ASHISH GUPTA CN3343 THT2(WEAVING)
49
TPM is our way of life TPM To Reduce Short Terry In Weaving From 1210 PPM To 968 PPM in THT-2, Till 08 th August, 2014 Ashish Kumar Gupta CN 3343 THT-2, Weaving/Production Thursday, March 24, 2 022 1
-
Upload
ashish-gupta -
Category
Documents
-
view
202 -
download
1
Transcript of ASHISH GUPTA CN3343 THT2(WEAVING)

TPM is our way of life
TPM
April 15, 2023 1
To Reduce Short Terry In Weaving From 1210 PPM To 968 PPM in THT-
2, Till 08th August, 2014
Ashish Kumar GuptaCN 3343
THT-2, Weaving/Production

TPM is our way of life
TPM
April 15, 2023 2
Crack10%
Cheera25%
Float13%
Lining3% Short Terry
17%
Selvage damage9%
Others13%
C-grade10%
Average percentage contribution to total downgrade from FF-2 ,THT-2 for BSC-1, BSC-2 & BSC-3
Grand Total downgrade = 3.46%Total FF-2 downgrade = 0.68%
Short terry = 0.12%
TPM is our way of life
TPM
April 15, 2023 3
Why this project is being undertaken?
Short terry is one of the major problem of terry towel. It contribute 17% of total downgrade percentage which is second highest downgrade in FF-2, THT-2.

TPM is our way of life
TPM
April 15, 2023 4
STEP-0

TPM is our way of life
TPM
April 15, 2023 5
TPM KK Project Registration
Unit THT - 2 Loss Loss 7: Quality loss
Project Name To reduce short terry in weaving from 1210 PPM to 968 PPM in FF-2, THT-2, till 08 August, 2014
Project Leader Ashish Kumar Gupta Project Guide Mr. Ajit Parandekar
Team Members
Member Name Mr. Taj Afzal (Weaving)
Mr. Prabhat kumar
(Weaving) Mr. A.P. Singh (Maintenance)
Mr. Sunil Arora
(R&D)
Mr. Narottam kumar
(Weaving)
Mr. Iqbal Singh (Maintenance)
Sal. Code M30858 P04114 A37951 S49640 n43437 I43032
Baseline (Primary Metric) 1210 ppm Target (Primary Metric ) 968 ppm
Financial impact Calculation Method/Formula =(Baseline - Actual/Target)% * CSP Packed production * Downgrade Cost ₹150
Project Start Date 09/06/2014 Target Completion Date 08/08/2014
Remarks & Sign.Unit Head
Remarks & Sign.Project Leader
Remarks & Sign.KK Pillar Head
Remarks & Sign.MIS & Costing Representative
Mr. Lalit Kaushal
Ashish Kumar Gupta Amit Mandal Deepak Garg
L06158 CN3343 A52202 D06799
Step 0.1
TPM is our way of life
TPM
April 15, 2023 6
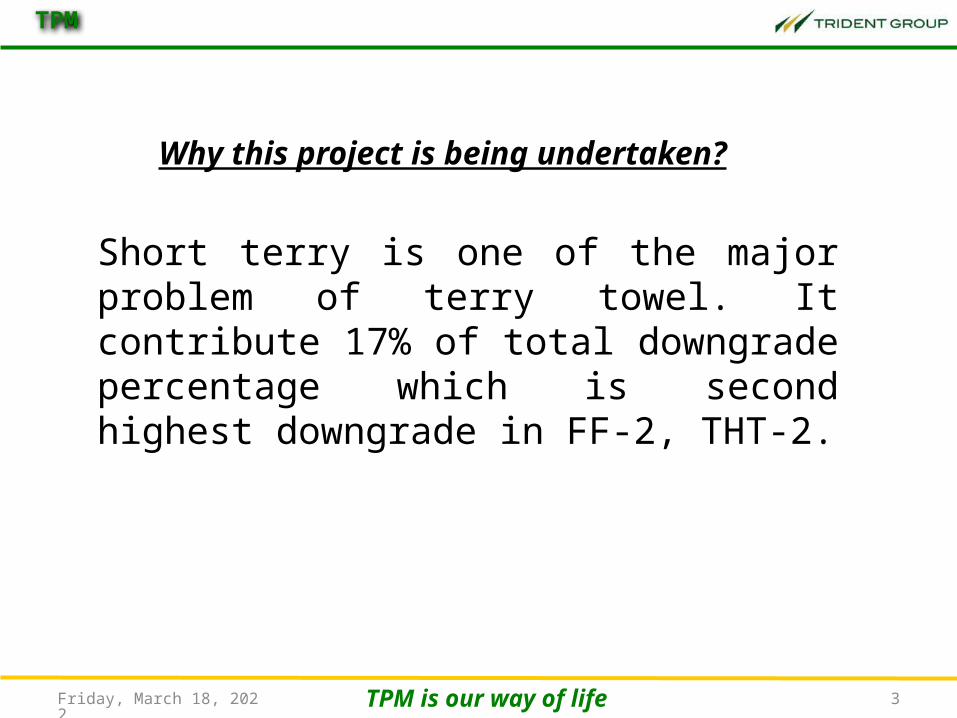
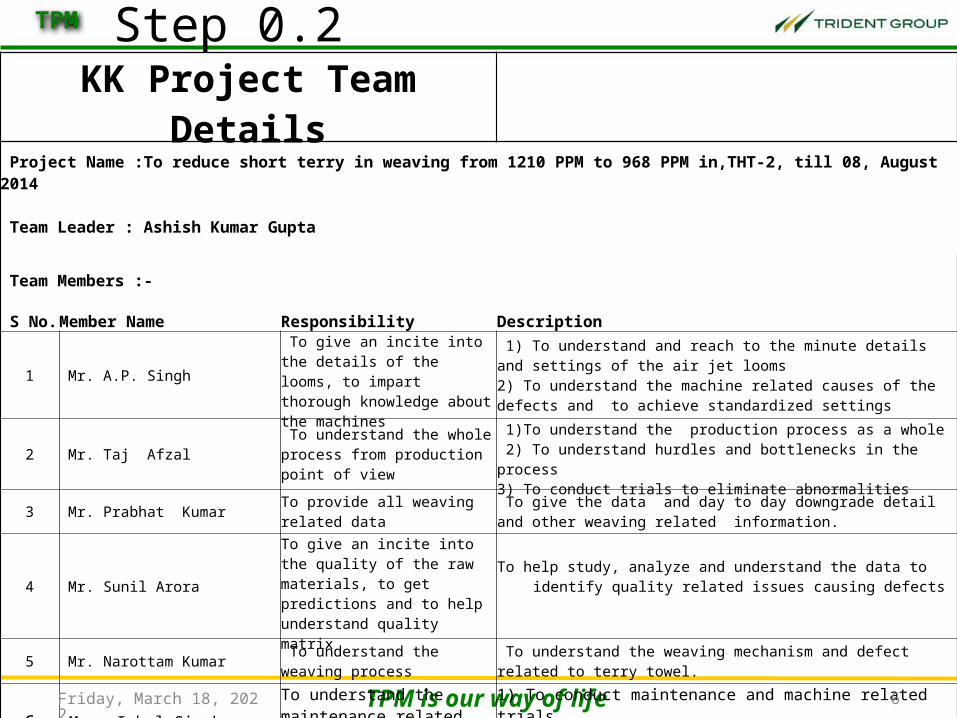
KK Project Team Details
Project Name :To reduce short terry in weaving from 1210 PPM to 968 PPM in,THT-2, till 08, August 2014 Team Leader : Ashish Kumar Gupta
Team Members :- S No. Member Name Responsibility Description
1 Mr. A.P. Singh
To give an incite into the details of the looms, to impart thorough knowledge about the machines
1) To understand and reach to the minute details and settings of the air jet looms 2) To understand the machine related causes of the defects and to achieve standardized settings
2 Mr. Taj Afzal To understand the whole process from production point of view
1)To understand the production process as a whole 2) To understand hurdles and bottlenecks in the process3) To conduct trials to eliminate abnormalities
3 Mr. Prabhat KumarTo provide all weaving related data
To give the data and day to day downgrade detail and other weaving related information.
4 Mr. Sunil Arora
To give an incite into the quality of the raw materials, to get predictions and to help understand quality matrix
To help study, analyze and understand the data to identify quality related issues causing defects
5 Mr. Narottam Kumar To understand the weaving process
To understand the weaving mechanism and defect related to terry towel.
6 Mr. Iqbal SinghTo understand the maintenance related aspects of the machinery
1) To conduct maintenance and machine related trials 2) To identify the flaws in maintenance process causing defects
Step 0.2

TPM is our way of life
TPM
April 15, 2023 7
TPM KK Activity Plan Project Name : To reduce short terry in weaving from 1210ppm to 968ppmOwner Name :Ashish Kumar Gupta Week (BSC) -->S No. Activity Week 11 Week 12 Week 13 Week 14 Week 15 Week 16 Week 17 Week 18 Week 19
Step 0 1) Select and register topic
P A
2) Form project team
P A
3) Plan activities
P A
Step 1
1) Identify bottleneck processes
P A
2) Measure failure/defects and other losses
P A
3) Use baseline (bench mark) to set targets
P A
Step 2
1) Thoroughly study ,expose and eliminate abnormalities
P
A
2) Establish basic conditions equipment
P A
Step 0.3

TPM is our way of life
TPM
April 15, 2023 8
TPM KK Activity Plan Project Name : : To reduce short terry in weaving from 1210ppm to 968ppmOwner Name :Ashish Kumar Gupta Week (BSC) -->S No. Activity Week 11 Week 12 Week 13 Week 14 Week 15 Week 16 Week 17 Week 18 Week 19
Step 3
1) Stratify and analyze the causes
P A
2) Apply analytical methods
P A
3) Conduct experiments –see if root causes are applicable or not
P A
Step 4 1) Implement improvements
P A
2) Perform tests and trial runs
P A
3) Provide instructions to work on improved equipments, operating conditions
P A
Step 5
1) Evaluate results with time as improvement project goes on
P A
2)Check whether target has been achieved or not/if not start from step 3 again
P A
Step 0.3
TPM is our way of life
TPM
April 15, 2023 9
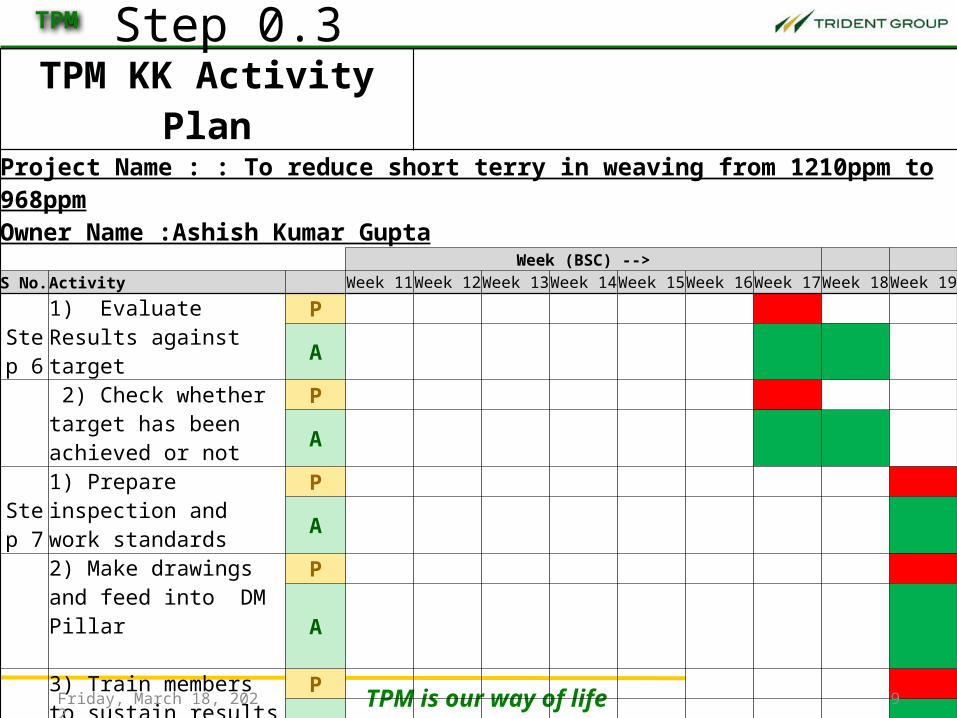
TPM KK Activity Plan Project Name : : To reduce short terry in weaving from 1210ppm to 968ppmOwner Name :Ashish Kumar Gupta
Week (BSC) -->S No. Activity Week 11 Week 12 Week 13 Week 14 Week 15 Week 16 Week 17 Week 18 Week 19
Step 6
1) Evaluate Results against target
P
A
2) Check whether target has been achieved or not
P
A
Step 7
1) Prepare inspection and work standards
P A
2) Make drawings and feed into DM Pillar
P
A
3) Train members to sustain results
P
A
Step 0.3

TPM is our way of life
TPM
April 15, 2023 10
STEP-1
TPM is our way of life
TPM
April 15, 2023 11
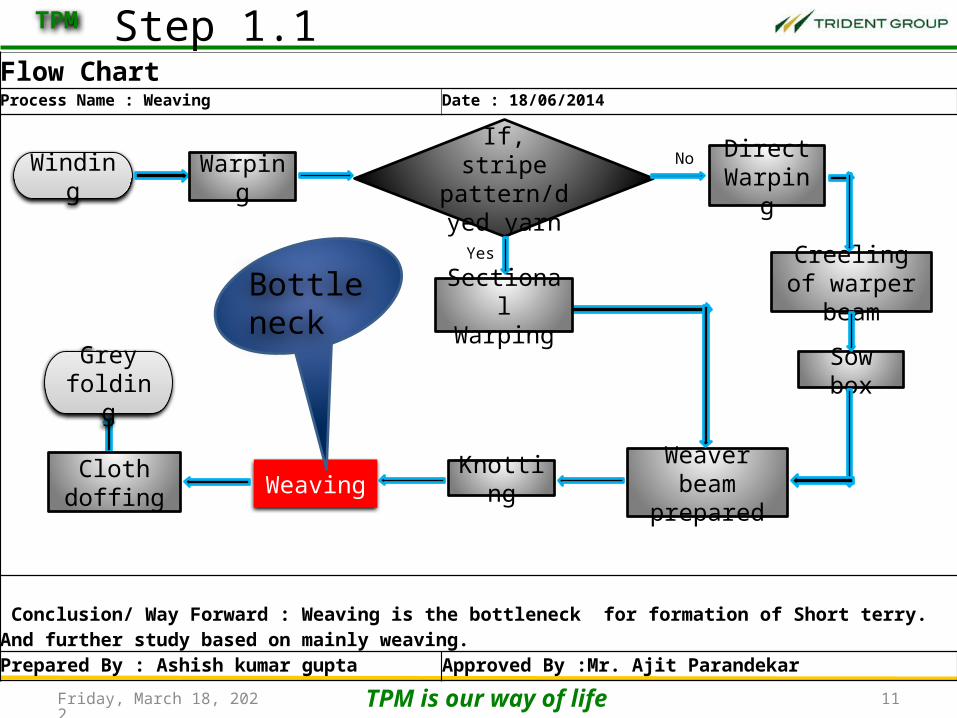
Flow ChartProcess Name : Weaving Date : 18/06/2014
Conclusion/ Way Forward : Weaving is the bottleneck for formation of Short terry. And further study based on mainly weaving.Prepared By : Ashish kumar gupta Approved By :Mr. Ajit Parandekar
Step 1.1
Winding Warping
Creeling of warper beam
If, stripe pattern/dyed
yarn
Weaver beam prepared
Sow box
Sectional Warping
Direct Warping
No
Yes
Cloth doffing Weaving Knotting
Grey folding
Bottle neck

TPM is our way of life
TPM
April 15, 2023 12
Step 1.2Check-Sheet
Process Name : Weaving Name of the investigator : Ashish Kumar GuptaLocation of Data Collection : R&D Date & time: From 1st week to 13th weekWhy this data is collected : To know about all the weaving defect
Defect Type/Event Occurance Week 1 Week 2 Week 3 Week 4 Week 5 Week 6 Week 7 Week 8 Week 9 Week 10 Week 11 Week 12 Week 13 Average
# 1 Cheera 1403 1000 1128 1179 1158 2029 1797 1568 1285 2419 2032 2292 1590 1606
# 2 Short terry 790 957 591 534 304 1377 1299 1181 1544 1990 1551 1844 1772 1210
# 3 Crack 544 659 394 374 314 826 847 881 1240 1204 823 1717 841 820
# 4 Float 439 701 139 239 280 515 672 306 234 535 443 394 639 425
# 5 Lining 44 100 43 306 265 940 141 188 758 336 144 1158 627 388
# 6 Others 904 922 1006 605 1340 1683 1412 793 1215 1390 1539 1303 1133 1172
FF-1 GRAND TOTAL 4124 4339 3300 3238 3661 7369 6169 4916 6277 7874 6532 8709 6603 5623
* All the data taken in PPM
Conclusion/ Way Forward : : Short terry is one of the major defect generated in the weaving. Further study will be based on this defect.
Prepared By : Ashish Kumar Gupta Approved By : Mr. Ajit Parandekar
TPM is our way of life
TPM
April 15, 2023 13
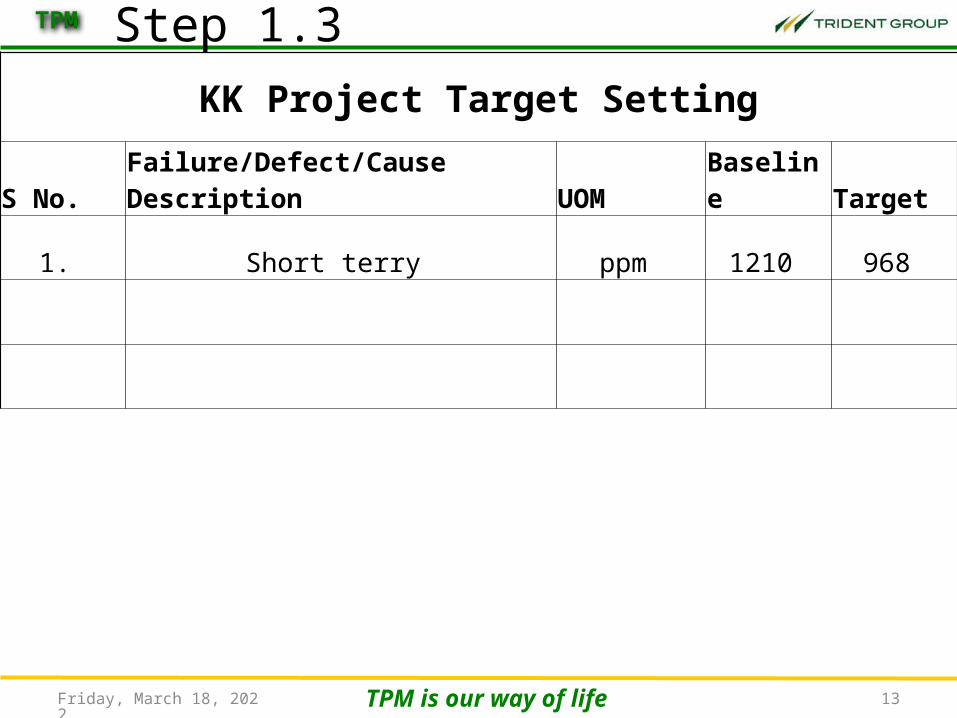
KK Project Target Setting
S No. Failure/Defect/Cause Description UOM Baseline Target
1. Short terry ppm 1210 968
Step 1.3
TPM is our way of life
TPM
April 15, 2023 14
STEP-2
TPM is our way of life
TPM
April 15, 2023 15
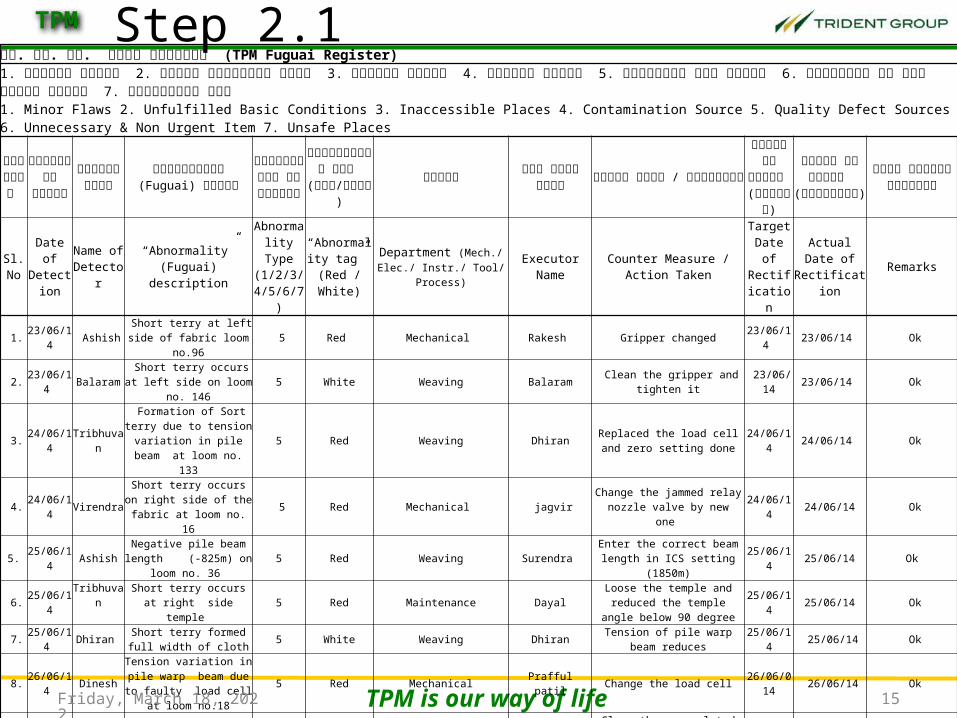
Step 2.1टी�. पी�. एम. फु� गई रजि�स्टीर (TPM Fuguai Register)1. मा�मा�ली� खरा�बी� 2. अधू�रा� बी�नि�या�दी� हा�लीत 3. दुर्ग�मा स्था�� 4. सं�दूषण स्रो�त 5. र्ग�णवत्ता� दी�ष स्रो�त 6. अ��वश्याक औरा र्ग$रा जरूरा� वस्त� 7. असं�राक्षि)त जर्गहा1. Minor Flaws 2. Unfulfilled Basic Conditions 3. Inaccessible Places 4. Contamination Source 5. Quality Defect Sources 6. Unnecessary & Non Urgent Item 7. Unsafe Places
क्रमा��क
ढूँ�,ढूँ�- क. त�रा�ख
ढूँ�,ढूँ�- व�ली� असं�मा�न्यात� (Fuguai) निववराण असं�मा�न्यात� क- प्रक�रा
आसं�मा�न्यात� टे-र्ग
(ली�ली/संफे- दी)निवभा�र्ग संहा� करा�- व�ली� जव�बी� उपा�या / क�रा�व�ई
सं�धू�रा क. त�रा�ख (लीक्ष्या)
सं�धू�रा क. त�रा�ख (व�स्तनिवक)
ली�डरा द्वा�रा� टिटेप्पाण�
Sl. No
Date of Detectio
n
Name of Detector
“Abnormality” (Fuguai) description
Abnormality Type
(1/2/3/4/5/6/7)
“Abnormality tag”
(Red / White)
Department (Mech./ Elec./ Instr./ Tool/ Process)
ExecutorName
Counter Measure / Action Taken
Target Date of
Rectification
Actual Date of
RectificationRemarks
1. 23/06/14 Ashish Short terry at left side of fabric loom no.96 5 Red Mechanical Rakesh Gripper changed 23/06/14 23/06/14 Ok
2. 23/06/14 Balaram Short terry occurs at left side on loom no. 146 5 White Weaving Balaram Clean the gripper and tighten it 23/06/14 23/06/14 Ok
3. 24/06/14 Tribhuvan Formation of Sort terry due to tension variation in pile
beam at loom no. 1335 Red Weaving Dhiran Replaced the load cell and zero
setting done 24/06/14 24/06/14 Ok
4. 24/06/14 VirendraShort terry occurs on right
side of the fabric at loom no. 16
5 Red Mechanical jagvir Change the jammed relay nozzle valve by new one 24/06/14 24/06/14 Ok
5. 25/06/14 Ashish Negative pile beam length (-825m) on loom no. 36 5 Red Weaving Surendra Enter the correct beam length in
ICS setting (1850m) 25/06/14 25/06/14 Ok
6. 25/06/14 Tribhuvan Short terry occurs at right side temple 5 Red Maintenance Dayal Loose the temple and reduced the
temple angle below 90 degree 25/06/14 25/06/14 Ok
7. 25/06/14 Dhiran Short terry formed full width of cloth 5 White Weaving Dhiran Tension of pile warp beam reduces 25/06/14 25/06/14 Ok
8. 26/06/14 DineshTension variation in pile warp beam due to faulty load cell
at loom no.185 Red Mechanical Prafful patil Change the load cell 26/06/014 26/06/14 Ok
9. 26/06/14 Bambam Short terry occurs at left side of loom 5 White Weaving Bambam Clean the accumulated fluff and
tighten the gripper 26/06/14 26/06/14 Ok
10. 27/06/14 Sonu Fluctuation in tension of pile beam on loom no. 123 5 Red Electrical Khushpreet Change the electrical pile let-off
card 27/06/14 27/06/14 Ok
11. 27/06/14 Basant Gripper side short terry formed on loom no.113 5 White Maintenance Basant Open the gripper remove the
broken weft & fluff and reset 27/06/14 27/06/14 Ok
12. 28/06/14 Dayal Short terry formed full width of fabric 5 White Maintenance Dayal Reduced the pile warp beam
tension 28/06/14 28/06/14 Ok
13. 28/06/14 Ashish Wrong feed diameter of pile warp beam at loom no. 103 5 White Weaving Ashish Enter the correct diameter of pile
warp beam 28/06/14 28/06/14 Ok

TPM is our way of life
TPM
April 15, 2023 16
Step 2.2S No. Activity Identification
date Target Date Completion Date
Responsibility
(Member Name)
Review Date Review by Remarks
1. Formation of Sort terry due to tension variation
in pile beam at loom no. 133 24/06/14 24/06/14 24/06/14 Dhiran25/06/14 A. P. singh
Replaced the load cell and zero setting done
2.Short terry occurs at right side temple 25/06/14 25/06/14 25/06/14 Dayal
25/06/14 A. P. singh
Loose the temple and reduced the temple
pulling below 90 degree
3.Tension variation in pile warp beam due to
faulty load cell at loom no.18 26/06/14 26/06/014 26/06/14 Prafful patil 27/06/14A. P. singh
Change the load cell
4. Fluctuation in tension of pile beam on loom no.
123 27/06/14 27/06/14 27/06/14 Khushpreet 27/06/14 Gurpreet
singh
Change the electrical pile let-off card

TPM is our way of life
TPM
April 15, 2023 17
STEP-3

TPM is our way of life
TPM
April 15, 2023 18
Step 3.1Stratification & Analysis of Causes
S No. Failure/Defect/Cause Description Stratification Tool Analysis Tool
1. Short terry Flow chart,
Fish-boneCheck list,
Pareto analysis

TPM is our way of life
TPM
April 15, 2023 19
Weaving start
Loom start
Loom continuously
run
Short terry formation
Loom running
Attend the loom
Loom stopped due to any reason
Attend the short terry
Stop the loom
NO
NO
YES
YES
* Tension variation* Gripper problem* Relay nozzle direct* Negative beam length* Temple setting * Wrong dia. fed
Step 3.1Short terry generation in weaving
PROCESS FLOW CHART

TPM is our way of life
TPM
April 15, 2023 20
Step 3.1Problem Phenomena : Short terry Date : 27/06/14
Fish-bone diagram
Short terry
ManMachineMaterial
Environment
Method
Measurement
Temple setting
Sticky ends
Tension variation in pile beam
Relay nozzle direct
Faulty terry motion
Temple ring Jam
Temple pulling
Prepared By : Ashish Kumar Gupta Approved By : Mr. Ajit Parandekar
Wrong feeding
of pile beam
diameter
Improper
gripper
setting
Improper sub valve timing
Pile ratio
variation
. Negative
beam length
Operator poor skill
Fitter negligence
Software problem
Wrong beam diameter
Wrong pick finding
Wrong beam length
Variation in beam hardness
Wrong method of load cell connecting
Weft quality
Wrong method of knotting pass
TPM is our way of life
TPM
April 15, 2023 21
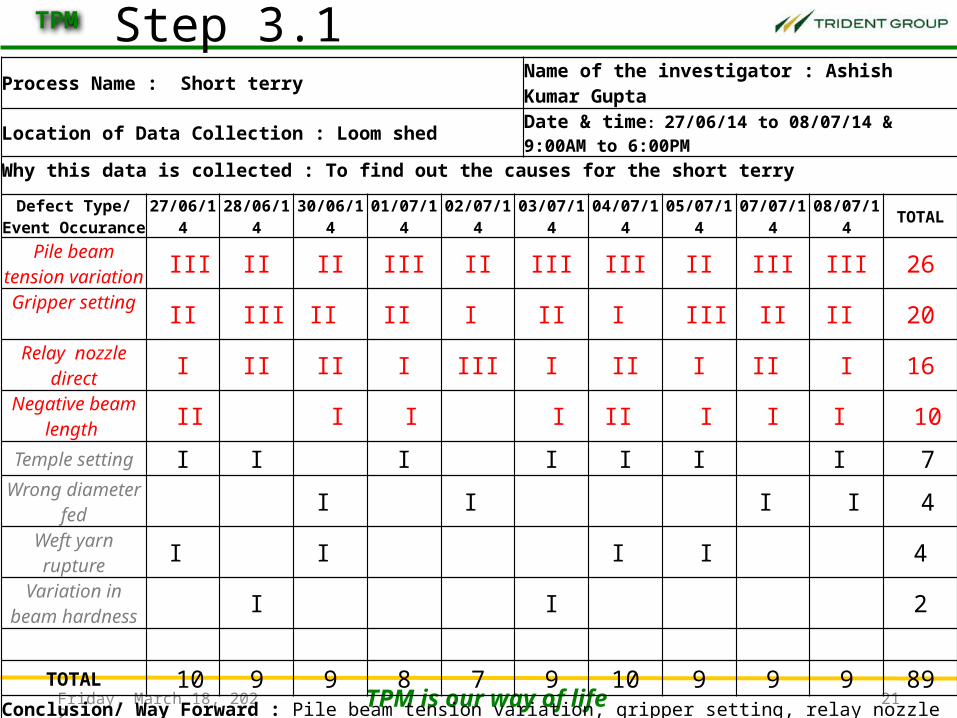
Step 3.1Process Name : Short terry Name of the investigator : Ashish Kumar GuptaLocation of Data Collection : Loom shed Date & time: 27/06/14 to 08/07/14 & 9:00AM to 6:00PMWhy this data is collected : To find out the causes for the short terry
Defect Type/Event Occurance 27/06/14 28/06/14 30/06/14 01/07/14 02/07/14 03/07/14 04/07/14 05/07/14 07/07/14 08/07/14 TOTAL
Pile beam tension variation III II II III II III III II III III 26
Gripper setting II III II II I II I III II II 20
Relay nozzle direct I II II I III I II I II I 16Negative beam
length II I I I II I I I 10
Temple setting I I I I I I I 7Wrong diameter
fed I I I I 4
Weft yarn rupture I I I I 4Variation in beam
hardness I I 2
TOTAL 10 9 9 8 7 9 10 9 9 9 89Conclusion/ Way Forward : Pile beam tension variation, gripper setting, relay nozzle directed & negative beam length are major problem for generation of short terry defect.
Prepared By : Ashish Kumar Gupta Approved By : Mr. Ajit Parandekar
TPM is our way of life
TPM
April 15, 2023 22
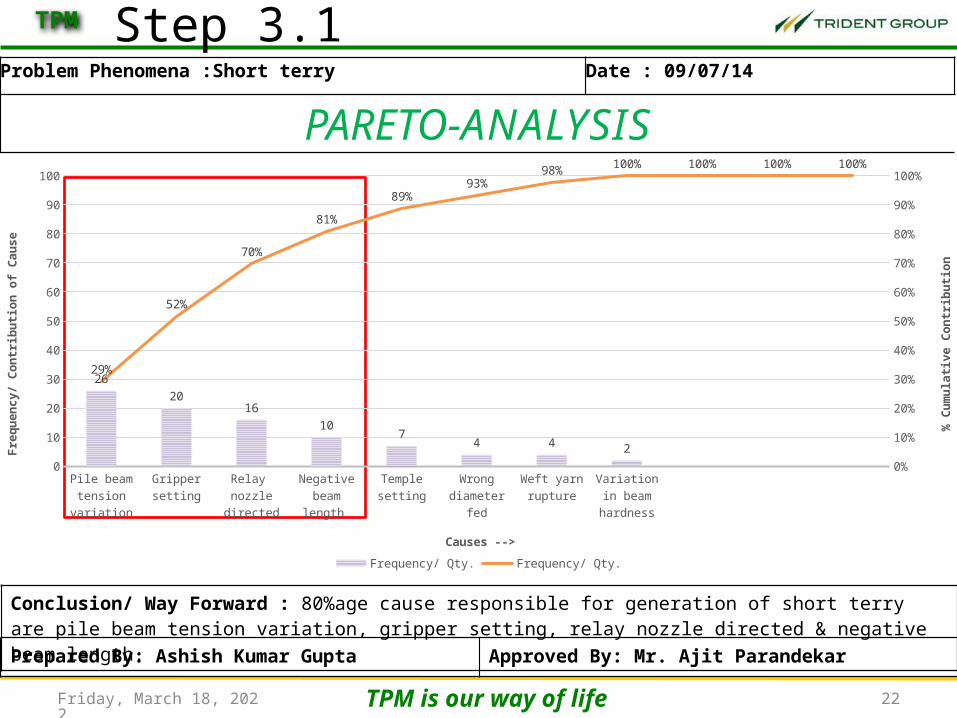
Step 3.1Problem Phenomena :Short terry Date : 09/07/14
PARETO-ANALYSIS
Prepared By: Ashish Kumar Gupta Approved By: Mr. Ajit Parandekar
Conclusion/ Way Forward : 80%age cause responsible for generation of short terry are pile beam tension variation, gripper setting, relay nozzle directed & negative beam length.
Pile beam te
nsion va
riation
Gripper s
etting
Relay nozzl
e directe
d
Negative beam le
ngth
Temple setting
Wrong diameter f
ed
Weft ya
rn rupture
Variation in
beam hardness0
10
20
30
40
50
60
70
80
90
100
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2620
1610
74 4 2
29%
52%
70%
81%
89%93%
98% 100% 100% 100% 100%
Frequency/ Qty. Frequency/ Qty.Causes -->
Freq
uenc
y/ C
ontr
ibuti
on o
f Cau
se
% C
umul
ative
Con
trib
ution
TPM is our way of life
TPM Step 3.2
April 15, 2023 23
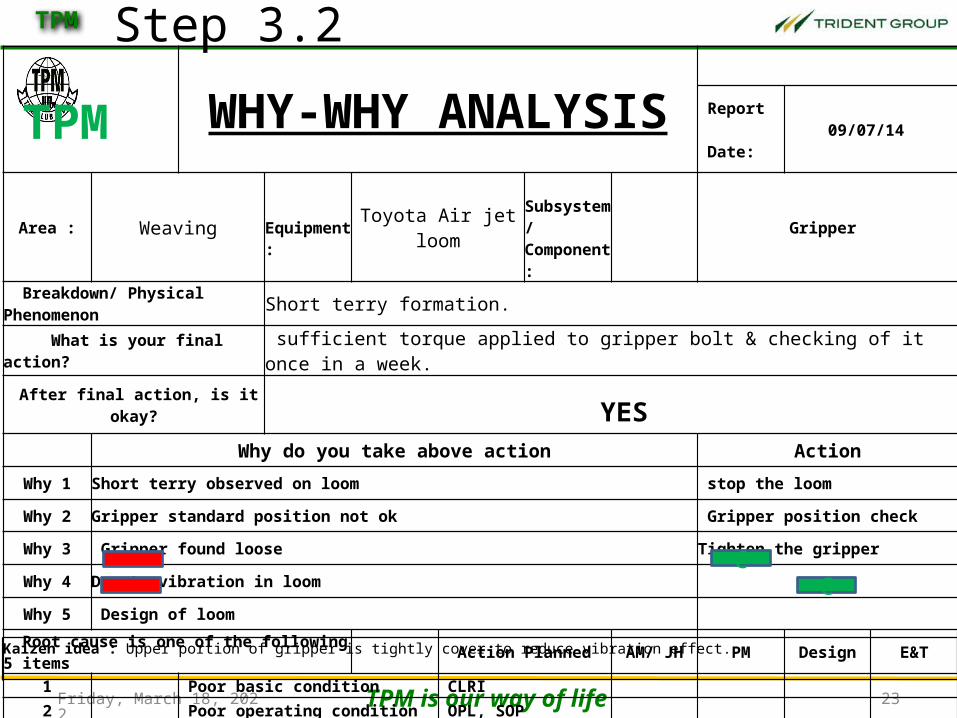
TPM WHY-WHY ANALYSIS
Report Date: 09/07/14
Area : Weaving Equipment : Toyota Air jet loom Subsystem/ Component:
Gripper
Breakdown/ Physical Phenomenon Short terry formation.
What is your final action? sufficient torque applied to gripper bolt & checking of it once in a week.
After final action, is it okay? YES Why do you take above action Action
Why 1 Short terry observed on loom stop the loom
Why 2 Gripper standard position not ok Gripper position check
Why 3 Gripper found loose Tighten the gripper
Why 4 Due to vibration in loom
Why 5 Design of loom
Root cause is one of the following 5 items Action Planned AM/ JH PM Design E&T1 Poor basic condition CLRI
2 Poor operating condition OPL, SOP
3 Deterioration PM Schedule
4 Weak Design Redesign, MP sheet
5 Poor Skill Training, OPL
CC
Kaizen idea : Upper portion of gripper is tightly cover to reduce vibration effect.

TPM is our way of life
TPM Step 3.2
April 15, 2023 24
TPM WHY-WHY ANALYSIS
Report Date: 12/07/14
Area : Weaving Equipment : Toyota Air jet loom Subsystem/ Component:
Relay nozzle, sub-valve
Breakdown/ Physical Phenomenon Short terry formation.
What is your final action? Solenoid valve change.
After final action, is it okay? YES Why do you take above action Action
Why 1 Short terry observed at four sub-nozzles Sub-nozzles checking
Why 2 Relay nozzle direct(continuous air supply) Valve open & checking
Why 3 Solenoid valve piston jam Changed the valve.
Why 4 Rust with air supply
Why 5 Due to mild steel pipe line
Root cause is one of the following 5 items Action Planned AM/ JH PM Design E&T1 Poor basic condition CLRI
2 Poor operating condition OPL, SOP
3 Deterioration PM Schedule
4 Weak Design Redesign, MP sheet
5 Poor Skill Training, OPL
CC
Kaizen idea : To change the mild steel pipe line by galvanised iron’s pipe line to avoid corrosion.

TPM is our way of life
TPM
April 15, 2023 25
Step 3.2Application of Analytical Techniques
S No.Applicable Root Causes/
Vital Few CausesKaizen Idea
Countermeasure/ Action Plan
1. Pile beam tension variation Standardize the tension of pile beam as per quality.
2. Gripper setting
Gripper should be covered with a support to reduce vibration effect & misalignment.(Before: DSC01195.JPG, After: DSC011944.jpg) Once in a week checking of gripper setting(Gripper position & deterioration) .
3. Relay nozzle direct Sub-valve piston cylinder of relay nozzle should be changed.
4.Negative beam length &
diameter(Software problem)
Checking of negative beam length & diameter per day and where ever found negative again length & diameter to be entered.
TPM is our way of life
TPM
April 15, 2023 26
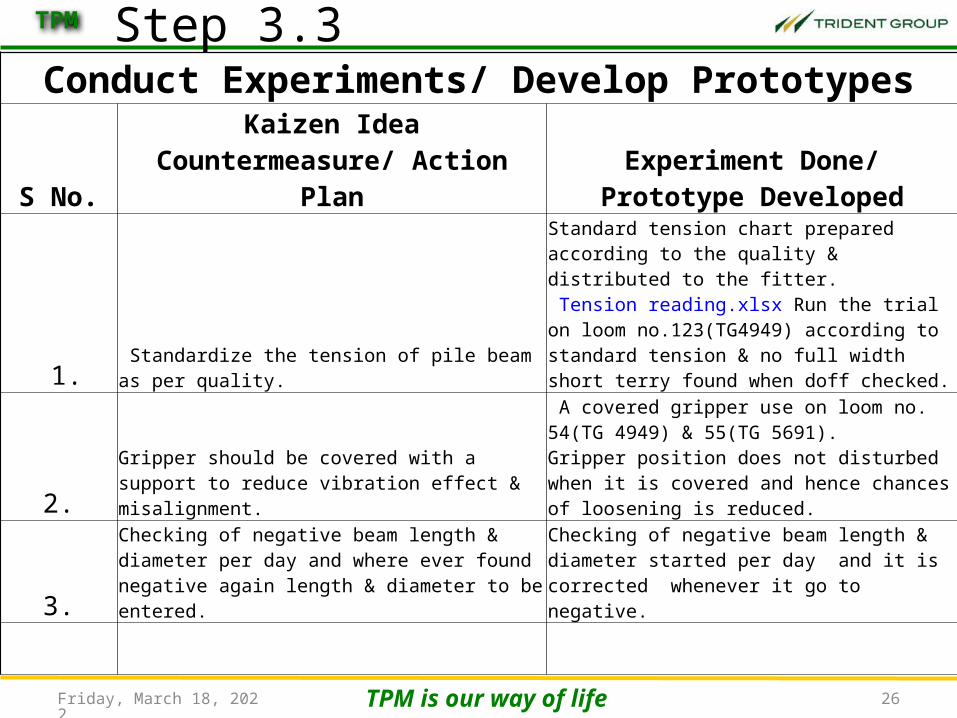
Step 3.3Conduct Experiments/ Develop Prototypes
S No.Kaizen Idea
Countermeasure/ Action PlanExperiment Done/ Prototype
Developed
1. Standardize the tension of pile beam as per quality.
Standard tension chart prepared according to the quality & distributed to the fitter. Tension reading.xlsx Run the trial on loom no.123(TG4949) according to standard tension & no full width short terry found when doff checked.
2.Gripper should be covered with a support to reduce vibration effect & misalignment.
A covered gripper use on loom no. 54(TG 4949) & 55(TG 5691).Gripper position does not disturbed when it is covered and hence chances of loosening is reduced.
3.Checking of negative beam length & diameter per day and where ever found negative again length & diameter to be entered.
Checking of negative beam length & diameter started per day and it is corrected whenever it go to negative.

TPM is our way of life
TPM
April 15, 2023 27
STEP-4

TPM is our way of life
TPM
April 15, 2023 28
Step 4.1Make Improvement Proposals
S No.Kaizen Idea
Countermeasure/ Action Plan Improvement ProposalApproved by
HOD?
1. Standardize the tension of pile beam as per quality. Std tension.xlsx
When the new quality run their standard tension should be add in the standard tension list. YES
2.
Gripper should be covered with a support to reduce vibration effect.Once in two week checking of gripper setting(Gripper position, deterioration).
Gripper covered with a tight support to reduce vibration effect of loom & misalignment of gripper. YES
3.Sub-valve piston cylinder of relay nozzle should be changed.
Sub-valve piston of relay nozzle should be changed. YES
4.Checking of negative beam length & diameter per day and where ever found negative again length & diameter to be entered.
Checking of negative beam length & diameter per shift and where ever found negative again length & diameter to be entered. YES

TPM is our way of life
TPM
April 15, 2023 29
Step 4.2Compare Cost Effectiveness & Make Budget
S No.Kaizen Idea
Countermeasure/ Action Plan Approved by HOD? Budget Required
1. Standardize the tension of pile beam as per quality. YES NIL
2.
Gripper should be covered with a support to reduce vibration effect & misalignment of gripper. YES NIL
3. Sub-valve piston cylinder of relay nozzle should be changed. YES ₹1100/piston cylinder
4.
Checking of negative beam length & diameter per shift and where ever found negative again length & diameter to be entered. YES NIL
TPM is our way of life
TPM
April 15, 2023 30
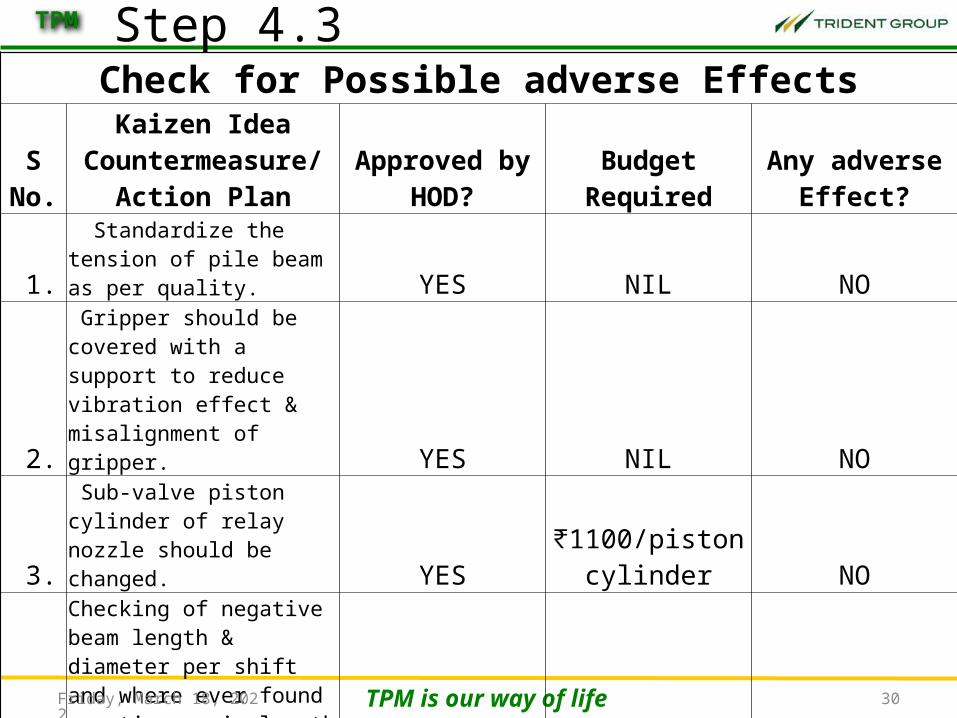
Step 4.3Check for Possible adverse Effects
S No.
Kaizen IdeaCountermeasure/
Action PlanApproved by
HOD? Budget RequiredAny adverse
Effect?
1. Standardize the tension of pile beam as per quality. YES NIL NO
2.
Gripper should be covered with a support to reduce vibration effect & misalignment of gripper. YES NIL NO
3.
Sub-valve piston cylinder of relay nozzle should be changed. YES
₹1100/piston cylinder NO
4.
Checking of negative beam length & diameter per shift and where ever found negative again length & diameter to be entered. YES NIL NO

TPM is our way of life
TPM
April 15, 2023 31
STEP-5

TPM is our way of life
TPM
April 15, 2023 32
Countermeasures implementation planProject Name : : To reduce short terry in weaving from 1210ppm to 968ppm
Owner Name : Ashish Kumar Gupta Week (BSC)-->
S No. Countermeasure Week 16 Week 17 Week 18 Week 19
1. Standardize the tension of pile beam as per quality.
P
A
2.Gripper covered with a support to reduce vibration effect.
P
A
3. Sub-valve piston cylinder of relay nozzle should be changed.
P
A
4.
Checking of negative beam length & diameter per shift and where ever found negative again length & diameter to be entered.
P
A
P
A
Step 5.1

TPM is our way of life
TPM
April 15, 2023 33
KK Project Results Review
S No. Failure/Defect/Cause Description UOM Baseline Target
Actual(From 1st to 6th
Aug)Status
(Ok/ Not OK)
1. Short terry ppm 1210 968 1117 OK
Step 5.2 Perform tests & trial runs

TPM is our way of life
TPM
April 15, 2023 34
Step 5.3TENTATIVE STANDARD OPERATING PROCEDUE (SOP)
Business : Towel Location/ Unit : FF-2/THT-2 Machine Name/ Process Name : Weaving loom
Process : Beam knotting SOP during beam change
SOP for knotter during beam change
1. Take charge of knotting machine and frame from previous shift worker.2. Check the availability of beam as per requirement and preparatory section officer in case of non-
availability of beams.3. Unload the previous beam from the loom and do proper cleaning of the machine.4. Load the new beam as per detail written on the slip.5. Check the beam ends and do proper dressing of the yarn sheet.6. Use correct needles as per count of yarn in the beam.7. Start knotting as per required pattern and ensure for no yarn end breakage during knotting process.8. Also, ensure for no crossing ends during knotting.9. Finish the knotting and unmounts the knotting machine from the frame.10. Keep the knotting waste in its proper place during knotting process.11. Measure the accurate diameter of beam by using scale and feed it into loom system(computer).12. Temple cover should be open to prevent temple ring jam during passing the knotting.13. Handover the loom to weaver after passing knotting from reed area.
(Prepared By)
Ashish Kumar Gupta(Approved By)
Mr. Ajit Parandekar Format No.:/ Issue Date: Page __ of __Revision No. & Rev. Date:

TPM is our way of life
TPM
April 15, 2023 35
Step 5.3TENTATIVE STANDARD OPERATING PROCEDUE (SOP)
Business : Towel Location/ Unit : FF-2/THT-2 Machine Name/ Process Name : Weaving loom
Process : Fitter working SOP during quality change
SOP for fitter during quality change
1. Take the round of loom in starting 15 minutes of shift and check quality change looms for incomplete work.2. Ensure that there should no jammed temple ring or ring with blunt spikes.3. Check temple pulling.4. Check gripper condition.5. Check all relay nozzle work properly and no one will be directed.6. Feed the pile and ground warp tension according to the standard tension.7. Check other settings like air pressure, detect angle, weft arrival timing etc.8. Before starting the loom ensure all setting are correct and work properly.9. Start quality change looms by feeding parameters given on quality card.10. Check performance of loom breakage and attend any major deviation on loom.11. To attend the looms with low efficiency allotted by shift officer.12. Check the high weft breakage looms and attend the loom.13. In case of major problem on quality, attend the loom with the help of maintenance team.
(Prepared By)
Ashish Kumar Gupta(Approved By)
Mr. Ajit ParandekarFormat No.:/ Issue Date: Page
__ of __Revision No. & Rev. Date:

TPM is our way of life
TPM
April 15, 2023 36
STEP-6

TPM is our way of life
TPM
April 15, 2023 37
Evaluation of Result of Project (Primary Metric)Target Vs Actual
BSC 1 BSC 2 BSC 3 BSC 4 1st Aug to 6th Aug0
500
1000
1500
2000
2500
3000
686
1350
1789
2749
1117
Actual Base line Target
1210
968
Booking of jail material in
between 15th to 31st july
TPM is our way of life
TPM
April 15, 2023 38
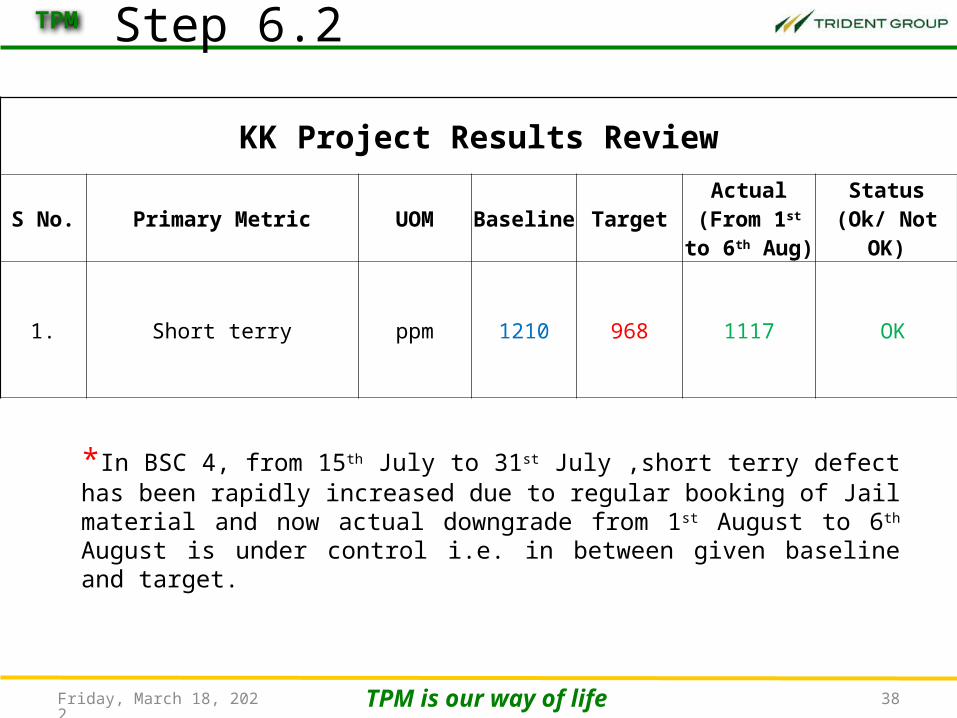
Step 6.2
KK Project Results Review
S No. Primary Metric UOM Baseline TargetActual
(From 1st to 6th Aug)
Status(Ok/ Not OK)
1. Short terry ppm 1210 968 1117 OK
*In BSC 4, from 15th July to 31st July ,short terry defect has been rapidly increased due to regular booking of Jail material and now actual downgrade from 1st August to 6th August is under control i.e. in between given baseline and target.
TPM is our way of life
TPM
April 15, 2023 39
STEP-7
TPM is our way of life
TPM
April 15, 2023 40
Step 7.1 STANDARD OPERATING PROCEDUE (SOP)
Business : Towel Location/ Unit : FF-2/THT-2 Machine Name/ Process Name : Weaving loom
Process : Beam knotting SOP during beam change
SOP for knotting during beam change
1. Take charge of knotting machine and frame from previous shift worker.2. Check the availability of beam as per requirement and preparatory section officer in case of non-
availability of beams.3. Unload the previous beam from the loom and do proper cleaning of the machine.4. Load the new beam as per detail written on the slip.5. Check the beam ends and do proper dressing of the yarn sheet.6. Use correct needles as per count of yarn in the beam.7. Start knotting as per required pattern and ensure for no yarn end breakage during knotting process.8. Also, ensure for no crossing ends during knotting.9. Finish the knotting and unmounts the knotting machine from the frame.10. Keep the knotting waste in its proper place during knotting process.11. Measure the accurate diameter of beam by using scale and feed it into loom system(computer).12. Temple cover should be open to prevent temple ring jam during passing the knotting.13. Handover the loom to weaver after passing knotting from reed area.
(Prepared By)
Ashish Kumar Gupta(Approved By)
Mr. Ajit Parandekar Format No.:/ Issue Date: Page __ of __Revision No. & Rev. Date:

TPM is our way of life
TPM
April 15, 2023 41
Step 7.1TENTATIVE STANDARD OPERATING PROCEDUE (SOP)
Business : Towel Location/ Unit : FF-2/THT-2 Machine Name/ Process Name : Weaving loom
Process : Fitter working SOP during quality change
SOP for fitter during quality change
1. Take the round of loom in starting 15 minutes of shift and check quality change looms for incomplete work.2. Ensure that there should no jammed temple ring or ring with blunt spikes.3. Check temple pulling.4. Check gripper condition.5. Check all relay nozzle work properly and no one will be directed.6. Feed the pile and ground warp tension according to the standard tension. Std tension.xlsx7. Check other settings like air pressure, detect angle, weft arrival timing etc.8. Before starting the loom ensure all setting are correct and work properly.9. Start quality change looms by feeding parameters given on quality card.10. Check performance of loom breakage and attend any major deviation on loom.11. To attend the looms with low efficiency allotted by shift officer.12. Check the high weft breakage looms and attend the loom.13. In case of major problem on quality, attend the loom with the help of maintenance team.
(Prepared By)
Ashish Kumar Gupta(Approved By)
Mr. Ajit ParandekarFormat No.:/ Issue Date: Page
__ of __Revision No. & Rev. Date:
TPM is our way of life
TPM
April 15, 2023 42
Step 7.2Daily tracing of worst operator
1. Collect the data of damages produce per loom from damage report of grey folding.
2. Select those looms on which more than 9 damages are produced.3. Trace the operator name of those looms.4. Record those worst operator name in “Damage observation” register.5. Council those worst operator that they do not produce as much damage
and also worn them if their name repeated more than three times in that list, they will be punished.

TPM is our way of life
TPM
April 15, 2023 43
Step 7.3
Negative beam length cause let-off synchronization error.
Beam length should be correct for let-off synchronization.
Ashish Kumar Gupta
Beam length should be correct.
10/7/14
Surendra rawat
11/7/14Mr. Ajit parandekar
Loom shed, THT-2
Subedar Sanjay

TPM is our way of life
TPM
April 15, 2023 44
Step 7.3
Here temple cover is closed while knotting pass which cause chances
of jamming of temple rings.
Here temple cover is open while knotting pass so no chances of temple
rings jamming.
Ashish Kumar Gupta
During knotting pass temple cover should be open.
4/7/14
Ashish Kumar Gupta
5/7/14Mr. Ajit parandekar
Sushil Arun
Loom shed, THT-2
Sarwan singh Sunil

TPM is our way of life
TPM
April 15, 2023 45
Step 7.3
Here temple rings are jammed with fluff which creates short terry in
towels
Here temple ring is clean so no chance of short terry due to temple.
Ashish Kumar Gupta
Temple ring should be always clean
27/6/14
Ashish Kumar Gupta
28/6/14Mr. Ajit parandekar
Rakesh Arun
Loom shed, THT-2
Jagat negi Ananjay

TPM is our way of life
TPM
April 15, 2023 46
Step 7.3
Fluff accumulated in between gripper and its platform which cause loose gripping of picks.
Gripper should be always clean & free from Fluff accumulation for
proper gripping of picks.
Ashish Kumar Gupta
Gripper should be clean.
21/6/14
Ashish Kumar Gupta
23/6/14Mr. Ajit parandekar
Amandeep Soni kaur
Loom shed, THT-2
Ratandeep Rani

TPM is our way of life
TPM Step 7.3KAIZEN IDEA - SHEET
Activity KK JH QM PM SHE OTPM DM ET Loss No./ Step
5
Result Area P Q C D S M
Plant/ Function : THT-2 Machine/ Area : Toyota Air jet/Loom shed Muskaan/ Kaizen No : Kaizen theme : To reduce short terry generation due to gripper.
Idea : Give additional support to gripper to reduce loom vibration effect. KPI UOM DataBenchmark/ Baseline NA NA NA
Countermeasure : The upper portion of gripper is tightly covered which reduce the vibration effect also nullify the chance of damage of reed & main cutter due to misalignment of gripper.
Target NA NA NAProblem/present status : short terry formation due to gripper. Due to vibration in running loom gripper loose frequently & hence resulting short terry formed.
Kaizen start 14 07 2014
Before condition (Photograph/Sketch) :
After condition (Photograph/Sketch) : Kaizen Finish OngoingTeam members
Name Salary Code
Dept/ Functi
on
Ashish kumar gupta
CN3343 Weaving
Taj afzal
M30858 Weaving
Iqbal singh I43032 Maintenance Benefits:
P Description (Before) :Less contact portion of gripper hence effect of loom vibration is more & it loose easily.
Description (After) :Upper portion of gripper tightly covered hence loosening of gripper reduces by loom vibration.
Q
C
Analysis why - why analysis : Results (Bar Chart of before & after of the problem metric) : S Problem Phenomena : Short terry formation
M Tangibl
e
In-tangible
Approved Savings in Rs.
Why 1 : short terry formation due to gripper
Approved by: Department Champion/ Muskaan Co-ordinator:
Taj afzal Why 2 : Gripper become loose.
Unit Champion: Unit Costing Team:
Why 3 : Vibration in running loom Scope & plan for Horizontal Deployment Yes/ No
S no M/c No.Target date
Responsibility StatusWhy 4 :Weak design
1. 55 24/7/2014
Iqbal singhok
Root Cause : Weak design of gripper support.
Befor After
00.5
11.5
22.5
33.5
44.5
Shor
t ter
ry in
doff

TPM is our way of life
TPM
April 15, 2023 48
Consolidating gainsDate CSP Prod in
MTActual Short terry in PPM
Base line (Week 1 to 13)
Target in PPM
1-Aug 40.2 1309
1210 968
2-Aug 38.28 605
3-Aug 50.26 792
4-Aug 38.24 1306
5-Aug 37.22 1133
6-Aug 37.61 1560
Average 40.30 1118 1210 968
(Base line-Actual)%*CSP packed production*₹150Reduction(Base line-Actual) =0.1%
Average production from 1th Aug to 6Th Aug = 40.30MTSaving(1st Aug to 6th Aug) = ₹3355

TPM is our way of life
TPM
April 15, 2023 49