Alkaline pretreatment methods followed by acid hydrolysis of Saccharum spontaneum for bioethanol...
8
Alkaline pretreatment methods followed by acid hydrolysis of Saccharum spontaneum for bioethanol production Gaurav Chaudhary, Lalit Kumar Singh, Sanjoy Ghosh ⇑ Biochemical Engineering Laboratory, Department of Biotechnology, Indian Institute of Technology Roorkee, Roorkee 247667, Uttarakhand, India highlights " Investigated the low temperature alkaline pretreatment methods for low toxicity. " Very high sugar was obtained by acid hydrolysis of alkaline pretreated biomass. " Effect of detoxification of acid hydrolysate was investigated by fermentation using Scheffersomyces stipitis. article info Article history: Received 26 June 2012 Received in revised form 14 August 2012 Accepted 16 August 2012 Available online 26 August 2012 Keywords: Alkaline pretreatment Acid hydrolysis Saccharum spontaneum (Kans Grass) Bioethanol Bioprocess abstract Different alkaline pretreatment methods (NaOH, NaOH + 10% urea and aqueous ammonia) were opti- mized for maximum delignification of Saccharum spontaneum at 30 °C. Maximum delignification were obtained as 47.8%, 51% and 48% from NaOH (7% NaOH, 48 h, and 10% biomass loading), NaOH + urea (7% NaOH + 10% urea, 48 h and 10% biomass loading) and 30% ammonia (40 days and 10% biomass load- ing) respectively. H 2 SO 4 60% (v/v), 10% biomass loading at 30 °C for 4 h, were optimized conditions to sol- ubilize the cellulose and hemicellulose from solid residue obtained after different optimized alkaline pretreatments. Slurry thus obtained was diluted to obtain final acid concentration of 10% (v/v) for real hydrolysis of cellulose and hemicellulose at 100 °C for 1 h. Among all pretreatment methods applied, the best result 0.58 g (85%) reducing sugars/g of initial biomass after acid hydrolysis was obtained from aqueous ammonia pretreated biomass. Scheffersomyces stipitis CBS6054 was used to ferment the hydro- lysate; ethanol yield (Y p/s ) and productivity (r p ) were found to be 0.35 g/g and 0.22 g/L/h respectively. Ó 2012 Elsevier Ltd. All rights reserved. 1. Introduction Advancements in conversion technologies have made the ligno- cellulosic biomass as a potential source for production many value added products like fuel ethanol, xylitol, butanol etc. Agricultural waste and forest products (soft and hardwoods) are the major lig- nocellulosic materials found in abundance worldwide mainly com- posed of cellulose, hemicellulose, lignin and pectin. The conversion of cellulose and hemicellulose to their corresponding sugars pro- vides the feed stock for the production of different value added chemicals along with fuel ethanol (Nlewem and Thrash, 2010). To maximize the yield of reducing sugars and minimize the degradation products from lignocellulosic materials, a particular or a combination of the pretreatment methods is required. Alkaline pretreatment methods are receiving much attention due to rela- tively cheap, less energy intensive and effectiveness towards many feed stocks like agricultural residues and forages rather than other pretreatment methods (Belkacemi et al., 1998; Chang et al., 2001; Chen et al., 2007; Xu et al., 2010). Alkaline pretreatments lead to delignification, disruption of structural linkages, decrystallization of cellulose and depolymerization of the carbohydrates (Mosier et al., 2005; Sun and Cheng, 2002). In most of the previous studies NaOH was used at a temperature higher than 100 °C. However, alkaline reagents such as lime and ammonia have been proven effective at lower temperature i.e. temperature below 50 °C, with extended residence time (Kim and Holtzapple, 2005; Kim and Lee, 2005). Dilute or concentrated acid can be used to hydrolyze the cellu- lose and hemicellulose polymers present in lignocellulosics to fermentable sugars (Wyman, 1994), in which hemicellulose is more readily solubilizable than cellulose polymer (Zaldivar et al., 2001). The advantage of acid hydrolysis is that the acid hydrolysis is much faster than enzymatic hydrolysis with a disadvantage that glucose may further be degraded into toxic compound. More than 90% monosaccharide yield could be achieved by using concen- trated acid hydrolysis with fewer degradation products unlike dilute acid hydrolysis (Palmqvist and Hahn-Hägerdal, 2000). Use 0960-8524/$ - see front matter Ó 2012 Elsevier Ltd. All rights reserved. http://dx.doi.org/10.1016/j.biortech.2012.08.067 ⇑ Corresponding author. Tel.: +91 1332 285424, +91 1332 285482; fax: +91 1332 273560. E-mail address: [email protected] (S. Ghosh). Bioresource Technology 124 (2012) 111–118 Contents lists available at SciVerse ScienceDirect Bioresource Technology journal homepage: www.elsevier.com/locate/biortech
-
Upload
gaurav-chaudhary -
Category
Documents
-
view
214 -
download
0
Transcript of Alkaline pretreatment methods followed by acid hydrolysis of Saccharum spontaneum for bioethanol...

Bioresource Technology 124 (2012) 111–118
Contents lists available at SciVerse ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Alkaline pretreatment methods followed by acid hydrolysis of Saccharumspontaneum for bioethanol production
Gaurav Chaudhary, Lalit Kumar Singh, Sanjoy Ghosh ⇑Biochemical Engineering Laboratory, Department of Biotechnology, Indian Institute of Technology Roorkee, Roorkee 247667, Uttarakhand, India
h i g h l i g h t s
" Investigated the low temperature alkaline pretreatment methods for low toxicity." Very high sugar was obtained by acid hydrolysis of alkaline pretreated biomass." Effect of detoxification of acid hydrolysate was investigated by fermentation using Scheffersomyces stipitis.
a r t i c l e i n f o
Article history:Received 26 June 2012Received in revised form 14 August 2012Accepted 16 August 2012Available online 26 August 2012
Keywords:Alkaline pretreatmentAcid hydrolysisSaccharum spontaneum (Kans Grass)BioethanolBioprocess
0960-8524/$ - see front matter � 2012 Elsevier Ltd. Ahttp://dx.doi.org/10.1016/j.biortech.2012.08.067
⇑ Corresponding author. Tel.: +91 1332 285fax: +91 1332 273560.
E-mail address: [email protected] (S. Ghosh).
a b s t r a c t
Different alkaline pretreatment methods (NaOH, NaOH + 10% urea and aqueous ammonia) were opti-mized for maximum delignification of Saccharum spontaneum at 30 �C. Maximum delignification wereobtained as 47.8%, 51% and 48% from NaOH (7% NaOH, 48 h, and 10% biomass loading), NaOH + urea(7% NaOH + 10% urea, 48 h and 10% biomass loading) and 30% ammonia (40 days and 10% biomass load-ing) respectively. H2SO4 60% (v/v), 10% biomass loading at 30 �C for 4 h, were optimized conditions to sol-ubilize the cellulose and hemicellulose from solid residue obtained after different optimized alkalinepretreatments. Slurry thus obtained was diluted to obtain final acid concentration of 10% (v/v) for realhydrolysis of cellulose and hemicellulose at 100 �C for 1 h. Among all pretreatment methods applied,the best result 0.58 g (85%) reducing sugars/g of initial biomass after acid hydrolysis was obtained fromaqueous ammonia pretreated biomass. Scheffersomyces stipitis CBS6054 was used to ferment the hydro-lysate; ethanol yield (Yp/s) and productivity (rp) were found to be 0.35 g/g and 0.22 g/L/h respectively.
� 2012 Elsevier Ltd. All rights reserved.
1. Introduction
Advancements in conversion technologies have made the ligno-cellulosic biomass as a potential source for production many valueadded products like fuel ethanol, xylitol, butanol etc. Agriculturalwaste and forest products (soft and hardwoods) are the major lig-nocellulosic materials found in abundance worldwide mainly com-posed of cellulose, hemicellulose, lignin and pectin. The conversionof cellulose and hemicellulose to their corresponding sugars pro-vides the feed stock for the production of different value addedchemicals along with fuel ethanol (Nlewem and Thrash, 2010).
To maximize the yield of reducing sugars and minimize thedegradation products from lignocellulosic materials, a particularor a combination of the pretreatment methods is required. Alkalinepretreatment methods are receiving much attention due to rela-tively cheap, less energy intensive and effectiveness towards many
ll rights reserved.
424, +91 1332 285482;
feed stocks like agricultural residues and forages rather than otherpretreatment methods (Belkacemi et al., 1998; Chang et al., 2001;Chen et al., 2007; Xu et al., 2010). Alkaline pretreatments lead todelignification, disruption of structural linkages, decrystallizationof cellulose and depolymerization of the carbohydrates (Mosieret al., 2005; Sun and Cheng, 2002). In most of the previous studiesNaOH was used at a temperature higher than 100 �C. However,alkaline reagents such as lime and ammonia have been proveneffective at lower temperature i.e. temperature below 50 �C, withextended residence time (Kim and Holtzapple, 2005; Kim andLee, 2005).
Dilute or concentrated acid can be used to hydrolyze the cellu-lose and hemicellulose polymers present in lignocellulosics tofermentable sugars (Wyman, 1994), in which hemicellulose ismore readily solubilizable than cellulose polymer (Zaldivar et al.,2001). The advantage of acid hydrolysis is that the acid hydrolysisis much faster than enzymatic hydrolysis with a disadvantage thatglucose may further be degraded into toxic compound. More than90% monosaccharide yield could be achieved by using concen-trated acid hydrolysis with fewer degradation products unlikedilute acid hydrolysis (Palmqvist and Hahn-Hägerdal, 2000). Use

112 G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118
of concentrated acid (>30%) at lower temperature (6100 �C) re-duces the formation of toxic compounds (Lenihan et al., 2010).The acid hydrolysate obtained need to be processed for the fermen-tation, the processing of the hydrolysate requires the followingsteps: (1) neutralization (2) concentrating (3) detoxification if re-quired and (4) supplementation with different nutrients requiredto ferment the sugar mixture.
In the present investigation different alkaline (NaOH,NaOH + urea and ammonia) pretreatment methods were appliedfor delignification at room temperature (30 �C). Biomass loading,alkali strength and residence time for pretreatment were the vari-able parameters for the optimization. Further, acid concentrationand time and reaction time were also optimized to obtain maxi-mum fermentable sugars.
Scheffersomyces (Pichia) stipitis naturally occurring yeast is ableto ferment most of the sugars present in lignocellulosic biomass,has been used in the present study to ferment the acid hydrolysate.Although, Saccharomyces cerevisiae is most widely used for ethanolproduction from hexose sugars because of its high ethanol produc-tivity and tolerance to ethanol and inhibitors, unable to fermentthe pentose sugars (xylose) which are second most abundant sugarpresent in the lignocellulosic biomass.
The overall objective of this research work was to explore a newpretreatment and hydrolysis scheme which leads to better recov-ery of total reducing sugars present in the biomass Saccharumspontaneum (Kans Grass biomass, KGB) and to check the fermenta-tion efficiency to ethanol by S. stipitis. No similar schemes of exper-iments have been reported in literature to our best knowledge.
2. Methods
2.1. Microorganism and maintenance and medium
Yeast strain S. stipitis CBS 6054 was obtained generously fromProf. Thomas Jefferies FPL, U.S. Department of Agriculture andmaintained on YPD agar plates at 4 �C. Single colony from the platewas inoculated in 100 mL YPX medium containing (g/L): yeast ex-tract 10, peptone 20, and xylose 20 and incubated at 30 �C for 24 hat 150 rpm to prepare the inoculum. The synthetic productionmedia contained (g/L): xylose 5.5, glucose 14.5, yeast extract 5,urea 5, MgSO4�7H2O 0.5 and KH2PO4 1. In acid hydrolysate mediathe sugars were replaced with hydrolysate.
2.2. Raw material
Lignocellulosic biomass KGB was collected from the outskirts ofthe Roorkee near the bank of Ganga canal. The sample waschopped to the desired size, then was washed and dried in an ovenat 60 �C for 5–6 days. The screened fraction between 2.36 and5.6 mm mesh size were selected for all experiments.
2.3. Pretreatment
Different alkaline treatment methods were used for pretreat-ment of biomass described below:
2.3.1. NaOHSodium hydroxide at concentration of 1%, 2%, 4% and 7% was
used to pretreat the sample of lignocellulosic biomass of KGB attwo different biomass loading i.e. 5% and 10% (w/v). Treatmenttemperature was maintained constant at 30 �C for different resi-dence times of 12, 24 and 48 h.
2.3.2. NaOH + ureaTen percentage of urea was used along with the different con-
centrations of sodium hydroxide (1%, 4%, 7%, 10% and 15%) to
pretreat the KGB at different biomass loading i.e. 10% and 20%(w/v). Different residence time 24, 48 and 72 h was used for eachcombination of NaOH concentration and biomass loading; the tem-perature was kept constant at 30 �C.
2.3.3. AmmoniaThirty percentage of ammonia was used to pretreat the KGB at
different biomass loading i.e. 10%, 15% and 20% (w/v). Treatmenttemperature was kept constant at 30 �C for different residencetime (5, 10, 20, 30 and 40 days).
All alkaline pretreatment experiments were carried out in con-ical flask in static condition; incubator at 30 �C was used to main-tain the temperature. After each pretreatment the samples werefiltered and the solid residues were washed with deionized wateruntil the pH of the flow through reached to neutral range. The solidresidues were then dried at 105 �C for two days and weighed. Thesolid residues were stored at 4 �C in zip lock sample bags for fur-ther characterization.
2.4. Concentrated sulfuric acid hydrolysis
The solid residues of alkaline pretreatments were further treatedwith different concentrations i.e. 30%, 40%, 50%, 60% and 70% (v/v)of sulfuric acid for 2, 4 and 6 h to solubilize the polymeric celluloseand hemicellulose at 30 �C with 10% (w/v) biomass loading. Furthersulfuric acid slurry was adjusted to 10% (v/v) acid concentration andtemperature was raised to 100 �C for 1 h to accomplish hydrolysisprocess. The resulting hydrolysate were then filtered and neutral-ized by Ca(OH)2 and stored at 4 �C for the further analysis.
Hydrolysate, thus obtained was first concentrated by evaporationat 100 �C on heating mantle and then removal of toxic compoundswere done by using charcoal powder (5 g/L charcoal powder wasmixed in hydrolysate and stirred at room temperature for 2 h).
2.5. Fermentation
Fermentation of reducing sugars to ethanol was carried outusing production media (composition described earlier) in250 mL Erlenmeyer flask with 100 mL media under optimum fer-mentation conditions (30 �C, pH 5.5, inoculum size 5% (v/v) and150 rpm). Samples were taken out at different time interval todetermine the dry cell mass, ethanol and residual reducing sugars.
2.6. Analytical
The percentage delignification, total glucan and xylan contentretained in alkali pretreated biomass was estimated by laboratoryanalytical procedures (Ehrman et al., 1994a,b, 1996; Templetonand Ehrman, 1994). The total reducing sugars in acid hydrolysatewas estimated by DNS method (Miller, 1959) and the pentoseswere measured by using phloroglucinol method (Eberts et al.,1979). Ethanol concentrations were determined using Gas Chro-matography technique (Dani, GC). The solgel wax capillary column(30 m � 0.32 D) and flame ionization detector were used for thepurpose. Oven temperature kept constant at 150 �C along withinjector and detector at 210 �C. Nitrogen was used as carrier gasat 1 mL/min flow rate along with hydrogen and zero air at30 mL/min and 300 mL/min flow rate respectively to the detector.2 ll broth sample was injected for ethanol detection. Dry cell masswas estimated turbidometrically.
3. Results and discussion
3.1. Biomass composition
The compositional analysis of KGB was done according to stan-dard laboratory procedures to estimate glucan, xylan, lignin and

G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118 113
ash content. Glucan, the major component of lignocellulosics, de-rived from cellulose and hemicellulose was found to be 43.6%. Xy-lan which is the major constituent of hemicellulose was estimatedto be 23.9% and lignin content was found to be 27.19%. Further-more 4.45% ash content was estimated along with 0.86% othercompounds. The glucan, xylan and lignin content reported byChandel et al. (2009), were little different (glucan: 45.1% and xylan:22.75%) than reported in present study. Difference in the composi-tion may be due to the growth phase of the biomass (KGB) at thetime of harvesting. The seasonal and geographical variation ofthe sample biomass collected may also contribute to this fact.The total sugar content (glucan and xylan) was found to be 67.5%which makes KGB as potential biomass source for production ofethanol and can fairly be compared with other lignocellulosics likesugarcane bagasse (67.15%), corn stover (58.29%), wheat straw(54%), and sorghum straw (61%) (Chandel et al., 2007), and widelyaccepted switch grass (52.9%) (Hu et al., 2008). The acid insolublelignin content of the KGB (25.37%) is higher than expected. It wascomparable to the acid insoluble lignin content of hardwoods (18–25%) rather than that of herbaceous species and agricultural resi-dues (10–20%) (McMillan et al., 1994).
3.2. Effect of NaOH pretreatment
The pretreatment of lignocellulosic biomass with the sodiumhydroxide mainly causes delignification by breaking the esterbonds cross-linkage present in lignin and xylan, and hence increas-ing the porosity of biomass (Tarkov and Feist, 1969).
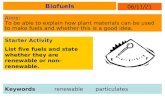
The pretreated liquor can be reused for the pretreatment offresh biomass and hence the liquor was not neutralized and onlysolid residue was washed to neutral pH for the analysis of percent-age delignification and the glucan and xylan retained. Increasingthe concentration of the alkali and time the loss of solids increased.The % lignin removal by NaOH pretreatment are shown in theFig. 1a and b, at 5% (w/v) biomass loading 47.9% of total lignin pres-ent was removed in 48 h for 4% and 7% (w/v) sodium hydroxideconcentration, while at 10% biomass loading a maximum of47.8% lignin was removed in 48 h at 7% sodium hydroxide concen-tration. Wan et al. (2011) observed a maximum of 14.78% lignindegradation at 24 �C, 40% (w/w) sodium hydroxide concentrationafter 24 h in soybean straw, while Zhao et al. (2008) observed amaximum about 19% delignification at 15 and 23 �C in spruce fiberat 7% sodium hydroxide concentration which is much lower thanthat observed in our case. Negligible difference was found in thedelignification obtained at 5% and 10% biomass loading; therefore10% biomass loading was used for further hydrolysis experimentwith 7% alkali concentration in 48 h reaction time.
Total sugars retained in the form of glucan and xylan in the solidresidue after NaOH pretreatment is shown in Fig. 1a and b. Sodiumhydroxide pretreatment largely affects the hemicelluloses (xylan)solubilization. More than 50% xylan was solubilized at 7% NaOHconcentration after 48 h for both 5% and 10% biomass loading,which is in agreement with the results of Wan et al. (2011). Glucanwas found more resistive against sodium hydroxide and were re-tained in the solid fraction with a small loss.
3.3. Effect of NaOH + urea pretreatment
KGB was pretreated with different concentrations (1–15%) ofNaOH along with 10% urea at 30 �C for delignification; the resultsobtained are shown in Fig. 2a and b. Maximum delignification(around 51%) was observed with 10% biomass loading after 48 hwith 7% and 10% sodium hydroxide concentration. It has been ob-served that initially on increasing the concentration of NaOH thedelignification was increased but beyond 10% NaOH concentration
the delignification decreased, also there was no significant changewas found on increasing the residence time from 48 to 72 h.
Unlikely to delignification the loss in hemicellulosic (xylan)fraction was increased with NaOH concentration and residencetime increase. Up to 60% loss in xylan was observed at 15% NaOHconcentration in 72 h with 10% biomass loading. Small loss in glu-can fraction was found, irrespective of different concentrations ofNaOH and reaction time and can be neglected.
Zhao et al. (2008) treated spruce fiber with 7% NaOH + 12% ureaat �15 �C for 24 h and observed 19.7% lignin removal and 41.2% inxylan reduction, whereas in present study 51% lignin was removedand 45.9% xylan reduction was observed with 7% NaOH + 10% ureaat 30 �C in KGB after 48 h with 10% biomass loading. For the furtheracid hydrolysis experiment 7% NaOH + 10% urea combination wasselected to pretreat the KGB at 30 �C with 10% biomass loadingand 48 h reaction time.
3.4. Aqueous ammonia treatment
Soaking in aqueous ammonia (SAA) proved to be effectivemethod specifically for lignin removal with very small loss inhemicelluloses. The cellulose present in biomass remains con-served during SAA treatment. The effect of different pretreatmentconditions on lignin removal is shown in the Fig 3. On increasingthe biomass loading from 10% to 20% the lignin removal was re-duced from 48% to 31%. At 10% biomass loading maximum 48% lig-nin removal was observed in 40 days. The results are steady withKim and Lee (2005) and Isci et al. (2008) who reported approxi-mately 50% lignin removal in corn stover in 4 days and 47% delig-nification in switch grass in 10 days. The reason for the shorterduration could be the structural differences between corn stoverand switch grass. The results of delignification were in support ofthe findings of Kim et al. (2008), where approximately 44% deligni-fication in barley hull after 7 weeks was observed.
Among the all SAA pretreatment conditions the glucan and xy-lan component was found to be well preserved. SAA at 10% (w/v)biomass loading incubated for 40 days at 30 �C was used for thepretreatment of the biomass (KGB) for further acid hydrolysisprocess.
3.5. Acid hydrolysis of alkaline pretreated biomass
Sulfuric acid was used to hydrolyze the biomass obtained afterdifferent alkaline pretreatment (NaOH: 10% biomass loading, 7%NaOH, 48 h residence time and 30 �C temperature; NaOH + urea:10% biomass loading, 7% NaOH + 10% urea, 48 h residence timeand 30 �C temperature; ammonia: 10% biomass loading, 30%ammonia, 40 days residence time and 30 �C temperature) to obtainmaximum reducing sugars. The results thus obtained are shown inTable 1. Maximum reducing sugars 0.58 g/g of initial biomass wasobtained from the SAA pretreated biomass, which accounts nearly85% of the total sugars present in the biomass, the hydrolysis con-ditions were 60% sulfuric acid, 4 h incubation at 30 �C prior todiluting the acid to 10% by adding deionized water and heatingthe slurry at 100 �C for 1 h. Loss in xylan content during NaOHand NaOH + urea pretreatment leads to less amount of reducingsugars recovery after acid hydrolysis as compared to ammonia pre-treated KGB. Amount of total reducing sugars and xylose obtainedper gram of initial biomass after acid hydrolysis are shown in Table1.
Cellulose is more recalcitrant than the hemicellulose towardsthe concentrated sulfuric acid hydrolysis. Approximately0.05 g glucan/g of initial biomass was hydrolyzed at 30% to 40%sulfuric acid where as more than 50% xylan was hydrolyzed atthe same concentration of acid. When sulfuric acid concentrationwas more than 50%, the hydrolysis was effective for both glucan

Fig. 1. Glucan and xylan retained in solid residue and lignin removal after sodium hydroxide pretreatment at 30 �C (a) at biomass loading 5% (b) at biomass loading 10%.
Fig. 2. Glucan and xylan retained in solid residue and lignin removal after sodium hydroxide + 10% urea pretreatment at 30 �C (a) at biomass loading 10% (b) at biomassloading 20%.
114 G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118

Fig. 3. Glucan and xylan retained in solid residue per 100 g initial biomass and percentage lignin removal after 30% ammonia pretreatment at 30 �C with different biomassloading (BL).
Table 2Concentration of total reducing sugars, furfural and phenolics before and afterconcentrating and detoxifying the acid hydrolysate.
Hydrolysate TRS Xylose Furfural Phenolics
Table 1Total reducing sugars (TRS) and xylose obtained after two step concentrated acid hydrolysis.
Solubilizationtime (h)
H2SO4
concentration %(v/v)
NaOH pretreated biomass NaOH + urea pretreated biomass Ammonia pretreated biomass
TRS mg/g initialbiomass
Xylose mg/g initialbiomass
TRS mg/g initialbiomass
Xylose mg/g initialbiomass
TRS mg/g initialbiomass
Xylose mg/g initialbiomass
2 30 44.3 29.2 75.2 38.6 159.7 93.340 66.1 42.0 92.6 51.5 195.7 122.050 160.6 46.7 213.3 63.1 342.6 155.160 360.7 69.7 448.7 80.0 549.3 175.670 369.6 56.6 411.3 68.1 518.2 147.8
4 30 33.4 19.1 100.7 51.0 180.5 104.140 50.2 27.9 96.8 58.8 210.8 137.650 262.3 44.5 339.2 74.6 520.4 179.560 354.5 65.3 428.3 77.2 580.3 178.370 358.8 59.9 407.8 56.3 420.4 113.1
6 30 48.1 25.0 110.9 58.3 167.5 99.640 26.5 22.8 111.3 69.1 203.4 130.650 246.6 35.8 356.7 73.8 566.0 182.860 373.6 65.7 428.9 72.7 532.0 163.170 302.9 43.2 369.7 64.5 376.5 85.4
G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118 115
and xylan. The maximum hydrolysis of different samples obtainedfrom different alkaline pretreatment was reported at 60% sulfuricacid concentration. Further on increasing the acid concentrationup to 70%, deleterious effect on biomass was observed leading toless recovery of reducing sugars.
Miller and Hester (2007) used 70% (w/w) sulfuric acid in a twinscrew for the conversion of pine softwood to sugars and found amaximum of 73.8% and 44.4% conversion of all hemicellulose andcellulose to soluble monomers and oligosaccharides. Whereas, Hei-nonen et al. (2011) reported only 70% monomeric sugars recoverywith initial 70% (w/w) sulfuric acid followed by diluting to 30% (w/w) at 80 �C for 6 h. Alkaline pretreatment prior to the concentratedacid hydrolysis may have facilitated the acid and cellulose/hemi-cellulose interaction for hydrolysis and leading to higher yield ofmonomeric sugars.
SAA pretreatment followed by the concentrated acid pretreat-ment could be the promising scheme for the formation of mono-meric sugars from KGB, ammonia can easily be recovered from thepretreatment liquor and can be reused. From acid/sugar mixturethe acid can also be separated out, up to 90% of acid was recoveredby the Heinonen et al. (2011) using chromatographic separationtechnique after acid hydrolysis for the recycling and hence can im-prove the economy of the ethanol production from KGB hydrolysate.
(g/L) (g/L) (mM) (mg/L)
Before concentration totalsugars
8.96 2.86 4.56 85.29
After three fold concentration 27.48 6.66 20.36 253.03After detoxification with
charcoal (5 g/L)26.72 6.07 15.53 79.47
3.6. Concentration and detoxification of acid hydrolysate
The acid hydrolysate thus obtained from ammonia pretreatedbiomass was concentrated by three fold and detoxified using char-
coal (5 g/L). The concentration of total reducing sugars, furfural andphenolics are shown in Table 2. Although the total reducing sugarsfound after concentration seems to be conserved, the loss in xylosecontent was found significant 1.92 g/L leading to the formation offurfural, increasing the concentration from 4.56 to 20.35 mM. Con-servation in TRS may be occurred due to the further hydrolysis ofcellobiose and cellotriose formed during the incomplete acidhydrolysis of cellulose. A slight reduction in phenolics wasobserved during the concentrating process.
During detoxification 0.76 g/L loss was observed in TRS. The fur-fural and phenolics concentration were reduced from 20.35 to15.53 mM and 253.03 to 79.47 mg/L respectively. The phenolic con-centration was reduced to greater extent than the furfural reduction.
3.7. Fermentation
After concentrated acid hydrolysis of SAA treated KGB 0.58 greducing/g initial biomass was released and used for the ethanol

Fig. 4. Fermentation profiles of S. stipitis in (a) un-detoxified hydrolysate media (b) detoxified hydrolysate media (c) synthetic media.
116 G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118
production. Prior to fermentation the acid hydrolysate concen-trated and detoxified. The fermentation of acid hydrolysate (detox-ified and un-detoxified) and synthetic media was performed at
30 �C at pH 5.5 and 150 rpm shaking with initial 20 g/L total reduc-ing sugar concentration. Fermentation profile of yeast S. stipitiswith different hydrolysate media are shown in Fig 4. Maximum

Table 3Comparison of fermentation parameters for bioethanol production from in detoxified media.
Kinetic parameters Un-detoxified acid hydrolysate media Detoxified acid hydrolysate media Synthetic media
Initial total reducing sugar So (g/L) 20 20 20Maximum ethanol concentration (g/L) 5.10 5.31 7.01Maximum cell concentration (g/L) 4.80 4.00 3.80Maximum time (h) 36 24 24Sugar consumption (%) 95.34 75.52 87.99Ethanol yield coefficient, Yp/s (g/g) 0.27 0.35 0.40Cell biomass yield, Yx/s (g/g) 0.25 0.26 0.22Ethanol productivity, rp (g/L/h) 0.14 0.22 0.29Growth rate, rx (g cells/L/h) 0.13 0.17 0.16
Table 4Comparison of fermentation results of using S. stipitis on different substrate after acid hydrolysis.
Substrate Hydrolysis Major sugars Ethanol yield (g/L) References
Sunflower seed hull Dilute acid (H2SO4) hydrolysis Pentose mainly 0.312 Jargalsaikhan and Saraçoglu (2008)Wheat straw Dilute acid (H2SO4) hydrolysis Pentose mainly 0.36 Nigam (2001)Corn stover Dilute acid (H2SO4) hydrolysis Pentose mainly 0.37 Agbogbo and Wenger (2007)Corn cob Dilute acid (H2SO4) hydrolysis Pentose mainly 0.34 Eken-Saracoglu and Arslan (2000)Kans grass Concentrated acid (H2SO4) hydrolysis Hexose and pentose both 0.35 Present studyBirch wood Concentrated acid (H2SO4) hydrolysis Hexose and pentose both 0.24 Heinonen et al. (2011)
G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118 117
ethanol concentration was found 5.10, 5.31 and 7.01 g/L respec-tively in un-detoxified, detoxified and synthetic media after 36,24 and 24 h of fermentation where as maximum cell concentrationwas found 4.80, 4.00 and 3.80 g/L respectively. The low ethanolconcentration in acid hydrolysate may be due to presence of phen-olics and other inhibitory compounds formed during acid hydroly-sis. The ethanol yield (Yp/s) 0.27, 0.35 and 0.40 g/g and productivity(rp) 0.14, 0.22 and 0.29 g/L/h were found respectively in un-detox-ified, detoxified and synthetic media, see Table 3. Maximum etha-nol yield found by Jargalsaikhan and Saraçoglu (2008) with S.stipitis was 0.312 whereas 0.36 g/g by Nigam (2001) in hydrolysatemedia. Ethanol productivity 0.176 g/L/h and ethanol yield 0.425were reported by Kumar et al. (2009) in hemicellulose acid hydro-lysate, higher ethanol yield reported may be due to the presence ofhigher pentose sugar as compared to very small amount of hexosesugar in the hydrolysate media used by them. A comparison of fer-mentation results of S. stipitis with different substrate and differenthydrolysis method is shown in Table 4.
4. Conclusions
As the recovery of reducing sugars to its maximal from the lig-nocellulosic biomass is the major challenge in the fuel ethanol pro-duction, the efforts were taken to recover maximum sugars usingalkaline pretreatment followed by sulfuric acid hydrolysis. Thesuccess of the present study appears in the recovering 85% of totalsugars present in the initial biomass as soluble monomeric sugars.Formation of toxic compounds is still a problem leading to lowerethanol yield in un-detoxified hydrolysate media than that ofdetoxified. Further work needs to be carried out to minimize thetoxic compounds formation during the acid hydrolysis process.
Acknowledgement
Authors are thankful to University Grant Commission,New Delhi, India for providing financial assistance as JuniorResearch Fellowship (JRF) to Gaurav Chaudhary.
References
Agbogbo, F.K., Wenger, K.S., 2007. Production of ethanol from corn stoverhemicellulose hydrolyzate using P. stipitis. J. Ind. Microbiol. Biotechnol. 34,723–727.
Belkacemi, K., Turcotte, G., de Halleux, D., Savoie, P., 1998. Ethanol production fromAFEX-treated forages and agricultural residues. Appl. Biochem. Biotechnol. 70–72, 441–462.
Chandel, A.K., Kapoor, R.K., Narasu, M.L., Viswadevan, V., Kumaran, S.S.G., Ravinder,R., Rao, L.V., Tripathi, K.K., Lal, B., Kuhad, R.C., 2007. Economic evaluation andenvironmental benefits of biofuel: an Indian perspective. Int. J. Global EnergyIssues 28, 357–381.
Chandel, A.K., Narasu, M.L., Chandrasekhar, G., Manikyam, A., Rao, L.V., 2009. Use ofSaccharum spontaneum (wild sugarcane) as biomaterial for cell immobilizationand modulated ethanol production by thermotolerant Saccharomyces cerevisiaeVS3. Bioresour. Technol. 100, 2404–2410.
Chang, V.S., Nagwani, M., Kim, C., Holtzapple, M.T., 2001. Oxidative limepretreatment of high-lignin biomass: poplar wood and newspaper. Appl.Biochem. Biotechnol. 94, 01–28.
Chen, Y., Sharma-Shivappa, R.R., Keshwani, D., Chen, C., 2007. Potential ofagricultural residues and hay for bioethanol production. Appl. Biochem.Biotechnol. 142, 276–290.
Eberts, T.J., Sample, R.H.B., Glick, M.R., Ellis, G.H., 1979. A simplified, colorimetricmicromethod for xylose in serum or urine, with phloroglucinol. Clin. Chem. 25,1440–1443.
Ehrman, T., 1994a. Method for determination of total solids in biomass. In:Laboratory Analytical Procedures No. 001, National Renewable EnergyLaboratory, Golden, CO.
Ehrman, T., 1994b. Method for determination of ash content in biomass. In:Laboratory Analytical Procedures No. 005, National Renewable EnergyLaboratory, Golden, CO.
Ehrman, T., 1996. Method for determination of acid-soluble lignin in biomass. In:Laboratory Analytical Procedures No. 004, National Renewable EnergyLaboratory, Golden, CO.
Eken-Saracoglu, N., Arslan, Y., 2000. Comparison of different pretreatments inethanol fermentation using corn cob hemicellulose hydrolysate with Pichiastipitis and Candida shehatae. Biotechnol. Lett. 22, 855–858.
Heinonen, J., Tamminen, A., Uusitalo, J., Sainio, T., 2011. Ethanol production fromwood via concentrated acid hydrolysis, chromatographic separation, andfermentation. J. Chem. Technol. Biotechnol. http://dx.doi.org/10.1002/jctb.2766.
Hu, Z., Wang, Y., Wen, Z., 2008. Alkali (NaOH) pretreatment of switchgrass by radiofrequency-based dielectric heating. Appl. Biochem. Biotechnol. 148, 71–81.
Isci, A., Himmelsbach, J.N., Pometto, A.L., Raman, D.R., Anex, R.P., 2008. Aqueousammonia soaking of switchgrass followed by simultaneous saccharification andfermentation. Appl. Biochem. Biotechnol. 144, 69–77.
Jargalsaikhan, O., Saraçoglu, N., 2008. Application of experimental design methodfor ethanol production by fermentation of sunflower seed hull hydrolysateusing Pichia stipitis NRRL-124. Chem. Eng. Commun. 196, 93–103.
Kim, S., Holtzapple, M.T., 2005. Lime pretreatment and enzymatic hydrolysis of cornstover. Bioresour. Technol. 96, 1994–2006.
Kim, T.H., Lee, Y.Y., 2005. Pretreatment of corn stover by soaking in aqueousammonia. Appl. Biochem. Biotechnol. 124, 1119–1132.
Kim, T.H., Taylor, F., Hicks, K.B., 2008. Bioethanol production from barley hull usingSAA (soaking in aqueous ammonia) pretreatment. Bioresour. Technol. 99, 5694–5702.
Kumar, A., Singh, L.K., Ghosh, S., 2009. Bioconversion of lignocellulosic fraction ofwater-hyacinth (Eichhornia crassipes) hemicellulose acid hydrolysate to ethanolby Pichia stipitis. Bioresour. Technol. 100, 3293–3297.
Lenihan, P., Orozco, A., O’Neill, E., Ahmad, M.N.M., Rooney, D.W., Walker, G.M., 2010.Dilute acid hydrolysis of lignocellulosic biomass. Chem. Eng. J. 156, 395–403.

118 G. Chaudhary et al. / Bioresource Technology 124 (2012) 111–118
McMillan, J.D., 1994. Pretreatment of lignocellulosic biomass. In: Himmel, M.E.,Baker, J.O., Overend, R.P. (Eds.), Enzymatic Conversion of Biomass for FuelsProduction. American Chemical Society, Washington DC, pp. 292–324.
Miller, G.L., 1959. Use of dinitrosalicylic acid reagent for determination of reducingsugar. Anal. Chem. 31, 426–428.
Miller, S., Hester, R., 2007. Concentrated acid conversion of pine softwood to sugars.Part I: use of a twin-screw reactor for hydrolysis pretreatment. Chem. Eng.Commun. 194, 85–102.
Mosier, N., Wyman, C., Dale, B., Elander, R., Lee, Y.Y., Holtzapple, M., Ladisch, M.,2005. Features of promising technologies for pretreatment of lignocellulosicbiomass. Bioresour. Technol. 96, 673–686.
Nigam, J.N., 2001. Ethanol production from wheat straw hemicellulose hydrolysateby Pichia stipitis. J. Biotechnol. 87, 17–27.
Nlewem, K.C., Thrash Jr., M.E., 2010. Comparison of different pretreatment methodsbased on residual lignin effect on the enzymatic hydrolysis of switchgrass.Bioresour. Technol. 101, 5426–5430.
Palmqvist, E., Hahn-Hägerdal, B., 2000. Fermentation of lignocellulosichydrolysates. I: inhibition and detoxification. Bioresour. Technol. 74, 17–24.
Sun, Y., Cheng, J., 2002. Hydrolysis of lignocellulosic materials for ethanolproduction: a review. Bioresour. Technol. 83, 1–11.
Tarkov, H., Feist, W.C., 1969. A mechanism for improving the digestibility oflignocellulosic materials with dilute alkali and liquid ammonia. Adv. Chem. Ser.95, 197–218.
Templeton, D., Ehrman, T., 1994. Determination of acid-insoluble lignin in biomass.In: Laboratory Analytical Procedures No. 003, National Renewable EnergyLaboratory, Golden, CO.
Wan, C., Zhou, Y., Li, Y., 2011. Liquid hot water and alkaline pretreatment of soybeanstraw for improving cellulose digestibility. Bioresour. Technol. 102, 6254–6259.
Wyman, C.E., 1994. Ethanol from lignocellulosic biomass: technology, economics,and opportunities. Bioresour. Technol. 50, 3–15.
Xu, J., Cheng, J.J., Sharma-Shivappa, R.R., Burns, J.C., 2010. Lime pretreatment ofswitchgrass at mild temperatures for ethanol production. Bioresour. Technol.101, 2900–2903.
Zaldivar, J., Nielsen, J., Olsson, L., 2001. Fuel ethanol production from lignocellulose:a challenge for metabolic engineering and process integration. Appl. Microbiol.Biotechnol. 56, 17–34.
Zhao, Y., Wang, Y., Zhu, J.Y., Ragauskas, A., Deng, Y., 2008. Enhanced enzymatichydrolysis of spruce by alkaline pretreatment at low temperature. Biotechnol.Bioeng. 99, 1320–1328.