
APPROVED FOR PUBLIC RELEASE: DISTRIB'UTION UNLIMITED.Salt spray exposure for 168 hours did not...
18
.... 1: WIW A%:6- -- *- RFPORT NO. NADC-75125-30 L OHRMAT CONVERSION COATING OF ALUMINUM ALLOYS S. J. Ketcham and S. R. Brown Air Vehicle Technology Department NAVAL AIR DEVELOPMENT CENTER Warminster, Pennsylvania 18974 10 July 1975 PHASE REPORT AIRTASK NO. F545 543 203 Work Unit M301 APPROVED FOR PUBLIC RELEASE: DISTRIB'UTION UNLIMITED. Prepared for NAVAL AIR SYSTEMS COMM#AND Department of the Navy Washington, D. C. 20361
Transcript of APPROVED FOR PUBLIC RELEASE: DISTRIB'UTION UNLIMITED.Salt spray exposure for 168 hours did not...
.... 1: WIW A%:6- --*-
RFPORT NO. NADC-75125-30 L
OHRMAT CONVERSION COATING OF ALUMINUM ALLOYS
S. J. Ketcham and S. R. BrownAir Vehicle Technology Department
NAVAL AIR DEVELOPMENT CENTERWarminster, Pennsylvania 18974
10 July 1975
PHASE REPORTAIRTASK NO. F545 543 203
Work Unit M301
APPROVED FOR PUBLIC RELEASE: DISTRIB'UTION UNLIMITED.
Prepared forNAVAL AIR SYSTEMS COMM#ANDDepartment of the Navy
Washington, D. C. 20361
NADC-75125-30
REPORT NUMBERING SYSTEM -The numbering of technical project reports issued by the Naval AirDevelopment Ceniter is arranged for specific identification purposes. Each number consists of the Centeracronym, the calendar year in which the number was assigned, the sequene number of the report wittinthe specific calendar Vew, end the official 2-digit correspondesc code of the Command Office or theFunctional Department responsible for the report. For example: Report No. NADC730140 indicatesthe fifteenth Center report for the year 1973. and prepared by the Crew System Department. ThenumericAl codes are as follows:
CODE OFFICE OR DEPARTMENT
00 Commander. Naval Air Development Center01 Technical Director. Navel Air Development Center02 Program and Financial Management Department03 Anti-Subrine Warfare Program Office04 Remote Sensors Program Office015 Ship and Air Systems Integration Program Offica06 Taictical Air Warfare Office10 Naval Air Facility, Warminster20 Aero Electronic Technology Department30 Air Vehicle Technology Department40 Crew Systems Departmientso Systems Analysis anid Engineering Department60 Naval Navigation Laboratory61 Administrative and Technica Services Departmentas Computer Department
PRODUCT ENDORSEMENT The discussion or instructions concerning commercial products herein donot constitute an endorsement by the Government nor do they convey or imply the license or right to useiuch products.
APPROVED BY:-_______________ DATE: 10 July 1975P. D. ST0916Camaonder, USNDeputy Director, AVTD
WPCLASSIFIF
SECURTY CLASSIVICATION4 Of THIS PAGE (Whn, Dads Enter~ed)
READ INSTRUCTIONSREPORT DOCUMENTATION PAGE O. BEFORE COMPLETING FORM
2 ~ - .GOTYCCSSON14. M.M.T' CAPERIOD CQERE
PADA75E5-3
CHROMTE CONIVERS ION COATING OF ALUMINUJM ALLOYS,1PAE EW,
G. PERFORMING 0ORG. REPORT NUMMER
-~ - NADC-75125-30SAUT0NO11e; S. CONTRAC 00RAN NUMNER(s)
S. J./KETCHAM 4m S. R. /BRONN
9 PERFORMING ORGANIZATION NAME AND ADDRESS 10O PROGRAM ELEMENT. PROJECT. TASIC
NAVAL AIR DEVELOPMENT CENTER I1MOM 555i2Air Vehicle Technology Department (._54.54L
Warminster, Pennsylvania 18974 otm N 0r
I I CONTROLLING OFFICE NAME AND ADDRESS
NAVAL AIR SYSTEMS COMM dANDM5-Department of the NavyWashington, D.C. 20361 L
14 MONITORING AGENCY NAME 6 AODRESSfit different from. Controlling Offlce) It. SECURITY Ct§S.q1iI Ams
UNCLASSIFIED158. DECLASSIFICATION'DOWNGRIAOING
SCNEDULE
16 DiSTRiSUTiON STATEMENT (of this Ropoer)
Approved for public release; distribution unlimited.
17 DISTRISUTION STATEMENT (of the abstract entered On MckA 30. It different froom epo 9)
IS SUPPLEMENTARY NOTES
IS otEY wORDS (Conihvuo on revese aide $#necesary and tdontif& 67 block nuWSb")
Chromate coatingsAluminum alloysCorrosion protection
2I\:GSTRAC? (Conthinue on reverse side It necesar and identify' by blockt nimbe)
This report describes the variables inherent in the processing of aluminumalloys with chromate conversion coatings. These include cleaning,deoxidizing, chromating, rinsing, a well as metal source and heat treat-ment effects. An optimim process for chromating aluminum alloys formiLitary usage is outlined.
D 'OR1 1473 EDITION OF I NOV 6SIS OBSOLETE U N C L A S S I F I E DS/N 0102-014601,
SE9CURITY CLASSIFICATION OF TNIS PAGEt (Map.. be#& Em#nd)
&.No
NADC- 75125-30
SUMMARY
INTRODUCTION
The application of chromate coatings to aluminum often results in films withacceptable appearance and adhesion but poor performance characteristics. Forsome years the effect of processing variables on the integrity of chromateconversion coatings formed on high strength aluminum alloys has been underinvestigation. Results have been published in various reports. Due to thefact that Navy aerospace contractors from time to tie experience difficultywith their production processing facilities, it appeared desirable to bringtogether in one document the knowledge gained during these studies leading tothe establishment of what is considered to be an optimum processing procedure.
SUIARY OF RESULTS
Chromate conversion coatings that provide maximum corrosion protection areapplied after non-etch alkaline cleaning and deoxidizing with a chromate-sulfate deoxidizer. Adequate rinsing between each step is important.
CONCLUS IONS
Performance of a chromate conversion coating on aluminum alloys, particularlywith regard to corrosion resistance, is heavily influenced by each step inthe processing cycle-cleaning, deoxidizing, chromating, rinsing and drying.
Corrosion resistance is also influenced by the composition and heat treatmentof the aluminum alloys as well as mill practices employed in their production.
RECOMMENDATIONS
The following processing cycle is recommended for use in chromating aluminumalloy components foraerospace usage:
1. Clean in non-etching alkaline cleaner.
2. Rinse at least one minute.3. Deoxidize using chromate-sulfate deoxidizer.
4. Rinse at least one minute.5. Apply a MIL-C-81706, Class IA chromate film.6. Rinse film at least one minute.7. Air dry at temperatures below 1400 F.
NADC-75125-30
T ABL E 0OF CO0N TE NT S
Page No.
SUMMARY
Introduction. .... ...................
Summary of Results. .... ................... I
Conclusions .. ... ........................
Recomendations .. ... ..................... I
LIST OF TABLES..................................3
BACKGROUND .. ...................... ....... 4
PROCESS DESCRIPTION
Effects of Alkaline Etch and Non-etch Cleaning. ......... 4
Effect of Deoxidizing .. .... ................. 7
Chromating Solution..........................9
Water for Bath Make-up and Rinsing .. ............. 11
Rinsii. . ...................... ..... 11
Effect ct Alloy Composition and Heat Treatment. ......... 12
CONCLUSIONS.................................13
RECOMMENDATIONS.....................................13
REFERENCES. ...... ... .................... 14
2
NADC- 75125-30
L I S T OF TABLES
Page No.
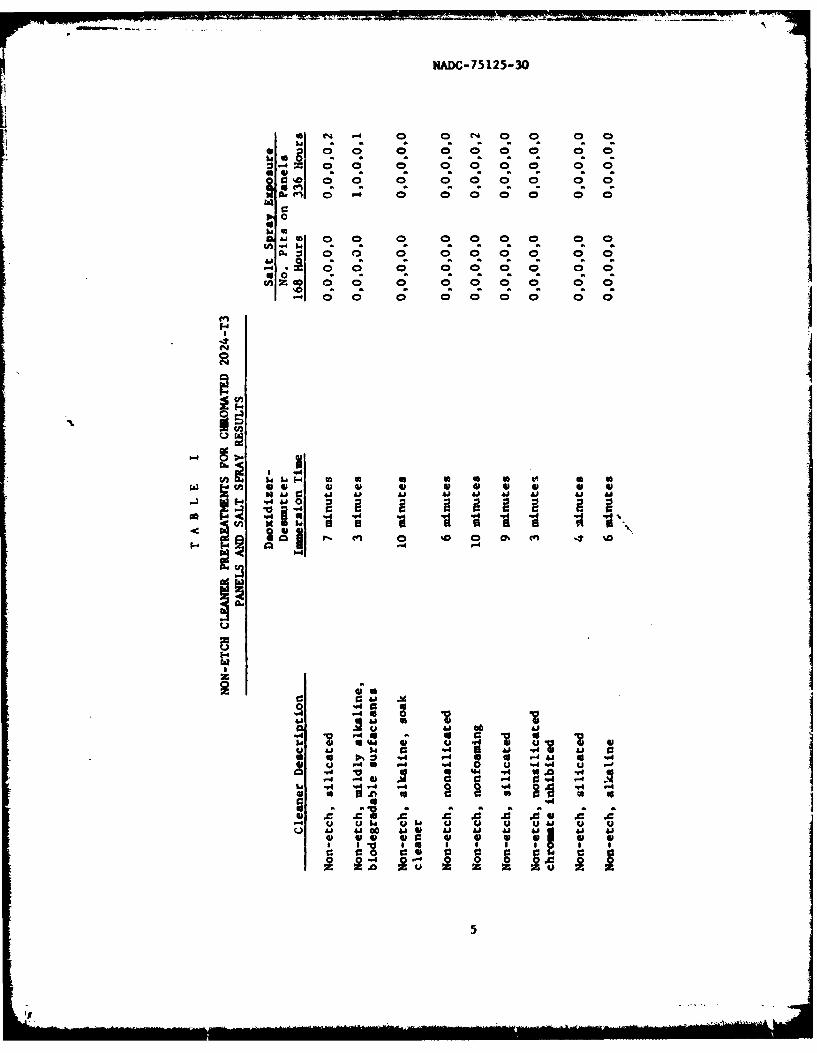
TABLE I Non-etch Cleaner Pretreatments for Chromated2024-T3 Panels and Salt Spray Results .... ......... 5
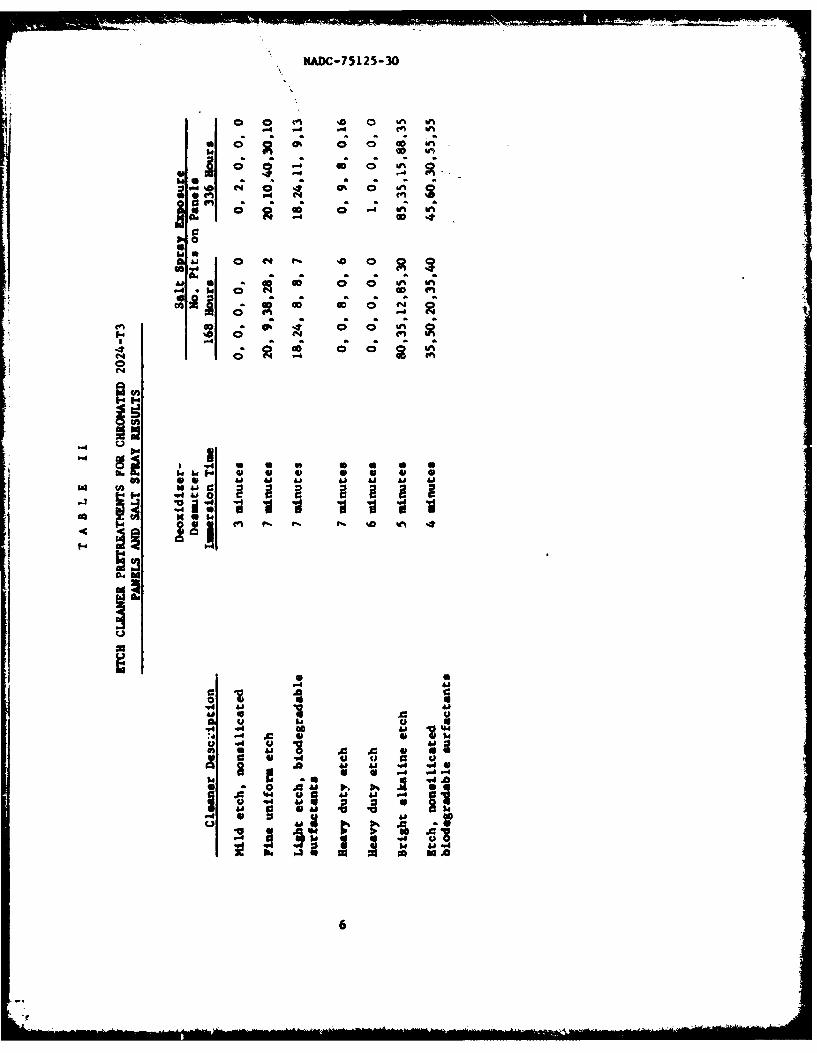
TABLE 1 Etch Cleaner Pretreatments for Chromsted2024-T3 Panels and Salt Spray Results .... ......... 6
TABLE III Deoxidizer Effect ......... ................... 8
TABLE IV 6061-T6 Treatments and Electrical ResistanceTest Results ...... ......................... 9
TABLE V Effect of Chromsting Solution on Corrosion
Resistance ................ ...... 10
TABLE VI Effect of Alloy Composition 12
TABLE VII Metal Source Test Results .... ............... .... 13
3
I
k:
NADC-75125-30
BAC KGROUND
Chromate conversion coatings are covered by two military specifications(references (a) and (b)). MIL-C-81706 is used for the purpose of qualifyingthe materials themselves to certain requirements and materials meeting the
requirements are placed on a qualified products list. MIL-C-5541 covers the
films applied in production and is essentially a quality control specification.
There are two classes of films under MIL-C-81706. Clisj IA ilm must pass atwo-week salt spray exposure (ASTM B117) with no sign cf corr sion whatsoever,and also pass several paint adhesion tests. Alloys ar 2024-T and 7075-T6.
Class 3 films have low electrical resistance and tast pa*^ s a on'iweek \saltspray test on 6061-T6 alloy with no sign of corrosion.
P R 0 C E S S D E S C R I l T O N
The usual steps in conversion costing aluminum al oys de: cle*ning, die-oxidizing, chromating, rinsing and drying. Withint-ach 'btep thet', are
variables that can greatly influence the end product. For cleaning, both etchand non-etch cleaners are available; for deoxidizing, both chromated and non-chromate deoxidizers, etc. The section to follow will treat, in deta 1l, theeffect of processing variables in each step, A variable also present 'Is thealuminum alloy itself that is being treated, its chemical composition, heat
treatment and mill history in general.
Effects of Alkaline Etch and Non-etch Cleaning
Nine alkaline non-etch and seven alkaline etch proprietary cleaners were
evaluated to determine their effect on the corrosion resistance of chromatecoated 2024-T3 aluminum alloy (reference (c)). Included azong the non-etchcleaners were three silicated and two non-silicated (one was chromate in-hibited). Included among the etch cleaners were light, mild and heavy duty
etches. New deoxidizing-desmutting and MIL-C-81706 Class IA chromate film
solutions were prepared for the study, and were again prepared new after the
evaluation of eight cleaners. The film was applied by immersion.
Sixteen sets of panels were cut from the same .032-inch sheet of 2024-T3aluminum. A set consisted of eight 3-inch by 10-inch panels. Each set wasprocessed on the same rack through the cleaning, deoxidizing-desmatting andchromating solutions. Five panels from each set were exposed to 5 percentsalt spray as per ASTM Method B117 and examined for corrosion at 168 and 336hours. Two panels were coated with MIL-P-23377 epoxy primer and MIL-L-81532acrylic lacquer topcoat. Knife and wet tape adhesion tests were made on thepaint films. Results are presented in Tables I and TI.
Salt spray exposure for 168 hours did not result in pitting corrosion on anyof the nine 2024-T3 sets that were non-etch cleaned, deoxidized and chromate
coated. Severe pitting corrosion was observed on four of seven alkalinecleaned sets, while two sets met MIL-C-5541B salt spray requirements.
(MIL-C-5541B has the following corrosion resistance requirement: Test pieces
..... shall show no mere than a total of 15 isolated pits none larger than
4
NADC-75125-30
5a I t a a a -
w 6 fn a C; ; a ; ; a ; ; a a
is0z Go 0 0 0 0 0 0 0 0 0
Q 0 0 0 0D 0 0; 0 C0 0
S0 0 0 0D 0 0 0 0"
1; 2
-44 f .,
to 41&
*.,04
U4J I5
HADC-75125-30
on N ~ o o %A WN.wl
P U 0 0
a C4 a aO a a a
Ait en -
v4
41 aa
A4 A
Cd~~- 0 d
00
Nr
,Ifi
NADC-75125-30
1/32 in. in diameter in a total of 150 square in. of exposed test area, nor
more than 5 isolated spots or pits in a total 30 in. of exposed area (also
less than 1/32 in. in diameter).) One etch cleaned set was a borderline
failure with less than 15 pits on five panels (150 square inches), but more
than 5 pite on one panel (30 square inches). Etchants can be used for
cleaning a;.uminum surfaces prior to the application of chromate films if (1)
MIL-C-5541B quality assurance provisions are satisfied and (2) the procedure
is specified in the contract or order.
The type of cleaner is not a significant variable with regard to paint adhesionon laboratory prepared panels since adhesion on all chro=ated panels from both
non-etch and etch cleaned sets of this study was satisfactory. This observa-
may not apply in production, however, or where conditions are less thanoptimum.
Imersion times of 2024-T-J panels in the deoxidizer-desmutter solution ranged
from 3 to 10 minutes. In bhis investigation, various deoxidizing or desmuttingperiods were required depending on the cleaner in order to obtain uniformsurface cleanliness based on visual inspection. Surface films deposited bynon-etch cleaners varied with cleaner composition, imersion time and immer-
sion temperature. Smut removal times varied with the etch cleaners due to
different etch rates and other processing variations.
The cleaning procedure is obviously one of the key variables in the prepara-tion of . corrosion resistant finish. MIL-C-5541B requires cleaning with
not.-etch c,-.aners. Some military equipment contractors and subcontractors
prefer etch cleaning since it is used in other aluminum finishing operations.
Etch cleaning of aluminum results in dimensional changes that are undesirablefor parts with close tolerance fits such as fastener holes. However, etch
cleaning would be acceptable on parts without critical fits or strength levels
pro"ided there were no other adverse effects.
The results of this study supported the MIL-C-5541B requirement that chromate
films be applied to non-etch cleaned aluminum surfaces. It shoLld be men-tioned here that non-etching alkaline cleaners will remove light soil, oils
and greases. Heavy soils, oils and greases may require a degreasing stepprior to alkaline cleaning.
Effect of Deoxidizing
The inclusion of a deoxidizing step in the process is highly recoamended because
this removes all traces of alkaline cleaning products and activates the surfacefor subsequent chromating. A study has been made of the effect of mechanical
deoxidiing compared with several types of chemical deoxidizers again with
regard to corrosion resistance and also electrical resistance (reference (d)).
Chemical deoxidizers were a proprietary chromate-sulfate, two proprietary
non-chromate deoxidizers and a sodium sulfate-nitric acid solution sometimes
used to clean aluminum prior to spotwelding. Immersion times were varied in
the chromate-sulfate solution to study this effect on corrosion resistance.
One set of panels was prepared using abrasive nylon pads for mechanical
surface oxide removal followed by non-etch cleaning.
7
NADC-75125-30
For corrosion tests 2024-T3 aluminum alloy panels were prepared from .032 in.thick inventory sheet stock. Five panels from each set were exposed to 5%salt spray and a sixth panel served as an unexposed control to evaluate thecorrosion test results. The same nn-etch cleaner and chromate solution wereused for the deoxidizer variation study. Application method for the chromatewas imersion.
Panels for electrical resistance tests were 3" by 10" cut from .032 inchthick 6061-T6 aluminum alloy sheet. A set of three panels was processed at
each treatment condition. Surface resistance tests were run on sets non-etchcleaned only, and non-etch cleaned followed by deoxidizing. Tests were con-ducted in accordance with section 4.5.5 of MIL-C-81706. Variation effects werestudied using a proprietary chromate-sulfate deoxidizer, a proprietary chromate-nitrate deoxidizer, two proprietary non-chromate deoxidizers, and a 3odium
sulfate-nitric acid deoxidizing solution. All the deoxidizers were evaluated
at two immersion times.
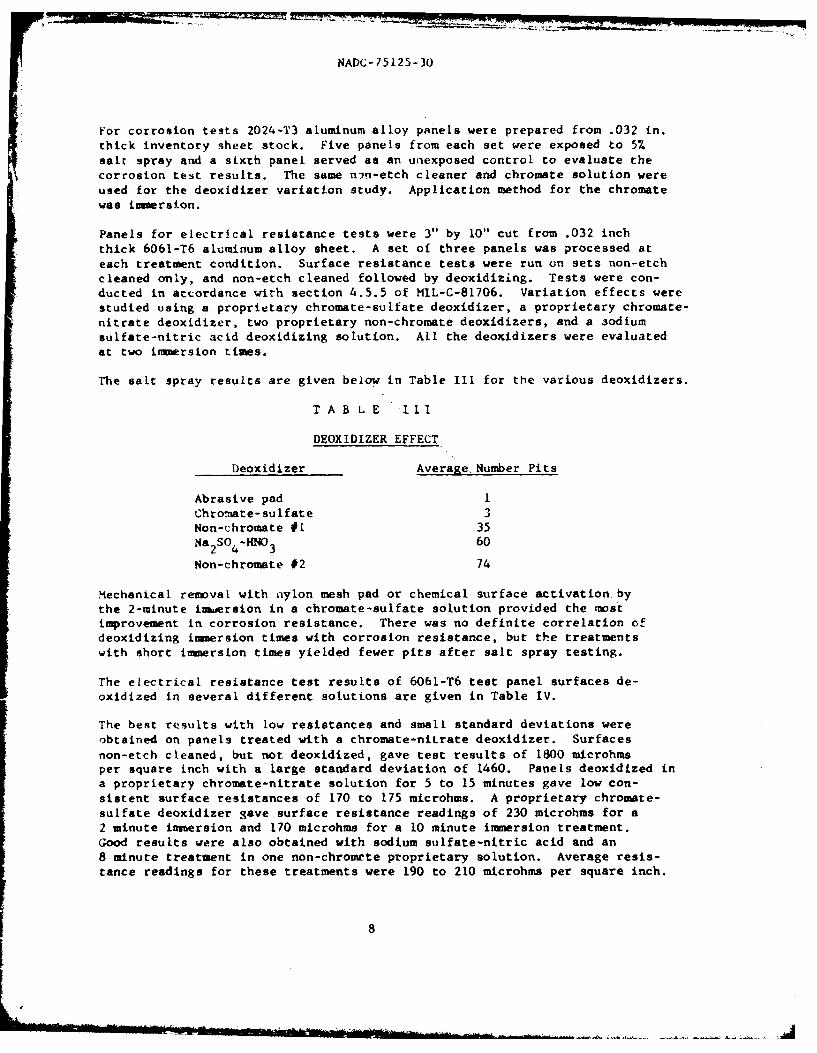
The salt spray results are given below in Table III for the various deoxidizers.
TABLE ll1
DEOXIDIZER EFFECT
Deoxidizer Average, Number Pits
Abrasive pad IChro-ate-sulfate 3Non-chromate #1 35Na2 SO 4 -HNO3 60
Non-chromate #2 74
Mechanical removal with nylon mesh pad or chemical surface activation bythe 2-minute iuaersion in a chromate-sulfate solution provided the rostimprovement in corrosion resistance. There was no definite correlation ofdeoxidizing immersion times with corrosion resistance, but the treatmentswith short immersion times yielded fewer pits after salt spray testing.
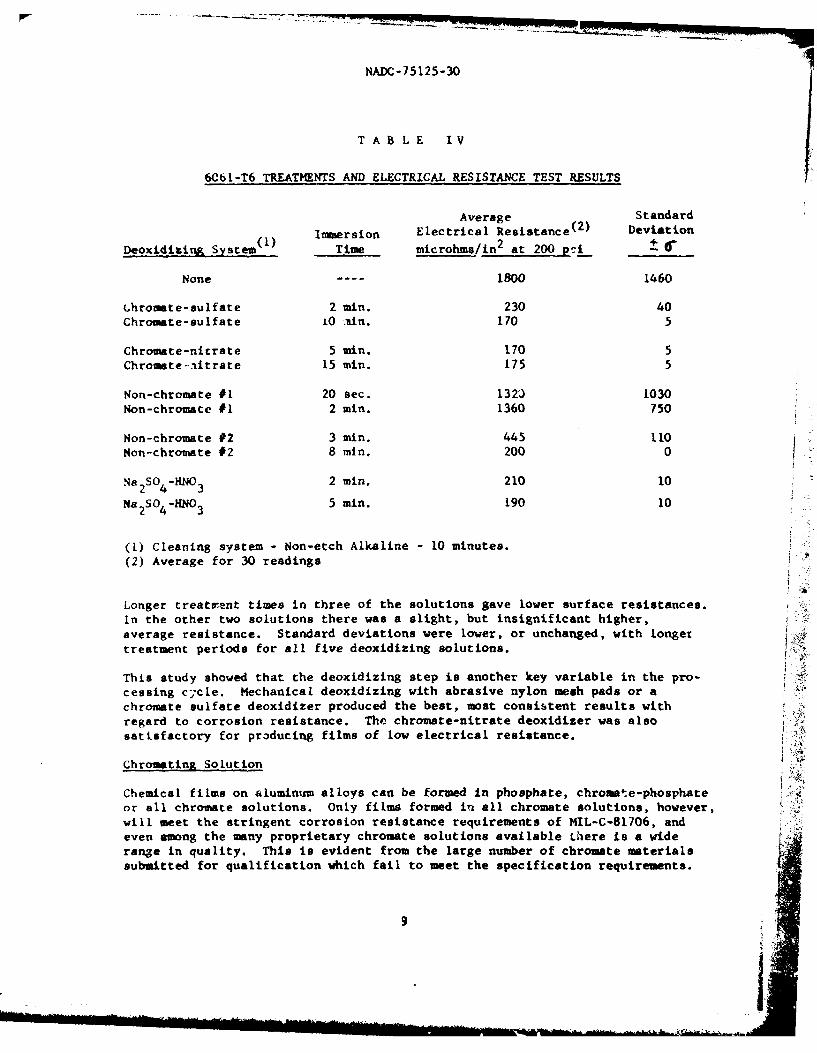
The electrical resistance test results of 6061-T6 test panel surfaces de-oxidized in several different solutions are given in Table IV.
The best results with low resistances and small standard deviations wereobtained on panels treated with a chromate-nitrate deoxidizer. Surfacesnon-etch cleaned, but not deoxidized, gave test results of 1800 microhmsper square inch with a large standard deviation of 1460. Panels deoxidized ina proprietary chromate-nitrate solution for 5 to 15 minutes gave low con-sistent surface resistances of 170 to 175 microhms. A proprietary chromate-sulfate deoxidizer save surface resistance readings of 230 microhms for a2 minute immersion and 170 microhms for a 10 minute immersion treatment.Good results were also obtained with sodium sulfate-nitric acid and an8 minute treatment in one non-chromete proprietary solution. Average resis-tance readings for these treatments were 190 to 210 microhms per square inch.
8
NADC-75125-30
TABLE IV
6C61-T6 TREATMENTS AND ELECTRICAL RESISTANCE TEST RESULTS
Average Standard
Immersion Electrical Resistance(2 ) Deviation
Deoxidizing System{I) Time microhms/in2 at 200 p i t-"
None ---- 1800 1460
(hromte-sulfate 2 min. 230 40
Chromate-sulfate 0 ,min. 170 5
Chromate-nitrate 5 min. 170 5Chromate aitrate 15 min. 175 5
Non-chromate #1 20 sec. 1323 1030Non-chromate #1 2 min. 1360 750
Non-chromate #2 3 min. 445 110Non-chromate #2 8 min. 200 0
Na 2 SO4 -HNO3 2 min. 210 10
Na 2SO4 -HNO3 5 min . 190 10
(1) Cleaning system - Non-etch Alkaline - 10 minutes.(2) Average for 30 readings
Longer treatment times in three of the solutions gave lower surface resistances.In the other two solutions there was a slight, but insignificant higher,average resistance. Standard deviations were lower, or unchanged, with longertreatment periods for all five deoxidizing solutions.
This study showed that the deoxidizing step is another key variable in the pro-cessing cycle. Mechanical deoxidizing with abrasive nylon mesh pads or achromate sulfate deoxidizer produced the best, most consistent results withregard to corrosion resistance. The chromate-nitrate deoxidizer was alsosatisfactory for producing films of low electrical resistance.
Chromating Solution
Chemical films on aluminum alloys can be formed in phosphate, chromate-phosphateor all chromate solutions. Only films formed in all chromate solutions, however,
will meet the stringent corrosion resistance requirements of MIL-C-81706, andeven among the many proprietary chromate solutions available there is a wide
range in quality. This is evident from the large number of chromate materials
submitted for qualification which fail to meet the specification requirements.
9
NADC -75125-30
Likewise not all the films on the present Qualified Products List are equal inperformance. Some produce solutions that are more stable and easier to keep
in control on a production basis than others, a parameter rot consideredouring qualification. Both life and frequency of need for adjustment and
replenishment of the chemicals can only be determined in production use.Some materials will require clo3e control of concentration and pH, othershave more latitude.
Some years ago a study was made of seventeen different chemical films. Corrosionresistance was determined by 5% salt spray exposure and outdoor exposure at a
marine location in Florida for one year (reference (e)). A wide variation in
corrosion protection was evidenced.
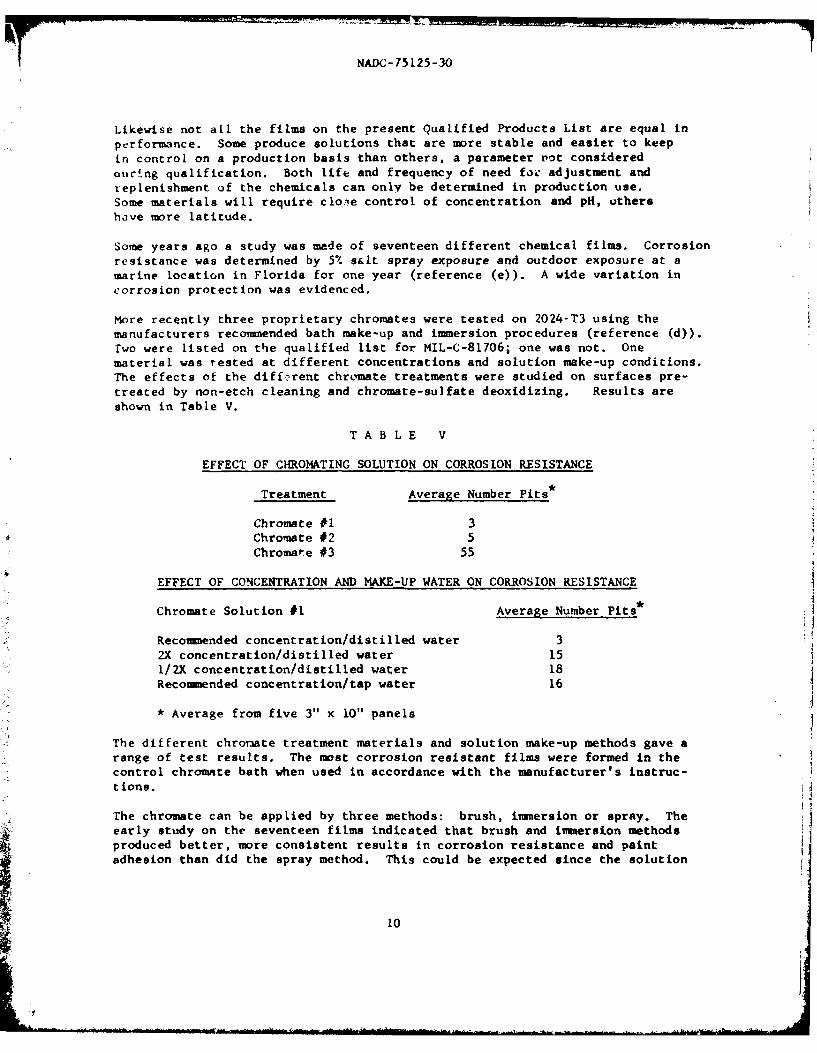
More recently three proprietary chromates were tested on 2024-T3 using themanufacturers recommended bath make-up and immersion procedures (reference (d)).Two were listed on the qualified list for MIL-C-81706; one was not. Onematerial was rested at different concentrations and solution make-up conditions.The effects of the different chromate treatments were studied on surfaces pre-
treated by non-etch cleaning and chromate-sulfate deoxidizing. Results areshown in Table V.
TABLE V
EFFECT OF CHROMATING SOLUTION ON CORROSION RESISTANCE
Treatment Average Number Pits
Chromate #1 3Chromate #2 5
Chromate #3 55
EFFECT OF CONCENTRATION AND MAKE-UP WATER ON CORROSION RESISTANCE
Chromate Solution #1 Average Number Pits*
Recomnended concentration/distilled water 32X concentration/distilled water 151/2X concentration/distilled water 18Recommended concentration/tap water 16
* Average from five 3" x 10" panels
The different chromiate treatment materials and solution make-up methods gave arange of test results. The most corrosion resistant films were formed in thecontrol chromate bath when used in accordance with the manufacturer's instruc-t ions.
The chromate can be applied by three methods: brush, immersion or spray. The
early study on the seventeen films indicated that brush and immersion methods
produced better, more consistent results in corrosion resistance and paint
adhesion than did the spray method. This could be expected since the solution
10
NADC-75125-30
is in more intimate contact with the metal during imersion or brush treatment.
A recent laboratory development now undergoing field testing is a sprayable/brushable thixotropic chemical conversion coating specifically formulated forcorrosion protection of ircraft skin surfaces and components (reference (f)).The thickened material was designed to eliminate application problems suchas rapid run off from vertical and curved surfaces. The chromate is therebyin contact with the surface for a longer time and a more protective film isformed. The thickened version is in conformance with the requirements ofMIL-C-81706.
The proprietary chromates also vary in the accelerator used. The most coumnare ferricyanide, molybdate or tungstate salts with the ferricyanide ionconsidered to be the most effective accelerator.
Water for Bath Make-Up and Rinsing
It is very important to know the analysis of water used for make-up of baths andfor rinsing. Excessive chloride, fluoride or sulfate can result in chromatesolutions that are too reactive, while phosphate ions hinder film formationfrom a chromate conversion solution. On the other hand, small amounts ofthese anions, especially chloride, are necessary to promote film formation.The water make-ups may require treatment such as going through an ion exchangecolumn. Frequently it is necessary to use a blend of the regular wateravailable and distilled or deionined water in making and maintaining chromateconversion baths.
High concentration of certain cations such as calcium, barium, magnesium andiron react with important bath components forming low solubility or inertmaterials.
Rinsing
Adequate rinsing between cleaning and deoxidizing steps is important tominimize drag-over of the alkaline cleaner into the acid deoxidizer. Rinsingbetween deoxidizing and chromating steps is also important to avoid carry-overof sulfate, nitrate or phosphate ions that will affect the film formingreaction as discussed in the previous section. Particular care should betaken with parts of intricate geometry where solution could be trapped.
It is important to rinse following chromating in order to remove insolublesalts which could degrade corrosion resistance. Most manufacturers of chemicalfilm materials specify overflowing water rinses. Some recommended a finalacidulated rinse. The water can be heated to facilitate drying, but not above140°F to avoid leaching the hexavalent chromium out of the film. Spray rinsesare also acceptable.
The length of time in the rinse tank is largely dependent on the degree ofagitation in the tank and the geometry of the part. A minimum of one minutefor each rinse is recomended.
O1
NADC -75125-30
Drying
Drying at temperatures above 140OF should be avoided. Elevated temperaturesinsolubilize the hexavalent chromium in the film and lower its corrosion pro-tective properties. It is not temperature alone that causes film deterioration-there is also a time/temperature effect. Long term exposure at temperatureslower than 140OF can be Just as detrimental to corrosion resistance if excessivedehydration takes place.
._Lfect of Alloy Composition and Heat Treatment
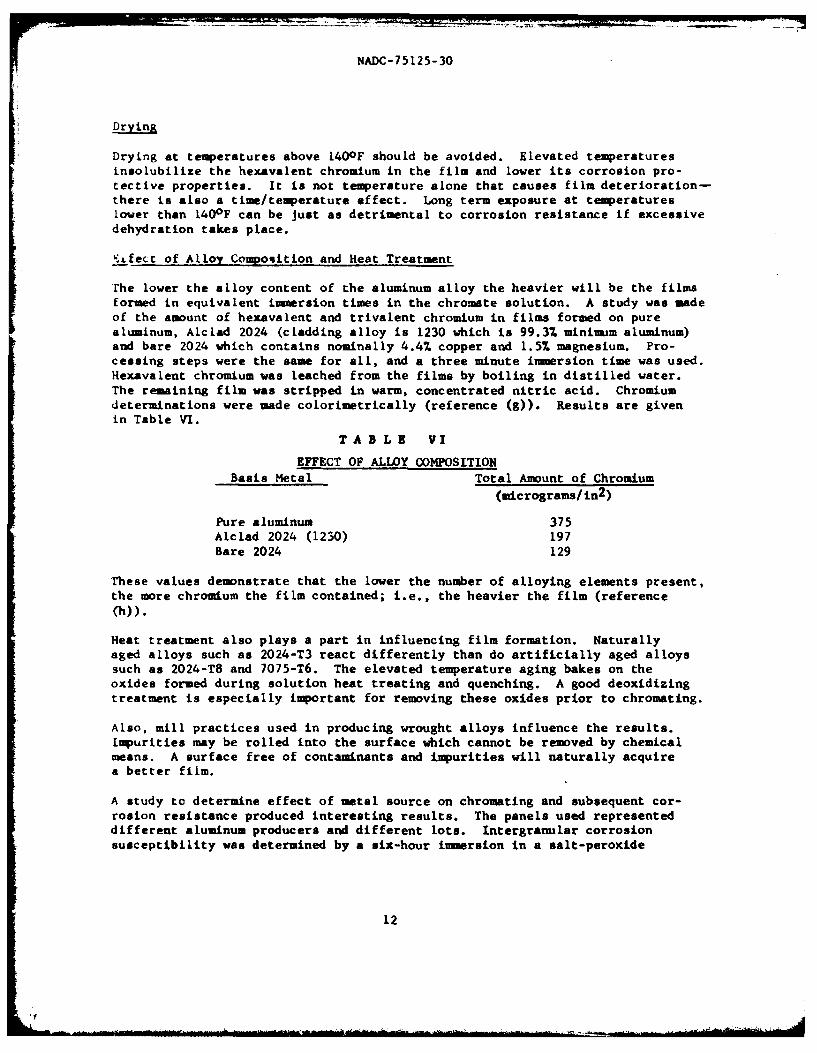
the lower the alloy content of the aluminum alloy the heavier will be the filmsformed in equivalent immersion times in the chromate solution. A study was madeof the amount of hexavalent and trivalent chromium in films formed on purealuminum, Alclad 2024 (cladding alloy is 1230 which is 99.3% minimum aluminum)and bare 2024 which contains nominally 4.4% copper and 1.5% magnesium. Pro-cessing steps were the same for all, and a three minute immersion time was used.Hexavalent chromium was leached from the films by boiling in distilled water.The remaining film was stripped in warm, concentrated nitric acid. Chromiumdeterminations were made colorimetrically (reference (g)). Results are givenin Table VI.
TABLE VI
EFFECT OF ALLOY COMPOSITIONBasis Metal Total Amount of Chromium
(micrograms/in2 )
Pure aluminum 375Alclad 2024 (1230) 197Bare 2024 129
These values demonstrate that the lower the number of alloying elements present,the more chromium the film contained; i.e., the heavier the film (reference(h)).
Heat treatment also plays a part in influencing film formation. Naturallyaged alloys such as 2024-T3 react differently than do artificially aged alloyssuch as 2024-T8 and 7075-T6. The elevated temperature aging bakes on theoxides formed during solution heat treating and quenching. A good deoxidizingtreatment is especially important for removing these oxides prior to chromating.
Also, mill practices used in producing wrought alloys influence the results.Impurities may be rolled into the surface which cannot be removed by chemicalmeans. A surface free of contaminants and impurities will naturally acquirea better film.
A study to determine effect of metal source on chromating and subsequent cor-rosion resistance produced interesting results. The panels used representeddifferent aluminum producers and different lots. Intergranular corrosionsusceptibility was determined by a six-hour immersion in a salt-peroxide
12
NADC-75125-30
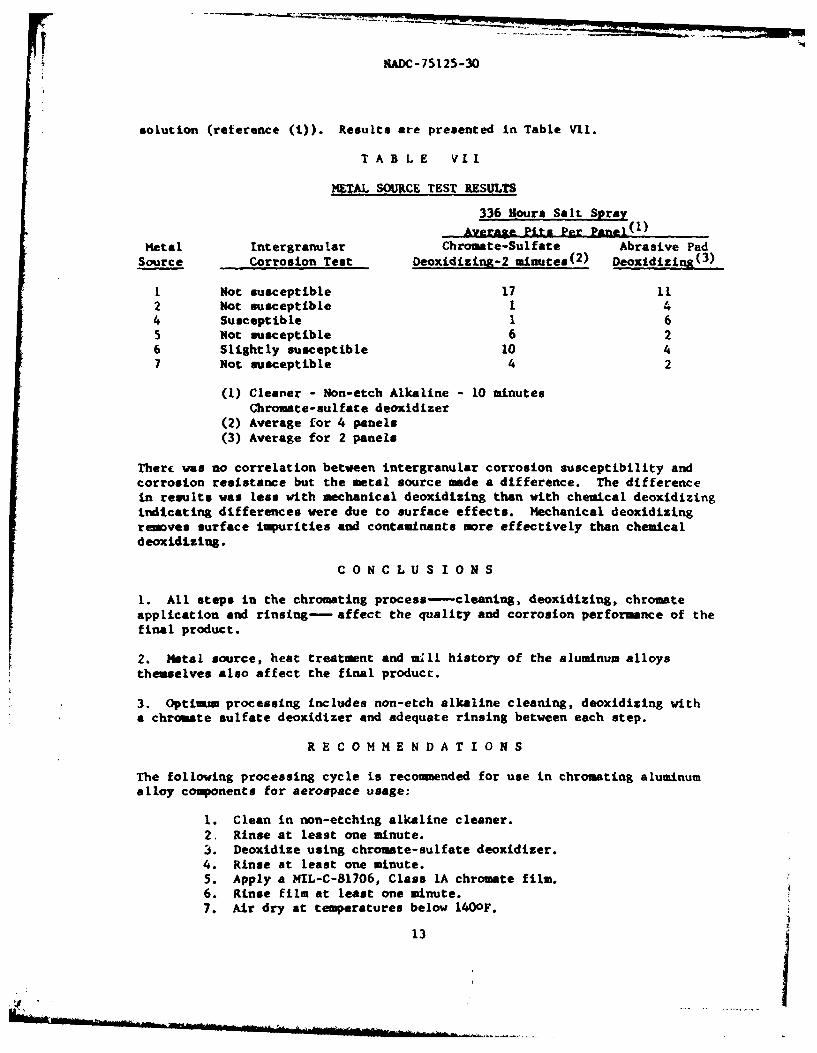
solution (reference (i)). Results are presented in Table VII.
TABLE VII
METAL SOURCE TEST RESULTS
336 Hours Salt Spray
Avera&a Pits Per Panel( 1)
metal Intergranular Chromate-Sulfate Abrasive Pad
Source Corrosion Test Deoxidizin&-2 minutes(2 ) Deoxidizing( 3 )
I Not susceptible 17 112 Not susceptible 1 44 Susceptible 1 65 Not susceptible 6 26 Slightly susceptible 10 47 Not susceptible 4 2
(1) Cleaoer - Non-etch Alkaline - 10 minutes
Chromate-sulfate deoxidizer
(2) Average for 4 panels(3) Average for 2 panels
Therc was no correlation between intergranular corrosion susceptibility andcorrosion resistance but the metal source made a difference. The differencein results was less with mechanical deoxidizing than with chemical deoxidizingindicating differences were due to surface effects. Mechanical deoxidizing
removes surface impurities and contaminants more effectively than chemicaldeoxidizing.
CONCLUS IONS
1. All steps in the chromating process- cleaning, deoxidizing, chromateapplication and rinsing- affect the quality and corrosion performance of the
final product.
2. Natal source, heat treatment and nill history of the aluminum alloysthemselves also affect the final product.
3. Optium processing includes non-etch alkaline cleaning, deoxidizing witha chromate sulfate deoxidizer and adequate rinsing between each step.
RECOMMENDATIONS
The following processing cycle is recomuended for use in chromating aluminumalloy components for aerospace usage:
1. Clean in non-etching alkaline cleaner.
2. Rinse at least one minute.3. Deoxidize using chrouate-sulfate deoxidizer.
4. Rinse at least one minute.5. Apply a IL-C-81706, Class 1A chromate film.6. Rinse film at least one minute.7. Air dry at temperatures below 1400F.
13
NADC-75125-30
REFERENCES
(a) Military Specification MIL-C-81706, Chemical Conversion Materials forCoating Aluminum and Aluminum Alloys
(b) Military Specification MIL-C-5541B, Chemical Conversion Coatings onAluminum and Aluminum Alloys
(c) S. R. Brown, "Effects of Alkaline Non-etch and Etch Cleaning on aMIL-C-5541 Chromate Finish", Report No. NADC-MA-7057 of 15 Sep 1970.
(d) S. R. Brown, "The Effect of Some Processing Variables on ChromateCoating Treatments for Aluminum", Report No. NADC-MA-6912 of 1 Aug 1969.
(e) S. J. Ketcham and E. J. Jankowsky, "Investigation of Chemical Films forAluminum and Aluminum Alloys with View to Revision of SpecificationMIL-C-5541", Report No. AML-NAM-AE-4236, Part I of 1 Jul 1955, Part I1of 16 Jul 1957.
(f) P. N. Bellavin, "Thixotropic Chemical Conversion Coating for the CorrosionProtection of Aluminum Aircraft Surfaces", Report No. HADC-75024-30 of19 Feb 1975.
(g) G. B. Cook, "Analytical Method for Determining Hexavalent and TrivalentChromium Present in MIL-C-5541 Type Coatings", Report No. NAEC-AML-2266of 18 Aug 1965.
(h) S. J. Ketcham, "Effect of Hexavalent Chromium Content on Performance ofChemical Films", Report No. NAEC-AML-2065 of 17 Nov 1964.
(i) Military Specification MIL-H-6088, Heat Treatment of Aluminum Alloys
14
DISTRIBUTION LIST
REPORT NO. NWDC-75125-30
AIRTASK NO. F545 543 203Work Unit No. MN 301
No. of Copies
NAVAItSYSCO14 (AIR 954) ....... .................. . . . . I2 for retention1 for AIR 320I for AIR 520325 for AIR 52032A1 for AIR 520311 for AIR 52031C
NAVAIRSYSCOMRgPTANT ........... ........................ 1NA VAIRSYSCOMIEPAC ......... ......................... .. 1
NAVAIRZWOR AC, NAS, Alameda (Code 340) .............. Jacksonville (Code 340) . . . . ........ 1Norfolk (Code 340).. .......... . . 1North Island (Code 340) . ............ 1Pensacola (Code 340) ...... ..... . I
4CAS, Cherry Point (Code 340)... ........... I
WPAFB (AML/IflA), Ohio ......... ....................... . .. 1
U. S. ARMY R & D CENTER (STSFB-GL), Ft. Belvoir, VA. . . . . . .. 1
REDSTONE ARSENAL (AMSMI-RLM), Huntsville, AL .... ................
U. S. ARMY WEAPONS COMMAND JAMWE-QAS), Rock Island, IL .... ."
XAVPRO and CHIEF, MATERIALS & PROCESSES AT:McDonnell-Douglas, St. Louis, .............. 2Grumnmn Aerospace Corp., Bethpage, L.I., NY . ........ 2L-T-V, Dallas, TX .. ................... 2Rockwell International, Columbus, OH ................ 2
Olin Metals Research Laboratory, New Haven, CT. .......... I
Reynolds Metals Co., Richmond, VA . . . . ....... ... . .. 1
Alcoa Technical Center, Pittsburgh, PA. . ........... 1
Kaiser Aluminum Co., Pleasontc-, CA ...... ................ .
University of Miami, Ocean Engineering Dept., Miami, FL .. ....... 1
XAVAIRDEVCEN ....................................... 493 for 813 1 for 3;P42 for 30023 1 for 30P6I for 03 1 for 3OP71 for 20 1 for 3011 for 30 1 for 3021 for 40 30 for 3022
1 for 50 1 for 3031 for 60 1 for 304
I for 305

















