled by hand and if not
built correctly and fired badly, can result in a very high percentage of incompletely fired
bricks.
• They are very slow to fire, taking several days to heat up and cool down and there is a
little or no control over firing once it has started.
• They are highly susceptible to the prevailing weather conditions, especially strong winds
which result in a very uneven firing, with many more under fired and over fired bricks.
4.2.2.2 Intermittent Downdraught Kiln (IDK)
This is a conventional batch process type of kiln used for brick firing. In this technology a
vault is made to hold and fire the bricks. There is a chimney to create draught. The typical
chimney height is between 40 -70 feet. Coal or biomass is typically used for firing the
kiln. The downdraught kiln is far more efficient than the up draught or clamp type of kilns.
Firing is much easier to control. They are often arch type in structure with multiple fire
holes. Inside the fire holes are baffles or 'bag' of firebricks. It had a domed roof and a
perforated floor under which ran a flue leading to the chimney stack. Depending on the
size of the kiln the capacity varies from 20,000 - 40,000 green bricks per batch. Coal or
biomass is lit inside the fire-hole grates and hot gases are directed upward from the baffles
and then downwards from the underside of the dome and through the stacked bricks by the
draught fi^om the chimney. Altogether it takes fourteen days or so to operate, with two
days for loading or setting, three or four days for 'curing', two days for heating to full
temperature, one day at fiall heat, then another three or four days to cool down and a
fiirther day to unload or draw. In the case of a downdraught design the chimney serves a
more specific ftinction. The hot gases rise naturally to the crown of the chamber from
which point they must be drawn back down through the setting to the exit flue in the kiln
floor. To create the necessary pull a chimney is required. The relevant areas of fire boxes
to chamber floor and exit flue, together with chamber height, flue length and chimney
height are critical factors in the performance of a downdraught kiln. Although the chimney
48

must be tall enough to create the necessary pull, if it is too tall it will increase the gas
velocity inside the chamber lowering rather than increasing the temperature.
Advantages
• Low initial investment and medium capacity
• Far more energy efficient compared to up draught type kilns
• Firing is easy to control
Disadvantage
• Since they are produced in batch mode, they take significant time to heat up and cool
down.
4.2.2.3 Bull's Trench Kiln (BTK)
These kilns are made either circular or elliptical in shape. They are constructed on dry
land, by digging a trench of the size of 6 to 9 m wide, 2- 2.5m deep and 100-150m long.
The green bricks to be fired are set in rows, two to three bricks wide, with holes in
between that allow feeding of coal or biomass and sufficient flow of air through the
setting. On top of the bricks, two layers of bricks are covered with ash or brick dust to seal
the whole setting. The trench normally contains 200000 to 300000 bricks at a time.
Traditionally, BTKs were used to fit with moving metallic chimneys. However due to the
unacceptably very high emission levels ft^om these moving chimneys, the environment
standards of 1996 banned their use and stipulated that they be replaced with fixed
chimneys. The firing in a Bull's trench kiln is continuous, day and night. Green bricks are
loaded and finished bricks are drawn all the time. The fiiel saving is achieved mainly by
reusing part of the energy which is going to be wasted in other types of kilns.
Advantages
• Low initial investment and high capacity
• More fiiel efficiency compared to rural clamps
Disadvantages
• The kiln is fired continuously and has to be loaded with a constant number of bricks
every day. This demands a good organization of the brick production, which cannot be
easily adjusted to fluctuations in the brick market.
49

• The firing crew needs long time experience.
4.2.2.4 Vertical Shaft Brick Kiln (VSBK)
This technology, which originated in China, is expected to dominate small scale brick
manufacturing in the future. It is a revolutionary type of brick kiln, combining the
simplicity and low cost of updraft firing with very impressive fuel economy plus the
benefits of continuous operation. With a roofed and buttressed rectangular support
building, VSBK is a well-insulated firebrick lined firing shaft, which is open at the
bottom. This shaft is approximately 6.5 meters in height with the central four meters being
lined with a single layer of firebrick. Bricks and coal, in a batch at a time are loaded at the
top of the shaft, with coal fines being sprinkled among the green bricks one layer at a time.
In a single wider shaft kiln, each batch of bricks is made up of four layers making a total
of 320 bricks and the shaft holds twelve batches to give a firing capacity of 3840 bricks
every 12 hours. The bottom layer of bricks in each batch which is the first loaded, consists
of 68 bricks, arranged in 7 rows to provide six open channels running across the firing
shaft. These channels are provided to allow the placement of the steel beams that support
the bricks in the kiln. The second layer of 84 bricks is placed in right angles to the first
layer bridging the channels. The third and fourth layers, each of 84 bricks, are added at
alternating right angles to make up a complete batch. The bricks in each layer are carefially
spaced apart to provide a gap of 1 to 1.5 cm around each brick. Coal is spread evenly on
top of each layer of bricks, except the first layer with cross channels. The kiln is started by
lighting a fire with wood among the bricks at the bottom of the shaft. The fire moves up
the bricks and coal in the shaft until it reaches the middle. At this point a batch of fired
bricks is removed fi'om the base of the shaft and fresh batch of green bricks and coal is
loaded at the top.
Advantages
• Highly energy-efficient method for firing bricks. This technology results in an energy
saving of more than 50% compared to clamps and 30% compared to BTKs.
• The kiln is very compact for the same production capacity, VSBKs need only a quarter
of the land required by BTKs.
• Easy to operate and does not require electricity for functioning.
• VSBK is not affected by variations in weather. It can be operated during monsoon
because, unlike other traditional kilns, VSBK has a roof, which affords protection from
50
rain and allows year-round operations.
Disadvantages
• It is a new type of kiln and method of firing bricks that has only recently been introduced
to countries outside China. Despite there being thousands of this type of kilns operating in
China, the technology has not yet been adopted anywhere else on a large scale.
• The kiln requires good quality green bricks because they have to be able to withstand
being stacked 5 metres high in the firing shaft.
4.3 BRICK INDUSTRY CLUSTERS UNDER STUDY
The first brick cluster studied in this research work is at Malur, located about 50 kms from
Bangalore in the state of Kamataka and has more than 200 brick units operating (majority
of them using IDK technology). The second cluster is at Tiruvallur, a town located on the
Chennai-Tirupathi highway, approximately 44 kms from Chennai. It has around 150 brick
units operating with mostly DTK technology. Surroundings of Krishna district in Andhra
Pradesh is the third brick cluster in this study, which has around 120 brick units mostly
using Rural Clamps.
The emergence of a large number of brick making units, irrespective of the kind of kilns
used, has resulted in consumption of large quantity of fuel. The sample units in Malur used
biomass (leaves of eucalyptus) and firewood as the major source of energy. Other two
clusters Tiruvallur and Krishna district adopted coal as the main fuel except for a few units
in Krishna cluster, which used fuel wood, rice husk, and saw dust along with coal as a
source of energy. The electricity is used for lighting, fans and motor operations and a few
units in Tiruvallur use diesel for running the engine. Overall, it appears that there is
significant problem with the energy supply. Brick makers complain that good quality coal
is difficult to acquire while alternative energy sources, such as fuel wood show an increase
in price. Despite this, the clusters are still dominated by energy-inefficient kilns compared
to VSBK (an efficient kiln).Thus; there is an urgent need for up-gradation of technology
and training of labour, among others, for ensuring efficient use of fuel. This also
substantially reduces the cost of produced bricks and results in minimized environmental
pollution.
51
4.3.1 Malur Brick Industry Cluster in Karnataka
As clay bricks are widely used basic building material in the country, brick-making firms
are seen in various states of the country including Kamataka. Malur is one of the eleven
taluks in Kolar district of Kamataka. Malur is well known for the availability of abundant
amount of clay. Clay is excavated from a number of irrigated tank beds in the area. These
tanks hold ample reserves of clay highly suitable for brick industries. This clay is also
known as Chinese clay, which has got powerful plasticity and it can withstand any form of
weather conditions. This is the main reason for the emergence of brick cluster in and
around Malur. Today, Malur has more than 200 units engaged in the manufacturing of
bricks. The major energy inputs used in brick making are firewood, eucalyptus leaves and
coal and the output is bricks.
In the Malur cluster, majority of the brick makers used Intermittent Downdraught Kiln
(IDK) technology for firing bricks except a very few firms belonging to Continuous
Horizontal-draught Kilns (CHK) variety. Thus, it is a horizontal medium sized cluster and
most of the units market their products in/through Bangalore city which is hardly 50
Kilometres away from Malur, and Chennai. Proprietorship is the dominant ownership type
and the owners are moderately educated ranging from primary schooling to graduation
with very few owners having professional qualifications. Burning of green brick alone
accounts for 99% of total energy consumed and is met by the biomass. The relative energy
efficiency levels of these kilns are considerably lower than better designs like VSBK.
However, the cluster is still dominated by energy-inefficient kilns and technology up-
gradation is an urgent need, among others, to improve energy efficiency.
52

Table 4.1: Characteristics of sampled firms in the brick cluster
Cluster size
Main products
Sample
Entrepreneurship
Marketing
Age of the units
Employment
Total production
Energy
consumption
Technology
About 200 firms
Table moulded bricks
Randomly selected 50 brick units
4% Partnership; 96% Proprietorship
Direct sales: 48%; Sales through agent: 36% ; Both: 16%
Less than 10 years: 46%; More than 20 years: 16%);
Between 10-20 years: 38%
Up to 25: 70% fimis; 26 to 75: 28% fimis; Above 75: 2% firms.
5,99,65,000 bricks annually
Annual - Biomass (wood, & eucalyptus leaves ): 35955 Tonnes;
Diesel: 96,372 litres; Electricity: 10,32,646 kwh
Intermittent down draught kiln and few continuous kilns for brick
firing
4.3.2 Tiruvallur Brick Industry Cluster in Tamil Nadu.
Tiruvallur is a town located on the Chennai-Tirupathi highway, approximately 44 kms
from Chennai. A small town, and now the district headquarter of the recently created
Tiruvallur district, is developing very fast. It is one of 27 districts in Tamil Nadu. The
brick industry fianctions around urban locations with migrant agricultural labour from the
surrounding districts. Clay is excavated from a number of irrigated tank beds in the area.
Today, Tiruvallur has more than 150 units engaged in the manufacturing of bricks. The
major energy inputs used in brick making is coal and the output is bricks. Brick
manufacturing season begins in November and ends in April-May, before the start of the
rainy season.
In the Tiruvallur cluster, majority of the brick makers use Continuous Horizontal-draught
Kilns (CHK) variety. Most of the units market their products in/through the district and
Chennai city. Proprietorship is the dominant ownership type and the owners are
moderately educated ranging from primary schooling to graduation. Burning of green
brick alone accounts for 99%) of total energy consumed and is met by the coal. However,
the cluster is sfill dominated by energy-inefficient kilns and technology up-gradation is an
53

urgent need, among others, to improve energy etTiciency.
Table 4.2: Characteristics of sampled firms in the bricl< cluster
Cluster size
Main products
Sample
Entrepreneurship
Marketing
Age of the units
Employment
Total production
Energy
consumption
Technology
About 150 finns
Table moulded bricks
Randomly selected 50 brick units
4% Partnership; 96% Proprietorship
Direct sales: 14%; Sales through agent: 66% Both: 20%
Less than 10 years: 40%); More than 20 years:
22% Between 10-20 years: 38%)
Up to 25: 28% finns; 26 to 75: 56% fimis; Above 75: 16% firms.
189522600 bricks annually
Annual - Wood: 79 Tonnes Coal: 26901 Tonnes; Diesel: 46158
litres; Electricity: Rs 3135000
Continuous kilns for brick firing with majority moving chimney and
few fixed chimney
4.3.3 Krishna Brick Industry Cluster in Andhra Pradesh
Krishna district is one of the developed districts in the coastal region of united Andhra
Pradesh. The district is named after the river Krishna, which flows through the district
making it prosperous. The district is endowed with fertile soil, rich agriculture, marine
resources and mineral wealth. Today, Krishna cluster has more than 120 units engaged in
the manufacturing of bricks. The major energy inputs used in brick making is coal, rice
husk and only few units' use firewood along with coal.
In the Krishna cluster, all the brick manufacturing units used Rural Clamps kiln
technology for firing bricks. Most of the units market their products in Krishna district
surroundings with majority being direct sales to the customer. Proprietorship is the
dominant ownership type and majority of the owners are less educated ranging from
primary schooling to graduation. Burning of green brick alone accounts for 99% of total
energy consumed and is met by the coal, and rice husk. However, the cluster is still
dominated by energy-inefficient rural clamp kilns and the awareness about the technology
and energy consumption is very poor among the entrepreneurs and the employees. So up-
gradation of technology and training of labour is an urgent need, among others, to improve
54
energy efficiency.
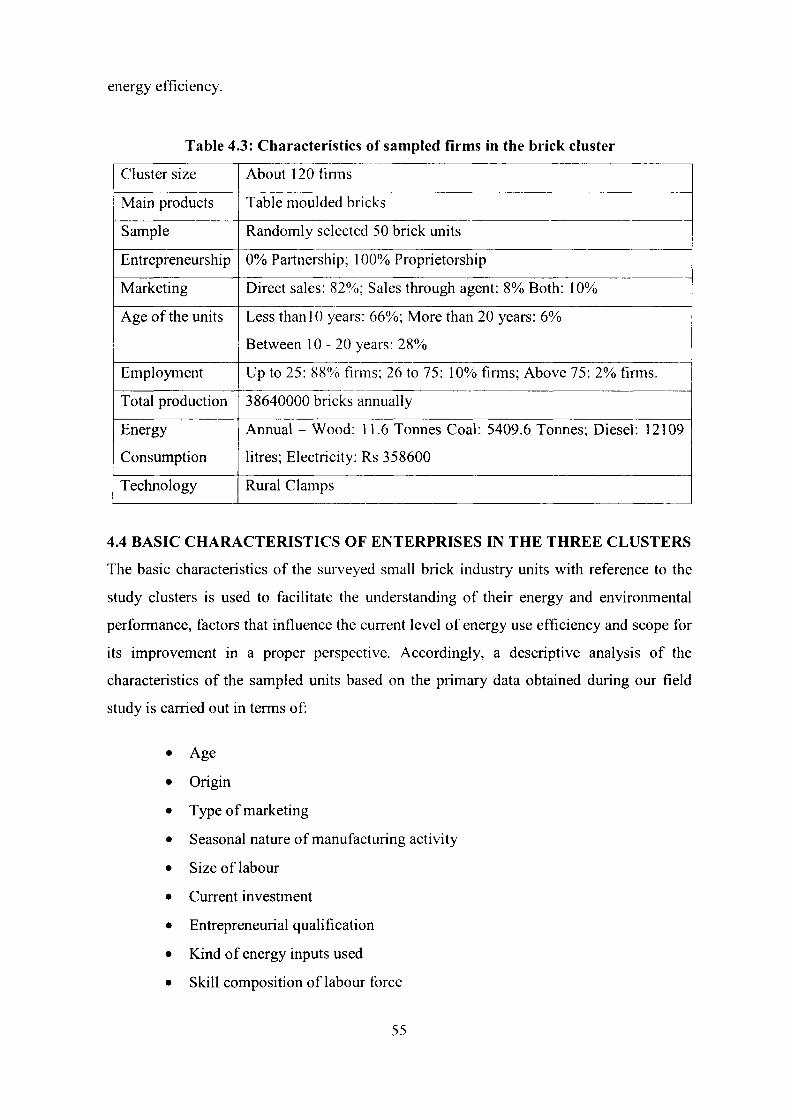
Table 4.3: Characteristics of sampled firms in the brick cluster
Cluster size
Main products
Sample
Entrepreneurship
Marketing
Age of the units
Employment
Total production
Energy
Consumption
Technology
About 120 finns
Table moulded bricks
Randomly selected 50 brick units
0% Partnership; 100% Proprietorship
Direct sales: 82%; Sales through agent: 8% Both: 10%
Less than 10 years: 66%; More than 20 years: 6%
Between 10-20 years: 28%.
Up to 25: 88% finns; 26 to 75: 10% firms; Above 75: 2% firms.
38640000 bricks annually
Annual - Wood: 11.6 Tonnes Coal: 5409.6 Tonnes; Diesel: 12109
litres; Electricity: Rs 358600
Rural Clamps
4.4 BASIC CHARACTERISTICS OF ENTERPRISES IN THE THREE CLUSTERS
The basic characteristics of the surveyed small brick industry units with reference to the
study clusters is used to facilitate the understanding of their energy and environmental
performance, factors that influence the current level of energy use efficiency and scope for
its improvement in a proper perspective. Accordingly, a descriptive analysis of the
characteristics of the sampled units based on the primary data obtained during our field
study is carried out in terms of:
Age
Origin
Type of marketing
Seasonal nature of manufacturing activity
Size of labour
Current investment
Entrepreneurial qualification
Kind of energy inputs used
Skill composition of labour force
55

• Technology-in-usc
• Level of interaction with other units in the cluster and
• Energy conservation awareness,
These can be broadly grouped into:
1. General Characteristics: comprising location, product, origin and age of firms.
2. Size characteristics: including labor force, and current value of investment.
3. Functional characteristics: encompassing energy inputs used, technology-in-use,
marketing, entrepreneur qualification and skill set of employed labor force.
4. Characteristics Relating to Interaction and Awareness: consisting of nature and
interaction of brick finns towards energy aspects.
4.4.1 General Characteristics
The general characteristics of the units are presented in terms of cluster location, main
products, wastes generated, origin and age of the firms. The three energy intensive brick
industry clusters covered by the study are spread across the states of Kamataka,
Tamilnadu, and Andhra Pradesh.
Table 4.4 shows this along with the number of sampled brick units in each of the study
cluster. All the fifty sampled firms in each of three clusters are independent and have
grown naturally and are selected randomly. The production is perennial in Malur brick
cluster and seasonal in the Tiruvallur and Krishna brick clusters, whereas the market for
their output undergoes seasonal variation in all the study clusters.
Table 4.5 presents data on the origin of enterprises. A considerable majority of the
enterprises in all three clusters have come up due to first generation entrepreneurs as
individual proprietorship concerns. About 84.6% of the enterprises are proprietorship
firms and nearly 2.7% of them are partnership firms. Hardly 12.7% of the firms are
inherited fi'om parents. Inheritance is higher in Malur and Krishna brick industry clusters.
Further, most of the kilns are IDK and rural clamps and easy to construct and also requires
low capital needs in terms of physical and human resources apart from simple technology
requirements.
56

Table 4.4: Study Cluster Location and Sample Size
SL. No
1.
2.
3.
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
Location/Region
Malur Taluk, Kolar District, Kamataka
Tiruvallur District, Tamil Nadu
Krishna Distirct, Andhra Pradesh
Sample Size
50
50
50
Table 4.5: Origin of enterprises
SL. No
1.
2.
3.
Study Cluster
Malur Brick Industry Cluster Tiruvallur Brick Industry Cluster Krishna Brick Industry Cluster
First Time Entrepreneur
40
45
42
Started With
Partner
2
2
0
Inherited From
Father
8
3
8
Total
50
50
50
Table 4.6 presents that the ages of the firms in which majority of the units have come up
only in the recent decades. Nearly 22% of the units have come up in the 1980s or
thereafter, about 27% of the units have come up in the 1990s and more than half of the
total (nearly 51 %) units have come up in the 2000 or after.
SL. No
1.
2.
3.
Table 4.6: Age
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
of units
1980s
8
11
14
1990s
19
19
3
2000
23
20
33
Total
50
50
50
The main product and the waste generated by the clusters are given in table 4.7. The brick
clusters of Malur, Tiruvallur and Krishna are known only regionally. In other words, the
importance of chosen clusters of small brick units spans from local to interstate arena. All
the three Clusters cause air pollution primarily due to their energy use in addition to also
causing land pollution.
57

Table 4.7: Main products and Waste Generated in SSI clusters
SL No.
1.
2.
3.
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster Krishna Brick Industry Cluster
Main Product
Table Moulded bricks Table Moulded bricks Table Moulded bricks
Wastes
Broken bricks, Ash, Charcoal
Broken bricks. Ash etc.
Broken bricks, Ash etc.
4.4.2 Size Characteristics
The size of the brick industry units can be described in terms of employment, and current
investment. The distribution of employment in the surveyed units of three clusters is
presented in Table 4.8. The majority of brick manufacturing units are employed in the
range up to 1-25 workers. Few units also ranged from 25-75 workers, apart from >75
range. On the aggregate basis, nearly 81% of the units in the three clusters employed less
than 25 workers. About 16% of the units had 25-75 employees, and a meager 3% in the
range of >75 employees.
Table 4.8: Employment in the firms
SL No.
1.
2.
3.
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
Up to 25
35
14
44
25 to 75
14
28
5
Above 75
1
8
I
Total
50
50
50
The size of current investment reveals another dimension of size. A considerable majority
of brick manufacturing units had current investment in the range of Rupees 1 lakh to 1
core. Officially, 'smallness' in India is determined based on original investment in plant
and machinery. Table 4.9 reinforces the fact that the brick units in the study clusters in
general are small in size.
58

Table 4.9: Current Investment in the units
SL No.
1.
2.
3.
1 1
Studv Cluster ^P^^ 1 lalvh
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
0
0
9
1 lakh to 10 lakh
20
10
25
10 lakh to 25 lakh
16
12
10
25 lakh to 50 lakh
12
20
5
50 lakh to 100 lakh
2
8
1
Total
50
50
50
4.4.3 Functional characteristics
The functional characteristics of small industry brick units would refer to their method of
marketing, technology-in-use, kinds of energy inputs used, and entrepreneur qualification.
The mode of marketing of products by the small industry units of three clusters is given in
table 4.10 generally small industry units can sell their products to large firms through
formal or informal sub contracting arrangements, or sell through retailers or to customers
directly. The brick makers sell products through agents like retailers or traders or directly
to customers. A significant number of brick makers adopt a combination of the strategies
referred above for marketing their products.
Table 4.10: Marketing of Products
SL No.
1.
2.
3.
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
Through Agents
18
33
4
Directly Customer
24
7
41
Both
8
10
5
Total
50
50
50
The nature of technology in use in the study clusters is given in table 4.11 .The kind of
technology in use in the small industry units indicates the level of modernization. Brick
making units use largely hand and other fiael operated machineries and to that extent these
clusters may be considered relatively backward in terms of technology. The firms in the
study clusters adopt conventional energy-inefficient manufacturing technologies. In the
Malur cluster, majority of the brick units use Intermittent Downdraught Kiln (IDK)
technology which is less energy-efficient than Continuous Horizontal-draught kiln, and the
59

vertical shaft brick kiln (VSBK) (which is considered as the most energy efficient
technology). Whereas the Tiruvallur brick cluster uses the continuous BTK technology,
while the Krishna cluster uses the old technology of Rural Clamps which consumes more
energy for firing the brick compared to other kiln technologies.
Table 4.11: Nature of Technology Adopted
SL No.
1.
2.
3.
^he kii
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster Krishna Brick Industry Cluster
nd of energy inputs used is din
Intermittent
42
0
0
jctly related to t
Continuous
8
50
0
he kind of tecl
Rural Clamps
0
0
50
inoloey in u
Total
50
50
50
se. Tabl
4.12 provides details about the energy inputs used by the surveyed units of the study
clusters.
Table 4.12: Energy Inputs used
SL. No.
1
2
3
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
Energy Inputs Used
Eucalyptus leaves, Firewood, Diesel and Electricity Coal, Firewood, Diesel and Electricity Coal, Firewood, Diesel and Rice Husk
In general, units of the study clusters use a combination of energy sources such as
electricity, diesel, coal and different kinds of biomass inputs. The Tiruvallur cluster uses
mainly coal as fuel whereas the Malur cluster uses biomass mainly eucalyptus leaves and
firewood as a fiiel. But the Krishna cluster uses coal as the main fliel along with small
amount of rice husk and firewood for firing the bricks in the kiln.
The skill composition of labour reveals that the brick units of the study clusters absorb
both skilled and unskilled labourers, apart from white collar workers. At the aggregate, the
proportion of white collar to skilled workers and unskilled workers is shown in table 4.13.
Kiln firing, loading of bricks inside the kiln, and moulding, etc., require relatively higher
skill compared to moving the bricks from drying sheds to kiln and to the transporting
vehicle etc.
60

Table 4.13: Skill Composition of Labour
SL. No.
1
2
3
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
White Collar
Workers
35
68
0
Skilled Workers
855
2299
554
Unskilled Workers
472
979
161
Total
1365
3346
715
Since the entrepreneurs are the backbone in the survival and growth of small industries
their experience and qualifications assumes significance. Table 4.14 shows the educational
level of entrepreneurs in the study clusters. It is clear that majority of the entrepreneurs
had more than tenth standard education. At the aggregate level, about 50% of the
entrepreneurs had education up to tenth standard. Among the remaining ones, about 26%
of the total had PUC or diploma education. Nearly 24% of the entrepreneurs are either
graduates or post-graduates. The experience was gained as a member of the family or by
the friends and relatives who is engaged in the business or by working in similar firms.
Table 4.14: Entrepreneurial Qualifications
SL. No.
1
2
3
Study Cluster
Malur Brick Industry Cluster Tiruvallu r Brick Industry Cluster Krishna Brick Industry Cluster
Up to SSLC
5
32
38
PUC/ Diploma/
IT!
28
6
5
BA/B.Sc/ B.Com
16
9
6
B.E
1
1
1
MA/MBA/ M.Sc
0
2
0
Total
50
50
50
4.4.4 Characteristics Relating to Interaction and Awareness ' '' u « J. •
One of the major advantages of clustering is that it gives scope for interaction and
collective action (Raghavendra, 2002). If this is true, the level of awareness among cluster
based entrepreneurs about technology and other related issues is likely to be high. But
iOnatta K\j\ U;:L! ;iVt;f-;.'V L;;..
61 jnana Sanvaon bn-if'̂ ::.

interaction among entrepreneurs in a cluster may take place in different ways for different
reasons. Further, it is not necessary that each and every entrepreneur of cluster would
involve in the interaction with other entrepreneurs. Therefore, it is essential to know how
many of these entrepreneurs in the three clusters are involved in interaction and as well as
the nature of the interaction.
Interaction among entrepreneurs may take place for (a) Solving production and quality
related problems; (b) Adaptations and improvements in production processes; (c)
Adaptations of products to changing market needs; and (d) Installing and adopting
machines and tools (Table 4.15). What is significant is to note that a considerable number
of entrepreneurs (43%) in the three clusters do not interact at all with others. Among those
who interact, majority entrepreneurs (about 57% of those having interactions) adopt a
combination of strategies for interacting with fellow entrepreneurs.
Table 4.15: Level of Interaction
SL. No.
1
2
3
Study Cluster
Malur Brick Industry Cluster Tiruvallur Brick Industry Cluster Krishna Brick Industry Cluster
YES (a)
25
32
24
(b)
2
3
0
(c)
0
0
0
(d)
0
0
0
NO
23
15
26
Total
50
50
50
Those entrepreneurs, who interact, do so in different ways. They interact through (a)
learning from each other's experiences through informal networks (14%)); (b) direct formal
interaction (15%)); (c) Sharing of information with firms linked by family friendship ties
(27%); (d) Interaction emanating due to the initiatives taken by the local associations; and
(e) interactions during seminars or training is very low. Table 4.16 shows the nature of
interaction. Here, more than half of the entrepreneurs (57%)) interact in more than one
way. But, it is crucial to note that, interaction alone may not be useftil unless follow-up
and joint actions are initiated to improve the business performance.
62

Table 4.16: Nature of Interaction
SL. No.
1
2
3
Study Cluster
Malur Brick Industry Cluster Tiruvallur Brick Industry Cluster Krishna Brick Industry Cluster
YES (a)
15
6
0
(b)
3
19
0
(c)
17
15
8
(d)
0
I
0
(e)
1
1
0
NO
14
8
42
Total
50
50
50
Given the level and nature of interaction and the fact that all the three study clusters are
energy intensive, we are keen to know how far the entrepreneurs are aware about energy
conservation. Table 4.17 presents the details about whether the entrepreneurs are aware of
energy conservation or not. Though more than 54% of the entrepreneurs are aware of
energy consei-vation, not many have initiated steps for energy conservation. Surprisingly,
about 46% expressed ignorance about the awareness of energy conservation and
availability of better technologies.
Table 4.17: Awareness of Energy Conservation
SL. No.
1
2
3
Study Cluster
Malur Brick Industry Cluster
Tiruvallur Brick Industry Cluster
Krishna Brick Industry Cluster
Aware
35
30
16
Not Aware
15
20
34
Total
50
50
50
4.5 SUMMARY
The objective of this chapter was to provide a background of the three energy intensive
brick industry clusters covered by the study which are spread across the states of
Kamataka, Tamilnadu, and Andhra Pradesh. Majority of the surveyed units have come up
in the 1980s or after and are started by first generation entrepreneurs. The Malur cluster,
with the exception of Krishna and Tiruvallur cluster, work throughout the year. Though all
the units in the cluster are engaged in producing bricks, these units function independently
and formal linkage with other units and associations is barely found. In terms of size,
majority units are small sized as they employed up to 50 workers. Units in the three
clusters primarily rely on agents for marketing their products or sell directly to the
63

customers. In general, these units use a combination of energy inputs viz., electricity,
diesel, coal, and different kinds of biomass inputs. Based on the technologies all the study
clusters are still dominated by the energy inefficient kilns. The general level of
entrepreneurial qualification may be considered good as majority had qualifications higher
than matriculation. Though clusters give scope for interaction and joint action, a
considerable number of entrepreneurs in most clusters declared that they do not engage in
any kind of interaction with anybody. Though the brick industries are energy intensive,
majority of the entrepreneurs are not aware of energy conservation. Further, those who are
aware of energy related issues have not initiated any steps towards energy conservation.
64











![12_chapter 3.pdf - [email protected] Home](https://static.fdocuments.us/doc/165x107/6203ab04da24ad121e4c1312/12chapter-3pdf-emailprotected-home.jpg)





