AEROSPACE 410 AEROSPACE PROPULSION Lecture ROTARY ENGINES WANKEL ENGINE ROTATING PISTON

Total component solutions
Aerospace Engine
2
Sandvik Coromant in Aerospace
Expertise for challenging production Your demands set our standards
Aerospace is one of the most technically demanding industries in the world. With increasingly diffi cult to machine materials , ex-acting specifi cations and constant time restraints , the manufac-ture of aerospace parts has many limitations - but at the same time, production rates are set to increase.
Components and their featuresOur goal is to offer complete solutions to typical components, this is both the physical tool but also the processing knowl-edge. In reality, a solution encompassing:• spindle interface• tool holder suited to access the component shape • programming methods • insert grade and geometry• surface integrity - correct parameters to leave the component
in the best condition
The focus:1) Reducing your non-cutting time - the only time the machine
is making any money is when the ‘green light’ is on. This is where the adoption of machines that are more fl exible, modular tooling systems and high pressure coolant will make a big impact.
2) Optimising the cutting process - when programming for the fi rst time - even if this is a prototype - this is the time to implement “best practice” for each component feature.
Our specialized Application Centers invest in the future of solu-tions and in the understanding of an industry that goes way beyond tools.
Sandvik Coromant in aerospace holds the expertise you need for challenging production, an expertise that puts your success in focus.

3
Coromant Capto® and high pressure coolant for “green-light production”
Investing in the futureWhen the component costs tens of thousands, the program-ming time can be weeks, the manufacturing time is tens of hours and you will be making this part for years; you need to get it right from the start. The Coromant Capto® system provides the ultimate rigidity and fl exibility required for machin-ing high temperature and titanium alloys – it is the coupling to secure solutions.
• Balanced and concentric - No limitations on spindle rotation speed
• High torque transmission - Without keyways• Delivery of coolant to the - Through tool delivery cutting edge • Stable with long tools - Good bending stiffness• Withstands high axial forces - High axial clamping force• Quick change - ½ turn clamp and release • Flexible - Modularity to break down
and build assemblies• Automatic tool change - Hydraulic, gripper and
magazine storable
Our product assortment of over 5000 standard Coromant Capto products support typical aerospace component features in all machines used by the industry.
CoroTurn® HP - ‘green-light production’ High pressure coolant is now a standard option on most premium lathes and multi-task machines. Coromant Capto automatically plumbs the coolant to the nozzles. The precision nozzles accurately target the correct point on the insert at a low trajectory creating a hydraulic wedge between the chip and the rake face of the insert.
The benefi ts:
• Chip control Reduced stoppages• Fixed precision nozzle More secure process• Increase tool life +50%• Increase productivity +20% cutting speed
The relatively small investment to have the machine optimized for high pressure delivery offers a very fast payback with con-tinual delivery.
Investing in Coromant Capto is the gateway to secure and pro-ductive aerospace manufacturing - coupling the best interface to secure productive solutions ensures that we are pioneering your future success.
High-pressure co
olant!

44
Turbine DiscThese complex turned parts in hard to machine alloys such as Inconel 718, Waspalloy and Udimet 720 generally feature profi led pockets with various diffi cult clearance requirements. A complete package of standard tools together with uniquely productive solutions is readily avail-able to deliver stable machining to any turbine disc feature.
Optimized programming and optimised tools give optimized results
By choosing trochoidal turning for the roughing operation over the more traditional ramping method, productivity can be doubled with improved security and tool life.
• Grade CC6060 allows for larger depths of cut to be taken• Reduced number of passes required using trochoidal turning• Green-light production – secured, controlled, predictable wear
Pocket dia 500mm - width 60mm - depth 40mm
The modular SL70 tooling system
Due to tough material, accessibility and productivity, round inserts offer the best method and are used in both roughing and fi nishing.
• CoroTurn SL70 blades designed to fi t the typical profi ling and pocketing features
•Oval coupling offers excellent stability and accessibility • All radial and axial clearance requirements covered in a compact program
• Multi-task and vertical turning lathe requirements met with Coromant Capto size C6
• Carbide RCMT and CoroCut grades have high pressure coolant as standard
RCGX 120700E 6060 Ramping Trochoidal
Cutting speed vc m/min 250 250
Depth of cut ap mm 2 3
feed rate fn mm/rev 0.15 0.2/0.1
Metal removal rate Q cm3/min 75 150
Number of passes 40 14
Tool life min 6 4
Number of insert changes 14 7
Time for pocket min 70 29

5
Finishing profi le with SL70 CoroCut HP S05F
For the highest productive fi nishing with excellent surface integrity and dimensional accuracy, the combination of SO5F and CoroCut® RO geometry sets the standard for critical part fi nishing.
Scallop milling
Our exchangeable-head system with CoroMill® 316 is the economical tool for scallop milling. With a shorter cutting length than other tools, it provides essential stability, optimized for these small depths of cut with close tolerances. Tool change and tool setting times are drastically reduced compared to traditional end mills and chucks. Chamfering inserts are also available in the same system.
CoroCut® angled inserts
Perfectly formed for those diffi cult to access grooves, 90 degree angled inserts come in a variety of shapes all as standard. No need for special tools. Blanks even available for dedicated 90, 45 degree and T-profi les.
High-pressure co
olant!
66
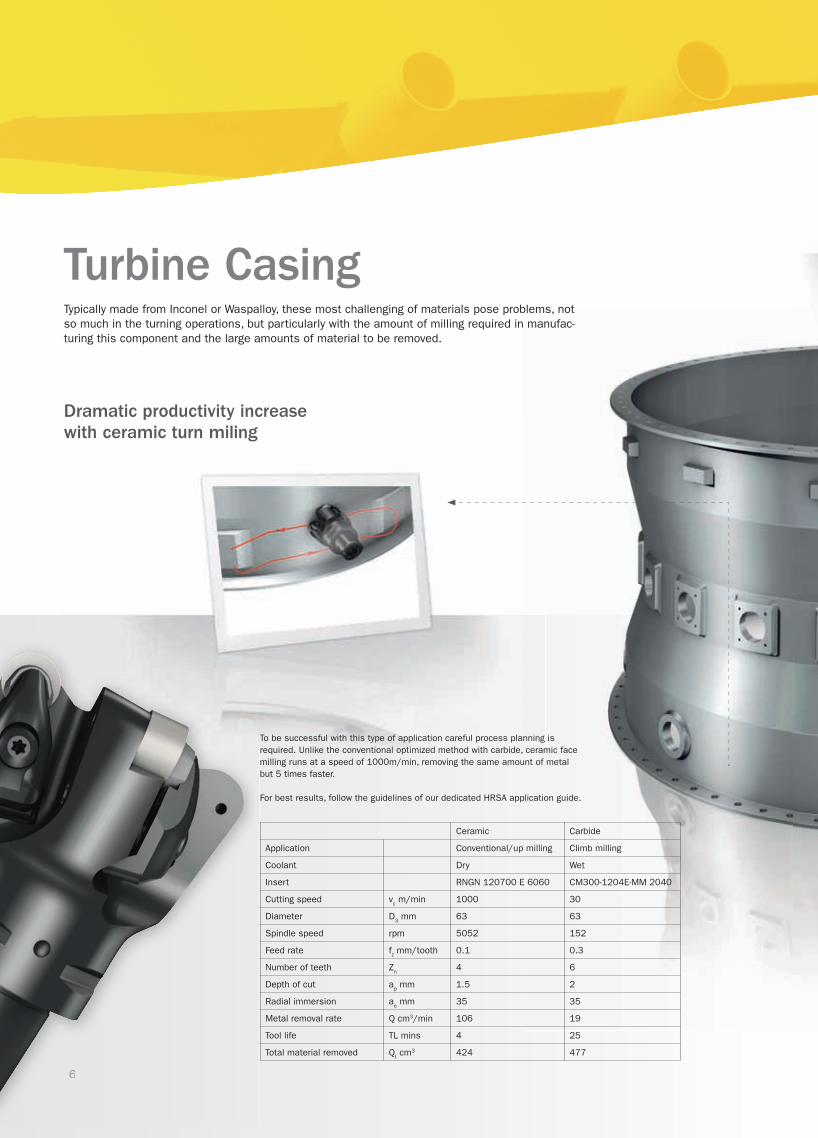
Turbine Casing
Dramatic productivity increase with ceramic turn miling
To be successful with this type of application careful process planning is required. Unlike the conventional optimized method with carbide, ceramic face milling runs at a speed of 1000m/min, removing the same amount of metal but 5 times faster.
For best results, follow the guidelines of our dedicated HRSA application guide.
Ceramic Carbide
Application Conventional/up milling Climb milling
Coolant Dry Wet
Insert RNGN 120700 E 6060 CM300-1204E-MM 2040
Cutting speed vc m/min 1000 30
Diameter D3 mm 63 63
Spindle speed rpm 5052 152
Feed rate fz mm/tooth 0.1 0.3
Number of teeth Zn 4 6
Depth of cut ap mm 1.5 2
Radial immersion ae mm 35 35
Metal removal rate Q cm3/min 106 19
Tool life TL mins 4 25
Total material removed Qt cm3 424 477
Typically made from Inconel or Waspalloy, these most challenging of materials pose problems, not so much in the turning operations, but particularly with the amount of milling required in manufac-turing this component and the large amounts of material to be removed.

7
Rough milling around a boss
For productive secure machining use CoroMill 300 with a roll in programme combined with round inserts to reduce notch wear and allow high feed rates.
Helical ramping a hole from solid
Helical ramping of larger diameter holes with CoroMill 300 provides the most secure and productive method here. The cutting forces are much lower than drilling, which also struggles with the interrupted exit into the bore. Ramping down to 32mm hole diameter is possible and CoroMill 300 also comes with the advantage of Coromant Capto coupling and through spindle coolant.
For best results, we recommend you contact your representative to get this right from the start.
Finish profi le milling- walls and bores
Utilise high speed machining techniques- shallow radial cuts and high axial cuts, for productive semi and fi nish milling. CoroMill Plura with 50 degree helix in grade GC1620 is optimized for this application.
Hole making in aero engine casing
For hole making please refer to page 15.

88
Fan CasingThe machinability of titanium is low, however, unlike the nickel alloys, ceramic cannot be applied . This puts challenges on productively removing material. Keeping the cutting temperature low is the key to success. The key factors together, with optimized programming, are choice of insert shape and utilisation of high-pressure coolant (HPC).
CoroTurn SL70 – the fl exible modular tooling system
Round inserts offer best acces-sibility and productivity due to reduced entry angle and chip thickness. The programme con-sists of round carbide inserts as well as the stable CoroCut groov-ing system and comes with HPC as standard.
• Radial and axial clearance requirements covered in compact program
• Oval coupling offers excellent stability and accessibility
• Coromant Capto size C6 for mul-ti-task and VTL requirements
Together with the optimized geometry for machining titanium, tailored programming and high pressure coolant the results are high metal removal, security in machining and long tool life.
RCMT 1204MO-SM H13A Trochoidal
Cutting speed vc m/min 50
Depth of cut ap mm 3
feed rate (G1) fn mm/rev 0.4
feed rate (G2) fn mm/rev 0.2
Metal removal rate Q cm3/min 60
High-pressure co
olant!

9
Vertical Turning Lathes (VTLs), Coromant Capto and Jetbreak™
VTLs by design need to have either manual quick change or automatic tool change. With the coolant piped through the ram directly to the spindle there are no coolant pressure restrictions - as is the case with turret lathes and rotating spindles. Coromant Capto Jetbreak, developed for UHPC applications in VTLs, has been applied for many years, predominantly in tita-nium casing, disc and spool applications. Much of the design and application knowledge developed in this fi eld lay behind the now standard CoroTurn HP program for HPC*.
• Xcel reduces the lead angle and chip thickness allowing
an increase in feed and speed
• Double the metal removal rate and at the same time
double the tool life!
Xcel in titanium
A radical tooling solution for semi-rough turning into shoulders. Xcel combines the advantages from square 45 degree lead ap-proach angle and rhomboid 90 degree lead angle tools.
• Rhomboid - accessibility into confi ned spaces and machine in two directions with easy tool offset
• Square – high feed rate and long tool life
CNMG 120408 H13A CNMX 1204A2 SM H13A
Cutting speed vc m(min 40 50
Depth of cut ap mm 3 3
Feed rate fn mm/rev 0.25 0.4
Metal removal rate Q cm3/min 30 60
Tool life min 10 20
High-pressure co
olant!
* Coromant Capto Jetbreak - UHPC - Ultra High Pressure Coolant - between 100 to 500bars (1400 to 7000psi)
Coromant Capto HP - HPC - High Pressure Coolant - up to 100bars (1400psi)

1010
SpoolThe two challenging features of this component are the deep internal chambers and the exter-nal blade tulip grooves. A combination of engineered solutions and methodology with optimised grades are the key to success.
Dampened blades with Coromant Capto
To machine the deep internal chambers typically up to 150mm, long, slender tools are required. The challenges are tendency to vibration as well as removal of the chips from the groove.Turning one of the most challenging features into a secure proc-ess has been achieved by:
• Oval serration blade system for best stability and accessibil-ity. The 100mm high blade allows for best coolant delivery to assist in chip removal
• For blades longer than 4x width of the blade a patented dampening device is part of the design. This allows depth of cut to be 4 times greater than without dampening
• Trochoidal turning technique combined with ceramic grade CC6060 reduces the number of machining passes required
A secure process with more than double the productivity.
Without dampening Same cutting conditions with dampening
11
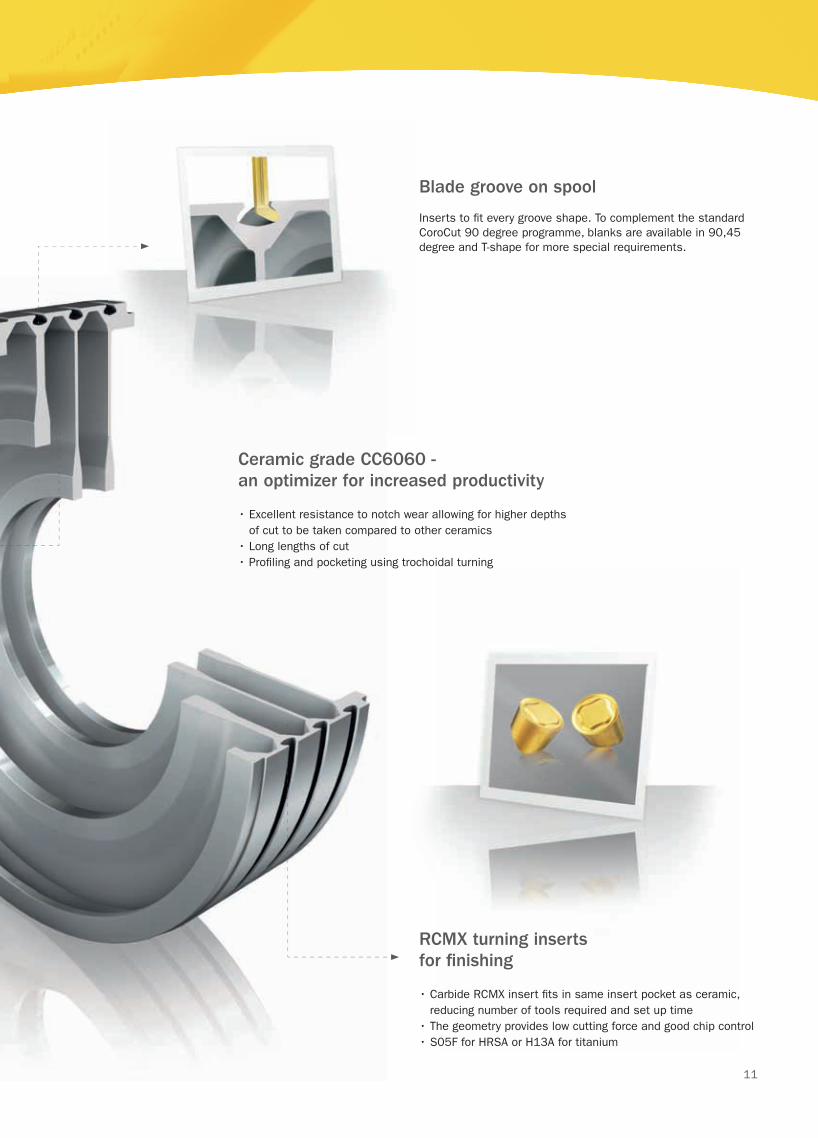
Blade groove on spool
Inserts to fi t every groove shape. To complement the standard CoroCut 90 degree programme, blanks are available in 90,45 degree and T-shape for more special requirements.
RCMX turning inserts for fi nishing
• Carbide RCMX insert fi ts in same insert pocket as ceramic, reducing number of tools required and set up time
• The geometry provides low cutting force and good chip control• S05F for HRSA or H13A for titanium
Ceramic grade CC6060 - an optimizer for increased productivity
• Excellent resistance to notch wear allowing for higher depths of cut to be taken compared to other ceramics
• Long lengths of cut • Profi ling and pocketing using trochoidal turning

12
High-pressure co
olant!
High-pressure co
olant!
Made from high alloy steel or Inconel the major challenge here is the length and internal features of the component. The biggest development in shaft manufacturing has come from the evolution of the multi-task machine. Coromant Capto and Silent Tools are proven to be the perfect partners for shaft manufacture with multi-task machines.
Shaft
Dampened boring bars
A standard Silent Tool boring bar programme up to 250mm diameter and 14 x dia to length capability is available. This range of tools can produce component features of an ex-traordinarily high standard. The serration lock (SL) coupling is now equipped with a full range of cutting heads with HPC capability.
CoroCut SL70 the fl exible modular tooling system
SL70 modular blade system offers easy access into the fl ange around the shaft with high pressure nozzles as standard. The rigid CoroCut system is often used with the TF or TM turning/grooving geometries for high alloy steels.

13
Hole making in aero engine shaft
For hole making please refer to page 15.
High-pressure co
olant!
Internal bottle boring
Certain shaft designs have a ‘bottle bore’ feature, which is a very specialised operation. We offer pull boring solutions for new component or machine installation projects.
Scallop milling
For scallop milling please refer to page 5.
Coromant Capto/multi-task machining
An open system optimized for turning, milling and drilling.
• Turning tools designed to work with the machine tool’s B-axis locked at 45 degrees
• Tools with multi-functions to reduce the amount of tools required and maximize magazine space
• Longer tools to give accessibility to centre without the need for adaptors
• Standard programme of turning tool heads with CoroTurn HP

14
Blisk/ImpellorBlisks are becoming more common in the high-pressure compressor area of the engine due to the advantages of weight, effi ciency and servicing. The impellor is found in the APU. The machining of the turbo foils is a similar process for both components. Key factors to success are:
• 5 axes machine with good simultaneous dynamics• Turbo 5 axes CAM software• Optimized tools and process knowledge for titanium/HRSA
Roughing slot- titanium
The best method here is point milling. Because we are full slot milling the axial depth of cut is limited to half the diam-eter of the tool. The CoroMill 316 bull nose exchangeable insert offers a great balance of productivity and economy.
Roughing slot- Inconel
Applying trochoidal milling with high speed machining techniques is the best method. Trochoidal milling – 2D roughing/high material removal method using HSM techniques in a confi ned space or slot – tool is programmed with a roll entry and exit from cut
• controlling the arc of engagement• low cutting forces allowing high depths of cut
Plura 50 degree relieved shank, bull nose design, is optimized for axial depth of cut twice the diameter and low radial cuts.

15
The complete modern hole making solution
Drill with CoroDrill® 846The latest development in solid carbide drill technology with ge-ometry optimized for HRSA offers a high number of drilled holes with security and low axial cutting forces.
Finish bore with Plura end millCircular interpolation is a fast and secure method, one tool can fi nish a wide range of hole diameters reducing tool inventory.
Chamfer with Coromant Capto CoroTurn XSThis tool replaces infl exible special tools and can even be used for all de-burring and not just holes.
Finishing the blade profi le
Flank milling (high axial depth of cut) is the fastest option where the component, the CAM software and the tool allow. The stand-ard programme of conical ball nose end mills is specifi cally de-signed for this operation. They offer excellent stability combined with reach.

161666616161616666166161616161616161111
High-pressure co
olant!
Dampened blades
To machine the deep internal chambers typically up to 150mm, long, slender tools are required. The challenges are tendency to vibration and removal of the chips from the groove. Turning one of the most challenging features into a secure process is achieved by:
• The most productive and secure method for roughing is with direct grooving. To remove the chips from the chamber with-out jamming the WCMX GM insert splits the chip into three separate segments
• Blades longer than 4x width of the blade are designed with a patented dampening device. This allows depth of cut to be 4 times greater than without dampening.
• Oval serration blade system for best stability and access-ibility . The 100mm high blade allows for best coolant delivery to assist in chip removal
• Once the bulk of material has been removed the round car-bide insert together with HPC profi le turns to fi nished shape with dedicated geometry SM
Fan DiscMade from titanium this component has internal chambers to be bored and large tulip grooves to be milled.
17
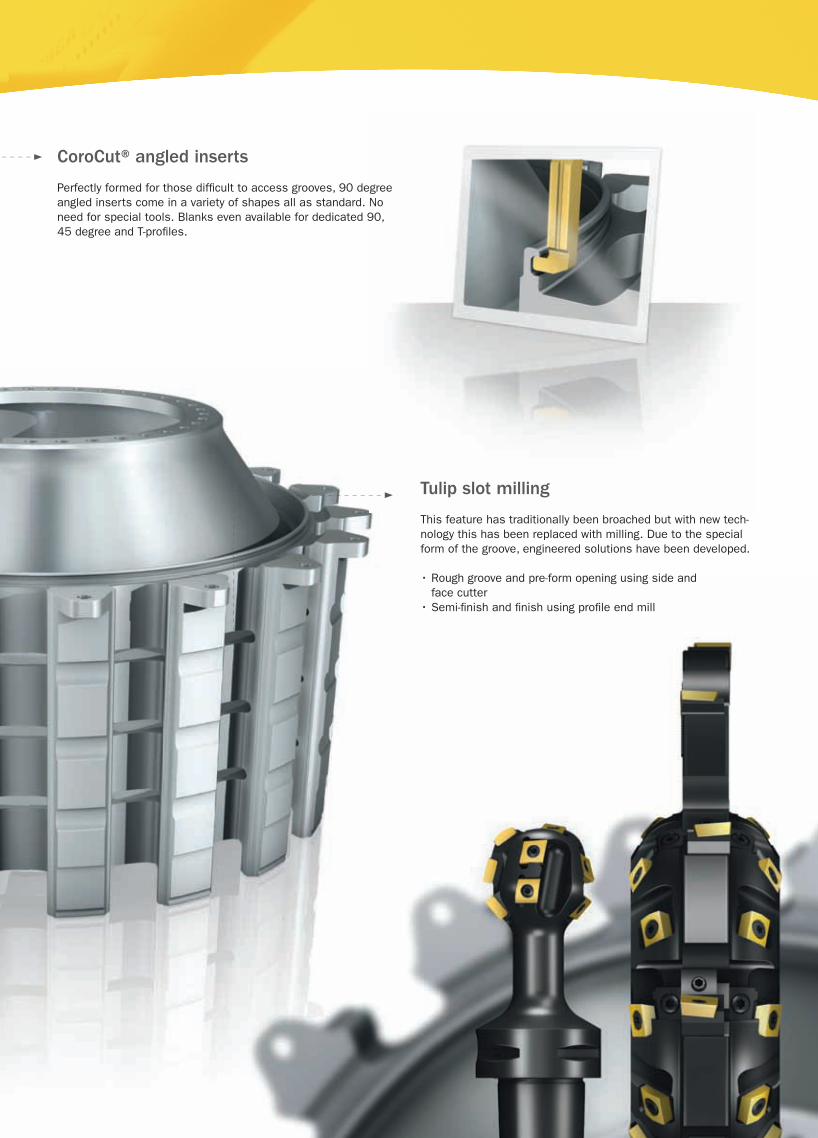
Tulip slot milling
This feature has traditionally been broached but with new tech-nology this has been replaced with milling. Due to the special form of the groove, engineered solutions have been developed.
• Rough groove and pre-form opening using side and face cutter
• Semi-fi nish and fi nish using profi le end mill
CoroCut® angled inserts
Perfectly formed for those diffi cult to access grooves, 90 degree angled inserts come in a variety of shapes all as standard. No need for special tools. Blanks even available for dedicated 90, 45 degree and T-profi les.
18
Surface integrityThe cutting process can affect the integrity of the fi nal compo-nent that can ultimately lead to part distortion on thin parts or reduced fatigue life in critical rotating parts (discs and shafts). The combination of cutting force and elevated temperatures generated during machining leads to alterations of the micro-structure, which can cause changes in micro hardness, plastic deformation of the grain boundaries and residual stresses in the component sub-surface.
Sandvik Coromant leads R&D with the AMRC (Advanced Manufacturing Research Centre) to develop optimized grades, geometries and cutting parameters to leave the component in the optimum condition.
It has been found that the key factors that affect the severity of the surface change are:
1) Cutting parameters. There is little effect with change of feed, however, increase in cutting speed has a detrimental effect on the surface characteristic with a worn edge in HRSA materials.
2) Grade/geometry effect on insert wear. The critical point is the ‘trailing edge’ of the insert. This is the part of the edge which transmits heat into the component and generates the fi nished diameter. Wear at this point increases the tem-perature and forces, resulting in more spring passes and component defl ection.
Best surface results have been found with• HRSA - CoroCut RO in CVD coated S05F at 50m/min• Titanium - CoroCut RO in uncoated H13A up to 120m/min
Predictive machining
To be able to ensure that the chosen insert style and grade can make one pass, we provide spiral cutting length (SCL) informa-tion. For a given diameter and length of cut the SCL can be calculated for a given feed rate – the correct speed can then be applied to guarantee making the pass with accept able wear, giv-ing good surface integrity and dimension, preventing any need to re-cut.
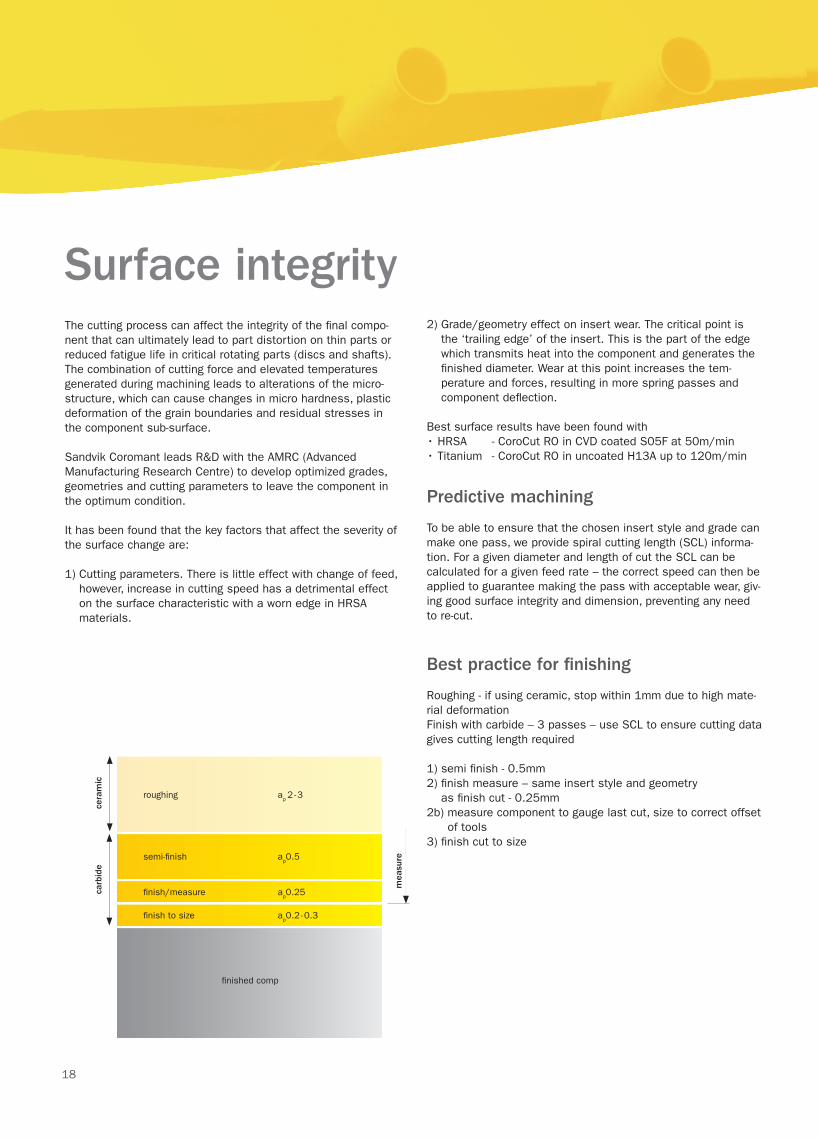
Best practice for fi nishing
Roughing - if using ceramic, stop within 1mm due to high mate-rial deformationFinish with carbide – 3 passes – use SCL to ensure cutting data gives cutting length required 1) semi fi nish - 0.5mm2) fi nish measure – same insert style and geometry
as fi nish cut - 0.25mm2b) measure component to gauge last cut, size to correct offset
of tools3) fi nish cut to size
semi-fi nish
roughing
carb
ide
cera
mic
mea
sure
fi nish/measure
fi nish to size
fi nished comp
ap0.5
ap 2 - 3
ap0.25
ap0.2 - 0.3


For more information please check our catalogue supplement or visit www.aero-knowledge.com
• Turbine Disc• Turbine Casing• Fan Casing• Spool• Shaft• Blisk/Impellor• Fan Disc
Total component solutions
Coromant Capto, CoroMill, CoroCut, CoroTurn, CoroDrill and GC are all registered trademarks of Sandvik Coromant.
Head offi ce: AB Sandvik CoromantSE-811 81 Sandviken, Swedenwww.coromant.sandvik.comE-mail: [email protected]
C-2940:123 ENG/01 Printed on recycleable paper. Printed in Sweden, AB Sandvikens Tryckeri. © AB Sandvik Coromant 2009.01