AAC in a Cement Plant
15
CEMENT MANUFACTURERS CAN ADD AAC TO PRODUCT PORTFOLIO: CEMENG MINI AAC PLANTS D S Venkatesh, Freelance Industrial Consultant Mob: 09342816950 E-mail: [email protected] ================================================ 1.0 Introduction: There are at present 35 AAC manufacturing units in India operating on stand alone basis, but, till date limited attempts have been made by cement plants to add AAC to their product portfolio. The raw material constituents for AAC production are readily avaiable in a cement plant.. Moreover, Waste heat of clinker cooler exhaust gases can be most economically utilised for steam curing
-
Upload
d-s-venkatesh -
Category
Documents
-
view
22 -
download
4
description
Every Cement plant has to take green sustainbility initivatives; Waste heat utlisastion from Clinker cooler exhaust gases for steamcuring in Autoclaves is cost effective and adds further to profits by AAC Production. Besides, the plant will also be a captive consumer of Cement. Every Cement plant can produce AAC at considerably lower cost and compete with Stand alone AACPlants. AAC products can save time and labour, Cement and Sand during construction than other conventional materials. The plant can profitably capture along with Cement and AAC products together, the regionwise markets economically.
Transcript of AAC in a Cement Plant

CEMENT MANUFACTURERS CAN ADDAAC TO PRODUCT PORTFOLIO:
CEMENG MINI AAC PLANTS
D S Venkatesh, Freelance Industrial Consultant Mob: 09342816950 E-mail: [email protected]
================================================
1.0 Introduction:
There are at present 35 AAC manufacturing units in India operating on stand alone basis, but, till date limited attempts have been made by cement plants to add AAC to their product portfolio. The raw material constituents for AAC production are readily avaiable in a cement plant.. Moreover, Waste heat of clinker cooler exhaust gases can be most economically utilised for steam curing of Aerated Concrete and No steam boiler or power plant is required to be set up to utilise the waste heat from the Cement plant and thus most economical way to take carbon credits for the green product and as well as waste heat utlisation.

2.0 What is AAC?
AAC is lightweight autoclaved aerated concrete which is completely cured, inert and stable form of calcium silicate hydrate. It is a structural material, approximately one quarter the weight of conventional concrete, composed of minute cells which give the material light weight and high thermal insulation properties. It is available as blocks and pre-cast reinforced units, i.e. floors, roofs, walls and lintels.
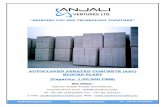
AAC Product at a glance
3.0 Material Constituents:
Materials for AAC vary with manufacturer and location, and are specified in ASTM C1386. They include some or all of the following: fine silica sand; Class F fly ash; hydraulic cements; calcined lime; gypsum; expansive agents such as finely ground aluminum powder or paste; and mixing water.
Autoclaved aerated concrete is actually hydrated calcium silicate. AAC is produced out of a mix of quartz sand and/or pulverised fly ash (PFA), lime, cement, gypsum/anhydrite, water and aluminium and is hardened by steam-curing in autoclaves.The silica is obtained from silica sand, fly ash (PFA), crushed silica rock and/or stone. It is possible to obtain silica as a by-product from other processes, e.g. foundry sand or burgee from glass grinding, provided the levels of alkalis or other impurities are not too high. The calcium is obtained from quick lime, hydrated lime and cement. The gypsum is used as a catalyst and for optimizing the properties of AAC. Careful regulation of the amount of aluminium powder gives accurate control of the density of the final product.

4.0 Process Flow:
Cemeng has simplified the process flow to minimize the number of equipment and material handling while designed Mini AAC Plants. “Wet” cutting of green cake is eliminated, as it is only possible in case of exclusive production of smaller blocks, however, other AAC products with or without reinfocement necessarily require “Dry” milling of cured cakes for profiling. Cemeng design moulds for AAC are wheel mounted units with a base plate and sliding sidewalls .and neither rotation or dismantling and re-asssembly of side plates. The loaded moulds are directly transferred into the Autoclaves for steam curing.Cemeng Autaoclaves generate the required steam in the Autoclave itself, and no separate boiler is required. For mini AAC plants, Cemeng suggests After-cutting/milling of cured blocks for economic benefits.
AAC Manufacturing Process Diagram
The predominant unit operations involved are Gravimetric proportioning and mixing of constituents with water to form a slurry, and secondary mixing with expansive agents, pouring the slurry into casting moulds, allow time for initial hydration giving sufficient strength to support its own weight, demoulding/cutting,Transfer the cakes into autoclave for high pressure steam curing. The autoclaved blocks after cooling are ready for after-cutting/milling to required profile and shipment.The AAC Cost mainly depends upon the cost of mineral binders and the expansive agent. The primary silica constituent cost can vary for each location. Which type of Cement is to be used? Cement with least percent of clinker could be the cheapest, for example, Portland limestone cement. If milling of silicious material is required, Cemeng suggests grinding of a Composite mix of silicious materials together with cement clinker, lime and

gypsum/anhydrous and transfer to store in a single bin.This also eliminates need for multiple handling of individual constituents and weigh batchers. Cemeng employs a PSRG Mill functioning in open circuit to produce the desired fineness of composite mix.
5.0 Cement plant and Cemeng Mini AAC Production line:
Cemeng Mini AAC Production line can be most economically installed in an existing cement plant. Cement plants are already processing and handling both silicious and mineral binder constituents, except for Lime and sand. Also, ground raw meal and Preheater ESP dust as also precalcined meal from bottom most stage of preheater can partially or wholly replace lime. Sand may be replaced by ground slag and cinder. Clinker dust from Cooler ESP and gypsum can replace cement. Cemeng suggests grinding of a Composite mix of the above silicious materials together with cement clinker, lime and gypsum/anhydrous and transfer to store in a single bin.This also eliminates need for multiple handling of individual constituents and weigh batchers. A PSRG Mill would be apt to produce the desired fineness in open circuit operatio, thus cost economy is best achieved.Besides, Clinker cooler exhaust air may be effectively utilised for production of steam required for autoclaving thus eliminating need for a separate boiler set up.AAC Production capacity in a Cement plant, on a thumb rule basis, can be considered as twenty cum per day for every 100 tpd production capacity of Clinkerisation unit. This is based on steam production utilising clinker cooler exhaust gases only.
6.0 Manufacturing Process:To make AAC, sand is ground to the required fineness in a ball mill, if necessary, and is stored along with other raw materials. The raw materials are then batched by weight and delivered to the mixer. Measured amounts of water and expansive agent are added to the mixer, and the cementitious slurry is mixed. 6.1 Preparation of Slurry:Preparation of slurry is a “Batch” process. When AAC is being made from dry constituents, Cemeng employs Ground level material receiving Weighbin Augur Dosers, one for each constituent.

Cemeng Weighbin Augur Doser uses a combination of Weight and Volumetric Filling. A vertical auger looks like a corkscrew, it’s long Steel spiral blade wrapped around a central shaft, it’s driven by an electric motor at the top of the auger. The auger rotates in the hopper filled with lose powder. As it turns, it drives the powder through the bottom of the hopper into a narrow tube, where the powder is drawn down the tube by the turning screw. The auger runs through the narrow tube, creating a tight fit, so as the screw turns, it pulls the prescribed amount of powder down the tube , The Agitator keeps the feed to the centre of the auger. You can control the amount of powder delivered by setting the number of revolution the auger turns.
The Augur screws discharge into a tubular disc conveyor for conveying and transfering directly into the AAC Mixer. The tubular disc conveyor also acts as a buffer for holding the batch Water is dosed, and primary mixing carried out. Subsequently Aluminium paste is added, secondary mixing carried out and the final slurry dischrged into the AAC Moulds.
Tubular Disc Conveyor Discharge into AAC Mixer

6.2 Casting in Moulds:
Steel molds are prepared to receive the fresh AAC. If reinforced AAC panels are to be produced, steel reinforcing cages are secured within the molds. After mixing, the slurry is poured into the molds. The expansive agent creates small, finely dispersed voids in the fresh mixture, which increases the volume by about 50 percent in the molds within three hours.Within a few hours after casting, the initial hydration of cementitious compounds in the
AAC gives it sufficient strength to hold its shape and support its own weight. After demoulding /cutting, the green block is transported to a large autoclave, where the curing process is completed.
The moulding of AAC in the mould box, holding for initial strength and demoulding prior to autoclave steam curing is what matters in reducing the material handling system. Conventionally, the base of the mouldbox and three sides are welded together with only one side plate of mountable type. This calls for mould rotation to load the green mould on to the mountable side plate, transfering the loaded plates into the autoclave over wheel sets.
Cemeng Moulds for AAC are trolley mounted units with a base plate and sliding sidewalls. During casting, the side walls are slided inwards to form a box to hold the slurry. The sidewalls are slided outwards providing clear space all around the green cake for passage of steam. No rotation or dismantling of the side plates and reassemling is required. After curing in autoclaves, the cured cake is picked up by grab to trasfer to storage and the trolley returned to casting section.
Mould filling Arrangement Mould for casting of AAC
Cemeng also offers “FlexiMold”, wherein rectangular shaped prestiched permeable cloth bags with open top are held to the trolley baset and open top hung to two sides of telescopic brckets fitted to the trolley.The flexibag is half filled with slurry and the top half is empty to allow for expansion. As the green cake attains strenth, it attains the shape of the flexibag. The telescopic brackets are brought down after dehanging. The telescopic bracket is held in its lowest position when the trolley is moved into the autoclave. The green cake along with fledimould is left undisturbed. The permeable fleximould allows high pressure steam to flow through. After curing, the trolley is moved and the cured cake in

the moulding bag is lifted and transferred to storage. The “FlexiMold” is serving as a protective cover of cured block and is disposable at construction site. The size of the green cake can be as required, and many green cakes are mounted on a single trolley.
Cemeng “FlexiMold” concept for AAC
Autoclaving:
Autoclaving is steam curing at high temperature and pressure, and required to achieve the desired structural properties and dimensional stability. The chemical reactions that produce the final calcium silicate hydrate structure takes place in the autoclave.The process takes about eight to 12 hours under a pressure of about 174 psi (12 Bars) and a temperature of about 360ºF (180ºC), depending on the grade of material produced. During autoclaving, the whole green cakes remain in their original positions.Preferably two autoclaves are installed with the casting and precuring section in between. The mixing station is located nearer to the discharge end of the autoclave and Thermic fluid rervoir located at the feed end of the autoclave. This permits the precuring shed to store the cast moulds for the required duration.

Autoclave with Water reservoir and Double door arrangementNote: Green blocks stacked horizantal or vertical
Steam for curing is generated in the Autoclave itself. The waste heat from /Grate cooler exhaust is utilised for heating the Thermic fluid in a simple heat exchanger. It is estimated that at least 350-400kg/hr of steam could be generated per every 100tpd production capacity of clinkerisation unit. To initiate the curing cycle, the thermic fluid heated to 205deg C is passed through the coils in the rservoir at the bottom of each autoclave to generate steam, and a pressure of upto 1.75Mpa is established. No steam boiler or power plant is required to be set up to utilise the waste heat from the Cement plant and thus most economical way to take carbon credits.The schematics of Waste heat utilisation and autoclave set up is shown below:To initiate the curing cycle, the thermic fluid heated to 205deg C is passed through the coils in the rservoir at the bottom of each autoclave to generate steam, and a pressure of upto 1.75Mpa is established. No steam boiler or power plant is required to be set up to utilise the waste heat from the Cement plant and thus most economical way to take carbon credits.
Typ.Thermic Fluid Heat recovery AAC Curing Autoclave
7.0 After-cutting/milling of Cured AAC Blocks:
The steam cured AAC block can be directly transported to the marketing yards economically than cut to size small blocks and after-cutting can be carried out by the Stockists or at the Construction site itself.
Existing granite/stone cutting and polishing units at different cities in the marketing zone can be Stokists and effectaively used to saw cut and trim the AAC Blocks to required size/domensions. It is always possible to saw cut the

large size AAC Block to required smaller units at the Construction site. Any broken pieces can be used as lightweight filler , thus nothing is wasted.
Cured AAC Block (Uncut) AAC Blocks cut to size
6.0 Conclusion:
Every Cement plant has to take green sustainbility initivatives; Waste heat utlisastion from Clinker cooler exhaust gases for steamcuring in Autoclaves is cost effective and adds further to profits by AAC Production. Besides, the plant will also be a captive consumer of Cement. Every Cement plant can produce AAC at considerably lower cost and compete with Stand alone AACPlants. AAC products can save time and labour, Cement and Sand during construction than other conventional materials. The plant can profitably capture along with Cement and AAC products together, the regionwise markets economically.
References:
01 Eco-Care Building products pvt ltd: www.primeaac.com 02 Raw material formulae: Dearye Brick machine 03 Silica, calcium joined in premium products By Sandy Herod Pit and Quarry Dec 1987 pages 72 – 7404 www.victoryenergy.com05 Brick manufacture in a Cement Plant by D S Venkatesh, Cemtec Engineering, and Secunderabad. Indian Cement Review May 1989, Pages ICR-19 toICR-2506 Green Concrete by Yuvraj Patil, Flycrete.07 “Let us emplloy PSRG Milling Technology” by D.S.Venkatesh,Indian Cement Industry Desk Book, March 2014.

The cost of conventional solid concrete blocks size 200x600x150 , weighing around22kgs, at South Bangalore is Rs33/- per block and Rs 32.- when 400 blocks are purchased.
COST COMPOSITION: Unit cost structure as follows
NO Partculars Unit 1m3 Consumption Unit
Price Rs.
Unit
Cost Rs.1 Fly ash Kg 450 0.50 225.00
2 Lime Kg 120 2.00 240.00
3 Cement Kg 40 5 200.00
4 Gypsum Kg 15 1.50 22.50
5 Aluminum Powder
Kg 0.500 250.00 125.00
6 Releasing Agent Kg 1 25.0 25.00
7 Coal Kg 30 5.00 150.00
8 Water T 0.300 10.00 3.00
9 Electricity Degree 6 5.00 30.00
10 Salary 1/m3 85.00
Total 1105.50

Each cubic meter of AAC Blocks corresponds to 55 units of 150x200x600 mm blocks. This means that cost of each AAC unit will be around Rs 20/- This is just to prove That AAC can be supplied at costs equal to conventional solid cement blocks.
Considering a solid block of 1250 mm x 1250 mm x1000 mm height, the block volume will be1.5 cum approx, and we can get 72 blcoks of 150x200x600. Considering 20 blocks per autoclavePer cycle, we can produce 120 cum per day corresponding to 72x20x4 viz 5760 blocks and at 90 percent, we can get 5000 blocks per day. At Rs 40 per block, the daily turnover will be 2 lacs/day or Rs 5 to 6 chores per annum.
Considering 1000 kg/cum on an average, the total raw material requirement will be 120 tonnes per day.
.