“Biodiesel production control with NIR - Quality in your ... · Agenda – Biodiesel Seminar...
31
Biodiesel NIR Seminar “Biodiesel production control with NIR - Quality in your hands”
Transcript of “Biodiesel production control with NIR - Quality in your ... · Agenda – Biodiesel Seminar...

1
Biodiesel NIR Seminar
“Biodiesel production control with NIR- Quality in your hands”
2
Biodiesel NIR Seminar – May 27, 2009
“Biodiesel production control with NIR- Quality in your hands”
Ronny Pradon Market Manager BiofuelFOSS [email protected]

3
Agenda – Biodiesel Seminar 2009-05-27
Where NIR can be of a benefit in Biodiesel production
FOSS in Biofuel and a brief introduction to Near Infrared Technology
Questions & Answers
XDS Biodiesel Analyzer TM can make a difference

4
Our Biofuel solutions are leveraged by our vast experience in a number of related industries
Edible oils
GrainFeed & forage
Flour
Beer Sugar (Petro-)Chemicals
Referenceanalysis
Biofuel

5
A leading player in the global NIR market
• Innovator in utilizing NIR technology for more than 35 years
• Strong software platform for routine operation and calibration development
• Research partnerships with leading international universities and technology groups
• Combines chemical analysis, precision mechanics, electronics, software, optics and advanced chemometrics
Highlights :• 100+ patents relating to NIR technology• 20+ world first introductions• 45 state-of-the-art solutions• First to introduce advanced analysisoutside of safe laboratory environment
6
The advantages of NIR for routine analysis
• No sample preparation is required
• Measurement takes less than two minutes
• Multiple parameters in one measurement
• Only limited training of end-user required
• No chemicals or pollutants
• Entirely safe
7
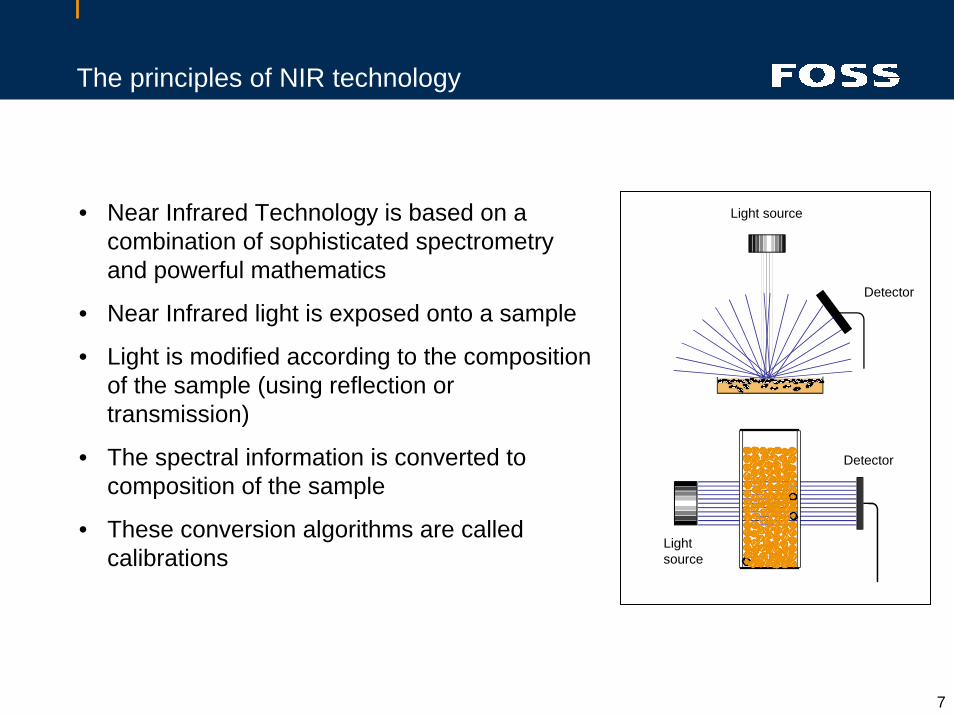
The principles of NIR technology
Light source
Detector
Light source
Detector
• Near Infrared Technology is based on a combination of sophisticated spectrometry and powerful mathematics
• Near Infrared light is exposed onto a sample
• Light is modified according to the composition of the sample (using reflection or transmission)
• The spectral information is converted to composition of the sample
• These conversion algorithms are called calibrations
8
Where NIR can be of a benefit in Biodiesel production
FOSS in Biofuel and a brief introduction to Near Infrared Technology
Questions & Answers
XDS Biodiesel Analyzer TM can make a difference
Agenda – Biodiesel Seminar 2009-05-27
9
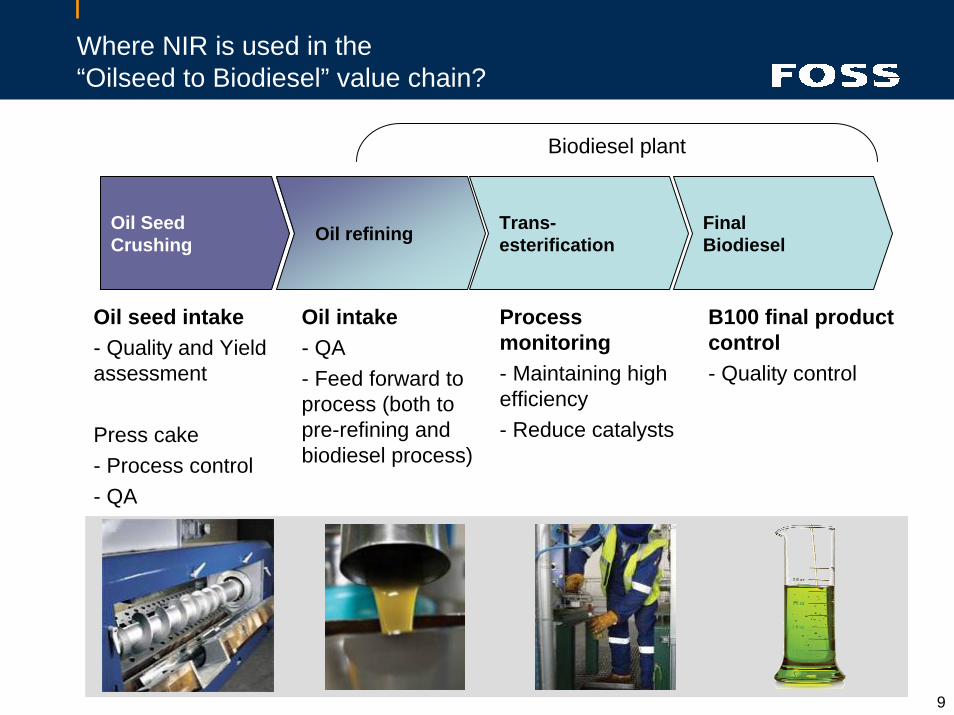
Where NIR is used in the “Oilseed to Biodiesel” value chain?
Oil seed intake- Quality and Yield assessment
Press cake - Process control- QA
Oil intake- QA - Feed forward to process (both to pre-refining and biodiesel process)
Process monitoring- Maintaining high efficiency- Reduce catalysts
B100 final product control- Quality control
Biodiesel plant
Oil refining Trans-esterification
FinalBiodiesel
Oil Seed Crushing
10
Why measure on Biodiesel?
Intake control of feedstock– Knowing what comes in and how to best treat it
Optimizing conversion (efficiency)– Increased utilization of expensive feedstock
Increase productivity (uptime)– Reduce time-below-target at start-up phase
– e.g. new plants; after expansions/changes; maintenance– Avoid unwanted production stops due to out-of-spec production
Optimizing catalyst dosage (cost reduction)– Challenge is to reduce catalyst without affecting yield
Assuring final quality– Meeting the standards
11
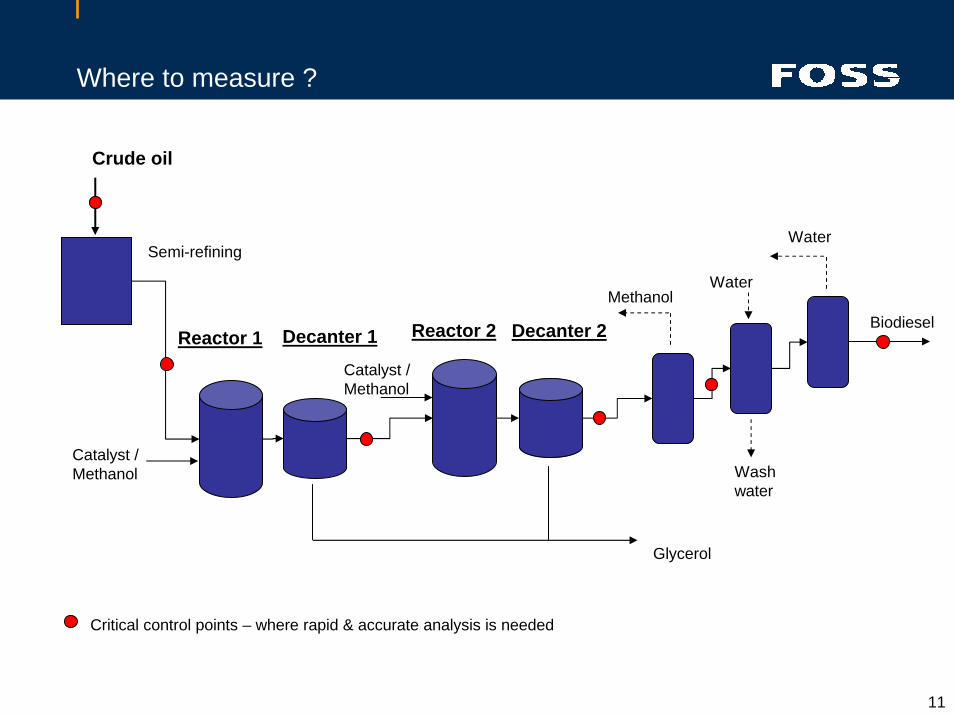
Where to measure ?
Crude oil
Decanter 1Reactor 1 Decanter 2Reactor 2
Glycerol
Catalyst / Methanol
Catalyst / Methanol
MethanolWater
Wash water
WaterSemi-refining
Biodiesel
Critical control points – where rapid & accurate analysis is needed
12
1. Handling multiple sources of raw material
• A wide range of feedstocks are used for making biodiesel
- Rapeseed, Sunflower, Soybean- Used Cooking Oil, Animal fats- Others
• Oils from each feedstock has different characteristics and must therefore be monitored closely
• A number of components are detrimental to an optimal process and will severely reduce the efficiency of the plant
13
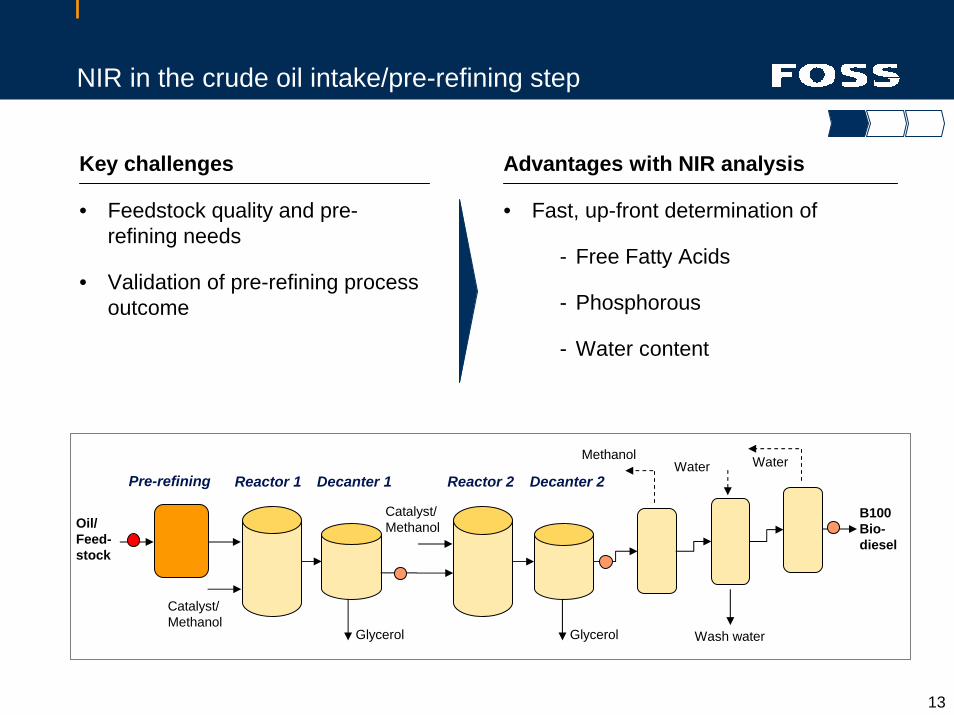
NIR in the crude oil intake/pre-refining step
• Fast, up-front determination of
- Free Fatty Acids
- Phosphorous
- Water content
Key challenges
• Feedstock quality and pre-refining needs
• Validation of pre-refining process outcome
Advantages with NIR analysis
Decanter 1Reactor 1 Decanter 2Reactor 2
Glycerol
Catalyst/ Methanol
Oil/Feed-stock
Catalyst/ Methanol
MethanolWater
Wash water
Water
B100Bio-diesel
Pre-refining
Glycerol
14
2. Tracking effectiveness of the conversion process
• Optimized conversion (leading to higher yield)- Every liter of crude oil that is not converted
to Biodiesel is lost revenue- Finding the time optimum of the trans-
esterification process
• Optimizing catalyst dosage- Catalyst is the most expensive reagent used
in the process- Challenge is to optimize catalyst addition
without affecting yield
• Reduced downtime- Less time used on trouble shooting
exercises
15
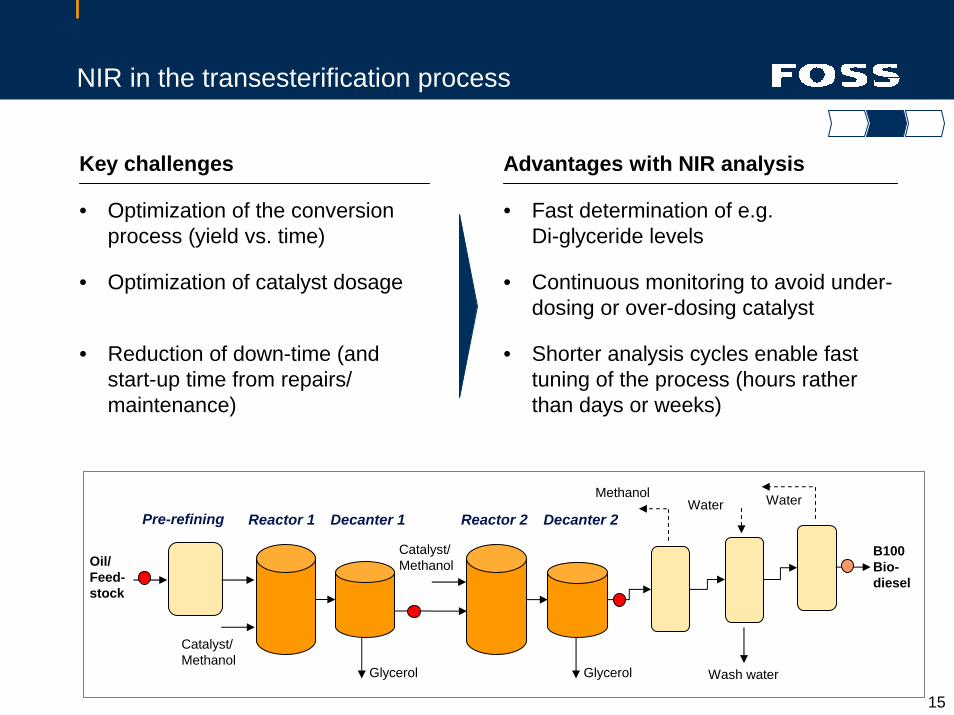
NIR in the transesterification process
• Fast determination of e.g. Di-glyceride levels
• Continuous monitoring to avoid under-dosing or over-dosing catalyst
• Shorter analysis cycles enable fast tuning of the process (hours rather than days or weeks)
Key challenges
• Optimization of the conversion process (yield vs. time)
• Optimization of catalyst dosage
• Reduction of down-time (and start-up time from repairs/ maintenance)
Advantages with NIR analysis
Decanter 1Reactor 1 Decanter 2Reactor 2
Catalyst/ Methanol
Oil/Feed-stock
Catalyst/ Methanol
MethanolWater Water
B100Bio-diesel
Pre-refining
Glycerol Glycerol Wash water
16
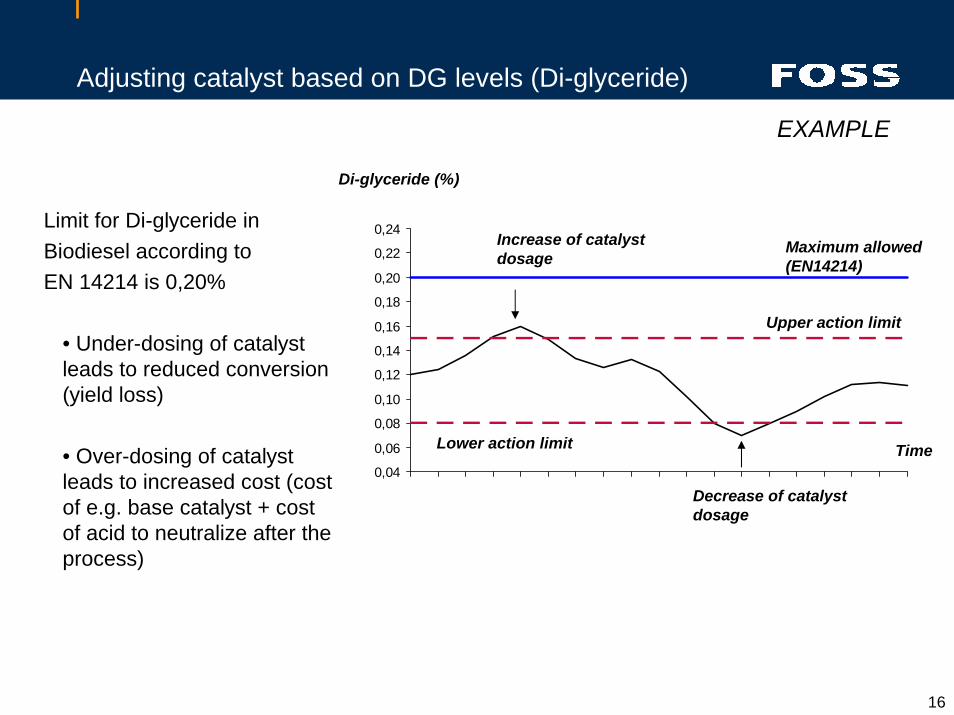
Adjusting catalyst based on DG levels (Di-glyceride)
Limit for Di-glyceride in Biodiesel according to EN 14214 is 0,20%
• Under-dosing of catalyst leads to reduced conversion (yield loss)
• Over-dosing of catalyst leads to increased cost (cost of e.g. base catalyst + cost of acid to neutralize after the process)
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
0,22
0,24
Upper action limit
Lower action limit
Di-glyceride (%)
Increase of catalyst dosage
Decrease of catalyst dosage
Maximum allowed (EN14214)
Time
EXAMPLE
17
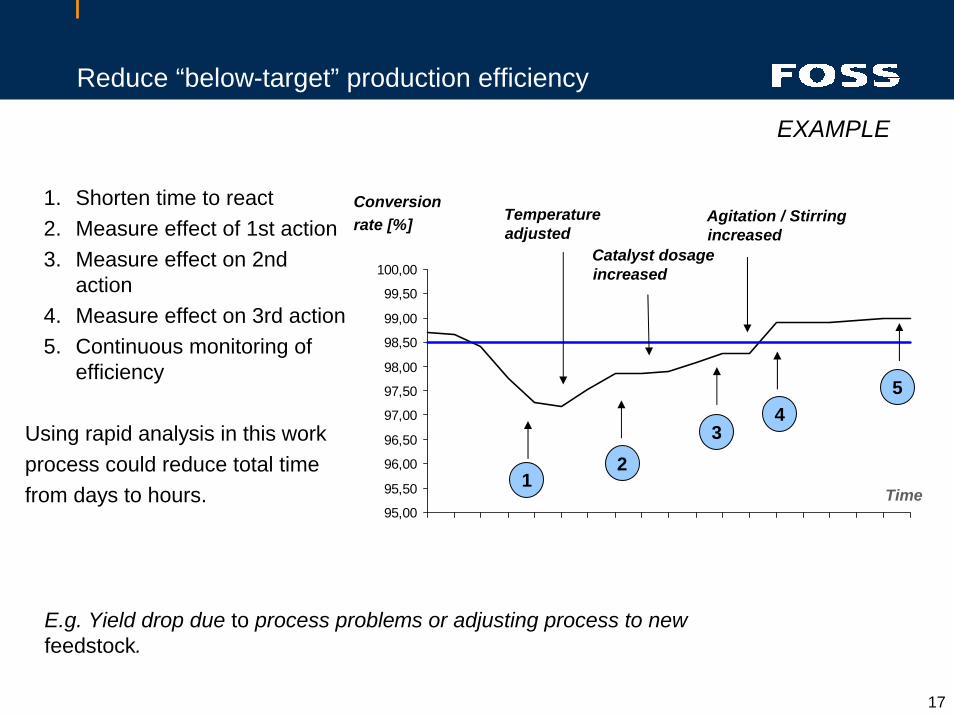
Reduce “below-target” production efficiency
1. Shorten time to react2. Measure effect of 1st action3. Measure effect on 2nd
action4. Measure effect on 3rd action5. Continuous monitoring of
efficiency
Using rapid analysis in this work process could reduce total time from days to hours.
95,00
95,50
96,00
96,50
97,00
97,50
98,00
98,50
99,00
99,50
100,00
Conversion rate [%]
12
34
5
Catalyst dosage increased
Agitation / Stirring increased
Temperature adjusted
Time
E.g. Yield drop due to process problems or adjusting process to new feedstock.
EXAMPLE
18
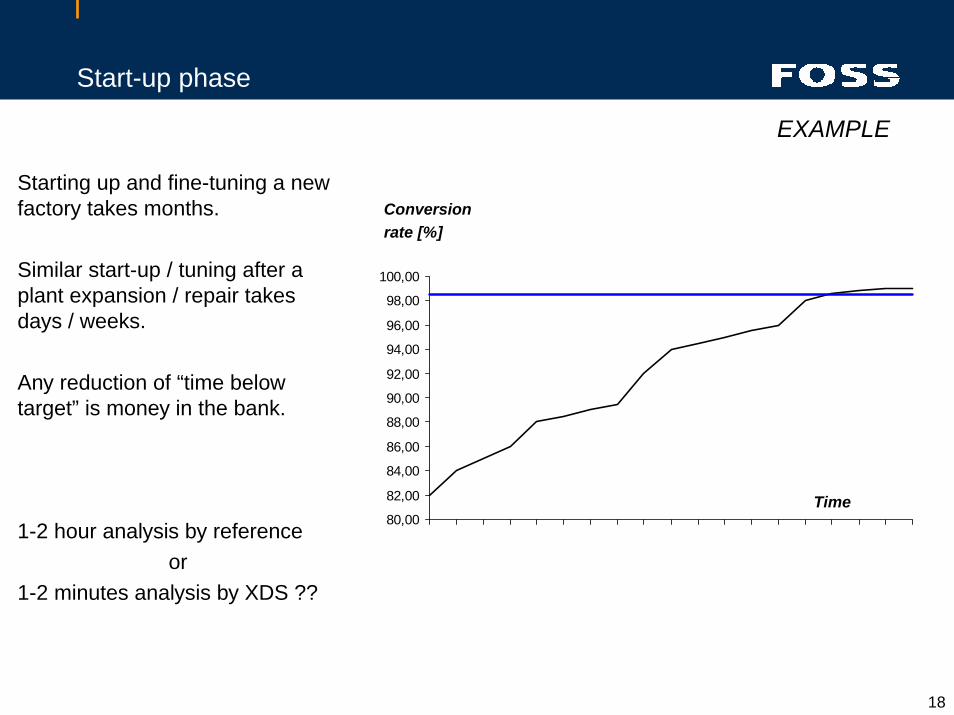
Start-up phase
80,00
82,00
84,00
86,00
88,00
90,00
92,00
94,00
96,00
98,00
100,00
Conversion rate [%]
Time
Starting up and fine-tuning a new factory takes months.
Similar start-up / tuning after a plant expansion / repair takes days / weeks.
Any reduction of “time below target” is money in the bank.
1-2 hour analysis by reference or
1-2 minutes analysis by XDS ??
EXAMPLE
19
3. Checking that final product meets expectations
• Out of spec batches are often discovered too late for corrective actions- Need to store and blend sub-standard
Biodiesel with good Biodiesel
• Increased internal control of final product reduce need for sending samples to external laboratories for costly analysis
• Testing methyl esters/biodiesel purchased from other manufacturers direct at gate allows you to accept/reject incoming goods

20
NIR in for final product screening
• Fast, continuous screening of all Biodiesel produced
• Reduced amount of reference analysis
• Very limited room for human error due to simple operation
Key challenges
• Validation of final product quality
• High cost of reference analyses
• Possibilities of human error adds to the uncertainty of reference methods
Advantages with NIR analysis
Decanter 1Reactor 1 Decanter 2Reactor 2
Catalyst/ Methanol
Oil/Feed-stock
Catalyst/ Methanol
MethanolWater Water
B100Bio-diesel
Pre-refining
Glycerol Glycerol Wash water

21
For Quality control of final productAcid value
Iodine value
Linolenic Acid
Methylester
Density
Viscosity
Flash point
Sulfur
Tar remnant
Cetane number
Sulfated ash content
Water / Water & Sediment
Total contamination
Copper band corrosion
Thermal Stability
Oxidation stability
Methanol
Monoglyceride
Diglyceride
Triglyceride
Free Glycerine
Total Glycerine
Alkali Metals
Phosphorus
22
Where NIR can be of a benefit in Biodiesel production
FOSS in Biofuel and a brief introduction to Near Infrared Technology
XDS Biodiesel Analyzer TM can make a difference
Questions & Answers
Agenda – Biodiesel Seminar 2009-05-27
23
Analysis with current laboratory set up
In-house lab• Each test is very time & resource consuming (labor costs)• Long response time for results (hours)• Low sampling frequency• Significant laboratory expertise needed• Consumable costs • Plant operates 24/7, while lab often is 1 or 2 shift
External lab• High cost per sample • Long response time for analysis (days) • Low sampling frequency
24
Benefits of using a XDS Biodiesel Analyzer
Analyses in < 2 minutes – allows more frequent controls
Offers easy-to-use operation for anyone in the plant
Reproducible results – not operator dependant
Remove workload from the reference analyzers
Reduces labor cost due to time savings
25
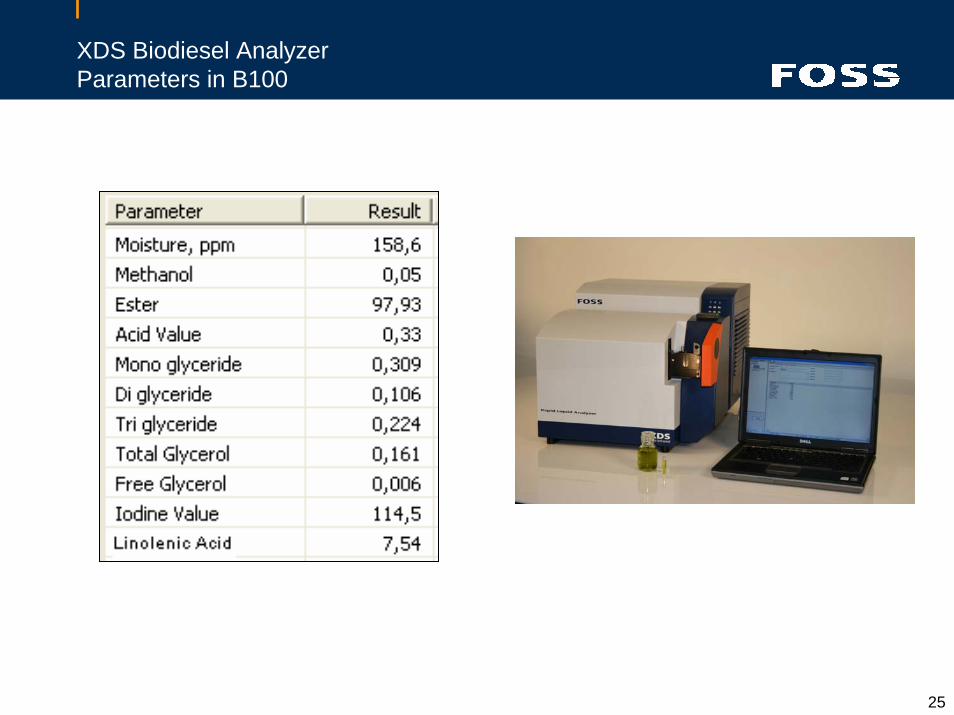
XDS Biodiesel AnalyzerParameters in B100
26
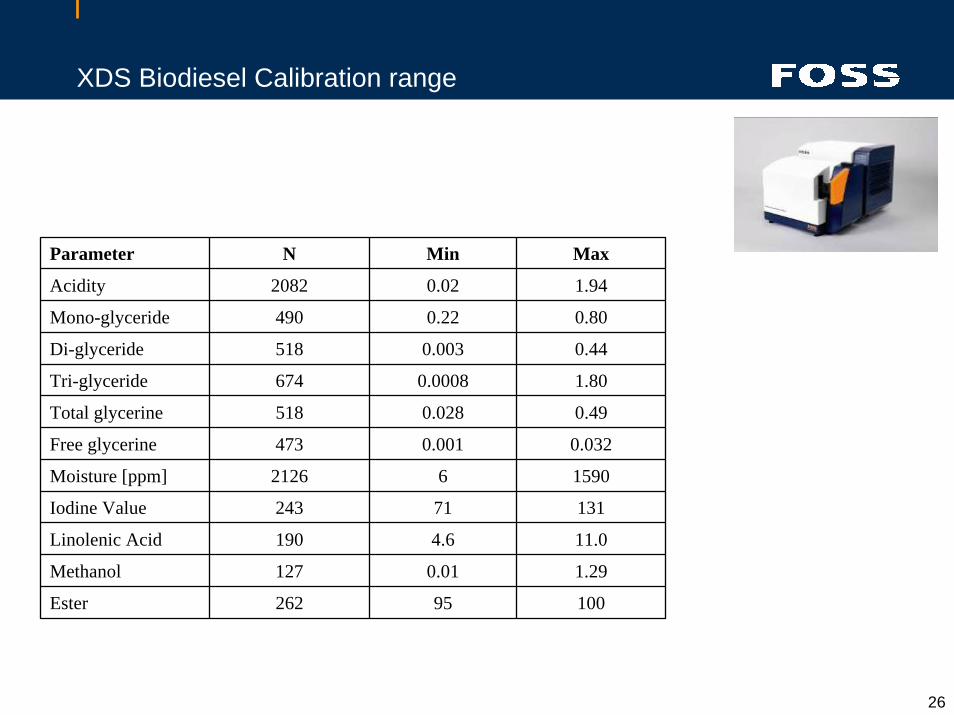
XDS Biodiesel Calibration range
Parameter N Min Max
Acidity 2082 0.02 1.94
Mono-glyceride 490 0.22 0.80
Di-glyceride 518 0.003 0.44
Tri-glyceride 674 0.0008 1.80
Total glycerine 518 0.028 0.49
Free glycerine 473 0.001 0.032
Moisture [ppm] 2126 6 1590
Iodine Value 243 71 131
Linolenic Acid 190 4.6 11.0
Methanol 127 0.01 1.29
Ester 262 95 100
27
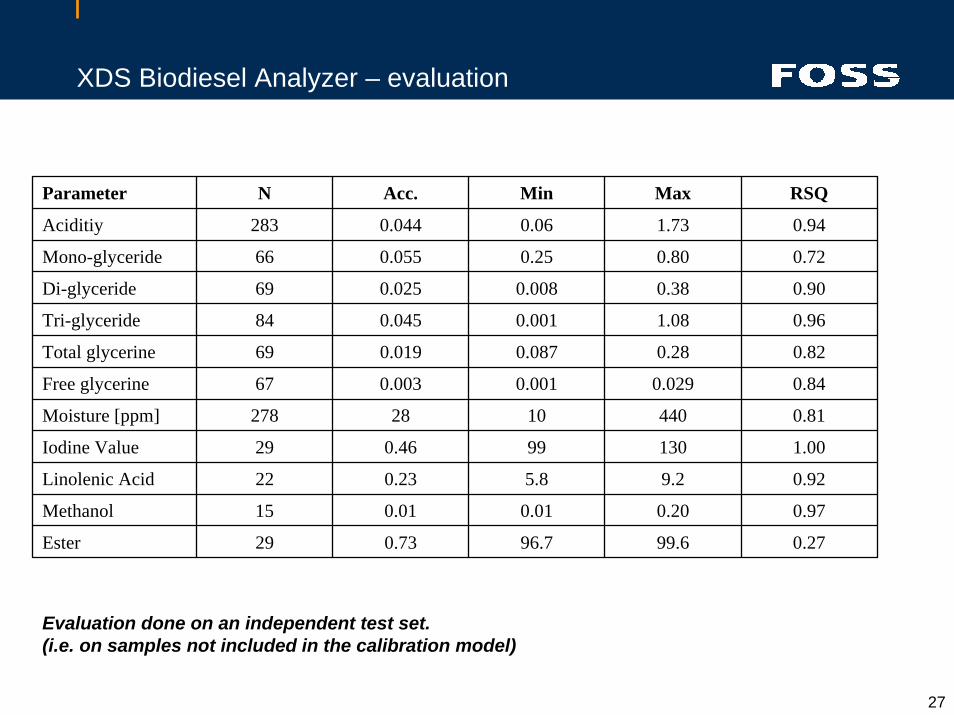
XDS Biodiesel Analyzer – evaluation
Parameter N Acc. Min Max RSQ
Aciditiy 283 0.044 0.06 1.73 0.94
Mono-glyceride 66 0.055 0.25 0.80 0.72
Di-glyceride 69 0.025 0.008 0.38 0.90
Tri-glyceride 84 0.045 0.001 1.08 0.96
Total glycerine 69 0.019 0.087 0.28 0.82
Free glycerine 67 0.003 0.001 0.029 0.84
Moisture [ppm] 278 28 10 440 0.81
Iodine Value 29 0.46 99 130 1.00
Linolenic Acid 22 0.23 5.8 9.2 0.92
Methanol 15 0.01 0.01 0.20 0.97
Ester 29 0.73 96.7 99.6 0.27
Evaluation done on an independent test set.(i.e. on samples not included in the calibration model)
28
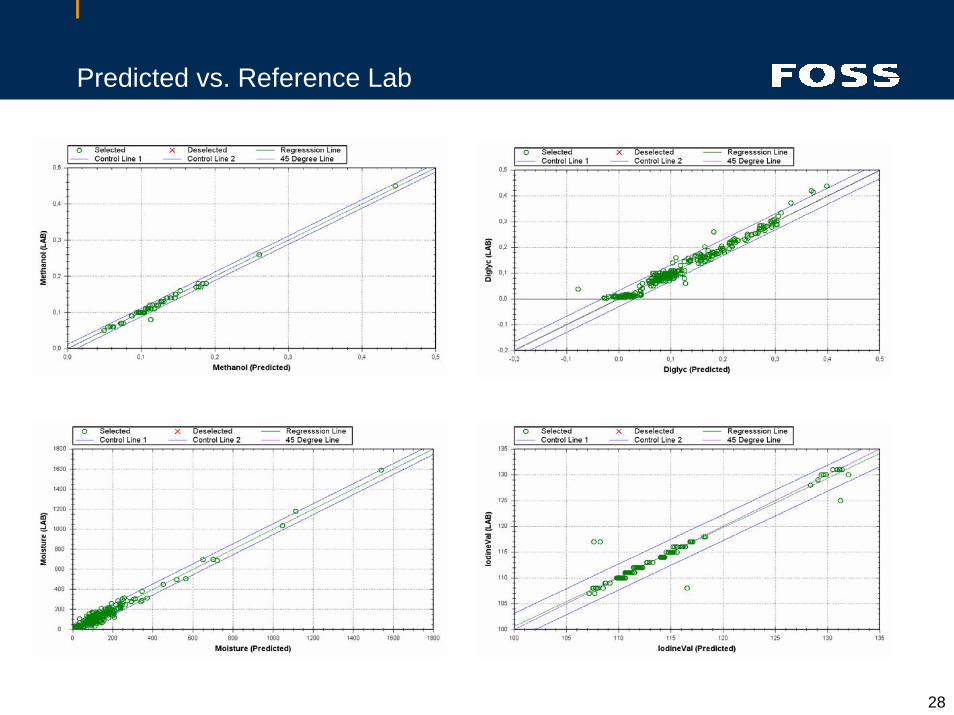
Predicted vs. Reference Lab
29
Increasing analytical capacity by implementing a fast, reliable and easy-to-use XDS Biodiesel Analyzer
Estimated investment: 65’000 USD
Benefits- Capacity increase x10 (due to speed ; 2 minutes / sample)- Allowing more staff to carry out analysis (due to ease-of-use)- Immediate response (due to speed)
Savings:No investment needed in a second Gas Chromatograph or adding lab resources
Increased sampling frequency from conversion process and faster response time (near-real time)
Tighter process control – leading to savings in catalysts
Allowing all plant staff to carry out routine analysis 24/7 and faster response time (near-real time)
Reduced down-time and periods with below target production
Increased confidence in Final Quality by increased internal testReducing samples sent to external lab(20 samples less / year = 20 * 900 USD = 18.000 USD)
EXAMPLE
GC~ 40.000 –45.000 $
Lab resource (1 full time employment)
Process improvement (plant specific)
External Lab costs ~18.000 $
>> 60.000 $
30
Biodiesel NIR Seminar – May 27, 2009
Questions & Answers
31
Thank you for your attention !
Biodiesel NIR Seminar – May 27, 2009