
C T M Scratch-Resistant PP - Phantom...
40
CORE TECHNOLOGY & INNOVATION MATERIALS GROUP Scratch-Resistant PP Tony Saroukhan March 2001 Industrial supervisor: Dr. Chis DeArmitt Academic supervisor: Professor Ulf Gedde
-
Upload
trinhhuong -
Category
Documents
-
view
216 -
download
0
Transcript of C T M Scratch-Resistant PP - Phantom...

CORE TECHNOLOGY & INNOVATION
MATERIALS GROUP
Scratch-Resistant PP
Tony Saroukhan
March 2001
Industrial supervisor: Dr. Chis DeArmitt Academic supervisor: Professor Ulf Gedde

2
Abstract PP is a well-known and widely utilised polymer in the white goods industry, due to an excellent balance between properties and price. However, the scratch resistance of PP is comparatively poor and this forces the engineer to choose expensive polymers, such as ABS, when the surface finish requirements are high. We started with evaluating the Erichsen pen and BMAT scratch testing methods to know how the different parameters influence scratching. We noticed that for the BMAT test, the glass beads are not necessary and that sand is too aggressive as a scratching medium for polymers and so it should not be used. Instead, we found that ABS polymer pellets were an suitable scratching material for our study. With the Erichsen pen we were able to obtain the critical load as a fast, first step for comparing the different materials. The result from the BMAT showed that some elastic and rubbery samples had very poor scratch resistance, while other elastic materials had better scratch resistance than all the other materials, including the ABS. Overall however, the PP samples supplied by Borealis were best, due to a combination of high critical load, very good scratch resistance in all the BMAT tests plus a low price.

3
TABLE OF CONTENTS 1 INTRODUCTION...................................................................................... 4 2 THEORY .................................................................................................. 4 2.1 Crystallisation .......................................................................................................................... 6
2.2 Friction ..................................................................................................................................... 7
2.3 Gloss.......................................................................................................................................... 7
2.4 Plastics are actually viscoelastic-plastic ................................................................................. 8
3 INSTRUMENTS ......................................................................................11 3.1 Erichsen Pen............................................................................................................................11
3.2 Ball Mill Abrasion Test (BMAT)..........................................................................................12
3.2.1 Machine ..........................................................................................................................12
3.2.2 Scratching materials (means) ........................................................................................12
3.3 Gloss.........................................................................................................................................14
3.4 Surface Roughness..................................................................................................................14
4 MATERIAL .............................................................................................15 4.1 Reference .................................................................................................................................15
4.2 PP-Polymer .............................................................................................................................15
4.3 Rubber .....................................................................................................................................16
4.4 Fillers & chemicals .................................................................................................................16
5 EXPERIMENTAL....................................................................................17 5.1 Injection Moulding .................................................................................................................17
5.2 Erichsen Pen............................................................................................................................17
5.3 BMAT ......................................................................................................................................19
6 RESULTS AND DISCUSSION ...............................................................21 6.1 Pre-test.....................................................................................................................................21
6.1.1 Erichsen Pen ..................................................................................................................21
6.1.2 BMAT (Ball Mill Abrasion Test) ...................................................................................22
6.2 Erichsen Pen............................................................................................................................25
6.3 BMAT ......................................................................................................................................29
7 CONCLUSIONS AND FURTHER WORK ..............................................36 8 ACKNOWLEDGEMENTS.......................................................................38 9 REFERENCES: ......................................................................................39

4
1 Introduction Polymer materials are used in lots of product in various industries, but some polymers are dominant because of their low cost compared to their properties. Polypropylene (PP) is one such polymer, which is used in car, household products and other numerous applications. However, there are some properties of PP that are not so good, especially scratch-resistance. Compared to ABS, PP vacuum cleaner cases scratch easily and start to look bad after only a few months of use. This report is a Master of Science thesis for the department of Polymer Technology at the Royal Institute of Technology in Stockholm, Sweden. It was performed at Electrolux Core Technology & Innovation in Stockholm, which is the central R & D facility for Electrolux Home Products Europe. The main task of the work was to investigate some possible ways to make PP more scratch-resistant compared to the PP grade the Electrolux uses now whilst keeping the total cost of the solution below that of ABS. To get good scratch-resistant PP, there are two major approaches: • Modify the PP structure. (e.g. crystallinity, copolymers) • Cover PP with a thin film, which has the right properties (or mixing with fillers
and additives) Each of these ways has several methods to achieve better scratch-resistance for PP. Depending on the type of product and where it is used, the polymer scratches in a different way. The range extends from, wear with decreasing gloss as a result, to deep scratches that can lead to cracks. There are a large number of instruments that can be used to produce these different kinds of scratches in a laboratory. Furthermore, lots of methods exist for measuring the shape, depth and quantity of scratches. The best test method for a certain product is expected to be the one that most closely models the use of the product.
2 Theory There are many different ways to scratch a material. The scratching mechanism is influenced by the level of friction between the material and the scratching tool. The friction is, in turn, affected by the surface roughness and the hardness of the material. Scratching velocity, the load and the temperature also affect the scratching mechanism. Some positive properties with plastic material during scratching: 1. Plastics have viscoelastic properties and the stresses in the plastics may relax
during loading 2. Plastics have considerable elastic recovery upon removal of an applied stress. The term “scratch” is used to summarise the many ways of mechanically damaging a surface with a device. Depending on the geometry of this device, see Table 1 [4], different parameters co-operate. If one material passes one scratch test very easily, that does not mean that it will pass all types of scratch test. This makes it extremely difficult to evaluate materials, since different products become scratched in various

5
ways depending upon where they are used. Therefore, the scratch testing method should be chosen to closely model the type of scratching that is expected during use of the product, in this case a vacuum cleaner. A study made by Lange [2] showed that the higher the Tg of a material, the higher the scratch resistance. Figure 1 show that the scratch hardness increases with decreasing temperature. In other words, if two polymers are at the same temperature, the one with higher Tg has better scratch resistance.
Figure 1 Scratch depth as a function of Tg. It was shown that for epoxies, the greater the degree of cross–linking, the higher the Tg, which means better scratch resistance. While for polyester and polyurethane the opposite is true, the scratch resistance decreases the greater the degree of cross–linking becomes. When additives such as pigment and filler, are mixed with the polymer, one has to consider the hardness of the additives, especially when scratching with a circular disc, using e.g. scouring pad (Scotch Brite). This is because the material that is removed from the sample during scratching remains between the sample and the disc. So if the additive is harder than the scratching substance, it will act as an abrasive and decrease the apparent scratch resistance for the polymer. In injection moulded polymers, the scratch performance is mostly affected by the skin instead of the core. Therefore, the parameters for describing the scratch resistance are associated with the surface properties [9]. Higher crystallinity in the skin may increase scratch hardness, but it may also embrittle the material and contribute to increased cracking or scratch whitening.
Table 1. The influence of cone angle αααα, , , , upon the types of damage produces by scratching.

6
2.1 Crystallisation The speed of melting (cylinder temperature), the injection speed and the cooling rate (mould temperature) determine the type of crystalline structure that forms in the final product. There is two stage of crystallisation: • Nucleation. The molten polymer molecules pack into a regular crystal structure
during the cooling. The molecules must find nuclei, which can be small ordered areas in the melt or impurities, to initiate the crystallisation. The cooler, the melt the more of these tiny ordered nuclei that will form, which is a prerequisite for crystallisation .
• Crystal Growth. This stage requires molecular mobility, which increases with
temperature. It allows the polymer molecules to move from the random coils in the melt, onto the surface of the growing crystal [12].
Consequently the rate of crystallisation is dependent on opposing parameters, low temperature favours faster nucleation but high temperature speeds up crystal growth. But it is more complicated, since high temperature even produces thermal vibration that cause crystal melting. For economical reasons industry chooses the mould temperature that gives the shortest moulding cycle. A warm mould is good for mould filling whereas a colder mould aids polymer cooling so the polymer solidifies more

7
quickly to give a shorter cycle time. So, the ideal mould temperature is a compromise between different factors. Adding a nucleating agent to the polymer is one way to solve the problem. A fine inorganic powder whose sharp edges and corners can act as nuclei for crystal growth, talc is one example. Organic nucleating agents for PP include sorbitol and sodium benzoate. Scratch resistance is dependent upon the surface properties, in other words the skin layer of the moulded product. It is well known that the skin layer is amorphous, thus the thinner the skin layer, and the more pronounced the crystal properties on the scratch resistance [11]. Talc and other mineral fillers increase the thickness of the skin layer due to increased thermal conductivity of the filled polymer melt. Other parameters that increase the thickness of the skin layer are lower cylinder temperature and higher molecular mass. Both cause a greater degree of melt orientation so the relaxation time becomes longer. The opposite effect occurs for copolymers of PP with PE, in this instance the skin layer thickness decreases due to the decrease of the melt orientation and its relaxation time.
2.2 Friction Friction studies on organic polymers show that the coefficient of friction, µ, is very dependent on load. There are two types of friction, µs = static coefficient, given by the force needed to initiate motion and µk = kinetic (sliding) coefficient, the necessary force to maintain a given sliding speed [7]. The static coefficient is always equal to or greater than the kinetic coefficient. A phenomenon known as stick-slip friction occurs when the slider moves in jumps. This can be a consequence of having some play and lack of rigidity in the device holding the slider. The greater the difference between static and sliding frictional coefficient, the more prone is the system to stick-slip friction. The coefficient of friction may also depend on the relative velocity of the two surfaces. This can, for example, affect the local temperature and cause interfacial heating [10]. In fact the coefficient of friction tends to decrease with increasing sliding speeds, since a softened interfacial layer acts as a lubricant between the indenter and the sample. This can improve the scratch resistance, because the friction heat does not reach into the bulk of the material. In contrast, the scratch hardness is lower, in the case of external bulk heating, due to the bulk softening. Lubrication (silicone) produces opposing effects in the two types of deformation, the static (indentation) and the dynamic (scratch) [8]. Lubrication increases the penetration deep during static loading but decreases during dynamic scratching. However, when the scratch velocity and/or the cone angles increase, the efficiency of the lubrication tends to reduce. Other lubricants, like wax and Teflon (spray), are also used for reducing friction, which improves scratch resistance for single scratches with spherical indenter [3]. A disadvantage with the wax is that it deteriorates the bulk properties of the material, which is the property that is decisive for the behaviour during repeated scratching.
2.3 Gloss The appearance of a surface is not only determined by physical factors, but also by psychological influences. Gloss can be regarded as a surface’s ability to reflect light and is defined as the degree to which a surface is able to simulate the reflectance of a perfect mirror.

8
Type of Gloss Type of surface 1. Directed gloss - Average gloss of varnished or plastic surfaces. (85o) 2. No-reflex gloss - High and half glossy surfaces with distinct reflections. (The viewing angle will usually be 60o) 3. Clear pure gloss - High gloss surfaces showing mirror images. (20o) The human eye perceives these parameters simultaneously, combining them to form a comprehensive gloss vision. This is why several observers often have entirely different impressions leading to different conclusions [5]. A comparison of change in gloss and increase in roughness on scratching using the surface abrasion test showed that the gloss decreased strongly with increasing roughness at low roughness values, but that no change in gloss occurred when the roughness was further increased [3]. Rough surfaces scatter the incident light in all directions. The scattered field in such cases is considered to be the sum of two components: the specular component and the diffuse component. Specular reflection is the same as the reflection off a smooth surface. It is directional and obeys the laws of classical optics. Diffuse scattering, on the other hand, covers a larger area and shows little directivity. Gloss is defined as the optical property that measures the ratio between specularly reflected intensity and the incident light intensity [6]. Because the reflection of incident light intensity depends largely on the surface upon which the reflection occurs, gloss is closely associated with the surface roughness of the material. (See Figure 2) “Gloss is defined as the degree to which a surface simulates a perfect mirror in its capacity to reflect incident light ”
Figure 2. Gloss dependence on the reflection of the incident light
2.4 Plastics are actually viscoelastic-plastic Polymers are viscoelastic-plastic materials, which mean that there is an elastic deformation component that is recoverble after unloading. For detecting scratch visibility, the depth and the width of the scratch can be measured by a laser profilometer. The edges of the scratch show much higher elastic recovery than the bottom of the scratch; thus the measurement of scratch depth can give a higher sensitivity for scratch resistance (that is the case for PP and ABS) [1]. For most materials, the hardness has a relationship to the other mechanical properties, even if it is not straightforward, there is a tendency that high hardness is correlated with high modulus and strength. For PP, the hardness increases with increasing amount of hard or mineral fillers such as talc and wollastonite [9]. But there is no correlation between the hardness and the scratch resistance of PP [1]. The difference between scratch tests (dynamic) and indentation hardness tests (static) is the explanation for this. During scratching of plastically deforming material, the normal load is supported only on the front face of the indenter, that penetrates deeper until the contact area, As, is almost equal the area of the statically loaded indenter, An. (Figure 3b). For viscoelastic-plastic materials, the sliding load is supported by the recovered material at the rear of the indenter, that is why it does not penetrate deeper. (Figure 3C). For a spherical indenter, the sliding contact area, As, is circular and can be approximated by:

9
As = 4
)( 2wπ
Where w is the recovered scratch width. The scratch hardness, Hw, can be described by the equation:
Hw = x 2)(4wL
π (N/mm2)
Where L is the load on the indenter, the value of x will be dependent on the viscoelasticity of the material, the sliding velocity, and the indenter geometry. x = 2 for plastically deforming material, and 1 < x < 2 for a viscoelastic-plastic deforming material. We set x to be equal to 1. We can also calculate the scratch hardness with consideration to the relationship between scratch depth, d, and scratch width w [9].
w = 2 22 drd −
H d = ( )22 drdL−π
The distance from the plaque surface to the bottom of the groove is defined as the ”scratch depth”. H d is the scratch hardness, where r is the indenter radius.

10
Figure 3. Material response during point loading and scratching

11
3 Instruments
3.1 Erichsen Pen We used Hardness Test Rod Model 318 from Erichsen Testing Equipment. The spring tension is set with a slider (Figure 4). With approximately 10mm/sec, one draws a 5 to 10 mm long line on the test surface by holding the instrument vertically. The stylus produces a scratch, if the spring pressure is too high the scratch is clearly visible, if too low then no scratch appears. The pressure range is 0 – 20 N. By increasing the pressure gradually, the critical load needed to create a visible scratch is determined. The stylus is a tungsten carbide spherical indenter with a diameter of 1.0 mm (related to ISO 1518)
Figure 4. Erichsen Pen The Erichsen Pen has a ring around the stylus that rests on the sample surface, during the drawing it is not only the stylus that scratches but also the ring, because of the small imperfections in the metal ring. A thin smooth UHMWPE film was applied to the metal ring to eliminate the scratching effect of the ring. This film gave the added advantage of reduced the friction between the metal ring.
Spring
Slide
Stylus
Ring

12
3.2 Ball Mill Abrasion Test (BMAT)
3.2.1 Machine The BMAT machine in Figure 5 was built in the Electrolux workshop. An electrical motor rotates a drum, 152 mm in diameter and 280 mm high, with the samples and the scratching material (means) inside.
Figure 5. Ball Mill Abrasion Test (BMAT)
3.2.2 Scratching materials (means) ABS-pellets (Figure 6) were chosen as scratching material for two reasons. The higher goal with this thesis was that the test material should have better scratch resistance than ABS. If the sample is scratched by ABS-pellets, it means that it has a lower scratch hardness than ABS. The second reason was the pellet shape; they have sharp edges that are good at making scratches. Furthermore, the ABS pellets are cheap, readily available and are have a controlled, reproducible shape.
Figure 6. ABS-pellets with sharps edges Wood-pellets (Figure 7) were utilised in this work to try to imitate the objects that scratch our product, in this case a vacuum cleaner, in the environment it is used in; examples are doors and furniture of wood and the hose. The wood pellets are made of
Electric MotorDrumVolts Magnet
Rotation meterr

13
sawdust that is compressed into pellets without any adhesive. The pellets are 6 mm in diameter and about 10-15 mm long. SÅBI Pellets AB manufacture this product.
Figure 7. Wood-pellets PC-pellets were from GE Plastics Europe, the grade we selected was LEXAN 104R, a high viscosity multi-purpose grade. LEXAN 104R contains a release agent to ensure easy processing. Sand (Figure 8) was used with a grain size of 150-210 µm. Sand has also been used in earlier scientific studies [2] and previous work at Electrolux.
Figure 8. Sand Figure 9. Glass beads. Glass beads (Figure 8 & 9) made of solid soda glass. These were not totally round. The average diameter was 10 mm. These were used to press the sand and the other material against the sample. Vacuum Cleaner Hose (Figure 10) at Electrolux is often made of PE with ribs. It was weighted down with 400g ceramic balls.

14
Figure 10. Vacuum cleaner with ceramic balls
3.3 Gloss The gloss measurement was done using the Sheen 101 N 60o-gloss meter. The values from the gloss meter are relative to the amount of reflected light by a black glass standard, which has a value of 93.0 Gloss Units (GU).
3.4 Surface Roughness To measure the depth and width of the scratch we used a surface roughness tester ´Surftest 301´ from Mitutoyo with a diamond tip. This results are provide: Ry = Ymax – Ymin • Ry: Maximum peak-to-valley height (Surface Texture Parameters user’s manual series no. 178, 1997, p. 1 – 19)

15
4 Material For this study, 9 different suppliers have been contacted; they delivered their best scratch resistance material available. Some samples were modified with additive or pigment. The first goal, was to have better scratch resistance compared to the PP Electrolux uses at present and at a lower price than for ABS (see below in Reference). The second and higher goal was to find a PP that was both better and cheaper than ABS. (Information in this section comes from the suppliers own data sheet for the respective material)
4.1 Reference PP: We used COPO 300-CA06 from Amoco Chemical. It is a PP copolymer, the same grade that is used to produce Clario vacuum cleaner at Electrolux. ABS: GE Plastics Europe supplied us with Cycolac S703 which is a super high flow ABS. Developed for thin wall injection moulding and injection / compression moulding applications.
4.2 PP-Polymer Solvay supplied us with Eltex P HCW280, a homopolymer PP that is highly isotactic, which gives an exceptionally high degree of crystallinity. Some of the samples were modified with 3% Dow MB50-001. Comtex is a new ”composite” material made from PP fabric, which has been heated under pressure until a thin skin on the surface of each fibre or tape is melted. Only between 10-20% of the original structure is melted. Delivered by BP Composites Borealis kindly supplied us with K2 XMOD, which is a film of high crystallinity homopolymer PP in different colours. They applied the film, by in-mould decoration to, a cheaper normal PP.

16
4.3 Rubber Santoprene a thermoplastic rubber developed by Advanced Elastomer Systems (AES), is an elastomer based, on PP. We were supplied with Santoprene 8201-60. Desmopan is the trade name for thermoplastic polyurethane (TPU) produced by Bayer AG. They supplied us with two grades, Desmopan 385 and Desmopan KU 2-8670 (thin) Surlyn is an ionomer, a thermoplastic, elastomeric polymer that is ”ionically cross-linked”. The grade we used was a film of Surlyn 1706; DuPont registered trademark, which is a copolymer of ethylene and methacrylic acid.
4.4 Fillers & chemicals Dow Corning® MB50-001 Masterbatch is a pelletized formulation containing 50% of an ultra-high molecular weight siloxane polymer dispersed in polypropylene (PP) homopolymer. It is designed to be use as an additive in polypropylene-compatible systems to impart benefits such as processing improvements and modification of surface characteristics, such as scratch resistance. Teflon, we used commercial spray from Biltema Sweden AB, containing microscopic PTFE particles. Silicon commercial spray from Biltema Sweden AB with 3 % petroleum distillate (CAS 64742-65-0)

17
5 Experimental 5.1 Injection Moulding Some samples were made at Electrolux using a Battenfeld injection moulder. The machine has a clamp force of 800 kN. All the samples were made using a temperature profile (°C) of: 230 235 220 219 200 200 (Hopper). The other parameters such as hold pressure and cooling were 10 seconds and 25 seconds respectively. The samples can be divided in three groups: 1. Those made of reference material, PP and ABS. 2. PP blended with different wt% of Dow Corning Masterbatch 3. And addition of a film to the PP. The first group was of pure pellets that melt down and formed 100x75x2 mm plaques. PP pellets did not require any treatment but the ABS pellets needed to dry for 4 hours at 80 °C before moulding the plaques. Second group contained a mix of Dow Corning MB pellets and PP pellets. Two different amounts (2 and 5wt%) of Dow Corning Masterbatch were added, by hand. The third group consisted of two parts, a film that was attached to the mould, after that the mould was closed and molten PP was injected. The result was a plaque of PP with a film of Surlyn, Desmopan or Comtex, attached to the surface. (Figure PP-film)
Figure 11. Comtex film attached to a PP-plaque.
5.2 Erichsen Pen During scratching with the pen, there are some parameters to take into consideration such as load, angle and scratching velocity. The only parameter that cannot be controlled exactly with the Erichsen pen is the scratching velocity, because the scratching is done manually. That gives some error factor. The pen test was used to determine both the critical scratch load and the scratch hardness. The critical scratch load is the minimum load required to make a scratch on the surface. Actually the “scratch” made by the critical load is more like a mark than a groove. Some of those marks could not be measured with the Surface Roughness Test. The scratch hardness, Hd, was calculated with both the scratch depth and scratch

18
width respectively. Those were measured with the Surface Roughness Test after scratching with load greater than the critical scratch load. To scratch some material such as Santoprene and Desmopan, e.g. rubber material, it required a substantially higher force to initiate motion for the indenter, in other words the static coefficient of friction, µs, was greater for rubbery material than the PP-polymers in our study. In an attempt to determine the role of the µs, PP was sprayed with lubricant such as Teflon (PP + T) or silicon (PP + S). According to the instructions on the tin, a thin layer should be enough and any excess should be wiped off. One way to receive a larger contact area between the lubricant and the sample surface, was to treat the surface with acetone (PP + T + A, PP + S + A), by wiping with a soaked napkin. The effect of this treatment was a higher roughness of the surface, which give a larger surface area. As mentioned earlier, when the roughness increased the gloss decreased (see Figure 2).
19
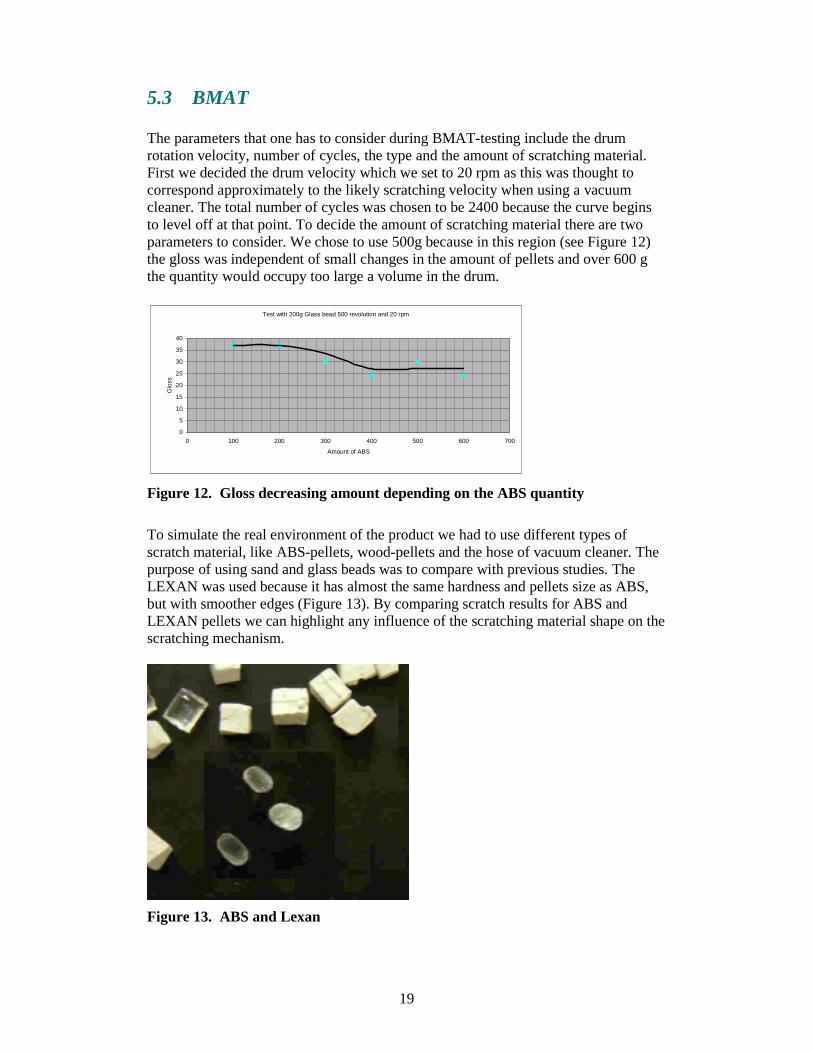
5.3 BMAT The parameters that one has to consider during BMAT-testing include the drum rotation velocity, number of cycles, the type and the amount of scratching material. First we decided the drum velocity which we set to 20 rpm as this was thought to correspond approximately to the likely scratching velocity when using a vacuum cleaner. The total number of cycles was chosen to be 2400 because the curve begins to level off at that point. To decide the amount of scratching material there are two parameters to consider. We chose to use 500g because in this region (see Figure 12) the gloss was independent of small changes in the amount of pellets and over 600 g the quantity would occupy too large a volume in the drum.
Test with 200g Glass bead 500 revolution and 20 rpm
0
5
10
15
20
25
30
35
40
0 100 200 300 400 500 600 700
Amount of ABS
Glo
ss
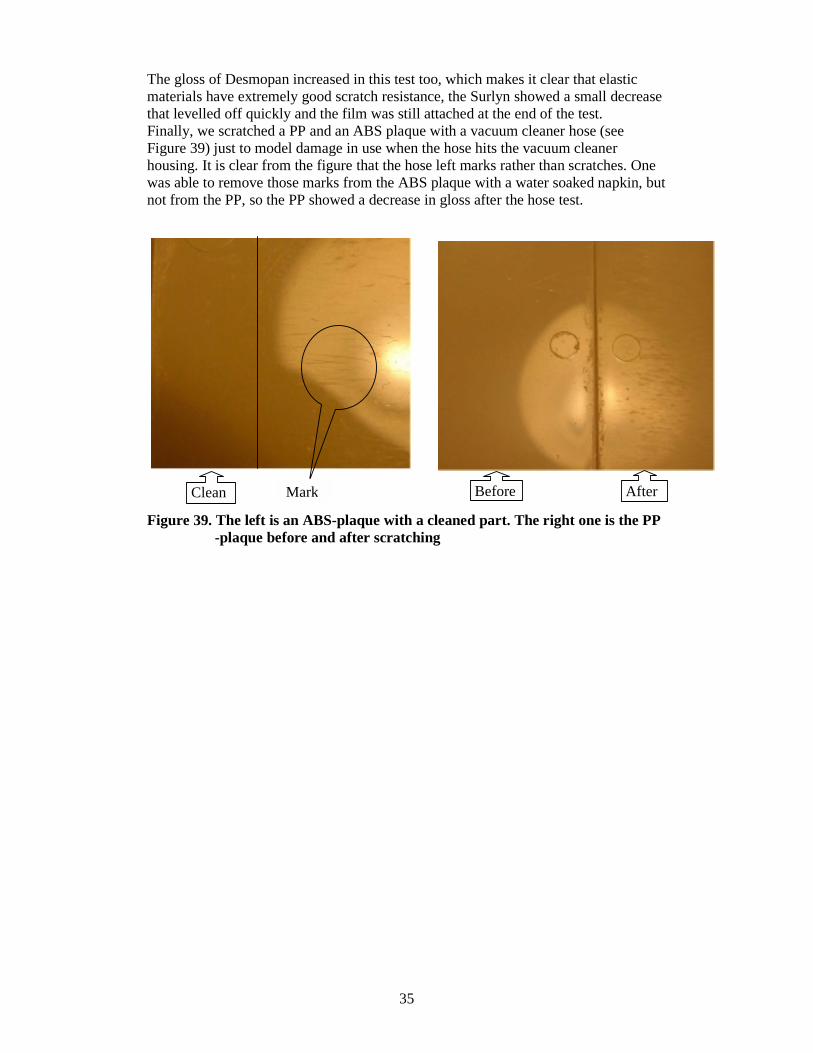
Figure 12. Gloss decreasing amount depending on the ABS quantity To simulate the real environment of the product we had to use different types of scratch material, like ABS-pellets, wood-pellets and the hose of vacuum cleaner. The purpose of using sand and glass beads was to compare with previous studies. The LEXAN was used because it has almost the same hardness and pellets size as ABS, but with smoother edges (Figure 13). By comparing scratch results for ABS and LEXAN pellets we can highlight any influence of the scratching material shape on the scratching mechanism.
Figure 13. ABS and Lexan

20
After scratching the samples, which were attached to the inner surface of the drum (Figure 14), in the BMAT, we measured the gloss to determine the amount of scratching. Before the gloss measurement, the samples were cleaned from dust and particles with a dry or water soaked napkin. The formation of dust was a sign that the scratching material’s edges were exposed to wear.
Figure 14. The drum containing scratch material and a sample
Scratching material
Sample

21
6 Results and Discussion 6.1 Pre-test
6.1.1 Erichsen Pen Scratching with the Erichsen Pen was both easy and fast; the scratching velocity was the only non-constant factor. The error factor is apparent in Figure 15 that shows the difference in the calculated scratch hardness, Hd, along a 10mm single scratch.
500700900
110013001500
Beginning Middle End
Scra
tch
Har
dnes
s
5 N
Figure 15. The Hd of PP in the beginning, middle and the end of 10 mm single scratch. That variation in Hd is caused by the difference between the two types of friction coefficient, the static, which is greater, and the kinetic. This means that the force required to initiate motion is larger than that needed to maintain a constant sliding speed. So, as the indenter begins to slide the friction decreases and the sliding force should also be decreased to compensate. But the human response is not fast enough and so the operator only begins to compensate at the end of the 10-mm long scratch. This explains the initial dip and subsequent rise in the curve (Figure 15). To reduce the error factor we made the scratch longer than 15 mm and measured at a point located half way between the middle and end of the scratch. It was important to know the critical load for every material (Table 2), in order to have a starting point for calculation of the scratch hardness. The critical load values also give a quick way to compare the materials. The analysis was done with the naked eye, which is not ideal. Most materials had a critical load of 4-6 N, which is too small an interval for accurate measurements. There were two exceptions, the Surlyn, which had only 2 N because the film looses adhesion to the PP base material, and the Borealis samples which were clearly the best with a critical load of 9 N or more.

22
Table 2. Critical load
Material Critical load (N) Surlyn 2 PP 4 Santoprene 4 Solvay 3% 4 ABS 5 Comtex 5 Desmopan (thin) 5 Desmopan 5 Solvay 5 PP + S 5 PP + T 5 PP 2% 5 PP 5% 5 PP + S (acetone) 6 PP + T (acetone) 6 Borealis IM 9
6.1.2 BMAT (Ball Mill Abrasion Test) We suspected that sand, which had been used as the scratching medium in previous studies, was too aggressive and unrealistic. Sand is suitable for simulating scratching of floors for example, but a vacuum cleaner in the home is unlikely to be exposed to scratches due to sand. Furthermore, sand is extremely hard compared to all polymers and so it will probably tend to scratch different polymers to the same extent. Therefore, we decided to use a range of different and more realistic scratching materials. In the pre-tests we tried to evaluate the scratching capacity of the proposed scratching materials. The results from the test with 200g glass beads and 250 g sand confirmed our suspicions. Figure 16 shows that the curve for both ABS and PP plaques slope in the same way and the total gloss decrease is also equal. This is because the difference between PP and ABS scratch hardness is very small compered to the difference in hardness between the sand and either of the polymers. We know from experience that ABS does have a better scratch resistance than PP so we concluded that sand is not a suitable scratching material because it gives the same results for the two different polymers.

23
0
0,5
1
1,5
0 500 1000 1500 2000 2500 3000
Revolution
Glo
ss U
nit
PP ABS
Figure 16. Gloss value of PP and ABS plaques scratch with sand The pre-tests showed that the ABS-pellets scratch both PP and ABS plaques Figure 17 and the difference between results for the two is significant. This gave us a good starting point for evaluating our samples. It means that those samples that have a lower value than PP have failed, and those performing between PP and ABS are acceptable. If some samples give higher value than ABS, this represents extremely good performance. This particular test was done with 200g glass beads only to simulate and compare the results with the previous test where we used sand.
0
0,5
1
1,5
0 500 1000 1500 2000 2500 3000
Revolution
Glo
ss U
nit
PP ABS
Figure 17. PP and ABS plaques scratch with ABS-pellets and glass beads To evaluate how much of the scratching was due to the glass beads rather than the ABS-pellets, we tested without any glass beads. We expected that the sample would be more scratched when we used glass beads because the beads have a higher density and hardness than the ABS-pellets. Figure 18 shows that, in fact, the use of glass beads slightly reduces the amount of scratching. However, the difference between the two curves is small and may be within the margin of error. We can conclude that the glass beads have little or no effect on the scratch testing results.

24
00,10,20,30,40,50,60,70,80,9
11,1
0 1000 2000 3000Revolution
Glo
ss U
nit
ABS + Beads ABS
Figure 18. Difference of PP-plaque scratched with ABS-pellets + glass beads, and only with ABS-pellets Lexan-pellets also scratched the PP plaque, but not to the same great degree as ABS-pellets. This was interesting because the Lexan-pellets had a similar hardness compared to the ABS-pellets but were less sharp. The results clearly show the difference, which is larger than measurement error (Figure 19). This proves that the shape of the scratching material is an important parameter in the scratch test.
0
0,2
0,4
0,6
0,8
1
1,2
0 500 1000 1500 2000 2500 3000
Revolution
Glo
ss U
nit
Lexan ABS
Figure 19. Comparing scratching of a PP-plaque by Lexan and ABS. The pre-test with wood-pellets was to determine if, and how much, it scratched a PP plaque. We used only 250g of wood-pellets but we can see from the figure that it was enough. The gloss decreased to the same level as in the case with ABS-pellets even if we had only 250g wood-pellets (Figure 20). The curve does not have the same sharp slope in the beginning, as is the case with ABS-pellets, which means that we should increase the amount of the wood-pellets. So, to have good correlation to the test with ABS-pellets, we decided to use 500g of wood-pellets.

25
0
0,5
1
1,5
0 1000 2000 3000
Revolution
Glo
ss U
nit
ABS Wood
Figure 20. PP-plaques scratched by ABS-pellets and wood-pellets
6.2 Erichsen Pen After scratching with the pen, we measured the depth and the width from the curve we obtain by Surface Test (see Figure 21). To get more accurate results we magnified the result 400%, which required some calculation of the depth and the width before usage in the formula for scratch hardness.
Figure 21. PP scratched with a 10 N applied force. The scratch hardness, both Hd and Hw, for the PP and ABS were calculated. Figure 22 shows that the Hd for the two reference materials slope in the same way.
1874
881
334166
2275
1135
535 516
0
500
1000
1500
2000
2500
4 9 14 19
Load
H(d
)
PP ABS
Figure 22. Scratch hardness of the PP and ABS calculated using scratch depth The small difference gives us narrow margins. For Hw the results were hard to analyse because no significant difference was found between PP and ABS, or the rest of the

26
samples, like in the previous study [1]. It can be seen clearly that the results for Hw are not meaningful, therefore in the rest of this paper, we will only analyse the results for the scratch hardness calculated using scratch depth, Hd (Figure 23).
050
100150200250300350400450500
0 5 10 15 20 25
Load
H (w
)
PPABSSolvayBorealisPP 2%PP + SPP + TPP + S +APP + T + ASantopreneDesmopan
Figure 23. Scratch hardness for all the material calculated with the width For the PP-plaques that were sprayed with lubricant, the scratch hardness increased sharply, as we can see in the figure. That is a result of the low friction between the indenter and the samples, but at higher loads the Hd decreased because the film of lubricant became thinner. Figure 24 shows that even the treatment with acetone before spraying on the lubricant had some effect.
0
1000
2000
3000
4000
5000
0 5 10 15 20 25
Load
H(d
)
PP+S PP+T PP+S+A PP+T+A ABS PP
Figure 24. Scratch Hardness of the sprayed PP and the references The result for plaques containing Dow Corning MB can be seen in Figure 25. It shows that PP with 5%wt MB has higher scratch hardness than both pure PP and PP with only 2%wt MB. In fact, the PP with 2% MB did not improve the scratch hardness of the PP at all. That Solvay PP with 3% wt MB had a very low Hd compared to the regular unmodified Solvay PP or PP and even PP 2%. It is interesting that the Dow Corning MB is only effective in some types of PP.

27
0
1000
2000
3000
4000
5000
0 5 10 15 20 25
Load
H(d
)
PP2% PP5% PP ABS Solvay 3% Solvay
Figure 25. The samples with Dow Corning MB and Solvay The samples supplied by Borealis gave the best results. They showed the highest critical load and better Hd than PP and ABS (Figure 26). This means that the group of Borealis materials is very interesting. They are composed of a thin film of special PP applied to a base of normal PP so the cost should not be too high. We failed to find any difference in the scratch behaviour of the different colours of Borealis materials, they were all very good.
0
500
1000
1500
2000
2500
10 12 14 16 18 20 22
Load
H(d
)
Red Green Gray WhiteYellow ABS PP
Figure 26. The Hd for Borealis. Lastly, we examined the rubber material (Figure 27). We saw a large difference between Santoprene, is a thermoplastic elastomer, and Desmopan, a polymer behaving more like natural rubber. We assumed that Santoprene would recover after some time, i.e. the depth will decrease so the calculated scratch hardness would increase. This is why we measured again after three months, but the Hd did not increase.

28
0
500
1000
1500
2000
2500
0 5 10 15 20 25
Load
H(d
)
Santoprene Desmopan PP ABS
Figure 27. Comparing the elastic and rubbery material with our references

29
6.3 BMAT The BMAT-test was extensive and demanded more time than the Erichsen pen test. For the BMAT we used two scratching materials (ABS- and wood-pellets) plus all samples, except two, were tested. To get comparable results we tested all the materials at the same time, in that way they were affected in the same way by parameters such as revolution per minute (rpm), number of revolutions and the amount of scratching material. But the space shortage in the drum forced us to run Surlyn and thin Desmopan (the PP-plaque with mechanical attached film) separately. The extremely low starting gloss of only 3 GU meant that there was no point in measuring gloss loss on Santoprene. The second material that was not tested, was the Teflon sprayed PP-plaque due to its low starting gloss and space shortage in the drum. Compared to the pen test, the results from BMAT were easier to interpret both between the different groups and within the group. We ran three different tests, two with ABS-pellets (ABS I, ABS II) and one with wood-pellets. First we ran a test with ABS-pellets (ABS I) and the outcome can be seen in Figure 28. It show two major groups, those materials having better gloss or slightly worse than our reference ABS plaque (ABS-group) and those with worse or better gloss than our reference PP plaque (PP-group). There is one sample, thin Desmopan that had such extremely bad scratch resistance that we excluded it from further tests.
Figure 28. The result from BMAT test If we look closer on each group of materials, one can see that PP-group consists of the PP-plaque treated with different quantity of Dow Corning MB or sprayed with silicon. This means that adding a low amount of additive slightly improves the PP´s scratch resistance, while a quantity of 5% wt can even make it worse (see Figure 29).
0
0,2
0,4
0,6
0,8
1
1,2
0 500 1000 1500 2000 2500 3000
PP-group
ABS-group
Desmopan

30
0,5
0,6
0,7
0,8
0,9
1
1,1
PP 5% PP (referens) PP 2% PP + S ABS
Figure 29. Gloss loss for the treated PP. This means that MB does not function with our reference material. The PP-plaque with sprayed silicon had a similar value and slope to PP 2% except at the end of the curve, probably due to consumption of the silicon on the surface by transfer onto the scratching material. The ABS-group can be further split up in three sub-groups. If we begin with material that had only somewhat better or worse results than the ABS-plaque, we find samples from Solvay. Even for this group, the pure material is better than that with 3% MB, (Figure 30).
0,5
0,6
0,7
0,8
0,9
1
1,1
PP 5% PP PP 2%Solvay 3% ABS Solvay
Figure 30. The result of the material with MB and those without The difference is small and may be within the margin of error, nevertheless one can suspect that MB does not work well even with Solway’s PP, or at least does not enhance the scratch resistant properties. Even so, both these samples are much better than our reference PP material. Since Borealis supplied us with five different colours of the same material, we made a sub-group and present their result alone. All the samples, regardless of colour, were better than the ABS-plaque, see Figure 31.

31
0,60,650,7
0,750,8
0,850,9
0,951
1,05
ABS White Yello Green Red Grey
Figure 31. Gloss loss of Borealis PP compared to ABS. Differences between the various colours were hard to define because some had exactly the same values, such as the green and the red samples (except at 300 revolutions). The grey samples showed no decrease in gloss at all. This could be due to the low initial gloss value, only 42 GU, whereas the other colours had about 75 GU. This means that the roughness is already so high that no change in gloss occurred. (See chapter 2.3). The other materials that had a better result than our reference ABS are Comtex and Surlyn. Figure 32 shows that two totally different materials, the soft and elastic Surlyn and the hard and stiff Comtex, despite some difference in gloss value, can have similar scratch resistance.
0,60,650,7
0,750,8
0,850,9
0,951
1,05
Comtex PP ABS Surlyn
Figure 32. Two different polymers type with less gloss loss than ABS. Even if the Surlyn film was only attached mechanically to the PP it did not come loose during the scratching test. We actually tested Desmopan 385 too, but the result was so confusing that we ran another test (ABS II) to recheck the result. At the same time we took the opportunity to test the material in the ABS-group again to see the long-term effect of the scratching. The samples provided by Borealis were small, except the grey, and could not be wasted because we had to save some material for the test with wood-pellets. So we chose to retest the white because it had the worst result in the Borealis group and would therefore give us a worst-case result. Figure 33 shows that Desmopan 385 values fluctuate a lot. However by fitting a curve, we can clearly see that Desmopan 385 is not only much better result than ABS, the gloss even increases, which is the opposite result compared with all the other

32
samples. The reason is that the Desmopan 385 has good elastic recovery at low load. One should mention that after scratching in the BMAT and before the gloss measurement we wiped all samples with a water-soaked napkin in order to remove any polymer dust generated during scratch testing.
0,5
0,7
0,9
1,1
1,3
1,5
ABS White Comtex DesmopanPP Solvay Solvay 3%
Figure 33. The result from the second BMAT test with ABS-pellets (ABS II) A closer look on the Borealis samples shows that the gloss decrease has levelled off (see Figure 34), but the gloss itself is still high, white has 67 GU, compared to the starting value of 69 GU, in the ABS I test. Solvay 3 % continued to decrease but to a lesser extent. Like the Borealis materials, the gloss decrease levelled off even for Comtex, which also still had a high gloss value.
0,7
0,75
0,8
0,85
0,9
0,95
1
1,05
ABS white ComtexPP Solvay Solvay 3%
Figure 34. The gloss loss after running ABS II, for those that have already been scratched in test ABS I In the last test with wood-pellets, we had the same Borealis samples from ABS I, except the grey, the white had been scratched in ABS-I and ABS-II. Between the measurements we had to clean the samples with a water soaked napkin to remove

33
wood dust before measuring the gloss, otherwise the dust would prevent the reflection of incident light which leads to a falsely, low gloss value. The difference between the results was larger in this test, most of the sample’s gloss values decreased almost twice as much as in ABS I test. The Figure 35 shows three major groups, those material having better gloss than our reference ABS plaque, those with worse gloss than our reference PP plaque and those with values between ABS and PP. Figure 35. The result from the BMAT test with wood-pellets.
All the treated PP samples had worse results than reference PP in this test (Figure 36). This means that additives change the polymer properties to the better, but only to a certain level, after that the additives have the opposite effect. The most surprising was the result for PP-plaque sprayed with silicon, we assumed that the thin silicon film would protect the PP at the beginning of the scratch test and later, when it was consumed, the gloss decrease would follow the same slope as for the reference PP. It seems that the silicon effects the PP surface negatively even from the beginning of the test and that the film was consumed very fast, probably due to absorption of the silicone by the porous wood-pellets.
0
0,2
0,4
0,6
0,8
1
1,2
PP PP + S PP 2% PP 5%Solvay Solvay 3% ABS Comtex
Figure 36. Gloss loss of the treated PP and the reference samples.
0
0,2
0,4
0,6
0,8
1
1,2
Grey Yellow Red Green whiteComtex PP PP + S PP 2% PP 5%Solvay Solvay 3% Desmopan ABS Surlyn
ABS
PP

34
The Solvay material still had better scratch resistance than PP, but the disparity is less, especially when it comes to Solvay 3%. On the other hand the difference between the two Solvay samples was more apparent. The difference was not only in the measured gloss value but was also obvious visually as shown in Figure 37. PP 5% felt rough, like Solvay 3%, but visually one could not see as much damage for the former, maybe because the PP 5% sample was white in colour and this may have masked the damage.
Figure 37. The right half is Solvay PP modified with 3% Dow Corning MB. Comtex’s result was also worse than in the ABS I test series and ended below the result of our reference ABS. The explanation may be that the thin skin of the melted fibre was damaged and this exposed the weave patterns, which scatter the light in all directions. Despite the aggressive scratching of the wood-pellets, there were two groups that had better results than our reference ABS in this test too. Those are the Borealis and the elastic polymers Surlyn and Desmopan 385 (Figure 38).
0,5
0,6
0,7
0,8
0,9
1
1,1
1,2
Grey Desmopan ABS Surlyn
Figure 38. Materials with better results than ABS in the test with wood-pellets. Borealis green, white, red and yellow, that had already been scratched in ABS II and/or ABS I gave better results then the reference ABS (see Figure 35), because the gloss decrease levelled off. The grey sample was new, and one can see that the gloss decreased faster than for ABS in the beginning, but it already levels off at 500 revolutions, while the ABS gloss continued to decrease continuously and with the same slope (Figure 38). This means that the gloss of Borealis levels off when the roughness stills is low.
35
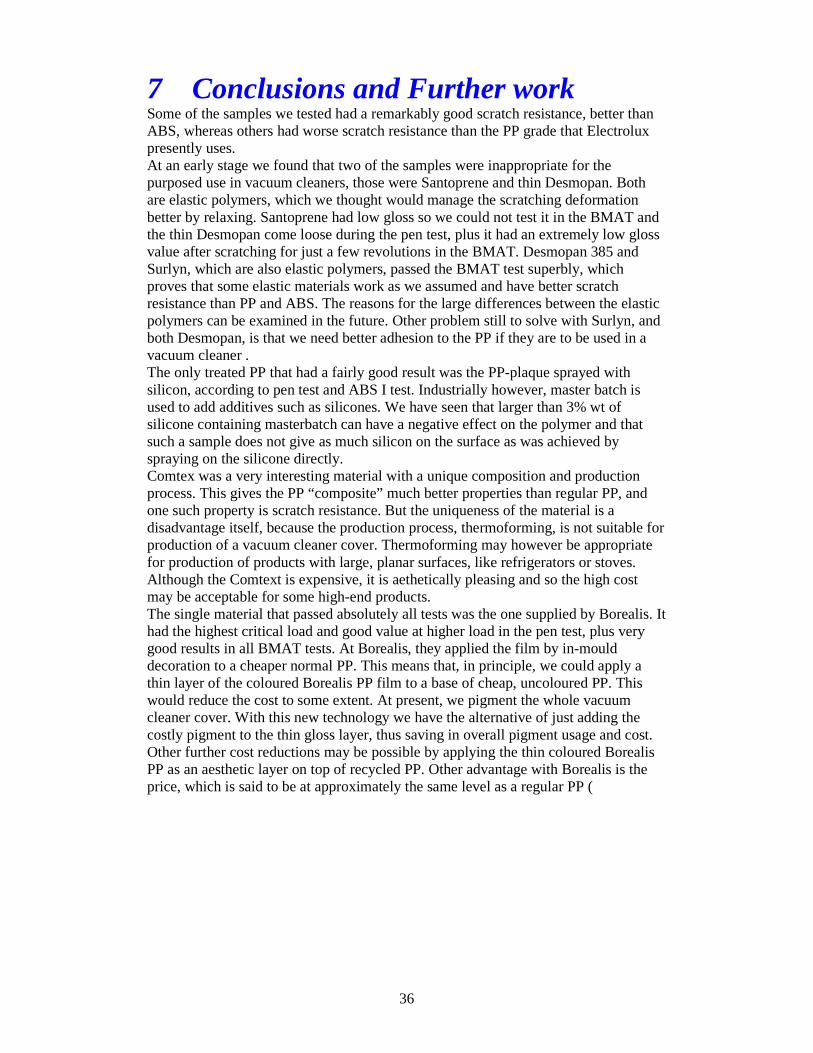
The gloss of Desmopan increased in this test too, which makes it clear that elastic materials have extremely good scratch resistance, the Surlyn showed a small decrease that levelled off quickly and the film was still attached at the end of the test. Finally, we scratched a PP and an ABS plaque with a vacuum cleaner hose (see Figure 39) just to model damage in use when the hose hits the vacuum cleaner housing. It is clear from the figure that the hose left marks rather than scratches. One was able to remove those marks from the ABS plaque with a water soaked napkin, but not from the PP, so the PP showed a decrease in gloss after the hose test.
Figure 39. The left is an ABS-plaque with a cleaned part. The right one is the PP -plaque before and after scratching
Clean
Mark Before After
36
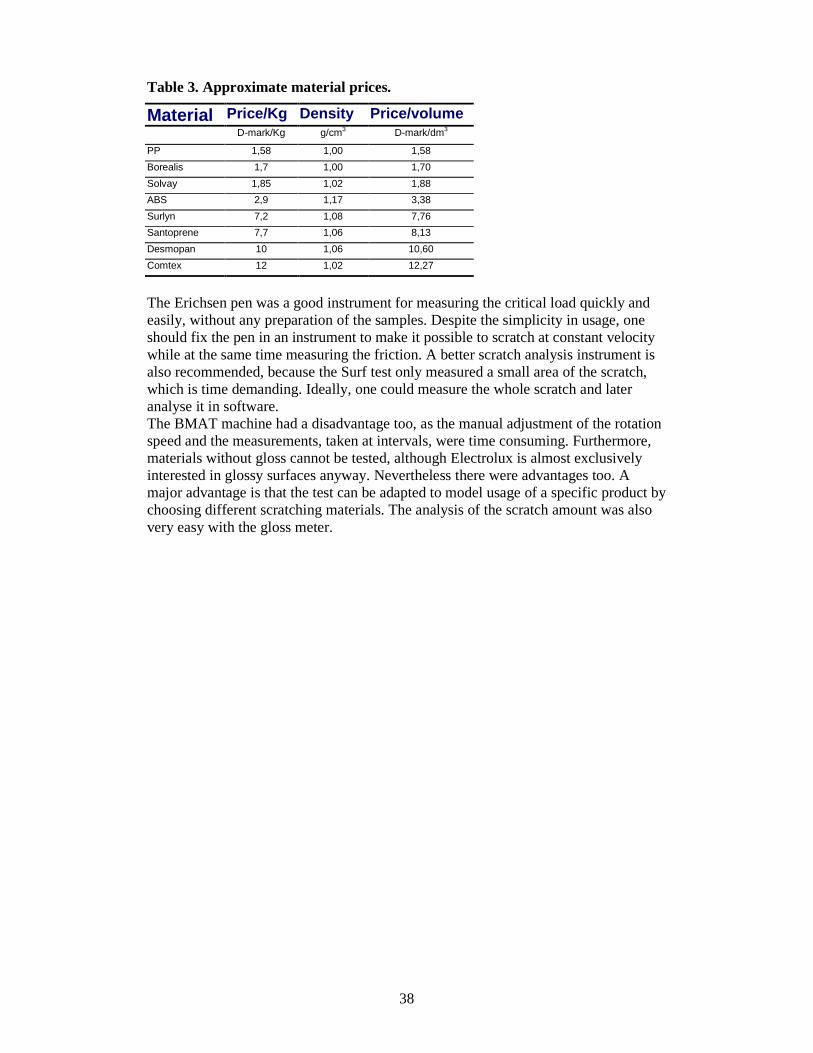
7 Conclusions and Further work Some of the samples we tested had a remarkably good scratch resistance, better than ABS, whereas others had worse scratch resistance than the PP grade that Electrolux presently uses. At an early stage we found that two of the samples were inappropriate for the purposed use in vacuum cleaners, those were Santoprene and thin Desmopan. Both are elastic polymers, which we thought would manage the scratching deformation better by relaxing. Santoprene had low gloss so we could not test it in the BMAT and the thin Desmopan come loose during the pen test, plus it had an extremely low gloss value after scratching for just a few revolutions in the BMAT. Desmopan 385 and Surlyn, which are also elastic polymers, passed the BMAT test superbly, which proves that some elastic materials work as we assumed and have better scratch resistance than PP and ABS. The reasons for the large differences between the elastic polymers can be examined in the future. Other problem still to solve with Surlyn, and both Desmopan, is that we need better adhesion to the PP if they are to be used in a vacuum cleaner . The only treated PP that had a fairly good result was the PP-plaque sprayed with silicon, according to pen test and ABS I test. Industrially however, master batch is used to add additives such as silicones. We have seen that larger than 3% wt of silicone containing masterbatch can have a negative effect on the polymer and that such a sample does not give as much silicon on the surface as was achieved by spraying on the silicone directly. Comtex was a very interesting material with a unique composition and production process. This gives the PP “composite” much better properties than regular PP, and one such property is scratch resistance. But the uniqueness of the material is a disadvantage itself, because the production process, thermoforming, is not suitable for production of a vacuum cleaner cover. Thermoforming may however be appropriate for production of products with large, planar surfaces, like refrigerators or stoves. Although the Comtext is expensive, it is aethetically pleasing and so the high cost may be acceptable for some high-end products. The single material that passed absolutely all tests was the one supplied by Borealis. It had the highest critical load and good value at higher load in the pen test, plus very good results in all BMAT tests. At Borealis, they applied the film by in-mould decoration to a cheaper normal PP. This means that, in principle, we could apply a thin layer of the coloured Borealis PP film to a base of cheap, uncoloured PP. This would reduce the cost to some extent. At present, we pigment the whole vacuum cleaner cover. With this new technology we have the alternative of just adding the costly pigment to the thin gloss layer, thus saving in overall pigment usage and cost. Other further cost reductions may be possible by applying the thin coloured Borealis PP as an aesthetic layer on top of recycled PP. Other advantage with Borealis is the price, which is said to be at approximately the same level as a regular PP (

37
Table 3). The material is however very new and an exact price has not been negotiated yet.
38
Table 3. Approximate material prices.
Material Price/Kg Density Price/volume D-mark/Kg g/cm3 D-mark/dm3
PP 1,58 1,00 1,58 Borealis 1,7 1,00 1,70 Solvay 1,85 1,02 1,88 ABS 2,9 1,17 3,38 Surlyn 7,2 1,08 7,76 Santoprene 7,7 1,06 8,13 Desmopan 10 1,06 10,60 Comtex 12 1,02 12,27
The Erichsen pen was a good instrument for measuring the critical load quickly and easily, without any preparation of the samples. Despite the simplicity in usage, one should fix the pen in an instrument to make it possible to scratch at constant velocity while at the same time measuring the friction. A better scratch analysis instrument is also recommended, because the Surf test only measured a small area of the scratch, which is time demanding. Ideally, one could measure the whole scratch and later analyse it in software. The BMAT machine had a disadvantage too, as the manual adjustment of the rotation speed and the measurements, taken at intervals, were time consuming. Furthermore, materials without gloss cannot be tested, although Electrolux is almost exclusively interested in glossy surfaces anyway. Nevertheless there were advantages too. A major advantage is that the test can be adapted to model usage of a specific product by choosing different scratching materials. The analysis of the scratch amount was also very easy with the gloss meter.

39
8 Acknowledgements I would like to especially thank my supervisor Chris DeArmitt for the tremendous support and guidance throughout this work. Also special thanks to Kevin Breese, Franz Schober, Rica Pantermehl and Anders Ekman for helping me with the equipment at Electrolux. I also would like to show my appreciation to all at CTI for creating the friendly and stimulating environment. Special thanks to Sören Andersson that introduced me to, and supplied me with, wood-pellets from his own storage. Finally, a great gratitude to my family and friends, who supported me during the five years of education.

40
9 References: 1. Chu J., Rumao L. and Coleman B., Scratch and Mar Resistance of Filled
Polypropylene Materials, Polym. Eng. Sc. 38, 1906-1914, (1998). 2. Lange J., Luisier A. and Hult A., Influence of crosslink density, glass transition
temperature and addition of pigment and wax on the scratch resistance of an epoxy coating.
3. Lange J., Luisier A., Schedin E., Ekstrand G. and Hult A., Development of scratch tests for prepainted metal sheet and influence of paint properties on the scratch resistance, Journal of Materials Processing Technology, 86, 300-305, (1998)
4. Briscoe B. J., Isolated contact stress deformations of polymers; the basis for interpreting polymer tribology.
5. http://www.drlange.de/produkte/pg4/basics/basics-gloss-gb.html (www.drlange.de Application Report No. 7.2e)
6. Wang L., Huang T., Kamal M. R., Rey A. D., Teh J., Surface Topography and Gloss of Polyolefin Blown Films, Polym. Eng. Sc. 40, 747-760, (2000).
7. Adamson W. A., Physical Chemistry of Surfaces, 5th ed., Wiley Interscience, New York, 1990.
8. Briscoe B.J., Evans P.D., Biswas S.K., Sinha S.K., The Hardnesses of Poly(methylmethacrylate), Tribology International 29, 93-104, (1996).
9. Chu J., Xiang C., Sue H.J., Damon Hollis R., Scratch Resistance of Mineral-Filled Polypropylene Materials, Polym. Eng. Sc. 40, 944-955, (2000).
10. Briscoe B.J., Pelillo E., Shinha S.K., Srcatch Hardness and Deformation Maps for Polycarbonate and Polyethylene,Polym. Eng. Sc. 36, 2996-3005, (1996).
11. Fujiyama M, Higher order structure of injection molded polypropylene. In: Karger- Kocsis J (ed) Polypropylene: structure, blends and composites, vol 1. Chapman & Hall, London, Chap 6, p 168 (1995)
12. Rosato V.D., Injection Molding Handbok, Van Nostrand Reinhold, New York, p 616 (1986)









![In-depth analyses - European Coatings · between them is essential for highly scratch-resistant coatings [17]. The nano-scratch tester (NST) provides detailed information about the](https://static.fdocuments.us/doc/165x107/5fa07c8f849c660cbd4c63a8/in-depth-analyses-european-between-them-is-essential-for-highly-scratch-resistant.jpg)








