Achieving Reliable Level Detection in Seal Pot Applications · However, rising liquid level in the...
10
Achieving Reliable Level Detection in Seal Pot Applications A white paper by Endress+Hauser, Inc. Jerry Spindler, author Jerry Spindler is the e-Business Development Manager with Endress+Hauser, Inc. in Greenwood, Indiana. Other positions he has held with E+H include Business Development Manager for the Liquiphant M launch and the Water/ Wastewater market, along with Product Manager for Electromagnetic Flowmeters. Previously he served as a Product Manager with Esterline Angus Instrument Corporation. Jerry holds a Bachelor of Science degree in Mechanical/ Electronics Technology from Indiana State University and an MBA in Marketing/Product Management from Indiana University. He is a Senior Member of ISA. ' 2001 Endress+Hauser, Inc.
Transcript of Achieving Reliable Level Detection in Seal Pot Applications · However, rising liquid level in the...

Achieving Reliable LevelDetection in Seal PotApplicationsA white paper by Endress+Hauser, Inc.
Jerry Spindler, author
Jerry Spindler is the e-BusinessDevelopment Manager withEndress+Hauser, Inc. inGreenwood, Indiana. Otherpositions he has held with E+Hinclude Business DevelopmentManager for the Liquiphant Mlaunch and the Water/Wastewater market, along withProduct Manager forElectromagnetic Flowmeters.Previously he served as aProduct Manager with EsterlineAngus Instrument Corporation.Jerry holds a Bachelor ofScience degree in Mechanical/Electronics Technology fromIndiana State University and anMBA in Market ing/ProductManagement f rom IndianaUniversi ty. He is a SeniorMember of ISA.
© 2001 Endress+Hauser, Inc.

Level Switches in Seal Pots
1
In industrial operations, seal pots protect costly and criticalplant equipment. Reliable level switches are extremelyimportant in seal pot applications. To understand the need forseal pots, this White Paper will cover seal basics, thedevelopment of modern seal designs, and the systems thatmaintain and control seal environments.
Nearly every industrial process uses many different types ofseals to eliminate leaks. A modern production facility oftenmaintains literally thousands of seal points. Most of us arefamiliar with a 'static' seal, the common seal used where nomovement occurs at the surfaces to be sealed. A simplegasket or an o-ring often creates a static seal.
Applications in which the surfaces to be sealed move relativeto one another require a second seal type, known as a'dynamic' seal. For example, dynamic seals must be usedwhen a rotating motor shaft transmits power through the wallof a tank to mix the contents of the tank (fig. A). Dynamic sealsare also required through the casing of a pump to transport afluid (fig. B).
Seal Basics
Figure A
Dynamic seals are frequently located on the shaft of acentrifugal pump. The pump converts the electric motor'srotating energy into velocity, or pressure energy of the liquidor gas being moved.
The rotating impeller vanes transmit the motion to the incomingproduct, forcing it out under pressure at the pump discharge(fig. C). The discharge pressure forces some product downbehind the impeller to the rotating drive shaft. In that location
Figure B

2
the product attempts to escape throughthe small gap between the rotating shaftand the mating surface of the pumpcasing (fig. D). This gap must exist inorder for the shaft to rotate freely.
While methods to reduce the pressureat the gap exist, it is impossible tocompletely el iminate the internalpressure generated by the pump.Therefore, a sealing solution is requiredto prevent fluid from leaking out of thepump.
Figure C
Figure D
Evolution of Dynamic Seals
To combat the leakage problem, pump manufacturers haveused a variety of seal designs to combat this leakage problemover the years. Initial attempts sometimes simply restrictedclearance between the shaft and the pump casing (or tankwall) by using a resilient, compression packing material aroundthe shaft. The packing material was installed in an extensionof the pump casing, called a stuffing box (fig. E). Boltstightened on the external gland force pressure to the packingmaterial. When forced against the shaft, the material createsa tight seal that allows enough slippage for the shaft to rotate.Packings now encompass a wide assortment of compressiblematerials, available in many shapes to satisfy a growing rangeof demanding requirements. While this method is effectivefor certain applications, eventually friction, wear, and heat willresult in some leakage. This prohibits use in crit icalapplications where product loss cannot be tolerated.

3
Figure E
One major group of dynamic seal designs employs the theoreticalabsence of any rubbing contact between the mating surfaces.A second, more common group involves rubbing contactbetween the shaft and the seal surface. This group includes thecompression packing design mentioned above, as well as end-face mechanical seals (commonly referred to as mechanicalseals).
The heart of a mechanical seal features a set of seal faces, onethat rotates with the shaft, and a second stationary seal face.Varying industrial requirements have resulted in numerous sealarrangements and materials, as well as an elaborate set ofadditional hardware, normally involved in the complete assembly.We can only attempt to illustrate the basic concept here.Essentially, each arrangement achieves a tight seal by utilizingtwo very flat, lapped faces, positioned perpendicular to the shaft,which rub together (fig. F).
Figure F

4
In most designs the two faces are made of dissimilar materialsto prevent any adhesion. One face is usually a non-gallingmaterial, such as carbon-graphite; and the other, a relativelyhard substance. A boundary layer of gas or liquid lubricatesthe rubbing faces. Operating conditions dictate the methodin which this is accomplished. Selection of the proper sealdesign ensures long life with minimal maintenance or risk offailure. However, advanced training and technical knowledgeare required to adequately maintain these seals.
Mechanical seals overcome the disadvantages ofcompression packing. Initial costs may be higher, andmaintenance for mechanical seals may require more advancedoperator training. However, leakage amounts can be controlledto meet the strict environmental and safety standards ofregulatory agencies. If maintained properly, the long-termmaintenance costs can actually be lower than the cost of usingcompression packings.
Applications involving certain toxic, hazardous, or corrosivefluids cannot tolerate leaks into the environment - eliminatinguse of a single mechanical seal. In such cases a double seal,using a compatible liquid injected into a seal chamber, offersa solution (fig. G).
Double Seals
Figure G
With this liquid, referred to as the 'barrier fluid,' a valvedownstream of the chamber outlet maintains a higher pressurethan that of the product being pumped (usually 15 to 30 psigreater than the process). The pressurized barrier fluidprevents contact of the hazardous product and the innerportion of the seal, while also lubricating both seal surfaces.The inner seal prevents the barrier fluid from entering theproduct, while the outer seal prevents the barrier fluid fromleaking into the environment. By never contacting the product,

5
the seal's inner parts are only exposed to the safe barrier fluid,eliminating the need for expensive seal materials.
Process fluids pumped as a liquid but existing as a gas atatmospheric conditions (such as a light hydrocarbon), maybe sealed using a double seal with an unpressurized bufferfluid. An immiscible buffer fluid such as diesel fuel is used.Any product leaking through the inner seal bubbles up throughthe buffer fluid into the reservoir, where it can be vented to aflare.
More str ingent OSHA and EPAregulations have led to development ofa newer seal arrangement, the tandemseal. It is now in higher demand for usewith volatile, toxic, carcinogenic, orhazardous fluids.
The tandem seal's design allows theinner seal to withstand full productpressure (f ig. H). The outer sealoperates in the barr ier f lu id atatmospheric or very low pressure (lowerthan the process). If friction createsexcessive heat, the barrier fluid can bepumped across the outer seal, back toa fluid supply tank in a closed loop.Cooling coils or heat exchangers are sometimes added to thetank to cool the fluid. Here again, the outer seal acts as aredundant seal. Therefore, if any hazardous product leaksacross the inner or primary seal, it enters the seal chamberand mixes with the barrier fluid. The reservoir contains theleakage, instead of allowing it to escape into the environment.If the outer seal leaks first, only harmless buffer fluid escapes.Maintenance can be scheduled prior to the occurrence of anyproblems with the inner seal.
Reservoir pressure variation from thermal expansion is normal.However, rising liquid level in the reservoir indicates productleakage beyond the inner seal. Rapidly dropping liquid levelwithout visible leakage of the outer seal or piping indicatesseal leakage into the process.
The task of installing the system that controls the environmentfor the various barrier fluids is just as important as selectingan application's compatible seal design and materials. Theseal environment critically impacts the seal's operation andlongevity. Control of the barrier fluid is essential to maintainingthe ideal environment.
Tandem Seals
Fluid Control
Figure H

6
The seal environment involves:� Viscosity (or lubricity) of the fluid at the seal faces;� Mechanical conditions like cavitation, vibration, and run-out;� Abrasive conditions;� Temperature conditions;� Gaseous conditions.
Several API/ANSI piping 'plans' exist as standards fordesigning the fluid supply systems for these seals. Each hasa specific intended use, depending on the application involved,and each must be installed and maintained per these plans toallow for safe operation. Plan 52 is for lower-pressure TandemSeals, and Plan 53 is for high-pressure Double Seals. Impropercontrol and maintenance of the seal environment could resultin total seal failure, along with leakage of undesirable productsinto the atmosphere.
Seal Pots
Figure I
PrimarySeal
SecondarySeal
3' Maximum
12-24"
Figure J
As part of these fluid control systems,many API/ANSI plans require an externaltank assembly. Commonly referred to as'seal pots,' these supply tanks serve as areservoir of clean, pressurized barrier fluidto double or tandem seal assemblies (fig.I). These tanks, or seal pots, generallyutilize either a high-level or low-level liquidswitch. In some instances both types areused.
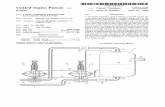
In a dead-ended system, the fluid issupplied to the seal chamber, providingthe positive internal pressure on the sealthat is required to maintain lubrication. Inother systems, the fluid may actually becirculated in a closed loop between the
seal pot (tank) and theseal chamber (fig. J).
In both cases, the sealpot is pressurized andi n s t r u m e n t a t i o nmonitors the fluid level.Fluid loss would resultin catastrophic failureof the seal anddangerous conditions.Therefore, operatorsmust know if the fluidlevel drops too low,indicating a fluid lossproblem. This isaccomplished using a

7
Figure K
Table 1
retaWdeeFrelioB dicAciruhpluS sdiulFrefsnarTtaeH
scinegoyrC snoituloSgnitalP ecivreSyrenifeRmuelorteP
etartiNmuinommA edixordyHmuidoS rouqiLkcalB
xetaL stnalPtnemtaerTtneulffE dicAcirtiN
repaP&pluP seirrulSevisarbA sliOlaudiseRdnaedurC
yrucreM edirolhClyniV&sdicAcirohpsohP
setahpsohP
edirdyhnAcielaM&cilahtP stnalPrewoPraelcuN stnalPlohoclAleuF
secivreSdoolfretaWdleifliO stnalPrewoPleuFlissoF stnalPrewoPraelcuN
spmuPetasnednoC spmuPdeeFrelioBniaM sremyloPnetloM
snoissimEevitiguFlacimehC-snoissimEevitiguF
ecneirepxElacituecamrahP&yrenifeR-snoissimEetiviguF
ecneirepxEmuelorteP&
low-level switch (fig. K). Additionally, a high levelswitch may be required in some applications. Thehigh-level switch indicates hazardous productleakage across the primary seal and into the sealchamber, which adds fluid volume and raises the sealpot level.
Outputs from these switches connect to alarms and/or the plant control system, initiating immediatecorrective action. All pots use a pressure gauge, withsome systems requiring a pressure switch to activatean alarm or shutdown the pump for added safety.
Seal design is complex, and proper selection is criticalfor safe plant operation. While this paper can onlyscratch the surface regarding the basics of sealtechnology, it is important to stress the significanceof selecting the right seal for the application, and theproper control of the fluid system. Large offerings ofseal designs are available from pump manufacturersto suit numerous applications. Typical installationsare given in Table 1.
An array of suitable barrier fluids exists to ensurereliable operation under a wide range of applicationsand operating conditions. Today's fluid choicesinclude synthetic lubricants such as hydraulic oils,gear oi ls, compressor oi ls, turbine oi ls, andsemisynthetic greases. Any errors in selection ormaintenance of the seals and fluid systems may leadto devastating results. Therefore, monitoring of fluid

8
levels is essential. And, because the various mechanical sealconfigurations and fluid combinations can produce conditionsthat vary widely, proper selection of the level monitoringinstruments, most notably the level switch, is imperative forsafe operation.
Under a wide range of conditions (such as viscosity, pressure,temperature, density, dielectric, conductivity, air bubbles, andfoam), the level detection device's reliability hinges on its abilityto maintain safe operation, even when difficult conditions exist.Although traditionally used in this application, ultrasonic gapsystems, floats, capacitance, and conductive instruments arenot designed for reliable use as a universal switch under all ofthese possible conditions. Faulty operation or failure can occurif the correct switch technology is not chosen.
The American Petroleum Institute publishes an industrystandard for "Shaft Sealing Systems for Centrifugal & RotaryPumps." It includes data sheets to specify a system suitablefor the given application. Incorporated in the data sheet is asection for the required level switches, allowing the user to
indicate the desired switch technology.
The only switch technology designed towithstand ALL of these conditions is the tuningfork design, employing the frequency shiftprinciple. Throughout decades of field use,the tuning fork design has demonstrated itsability to function under the most severeconditions. A tuning fork unit is unaffected byfoam, air bubbles, vibration, temperatureswings, high pressure, density changes,viscosity changes, buildup, or shifts in thefluid's dielectric. No other type of switchtechnology exists with such universalapplicability. In the absence of moving partsor calibration requirements, there is nothing towear out or adjust over the l i fe of theinstrument. Therefore, long-term maintenanceissues are minimized (sensor forks shown infig. L).
These devices also offer continuous self-monitoring of both the sensor element and the
electronics to signal if any internal faults occur, adding anotherdegree of safety.
For the most reliable seal pot operation, users should onlyconsider a frequency shift tuning fork level switch. The typical$3,000 to $5,000 cost of the seal pot systems - and the addedcosts resulting from personal injury, cleanup, fines, and plantdowntime - mandates using the most reliable liquid level switchto monitor these fluid levels.
Figure L

Summary
Armed with a better understanding of mechanical seal design,fluid control systems, and seal pot installations, readers canbetter appreciate the engineering effort that goes into eachcritical seal application. And, due to the complexity of thisscience, there is no reason to settle for inferior level switchtechnology to safeguard these systems.
If switches now in use result in reliabil ity issues or amaintenance problem, then it's time to seriously consider useof a frequency shift tuning fork to overcome these problems.
Footnote : Endress+Hauser gratefully acknowledges theartwork and illustrations for this White Paper which werecontributed by Flowserve, a worldwide provider of industrialflow management services.
9