
Chapter 15 Thermoforming ETPL 1100. Introdution Thermoforming is the process where plastic materials...
120
Chapter 15 Thermoforming ETPL 1100
-
Upload
brittany-burke -
Category
Documents
-
view
239 -
download
5
Transcript of Chapter 15 Thermoforming ETPL 1100. Introdution Thermoforming is the process where plastic materials...
Chapter 15Thermoforming
ETPL 1100

Introdution
• Thermoforming is the process where plastic materials are shaped from softened sheet
• The process involves– Heating the plastic sheet to a temperature
range where it softens– Then stretching the softened plastic against a
cold surface mold– When the sheet has cooled, it is removed
from the mold and excess plastic is trimmed

Introduction
• Thermoforming is a gemeric term for a group of processes– Vacuum forming– Drape forming– Billow forming– Mechanical bending– Match-Mold forming– Pressure forming

Introduction
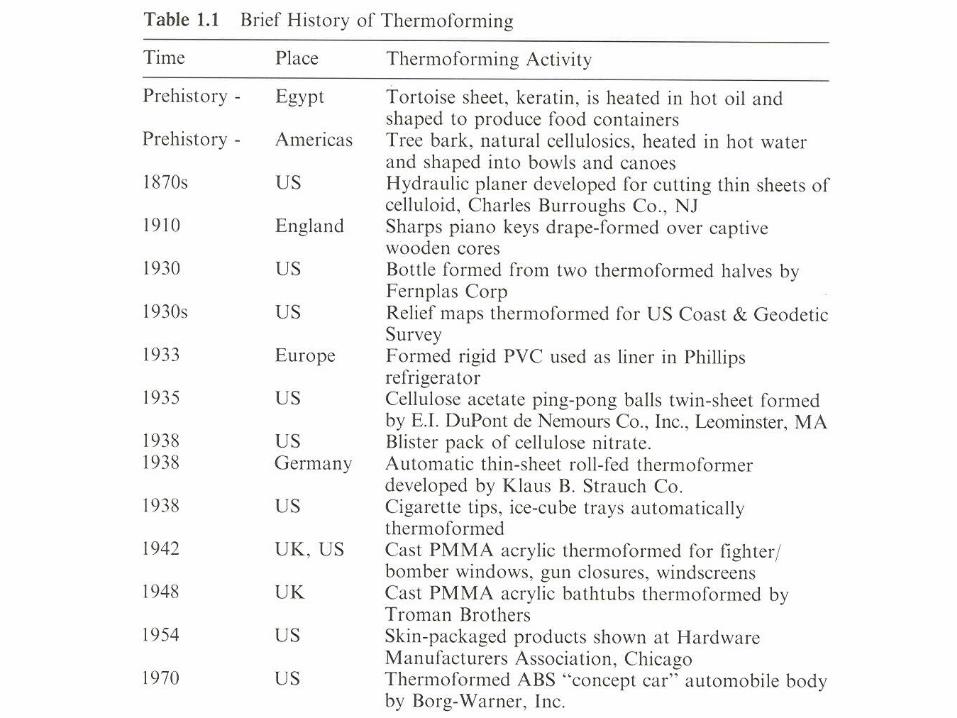
• Thermoforming is one of the oldest methods of forming useful articles

Introduction
• Markets– Thermoformed products are categorized as
• Permanent( Industrial)• Disposable
Introduction
• Typical Industrial Products– Equipment cabinets– Tote bins– Pallets– Trays– Head liners– Shelves
Introduction
• Typical disposable products– Point of purchase containers– Hand and power tool cases– Meat and poultry trays– Egg cartons

Introduction
• Major growth area for thermoformed products– Multi layer containers– Returnable containers– Modified atmospheric packages– Medical device equipment

Introduction
• Terminology– Thermoforming processes are divided by
thickness or gauge of the sheet used• Thin gauge for sheet less than .06in (1.5mm)• Heavy gauge for sheet greater than 0.12in. (3mm)• “gray area” between the thickness, depends on
whether the material can be rolled or comes in sheets

Introduction
• Competition to thermoforming– Blow Molding– Rotational Molding– Injection molding


Introduction
• Advantages of thermoforming– Low temperature, low pressure required– Only a single surface mold is required– Molds are easy to fabricate and use
inexpensive materials – No need for the plastic to flow
• Can make very large surface area to thickness ratios

Introduction
• Disadvantages to thermoforming– Plastic material is more expensive because
the pellets have to be made into sheets– Generally more waste to reprocess– One sided– Can get a great deal of wall thickness
variation
Plastics and Polymers

Plastics and Polymers
• Thermoforming uses plastic sheet, which is heated, stretched, cooled and mechanically cut– The plastic sheet is manipulated as a rubbery
solid or elastic liquid– The solid or elastic liquid properties are more
important than the viscous properties when thermoforming

Plastics and Polymers
• You can thermoform both amorphous and crystalline polymers– Amorphous
• No organization, glass transition• PS, ABS, PVC, PMMA, PC
– Crystalline • Organized region called crystals, glass transition
and melting• PE, PP, Nylon, Acetal

Plastics and Polymers
• Thermoforming Window– Temperature range over which the polymer is
sufficiently subtle or deformable for stretching and shaping
– Typically amorphous have broader window than crystalline
• PS – 260 to 360 F• PP – few degrees below melting point of 330F

Plastics and Polymers
• Important thermal properties– Enthalpy or heat capacity– Thermal conductivity– Temperature dependent density


Plastics and Polymers
• Heat Capacity or specific heat– Measure of the amount of energy required to
elevate the polymer temperature– One measure of energy uptake is enthalpy
• It increase with increasing temperature• When a material goes through a phase change,
such as melting, the enthalpy-temperature curve changes dramatically
• When a material goes the glass transition, the enthalpy-temperature curve changes very little
Plastics and Polymers
• Heat Capacity or specific heat– It takes twice as much energy to heat heat a
crystalline polymer from room temperature to above its melt temperature than to heat an amorphous polymer the same


Plastics and Polymers
• Heat Capacity or specific heat– In general enthalpy changes can be calculated as:
– M is mass
– Cp is heat capacity
– T is temperature
dTmcHT
T p 2
1
Plastics and Polymers
• Heat Capacity or specific heat– If going through a melting transition
• ∆H gives the energy required
2
1
T
Tm
pfusion
T
T
p dTmcHmdTmcHm

Plastics and Polymers
• Thermal conductivity– The measure of energy transmission through
a material– Plastics have substantially lower rates than
metals• Aluminum has 1000 times greater than PS
– Th rate of heat transfer to the sheet is very important because it determines the time the process takes
Plastics and Polymers
• Density– Mass per volume– It decreases with increasing temperature– Small change at glass transition, large change
at melting temperature• At forming temperature amorphous has 10-15%
less density than at room temperature• At forming temperature crystalline has 25% less
density than at room temperature• Shrinkage must be accounted for to meet final
specifications
Plastics and Polymers
• Thermal diffusivity– Combination of polymer heat
properties– Thermal conductivity/density/heat
capacity– Fundamental polymer property in
time dependent heat transfer to materials
pc
k
*

Plastics and Polymers
• Infrared energy absorption– Most commercial thermoforming heaters emit
energy in far infrared wavelength– Thermoforming is concerned most with the
wavelength range 2.5 to 15 microns– Very important when heating sheet

Plastics and Polymers
• Thermoformable polymers– Polystyrene is by far the most widely used– Other PS family
• HIPS• ABS• SAN• OPS – orientated PS
– PVC– PMMA

Plastics and Polymers
• Thermoformable polymers– Cellulosics– PC– PET– PE– PP– If a polymer can be made into a sheet it can
be thermoformed

General Forming Concepts

General Forming Concepts
• The simplest thermoforming process consists of simply heating the sheet and forcing it against a solid shaped mold
• There are many variations of this simple method

General Forming Concepts
• Simple heating and stretching– The basic thermoforming process is of
differential stretching– Only the sheet that is not touching the mold
stretches– As stretching continues, the sheet becomes
thinner and thinner– Area last formed are the thinnest, most
orientated and weakest– Final part has very non-uniform wall thickness

General Forming Concepts
• Drape forming• Earliest method• The sheet is heated and then manually
shaped over the mold• Uses a male or positive mold• Yields a part that is thinner along its side
walls, rim and corners than at the bottom• Used to make heavy gauge products such
as signs and refrigerator liners

General Forming Concepts
• Vacuum forming– The sheet is heated and stretched into a
female mold– Requires a vacuum system– The part is thinner in the bottom and corners
than at the top– Used to make heavy gauge products such as
signs and thin gauge product such as picnic plates
General Forming Concepts
• Free forming– Billow or free bubble forming– Does not use a mold– The sheet is heated to its forming
temperature, then air pressure is applied against the sheet, and the sheet expands
– As the bubble expands it touches a shut off device for the air, controlling the final size of the bubble


General Forming Concepts
• Free forming– Because the bubble never touches a solid
surface, it remains mar free– The bubble is uniform in thickness– Transparent polymers are most used– Heavy gauge, free fromed shapes are used
as skylights and aircraft windows– Thin gauge, free fromed shapes are used in
blister packaging

General Forming Concepts
• Assisted forming– Used to improve the wall thickness uniformity
for deep draw parts– Three types
• Non uniform heating• Pneumatic preforming• Plug assist

General Forming Concepts
• Non uniform heating– For heavy gauge froming its produces a sheet
that is hotter in certain ares than others– Hotter sheet stretches more that cooler sheet– Regions of the sheet that would normally be
over thinned are not heated as much as regions that would normally be over thick

General Forming Concepts
• Pneumatic preforming– The heated sheet is first inflated with air– A mold is plunged into the inflated sheet– Vacuum is applied to the mold to ensure the
sheet replicates the mold surface



General Forming Concepts
• Plug assist– Plugs are mechanically driven, shaped solid
structures that are pressed into the softened sheet prior to forming
• Used to locally stretch a sheet• Used for heavy gauge products such as tote bins
and equipment cabinets• Used for thin gauge products such as drink cups


General Forming Concepts
• Pressure Forming– When the pressure difference across the
sheet exceeds 1 atmosphere, 14.7 psi or 0.1MPa
– Pressure forming uses air pressure up to 10 atmospheres on the free side of the sheet and vacuum on the sheet surface closest to the mold
– Pressure formed parts have surface texture and radii that rival injection molded parts

General Forming Concepts
• Pressure Forming– Used in thin gauged forming to improve
cooling cycle times by rapidly stripping the sheet from the plug and driving it against the cold mold
– Heavy gauge pressure forming is used with stiffer filled polymers


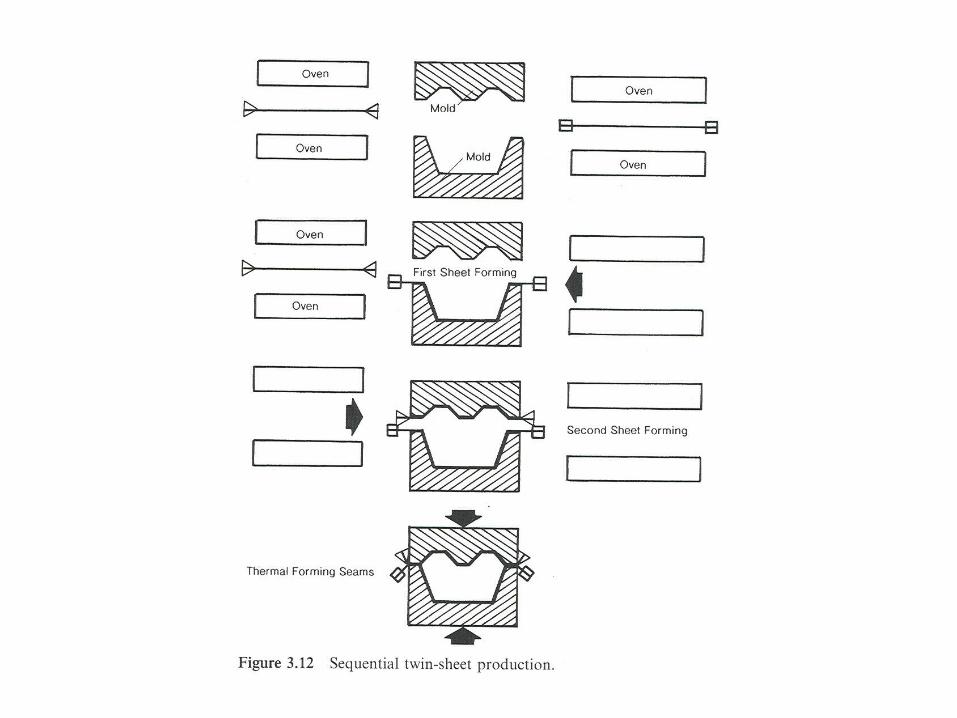
General Forming Concepts
• Twin sheet forming– Competes with blow molding– Two halves of the finished product are made
then glued together



General Forming Concepts
• Contact forming – The thin sheet is brought into contact with a
heated, non stick metal surface, then quickly transferred to a mold for forming
– Its not economical to heat very thin plastics by non contact means


General Forming Concepts
• Diaphragm forming– The diaphragm is usually a high temperature
rubber such as neoprene– The sheet is clamped against the diaphragm
and heated• The diaphragm is for support with plastics of low
forming strength
– The diaphragm and hot sheet are deformed against the mold surface
– Part wall thickness is very unifrom


General Forming Concepts
• Mechanical forming– For simple bends, strip heaters are placed
against the sheet held in a bending structure– When the local area of the sheet is hot, the
bending fixture is activated– The sheet is allowed to cool in its final bent
form– Care must be taken to ensure that the plastic
is sufficiently heated, otherwise some spring back occurs.

Machinery for the Forming Process

Machinery for the Forming Process
• Currently the machinery market is $500 million
• Most machines are homemade or substantially modified from original design– Low temperature, pressure process
• Important things in commercially manufactured machines is to produce quality parts with high productivity, high reliability and low maintenance costs
Machinery for the Forming Process
• We will look at 5 major systems– Thin gauge, roll fed machines– Heavy gauge sheet forming– Thin gauge form, fill and seal– Extrusion/forming line– Matched mold forming machines

Machinery for the Forming Process
• Several defining characteristics shoul be considered when choosing a roll fed machine– Platen dimensions– Maximum depth of draw– Nature of the forming process– Type of power drive for the platen and sheet
indexing– Type of heater and controls


Machinery for the Forming Process
• Sheet take off– The incoming sheet is delivered as a roll– The roll stand should be capable of handling
2000 lbs and 6 foot diameter rolls– The roll stand must have passive braking– Rapid roll changer is an optional feature

Machinery for the Forming Process
• Pin chain and pin chain rail– Typically the thin gauge sheet is advanced through
the machine on pins spaced along the length of continuous bike-like chain
– Self lubricating chains have advantages, but chains without lubricants are required for medical and food applications
– Servo driven chain advancement is usually standard and offers smooth and constant sheet acceleration and deceleration rates and constant sheet speed during advancement
Machinery for the Forming Process
• Oven– It is necessary to provide as uniform energy input to
the sheet as possible– Many machine have modular ovens to allow more
than one “shot” to reside in the oven– The oven can have more than one section for hard to
heat polymers and foam• APET,PVC and PP have 3 oven sections• Low density foams have 5 sections
– Most ovens have opening for infrared temperature measurement

Machinery for the Forming Process
• Press– Once the sheet is hot, it must be quickly
pressed against the mold surface– The press has many functions
• It must close smoothly and rapidly against the sheet, without banging the mold
• It must retain alignment for the platen, mold and any ancillary devices

Machinery for the Forming Process
• Forming assist devices– Plug assist and pressure forming are common
for deep draw parts such as drink cups– Plug assist features should include the
capabilities for• Rapid replacement of individual plugs• Internal heating and cooling aluminum plugs• Relatively easy adjustment of the plug assist
platen• Easy adjustment of plug travel and rate of travel
Machinery for the Forming Process
• Trim means– With inline trimming, the sheet with the formed parts
still attached to the web is conveyed away from the thermoforming machine to a separate inline trimming press
– With in machine trimming, the sheet with the formed part is conveyed from the forming press to a separate in machine trimming station
– With in place trimming, the trim die is an integral part of the forming die


Machinery for the Forming Process
• In machine stacking– Many machines include means to stack the
product– The parts are punch separated from the web
using either mechanical piston linkage or rack and pinion servo devices
Machinery for the Forming Process
• Trim or web take up station– The excess material needs to be ground up
into pellets, eventually– There are two general way of treating the web
• One is to cut the web directly from the machine and feed it directly to the grinder
• The other is to continuously wrap the web into a roll and send it off to be ground
Machinery for the Forming Process
• Condition monitor– Sheet temperature should be measured using infrared
thermocouples– Mold and coolant temperature should be monitored– Heater temperature should be closely monitored– Air pressure and vacuum pressure should be
monitored– Photoelectric eye and alarms are recommended in
the oven for excessive sheet sag and “out of sheet” indications
Machinery for the Forming Process
• Process control– Most machines are equipped with PLC
controllers and color monitors– Most controls are based on time, how long the
sheet is in the oven– Most important are the automatic protocols for
emergencies• Fire• Power outage• Safety cage breech

Machinery for the Forming Process
• Heavy gauge sheet forming– Two general types
• Shuttle presses• Rotary presses
– Machine Criteria• Platen dimensions• Depth of draw• General nature of the forming process• Types of motive power for moving things• Types of heater and max energy output
Machinery for the Forming Process
• Shuttle presses– %70 of machines– Very versatile and capable of forming parts of
nearly unlimited dimensions– Economically inefficient

Machinery for the Forming Process
• Shuttle presses– Simplest thermoforming press– The sheet is clamped in a four sided clamp
frame– The sheet and frame are moved into the oven– When the sheet reaches its forming
temperature, the sheet and clamp are moved to the forming station

Machinery for the Forming Process
• Shuttle presses– The formed part is help against the mold until
it cools– The part with excess material is removed from
the mold– The formed part is then trimmed in a
secondary trimming operation
Machinery for the Forming Process
• Shuttle presses– In this simple process, no other sheet is
formed while a sheet is heated. Only one thing happens at a time
– Two ways to overcome this inefficiency• Double oven press – one sheet is formed while the
other is heated• Use a rail system similar to that used in a roll-fed
system


Machinery for the Forming Process
• Rotary Press– Very efficient– Requires more care in set up– Are limited in the size of the part that can be
formed



Machinery for the Forming Process
• Rotary Press– The heart of the rotary press is the carrousel
that carries the sheet from station to station• The stations are
– A load/unload station– An oven station– A forming press station– A second oven station is added in a four station machine

Machinery for the Forming Process
• Rotary Press– A four station machine is used when heating the
sheet limits the process or when sequential twin sheet thermoforming is being done
– The sheet is clamped on all sides at the load/unload station
– It is then indexed into the oven– The heated sheet is then indexed into the forming
press– The formed part is then rotated to the load/unload
station, where it is removed and a new sheet is clamped in the frame

Machinery for the Forming Process
• Rotary Press – Sheet handling– When sheet of standard dimensions is used
or when production runs are long, the sheet is picked and placed mechanically
– Sheets are either lifted with vacuum suction cups or elevated with pneumatic lifting tables

Machinery for the Forming Process
• Rotary Press – Sheet Clamp– Clamp pressure should be at least 50 psi– The clamping area should be at least 0.5 in
on .1 in thick sheet and at least 2 in on .4 in thick sheet
– The clamp frame and associated equipment should be able to withstand 800 F for 20 minutes
– The clamp frame should be easily adjustable for varying sheet dimensions

Machinery for the Forming Process
• Rotary Press – Oven– The oven temperature should be step controlled– Side baffles or oven side walls should close off the
sheet and clamp during heating to minimize drafts– Oven should be provided with ports for in oven
infrared temperature measurement– Provisions should be made for emergency shut down– The spacing between the sheet and the top and
bottom halves should be easily adjustable

Machinery for the Forming Process
• Rotary Press – Press– Adequate press capacity is the most critical
part of heavy gauge machine design– The press should have sites for platen
leveling, rapid platen alignment and capabilities for rapid mold change over
Machinery for the Forming Process
• Rotary Press – Pre-stretching means– Pre inflation or pre-stretching of the heated
sheet is common in heavy gauge thermoforming
– Two methods are used• Bubble stretching• Vacuum or draw box

Machinery for the Forming Process
• Bubble stretching– The hot sheet is temporarily clamped over a
lower mold element that acts as a blow box– The sheet is then inflated with extent of
inflation controlled by an electric eye
• Vacuum or draw box– The sheet is drawn down by vacuum, with the
extent controlled by a photo electric eye
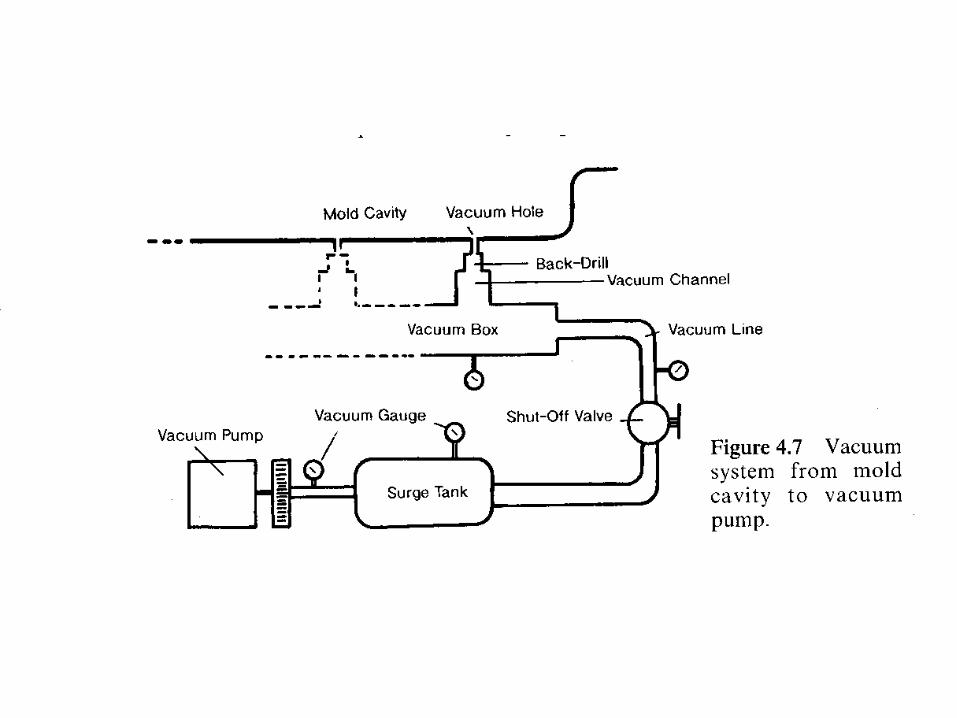
Machinery for the Forming Process
• Vacuum and pressure– Vacuum pumps should be capable of
maintaining 28.5 in (735 mmHg or 35 torr) at their inlet
– Surge tanks should be capable of maintaining 25 in (635mmHg or 125 torr) at their inlet
– The surge tank volume should be 6 to 20 times the combined volumes of the deepest cavity

Machinery for the Forming Process
• Vacuum and pressure– Pressure forming need air pressure of at least
100 psi– Forming of multilayer, filled or reinforced
sheet requires air pressure of 200 psi or more

Machinery for the Forming Process
• Thin gauge form and seal– Many disposable, rigid, medical and food
packages and certain point of purchase containers are produced with FFS equipment
– Thin gauge sheet, typically 10 to 20 mils, is continuously fed from a roll to the heating station
• For wide or heavy sheet, a pin and rail system is used


Machinery for the Forming Process
• Thin gauge form and seal– Non contact infrared heater are used for
heavier sheet, while direct contact heating is used for thin sheet
– The sheet is heated to temperature lower than traditional thermoforming temperatures
– Mechanical pressing is used rather than vacuum or pressure forming
– The formed containers, still connected to the web are fed beneath a filling station

Machinery for the Forming Process
• Thin gauge form and seal– The containers are then filled with product
• Manually in simple cases• Automatically in most cases
– After filling, the containers proceed to a sealing station
• May involve snapping a lid closed or heat sealing
– The containers are then trimmed from the web– Then the containers are stacked and placed
into cartons

Machinery for the Forming Process
• Extrusion/Forming line– For dedicated thermoformed products, the
extrusion process is often coupled with the thermoforming process
• Refrigerator door liners are often produced this way
– More complex process because it involves both extrusion and thermoforming


Machinery for the Forming Process
• Extrusion/Forming line– Most line are found in the thin gauge forming
operations for the production of drink cups and deli containers• Care must be taken to match the output of
the extruder to the through put of the thermoformer
• The thermoforming cycle dictates

Machinery for the Forming Process
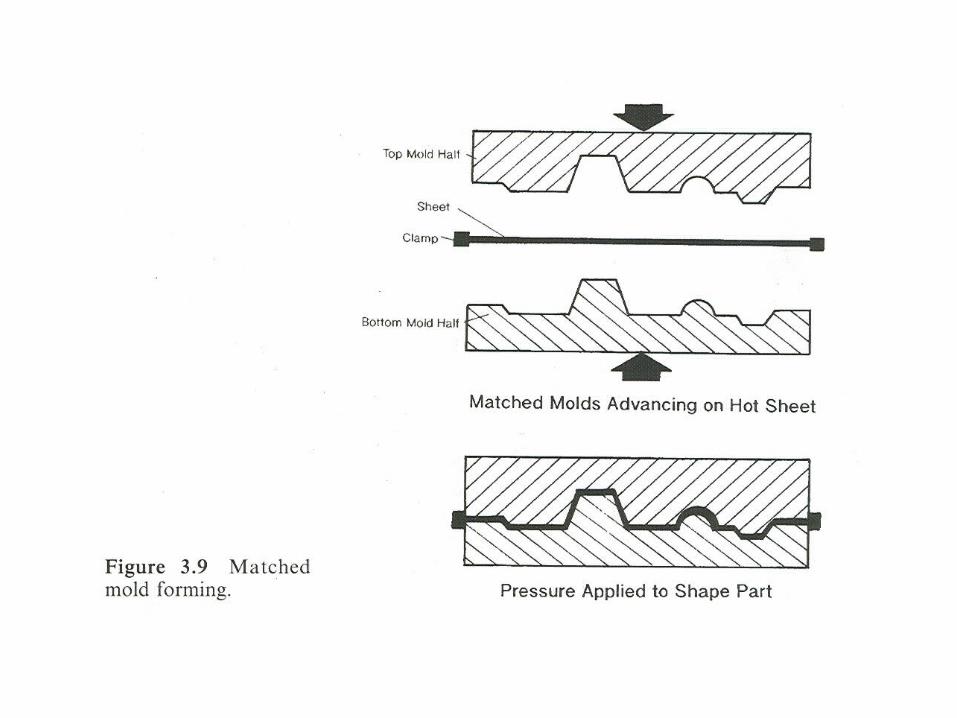
• Match Mold forming machines– Two types
• Low density foams because they are hard to heat and stretch
• Highly filled or reinforced polymers because they require high clamping and forming forces

Methods of Sheet Heating

Methods of Sheet Heating
• The first step in forming a plastic part involves heating the sheet too the proper forming temperature
• Heat transfer and the method of heating dominate thermoforming technology, because it’s the only way to produce a good part and is a major component of the cost.
Methods of Sheet Heating
• Concepts in Heat Transfer
– There are three basic methods of heat transfer
• Conduction
• Convection
• Radiation

Methods of Sheet Heating
• First we must understand how much energy is required to heat a unit mass of sheet from room temperature to the forming temperature
• Where Q is the total amount of heat needed
2
1
T
Tm
pfusion
T
T
p dTmcHmdTmcQm

Methods of Sheet Heating
• Q, the heat needed to raise the temperature from room temperature to the forming temperature is attained through one of the methods

Methods of Sheet Heating

Methods of Sheet Heating

Methods of Sheet Heating
Methods of Sheet Heating

Methods of Sheet Heating


















