A Standard actuator 1. Control algorithm (Open-loop or closed-loop Paradigm shift A Standard...
21
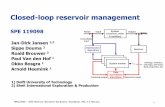
A Standard actuator 1. Control algorithm (Open-loop or closed-loop Paradigm shift A Standard actuator 1. Control algorithm (Open-loop or closed loop) 2. Condition monitoring 3. Fault detection and isolation 1. Microelectronics 2. Digital system 3. Distributed control 4. Open standards A standard actuator in its basic form only possesses the control algorithm. However, an advanced or smart actuator is much more than this. It integrates auxiliary features such as condition monitoring, fault detection and isolation scheme, digital technology, microelectronic and nevertheless the open system standards
-
Upload
shana-weaver -
Category
Documents
-
view
219 -
download
0
Transcript of A Standard actuator 1. Control algorithm (Open-loop or closed-loop Paradigm shift A Standard...

AStandard actuator
1. Control algorithm(Open-loop or closed-loop
Paradigm shift
AStandard actuator
1. Control algorithm (Open-loop or closed loop)2. Condition monitoring3. Fault detection and isolation
1. Microelectronics2. Digital system3. Distributed control4. Open standards
A standard actuator in its basic form only possesses the control algorithm. However, an advanced or smart actuator is much more than this. It integrates auxiliary features such as condition monitoring, fault detection and isolation scheme, digital technology, microelectronic and nevertheless the open system standards

Voltage/Curtent measurement device
Temprature sensor
Hall device Encoder
CurrentVoltage/
Speedtemprature magnic field
(Data Fusion) Fault analysis based on comparision of characteristicand physical parameters usinf measurements
Knowledge base
Perception
Validation modes (Fault types)
Torquemeter
Torque
(Characteristic and Physical parameters)
Performance can be improved by monitoring the condition of the actuators on-line. Condition monitoring attempts to identify faults. Motors can be monitored by the use of physical parameters, such as voltage, current, speed, magnetic flux, armature resistance/inductance, magnetic flux, viscous friction, dry friction etc.

Pneumatic actuators have been used for servo applications even as axes of numeric control machine systems. The motion sequence of a Numerically-Controlled (NC) axis in a packaging system in which bottles are to be inserted into a container consists of various positions to which the NC axis moves. Figure illustrates a typical application in a packaging system.

CYLINDER
I/O card inside
Feedback Devices
Valve
Control Algorithm
control signal
feedback signal
piston
pressure sensors
encoder
inlet supply pressure
switches
LOAD
Principal elements of a typical pneumatic actuator system
The actuator is interfaced with three major elements; controller, feedback sensors and a valve.

PositionController
Speed Controller
PowerController MOTOR
+
- -+ +
- Torque
Position
Speed
Current
Figure shows the basic feedback system configuration of a servo motor control system. It is seen that the basic concepts of motor control systems falls under three categories, namely; torque control, speed control and position control. The position and speed information are usually obtained from the encoder. The current information is obtained from the current sensors.

Joints (Actuator)
Controller
B A S E
End effector
Arm
Interface
Controller
End effector
Infrared sensor
Wheels
Vehicle Body
CAMERA
An industrial robot is a re-programmable, multifunctional manipulator designed to move materials, parts, tools or special devices through variable programmed motions for performing a variety of tasks. There are various types of robots in the practical field of application. One of the classifications is based on whether they are fixed or mobile.

Source of Information
Source of Energy
Robot
Workspace
Source of Information
Source of Energy
Robot
Workspace
CPUOperational
Unit
Computer Controller
Control Element
Process
Measurement Devices(sensors)
The central processing unit is concerned with data processing. The operational unit is the physical robot itself. It takes action on the workspace by using, transforming and/or acquiring energy from the suitable source(s) and reacting to the signals and commands are provided by the sensory systems and central processing unit.

communication system
human visual system
human input
human input (joystic)
Communication system ( operator)
OPERATOR
ENVIRONMENT
Adaptive
Filter
perception
KBperception
KB
perception
KB
perception
KB
perception
KB
perception
KBperception
KB
perception
KB
TV
Laser scaner
Ultrasonic sensor
Battery monitoring
another sensor
Guidance wireantenna safety sensor Pulse encoder
Action
consequence
Navigation rough path
Behaviour base
Pre-defined routing planing
Obstacleavoiding
Position holdder
Wheel control
Movementcommands
Strategic levelHuman Intellect
Servo drive Level
Tactical Level
Mobile robots sometimes called Autonomous Guided Vehicle (AGVs) are currently used for transporting material in industry, warehouses and underground mining and are also
developed for exploration of the oceans and space, etc. AGV architectural view in the control context is shown in this slide

N3
N8 N9 N10
N2
indicating lamps
N5N4
Battery charger
N7
N1
Servo
PCM
Servo
PCM
N6
Servo
PCM
Protection relays etc.(Emergency stop,laser scanner,safety edge strip,fixture, anti-jamprotection etc.
antenna
PC
Panel
Digital signalAnalog signal
N1 = Node for driving hight and rotational movement of fixture; N2 = Indicating lamp node; N3 = Antenna nodeN4 = Battery charger node; N5 = PC node; N6 = Vehicle control node; N7 = Digital signal node; N8 = Analog signal node; N9 = Membrane pannel node, N10 = Safety equipment monitoring node
The control system in the AGV is essentially distributed according to the physical location of the devices and control software. That is the complete vehicle is based on a distributed control design concept. The figure illustrates the schematic diagram of components in a DCS conformant AGV control architecture.

START
Reset the system(Bring to initial position)
run the motor
is PCB at the workbench ?
yes
no
1. bring x-axis and y-axis rollers to the middle of the workbench2. drill the PCB as per specification
job done ? yes
no
drill the PCB as per specification
A three-axis platform for drilling the PCB board was chosen for giving an example of another mechatronic system. The platform has three axes; x, y and z. Z-axis holds the needle to drill holes on the PCB board. The PCB boards are passed to the workbench through a conveyor system driven by an AC motor. When the PCB board reaches at the
right position called station the gripper rigidly holds the board so that the z-axis of the platform will be able to do its job properly i.e., doing drilling operation without any shaking.

x-controllerN1
y-controllerN2
interfacing circuits
interfacing circuits
z-controllerN3
interfacing circuits
encoder encoderencoder
motor-controllerN4
interfacing circuits
gripper-controller
N3
interfacing circuits
switch proximity sensor
CONTROL NETWORK
LCA Object ServerNetBuild componentNetInstall componentNetMonitor componenytWindowsNTVisualBasic
Host Computer
Network cardfrom Echeloninside
The control system for three-axis platform has a generic set of essential requirements in terms of co-ordination, synchronization, acknowledgement, timing etc. A DCS network with five nodes has been designed for the operation of the drilling machine.

*Stop the Motor*Detect Colour of the Object*Send the colour code to the robot*Run the Motor
Job Done ?
Start
* Power suply to the motor, colour sensor, robot and interfacing circuts* Initialise node* Initialise robot
Run the Motor
Is CV value of the temp. sensor > 75 % ?
YesNo
Is Switch1 True ?
Stop the Motor
Yes
No
Pick the Object and place it at the appropriateplace according to the colour code
Yes
The material handling is the movement, protection, storage of materials and products throughout the process of their manufacture, assembly and distribution. The above figure illustrates the control flow chart of a typical conveyor based material handling system.

Windows98
LCA Object Server (LNS)
NetBuild, NetInstall, NetMonitor
Visual Basic
PC with PCI Network
card (inside)
LonWorks Network
Motor
interfacing
circuits
switches
N1
interfacing
circuits
colour sensor
PRODUCTION LINE CONVEYOR SYSTEM
objects
interfacing
circuits
temperature
sensor
N3
(control loop)
IF temp >= T
and CV >= cv%
stop motor
N2
pick and place robot
Robot Controller
Packing
Box
smart
switch
Supply Side
PRODUCTION CELL
DELIVER Y
Interfacing
control components such as, a single phase AC motor, a temperature sensor, two microswitches an a colour sensor. The demonstration application involves the loading of product from the conveyor into defined containers.
Figure shows the schematic diagram of this conveyor-based material handling system and control. It includes conveyor belt, Pick-and-Place robotic workstation,

Run the motor
Has the product in the colour inspection zone ?
Yes
No
Stop the conveyor
Start inspection
Inspection finished ?
Yes
Assign a colour code
1. Sensor fusion technique2. Use of CV LEVEL3. Indentification and Isolation of sensor validation modes4. Audio Alarm
Validated Inspection
A device is considered intelligent if it has the capability of producing some sort of validation pointer. An illustration of validated inspection.

Light
Filters
phototransisters
Colour Sensor
Latch
Latch
Latch
phototransisters
phototransisters
Filters
calibration
Validated colour
Fusion technique-based colour sensor validation
When identical devices at least triplex in configurations are verified by comparing the measured value at a given instant and the failure/validation modes are isolated by majority voting it is then referred to as fusion technique.

No
YesAVM-2
AVM-1
If switch-2 is true start motor validation algorithm
Is motorrunning ?
No
No
No
Yes
Yes
Yes
Calculate speed
Compare the speed with the nominal speed
AVM-3 AVM-4
AVM-6
AVM-5
speed< nominal speed speed> nominal speed
Is temp.>= Th.?
speed= nominal speed
No fault
Is supplyvoltage OK ?
Shut down motor
Test current
Is current flowing ?
A typical but simple validation implementation with regard to electric motor type actuator, used for driving conveyor based material handling system.

Ne
two
rk
ProductLight
Filters Detectors
Colour Sensor
A/D Converter
Gizmo-3 Board
Channel-1Channel-2Channel-3
NEURON
CHIP
I/O
PORT
Communication
Port
Processors
Some interfacing circuits for color sensor used in the Conveyor-based material handing system.

1
2
3
4 5
6
7
8LF 351 N
(+V)
Out
non-inverting
inverting
- 5 V
+ 5 V
1 K
10 K
1 M
OUTPUT
Phototransister PT 510
Some interfacing circuits for color sensor used in the
Conveyor-based material handing system.

Parallel Port
Game Port
Network
Pick and Place Robot
Robot Controller (PC)
TURBO PASCAL 7
Interface Board
Neuron Chip I/O Port
Processors
Communication Port
Container
Conveyor
Product holders
Some interfacing circuits for RTX robot. The interfacing between the RTX controller (PC) and LON system was achieved through USB (A game port is a port that is incorporated into a computer conventionally using a 15-pin D-style connector) of the PC

Network
Manual Start/Stop
Auto Forward-Manual Reverse
RelaysMotor
Gear system and Shaft connected to Belt
PowerSupply Board
10 rev./min.
NEURON
CHIP
I/O
PORT
Communication
Port
Processors
NEURON
CHIP
I/O
PORT
Communication
Port
Processors
Temperature sensor
Encoder
Decoder
Sensor fusion
Supply detection Circuit armature
currentdetection circuir
Interface circuit for motor node is illustrated in the figure. The motor can be started and emergency stopped manually by pressing the manual buttons. The motion can also be reversed when required.

- 0 V
Neutral
- 240 VEarth
+ 24 DC
GND
Run
Dir
Manual/Auto
Run (Manual)
Run (Auto)
Direction (manual)
Manual
Auto
Run
EARTH
The circuit diagram of the Relay Box can be seen in this figure. The relays are equipped with diodes in order to prevent high-voltage spikes in the Relay Box terminals, which cloud destroy the LON nodes connected to it.