ai24 06 09multimedia.b2b24.it/Flipit/ils_aut_0910091524/megazine/... · 2009-10-09 · quanto...
68
AuToMAZIoNe & industria Tecnologie per la produzione efficiente L’INDUSTRIA DEL FUTURO Iperautomatizzata, cooperativa, flessibile e sempre più intelligente L’AUTOMAZIONE IN CAMPO Sette aziende raccontano come far crescere efficienza energetica e produttività
Transcript of ai24 06 09multimedia.b2b24.it/Flipit/ils_aut_0910091524/megazine/... · 2009-10-09 · quanto...

AuToMAZIoNe
& industriaT e c n o l o g i e p e r l a p r o d u z i o n e e f f i c i e n t e
L’INDUSTRIA DEL FUTURO Iperautomatizzata, cooperativa, fl essibile e sempre più intelligente
L’AUTOMAZIONE IN CAMPOSette aziende raccontano come far crescere effi cienza energetica e produttività
POWERBOX Italia S.r.l. Via Forlanini, 52, IT-20043 Arcore (Mi)
Tel +39-039-60.13.849, Fax +39-039-60.15.462e-mail: [email protected]
www.powerbox.info
Automazione & Industria ■ 3
EDITORIALE
L’investimento in automazione non può attendere Restare immobili guardando scorrere degli eventi favorisce un fenomeno tanto semplice quanto fastidioso: il depositarsi della polvere. Fuor di metafora, in una fase critica come l’attuale numerose aziende italiane hanno scelto di tagliare costi necessari, ridurre gli investimenti, rinunciare a professionalità d’eccellenza. In pratica, si sono fermate in ‘attesa di tempi migliori’. Star fermi in un settore come quello della produzione industriale, in cui l’innovazione tecnologica e l’automazione rappresentano fattori di reale diff erenziazione, asseconda l’invecchiamento e il depositarsi di una polvere che, nel tempo, arriva sin dentro gli ingranaggi.Non innovare signifi ca oggi accumulare ritardo. Un ritardo che sarà diffi cile colmare quando il mercato ripartirà e, pressati dal quotidiano, sarà impossibile trovare il tempo per innovare veramente. Forse la vera selezione avverrà solo in quel momento, mentre oggi appaiono favoriti quanti hanno saputo tagliare ‘meglio’ i propri costi.In queste pagine abbiamo voluto raccogliere le storie di successo di aziende che hanno il coraggio di investire per aff rontare le sfi de future. Si tratta di realtà molto diverse tra loro, unite dalla decisione di non rimanere immobili ad aspettare gli eventi, preferendo investire e scommettere sul futuro. Un futuro che, tra pochi mesi, sarà diverso da come è dipinto oggi e che vedrà prevalere quanti avranno saputo sfruttare un momento di crisi per migliorare concretamente i propri processi produttivi. Fantasia e innovazione sono doti che caratterizzano molte aziende italiane, ma oggi quante hanno il coraggio di utilizzarle per evitare domani di trovarsi nella polvere?
MASSIMILIANO CASSINELLI

rswww.it
RS ti offre 43.512 soluzioni per l’automazione.A te la prossima mossa.

Automazione & Industria ■ 5
SOMMARIO
Il Sole 24 ORE Business Media srl Via Patecchio, 2 - 20141 Milano. Tel. 02.39.64.60.11 - Fax 02.39.64.60.95
Testi, fotografi e e disegni Riproduzione vietata copyright ©. Qualsiasi genere di materiale inviato in Redazione, anche se non pubblicato non verrà in nessun caso restituito. Alcune immagini sono tratte da ICP (www.icponline.it)(Ins. Pub. gratuito data 25-05-2009)
Automazione & IndustriaHanno collaborato Alice Alinari, Massimiliano Cassinelli, Simone Castelli, Stefano Cazzani, Lucia Favara, Francesca Leonardi, Augusta MariaPaci, Valeria Villani, Adolfo Violante. Progetto grafi co e Impaginazione Giancarlo Crocetti ([email protected]). Stampa Rotolito Lombarda - Cernusco S/N (MI). Presidente Eraldo Minella. Amministratore Delegato Antonio Greco. Direttore Editoriale Mattia Losi. Group Publisher ICT Pierantonio Palerma
Cosa ha in serbo il futuro per l’automazione? ................................................................................... 6
L’automazione soff re, ma sarà tra i primi a ripartire....................................................................10
Investire in ricerca e sviluppo, una soluzione anticrisi ...............................................................14
Il futuro della produzione industriale è nell’Ict .............................................................................18
Il robot come strumento competitivo .................................................................................................22
Misurare bene per produrre meglio ....................................................................................................26
Verso la fabbrica digitale ..........................................................................................................................30
Quando la rete scende in campo............................................................................................................34
Più effi cienti e competitivi ......................................................................................................................38
Pc, plc e pac: quale la scelta vincente? ................................................................................................42
Il magazzino in un catalogo .....................................................................................................................46
L’automotive parla wireless ....................................................................................................................48
L’insulina in una penna ..............................................................................................................................52
In casa come in fabbrica ............................................................................................................................56
La qualità si vede dal lunotto .................................................................................................................58
Il valore dell’imballaggio fl essibile ......................................................................................................60
Un muffi n perfetto .......................................................................................................................................62
Cosmetica, robotica e visione artifi ciale ............................................................................................64

6 ■ Automazione & Industria
SCENARI
soluzioni d’innovazione industriale a breve e medio termine, l’accademia ha sottolineato l’importante ruolo che continuerà a ricoprire l’Ict nello sviluppo di processi industriali e sistemi manifatturieri. Il mondo della ricerca pubblica parla invece della ‘fabbrica del futuro’ come nuovo ambiente di riferimento per i sistemi di produzione avanzati. In merito alle modalità di miglioramento della capacità d’innovare del sistema italiano le risposte evidenziano aspetti importanti e necessari per un miglioramento competitivo del Paese: nuovi schemi di collaborazione per supportare l’eccellenza, maggiore disponibilità di risorse e crescita di giovani ricercatori secondo una prospettiva strategica.
Cosa ha in serbo il futuro per l’automazione? AUGUSTA MARIA PACI
rapida riconfi gurabilità dei volumi di produzione e delle tipologie di prodotti con signifi cativi vantaggi nel rapporto costi/prestazioni. Si segnala inoltre il crescente ricorso a sistemi elettronici di controllo avanzati basati su reti di comunicazioni wireless e architetture distribuite che permetteranno, con sistemi di monitoraggio integrati, una miglior sicurezza delle aree di lavoro. Sarà strategico anche lo studio di sistemi a basso impatto ambientale, con una forte riduzione dei consumi d’energia.
Giuliano Ceseri, amministratore delegato di Prometeo: Ovviamente nasceranno molte linee d’innovazione che risulteranno strategiche. Tuttavia
Quali saranno per l’automazione industriale le innovazioni più strategiche nel futuro? E come si può migliorare la capacità d’innovare del sistema
università-ricerca-imprese in Italia? Lo abbiamo chiesto ad alcuni rappresentanti del mondo industriale, dell’università e della ricerca pubblica. L’automazione industriale si conferma un’area strategica per soluzioni fi nalizzate all’innovazione di processi produttivi più effi caci e fl essibili; mentre l’industria ha puntualizzato la necessità di specifi che
Quali saranno le innovazioni future più strategiche
per il mondo dell’automazione industriale?
Franco Deregibus, Vice President Business Development di Comau: Tra le principali tendenze tecnologiche in atto nell’automazione, si rileva la crescente esigenza di rispondere ad un mercato molto dinamico in termini di maggior fl essibilità della produzione, con un incremento del valore aggiunto a parità di costi. Questa esigenza s’implementa attraverso sistemi modulari, programmabili, fl essibili e personalizzabili, che consentono una

Automazione & Industria ■ 7
SCENARI
credo che un ruolo determinante lo giocherà l’innovazione nelle metodiche e nelle tecnologie soft ware. In futuro standard come Iec 61499, che consentono la realizzazione di applicativi per l’automazione distribuita con metodica di tipo ‘object-oriented’, saranno centrali per poter massimizzare il ritorno di investimenti in sviluppo soft ware. Ancora determinante sarà l’aff ermarsi di ambienti di sviluppo che consentiranno di generare applicativi indipendenti dalle specifi che piattaforme hardware di commercio, in modo da consentire la trasmigrazione di applicativi da una piattaforma all’altra, senza gli inutili sprechi di risorse indotti dall’impiego oggi sistematico di soluzioni ‘proprietarie’. La possibilità di realizzare applicativi d’automazione distribuiti e dinamicamente riconfi gurabili sarà inoltre centrale per conseguire una più alta modularità nella produzione di macchine automatiche, condizione essenziale per rendere i processi produttivi più effi cienti e fl essibili.
GianAntonio Magnani, Politecnico di Milano, Dipartimento di Automatica e Robotica e direttore pro tempore del Dipartimento di Elettronica e Informazione: L’evoluzione recente dell’automazione nei processi industriali e nei sistemi manifatturieri è stata determinata dalle tecnologie Ict. Reti di comunicazione, sensori innovativi, microprocessori ed elettronica di potenza e soft ware hanno plasmato l’evoluzione di tali processi e sistemi consentendo lo sviluppo di nuove funzionalità, maggiore fl essibilità e miglioramento delle prestazioni. Questa tendenza continuerà nel decennio a venire. Ancora maggiore spazio avranno le tecnologie di comunicazione wireless e i prodotti del mondo dei pc (Ethernet, interfacce, soft ware, periferiche). Un ruolo primario avranno i dispositivi di misura, i cui sviluppi potranno generare innovazioni forse imprevedibili, si pensi ad esempio ai sensori di visione artifi ciale e ai giochi elettronici.
Emanuele Carpanzano, Cnr, responsabile dell’Unità di Vigevano D&MC-Lab Design & Mass Customization dell’Istituto di Tecnologie Industriali e Automazione: La fabbrica del futuro dovrà essere fortemente orientata al consumatore, al lavoratore e all’ambiente. I sistemi d’automazione industriale dovranno quindi avere spiccate caratteristiche di fl essibilità e autoapprendimento al fi ne di gestire una notevole varietà del prodotto fi nale in termini di comfort e salubrità per il consumatore, di garantire la massima sicurezza per il personale di fabbrica e di ridurre al minimo l’impatto ambientale in termini di emissioni e consumo energetico. Per cogliere tali sfi de i sistemi d’automazione industriale di nuova generazione dovranno quindi integrare soluzioni innovative in termini di sensoristica, tecnologie per il controllo e tecnologie Ict. Importanti saranno in particolare le opportunità collegate alle reti wireless e ai sistemi real-time aperti e open source che si stanno diff ondendo oggi nel mondo dell’automazione industriale.
Rezia Molfi no, Università di Genova, Facoltà di Ingegneria, Dipartimento di Meccanica e Costruzione delle macchine (Dimec): Oggi sono disponibili materiali funzionali intelligenti con caratteristiche adatte ad applicazioni di attuazione, ma il loro utilizzo in ambienti manifatturieri per scopi d’attuazione deve essere defi nito e provato in termini di strutture meccaniche e architetture di controllo. Su questo tema il professor Roy Featherstone, autorevole esperto di robotica con oltre vent’anni di esperienza dell’Australian National University, ha tenuto recentemente all’Università di Genova un interessante seminario ‘High Performance Force Control for Shape Memory Alloy (Sma)’ durante il quale ha descritto una nuova architettura di controllo per attuatori realizzati con una coppia antagonista di fi li Sma e ha illustrato i risultati ottenuti in termini di
8 ■ Automazione & Industria
SCENARI
controllo accurato e robusto di forza. La nuova architettura include moduli per la protezione termica e di sovraccarico dei fi li, per garantire il tensionamento continuo e il riscaldamento rapido del fi lo. Negli ambienti di ricerca sentiamo parlare tanto e da tanto tempo di attuazione con Sma e Roy Featherstone ha illustrato un approccio sistematico di sviluppo concreto indispensabile per promuovere il trasferimento alle applicazioni industriali.
Come si può migliorare la capacità d’innovare
del sistema italiano università-ricerca-imprese
nel settore?
Deregibus: Comau ritiene che una forte collaborazione tra università e industria sia essenziale per il miglioramento competitivo delle imprese. Occorre promuovere un avvicinamento tra il mondo accademico e industriale mediante programmi di ricerca che coinvolgano le università quali soggetti apportatori di ‘tecnologie
abilitanti’, anche con lo strumento dei centri di eccellenza. Le aziende dovranno inoltre supportare l’università nel miglioramento della conoscenza delle problematiche industriali con grande attenzione alla crescita di giovani ricercatori.
Ceseri: Esiste oggi una criticità enorme in quest’area. È evidente che nell’economia globale il ruolo dei Paesi ad industrializzazione matura si sposterà sempre più sulle attività fortemente innovative da un punto di vista tecnologico. Tuttavia le aziende sono oggi troppo tarate sul conseguimento di obiettivi di breve termine e quindi faticano a portare avanti in autonomia programmi di ricerca applicata di suffi ciente respiro strategico. Da qui nasce l’esigenza di un approccio consortile, che consenta la sinergia fra gli ambienti di ricerca e gli ambienti industriali e permetta di condividere i costi di ricerca fra pool di aziende non in diretta competizione fra loro.
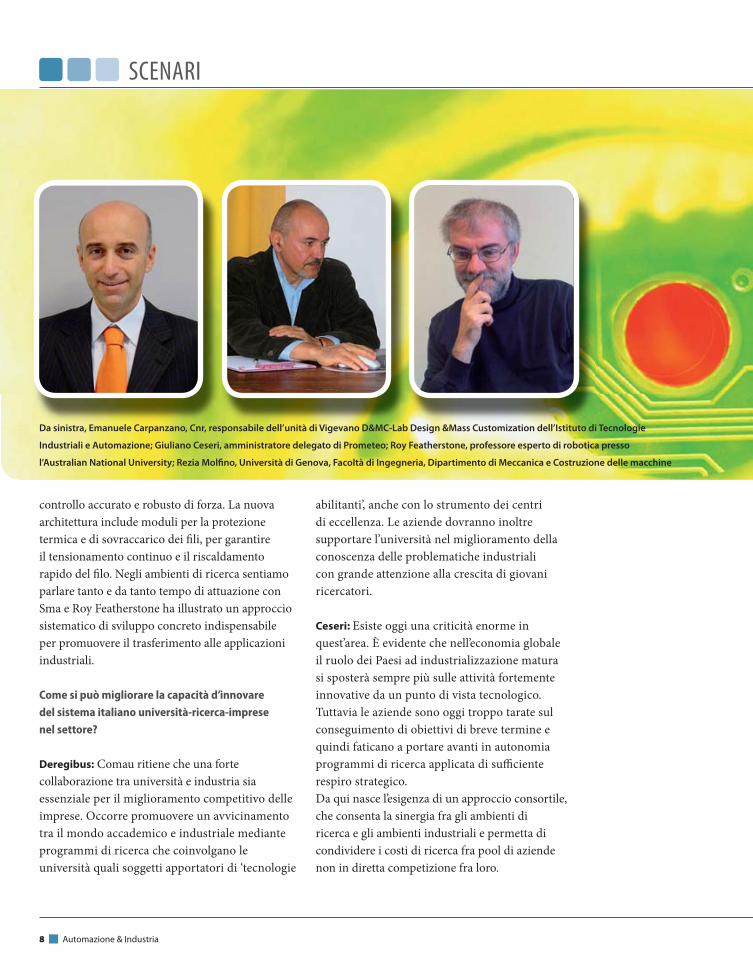
Da sinistra, Emanuele Carpanzano, Cnr, responsabile dell’unità di Vigevano D&MC-Lab Design &Mass Customization dell’Istituto di Tecnologie
Industriali e Automazione; Giuliano Ceseri, amministratore delegato di Prometeo; Roy Featherstone, professore esperto di robotica presso
l’Australian National University; Rezia Molfi no, Università di Genova, Facoltà di Ingegneria, Dipartimento di Meccanica e Costruzione delle macchine

Automazione & Industria ■ 9
SCENARI
Magnani: Enti fi nanziatori e imprese devono stanziare maggiori risorse che devono essere utilizzate al meglio. Sono state sperimentate svariate modalità di fi nanziamento. La scelta dovrebbe porre attenzione a quanta parte dei fondi disponibili fi nisce in ore di vero lavoro di ricerca, evitando che le attività di proposta e gestione di ricercatori ed enti abbiano un peso eccessivo. È importante il ruolo delle strutture di ricerca che, pur operando nella consapevolezza dei problemi tecnologici del mondo industriale, devono poter perseguire obiettivi di ricerca rilevanti di medio-lungo periodo; operare solo su problemi contingenti le porterebbe a rapida decadenza.
Carpanzano: Occorre accorciare la fi liera dei processi d’innovazione, ovvero colmare le distanze fra mondo della ricerca di base, della ricerca applicata e dell’industria. A tal fi ne è necessario creare strumenti e luoghi in cui gli attori del sistema coinvolti possano condividere obiettivi e metodi lavorando fi anco a fi anco. Una best
practice cui è possibile fare riferimento in tal senso è la fabbrica per la produzione di calzature personalizzate del Cnr di Vigevano, ove attori della ricerca e delle imprese operano in piena sintonia per innovare prodotti e processi, al fi ne di creare valore aggiunto e nuove opportunità di mercato.
Dalle risposte emerge la presenza d’aspettative di innovazione di medio-lungo periodo e l’importanza della ricerca collaborativa; sono messe in evidenza la capacità dell’area dell’automazione industriale di mantenere alta la sua strategicità e l’importanza di diff erenti prospettive per rispondere, con nuove soluzioni, ad esigenze di innovazione a breve, medio e lungo termine. EPPLab, il Laboratorio di Paradigmi di Produzione dell’Istituto di Tecnologie Industriali e Automazione del Consiglio Nazionale delle Ricerche, intende facilitare questo scambio informativo tra diverse realtà per promuovere, con attività a rete di foresight e roadmapping, la ricerca industriale pubblico-privato. �
(Dimec); GianAntonio Magnani, Politecnico di Milano, Dipartimento di Automatica e Robotica, e direttore pro tempore del Dipartimento di
Elettronica e Informazione; Franco Deregibus, Vice President Business Development di Comau; Augusta Maria Paci, responsabile di EPPLab Itia-Cnr
e membro della piattaforma Tecnologica Europea ManuFuture e della piattaforma ManuFuture Italia

10 ■ Automazione & Industria
MERCATO
dell’Automazione e della Misura si ottiene un fatturato pari a 1.302.795 euro. Se il 2008 si è chiuso con un segno positivo, dovremo attenderci sicuramente qualche meno davanti alle cifre che caratterizzeranno i trend del 2009. Fonte di preoccupazione per le industrie di settore sono soprattutto gli ordinativi in frenata già dal novembre del 2008. Per alcuni operatori il peggio dovrebbe registrarsi nel secondo trimestre del 2009, mentre altri stanno già avvertendo qualche segno di ‘non-peggioramento’. Per loro, forse, il peggio è già passato. Il portafoglio ordini indica
L’automazione soff re, ma sarà tra i primi a ripartireIL PEGGIO PER L’AUTOMAZIONE È PASSATO? FORSE. I DATI DI ASSOAUTOMAZIONE/ANIE CONFERMANO UN 2008 POSITIVO
E ANTICIPANO UN PRIMO TRIMESTRE 2009 IN BRUSCA FRENATA. IL PRESIDENTE ROBERTO MAIETTI INVITA AD UN MAGGIORE
OTTIMISMO E SUGGERISCE UNA STRATEGIA ANTICRISI CHE S’ISPIRI ALLA TRADIZIONE AGRICOLA
VALERIA VILLANI
che, per ora, confermano una ‘generale soff erenza’ con cali degli ordini tra il 30 e l’80%. Poiché intorno a questa fase congiunturale si è distribuito anche fi n troppo pessimismo, secondo il presidente di AssoAutomazione Roberto Maietti è prima di tutto necessario concedersi un po’ di ottimismo e di sana fi ducia, evitando possibilmente gli stessi errori commessi nel corso di crisi passate.
una battuta d’arresto per tutti i prodotti del comparto automazione nel primo trimestre dell’anno. La domanda nazionale di prodotti per l’automazione risulta particolarmente debole, condizionata dalla crisi perdurante in settori chiave per l’automazione quali la meccanica (-50%), la siderurgia, il legno (-70%), il tessile (-70%) e, in parte, il packaging per il comparto alimentare. Per quanto riguarda, comunque, le previsioni per il 2009 AssoAutomazione non comunica ancora dati oggettivi. Proseguono infatti i confronti verbali con le aziende del comparto
Da una prima rielaborazione dei dati relativi all’andamento del settore dell’automazione e della misura in Italia da parte di AssoAutomazione emerge
che l’anno 2008 si è chiuso con una crescita complessiva tra l’1% e il 2% rispetto al 2007 per tutti i segmenti del settore. Sommando i dati di fatturato defi nitivi già disponibili per alcuni segmenti dell’automazione (azionamenti elettrici, Hmi e soft ware, plc e I/O), l’Associazione Italiana

Automazione & Industria ■ 11
MERCATO
A sinistra
Roberto Maietti,
presidente di
AssoAutomazione
federata
Confi ndustria Anie
L’andamento altalenante dell’economia, accentuatosi
dal 2000 in poi, è un dato di fatto anche per il settore
dell’automazione. Qual è l’errore che le aziende
continuano a commettere?
Persiste una scarsa capacità ad adattarsi in tempi brevi a questa ciclicità fatta di grandi spinte e di brusche frenate del mondo produttivo. È un errore ricorrente che si commette a tutti i livelli, non solo imprenditoriale, ma anche normativo e istituzionale. Si fatica ad assumere una visione strategica per il futuro e a mettere in atto riorganizzazioni signifi cative o revisioni dei rapporti commerciali tra i soggetti. L’errore poi se vogliamo è anche quello insito nel genere umano di un’illusione dell’infi nito positivo.
C’è qualcosa nella portata di questa crisi che le
sembra più grave di quelle passate?
L’estensione e l’omogeneità del fenomeno. Questa crisi, iniziata come un crollo fi nanziario e ben presto trasformatasi in una recessione industriale e tecnologica, ha colpito sin da subito il comparto dell’automazione, poiché si è verifi cato un blocco signifi cativo nella realizzazione di nuove linee, singoli impianti o macchinari di produzione. Molti progetti nuovi sono stati riconvertiti in attività di manutenzione aggiuntiva su impianti esistenti.
Chi sta soff rendo di più nel settore?
Le pmi, che nel nostro Paese vuol dire aziende con un fatturato di 10-20 milioni di euro, per le quali è fondamentale la dimensione di accesso al credito. La crisi fi nanziaria le ha messe in ginocchio. I costruttori di macchine sono stati tra gli utilizzatori d’automazione più penalizzati: stanno registrando un calo signifi cativo degli ordini che, in base ai settori primari di riferimento, oscilla tra il 30% e il 50%. Il primo trimestre del 2009 è stato particolarmente duro per la macchina utensile italiana.
Esiste un comparto dell’automazione o dei settori
industriali di riferimento che rappresenta ancora
un’isola felice?
Nell’ambito delle tecnologie d’automazione applicate ai settori dell’energia, delle utility e, in particolare, delle rinnovabili, sono stati confermati tutti gli investimenti, nessun progetto nuovo è stato bloccato. La tecnologia per il tracking dei pannelli fotovoltaici è un’isola particolarmente felice, è un settore molto giovane e vincente in grado di aprire scenari interessanti per l’automazione in Italia, destinato a crescere, anche grazie alle sovvenzioni governative previste fi no al 2010, o nel migliore dei casi, il 2012.
Il nucleare sarà un’opportunità per l’automazione?
Senz’altro, anche se per il momento non è ancora un settore di sbocco in grado di assorbire molta automazione. In generale, l’automazione avrà un grosso impatto sul nucleare e sul settore delle rinnovabili, che saranno fonti energetiche molto vantaggiose in futuro. Ma dovremo avere ancora un po’ di pazienza, almeno per cinque anni.
E l’automotive?
Quello automobilistico, un settore storico e sempre molto qualifi cante per l’automazione, ha sempre mantenuto attività di R&D spinte ai massimi livelli ed è già pronto a ripartire. A partire dal 2010, l’avvio di nuovi progetti di sviluppo di auto sempre più compatte ed economiche, a basso impatto ambientale, porteranno alla progettazione di linee di assemblaggio e produzione sempre più competitive in termini di performance e fl essibilità, nelle quali l’automazione manterrà un ruolo primario.
In generale, come potrebbe l’automazione aiutare
il mondo produttivo ad aff rontare meglio l’attuale
momento economico?
Le tecnologie d’automazione possono rivelarsi un valido supporto nel monitoraggio e nella

12 ■ Automazione & Industria
MERCATO
riduzione dei consumi in produzione. Si pensi, ad esempio, alla possibilità di ricorrere agli inverter di nuova generazione o ai motori ad alta effi cienza per ottimizzare i consumi energetici sugli impianti.Nell’ambito delle utility e dei trasporti, le municipalizzate potrebbero guadagnare importanti punti di risparmio nell’erogazione dell’energia, dei servizi accessori e nelle attività di manutenzione programmata, se ricorressero maggiormente a tecnologie spinte per il controllo remoto e in continua, e per il monitoraggio delle reti di distribuzione.
Qualche suggerimento per le aziende del comparto?
Tenere i nervi saldi e stimolare al massimo il confronto. Analizzare e comprendere i trend. Lavorare di più in un’ottica strategica, proiettata al futuro. Limitare il ricorso a drastiche riduzioni del personale che privano l’azienda di competenze preziose. Partecipare ad iniziative di alfabetizzazione su nuove tecnologie e di ottimizzazione di quelle esistenti. Valorizzare un atteggiamento che non prediliga più la valutazione del costo di un prodotto, ma del costo di gestione/di esercizio del macchinario o dell’impianto. Valutare gli eff etti congiunti di una tecnologia e del suo utilizzo nel tempo.
Un problema urgente da risolvere?
Negli ultimi anni il settore è stato affl itto da un progressivo livellamento dei prezzi verso il basso
e da un signifi cativo allungamento dei termini di pagamento. Oggi a testimoniare la fase critica dell’industria si evidenziano modalità di pagamento ancora più diluite nel tempo, fi no a 30 giorni in più rispetto alle tempistiche consuete.Occorre dunque risolvere il problema dei pagamenti. Se non si ricorre ad una moratoria per far rispettare le scadenze e ridurre queste tempistiche, sarà diffi cile riprendersi e ogni nuova crisi ci coglierà impreparati.
La migliore strategia anticrisi?
Saper sfruttare questa fase di stallo per pianifi care nuovi investimenti e continuare a ‘innovare’. Come suggerisce la tradizione agricola, anche negli inverni lunghi e bui l’agricoltore non smette di seminare. Chi non pianifi ca adesso attività per il futuro corre il rischio di crollare, magari proprio nella fase di ripresa dopo essere ‘sopravvissuto’ trionfante a questa crisi.
Come s’immagina questo comparto dopo la crisi?
Credo che l’automazione sarà tra i primi settori a benefi ciare della ripresa. Quando la produzione riprenderà alla grande, sarà necessario aggiornare con velocità le linee produttive.Mi immagino il nostro comparto alle prese con un vero e proprio ‘overbooking’ di tecnologie a supporto di nuovi progetti che partiranno e in risposta alla forte accelerazione della richiesta di componentistica a bordo macchina. �
Font
e: A
ssoA
utom
azio
ne
ANDAMENTO PER SEGMENTI DEL MERCATO DELL’AUTOMAZIONE E DELLA MISURA IN ITALIAFatturato 2007(migliaia euro)
2007/2006 (valori %)
Fatturato 1° semestre 2008 (migliaia euro)
1° 08/1° 07 (valori %)
Fatturato 2008(migliaia euro)
2008/2007 (valori %)
Azionamenti elettrici 499.153 4 289.491 9 511.053 2
Encoder 32.264 7 18.631 16 n.d. n.d.
Ups 193.537 6 91.619 0,1 n.d. n.d.
Hmi e software 150.740 8 80.612 4 153.710 2
Plc 439.339 13 237.405 5 446.528 2
I/O 189.375 13 102.021 6 191.504 1

14 ■ Automazione & Industria
MERCATO
Con oltre 400 aziende, l’industria italiana dell’automazione industriale è una delle colonne portanti del manifatturiero. Considerata fi ore all’occhiello
dell’economia nazionale, occupa i vertici delle classifi che internazionali di settore, risultando quarta produttrice e terza esportatrice mondiale di sistemi per produrre. Ovunque apprezzata per contenuti tecnologici innovativi e affi dabilità, l’off erta italiana ha forse nell’estrema personalizzazione la sua qualità migliore, in virtù della capacità dei costruttori di off rire soluzioni in grado di adattarsi perfettamente al processo, oltre che al prodotto, degli utilizzatori. Abbiamo chiesto al presidente di Ucimu, Giancarlo Losma, qual è l’attuale stato di salute delle aziende del settore e quali sono le prospettive future più interessanti per questo comparto.
NONOSTANTE UN 2008 ‘VIVACE’, PER I PRODUTTORI
DI MACCHINE UTENSILI I PRIMI MESI DEL 2009
SONO STATI COMPROMESSI DALLA NEGATIVA
CONGIUNTURA ECONOMICA MONDIALE. CE NE PARLA
GIANCARLO LOSMA, PRESIDENTE DI UCIMU
FRANCESCA LEONARDI
Giancarlo
Losma,
presidente
di Ucimu
Investire in ricerca e sviluppo, una soluzione anti
Automazione & Industria ■ 15
MERCATO
Come ha risposto il settore alla crisi che
ha coinvolto l’economia mondiale?
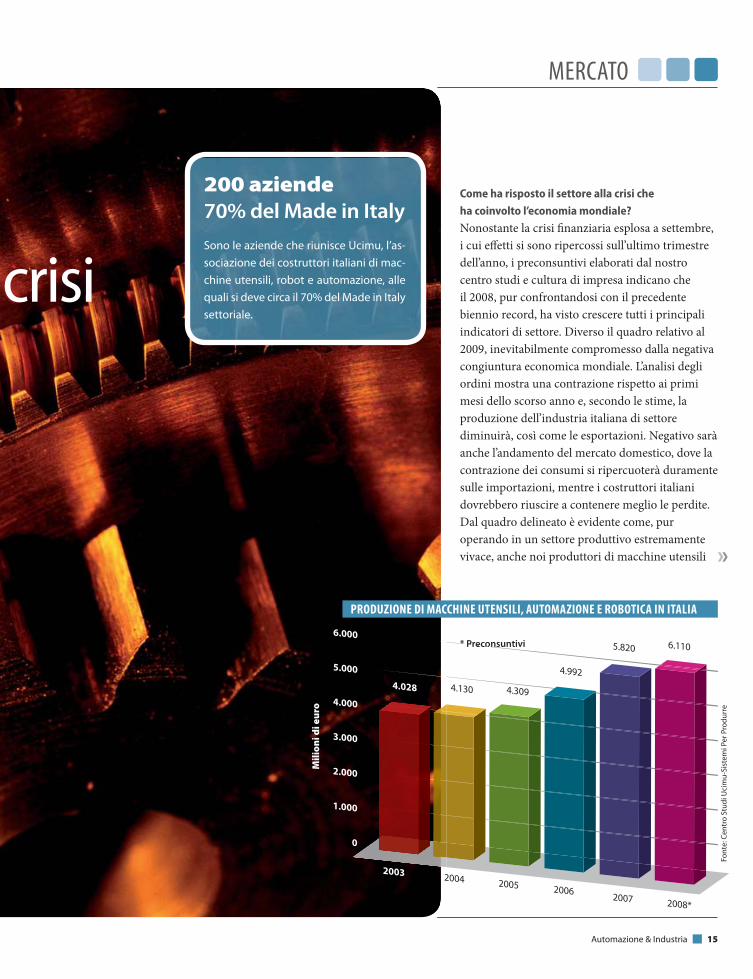
Nonostante la crisi fi nanziaria esplosa a settembre, i cui eff etti si sono ripercossi sull’ultimo trimestre dell’anno, i preconsuntivi elaborati dal nostro centro studi e cultura di impresa indicano che il 2008, pur confrontandosi con il precedente biennio record, ha visto crescere tutti i principali indicatori di settore. Diverso il quadro relativo al 2009, inevitabilmente compromesso dalla negativa congiuntura economica mondiale. L’analisi degli ordini mostra una contrazione rispetto ai primi mesi dello scorso anno e, secondo le stime, la produzione dell’industria italiana di settore diminuirà, così come le esportazioni. Negativo sarà anche l’andamento del mercato domestico, dove la contrazione dei consumi si ripercuoterà duramente sulle importazioni, mentre i costruttori italiani dovrebbero riuscire a contenere meglio le perdite.Dal quadro delineato è evidente come, pur operando in un settore produttivo estremamente vivace, anche noi produttori di macchine utensili
crisi
* Preconsuntivi
PRODUZIONE DI MACCHINE UTENSILI, AUTOMAZIONE E ROBOTICA IN ITALIA
* Precon
Font
e: C
entr
o St
udi U
cim
u-Si
stem
i Per
Pro
durr
e
Mili
oni d
i eur
o
Sono le aziende che riunisce Ucimu, l’as-sociazione dei costruttori italiani di mac-chine utensili, robot e automazione, alle quali si deve circa il 70% del Made in Italy settoriale.
200 aziende 70% del Made in Italy

16 ■ Automazione & Industria
MERCATO
siamo stati travolti dalla crisi fi nanziaria che si è abbattuta sull’economia mondiale. Le diffi coltà d’accesso al credito hanno comportato una riduzione degli investimenti in beni strumentali, con il conseguente annullamento di molti ordini. Trovandoci ad operare in un simile contesto abbiamo dovuto cercare di contenere le perdite, provando magari a convogliare le poche risorse disponibili sull’attività di ricerca e sviluppo. Dopo alcuni mesi a dir poco complicati, oggi cominciamo ad immaginare un’inversione di tendenza per il prossimo futuro, in conformità con quanto previsto da molti indicatori economici che prevedono una ripresa già nella seconda metà del 2009. Paiono inoltre confortanti le notizie che giungono dal mercato delle materie prime, che si è rimesso in moto, nonché dalla ripresa della produzione dell’industria cinese e dalla positiva reazione del settore automotive agli incentivi approntati per ridare respiro al comparto.
Quali iniziative ha intrapreso Ucimu per sostenere
le imprese associate durante la crisi?
Ucimu ha fatto il possibile per sostenere le aziende associate con ogni mezzo a disposizione. Molti sono stati gli sforzi volti a sensibilizzare le istituzioni riguardo la difficile situazione attraversata dal manifatturiero e numerose le proposte formulate per dare respiro al settore, tra le quali ricordo la liberalizzazione dei criteri di ammortamento per investimenti in beni strumentali a elevata tecnologia e la rivalutazione dei beni strumentali in possesso delle imprese. Quest’ultimo provvedimento, in particolare, permetterebbe alle imprese di evidenziare meglio il proprio patrimonio e, di conseguenza, ottenere più facilmente finanziamenti dalle banche, superando il gravoso problema dell’accesso al credito che, a causa della crisi, si è venuto a creare.In ottica dopo crisi, l’associazione ha avviato
ESPORTAZIONI E SALDO COMMERCIALE
Fonte: Centro Studi Ucimu-Sistemi Per Produrre
Saldo
Esportazioni
* Preconsuntivi
Mili
oni d
i eur
o

MERCATO
numerose indagini di marketing volte ad individuare le aree più promettenti nelle quali investire al momento della ripresa. Parte dei risultati di queste ricerche sono stati esposti durante la conferenza ‘Progetto Balcani: opportunità per la macchina utensile italiana e dintorni’, che si è svolta a Bergamo nel mese di marzo.L’associazione ha inoltre intensifi cato le iniziative promosse per agevolare i rapporti e sviluppare il confronto tra banca e imprese. L’obiettivo è presentare alle banche le caratteristiche e le peculiarità dell’industria italiana costruttrice di macchine utensili robot e automazione, affi nché gli istituti di credito possano valutare la concessione di fi nanziamenti considerando non soltanto la conformità ai parametri economico-fi nanziari, ma anche il business stesso
dell’azienda. L’obiettivo di facilitare l’accesso al credito per le imprese ‘ucimiste’, da sempre importante per l’associazione, ha inoltre spinto Ucimu a rendere disponibile un fondo di 500mila euro grazie al quale, anche attraverso l’intervento di Confi di Province Lombarde, Banca Popolare di Milano e Intesa Sanpaolo, è stata aperta una linea di credito di 7 milioni di euro che permetterà alle imprese associate di richiedere fi nanziamenti, a condizioni particolarmente agevolate, per pianifi care la partecipazione a Emo Milano 2009, la manifestazione dedicata alla lavorazione dei metalli. In questo modo anche le aziende più piccole, che sono certamente le più colpite dalla negativa congiuntura economica, avranno la possibilità di godere dei vantaggi derivanti dalla partecipazione alla ‘mondiale della macchina utensile’. �
Il leader tecnologico dei sistemi HMI/SCADA/Soft-Logic
L’azienda COPA-DATA, specializzata nel settore dell’automazione industriale, è il leader nel campo dei software HMI/
SCADA/Soft-Logic. Il suo ef cace e apprezzato software di gestione dei processi, zenon, automatizza, gestisce e visualizza
da ormai 20 anni la produzione e la distribuzione delle risorse in imprese appartenenti ai più diversi settori produttivi.
zenon viene utilizzato per realizzare la supervisione di processi industriali (SCADA) e come sistema di interfaccia uomo/
macchina (HMI). straton è una Soft-Logic IEC 61131-3 per realizzare il controllo di macchine o impianti.
zenon e straton sono applicati principalmente nei seguenti settori: Food & Beverage, Energy, Automotive, Building
Automation, Pharma, costruttori di macchine automatiche.www.copadata.it

18 ■ Automazione & Industria
SCENARI
Il futuro della produzione industriale è nell’IctIL COINVOLGIMENTO DI MARCO TAISCH DEL
POLITECNICO DI MILANO NEL PROGETTO DI RICERCA
INTERNAZIONALE IMS2020 PROMOSSO DALL’UE.
NEGLI IMPIANTI PRODUTTIVI DEL FUTURO
SARÀ SEMPRE PIÙ STRATEGICO IL RUOLO
DELL’ICT. L’OPERATORE ACQUISIRÀ SEMPRE PIÙ
INFORMAZIONI DIRETTAMENTE DAL CAMPO
VALERIA VILLANI
Fronteggiare la crisi del mondo produttivo? È ancora possibile, purché si scelgano strategie e tecnologie innovative a sostegno di sistemi di produzione intelligenti, plug n’ produce
ed ‘energeticamente’ effi cienti, senza limitare investimenti e prospettive nel campo delle attività di ricerca e sviluppo. Ovviamente è una sfi da. Una delle tante che si sono posti i 90 soggetti, organizzazioni di ricerca e imprese europee, statunitensi, coreane e giapponesi, che partecipano ad IMS2020 (Intelligent Manufacturing Systems), un progetto di ricerca internazionale sostenuto dall’UE con ben 2 milioni di euro, fi nalizzato a delineare le linee di sviluppo ed evoluzione dei sistemi produttivi e dell’automazione industriale dei prossimi anni, con particolare enfasi sui temi della sostenibilità ambientale e del risparmio
energetico (www.ims2020.net). In Italia, il Politecnico di Milano ha un ruolo importante nel progetto. È Marco Taisch, professore associato di Gestione dei Sistemi Logistici e Produttivi e di Sistemi di Produzione Automatizzati della Facoltà di Ingegneria Gestionale, a fornire qualche anticipazione sugli scenari futuri che stanno emergendo dalla ricerca, raccontando la sua esperienza di collaborazione con Bruxelles come coordinatore di IMS2020.
L’Europa come sta aiutando il settore manifatturiero
ad aff rontare la congiuntura sfavorevole?
Trovo che il sostegno più importante della Commissione Europea sia in un messaggio, un incoraggiamento lanciato a tutti i Paesi, che si può leggere tra le righe di iniziative come lo stesso progetto IMS2020: non limitarsi a fornire ‘soldi veri’ alle aziende, ma promuovere l’adozione di nuove strategie basate fortemente sulla ricerca e l’innovazione industriale, quella vera, competitiva. Solo così ogni Stato potrà garantire crescita e sviluppo sostenibili alle imprese sul territorio nel medio-lungo periodo.
Le imprese nel frattempo come reagiscono?
Tagliano. Riducono l’organico, le iniziative di formazione e spesso azzerano le attività di ricerca e sviluppo, in attesa di tempi migliori. È il danno peggiore che un imprenditore possa arrecare a se stesso e all’azienda. La perdita anche solo di un anno e mezzo di innovazione industriale si pagherà cara,

Automazione & Industria ■ 19
SCENARI
soprattutto in settori ad alto contenuto tecnologico come l’automotive e mentre altri Paesi emergenti non smettono di investire.
Quali alternative avrebbero?
Una, quella più importante, è appunto continuare ad investire nell’R&D e nell’innovazione industriale. Potrebbere essere questa la migliore strategia anticrisi.
Il progetto IMS2020 sta defi nendo nuovi scenari di
produzione ‘intelligente’. Può anticipare qualche
dettaglio degli impianti industriali del futuro?
Saranno impianti scalabili, riconfi gurabili, molto fl essibili e reattivi, capaci di reagire sempre più velocemente ad eventi imprevisti come repentini cambi di tipologia e volume di produzione. In altre parole, saranno sistemi plug ‘n produce, veri e propri ecosistemi dinamici, cooperativi, ideati per l’effi cienza energetica tramite Ict.
Come si presenterà un impianto plug ‘n produce?
I sistemi di produzione plug ‘n produce saranno facilmente scalabili perché composti da moduli indipendenti e universalmente compatibili, in modo analogo a quanto siamo abituati appunto a vedere nelle nostre case con la tecnologia plug ‘n play. Oggi posso collegare la stampante al pc che preferisco
e stampare in pochi secondi senza necessità di confi gurazione o installazione, domani un direttore di produzione potrà modifi care la confi gurazione del proprio impianto produttivo senza dover passare attraverso la lunga e costosa fase di confi gurazione e integrazione con il sistema informativo a supporto. Si potrà disporre di maggiore libertà d’azione quando si dovrà reagire ad eventi imprevisti (domanda, indisponibilità di risorse per guasti ecc) o anche previsti.
Quali tecnologie potranno rendere concretamente
operativo un sistema plug ‘n produce?
Recentemente sono già stati compiuti notevoli passi avanti in termini di fl essibilità e riconfi gurabilità grazie all’evoluzione della componente meccanica degli impianti, si pensi ad esempio ai robot industriali multiassiali. Sarà però l’Ict (Information & Communication Technology) il fattore abilitante principale per l’identifi cazione automatica, l’autoconfi gurazione e il dialogo tra singoli componenti (moduli) di un sistema di produzione. Anche l’impiego delle tecnologie Internet si sta sempre più consolidando come strada maestra per rendere operativa questa visione nel mondo reale. Mi riferisco in particolare alle tecnologie web service per la loro insita capacità di incapsulare una qualsiasi funzionalità (nel nostro contesto si pensi allo spostamento di un pezzo in produzione tramite un braccio meccanico) e di esporla in modo che possa essere richiamata in maniera trasparente da un altro web service.
Quale ruolo avrà l’operatore in un ecosistema di
produzione dinamico e cooperativo?
La crescente pervasività delle tecnologie Ict permette sempre più anche a semplici ed economici componenti di un sistema di produzione, come la mano/end-eff ector di un robot industriale, una valvola, un singolo sensore, di essere dotati di basilari capacità sensoriali, comunicative e cognitive, aumentando il
Marco Taisch, docente
della Facoltà di
Ingegneria Gestionale
al Politecnico
di Milano. Esperto
della Commissione
Europea per i
temi relativi al
manufacturing, ha
contribuito alla stesura
del 7° Programma
Quadro 2007-2013

20 ■ Automazione & Industria
SCENARI
loro grado di autonomia e interazione con l’ambiente esterno. L’operatore ‘entrerà’ in un impianto produttivo acquisendo direttamente dal campo sempre più informazioni rilevanti per le decisioni gestionali e strategiche. Informazioni e decisioni non saranno pensate dall’operatore e implementate sull’impianto, ma si costruiranno dinamicamente, in tempo reale dal campo e saranno scambiate con l’operatore in modo da permettere, sempre in tempo reale e basandosi sullo stato del sistema, una negoziazione sulla decisione riguardo le attività da eff ettuare. Già oggi, grazie a sensori e tecnologie che permettono di conoscere lo stato del sistema in tempo reale, si possono prendere decisioni basate sullo stato del sistema, si pensi alle tecnologie Rfi d. È ora necessario sviluppare metodi e modelli per usufruire di queste informazioni e trasformarle in dati in tempo reale per prendere decisioni, partendo da una distribuzione decentralizzata e pervasiva dell’intelligenza nei sistemi produttivi.
Tra i focus di IMS2020 c’è anche l’effi cienza
energetica. Quali evoluzioni dobbiamo attenderci
in questo ambito?
L’effi cienza energetica sarà un fattore chiave nell’ottimizzazione dei sistemi di produzione del futuro. Per metterla in pratica, è necessario che l’energia consumata sia misurata localmente in tempo reale. Ancora una volta le tecnologie Ict saranno fondamentali per quest’evoluzione. L’intero sistema di produzione, comprese le attività di controllo dello stesso, dovrà sempre ‘essere a conoscenza’ del livello di energia consumata e si dovrà sviluppare una piattaforma che integri e permetta lo scambio trasparente delle informazioni. Occorre sviluppare una visione omnicomprensiva di ottimizzazione locale e globale supportata dalle tecnologie Ict. La politica di consumo energetico potrebbe anche essere adattabile alle strategie adottate dalle aziende e alle diff erenti condizioni
esterne; ad esempio, quando vi è disponibilità di energia proveniente da fonti rinnovabili potrebbe essere opportuno aumentare la produzione, piuttosto che doverlo fare in presenza di energia proveniente esclusivamente da fonti esauribili.
Lei non si occupa solo di sviluppi futuri dei modelli
di manufacturing, ma anche di Serious Gaming per
la formazione di executive e senior manager. Dal
suo punto di vista, come cambierà la formazione dei
giovani ingegneri nei prossimi anni?
Oggi, la formazione ingegneristica porta a progettare e costruire sistemi effi caci, in grado di raggiungere lo scopo, ed effi cienti, ovvero che lo facciano a costi bassi. Domani, si dovrà aggiungere una terza dimensione, la sostenibilità ambientale, che purtroppo è spesso in contrasto con le due precedenti: un prodotto che sia meno inquinante spesso costa di più. La sfi da professionale dei futuri ingegneri è nel risolvere questo dilemma, trovando soluzione che rappresentino un compromesso. Molto si può fare lavorando sull’educazione del consumatore, ma molto dovrà essere fatto dai progettisti e dai manager aziendali per mettere a disposizione prodotti e serviz che, pur mantenendo competitive le loro imprese, siano in grado di cogliere la sfi da della sostenibilità.
Ha preso recentemente qualche iniziativa personale
per uno stile di vita più sostenibile e ‘indirizzato al
risparmio energetico’?
Il mio stile di vita è sicuramente cambiato o, perlomeno, presto attenzione ad aspetti cui prima ero indiff erente. Utilizzo lampadine a basso consumo, programmo più attentamente il riscaldamento dell’abitazione e riduco il consumo di plastica ricorrendo all’acqua dell’acquedotto. Dato il lavoro che svolgo, cerco in ogni occasione di sensibilizzare ed educare verso i temi della sostenibilità le numerose persone- studenti universitari e professionisti- con le quali sono in contatto quotidianamente. �

Dal 1991
DIAMO COMPETITIVITÀ ALLE VOSTRE APPLICAZIONICON SOLUZIONI
Af dabiliPerformantiCompatteEconomiche
AZIONAMENTI E MOTORI PASSO PASSO
Viale Ludovico Ariosto, 492/D50019 Sesto Fiorentino - FIRENZETel. +39 055 4207746 Fax. +39 055 4207651

22 ■ Automazione & Industria
TECNOLOGIE
I ROBOT CI RENDONO PIÙ FELICI? IMPROBABILE, MA OFFRONO CERTAMENTE MOLTI VANTAGGI... STEFANO CAZZANI
Così Tiziano Terzani descrisse una fabbrica giapponese totalmente robotizzata, aff ascinato da un ambiente dove le macchine creavano altre macchine a benefi cio dell’uomo, ma preoccupato per la loro incapacità di creare felicità.Sono passati più di vent’anni dalla visita di Terzani a quella fabbrica e non sappiamo se gli operai e i manager incontrati da Terzani sono oggi più felici di allora. Quello che sappiamo per certo, invece, è che quella fabbrica è ancora pienamente attiva nello stesso luogo, che l’azienda proprietaria è saldamente il leader mondiale del
“Massicce fi gure di ferro aprono le loro fauci gigantesche, snelle braccia di ferro prendono pezzi di metallo da scaff ali
ben ordinati e ce li infi lano dentro. Le fauci si richiudono. Una dozzina di teste roteanti si buttano sul pezzo nascente: alcune trivellano, altre piallano o limano o lucidano. Il braccio riaff erra il pezzo, lo rivolta e nuove teste appaiono e si abbassano. Il procedimento continua fi nché il pezzo viene spinto verso la prossima macchina”.
Il robot come strumento competitivo
Font
e: F
anuc
Rob
otic
s

Automazione & Industria ■ 23
TECNOLOGIE
proprio mercato di riferimento e che i robot di allora sono stati sostituiti dai loro ‘fi gli’ di nuova generazione, ancora più effi cienti e fl essibili dei loro ‘padri’.L’investimento fatto in automazione ha dato pertanto i frutti sperati, consentendo ad un’azienda che ha mantenuto tutte le sue fabbriche in una Nazione ad alto costo del lavoro, non solo di sopravvivere, ma di prosperare e di essere più effi ciente della concorrenza. Ancora oggi è questa una delle ragioni primarie che supporta l’espansione delle soluzioni robotizzate
nell’industria manifatturiera: la ricerca di una maggiore competitività attraverso la riduzione dei costi operativi e l’aumento della fl essibilità di una linea di produzione automatica.
I robot sono fra di noiSe inizialmente erano state le grandi aziende, in particolare quelle del settore automobilistico, ad introdurre i robot in fabbrica spinte dall’esigenza di produrre di più, oggi il quadro è mutato e la scelta di investire in robotica e automazione è sempre più interessante anche per le piccole e medie aziende
Oltre un milione nel mondoNelle fabbriche di tutto il mondo si stima che siano stati installati oltre 1 milione di robot e la tendenza alla crescita non accenna a dimi-nuire. Secondo l’ultima ricerca World Robotics 2008 pubblicata da Ifr Statistical Department, nel 2007 sono entrati in servizio altri 115mila robot industriali in tutto il mondo facendo arrivare la ‘popo-lazione’ mondiale alla soglia del milione di unità. La stessa ricerca prevede che alla fi ne del 2011 i robot utilizzati nelle applica-zioni industriali sfi oreranno le 1,2 milioni di unità. Di tutto rispetto le cifre relative al mercato italiano, che è il secondo in Europa dopo quello tedesco, caratterizzato da
Mig
liaia
di u
nità
STIMA DEL NUMERO DI ROBOT INDUSTRIALI INSTALLATI NEL MONDO
* Previsione
Fonte: Ifr World Robotics 2008
una forte domanda proveniente dall’in-dustria automobilistica e da un’altret-tanto marcata crescita di fornitura in quasi tutte le altre industrie come quella del packaging, alimentare, farmaceutica e cosmetica. Si stima che alla fi ne del 2007 nella fabbriche italiane erano al lavoro circa 64.500 robot, che diverranno oltre 70mila a fi ne del 2011. Interessante notare anche l’indicatore d’automazione dei vari Paesi, identifi cato come il numero di robot industriali multifunzionali ogni 10mila dipendenti attivi nell’industria manifatturiera. Il Giappone è da sempre
ai vertici di tale classifi ca, con un valore dell’indicatore che raggiunge i 310 robot operativi ogni 10mila dipendenti dell’in-dustria manifatturiera, con picchi straor-dinari nel settore automobilistico, dove è operativo un robot ogni cinque operai. Molto automatizzata risulta la Germania, con una densità di 234 robot per 10mila operai, seguita dalla Corea con 185. Nella parte alta della classifi ca fi gurano appaiate Italia e Stati Uniti, che ne hanno 116 e la Svezia con 115. A seguire tutti gli altri Paesi che hanno un indice di auto-mazione inferiore a 100.

24 ■ Automazione & Industria
TECNOLOGIE
che operano in qualunque settore manifatturiero. Infatti, la necessità di ridurre i costi, aumentare la fl essibilità e migliorare la qualità sono oggi requisiti comuni a tutte le aziende, indipendentemente dalla loro dimensione e dal rispettivo mercato di riferimento. I robot sono fondamentali strumenti di competitività, capaci di aiutare gli imprenditori a vincere le sfi de del mercato globale e di reagire in tempo reale all’evoluzione della domanda, alle mutevoli richieste di un mercato che richiede la
gestione di lotti di produzione sempre più piccoli e a costi sempre più bassi. In questo senso sono sempre di più le aziende che scelgono d’investire pesantemente in automazione fl essibile, e prima di tutto in robotica, quale alternativa strategica alla delocalizzazione della produzione in Paesi caratterizzati dal basso costo della manodopera. L’uso dei robot si è progressivamente diff uso a macchia d’olio e attualmente sono numerosissime le applicazioni in ambito manifatturiero come saldatura, incollaggio, sigillatura,
Comunicazione
Metalli di base
Elettrico/elettronica
Non metallico
Macchine (industriali e consumer)
Alimentare
Prodotti metallici
Componentistica auto
Chimica, gomma e plastica
Veicoli a motore
2006
2007
Fonte: Ifr World Robotics 2008 0 1.000 2.000 3.000 4.000 5.000 6.000 7.000 8.000
STIMA DEI ROBOT INDUSTRIALI FORNITI IN EUROPA NEL PERIODO 2006-2007 PER SETTORE APPLICATIVO
Font
e: F
anuc
Rob
otic
s
Font
e: A
bb
Font
e: A
bb

Automazione & Industria ■ 25
TECNOLOGIE
verniciatura, assemblaggio, confezionamento e imballaggio, ma anche in molti altri processi industriali, come quelli tipici dell’industria alimentare e farmaceutica, che ne fanno uso. In molte applicazioni si è passati dall’asservimento di una singola macchina all’adozione di confi gurazioni sincronizzate multi-robot, a loro volta gestite da sofi sticate quanto fl essibili celle robotizzate in grado di adattarsi rapidamente al trattamento di prodotti diversi per far fronte alle sempre più mutevoli esigenze di produzione.
Più forme, più applicazioniSecondo gli esperti, la tecnologia dei robot ha ancora davanti a sé notevoli possibilità di sviluppo. Da un lato, infatti, benefi cia come altri settori dello straordinario progresso garantito dall’evoluzione della microelettronica, con la quale si realizzano ‘cervelli’ per robot sempre più sofi sticati. Dall’altro, lo studio di confi gurazioni meccaniche sempre più specializzate per i vari settori applicativi del robot ha consentito di realizzare prodotti di svariate forme e dimensioni con le quali si riescono ad ottimizzare anche le operazioni considerate più diffi cili.Nel nostro immaginario collettivo siamo abituati
ad associare al robot la sua caratteristica forma somigliante a quella di un braccio umano, che i tecnici identifi cano con il termine robot antropomorfo, ma nella realtà dei fatti il robot è oggi disponibile in molte forme e confi gurazioni, dalle più semplici alle più fantasiose, come quella a forma di ragno del robot Flex-Picker progettato da Abb per soddisfare alcune particolari esigenze di movimentazione tipiche dell’industria alimentare ed elettronica. Inoltre, i robot più moderni hanno anche dei ‘sensi’ più sofi sticati, che permettono loro di svolgere compiti non solo meramente esecutivi, ma anche adattabili al contesto reagendo alla situazione contingente. Ad esempio, i sensori di sforzo rendono automatizzabili operazioni fi no ad oggi manuali, quali applicazioni di assemblaggio complesse o lavorazioni di processo, e nuovi sistemi di visione tridimensionale rendono i robot in grado di vedere e muoversi in ambienti diffi cili. Ciò ha permesso di trovare nuovi compiti applicativi dei robot, in settori industriali dove ci sono ancora tante opportunità da cogliere, come ad esempio la cosmetica, l’alimentare, la biomedica, l’imballaggio, la logistica in genere e le energie rinnovabili. �
Può sembrare una provocazione, ma se ai robot fosse data la possibilità di espri-mersi, probabilmente affi ancherebbero volentieri i lavoratori ‘carne e ossa’ nelle manifestazioni fatte in difesa del proprio posto di lavoro in fabbrica. Nei Paesi occidentali, in passato, i robot erano considerati ‘nemici’ dei lavoratori, lo strumento per eccellenza per sostituire il lavoro manuale e ridurre il personale. Oggi, invece, si sta aff ermando una nuova sensibilità, paradossale rispetto all’ideolo-
gia dominante del passato: ‘solo grazie ai robot le fabbriche possono essere salvate’. A medio e lungo termine l’in-troduzione dei robot nelle industrie rap-presenterà l’unico modo per avere un più basso costo del lavoro e condizioni di lavoro migliori per gli uomini. I robot, infatti, non sempre tolgono lavoro, anzi bloccando la delocalizzazione verso i Paesi meno industrializzati, contribui-scono a salvare posti di lavoro in Italia e a creare nuove fi gure professionali.
Il robot difende la fabbrica

26 ■ Automazione & Industria
TECNOLOGIE
L’utilizzo dei sistemi di visione oggi non è più limitato al solo controllo della qualità, ma trova ampia applicazione anche nei processi industriali là dove la sensoristica convenzionale non è proponibile o appli-cabile. Tipici esempi sono l’orientamento di pezzi, la verifi ca di posizionamenti par-ticolari, il riconoscimento del lato da lavo-rare, il controllo del livello di liquidi speciali, l’inseguimento di un profi lo da lavorare, la ricerca e la centratura di fori e così via. Uno dei settori che cresce a ritmi interessanti è l’abbinamento tra le tecnologie della
visione artifi ciale con quelle della robotica. Stime autorevoli indicano che oggi solo il 5-10% delle applicazioni faccia uso di visione, un valore che ci si aspetta possa crescere fi no al 35-40% entro il 2012. Oggi la visione è già utilizzata in robotica per aiutare lo stesso robot a compiere ‘la mossa’ per la quale è stato programmato. Esistono molte altre applicazioni dove invece il rapporto s’inverte ed è il sistema di visione a coman-dare il robot. In questo caso il sistema di visione verifi ca la qualità del pezzo da montare, e solo se questa è conforme alle
Il robot che vede
Misurare beneper produrre meglioLE TECNOLOGIE NEL CAMPO DI SENSORI E SISTEMI DI MISURA CONSENTONO DI RINNOVARE L’APPROCCIO AL CONTROLLO DI QUALITÀ.
QUALI VANTAGGI POSSONO OFFRIRE OGGI I SISTEMI DI VISIONE IN TERMINI DI MIGLIORE REDDITIVITÀ? VEDIAMO ALCUNI ESEMPI
STEFANO CAZZANI
in grado di correggere da solo i propri errori e di comunicare più rapidamente e con maggior precisione le proprie misure al sistema di controllo al quale è collegato. Ciò signifi ca da un lato potere realizzare impianti più affi dabili e più produttivi, dall’altro poter creare applicazioni di automazione completamente nuove, che sfruttano le nuove tecnologie per aff rontare con approcci innovativi la manifattura di prodotti.
Misurare e comunicare. Queste le parole chiave di ogni sensore utilizzato nelle applicazioni industriali. Negli ultimi anni si è aggiunta
un’ulteriore parola chiave: ‘intelligenza’. Ma cosa signifi ca per un sensore essere intelligente e quali sono i vantaggi concreti che ne derivano? Sostanzialmente due: un sensore intelligente è

Automazione & Industria ■ 27
TECNOLOGIE
aspettative, comanda al robot di eseguire l’operazione succes-siva. La stretta integrazione tra il sistema di visione e il robot per-mette di avere una linea di pro-duzione molto più effi cace, in grado di verifi care assemblaggi complessi, allineamenti ed ese-guire controlli dimensionali precisi direttamente nel corso dell’esecuzione del lavoro, e non solamente quando il prodotto è già stato fi nito. In altre parole, il
controllo di qualità è parte inte-grante del processo produttivo e permette da un lato di evitare di produrre inutilmente oggetti che a fi ne linea andrebbero scartati perché non conformi alle spe-cifi che, dall’altro evita di ‘ingol-fare’ le linee con semilavorati non conformi che potrebbero danneggiare gli impianti lungo il percorso di produzione cau-sando fermi delle linee ancora più costose da gestire.
Un sensore per ogni applicazioneNel corso degli anni sono stati sviluppati sensori in grado di misurare praticamente ogni variabile fi sica e chimica, ma ancora oggi l’evoluzione continua e la ricerca di soluzioni nuove è particolarmente intensa proprio nel ‘tentativo di imitazione’ di alcuni sensi tipicamente umani, come la vista o l’olfatto, per i quali esistono ancora tantissime applicazioni inesplorate. Si pensi all’olfatto, uno dei sensi più diffi cili da replicare elettronicamente con uno strumento di misura. Sono già numerose le soluzioni commerciali sviluppate realizzando particolari ‘nasi elettronici’, soprattutto nel campo della sicurezza, in grado di identifi care gas pericolosi per l’uomo o particolari tipi d’esplosivo. Le applicazioni in campo industriale, però, sono potenzialmente molto più vaste e toccano praticamente quasi tutti i campi del ciclo produttivo. Basti pensare alle necessità di controllo qualità del settore alimentare e della cosmetica, dove un sensore elettronico potrebbe classifi care in modo sistematico e ripetibile i prodotti fi niti o i semilavorati in base alle caratteristiche olfattive. Alcuni prodotti di questo
tipo stanno arrivando sul mercato con costi appetibili per le applicazioni industriali e l’evoluzione della microelettronica e degli studi ad essa correlati fa ben sperare ad un futuro roseo di questo settore, nel quale la realtà odierna ha già superato quella che solo pochi anni fa era pura fantasia.
Controllo di qualitàBen più numerose sono invece oggi le applicazioni industriali di un altro senso nel quale l’essere umano eccelle: la vista. I cosiddetti sistemi di visione artifi ciale hanno raggiunto un discreto grado di notorietà sin dagli anni Ottanta e si sono diff usi principalmente come strumenti interessanti per il controllo qualità in produzione. La tecnologia ha fatto passi da gigante e in molti casi i sistemi di visione sono diventati elementi indispensabili di alcuni processi produttivi, dove la loro capacità di elaborazione specializzata ha consentito di ottenere rese ben superiori a quelle di un qualunque operatore umano. I sistemi di visione industriale sono dispositivi che acquisiscono e analizzano informazioni visive e vengono impiegati per automatizzare attività che richiedono una ‘vista’.Per l’acquisizione delle immagini sono impiegati un sensore ottico e le lenti di una telecamera. Un soft ware di visione analizza le immagini acquisite e comunica le informazioni elaborate ad un altro dispositivo. I sistemi di visione necessitano di dispositivi di illuminazione e vengono confi gurati tramite connessione ad un sistema di visualizzazione, ad esempio lo schermo di un computer. I sistemi di visione possono assumere numerose forme fi siche, a seconda delle esigenze dell’utente. Gli utenti possono acquistare un soft ware da abbinare alla telecamera e al processore, oppure è possibile acquistare un’unità indipendente che combini telecamera, processore e soft ware in un unico sistema.Ma che vantaggi possono off rire oggi i sistemi di visione in termini di migliore redditività? Vediamone alcuni esempi. Attraverso l’integrazione di sistemi di visione per garantire l’eliminazione dei difetti lungo

28 ■ Automazione & Industria
TECNOLOGIE
FATTURATO 2007 DEI PRODUTTORI TEDESCHI DI SISTEMI DI VISIONE PER SETTORE APPLICATIVO
la linea di produzione, è possibile ridurre gli scarti e i costi, oltre ad aumentare la soddisfazione dei clienti fi nali minimizzando i ritiri dal mercato. Tutti questi fattori hanno ovviamente un impatto positivo sul risultato fi nanziario. Nell’industria dei prodotti alimentari e delle bevande, la verifi ca ottica dei caratteri presenti sulle etichette o dei codici a barre tramite sistemi di visione è diventata uno strumento essenziale per verifi care che il numero dei lotti e le date di scadenza vengano applicati correttamente e in modo leggibile. Con i sistemi di visione automatici, i prodotti difettosi possono essere identifi cati e rimossi dal ciclo produttivo prima che entrino nella catena di distribuzione al dettaglio. La rintracciabilità completa del prodotto lungo il processo produttivo permette all’azienda di evitare costosi ritiri dal mercato e falsi scarti, un aspetto fondamentale nel settore della fornitura di prodotti alimentari. �
Il cinema sta riscoprendo le potenzialità della visione tridi-mensionale grazie a nuove tecnologie di ripresa e riprodu-zione su grande schermo, che off re la possibilità di generare ‘eff etti speciali’ sorprendenti. Lo stesso sta succedendo nel campo della sensoristica e della visione artifi ciale, dove stanno prepotentemente emergendo soluzioni di nuova generazione capaci di osservare il mondo in tre dimensioni. I vantaggi? Una maggiore capacità e precisione d’identifi -care la posizione degli oggetti nello spazio e la loro qualità superfi ciale.Le applicazioni? Tantissime, molte delle quali inimmaginabili con il tradizionale approccio bidimensionale. Ad esempio, grazie alla diversa percezione dello spazio tridimensionale è possibile realizzare sistemi di carico e scarico dei pezzi alla rinfusa più effi cienti rispetto a quelli attuali, senza necessa-riamente utilizzare pallet specifi ci per trasportare oggetti
o componenti. Un esempio reale di visione tridimensio-nale applicato alla robotica è rappresentato da una linea di preparazione dei panini per hamburger, nella quale ogni singolo panino va ispezionato prima di fi nire nel relativo imballaggio, con l’obiettivo di scartare i panini non perfetti. Una telecamera tridimensionale montata sul nastro traspor-tatore in uscita dal forno riesce a verifi care in tempo reale le dimensioni, il volume e l’altezza di ogni singolo panino, ma anche il numero e la distribuzione superfi ciale dei semi di sesamo sul panino stesso. Basandosi sui dati rilevati, la telecamera tridimensionale determina se sono stati rispet-tati i parametri di qualità impostati e informa il robot della posizione dei panini in arrivo da riporre nella cassetta degli scarti e di quelli che invece vanno riposti ordinatamente nei rispettivi imballaggi pronti per la consegna. Il robot, ligio al suo dovere, esegue.
Visione in 3D
Secondo una recente indagine pubblicata dalla sezione elabora-zione dell’immagine di Vdma, l’As-sociazione dei Costruttori Tedeschi di Macchine e Impianti, nel 2007
oltre l’85% del fatturato del settore è stato prodotto con applicazioni inerenti la produzione industriale. La fascia di clienti più importante per l’elaborazione industriale del-
In crescita la visione artifi ciale
Automobile
Elettrico/elettronico*
Vetro
Cosmetica/farmaceutica
Gomma e plastica
Metallo
Legno e carta
Biomedicale
Imballaggio
Stampa
Alimentare
Altri settori industriali
Applicazioni non industriali
Font
e: V
dma
* Compresi semiconduttori

Automazione & Industria ■ 29
TECNOLOGIE
Telecamere e sensori intelligenti
Sistemi di visione compatti
Sistemi di visione su pc
Illuminazione per sistemi di visione
Telecamere per sistemi di visione
Frame Grabber
Hardware pronto al rimbalzoSecondo una recente analisi pubblicata da Ims Research, il mercato dell’hardware dei sistemi di visione ritornerà presto a crescere, già dal 2010, dopo avere scontato l’eff etto recessione in corso. Tutte le applicazioni dei settori considerati emergenti per i sistemi di visione artifi ciale, come la biomedica o le macchine automatiche in genere, saranno quelle che per prime guideranno il ritorno a tassi di crescita positivi.
l’immagine resta l’industria dell’automobile e il suo indotto con una partecipazione del 29%. Rispetto all’anno precedente, questa percen-tuale ha subito una lieve fl essione, da attribuire ad una crescita dei settori di impiego nell’indu-stria in genere, non solo l’industria dell’auto-mobile. La seconda fascia di clienti per ordine d’importanza è l’industria dell’elettronica e dell’elettrotecnica (semiconduttori inclusi) con una partecipazione del 13%. Essa racchiude anche la produzione fotovol-taica che vede l’elaborazione dell’immagine ricoprire un ruolo sempre più di rilievo: le celle solari stanno arrivando, infatti, a livelli di qua-lità maggiori, mentre la produzione si fa via via più a buon mercato. L’industria farmaceutica e cosmetica, la produzione di metallo e le tec-nologie mediche sono sempre più indirizzate all’elaborazione dell’immagine.
MERCATO MONDIALE HARDWARE PER SISTEMI DI VISIONE PER TIPO DI PRODOTTO. CONFRONTO RICAVI PERIODO 2007-2012
Font
e: S
ick-
Ivp
Font
e: Im
s Re
sear
ch
MERCATO MONDIALE HARDWARE PER SISTEMI DI VISIONE PER AREA GEOGRAFICA. CRESCITA RICAVI PERIODO 2007-2012
Un sistema di visione
tridimensionale comanda la
selezione dei panini per hamburger
in base a forma, dimensioni e
presenza dei semi di sesamo 2008 2009 2010 2011 2012
10%
5%
0%
-5%
-10%
-15%
Emea
Americhe
Font
e: Im
s Re
sear
ch2007
2012
milioni di dollari

30 ■ Automazione & Industria
TECNOLOGIE
linea o il responsabile di produzione, entrambi perfettamente armati di ‘carta e penna’ per riempire schede e moduli o, nella migliore delle ipotesi, fogli Excel veicolati tra reparti e macchine via email. Eppure il mercato chiede tempi di reazione sempre più brevi, sia per riorganizzare al più presto il piano di produzione per far fronte a inconvenienti imprevisti, sia per reagire alle richieste di fl essibilità di ordini e consegne imposte dalla clientela. Nel corso degli anni le soluzioni informatiche hanno aiutato molto a ‘dematerializzare’ il fl usso di informazioni, grazie alla crescente diff usione dei sistemi gestionali d’impresa, come il celeberrimo Sap, usati in molte aziende produttive per stilare il piano di
Verso la fabbrica digitaleLE NUOVE TECNOLOGIE INFORMATICHE AL SERVIZIO DELLA PRODUZIONE. COME COMUNICARE MEGLIO
PER ESSERE PIÙ EFFICIENTI E PRODUTTIVI STEFANO CAZZANI
produzione e per gestire le transazioni fi nanziarie di tutta l’impresa. Allo stesso modo, gli impianti di automazione di fabbrica più moderni prevedono tutti la possibilità di essere collegati in rete, quanto meno per consentirne un telecontrollo remoto o per raccogliere a distanza segnalazioni di allarme. Esiste però tuttora una forte discontinuità tra i due mondi, quello della gestione aziendale che emette gli ordini di produzione giornalieri e quello della linea di produzione vera e propria, composta da una miriade di sistemi di varia complessità che adottano procedure sia automatiche, sia manuali. Tale discontinuità, che impedisce il fl uire delle informazioni dalla base al vertice della piramide aziendale e viceversa, di fatto è un ostacolo alla
Progettare e produrre senza cartaLa nuova frontiera dell’automazione produttiva è la stretta integra-zione tra i processi di progettazione del prodotto e di confi gurazione della relativa linea manifatturiera. Una maggiore integrazione tra i progettisti dei prodotti e i progettisti dei sistemi di produzione passa per una maggiore integrazione tra i rispettivi strumenti informatici di uso quotidiano. L’obiettivo strategico è chiaro: la fabbrica digitale, intesa come una nuova modalità nella quale le ottimizzazioni dell’am-biente produttivo possono, e devono, avvenire sin dalla prime fasi della progettazione del prodotto, e continuare per tutta la sua durata del ciclo di vita. Ad esempio, sarà possibile similare con uno straordi-nario grado di realismo la struttura e la confi gurazione degli impianti produttivi mentre il prodotto è ancora nella sua fase di progettazione, facilitando lo scambio di dati tra gli esperti dei relativi campi onde
Flessibilità, tracciabilità, effi cienza. Come ottenerle senza aumentare i costi di produzione di un prodotto? Una possibile soluzione viene dalla digitalizzazione delle informazioni
e dalla loro integrazione mirata a valorizzare le competenze che esistono in tutte le aziende senza soccombere in un mare di carta e procedure. È questa in sintesi la promessa delle nuove soluzioni informatiche pensate per gli ambienti di fabbrica, dove è assolutamente normale veder convivere sistemi e apparecchiature meccaniche, elettriche e informatiche di generazioni diverse tra loro, frutto di investimenti graduati nel tempo, e il cui unico ‘uffi ciale di collegamento’ è l’operatore di

Automazione & Industria ■ 31
TECNOLOGIE
ricerca di maggiore fl essibilità e redditività. “Oggi esistono soluzioni tecniche e organizzative per semplifi care lo scambio di informazioni a tutti i livelli dell’impresa produttiva e molte delle principali multinazionali hanno già tratto notevoli benefi ci da tali soluzioni”, conferma Giuseppe Bissi, Sales Manager dei sistemi Mes del settore Industry di Siemens. “Ma tali soluzioni sono oggi estremamente interessanti anche per imprese produttive di minori dimensioni o non necessariamente estese a tutto il mondo, perché la richiesta di fl essibilità, tracciabilità e redditività è trasversale per tutte le realtà produttive. Le soluzioni soft ware note come Mes (Manufacturing Execution System) non sono altro che una serie di programmi e collegamenti che permettono di facilitare la raccolta e lo scambio di informazioni relative alla produzione tra i vari livelli della fabbrica in modo ordinato e certifi cato”. Si pensi al caso di una fabbrica di birra, che magari ha già investito in un sistema gestionale tipo Sap per ottimizzare i fl ussi fi nanziari e di raccolta ordini, il quale giornalmente invia alla fabbrica il piano di produzione sulla base delle risultanze di ordini
Le tecnologie per
la fabbrica digitale
consentono
di progettare e
ottimizzare in
modo congiunto
sia il prodotto,
sia il relativo
impianto
manifatturiero
creare prodotti non solo funzionalmente ed esteticamente adatti al rispettivo mercato di riferimento, ma che siano anche economicamente producibili con un’adeguata redditività. In tal modo, la realizzazione di prodotti e la loro evoluzione nel tempo, in funzione dell’evoluzione del mercato e delle tecnologie, potrà avvenire migliorando la redditività degli impianti e delle persone coinvolte nella loro progettazione ed esecuzione. Tra i primi frui-tori di questo tipo di tecnologie vi sono certamente l’industria automobilistica e quella aerospaziale, i cui prodotti sono gene-ralmente molto complessi e allo stesso modo richiedono grande fl essibilità essere adattati nel tempo con minimi costi di riconfi -gurazione degli impianti. Se solo pochi anni il concetto di fab-brica digitale apparteneva al futuribile, oggi è invece operativo tra le principali industrie decise a puntare sull’innovazione.
e magazzino del giorno precedente. La fabbrica sarà realisticamente composta da una pluralità di apparecchiature automatizzate e manuali che, grazie all’esperienza degli operatori che ci lavorano, devono essere programmate e attivate per attuare il piano di lavoro previsto. Un problema comune è che tale programmazione e attivazione delle linee avviene di fatto con procedure manuali, ricopiando da dati cartacei o da comuni fogli Excel le informazioni necessarie.
Una lente d’ingrandimento sulla fabbricaAllo stesso modo, le informazioni sullo stato corrente della produzione sono di solito registrate nei sistemi di automazione di fabbrica in qualche forma, ma sono raccolte e parzialmente consolidate solo a fi ne giornata, il più delle volte a mano, per essere passate ai sistemi gestionali che hanno il compito di analizzare tendenze di più lungo periodo, eseguire analisi di redditività e pianifi care approvvigionamenti e manutenzioni per ottimizzare i processi. Continua Bissi: “il problema di questi scambi di dati tra fabbrica e gestionale è che spesso sono soggetti a incongruenze dovuti

32 ■ Automazione & Industria
TECNOLOGIE
intelligente di dati affi dabili e tracciabili”. In altri termini, i soft ware Mes rappresentano una ‘lente d’ingrandimento’ per analizzare ciò che succede in fabbrica, consentono di identifi care eventuali colli di bottiglia in modo sistematico e fanno fl uire le informazioni in modo affi dabile dal sistema gestionale a quello di automazione, accorciando i tempi di reazione per far fronte al mutare delle condizioni operative. Allo stesso modo, la presenza di un Mes facilita l’organizzazione delle informazioni sulla tracciabilità dei prodotti, ormai obbligatoria in molti settori di mercato. È così possibile risalire
I pannelli operatore presenti nelle mac-chine industriali possono assumere varie forme, dai semplici pulsanti ai più articolati pannelli video fi no ad assu-mere le sembianze di un potente pc con caratteristiche multimediali confronta-bili con i modelli da uffi cio. La tendenza all’integrazione tra linee di produzione e sistemi gestionali ha favorito la diff u-sione di pannelli operatore più sofi sti-cati, che non solo assolvono le funzioni
Dal pannello operatore al gestionale
Oggi è possibile monitorare da remoto lo stato delle attività degli impianti con un grado di realismo con-frontabile con quello delle console per videogiochi. L’obiettivo non è certo quello di divertirsi, bensì quello di comprendere a colpo d’occhio cosa sta succedendo nell’impianto: una fedele rappresenta-zione tridimensionale facilita l’immediata compren-sione degli eventi in corso. Le nuove tecnologie sono in grado di supportare la rappresentazione di grafi ca tridimensionale e immagini in movimento
in tempo reale con ottima qualità per quanto riguarda defi nizione e nitidezza. Nel momento in cui l’utente accede all’applicazione di supervisione di un impianto, gli oggetti grafi ci visualizzano i valori attuali e lo stato delle attività in tempo reale. Grazie alle funzionalità di navigazione che ricalcano quelle dei browser più diff usi, gli utenti possono creare facilmente un elenco di favoriti e passare veloce-mente da una schermata all’altra utilizzando i bot-toni ‘avanti’ e ‘indietro’.
La supervisione tridimensionale
Un pannello operatore, sul quale è installato un software Hmi/Scada innovativo come
zenon di Copa-Data compatibile con Windows e Windows CE, consente non solo di
governare la macchina sul quale è montato, ma anche di accedere alle informazioni sui
piani di produzione e gestione dell’intera fabbrica
ad errori umani, eseguiti in buona fede anche da operatori esperti, che però hanno altre priorità quotidiane alle quali dedicare maggiore attenzione.Il rischio è tuttora quello di prendere decisioni di pianifi cazione che si basano su stime dell’utilizzo delle risorse in fabbrica sostanzialmente errate. È proprio per evitare di prendere decisioni basate su presupposti errati che i soft ware Mes riscontrano oggi un crescente successo sul mercato: aiutano chi deve decidere ad avere a disposizione non una miriade di informazioni, bensì quelle che servono veramente e che sono il frutto dell’aggregazione
Font
e: C
opa-
Dat
a

Sembra un videogioco, invece è un vero sistema di supervisione
di fabbrica. La grafi ca 3D aiuta a rendersi immediatamente
conto di cosa stia succedendo sulla linea produttiva
Font
e: R
ockw
ell A
utom
atio
n
di governo della macchina operatrice sulla quale sono montati, ma che fungono anche da ‘punto di accesso’ al sistema informativo gestionale per consultare ordini di produzione, sistemi diagnostici, informazioni statistiche e quant’altro utile per trasformare l’operatore di linea da semplice esecutore a fi gura responsabile di un pro-cesso produttivo. Di conseguenza, i pannelli operatore moderni tendono ad essere dotati di capacità grafi che e di interazione mediante software specializzati che sono in grado sia di riprodurre le informazioni tipiche delle macchine operatrici, sia quelle ‘da uffi cio’ legate ai sistemi di gestione della produzione.
non solo alla storia del singolo prodotto, ma anche alle prestazioni dei singoli impianti che hanno trattato i vari lotti, allo scopo di perseguire quell’obiettivo di miglioramento continuo dei processi che è il requisito fondamentale per la produttività di una fabbrica. Tornando all’esempio della fabbrica di birra, in caso di un problema su un lotto, sarebbe possibile istantaneamente identifi care quali apparecchiature hanno potenzialmente generato il problema, isolarle e riorganizzare la produzione di conseguenza, tenendo presente anche il valore economico delle commesse in corso e ottimizzando di conseguenza la capacità produttiva residua per massimizzare la redditività. �

34 ■ Automazione & Industria
TECNOLOGIE
Aff rontando un progetto di automazione industriale, l’attenzione è tipicamente concentrata sulle caratteristiche di componenti, apparati e soft ware, dimenticando che tutti
questi elementi devono necessariamente comunicare tra loro. La rete di comunicazione, sia essa fi sica (ovvero realizzata da cavi in rame o in fi bra ottica) o wireless, assume così un’importanza determinante. In uno scambio di e-mail, se alcuni bit dovessero andare persi, il ricevitore potrebbe chiedere di ripetere la trasmissione. Un ritardo di qualche secondo, infatti, non comporta alcun problema signifi cativo. Al contrario in un processo industriale ricevitore e trasmettitore devono sapere dopo quanto tempo sarà percepito uno specifi co segnale. È questo il cosiddetto ‘determinismo’, un fattore imprescindibile per qualunque applicazione nell’ambito dell’automazione.Un ritardo o un errore, tollerabili nelle reti di tipo Offi ce, comportano conseguenze pericolose, se non addirittura disastrose in termini di incolumità delle macchine e delle persone, quando si verifi cano nelle infrastrutture dette ‘di campo’.
Cinque secondi senza reteIl determinismo è solo una delle peculiarità che contraddistinguono le due tipologie di infrastruttura. A diff erenza delle reti Offi ce, dove la larghezza di banda (ovvero la capacità di trasportare un’elevata quantità di informazioni nell’unità di tempo) rappresenta un fattore di distinzione essenziale, in ambito industriale i caratteri discriminanti sono legati al numero di device collegabili e all’integrità del segnale. Questo perché, in una rete di automazione, non è tipicamente necessario trasferire un numero elevato di informazioni, ma è vitale che queste arrivino integre e puntuali, senza nessuna concessione alle interruzioni. Sempre rimanendo sul confronto con le e-mail, è possibile ‘sopravvivere’ cinque minuti senza connessione alla rete, ma se la rete controlla una colata
LE RETI DI COMUNICAZIONE UTILIZZATE
NEI CONTESTI INDUSTRIALI AUTOMATIZZATI
PRESENTANO CARATTERISTICHE
SOSTANZIALMENTE DIVERSE RISPETTO A QUELLE
TIPICHE DEL MONDO ICT. ADATTARE COMPONENTI
E APPARATI NATI PER APPLICAZIONI OFFICE
AD UNA RETE INDUSTRIALE PUÒ FRENARE
PRODUTTIVITÀ ED EFFICIENZA DEGLI IMPIANTI
MASSIMILIANO CASSINELLI
Quando la rete scende in campo

Automazione & Industria ■ 35
TECNOLOGIE
di metallo incandescente, non solo cinque secondi di ritardo nell’apertura di una valvola possono signifi care la distruzione dell’intero impianto, ma anche cinque millisecondi sono suffi cienti per comportare danni signifi cativi. Per tale ragione uno dei principi progettuali in una rete per l’automazione industriale impone di creare un’infrastruttura a prova di guasto o, comunque, strutturata in modo che il malfunzionamento di un componente abbia eff etto solo sul nodo corrispondente, senza bloccare l’intera infrastruttura.
L’automazione su busAccanto alle caratteristiche fi siche e strutturali, una rete per l’automazione impiega anche protocolli di comunicazione specifi ci. In ambito Offi ce, infatti, si è aff ermato Ethernet, per cui basta inserire la presa per essere connessi. Al contrario, nel settore industriale ogni produttore di sistemi d’automazione ha sviluppato un proprio protocollo, rendendo diffi cile il dialogo con apparecchi di marchi diff erenti. Una situazione imposta, oltre che da reali esigenze specifi che, anche dal tentativo di creare un
mercato chiuso e non accessibile ai concorrenti. Storicamente, le reti industriali erano basate su sistemi di comunicazione punto-punto, la cui struttura prevedeva un’unità di calcolo centrale caratterizzata da una potenza di elaborazione relativamente elevata e una serie di stazioni periferiche. Ogni stazione era collegata fi sicamente all’unità centrale che, a sua volta, controllava l’intero sistema e assegnava i compiti alle singole stazioni. Tale architettura imponeva elevati costi di cablaggio e manutenzione, legati anche all’enorme quantità di cavi necessari al collegamento di ogni singolo device. Senza trascurare le intuibili diffi coltà in fase di espansione o, più semplicemente, per collegare un nuovo sensore. Un sistema a bus off re invece il vantaggio di supportare qualsiasi comunicazione tra le stazioni interconnesse, gestendo il traffi co in modo centralizzato o decentralizzato. Nel primo caso il diritto di accesso al bus è gestito da un master centrale che rappresenta però il collo di bottiglia, sia in termini di prestazioni sia di affi dabilità e disponibilità. La scelta di un controllo di tipo decentralizzato, invece, permette ad ogni stazione
La rete di
comunicazione
assume
un’importanza
determinante
in un processo
industriale
Font
e: S
iem
ens
I NUOVI NODI DI RETI INDUSTRIALI INSTALLATI NEL 2008
Fonte: Ims; Hms-Anybus
Ethernet/Ip
Profi bus
AS-Interface
DeviceNet
Interbus
CanOpen
CC-Link
Hart
Sercos I e II
ControlNet
Foundation
Fieldbus
FireWire
Altri
Modbus
18%
19%
6%
8%
5%5%
4%
2%
1%
2%1%
1%
20%
8%
Ethernet standard: Modbus/Tcp, EtherNet/Ip, Profi net RT, FL-Net, Protocolli SocketEthernet con restrizioni: PowerLink, Sercos II, CC-Link IE, Ethernet modifi cato: Profi net Irt, EtherCat

36 ■ Automazione & Industria
TECNOLOGIE
di gestire l’accesso al bus, anche se con maggiori problemi dal punto di vista del coordinamento. Il tutto senza trascurare l’attenzione particolare alla sicurezza e all’integrità dei dati in transito. Un moderno bus è così chiamato a garantire un accesso deterministico, fi ssando a priori il tempo massimo entro il quale l’informazione di qualsiasi utente sarà ricevuta indipendentemente dal ruolo del singolo componente. Il tutto anche in considerazione del fatto che con l’evoluzione dei microprocessori tale paradigma si è modifi cato, distribuendo l’intelligenza anche ai sistemi periferici, per consentire ad ogni singolo nodo di operare con un determinato grado di autonomia. È stato così possibile decentralizzare il controllo del sistema, con l’aff ermazione di un concetto di rete completamente nuovo. Le infrastrutture, dette ‘di campo’, devono così consentire l’integrazione tra i dispositivi di controllo, i sensori e gli attuatori. Il tutto utilizzando protocolli di trasmissione semplici, per garantire una comunicazione snella e veloce, riducendo il carico di lavoro dei singoli microprocessori.
Ethernet ovunqueNegli anni Novanta, quando si pensò di utilizzare il protocollo Ethernet in ambito industriale, la proposta apparve inizialmente priva di applicazioni reali. L’assenza di determinismo e la limitata affi dabilità rendevano il protocollo Ethernet
inutile per le applicazioni di automazione. La sua aff ermazione come protocollo di riferimento nelle telecomunicazioni e la relativa semplicità di impiego hanno però spinto numerose aziende a credere nelle potenzialità di Ethernet, anche se in una versione industriale. Un processo favorito dal fatto che Ethernet è il protocollo di riferimento per Internet e vanta quindi una base installata di miliardi di nodi, con tutti i vantaggi dell’economia di scala. È nato così Industrial Ethernet che, nella diff erenti declinazioni, mette a disposizione degli utenti gli strumenti adatti per implementare la tecnologia Ethernet standard anche in applicazioni di produzione industriale, con l’ulteriore vantaggio di attivare contemporaneamente la connettività per Internet e per la comunicazione dei dati d’impresa ovunque.
Paese che vai, rete che troviNelle diverse aree geografi che mondiali si sono aff ermati protocolli di rete diff erenti, spesso legati alle imposizioni dei fornitori leader di automazione (Fonte: Hms-Anybus).
America:EtherNet/IpDeviceNetControlNet Modbus Profi busFoundation Fieldbus
Europa:Profi busCanOpen Profi netEthernet/IpEtherCatInterbus
Asia:CC-Link DeviceNetProtocolli proprietariFL-NetModbus Ethernet/Ip
In campo o in uffi cioLe reti comunemente utilizzate per le comunicazioni in ambiente Offi ce sono caratterizzate da:
elevate quantità di dati scambiati; comunicazione non critica temporalmente; immunità ai disturbi adeguata all’ambiente d’uffi cio; grande estensione della rete; elevato numero di nodi.
••
•
••
A livello di cella e di campo le esigenze sono invece diff erenti:
quantità di dati scambiati limitate; comunicazione critica temporalmente: è fondamentale la capacità di operare in tempo reale; elevate esigenze di immunità ai disturbi; limitata estensione dell’infrastruttura;numero di partecipanti mediamente piccolo.
••
•••

TECNOLOGIE
Al servizio dell’automazione Ethernet possiede la caratteristica unica di permettere la creazione di una rete dotata di infrastruttura attiva. Le reti tradizionali, a livello di controllo o di periferica, sono infatti caratterizzate da un’infrastruttura passiva che limita cioé il numero di dispositivi collegabili e il modo in cui essi possono dialogare. Un’infrastruttura di rete Ethernet, al contrario, può ospitare un numero teoricamente infi nito di nodi punto-punto, fornendo agli utenti un’elevata fl essibilità nella progettazione di reti capaci di soddisfare qualsiasi esigenza, rendendo possibile anche una facile ed economica espansione per il futuro. Per ridurre ulteriormente la complessità, i sistemi Ethernet richiedono un unico punto di connessione per la confi gurazione e il controllo, dato che tale protocollo supporta sia messaggi I/O (impliciti), sia informazioni di protocollo e
istruzioni per il funzionamento (espliciti). Essendo in grado di supportare prioritizzazione e gerarchie di comunicazione, Ethernet/Ip garantisce un effi ciente utilizzo della banda disponibile. Originariamente, le reti Ethernet operavano in modalità half-duplex, per cui un nodo poteva inviare o ricevere dati, ma non eseguire contemporaneamente entrambe le operazioni. Questo limite era all’origine di intasamenti del traffi co, inaccettabile nelle applicazioni di controllo soggette a criticità temporale. Oggi, con Ethernet full-duplex, i dispositivi di rete possono inviare e ricevere simultaneamente pacchetti di dati Ethernet. Questo è solo uno dei numerosi progressi compiuti nella tecnologia Ethernet che ne hanno incrementato il livello di determinismo al punto da consentirne l’impiego in un numero sempre crescente di applicazioni di produzione industriale. �

38 ■ Automazione & Industria
TECNOLOGIE
il cosiddetto ‘Decreto Motori’, poi continuamente riconfermato con l’obiettivo di favorire la sostituzione dei vecchi motori elettrici, e dei relativi sistemi di controllo, con sistemi più moderni ed effi cienti caratterizzati da consumi suffi cientemente bassi da meritare la certifi cazione Eff 1. Un incentivo accolto con favore da tutti i principali produttori di motori, in quanto teso a favorire la crescita del mercato di nuove soluzioni e, al contempo, in grado di estromettere i prodotti di bassa qualità, a tutto vantaggio dei marchi europei e americani.
Più effi cientiRIDURRE I CONSUMI SIGNIFICA COMPRIMERE I COSTI
E, QUINDI, ESSERE PIÙ COMPETITIVI SUL MERCATO.
UN AIUTO ARRIVA DAL DECRETO MOTORI
MASSIMILIANO CASSINELLI
Sino a pochi mesi fa ridurre i consumi, all’interno di una linea produttiva, appariva più un vezzo di pochi imprenditori ‘illuminati’ che non un’esigenza reale vissuta nell’ottica di aumentare il proprio livello di
competitività. Anche l’avvento del protocollo di Kyoto, al quale le aziende si sono adeguate con una certa riluttanza e cercando spesso una possibile scappatoia, non ha portato sostanziali modifi che nell’approccio al problema dei consumi. Per i responsabili aziendali, infatti, le priorità rimanevano altre e l’attenzione era concentrata su risparmi apparentemente più effi caci. Da qualche tempo, però, un simile atteggiamento, poco costruttivo, sta rapidamente cambiando. Con la Finanziaria del 2007 infatti il Governo ha lanciato
Automazione & Industria ■ 39
TECNOLOGIE
Il Decreto Ministeriale del 20 luglio 2004 fi ssava precisi traguardi quantitativi di risparmio energetico per le società di distribuzione. Per tale ragione è stato sta-bilito che a seguito di interventi di razio-nalizzazione possano essere attribuiti titoli di effi cienza energetica (Tee), più noti con il nome di ‘certifi cati bianchi’. In pratica per ogni tep (tonnellata di petrolio equiva-lente) eff ettivamente risparmiata, il Gestore del Mercato Elettrico (Gme) riconosce un incentivo di 100 euro. Un’opportunità inte-ressante per i grandi consumatori di ener-gia che, in accordo con una Esco (Energy Service Company) interessata a farsi carico degli interventi, possono veder ridotti i consumi, mentre sarà la Esco stessa a farsi carico dei necessari interventi tecnici.
I certifi cati bianchiPerché risparmiare?Una simile attenzione alla riduzione dei consumi non è dettata solo da una maggiore attenzione all’ambiente, ma è supportata da studi approfonditi e concreti. Da questi dati, in particolare, emerge come, nell’industria italiana, i motori elettrici assorbono, ogni anno, 123 TWh. Un quantitativo di energia impressionante, che potrebbe essere ridotto del 20% semplicemente utilizzando moderne tecnologie di controllo e implementando motori ad elevata effi cienza. Tutto questo, fra l’altro, avrebbe l’eff etto di ridurre di 10 milioni di tonnellate l’anidride carbonica emessa ogni anno nell’atmosfera. Studi recenti attestano che solo il 4% dei motori installati oggi in Italia è classifi cato Eff 1, a fronte di una media europea superiore al 9%. Nei Paesi scandinavi, da sempre attenti all’impatto ambientale, anche a fronte di un costo dell’energia sensibilmente minore rispetto al nostro, l’80% dei nuovi motori installati è già a basso consumo. Si tratta di numeri emblematici del ritardo italiano, dai quali emerge un atteggiamento di notevole arretratezza culturale. Le attività di sensibilizzazione, però, stanno contribuendo a cambiare molte cose, anche se non tutti hanno compreso come sfruttare al meglio i vantaggi del Decreto Motori. Appare quindi utile riassumere i punti salienti della normativa in vigore.
Il motore dell’effi cienzaIl legislatore ha proposto una detrazione dell’imposta lorda, per una quota pari al 20% degli importi a carico del contribuente, sulle spese documentate per l’acquisto e l’installazione di motori (con taglia compresa tra 5 e 90 kW)
OTORI’ HA COME OBIETTIVO QUELLO DI FAVORIRE LA SOSTITUZIONE TORI ELETTRICI E DEI RELATIVI SISTEMI DI CONTROLLOÙ MODERNI ED EFFICIENTI CARATTERIZZATI DA CONSUMI
ENTE BASSI DA MERITARE LA CERTIFICAZIONE EFF1

40 ■ Automazione & Industria
TECNOLOGIE
classifi cati in classe di effi cienza 1 (Eff 1). In questo ambito è però importante ricordare che è stata prevista una soglia massima di detrazione pari a 1.500 euro per ogni motore acquistato e installato. Un provvedimento analogo è stato varato per l’acquisto e l’installazione di variatori di velocità (inverter) su impianti con potenza elettrica compresa tra 7,5 e 90 kW. Anche in questo caso la detrazione dall’imposta lorda è stata fi ssata al 20% degli importi rimasti a carico del contribuente, sempre a fronte di un valore massimo della detrazione di 1.500 euro per intervento.
Conviene davvero?Dovendo acquistare un motore elettrico, al di là degli incentivi ministeriali, l’aspetto dell’investimento economico rappresenta sempre un criterio di scelta importante. È però interessante, a titolo di esercizio, eff ettuare un raff ronto economico. Confrontando le proposte di due aziende di primaria importanza, abbiamo identifi cato due motori elettrici da 7,5 kW. Un modello di fascia alta, ma classifi cato Eff 1, costa circa 500 euro e off re un rendimento del 85%. Per un prodotto della stessa fascia e con analoghe prestazioni, certifi cato Eff 1 e con rendimento del 91%, il costo sale a 700 euro. La diff erenza dell’investimento è quindi superiore al 40%, a fronte di un risparmio energetico quantifi cato in ‘solo’ il 6%. Con questi dati parrebbe poco opportuno aff rontare un investimento tanto maggiore. Però, mettendo a confronto i consumi dei due motori per un utilizzo medio di 4mila ore all’anno, risulta che nel primo caso sono consumati 35.300 kWh, mentre nel secondo il consumo per svolgere il medesimo lavoro è di 33.000 kWh. Ciò corrisponde ad un risparmio annuo di 2.300 kWh che, al prezzo di 0,1 euro/kWh, permette
Complice la diff usione dei sistemi foto-voltaici, con il termine inverter si è soliti individuare l’apparecchiatura in grado di trasformare la corrente da continua in alter-nata. In realtà, nell’ambito di un controllo motore, l’inverter ha il compito di far variare la velocità di rotazione del motore stesso. Un compito molto importante, poiché evita di far funzionare l’apparecchio sempre al massimo della propria velocità, consen-tendo così di ridurre i consumi energetici e l’usura dell’apparecchio stesso.
Attenzione al nome
Per usufruire delle detrazioni previste dal Decreto Motori è suffi ciente inviare all’Enea (www.acs.enea.it) una serie di sem-plici documenti: fattura d’acquisto, sulla quale siano indicati la potenza e i codici di identifi cazione dei singoli motori o degli inverter, oltre alla copia della documentazione relativa alla clas-sifi cazione Eff 1, autocertifi cata dal costruttore. Nel caso in cui l’apparecchio sia fornito all’interno di una macchina è necessario richiedere una fattura separata al fornitore.
Come chiedere la detrazione

TECNOLOGIE
www.asiansaldo.com
IntellectIntegrity
Innovation
un risparmio complessivo di 230 euro. Questo signifi ca che investendo su un motore ad alta effi cienza il ritorno dell’investimento può essere inferiore ad un anno e portare, considerando una vita media di 10 anni, a risparmiare quasi 2mila euro. Un vantaggio economico a cui si aggiungono anche gli incentivi statali.
Vantaggi per tuttiIl primo benefi ciario della sostituzione dei motori con altri più effi cienti è sicuramente l’ambiente, sottoposto ad una minore carica inquinante, ma il fattore economico rappresenta un ulteriore stimolo per qualunque imprenditore. Accanto al risparmio sui consumi, infatti, è interessante sottolineare come il Decreto non fi ssi nessuna limitazione specifi ca sulle dimensioni del contribuente che chiede una simile detrazione. La richiesta, infatti,
può essere inoltrata anche da persone fi siche o professionisti. È però necessario che i rendimenti minimi, fi ssati per Decreto, siano raggiunti e che il richiedente sia sempre l’utilizzatore fi nale. �
L’effi cienza
dei motori è frutto
delle più moderne
tecnologie
costruttive

42 ■ Automazione & Industria
TECNOLOGIE
Pc, plc e pac: quale la scelta vincente?
LA SCELTA DELL’HARDWARE AL QUALE AFFIDARE IL CONTROLLO E L’AUTOMAZIONE
DELL’IMPIANTO È UNA DELLE DECISIONI PIÙ DIFFICILI E DELICATE PER CHI
CONTROLLA UN PROCESSO DI PRODUZIONE. OGGI PIÙ CHE MAI, IN UN CONTESTO
INDUSTRIALE SEMPRE PIÙ INFORMATIZZATO NEL QUALE L’IT RIVESTE UN RUOLO
FONDAMENTALE PER L’INTERA GESTIONE DELLA REALTÀ PRODUTTIVA
MASSIMILIANO CASSINELLI

Automazione & Industria ■ 43
TECNOLOGIE
Il cuore di ogni impianto automatizzato è nel sistema incaricato di ricevere le informazioni dai sensori, elaborarle e imprimere i comandi agli attuatori. Compiti che, una volta superata la vecchia logica a relè, sono stati tradizionalmente
affi dati ai plc (Programmable Logic Controller). La posizione di netta supremazia del plc nell’ambito del controllo industriale però è stata insidiata, sin dagli anni Novanta, dalla pratica di utilizzare i comuni pc, magari assemblati in modo da resistere alle condizioni ostili che si generano all’interno di un ambiente produttivo. Con l’inizio del nuovo millennio, poi, si sono aff acciati sul mercato i pac (Programmable Automation Controller), ingegnerizzati con l’obiettivo di coniugare i vantaggi dei pc con quelli dei plc. Così, dovendo scegliere a quale dispositivo affi dare il controllo di una singola macchina o di una linea produttiva, è fondamentale sapersi orientare tra le diverse proposte del mercato. Rispetto al passato, oggi si gode del vantaggio che le diff erenze risultano sempre meno marcate. Un aspetto che, anche se non facilita la scelta, garantisce una maggior fl essibilità nelle fasi di post-installazione.
Un lavoro da professionistiQuando si parla di automazione il plc rimane il dispositivo di riferimento. Le sue doti di affi dabilità, robustezza, modularità e dimensioni compatte, infatti, rispondono perfettamente alle esigenze di automazione tipiche di un ambiente produttivo, anche se impongono ai progettisti di conoscere gli specifi ci linguaggi di programmazione del fornitore di riferimento.La caratteristica fondamentale di un plc risiede nel fatto che la cpu scandisce in successione tutte le istruzioni del programma. La cpu, quindi, non può assumere più di una decisione ad ogni passo. L’elevata velocità di scansione della sequenza di comandi, però, permette di ottenere più risultati in
modo apparentemente contemporaneo, al punto da essere indotti a pensare che le operazioni siano eseguite in parallelo. La scansione termina quando si giunge alla fi ne delle memorie o del programma. Una caratteristica che permette di conoscere a priori il tempo necessario all’intero ciclo di scansione, con la certezza che tutti i comandi siano resettati in questo lasso di tempo e prevenendo il rischio di cicli senza fi ne (i famosi ‘loop’, durante i quali compare una clessidra sullo schermo). Infi ne, vale la pena di sottolineare che i risultati acquisiti ad una certa istruzione (indirizzi) sono immediatamente disponibili per l’istruzione successiva. Tale disponibilità annulla i ritardi legati alla propagazione dei segnali, con un’affi dabilità ai massimi livelli.
Il pc entra in produzioneL’utilizzo di soft ware dedicati e specifi ci, limitati da una scarsa portabilità e dall’estrema specializzazione degli operatori, sono stati considerati in contrasto con le esigenze di un mercato alla continua ricerca di soluzioni fl essibili ed economiche. Per tale ragione, complice la diff usione dei pc, nel corso degli anni Novanta iniziarono le prime sperimentazioni per sfruttare simili macchine anche nell’ambito dell’automazione industriale. L’automazione basata su personal computer, nota anche con il termine di ‘pc-based automation’, ha l’obiettivo di sfruttare soft ware di controllo aperti, utilizzabili su qualunque tipologia di hardware, purché dotato da una suffi ciente potenza di calcolo. All’aff ermazione dei pc in ambito industriale hanno contribuito numerosi fattori, primo fra tutti la diff usione del cosiddetto ‘e-manufacturing’, ovvero della gestione integrata del ciclo produttivo, a cui si è progressivamente aggiunta la ‘web automation’. Senza dimenticare la necessità di controlli sempre più precisi e semplici da utilizzare, con lo sviluppo di soluzioni che consentono anche ad operatori poco esperti di condurre macchine caratterizzate da un

44 ■ Automazione & Industria
TECNOLOGIE
elevato livello di automazione a bordo. In parallelo il soft ware ha assunto un ruolo centrale, andando a sostituire le logiche elettromeccaniche caratterizzate da un elevato livello di affi dabilità, ma anche da una rigidità troppo lontana dalle esigenze tipiche dell’industria moderna. In un mondo industriale sempre più informatizzato, in cui l’Information Technology riveste un ruolo fondamentale nell’intera gestione di una realtà
produttiva, anche il desiderio di sfruttare le stesse soluzioni anche a livello di campo ha giocato un ruolo fondamentale nell’aff ermazione dei pc dedicati al controllo delle macchine. Il tutto favorito dall’esigenza di una gestione integrata delle informazioni e dei dati, da scambiare fra il livello produttivo e quello gestionale di un’azienda, con la possibilità di sfruttare anche le connessioni Internet. Accanto a questi fattori, però, i pc impiegati
nelle applicazioni di automazione industriale si scontrano con un mercato in rapida evoluzione, nel quale si diventa rapidamente ‘vecchi’, rendendo praticamente impossibile trovare componenti sostitutivi già pochi anni dopo l’installazione. Si è così aff ermata una nuova categoria di pc, identifi cati con l’acronimo di Ipc (Industrial Pc, pc industriali). Si tratta di particolari apparecchiature che, pur condividendo l’architettura hardware e la
semplicità di utilizzo tipica delle soluzioni Offi ce, sono progettate in modo specifi co per l’ambiente produttivo. Questo signifi ca, in primo luogo, che il produttore si impegna a rilasciare periodicamente, per un lasso di tempo minimo di dieci anni, aggiornamenti soft ware, documentazione, supporto qualifi cato e componenti di ricambio. Si tratta di garanzie fondamentali, in quanto simili macchine devono essere implementate all’interno
Affi nché un plc possa rispondere alle esigenze attuali nell’ambito dell’automazione è necessario che:
sia realizzato con tecniche idonee al funzionamento in ambiente industriale;consenta una facile manutenzione e riparazione; si interfacci direttamente con i segnali standard presenti negli impianti;sia espandibile, con ridotti tempi di arresto, dalla confi gurazione minima a quella massima.
•
•
•
•
Le quattro regole del plc
A DIFFERENZA DEI PC OFFICE, GLI IPC (INDUSTRIAL PC) SONO PROGETTATI IN MODO SPECIFICO PER L’AMBIENTE PRODUTTIVO: IL FORNITORE SI IMPEGNA A RILASCIARE PERIODICAMENTE AGGIORNAMENTI SOFTWARE, DOCUMENTAZIONE, SUPPORTO E RICAMBI PER ALMENO DIECI ANNI

Automazione & Industria ■ 45
TECNOLOGIE
di un processo produttivo e la loro sostituzione non può essere semplice e immediata come avviene per un normale computer utilizzato in uffi cio. I pc industriali possiedono caratteristiche di resistenza alle vibrazioni e alle temperature estreme, così come alle sollecitazioni meccaniche e all’azione di liquidi o agenti corrosivi. Il tutto arricchito da un’elevata immunità ai disturbi elettromagnetici tipici di una linea produttiva.
In molti casi, inoltre, sono proposti Ipc in modello ‘fanless’, ovvero privi di ventole, in quanto le parti in movimento rappresentano, tipicamente, l’elemento più debole di una simile apparecchiatura.Il loro successo è evidenziato dalla notevole varietà di formati disponibili, adatti ai sistemi di montaggio e installazione più diversifi cati, ai quali si sono progressivamente aggiunti i ‘panel pc’, nei quali l’hardware è realizzato direttamente alle spalle del pannello di controllo, sempre più spesso disponibile anche in modalità touchscreen.Malgrado le eccellenti caratteristiche di fl essibilità e scalabilità, completate dalla relativa facilità nel trovare personale in grado di intervenire sulle macchine, i
pc soff rono, rispetto ai plc, della mancanza di una caratteristica fondamentale: le prestazioni real-time. Un plc, infatti, può essere programmato per svolgere determinate funzioni in istanti specifi ci e ben defi niti, cosa invece impossibile per un pc.
Tra i due litiganti...Dopo oltre un decennio il dualismo sembra non aver trovato un vincitore. Anche il tentativo di introdurre ‘soft plc’, ovvero pc industriali con caratteristiche di funzionamento simili a quelle di un plc, non ha modifi cato le posizioni di chi difende l’una o l’altra soluzione. Un’interessante alternativa, le cui ripercussioni devono ancora essere valutate appieno in ambito industriale, è stata off erta negli ultimi anni dai pac. Con questo termine, coniato nel 2001, sono identifi cati i controllori di logica programmata (plc) caratterizzati da un elevato livello di robustezza, ma basati su un’architettura soft ware aperta e fl essibile, che rende il loro impiego molto simile a quello di un pc, dal quale ereditano anche le doti di fl essibilità e apertura: è il soft ware a specializzare l’hardware. Ciò permette di defi nire i fl ussi di programma eseguendo al contempo più task paralleli su un’unica unità di controllo. Operando in un ambiente di sviluppo unico rispettoso dello standard Iec61131-3, le fasi di progettazione sono semplifi cate e accessibili a chi possiede competenze nell’ambito dell’automazione industriale, senza la necessità di essere specializzato sull’off erta di un singolo vendor. Fedeli alle esigenze di comunicazione delle apparecchiature più moderne, i pac mettono a disposizione un’invidiabile serie di interfacce, dai bus di campo sino alle soluzioni seriali ed Ethernet. I pac, quindi, hanno trovato una propria nicchia di mercato, a metà strada tra plc e pc, cercando di ereditare il meglio dei due sistemi: compattezza, robustezza e determinismo da un lato, potenza di calcolo, possibilità di personalizzazione, facilità d’uso e d’interfacciamento dall’altro. �

46 ■ Automazione & Industria
DISTRIBUZIONE
Ridurre i costi è diventato l’imperativo imprescindibile per qualunque azienda. Oltre determinati limiti, ovviamente, è comunque impossibile scendere e, per tale ragione, diventa importante ridurre
sapientemente anche le immobilizzazioni a magazzino. Proprio la componentistica, necessaria per i ricambi e la manutenzione, comporta ingenti spese che devono essere aff rontate per poter disporre di tutti i componenti necessari. Accade spesso però che molti prodotti
Il magazzino in un catalogoLA POSSIBILITÀ DI ACQUISTARE DIRETTAMENTE LA COMPONENTISTICA
NECESSARIA, RIDUCENDO AL MINIMO LE SCORTE A MAGAZZINO,
RAPPRESENTA UN NOTEVOLE VANTAGGIO ECONOMICO,
MA RICHIEDE UN’ADEGUATA ORGANIZZAZIONE INTERNA
ADOLFO VIOLANTE
siano destinati a invecchiare senza essere utilizzati, gravando sul bilancio aziendale senza apportare alcun benefi cio. Accanto agli investimenti economici, inoltre, un magazzino rifornito comporta la necessità di dedicare spazio e personale alla sua corretta gestione. Per tutti questi motivi negli ultimi anni sono state sperimentate soluzioni alternative, con l’obiettivo di ridurre l’incidenza di questa voce. È così emerso che è la logistica, se gestita in modo altamente professionale e con strumenti all’avanguardia, il punto chiave su cui agire per ridurre le proprie immobilizzazioni. La maggior parte della componentistica oggi utilizzata è, infatti, di uso comune e può essere acquistata dai diversi rivenditori. Lo svantaggio principale è però di tipo temporale, vista la necessità di raggiungere di persona il punto vendita, scegliere la merce, trasportarla in azienda, e via dicendo. La vera svolta è invece rappresentata dalla possibilità di fare acquisti in modo semplice e veloce, in una parola: istantaneamente. Per fare questo è necessario identifi care, in primo luogo, un fornitore in grado di ricevere gli ordini attraverso qualunque sistema: via telefono o fax, tramite il web o, addirittura, via palmare. Con un’accessibilità così ampia, è possibile inoltrare un ordine direttamente al proprio fornitore che, in un arco temporale prestabilito, è in
LA NOSTRA MISSIONE È IL SERVIZIO AL CLIENTE, IL NOSTRO OBIETTIVO È SODDISFARE QUALUNQUE ESIGENZA, OFFRENDO AI CLIENTI L’OPPORTUNITÀ DI RICEVERE ENTRO 24 ORE QUALUNQUE PRODOTTO, OVUNQUE SI TROVINO E SENZA IMPORRE ALCUN MINIMO D’ORDINE
Maurizio Candura,
Country Manager
di RS Italia

Automazione & Industria ■ 47
DISTRIBUZIONE
grado di consegnare il materiale proprio alla persona incaricata. Questo signifi ca ridurre drasticamente le spese fi sse e, al contempo, poter accedere a un magazzino costantemente rifornito e aggiornato, nel quale sono disponibili tutte le ultime novità lanciate dai principali brand mondiali. Ma non solo: un’off erta ampia consente di trovare con rapidità una soluzione immediata per le esigenze più diverse: dalle lampadine ai plc, passando attraverso gli attrezzi, la componentistica elettronica e la strumentazione più sofi sticata. Un servizio di questo genere può essere fornito solo da una multinazionale che, attraverso una rete di magazzini distribuiti in tutta Europa, sia in grado di far fronte a qualunque problematica di tipo logistico e distributivo, sfruttando soluzioni informatiche innovative per mettere in comunicazione tutte le sedi. In un contesto dinamico, come quello che caratterizza l’attuale industria produttiva, ridurre le
immobilizzazioni rappresenta un evidente vantaggio per qualunque azienda attenta alla riduzione dei costi. È comunque ovvio che questo tipo di approccio, in grado di sfruttare l’accesso ad un magazzino virtualmente illimitato, deve prevedere anche un’adeguata organizzazione interna, sia per la corretta trasmissione degli ordini, sia per la distribuzione di quanto ricevuto. Il tradizionale ruolo del magazziniere, unico referente per qualunque esigenza, viene così superato da una modalità operativa completamente nuova, che vede più fi gure in grado di inviare direttamente i propri ordini. Questo comporta una maggiore responsabilizzazione dei singoli soggetti o, in alternativa, la necessità di operare sempre attraverso un referente all’interno dell’uffi cio acquisti. In ogni caso è necessario organizzare la struttura in modo da ridurre al minimo ogni perdita di tempo, così da avere la possibilità di inoltrare immediatamente un ordine per poter disporre dei prodotti necessari all’attività quotidiana nei tempi previsti e senza il rischio di dover interrompere il lavoro per la mancanza della necessaria componentistica. �
RS Components, multinazionale specializzata nella vendita da cata-logo, off re un assortimento di oltre 500mila prodotti, accessibile sia in formato cartaceo sia direttamente sul web. Il tutto completato da una pubblicazione mensile sulla quale vengono illustrate le ultime novità di oltre 2mila brand, accanto alle soluzioni in grado di soddi-sfare le esigenze quotidiane di chi opera in ambito produttivo.“La nostra missione è il servizio al cliente”, spiega Maurizio Candura, Country Manager RS Italia, “In particolare, il nostro obiettivo è sod-disfare qualunque esigenza dei clienti, off rendo loro l’opportunità di ricevere entro 24 ore qualunque prodotto, ovunque si trovino e senza imporre alcun minimo d’ordine. La possibilità di scegliere e ordinare, in qualunque momento, fra un assortimento così ampio di prodotti e soluzioni per qualunque settore industriale, rappresenta già di per sé un duplice vantaggio strategico: massima ampiezza di scelta e massima tempestività nella risposta”.
Il più grande magazzino del mondo
L’acquisto da catalogo,
supportato da consegne
rapide, permette
di minimizzare le
immobilizzazioni

48 ■ Automazione & Industria
AUTOMOTIVE
L’automotive parla wireless COMAU POWERTRAIN SI STA ORIENTANDO
ALLA COMUNICAZIONE WIRELESS CON I MODULI
SAI-BLUETOOTH DI WEIDMÜLLER PER
UNA TRASMISSIONE DEI DATI SICURA
NELLE SUE NUOVE STAZIONI DI MONTAGGIO
ALICE ALINARI
Assembly Lines Controls Engineering Manager BU Powertrain Machining & Assembly di Comau SpA, parla di uno degli innovativi progetti dei quali si è occupata a business unit, il modulo di montaggio SmartBoxComau, per il quale sono stati scelti i moduli di comunicazione SAI-Bluetooth di Weidmüller. “SmartBoxComau è un modulo innovativo progettato per rispondere ai requisiti di fl essibilità e scalabilità della produzione del mercato automobilistico”, spiega Fonte. “Realizzato per eff ettuare la maggior parte delle operazioni automatiche di montaggio di una testa cilindri, il modulo è in grado di processare diversi elementi in una stessa linea e, grazie alla sua architettura modulare, assicura la possibilità di aumentare in maniera progressiva il volume di produzione e il livello di automazione della linea”. La confi gurazione
La business unit Powertrain Machining & Assembly di Comau SpA è specializzata nel progettare, costruire e installare le linee di produzione (lavorazione e montaggio)
per la realizzazione di motori, trasmissioni e altri componenti meccanici automotive. Angelo Fonte,

Automazione & Industria ■ 49
AUTOMOTIVE
Comau SpA impiega più di 12mila persone nel mondo, è presente direttamente con 38 società in 19 Paesi, fornisce sistemi di automazione industriale per il settore automobilistico, oltre a servizi nel campo del Process Engineering e nel Service.
Comau, una realtà di 12mila persone
della SmartBoxComau è basata su assi cartesiani a controllo numerico. La confi gurazione più completa del modulo prevede 11 assi CN. Le funzioni di montaggio vero e proprio sono separate da quelle di manipolazione dell’elemento in stazione. Le funzioni di manipolazione avvengono attraverso assi posti sulla tavola di lavoro che permettono di porre l’elemento nella posizione e con gli angoli ottimali per le diverse operazioni. La ‘testa di montaggio’ è dotata di tre assi e ha la possibilità di montare utensili diff erenti in corrispondenza dell’operazione che realizza: lubrifi cazione, montaggio valvole, montaggio carter olio, regolazione molle ecc. Un variatore di interasse può essere integrato, come opzione, sulla testa di montaggio per processare diff erenti modelli di teste cilindri sulla stessa linea. La SmartBoxComau può processare tutte le teste con interasse tra le canne cilindri da 70 mm a 130 mm e distanza tra le valvole da 25 mm a 55 mm. Le corse degli assi della SmartBoxComau tipo A sono di 200 mm (asse X), di 500-1.000-1.400 mm (asse Y) e 500 mm (asse Z). Un secondo asse Z può essere aggiunto per ottimizzare il processo e ottenere tempi di ciclo più bassi.“La SmartBoxComau può interfacciarsi con tutti i tipi di trasporto, sia a rulli frizionati sia a catena, permettendo, se necessario, anche la sezione
Lo standard industriale Bluetooth (Ieee 802.15.1): un’opportunità
per le connessioni wireless nell’industria automobilistica mondiale

50 ■ Automazione & Industria
AUTOMOTIVE
inferiore per il ricircolo del pallet”, continua Fonte. La direzione del moto del pallet può essere indiff erentemente da destra a sinistra o viceversa da sinistra a destra, permettendo così di avere una linea di simmetria nei layout che prevedono duplicazioni nelle operazioni di montaggio, come nel montaggio delle teste cilindri a ‘V’. Il basamento del modulo è in acciaio elettrosaldato e le sue dimensioni permettono la movimentazione della macchina con carrelli elevatori e il trasporto convenzionale su strada. “La confi gurazione standard della macchina, la facilità di accesso ai componenti e un’interfaccia uomo-macchina user-friendly assicurano tempi brevi per gli interventi manutentivi e un impatto positivo sul life cycle cost del prodotto”, continua Fonte. “La struttura dei programmi soft ware e la mappatura delle variabili sono conformi allo standard Comau. La programmazione del movimento degli assi, che costituisce il ciclo di montaggio, è gestita con ComauPRO, uno strumento di programmazione grafi ca totalmente realizzato da Comau. ComauPRO genera automaticamente il programma di gestione delle sequenze di movimentazione per diff erenti CN e robot, partendo dalla descrizione grafi ca degli stati di partenza e di arrivo del movimento”.
Trasmissione dati in sicurezza “La complessa tecnologia, in particolare quella degli assi verticali, ci obbliga ad un costoso sistema di cablaggi per consentire il collegamento dei sensori e degli attuatori”, spiega Fonte. “Si rendono necessari numerosi collegamenti elettrici tra gli assi di montaggio e il quadro elettrico, inclusi i cavi del sistema bus di campo. La sostituzione di
questi cablaggi elettrici, molto onerosi, con una comunicazione wireless senza fi li rappresenta la soluzione ottimale perché ci permette di ridurre sia la complessità della macchina sia le attività di manutenzione. Per questo Comau si sta orientando verso la comunicazione wireless delle macchine, impiegando lo standard industriale Bluetooth (Ieee 802.15.1). Nello specifi co, per la nostra stazione di montaggio abbiamo scelto i moduli SAI-Bluetooth
SAI-Bluetooth I moduli di Weidmüller possono essere im-piegati in applicazioni che, a causa della loro estensione o delle condizioni di spazio, sono diffi cilmente raggiungibili con cavi bus, come le parti d’impianto in movimento. Un gateway SAI-Bluetooth comunica senza cavi con un numero massimo di sei stazioni slave. Il gateway agisce come partecipante Profi bus DP ed è contem-poraneamente uno slave nella rete Profi bus. Un ‘sub-bus’ consente l’estensione fi no a 50 metri.
BLUETOOTH
Standard Ieee 802.15.1
Distanza Fino a 100 m
Velocità 1-3 Mb/s
Banda 2,4 GHz ISM
con grado di protezione Ip67 di Weidmüller”. “Il protocollo Bluetooth defi nisce un’interfaccia di comunicazione universale sulla banda Ism libera da licenze dei 2,4 GHz. A causa della limitata capacità di trasmissione di alcuni milliwatt, sono fi ssate distanze di portata fi no a 50 metri”, spiega Andrea Borroni, Marketing Manager di Weidmüller in Italia. “È utilizzato il profi lo standardizzato Bluetooth Spp, sul quale si basa il protocollo di comunicazione, implementato secondo lo standard CanOpen come WirelessOpen”.Fonte e Borroni concordano nel considerare l’Industrial Wireless una delle tecnologie “in grado di risolvere le problematiche in settori particolari e ben defi niti dell’installazione, ma non per essere impiegata per sostituire tutti i cablaggi dell’automazione industriale”. Bluetooth è una tecnologia wireless chiave per la trasmissione di dati senza criticità relativa ai tempi o ai parametri di sicurezza. “Poiché le tecnologie senza fi li riducono i tempi d’installazione e accrescono la fl essibilità degli impianti e delle macchine in caso di retrofi tting”, continua Fonte, “possono essere conseguiti considerevoli risparmi per l’utilizzatore fi nale della macchina o dell’impianto in fase di diagnostica e manutenzione”.
Reti wireless con SAI-Bluetooth“SAI-Bluetooth permette la trasmissione senza fi li di tutti i dati nella stazione di montaggio tra i moduli SAI e gateway”, illustra Borroni. “Con le interfacce Weidmüller Bluetooth, per singola rete Profi bus DP sono realizzabili 31 reti wireless Bluetooth, ciascuna composta da un gateway e sei slave. In totale possono essere quindi indirizzati 186 moduli slave Bluetooth in ogni rete Profi bus DP. La confi gurazione e l’indirizzamento nella rete Profi bus DP avviene come abitualmente per mezzo dei fi le Gsd. Il master Bluetooth è identifi cato come nodo slave verso il Profi bus e oltre ad essere in grado di gestire un numero massimo di sei slave con comunicazione Wireless Bluetooth, è in grado di elaborare direttamente informazioni di I/O. In questo modo sensori e attuatori possono anche essere collegati direttamente al gateway”. �
www.weidmueller.com
THE INNERVALUES OF
YOUR SYSTEM

52 ■ Automazione & Industria
FARMACEUTICO
La produzione dei farmaci rappresenta uno dei processi più delicati e controllati nell’ambito della produzione industriale. Un errore, anche minimo, nella preparazione
potrebbe infatti innescare gravi ripercussioni sulla salute dei pazienti. Uno dei progetti italiani più innovativi degli ultimi anni in ambito farmaceutico è stato promosso da Eli Lilly. La multinazionale americana ha scelto di produrre proprio nel nostro Paese cartucce di insulina con la tecnologia del Dna ricombinante e di assemblarle in una speciale siringa, del tutto simile ad una comune penna.I 60 milioni di pezzi prodotti, il 90% dei quali destinati al mercato estero, soddisfano uno dei principi della azienda farmaceutica: mettere a disposizione del paziente ‘il farmaco giusto al dosaggio giusto, nel momento giusto’. Le singole penne, infatti, possono stare tranquillamente in tasca o in borsetta, per essere disponibili a fronte di qualunque necessità del paziente. Un device semplice da utilizzare, che grazie alla sua estrema praticità sta trasformando la vita di molti malati. Per questo un quarto delle cartucce è integrato
L’insulina in una pennaIL CORRETTO MIX DI INNOVAZIONE FARMACEUTICA
E TECNOLOGICA AL SERVIZIO DELLE PERSONE
CHE DEVONO ASSUMERE PERIODICHE DOSI DI INSULINA
ADOLFO VIOLANTE
A Sesto Fiorentino verranno prodotte ogni anno 60 milioni di cartucce
di insulina con la tecnologia del DNA ricombinante

Automazione & Industria ■ 53
FARMACEUTICO
nelle innovative penne ad uso immediato, mentre il resto è assemblato in blister, per essere spedito in altri site Lilly destinati all’assemblaggio device, oppure è venduto in quei paesi in cui si utilizzano ancora device ricaricabili.
Qualità vincentiIn questo un progetto la multinazionale farmaceutica ha investito 250 milioni di euro, nella certezza di fornire una soluzione unica nel suo genere. Per tale ragione, sin dalla fase di pianifi cazione delle linee produttive, i responsabili aziendali hanno fi ssato modalità operative e tempi molto rigidi, senza concedere deroghe.Una sfi da che ha visto impegnato il team italiano di Sesto Fiorentino, alle porte di Firenze. Nel 2006, in tempi estremamente rapidi, è stata lanciata la produzione delle penne plastiche e la successiva linea di accoppiamento con le cartucce contenenti l’insulina. Ma il traguardo più importante, che attende solo le ultime autorizzazioni ministeriali, è connesso proprio alla produzione delle cartucce contenenti le dosi di insulina da commercializzare in Europa, Asia ed Africa. Una sfi da impegnativa per i tecnici della sede toscana. Infatti, come spiega Gian Mauro Brozzi, responsabile informatica e automazione di stabilimento di Eli Lilly Italia, i protocolli di produzione e controllo stabiliti dagli enti nazionali e internazionali sono molto severi e non ammettono alcuna deviazione rispetto ai parametri prefi ssati.L’esasperato controllo dei processi produttivi, come sottolinea anche Gianni Crivellari, System and Solution Business Southern Europe di Rockwell Automation, “rappresenta uno dei fattori che contraddistinguono la produzione farmaceutica italiana, alla continua ricerca delle soluzioni più innovative per conservare la propria competitività a livello internazionale”.
Un aiuto alla produzioneIl processo produttivo che trasforma i cristalli di insulina dallo stato solido a quello liquido, per essere poi dosati correttamente nelle cartucce da assemblare nelle ‘penne’ per l’iniezione, comporta decine di lavorazioni specifi che, ognuna delle quali assegnata a macchine altamente specializzate. Il tutto all’interno di un processo costantemente monitorato e gestito per prevenire qualunque scostamento.Un compito tanto delicato non è gestibile da operatori umani, anche perché i protocolli internazionali prevedono che per garantire la perfetta ripetibilità dell’intero ciclo le operazioni siano affi date a sistemi automatici caratterizzati da un’elevata affi dabilità. Un insieme di esigenze che hanno suggerito ai responsabili di Eli Lilly di valutare l’off erta di soft ware specifi ci dedicati a questo compito. Una scelta particolarmente delicata, in quanto proprio da una simile piattaforma, comunemente nota con l’acronimo di Mes (Manufacturing Execution System), dipendono il coordinamento e il controllo dell’intera produzione. Si tratta di un soft ware specifi co che indica progressivamente ad ogni singola macchina quali compiti essa deve eseguire in uno specifi co istante, raccogliendo poi tutte le informazioni relative ai risultati ottenuti e al corretto svolgimento dei compiti assegnati.La capacità di coordinare e controllare un processo farmaceutico di simili dimensioni è oggi prerogativa di un numero limitato di prodotti, che i tecnici di Eli Lilly hanno messo a confronto. “Considerando che l’automazione produttiva è affi data alle soluzioni fi rmate da Rockwell Automation”, spiega Brozzi, “per noi sarebbe stato logico implementare anche il soft ware fornito dalla multinazionale americana che, grazie alla sua off erta di architettura integrata, è in grado di rispondere a qualunque esigenza di automazione.

54 ■ Automazione & Industria
FARMACEUTICO
In realtà, durante la fase di selezione, abbiamo voluto testare anche altri prodotti presenti sul mercato, giungendo però alla conclusione che la piattaforma Rs Pmx Mes fi rmata da Rockwell Automation è in grado di rispondere al meglio alle nostre esigenze produttive”.La soluzione Rs Pmx Mes rappresenta per Eli Lilly l’interfaccia ideale tra i soft ware di campo delle singole apparecchiature e il gestionale, fi rmato da Sap, al quale accedono i responsabili fi nanziari e della pianifi cazione. L’elevato livello di integrazione raggiunto permette di eliminare completamente i reporter sviluppati su fogli cartacei, ma anche tutte le trascrizioni manuali da parte degli operatori, prevenendo così qualunque possibile errore. Tutte le attività, come i singoli esiti di ogni processo, sono automaticamente riportate all’interno del database dedicato, con la possibilità di verifi care costantemente la correttezza del processo produttivo. Senza dimenticare che, a fronte di qualunque deviazione, sono stati previsti una serie di allarmi in grado di prevenire potenziali pericoli per i pazienti. La soluzione risponde anche agli standard internazionali in ambito farmaceutico, consentendo così l’interfacciamento con altri soft ware dedicati a processi specifi ci. “Oggi il 95% delle operazioni di produzione è gestito dai soft ware di controllo dei singoli Equipment”, spiega Brozzi, “e Rs Pmx Mes è in grado di gestire la corretta sequenza e la sincronizzazione dell’intero processo, evitando così tutte le attività manuali e, soprattutto, prevenendo possibili deviazioni dal processo standard”.
Professionisti al lavoroNell’implementazione di un sistema di controllo tanto delicato è stato necessario integrare, oltre ai prodotti, anche le competenze dei singoli esperti coinvolti. “All’interno di Eli Lilly”, riprende
Brozzi, “disponiamo di eccellenti competenze nel processo farmaceutico, così come per tutti gli aspetti chimici e procedurali che si aggiungono all’apprezzata capacità nell’integrazione di sistemi e processi. Una simile capacità, però, deve essere completata dalla perfetta conoscenza dei sistemi Mes e degli aspetti di sincronizzazione. Compiti, quest’ultimi, nei quali abbiamo avuto il supporto di alcuni tecnici dedicati di Rockwell Automation. In passato, in casi analoghi, altri fornitori avevano mandato un nutrito gruppo di consulenti, che dovevano poi essere coordinati tra loro e con il nostro personale. Al contrario la multinazionale americana ha scelto di fornirci solo due persone, ma in possesso di competenze molto spinte”. È nato così un team di lavoro in cui ogni esperto ha contribuito con le proprie competenze specifi che per consentire alla piattaforma Rs Pmx Mes di dialogare con ogni singola apparecchiatura installata. È stato possibile defi nire, in modo puntuale, le attività specifi che e la loro corretta sincronizzazione.Malgrado la diffi coltà nel formalizzare i singoli processi, il compito è stato facilitato dalla disponibilità di un editor intelligente, utilizzato per creare le ricette produttive, e dal relativo modulo utilizzato per la loro esecuzione. Il tutto completato da moduli come Rs Batch, Factory Talk, Rs Links, Rr Opc Gateway e Rs Logics che, insieme allo Scada di Rockwell Automation FactoryTalk View Se, sono caratterizzati da stabilità e affi dabilità, doti imprescindibili in un processo farmaceutico. Un processo che, per garantire i risultati migliori, non può prescindere dall’impiego di competenze specifi che e piattaforme soft ware caratterizzate da un’elevata dose di innovazione. Perché, proprio sfruttando al meglio l’innovazione tecnologica, Eli Lilly raggiunge l’obiettivo di fornire ai pazienti le ‘risposte che contano’. �

organ i zzAz i one
naturale
Le aziende che oggi hanno raggiunto una notevole capacitàproduttiva e vogliono migliorare il processo industriale, possonoaffidare ad Eutrolog la realizzazione di impianti affidabili, efficienti,flessibili e sicuri. Attraverso soluzioni mirate contribuiamo alraggiungimento di questo traguardo.I nostri impianti robotizzati, i fine linea, i sistemi di trasporto guidaautomatica sono sempre caratterizzati da semplicità costruttivae possibilità di implementazione, i software che governano iprocessi sono sempre integrabili e aggiornabili.
Eutrolog soluzioni tecnologiche innovative, anche su www.eutrolog.com
EUTRO LOGVia Genova, 15/1 - 22063 Cantù (CO)Tel. +39 031 734091 - Fax +39 031 734117
organ i zzAz i one
produttiva
· SISTEMI ROBOTIZZATI HIGH-TECH
· AUTOMAZIONE INDUSTRIALE
· IMPIANTI DI FINE LINEA
· PALLETTIZZAZIONE E LGV
· SOFTWARE GESTIONALE INTEGRATO
· SERVICE E POST VENDITA

56 ■ Automazione & Industria
BUILDING AUTOMATION
Quale legame possono avere un complesso residenziale e una fabbrica? Per scoprirlo è suffi ciente addentrarsi nell’entroterra marchigiano, dove ha sede Gruppo Loccioni. Un’impresa
in cui l’attività svolta dai 300 collaboratori può essere sintetizzata da un unico termine: innovazione. Si tratta infatti di una sorta di ‘sartoria tecnologica’, in cui il fondatore e attuale presidente Enrico Loccioni ha voluto che proprio l’innovazione diventasse parte integrante dell’organizzazione interna. Emblematica, in questo ambito, la creazione di Leaf House, un complesso residenziale costituito da sei appartamenti ad emissione zero. Oltre ad una struttura ottimizzata dal punto di vista dell’isolamento e dello sfruttamento delle sorgenti naturali, dal sole all’acqua delle falde, il complesso dispone di sistemi di automazione e controllo particolarmente innovativi, capaci di monitorare costantemente tutti gli ambienti e prevenire qualsiasi spreco.
Automazione ad emissione zeroLa struttura conta oltre 1.300 sensori e attuatori che consentono di gestire in modo ottimale l’intero ambiente con l’aiuto di un display touchscreen di derivazione industriale dall’utilizzo semplice e intuitivo. Per arrivare a questa eccellenza, come spiega Alessandro Olivi, responsabile dei sistemi informatici di Gruppo Loccioni, “è stato necessario integrare, oltre alle tecnologie, anche il desiderio di innovare di tutti i nostri partner, che hanno scelto di investire con noi nella ricerca di soluzioni sempre nuove e orientate al futuro. Un approccio vincente, in quanto ogni azienda coinvolta nel progetto mette a fattore comune le proprie competenze specifi che”.“Nell’ambito dei progetti più innovativi”, commenta Pierluigi Olivari, Managing Director di Beckhoff , “la nostra fi losofi a è quella di operare nelle vesti di partner tecnologico, proponendo soluzioni aperte che, pur essendo nate per l’automazione industriale, possono essere impiegate anche in altri settori. Una possibilità resa
In casa come in fabbrica
MASSIMILIANO CASSINELLI

Automazione & Industria ■ 57
BUILDING AUTOMATION
concreta dalla nostra capacità di proporre soluzioni complete, in grado di rispondere ad ogni specifi ca esigenza”. È nato ispirandosi a simili criteri il rapporto tra Gruppo Loccioni e Beckhoff , la multinazionale tedesca dell’automazione. “Da tempo”, riprende Olivi, “eravamo alla ricerca di un partner tecnologico disposto ad investire con noi nell’ambito della ricerca innovativa. Siamo infatti convinti che solo operando in stretta sinergia fra cliente e fornitore sia possibile ideare soluzioni davvero originali e capaci di superare i limiti che sinora hanno rallentato lo sviluppo. Oltre alla disponibilità personale, però, è stato importante identifi care soluzioni che, pur garantendo l’affi dabilità tipica delle applicazioni industriali, disponessero di un’elevata apertura verso il mondo dei personal computer e della modularità necessaria per crescere e integrarsi con le evoluzioni del sistema”.
Il sistema distribuito è di casaUn simile approccio ha comportato che per i sistemi sviluppati da Loccioni il soft ware di automazione TwinCat di Beckhoff , con funzione di plc, sia stato considerato come una sorta di ‘gateway tecnologico’. Ogni standard e ogni protocollo, infatti, possiede caratteristiche uniche che, in questo modo, possono essere sfruttate al meglio. I tecnici di Loccioni hanno sviluppato il Framework Leaf (Loccioni Energy Automation Framework), un’infrastruttura applicativa ideata per la realizzazione di impianti di building automation. Leaf s’interfaccia con TwinCat di Beckhoff , in grado di trasformare un pc compatibile in un controllore real-time, e virtualizza le misure eff ettuate dai sensori in informazioni utilizzate per il controllo e la gestione seguendo un criterio ad eventi. Dal punto di vista informatico viene così creato un sistema distribuito che opera sullo standard Ip. I nodi della rete, costituiti da pc embedded di Beckhoff , possono comunicare tra loro in base al paradigma di comunicazione defi nito proprio nel Framework Leaf. Questo signifi ca che
il sistema non esegue sistematicamente la verifi ca di tutti gli stati, ma opera solamente quando riceve la notifi ca di un cambiamento: l’apertura di una porta, una variazione di luminosità, l’accensione di un carico... Ovviamente, trattandosi di sistemi di gestione e controllo dell’energia, un ritardo di qualche frazione di secondo può essere tranquillamente tollerato. Un ‘ritardo’ ricompensato dalla possibilità di non appesantire eccessivamente l’hardware del sistema di controllo. Basti pensare, ad esempio che, sono state impiegate solo sette cpu Beckhoff , in grado d’interfacciarsi con qualunque bus di campo, realizzando altrettanti sistemi indipendenti, che gestiscono i 1.300 I/O della Leaf House.Operare secondo una logica ad eventi, inoltre, semplifi ca la raccolta dei dati memorizzati all’interno di uno specifi co database. Una simile fi losofi a è sfruttata al meglio anche per la gestione energetica del sito produttivo di Loccioni. Alcuni sensori sviluppati appositamente per analizzare le frequenze luminose cui sono sensibili gli occhi umani si interfacciano con il soft ware TwinCat di Beckhoff , regolando l’illuminazione fornita dalle plafoniere e stabilendo da quali fonti attingere l’energia necessaria. Se le sorgenti rinnovabili si rivelano insuffi cienti per esigenze specifi che dell’utenza, è possibile accedere direttamente alla rete di distribuzione nazionale dell’elettricità. Il soft ware analizza i singoli consumi e può posticipare in modo intelligente determinate operazioni rispetto ad altre.Tutti i dati sono visualizzati su un pannello touchscreen della famiglia CP, fi rmato Beckhoff , attraverso il quale è possibile modifi care le impostazioni e aggiornarsi sullo stato istantaneo del sistema. Una modalità operativa che, nell’anno di funzionamento, ha consentito di dimezzare i consumi delle lampade utilizzate per l’illuminazione, riducendo di 1 tonnellata l’anidride carbonica immessa nell’atmosfera. �
Tutta l’energia
utilizzata nella
Leaf House è
prodotta da
fonti rinnovabili,
senza rilascio
di anidride
carbonica
nell’atmosfera
58 ■ Automazione & Industria
AUTOMOTIVE
Parlando d’innovazione nell’industria automotive si pensa immediatamente ai motori e all’elettronica di bordo. In realtà, per migliorare il comfort e la sicurezza dei passeggeri, le case automobilistiche
prestano una crescente attenzione a tutti i particolari di un’autovettura, compresi i vetri che racchiudono l’abitacolo. Da qui la collaborazione tra Metaltecno, un’azienda di Ceprano (FR) che si occupa della progettazione meccanica ed elettrica, della costruzione, dell’assemblaggio e dello sviluppo di soft ware innovativi, e Mitsubishi Electric, per integrare nuove soluzioni tecnologiche in un impianto automatizzato destinato alla produzione di vetri per automobili recentemente realizzato dalla multinazionale giapponese Asahi Glass Company in Ungheria. In un contesto di produzione come quello dello stabilimento ungherese di Asahi Glass Company, una curvatura sbagliata, la presenza di graffi o eventuali irregolarità nel vetro utilizzato per formare il lunotto stesso possono creare pericolose distorsioni alla visione del conducente, con il rischio di favorire incidenti. Proprio per questo motivo, la manipolazione risulta particolarmente delicata, in quanto è spesso fonte di danneggiamenti. Senza dimenticare che, considerando le dimensioni e il peso delle lastre stesse, sussiste il rischio di provocare incidenti agli operatori. Per tale ragione, sin dalla progettazione dell’impianto di produzione sono state individuate soluzioni d’automazione industriale in grado di soddisfare le esigenze di elevata qualità richieste da simili prodotti.Lungo le tre linee di produzione, che si estendono per 50 metri, i tecnici di Metaltecno chiamati a gestire l’intero processo di automazione hanno scelto d’installare moderne apparecchiature di movimentazione. Anche se, come spiega il responsabile controlli e progettazione elettrica di Metaltecno, Gianni Tonelli, “la parte più delicata di un simile progetto non era rappresentata tanto dall’handling, relativamente simile ad altre installazioni
L’INNOVATIVA TECNOLOGIA GIAPPONESE CONSENTE
DI OTTIMIZZARE LA PRODUZIONE DEI LUNOTTI
INSTALLATI SULLE AUTOMOBILI DI TUTTO IL MONDO
ADOLFO VIOLANTE

Automazione & Industria ■ 59
AUTOMOTIVE
già realizzate in passato, quanto dal controllo”. L’impianto ungherese, infatti, gode di un elevato livello di automazione, in quanto tutti i componenti installati devono essere in grado di integrarsi tra di loro. Una caratteristica che consente di accentrare i controlli in un unico punto, con l’ulteriore vantaggio di trasmettere i risultati anche attraverso una rete cellulare, consentendo così un controllo perfetto e la possibilità di visualizzare, in tempo reale e da qualunque punto, la situazione istantanea della linea produttiva. Si tratta di un controllo che, per alcuni versi, potrebbe apparire esasperato. In realtà basterebbe ricordare come, lungo la linea produttiva, vengano verifi cati 50 attributi specifi ci, registrando costantemente ogni singolo risultato. In questo modo è possibile conoscere la storia di ogni lunotto ma, soprattutto, eliminare tempestivamente eventuali prodotti non conformi.
Nessun limite all’automazioneUna modalità operativa incompatibile con un’attività prettamente umana. Anche perché tutti i dati sono costantemente confrontati con lo storico, identifi cando così la presenza di trend negativi. Questo signifi ca che, ancor prima che si presenti un problema, il sistema di supervisione fi rmato da Mitsubishi Electric è in grado di segnalare il rischio di una situazione anomala, inviando segnali d’allarme al personale tecnico e di assistenza. “Lavorando su una linea produttiva completamente nuova”, spiega Tonelli, “i problemi sono stati ovviamente limitati, in quanto tutto era perfettamente conosciuto e preventivato a priori, dai tempi di consegna alla modalità esecutiva di ogni singola operazione. Le peculiarità di questo approccio si sono rivelate vincenti anche nei prodotti per l’automazione, tutti fi rmati da Mitsubishi Electric. In particolare il controllo dell’intero impianto è affi dato ad un plc Mitsubishi con cpu Q06H. La comunicazione verso gli input/output in campo sfrutta il protocollo Profi Bus, mentre per il dialogo con i robot incaricati della movimentazione è stato scelto di
utilizzare CC-Link, il protocollo di rete d’automazione standard più diff uso in Asia e sviluppato dalla stessa Mitsubishi Electric.
Tecnologie vincenti“La tecnologia Mitsubishi”, spiega Tonelli “si è rivelata particolarmente semplice da utilizzare, oltre ad essere caratterizzata da note doti d’affi dabilità. Per un system integrator come noi, chiamato a conoscere protocolli di diversi brand, un ulteriore fattore di diff erenziazione che riconosciamo a Mitsubishi Electric è legato alla sua capacità di fornire manuali particolarmente esaustivi. Un aspetto importante, che consente ai nostri tecnici di trovare rapidamente una soluzione a qualsiasi esigenza. Inoltre, la progettazione può essere realizzata in modo lineare, riducendo ulteriormente i tempi di sviluppo. Un vantaggio signifi cativo in un progetto tanto complesso, nel quale sono controllati oltre 150 assi. Al punto che, secondo le nostre stime, l’impiego di questa tecnologia ha permesso di ridurre del 30% il tempo di sviluppo rispetto a quello necessario utilizzando una soluzione tradizionale”. Alla relativa semplicità della progettazione corrisponde un’estrema semplicità anche nell’uso della linea da parte degli operatori. Nei singoli punti di controllo sono infatti installati sei pannelli operatore Mitsubishi Electric Got1000 touchscreen, collegati tra loro e con il pc di supervisione attraverso una rete Ethernet, mentre la rete MelsecNet H, a fi bre ottiche, integra il plc nella rete di stabilimento. Il personale può così operare, in modo immediato e intuitivo, a fronte di qualunque esigenza. L’impianto, infatti, deve essere in grado di conservare la produttività prevista riducendo al minimo i tempi di fermo macchina per i cambi formato, anch’essi gestiti completamente in automatico e richiamati attraverso i pannelli operatore. L’intero processo è così ottimizzato, garantendo una produttività costante ed elevata nel tempo e un’immediata individuazione di eventuali componenti resi poco affi dabili dall’usura, con l’obiettivo di una ‘miglior visione ai conducenti’. �

60 ■ Automazione & Industria
PACKAGING
che lavorano con noi”. Sul mercato, però, non esiste una soluzione preconfezionata in grado di prelevare automaticamente le bobine dalla macchina di taglio per poi trasferirle ad un pallettizzatore, dove confezionarle in funzione delle esigenze di ogni singolo cliente.G
li imballaggi fl essibili (etichette, sacchetti...) prodotti ogni anno da Goglio Cofi box sarebbero suffi cienti per fare tre volte il giro della Terra. Basta questo semplice dato per
comprendere come, per produrre annualmente 120 milioni di metri di imballi, destinati ai clienti più eterogenei, l’azienda di Cadorago (CO) debba sfruttare le tecnologie di automazione più innovative e performanti. “Tutto questo”, come spiega Pietro Lironi, l’amministratore delegato di Goglio Cofi box, “perché oggi, per essere competitivi sul mercato, è necessario operare sempre ai massimi livelli di effi cienza”. In passato la movimentazione del prodotto fi nito era affi data al personale dell’azienda, chiamato a sollevare bobine che possono raggiungere un peso di 150 kg. Un’attività che risultava fonte di infortuni e rallentamenti, ripercuotendosi sull’effi cienza produttiva e sull’integrità fi sica degli stessi operatori, spesso in diffi coltà nel dover smaltire la produzione di macchine capaci di tagliare le etichette alla velocità di 600 metri al minuto.
Movimenti su misura“Da tempo”, riprende Lironi, “eravamo alla ricerca di una soluzione che ci consentisse di aumentare l’effi cienza e di preservare l’incolumità delle persone
Il valore dell’imballaggio fl essibileUN SISTEMA DI MOVIMENTAZIONE COMPLETAMENTE AUTOMATIZZATO SGRAVA GLI OPERATORI DA UN’ATTIVITÀ PARTICOLARMENTE
FATICOSA, RIDUCE DEL 35% IL PERSONALE DEDICATO E AUMENTA LA PRODUTTIVITÀ
MASSIMILIANO CASSINELLI

Automazione & Industria ■ 61
PACKAGING
Goglio Cofi box ha così iniziato un processo di selezione per individuare un partner in grado di condividere l’investimento in un simile progetto. Una ricerca non semplice, perché le bobine da movimentare sono estremamente diverse tra loro ed è necessario riconoscerle automaticamente garantendo la rintraccibilità. Infatti, è possibile riscontrare la presenza contemporanea di bobine provenienti da macchine diverse e caratterizzate da diametri che possono andare da 200 a 600 mm, altezze da 36 a 510 mm e pesi altrettanto variabili. Gli unici ad accettare l’impegnativa sfi da sono stati i tecnici di Eutro Log, sotto la guida del co-titolare Ivan Parisi. “Ad una simile condivisione degli obiettivi ha contribuito, oltre alla vicinanza fi sica delle due realtà, anche l’esperienza specifi ca maturata in alcune implementazioni simili”, spiega Stefano Eleonori, responsabile engineering di Goglio Cofi box.L’innovativa soluzione proposta da Parisi è un nastro trasportatore che, correndo per oltre 30 metri tra le sette macchine destinate al taglio delle bobine, è in grado di prelevarle e trasportarle sino al pallettizzatore. All’operatore spetta il solo compito di apporre un’etichetta con impresso il codice a barre su ogni singola bobina. A questo punto un braccio meccanico preleva la bobina, la ruota e la deposita sul nastro, attraverso il quale arriva all’ingresso del sistema di pallettizzazione. Entra quindi in funzione il dispositivo di lettura, in grado di riconoscere la bobina stessa, sulla scorta del codice a barre, e di confrontare i dati attesi con i valori fi sici rilevati sul campo, applicando poi sulla bobina l’etichetta identifi cativa con i dati in chiaro per garantirne la rintracciabilità.Su richiesta del cliente è inoltre possibile confezionare singolarmente ogni bobina in modo da proteggerla dagli agenti esterni. Il tutto con un sistema in grado di gestire contemporaneamente quattro prodotti diff erenti che il robot deposita su uno dei pallett destinati al trasporto. Un’operazione automatica che
sfrutta uno specifi co soft ware di posizionamento per ottimizzare l’occupazione dello spazio disponibile o per soddisfare esigenze specifi che.
Allarmi sotto controlloIn caso di anomalia, inoltre, il sistema scarta la bobina che non rispetta i parametri predefi niti. La gestione automatizzata della disposizione sui pallet e delle non conformità, come spiega Eleonori, “ha permesso di risparmiare il 35% del personale, trasferito a mansioni fi sicamente meno gravose, e di aumentare l’effi cienza”.Per ottenere un tale risultato è stato necessario utilizzare componentistica affi dabile e un servizio di assistenza di elevato livello, anche in considerazione del fatto che la soluzione di movimentazione automatizzata ha dovuto inserirsi in un ciclo e in un’organizzazione degli spazi preesistente. I tecnici di Eutro Log hanno installato i nastri trasportatori a un’altezza di oltre 3 metri. Proprio le diffi coltà logistiche sono state alla base della scelta di monitorare costantemente la posizione di ogni bobina. Tutte le informazioni sono visualizzate su pannelli operatore dedicati che, oltre a fornire una visione generale dell’impianto corredata dall’allarmistica tradizionale, permettono di conoscerne i dettagli e la storia. Inoltre, in caso di problemi come la momentanea assenza di energia, le informazioni sono ‘congelate’ dal sistema stesso, consentendo il riavvio della produzione dal momento in cui si era fermata. Per garantire il costante controllo, è stato utilizzato un plc per la gestione di ogni singola zona del sistema di movimentazione. In questo modo è possibile aumentare la velocità di gestione dei circa 100 motori impiegati per la movimentazione nelle bobine che, a pieno regime, sono pallettizzate ogni 20 secondi. Una velocità notevole, indispensabile per garantire una produttività in grado di abbattere i costi e aumentare la competitività sui mercati internazionali. �
Il pallettizzatore
riconosce e
posiziona
le bobine in
funzione delle
specifi che
esigenze di ogni
singolo cliente

62 ■ Automazione & Industria
ALIMENTARE
Riduzione di costi, errori e tempi morti. Questi, in sintesi, i vantaggi ottenuti da un noto produttore di muffi n installando una nuova linea robotizzata per la manipolazione
dei prodotti in uscita dal forno e destinati al confezionamento fi nale. “La richiesta pervenutaci dal committente prevedeva la manipolazione di 350 pezzi al minuto da alimentare in vaschette da due e quattro pezzi. Un risultato impensabile operando in maniera tradizionale, mediante cioè presa singola e successivo deposito. Per questo abbiamo puntato sull’innesto dei robot. Naturalmente occorreva una tecnologia dedicata: il muffi n è infatti un prodotto che, per forma e caratteristiche strutturali, è estremamente friabile e quindi piuttosto sensibile alle operazioni di picking”, spiega Corrado Pozzer, amministratore delegato dell’azienda vicentina Tecno Pack che ha realizzato l’impianto.La soluzione realizzata da Tecno Pack prevede
Un muffi n perfettoTECNO PACK HA PUNTATO SUI ROBOT
PER CONSEGNARE ALL’END USER UNA LINEA
DI CONFEZIONAMENTO CAPACE DI AZZERARE
I TEMPI MORTI E DI TUTELARE LA DELICATEZZA
DI UN MUFFIN APPENA SFORNATO
SIMONE CASTELLI
Un robot Abb
specifi catamente
progettato per
movimentare
velocemente pezzi
delicati, come questi
muffi n appena sfornati

Automazione & Industria ■ 63
ALIMENTARE
l’utilizzo di una tecnologia a presa rapida da parte del robot specifi catamente progettata per la movimentazione rapida di beni di consumo in ambienti di tipo alimentare.“La parte a monte del processo prevede un sistema tradizionale di smodellaggio delle teglie, mentre quella di caricamento si articola secondo due linee indipendenti, ciascuna attrezzata con due robot Abb. In questo modo siamo riusciti a garantire al committente il confezionamento dei prodotti a 380 pezzi al minuto. L’innesto di una doppia linea aumenta le doti di fl essibilità, poiché garantisce sia la piena operatività dell’impianto che quella a regime dimezzato. Un altro vantaggio risiede nella possibilità di confezionare in tempo reale due diff erenti prodotti, ad esempio un muffi n classico e uno al cioccolato, in confi gurazione mista. In un sistema tradizionale tutto ciò viene normalmente eff ettuato dapprima su una singola produzione stoccata a magazzino e, successivamente, riconfi gurando il processo per una seconda operazione. Naturalmente per poter movimentare più articoli bisogna considerare quali sono le necessità di distribuzione all’interno del trasporto e provvedere ad identifi carlo attraverso sistemi di visione capaci di interfacciarsi in modo speculare con la parte di manipolazione”. Per questo motivo, l’impianto si avvale di un sistema di visione abbinato ad uno di controllo Abb PickMaster, in grado di riconoscere gli oggetti disposti in modo casuale sul trasportatore in movimento e di fornire l’input corretto al robot per il prelievo ad alta velocità. “In tal modo”, aggiunge Pozzer, “è inoltre possibile eff ettuare un controllo qualitativo sulla forma dell’oggetto, così da poter rilevare già in questa fase gli eventuali scarti”. �
Il muffi n è un prodotto che, per forma e caratteristiche
strutturali, è estremamente friabile e quindi sensibile
alle operazioni di picking

64 ■ Automazione & Industria
PACKAGING
Tecnologia e mercati sono intimamente connessi e diventa diffi cile determinare chi infl uenza cosa. Un termine sempre più ricorrente è ‘fl exible manufacturing’,
che indica un approccio molto diverso nella costruzione di macchine speciali, siano esse dedicate all’assemblaggio, al packaging o al collaudo automatizzato. Ricordiamo che il comparto italiano delle macchine è uno dei pochi settori dove il nostro Paese ha sempre ottenuto grandi successi e che ancora oggi gode di buona salute. In questo settore l’Italia, quarta in Europa in termini di Pil, è seconda solo alla Germania. Il merito va attribuito alle migliaia di piccole e medie imprese che con la loro passione, costanza, impegno e creatività - e nella pressoché totale indiff erenza dei più
Cosmetica, robotica e visione artifi cialeLA SAPIENTE INTEGRAZIONE DI R
ARTIFICIALE NELLE MODERNE MA
PERMETTE A GRANDI NOMI DEL S
COME DIOR, L’OREAL E AVON DI AC
REAZIONE DELLA STRUTTURA PRO
LA FLESSIBILITÀ NECESSARIA PER
CONTENUTI IL MIX DI PRODOTTI I
DAI CONSUMATORI IN OGNI MOM
STEFANO CAZZANI

Provate ad immaginare il mondosenza la potenza della nostra tecnologia
PLC COMPATTI E MODULARI - HMI - SERVO - INVERTER - MOTION - ROBOT - LVS

66 ■ Automazione & Industria
PACKAGING
- rispondono tempestivamente alle richieste di mercati in rapido cambiamento. In passato le macchine speciali erano concepite e costruite per un determinato scopo e spesso per un solo prodotto. Esaurito il ciclo produttivo specifi co al prodotto, si esauriva la vita stessa della macchina. ‘Flexible manufacturing’ vuol dire essenzialmente poter produrre sulla stessa macchina intere classi di prodotti diversi, con lotti molto più piccoli e con un cambio lotto pressoché istantaneo. L’esempio che segue è specifi co al mondo del packaging per la cosmesi, ma è sicuramente applicabile a molti altri settori produttivi, poiché la stessa tecnologia
natalizio e quello estivo. Per quanto riguarda le macchine tutto questo si traduce in una richiesta estrema di fl essibilità”. Entriamo nello specifi co. “Una trousse di cipria”, dice Piacentini, “è un oggetto esteticamente molto curato, composto in genere da un contenitore in plastica con un coperchio a cerniera, uno o più fondelli metallici riempiti di sofi sticate polveri compattate, spesso uno specchietto, pennellini, applicatori ecc. I fondelli sono in metallo stampato e la loro forma e dimensione possono cambiare in modo sostanziale in base al design specifi co della trousse. Nel processo produttivo è necessario caricare questi fondelli nella pressa di compattazione della cipria, con cadenze che vanno dai 40 agli 80 pezzi al minuto”. È proprio qui che interviene l’integrazione di robotica e visione. “Un sistema di visione artifi ciale identifi ca i fondelli caricati in maniera disordinata su un nastro trasportatore, discrimina diritti e rovesci, eff ettua un controllo di qualità per eliminare fondelli non conformi e comunica le coordinate spaziali al braccio robotico che li preleva e li deposita nella pressa di compattazione”, continua Piacentini. “Il soft ware di visione e di robotica è confi gurabile dall’operatore della macchina e permette di creare rapidamente le istruzioni di prelievo e di controllo di qualità per nuovi fondelli”. Le tecnologie sinteticamente descritte sono state utilizzate con successo e in modo ripetitivo da Vetraco Group e ImagingLab per fornire macchine automatiche a grandi nomi del settore cosmetico come Dior, L’Oreal e Avon. Il più importante risultato fi nale ottenuto dai produttori è stata la possibilità di accorciare i tempi di reazione della propria struttura produttiva aumentando la fl essibilità necessaria per produrre a costi contenuti il mix di prodotti ideale richiesto dai consumatori in ogni momento dell’anno. �
Ignazio Piacentini,
responsabile
di ImagingLab
è stata utilizzata con successo anche per diverse esigenze di assemblaggio automatico. È Ignazio Piacentini, il responsabile di ImagingLab, società specializzata nel settore della visione per la robotica, a descriverne i dettagli più signifi cativi. “Il mondo della cosmesi, che ha per noi ingegneri il fascino dell’effi mero”, racconta Piacentini, “è contraddistinto da una attenzione maniacale non solo al contenuto, ma anche al contenitore, il cui ‘look’, dimensione e natura sono dettati insindacabilmente dai guru del marketing, e da un ridottissimo time-to-market del prodotto fi nito legato a due ‘lanci’ di prodotto annuali, quello


Provate ad immaginare il mondosenza la potenza della nostra tecnologia
PLC COMPATTI E MODULARI - HMI - SERVO - INVERTER - MOTION - ROBOT - LVS