






Languages
Pages
Legal


The Royal Institute of Technology – Stockholm
Wood pellets combustion with rich and diluted air in HTAC furnace
Author: Ramona DINU
November 2006

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
2
Content
1. Abstract ………………………………………………………………………………3
2. Introduction……………………………….……………………………….………….3
3. Experimental facility and procedure …………………………………………………4
3.1. Scheme of the facility ………………………………………………………….4
3.2. Experimental procedure ………………………………………………………..4
4. Feedstock material and investigation range ………………………………………….6
5. Results and Discussions ………………………………………………………………7
5.1 Mass loss ……………………………………………………………………….7
5.2 Pollutants emissions ……………………………………………………………9
5.2.1 NOX emission level …………………………………………………...9
5.2.2 CO2 and CO concentration level ……………………………………..12
5.3 Ignition time and flame behavior………………………………………………16
6. Conclusions …………………………………………………………………………..19
7. Acknowledgements …………………………………………………………………..20
8. References ……………………………………………………………………………21
Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
3
1. Abstract
The purpose of this thesis is to present the biomass combustion behavior using high
temperature air combustion. The process was studied experimentally by burning wood pellets
into the High Temperature Air Combustion (HTAC) furnace (technology developed at Royal
Institute of Technology - Stockholm). The following were examined: mass reductions, CO2
and CO flue gases concentrations, NOx emission level, the ignition time and flame behavior
was examined with respect to two oxidizer temperatures (800 °C and 1000 °C) and oxygen
concentration (between 5% to 100%). The experimentation time varied from 30 seconds to 5
minutes for each oxygen concentration and oxidant temperature.
2. Introduction
The concern about biomass utilization for energy production as an alternative to the fossil fuel
is increasing permanently within the last years. This interest is due to both continuous
depletion of fossil fuels and, biomass benefits. Biomass is the main renewable resource with
high potential on medium and long term; the carbon dioxide resulting from biomass
combustion has a neutral character; the lower emissions of SOx; all this issues and others
constitutes the benefits of biomass energy utilization.
There are different ways to convert biomass into energy due to its versatile character. One of
the oldest conversion methods is combustion. In order to survive to the latest conversion
techniques, the combustion technology requires constant improvements. One of the most
promising technologies for biomass combustion is High Temperature Air Combustion
(HTAC). The major advantages of this technology are already known. The HTAC furnaces
provides for the following: significant energy savings (reduced fuel consumption), low
environmental impact, NOx emission reduction, efficient and stable combustion, enhanced
heat transfer and reduced combustion noise [1- 9]. Many researches were conducted in the
field of gaseous fuel combustion using HTAC facilities, but less attention was focused on the
behavior of biomass combustion in HTAC conditions. With respect to biomass, combustion in
high temperature and oxygen diluted/enriched conditions there is still a lack of information.

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
4
3. Experimental facility and procedure
3.1 Scheme of the facility
The experimental facility developed at KTH is shown in Fig.1. It is a cylinder-type batch
furnace of about 1000 mm length with a horizontal combustion chamber having an inner
diameter of about 100 mm.
The schematic representation of the facility is presented in Fig.2.
Fig.1: KTH High Combustion Air Facility
3.2 Experimental procedure
The first step of the experimental procedure is heating up the combustion chamber. Hence, a
flow of methane (1) and air (2) are feed up into the burner (5). During combustion process of
the methane, which takes place into the first part of the combustion chamber (6), the ceramic
honeycomb (7) is heated up until the required temperature is reached. Then, the flue gases
resulted are passed through the second part of the combustion chamber (8) and are evacuated
through the facility outlet (16). When the desired temperature of the honeycomb was attained,
the burner was shut down. The next process step starts with the admission of the oxygen (3)
and nitrogen (4) flows into the combustion chamber. This gaseous mixture (oxygen and

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
5
nitrogen) is heated up by passing through the already hot honeycomb and its purpose is to
oxidize the biomass sample. At the same time, the biomass sample is inserted into the cooling
chamber (9) through the special flange (11) where it is constantly cooled by a nitrogen flow
(10) in order not to react with the oxygen existing in the combustion chamber. The flows of
oxygen and nitrogen were measured by three BRONKHORST flow meters.
Fig. 2: HTAC facility scheme
Legend:
1- methane inlet; 2- oxidation air inlet; 3- oxygen inlet; 4- nitrogen inlet; 5- burner; 6- 1rst part of the combustion chamber; 7- ceramic honeycomb; 8- 2nd part of the combustion chamber; 9- cooling chamber;
10- cooling nitrogen inlet; 11- pellet inlet flange; 12- glass window; 13- thermocouple (T1); 14- thermocouple (T2); 15- thermocouple (T3); 16- facility outlet; 17- flue gas analysis probe.
After a short time, when the conditions inside the combustion chamber are stable, the biomass
sample is inserted into the reaction zone and kept for a specified duration. A glass window
(12) was mounted on one side of the furnace in order to observe the combustion process. A
digital camera was recording the experiments. During the experiments, the temperature of
oxidizer, the temperature of the flue gases and the temperature of the pellet centre were
measured by means of three thermocouples (13, 14, and 15) S-type. A sample from the
evacuated flue gases is analyzed in order to predict the concentration of CO, CO2 and NOx

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
6
(17). The CO and CO2 concentrations were analyzed by a MAYHAK - MULTOR 610
analyzer. A CLD 700 EL ht (chemiluminescence NO/NOx) analyzer from TECAN analyzed
the NOx level. After the reaction required time is completed, the pellet sample is taken out
from the combustion chamber and held about five minutes in nitrogen cooling atmosphere
within the cooling chamber. After this process, the sample is taken out from the cooling
chamber and the process can be restarted with another biomass sample.
Before and after the experiment, the samples were weighted with an electronic balance. The
time was counted with an electronic timer. The data acquisition system is a KEITHLEY
Multimeter type 2700 and the software is EXCELINX.
The flue gas analyzers were calibrated using a gas calibrator to make sure the gas system was
working in perfect condition.
4. Feedstock material and investigation range
The feedstock material investigated during the experiments was woody biomass pellets. The
material is very homogenous. Its physical properties and proximate analysis and also ultimate
analysis are presented in Table 1.
Table 1: Biomass feedstock characteristics
Physical properties: Pellet length mm 13.00 - 15.00 Diameter of the pellet mm 8.00-9.00 Average pellet weight g 5.00 Proximate analysis (wet basis): Ash content (550 ºC) % 11.10 Volatiles content % 19.41 Fixed carbon % 62.79 HHV MJ/kg 28.95 LHV MJ/kg 27.99 Ultimate analysis (wet basis): Moisture content (105 ºC) % 6.7 Carbon (C) % 70.91 Hydrogen (H) % 3.73 Oxygen (O) % 5.78 Nitrogen (N) % 1.40 Sulphur (S) % 0.32 Chlorine (Cl) % 0.01

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
7
The experiments were carried out under two different temperatures of the oxidizing agent
(800 and 1000 ºC) and under different concentrations of the oxygen in the oxidizer, which
ranged between 5% and 100%. The combustion time was varied between 30 seconds until 5
minutes for each case. Table 2 shows the experimental investigation range. 50 experiments
were carried out.
Table 2: Experiments range
Temperature(°C)
Oxidizer 800 1000
5 % - 30s 60s 180s 300s - 30s 60s 180s 300s
10 % - 30s 60s 180s 300s - 30s 60s 180s 300s
21 % - 30s 60s 180s 300s - 30s 60s 180s 300s
30 % - 30s 60s 180s 300s - 30s 60s 180s 300s
70 % - 30s 60s 180s 300s - 30s 60s 180s 300s
100 % 15s 30s 60s 180s 300s 15s 30s 60s 180s 300s
5. Results and Discussions
In this section will be presented several aspects of combustion behavior with respect to the
mass loss, CO2 and CO concentrations, NOx pollution level, ignition time and flame behavior.
5.1 Mass loss
Figures 3 and 4 illustrate the mass reduction behavior of the feedstock material, for different
oxygen concentrations in oxidizing agent at different temperatures (1000 and 800 °C). As it
can be observed from the curves trends, the oxygen concentration and oxidant temperature
play an important role in the combustion process. For a better understanding, Kuo et al.
divided the mass loss phenomenon into three stages: the period prior to ignition (from 100%
to about 90% mass loss) corresponding to the drying phase, the flaming combustion stage
(between 90% to about 20%) corresponding to the volatiles combustion phase and the char

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
8
combustion stage (between 20% and 0% mass loss). In the first stage, moisture and some
gases from the decomposed biomass are lost. In the second stage, the volatiles substances are
released and burnt. Char is consumed during the third mass loss stage. The remaining material
is ash.
Making a comparison between the two graphs it can be observed that for higher temperatures
(1000 °C), the mass reduction is more rapid for the drying and volatile oxidation phases,
compared to the lower temperature (800 °C) due to the higher heat transfer rate. It is clear that
the mass reduction it is almost no influenced by oxygen concentration for the 5% and 10%
cases but it is dependent on it when oxygen concentration increases over 21%. For lower
temperature (800 °C), the devolatilization and volatiles oxidation process becomes more rapid
when concentration of oxygen increases (see Fig.4). As expected, the drying and
devolatilization time is faster for high oxygen concentrations (over 70%).
Also, the char combustion process is similar for both temperatures of oxidant. For oxygen
concentrations of 70% and 100% and combustion time ranged between 3 to 5 minutes, the
whole sample was consumed. The remaining material was only ash. For medium and low
oxygen concentrations (under 70%), the sample was incomplete combusted and the remaining
material was char and ash.
Fig.3: Mass loss curves for different O2 concentrations at 1000 °C
Mass loss -1000 C
0102030405060708090
100
0 50 100 150 200 250 300Time [s]
Mas
s [%
]
5% O2 10% O221% O2 30% O270% O2 100% O2

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
9
Fig.4: Mass loss curves for different O2 concentrations at 800 °C 5.2 Pollutants emissions
During biomass combustion, two major pollutants groups can be distinguished as follows:
• pollutants resulted from complete oxidation as NOx and CO2;
• pollutants resulted from biomass incomplete oxidation as CO.
These pollutants significantly depend on combustion conditions.
5.2.1 NOX emission level
During combustion, the nitric oxides are formed in three different reactions as follows:
• thermal NOx: formed by the oxidation of nitrogen contained in the air; the reaction
takes place at high temperature;
• prompt NOx: formed during combustion in reaction of atmospheric nitrogen with CH
radicals;
• fuel NOx: during the combustion process a part of the nitrogen contained in the fuel is
oxidized to nitrogen oxides
The comportment of NOx during the combustion process is showed in Figures 5 and 6 for
different temperatures of oxidizing agent (1000°C and 800°C) and for different oxygen
concentrations. It can be observed that the NOx level is proportional with the concentration of
Mass loss - 800 C
0102030405060708090
100
0 50 100 150 200 250 300
Time [s]
Mas
s [%
]5% O2 10% O221% O2 30% O270% O2 100% O2

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
10
oxygen and temperature. At high temperature, the NOx level increases rapidly with oxygen
due to the predominant formation of thermal NOx (see Figures 5a and 6a). This phenomenon
was not so evident for lower temperature (800°C) (see Figures 5b and 6b) excluding the case
of 70% oxygen. The maximum level of NOx was obtained for oxygen concentration around
70%. In this case, the larger amount of NOx is resulted from combination between the
nitrogen bounded within the fuel matrix and the oxygen in excess and from combination
between oxygen and nitrogen from air.
Fig. 5.a: Variation of NOx emissions with time for different concentrations of O2 (1000 °C for 180s)
Fig. 5.b: Variation of NOx emissions with time different concentrations of O2 (800 °C for 180s)
NOx 1000
0
500
1000
1500
2000
2500
3000
0 20 40 60 80 100 120 140 160 180
Time [s]
NO
x [p
pm]
O2 70%O2 30%O2 21%O2 10%O2 5%
NOx 800
0
200
400
600
800
1000
1200
1400
0 20 40 60 80 100 120 140 160 180Time [s]
NO
x [p
pm]
O2 70%O2 30%O2 21%O2 10%O2 5%

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
11
Fig. 6.a: Variation of NOx emissions with time for different concentrations of O2 (1000 °C for 60s)
Fig. 6.b: Variation of NOx emissions with time different concentrations of O2 (800 °C for 60s)
Analyzing the graphs, it can be seen that the HTAC technology has good results when high
temperature oxidant and low oxygen content is utilized and the emission of NOx are kept at a
very low level. This is one of the main benefits when using HTAC.
NOx 1000
0
500
1000
1500
2000
2500
3000
3500
0 10 20 30 40 50 60Time [s]
NO
x [p
pm]
O2 100%O2 70%O2 30%O2 21%O2 10%O2 5%
NOx 800
0
200
400
600
800
1000
1200
0 10 20 30 40 50 60Time [s]
NO
x [p
pm]
O2 100%O2 70%O2 30%O2 21%O2 10%O2 5%

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
12
5.2.2 CO2 and CO concentration level
Carbon dioxide and carbon monoxide are also important air pollutants. Figures 7 and 8 show
the CO2 and CO emissions profiles for different temperatures and concentrations of oxidant.
As it was expected, the levels of CO2 and CO are strongly influenced by oxygen
concentration. When oxygen concentration increases, the emissions of CO2 also increase. This
phenomenon is dependent on oxygen availability - more oxygen is available to combine with
the fuel carbon - so, the maximum level is reached at 100% O2. On the contrary, for identical
conditions, the CO level is decreasing while oxygen concentration increases.
Fig. 7.a: CO2 variation in time for different concentrations of O2 (1000 °C for 180s)
Fig. 7.b: CO2 variation in time for different concentrations of O2 (800 °C for 180s)
CO2 1000
0
2
4
6
8
10
12
14
16
0 20 40 60 80 100 120 140 160 180
Time [s]
CO
2 [%
]
O2 100%O2 70%O2 30%O2 21%O2 10%O2 5%
CO2 800
0
2
4
6
8
10
12
14
16
18
0 20 40 60 80 100 120 140 160 180Time [s]
CO
2 [%
]
O2 100%O2 70%O2 30%O2 21%O2 10%O2 5%
Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
13
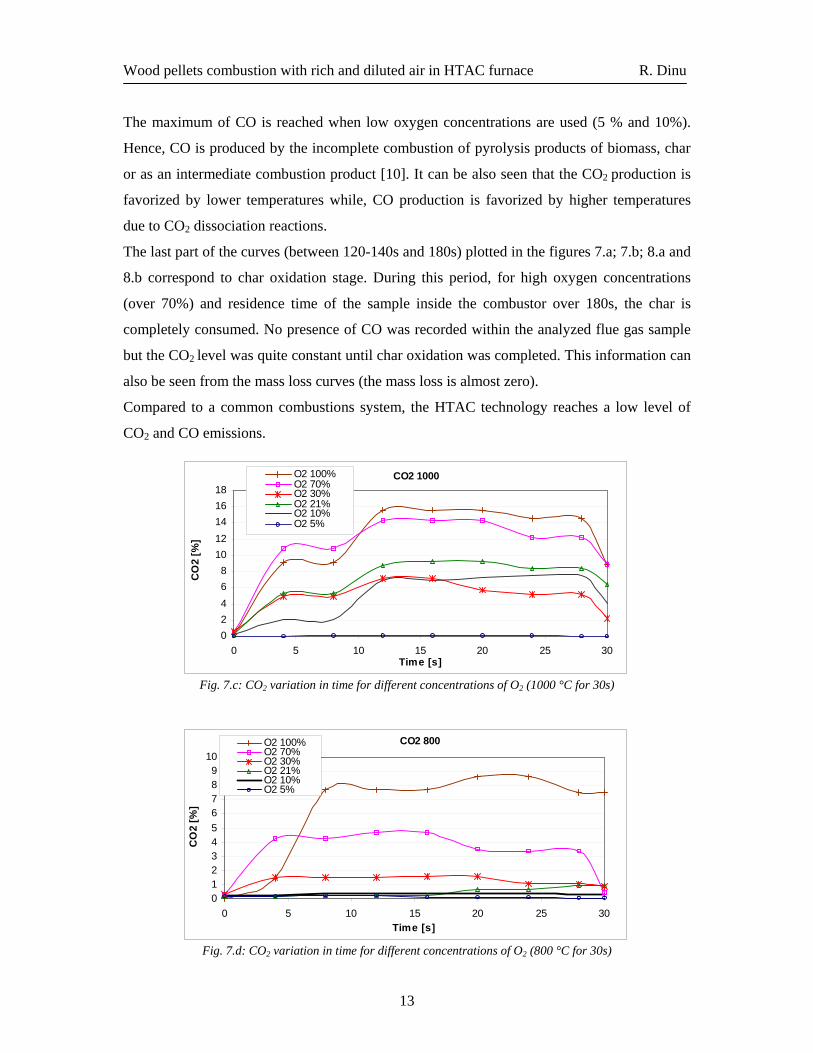
The maximum of CO is reached when low oxygen concentrations are used (5 % and 10%).
Hence, CO is produced by the incomplete combustion of pyrolysis products of biomass, char
or as an intermediate combustion product [10]. It can be also seen that the CO2 production is
favorized by lower temperatures while, CO production is favorized by higher temperatures
due to CO2 dissociation reactions.
The last part of the curves (between 120-140s and 180s) plotted in the figures 7.a; 7.b; 8.a and
8.b correspond to char oxidation stage. During this period, for high oxygen concentrations
(over 70%) and residence time of the sample inside the combustor over 180s, the char is
completely consumed. No presence of CO was recorded within the analyzed flue gas sample
but the CO2 level was quite constant until char oxidation was completed. This information can
also be seen from the mass loss curves (the mass loss is almost zero).
Compared to a common combustions system, the HTAC technology reaches a low level of
CO2 and CO emissions.
Fig. 7.c: CO2 variation in time for different concentrations of O2 (1000 °C for 30s)
Fig. 7.d: CO2 variation in time for different concentrations of O2 (800 °C for 30s)
CO2 1000
02468
1012141618
0 5 10 15 20 25 30Time [s]
CO
2 [%
]
O2 100%O2 70%O2 30%O2 21%O2 10%O2 5%
CO2 800
0123456789
10
0 5 10 15 20 25 30Time [s]
CO
2 [%
]
O2 100%O2 70%O2 30%O2 21%O2 10%O2 5%

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
14
Fig. 8.a: CO variation in time for different concentrations of O2 (1000 °C for 300s)
Fig. 8.b: CO variation in time for different concentrations of O2 (800 °C for 300s) 5.3 Ignition time and flame behavior
Figures 9 a and b show the pellet’s ignition time at different temperatures and oxygen
concentration for five minutes time of the experiment respectively three minutes time. The
ignition time was considered the time passed until the very first visible flame was observed
with the naked eye during the experiment, into the combustion chamber. The ignition time
was determined based on the recorded experiments. As Figure 9 demonstrates, the ignition
time is highly dependent on the combustion parameters: the oxidant temperature and oxygen
CO 1000
9.0
9.5
10.0
10.5
11.0
11.5
0 50 100 150 200 250 300Time [s]
CO
[%]
O2 100% O2 70%O2 30% O2 10%O2 5%
CO 800
9,0
9,2
9,4
9,6
9,8
10,0
10,2
0 50 100 150 200 250 300
Time [s]
CO
[%]
O2 100% O2 70%O2 30% O2 21%O2 5%

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
15
concentration. The ignition is faster when both the oxidant temperature and oxygen
concentration are higher.
Fig. 9.a: Ignition time for different concentrations of O2 and oxidant temperature (5 min)
Fig. 9.b: Ignition time for different concentrations of O2 and oxidant temperature (3 min) The next paragraph describes the combustion behavior for different conditions.
a.1) Oxidant at 1000 ºC and 5% oxygen concentration
The ignition occurred after 10 –15 seconds from the start. A weak yellow flame was observed
at the far end of the window at one of the pellet extremity. The flame increased progressively
in length and it became little whiter. At about 85 - 114 seconds, the sample seemed to be
entirely covered by the flame. The flame was brighter in the upper part of the sample and
hardly visible at the bottom. After another 15 - 20 seconds, the flame disappeared leaving the
sample with a black color (char and ash).
Ignition Time
05
1015202530354045
0 20 40 60 80 100Oxygen concentartion [%]
Tim
e [s
]
800 C1000 C
Ignition Time
0
10
20
30
40
50
60
0 20 40 60 80 100Oxygen concentration [%]
Tim
e [s
]
800 C1000 C

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
16
5s 10s - ignition 100s 110s 125s - char
Fig. 10: Wood pellet combustion for the case 1000 ºC and 5% O2
a.2) Oxidant at 1000 ºC and 10% oxygen concentration
The ignition occurred after about 2 seconds from the beginning. A small yellow flame
appeared at one of the pellet’s extremity. The flame increased rapidly, it became whiter and
brighter in time, and covered the entire sample. After about 100 seconds, the flame started to
decrease and after another 30 - 50 seconds, it disappeared. The remaining material was char
and ash and it was oxidized without glowing.
a.3) Oxidant at 1000 ºC and 21% oxygen concentration
In this case, the ignition of the sample was instantaneous and it started with a little bright
yellow flame at one of the sample’s extremity. The flame was developing quickly, thus the
whole sample was covered (after 6 seconds from the ignition). During the flaming phase,
small glowing particles were falling down from the biomass sample. At about 115-130 second
from the ignition, the flame disappeared. The remaining char was still oxidized with red –
yellow glowing color.
a.4) Oxidant at 1000 ºC and 30% oxygen concentration
The ignition occurred instantaneously with a small bright yellow flame located at one of the
sample’s margins. In less than 6 seconds, the pellet was entirely covered by the bright flame.
The phenomenon was similar with to the 21 % oxygen case. After about 85 seconds from the
start, the flame disappeared leaving the “incandescent” char.
a.5) Oxidant at 1000 ºC and 70% oxygen concentration
After the sample was introduced, the flame appeared instantaneously and in about 2-3
seconds, it covered the entire pellet. The flame was brighter and whiter that in other cases and
was more compact around the sample. This fact was due to higher concentration of oxygen.

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
17
Little glowing pieces fell down from the sample into the combustion chamber. During the
flaming phase, it was visible how sample glows. At about 65 second from the start, the flame
totally disappeared, leaving the glowing char with a white – orange color. For a five-minute
experiment, the sample was entirely consumed. The remaining material was only ash.
a.6) Oxidant at 1000 ºC and 100% oxygen concentration
When pure oxygen was used, the ignition of the sample was instantaneous an explosive. The
white flame was very violent extremely bright and enclosed the entire sample in less than 2
seconds. After another 2 - 4 seconds, the flame became higher. A black soot was observed
while volatiles were burning. The flame started to decay at about 30 seconds and disappeared
after about 50 seconds from ignition. During both phases of volatiles and char oxidation, little
glowing particles fell down from the sample. For the five minutes experiment, the sample was
entirely consumed. Ash was the remaining material.
0s - ignition 2s 7s 70s 170s - char
Fig. 11: Wood pellet combustion for the case 1000 ºC and 100% O2
b.1) Oxidant at 800 ºC and 5% oxygen concentration
The ignition occurred after 42 – 50 seconds from the start. A very weak flame was hardly
observed in the far end of the window at one of the pellet extremity. The flame increased
progressively in length and it became more visible and little yellow in the upper part of the
sample. It was very difficult to distinguish if the flame covered the entire sample. After
another 160-165 seconds, the flame disappeared, leaving the sample of black color (char and
ash). For the case of 30 seconds time, no flame was observed during the experiment.
42s- ignition 100s 145s 160s
Fig. 12: Wood pellet combustion for the case 800 ºC and 5% O2

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
18
b.2) Oxidant at 800 ºC and 10% oxygen concentration
For 800 ºC and 10% oxygen concentration, after the sample was introduced, at about 10 –11
seconds, the sample started to become black at the margins. The ignition occurred after 30 -
32 seconds from the start with a very weak flame, which was barely visible in the upper part
of the sample. The flame increased progressively in time, becoming longer and yellow. It is
difficult to say when the sample was covered by the flame. After 130-140 seconds from the
start, the flame disappeared. The remaining material was char and ash and it was oxidized
without glowing. For the case of 30 seconds time, no flame was observed during the
experiment.
b.3) Oxidant at 800 ºC and 21% oxygen concentration
At about 15 – 20 second from the starting point, the sample became brown at the surface.
After another maximum 5 seconds, the ignition occurred with a small white – yellow flame at
one of the pellet’s extremities. The flame increased rapidly in time, becoming brighter and
covering the entire sample (after 35 seconds from the ignition). A black soot was observed
while volatiles were still burning. At about 120-130 second from the ignition, the flame
disappeared. The remaining char was oxidized with red – yellow glowing color on the side
where the sample meets the airflow.
20s - ignition 35s 90s 130s 135s -char
Fig. 13: Wood pellet combustion for the case 800 ºC and 21% O2
b.4) Oxidant at 800 ºC and 30% oxygen concentration
The ignition occurred at about 13 - 15 seconds from the start with a small bright yellow flame
located at one of the sample’s margins. The flame was bright and increased rapidly around the
sample. It could be observed that the sample started to glow during the flaming phase. The
flame started to decay and disappeared after 120 –130 seconds from ignition leaving
“incandescent” char.
Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
19
b.5) Oxidant at 800 ºC and 70% oxygen concentration
For this case, after the sample was introduced, the flame appeared in less than 10 seconds at
one of the pellet’s margins and rapidly covered the entire sample. The flame was brighter and
whiter that in other cases and was more compact around the sample. This fact was due to the
higher concentration of oxygen. Little glowing pieces fell down from the sample into the
combustion chamber. During the flaming phase, it was visible how the sample glows. At
about 110-120 second from the start, the flame totally disappeared living the glowing char
with a white – orange color. For the five minutes experiment, the sample was entirely
consumed. The remaining material was only ash.
b.6) Oxidant at 800 ºC and 100% oxygen concentration
When 100% oxygen was used, the sample ignition occurred in less than 7 seconds in an
explosive mode. The white flame was very violent extremely bright, enclosed very rapidly the
entire sample. The maximum size of the flame was reached after about 90 second from the
start, then the flame started to decay and disappeared after another 30 - 40 seconds. During
both phases of volatiles and char oxidation, little glowing particles fell down from the sample.
For a five-minute experiment, the sample was entirely consumed. Ash was the remaining
material.
6. Conclusions
Some conclusions can be drawn after the data analysis:
• Pellet mass reduction depends on oxidant temperature. When temperature increases,
the mass loss rate also increases. The mass loss is more dependent on temperature
during the drying and devolatilization phases. Oxidant’s temperature seems to have no
big influence on char oxidation phase;
• For lower oxidant temperature 800 ºC, the oxygen concentration has more influence
over the mass loss than for the temperature of 1000 ºC;
• The level of NOx is proportional with the oxygen concentration and oxidant
temperature. At higher temperatures (1000 ºC), the NOx level increases rapidly with
oxygen. The increment NOx was not so important when oxidant temperature was 800
ºC, excepting the situation when the percentage of oxygen was 70%;

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
20
• For high temperature air combustion and low oxygen concentration (10% and 5%), the
NOx level was low (around 200 ppm for 10 % oxygen and below 200 ppm for 5%
oxygen). This is an advantage of HTAC technologies;
• The levels of CO2 and CO are also dependent on oxygen concentration and
temperature. CO2 formation was favorable for higher oxygen concentrations and lower
temperatures, while CO formation was favorized by lower oxygen concentrations and
higher temperatures;
• The ignition time is strongly influenced by the oxidant temperature and oxygen
concentrations. While temperature and concentration increase, the ignition delay time
decreases;
• No delay time to flaming ignition was observed when the oxidant air was preheated
until 1000 ºC and the oxygen concentration increases over 21%. On the contrary, the
time to flaming ignition increases when lower oxygen concentration (5% and 10%)
and lower oxidant temperature (800 ºC) are used;
• The flame color, shape and size depend on combustion parameters. 7. Acknowledgements
I wish to express my gratitude to Professor Andrew Martin and Professor Weihong Yang for
all their help and support. I also wish to thank to the Board of the European Community
Research Programme for accepting me to take part to SUSPOWER Project.
Last but not least, I am grateful to my Professor Adrian Badea and to my friends: Mr. Lugano
Wilson, Eddy, Artur and Dinesh for all their help during the experimental campaign.

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
21
8. References
[1] Simon Lille, Wlodzimierz Blasiak, Marcin Jewartowski, Experimental study of
the fuel jet combustion in high temperature and low oxygen content exhaust
gases, Energy 30, 373-384, 2005;
[2] Rong He, Toshiyuki Suda, Makoto Takafuji, Tetsuya Hirata, Jun’ichi Sato,
Analysis of low NO emission in high temperature air combustion for
pulverized coal, Fuel 83, 1133-1141, 2004;
[3] M. Saito, K. Amagai, G. Ogiwara, M. Arai, Combustion characteristics of
waste material containing high moisture, Fuel 80, 1201-1209;
[4] Slawomir Kakietek, Investigation of potentialities of biomass gasification at
HTAG system with low oxygen concentration, SUSPOWER Project, 2005;
[5] Anna Ponzio, Sylwester Kalisz, Juliette Promelle, Wlodzimierz Blasiak,
Combustion of wood pellets in an oxygen diluted and high temperature
environment, Royale Insitute of Technology (KTH);
[6] M. Mortberg, Blasiak Wlodzimierz and A.K. Gupta, Combustion of low
calorific fuels in high temperature oxygen deficient environment, Combustion
Science and Technology, 2005;
[7] C. Lucas, D. Szewczyk, W. Blasiak, S.Mochida, High – temperature air and
steam gasification of densified biofuels, Biomass and Bioenergy 27, 563 – 575,
2004;
[8] Carlos Lucas, Wlodzimierz Blasiak, Dariusz Szewezyk, Jan Stasick, High
temperature air and steam gasification of wood pellets, Finnish – Swedish
Flame Days, September 2002;

Wood pellets combustion with rich and diluted air in HTAC furnace R. Dinu
22
[9] M. Mortberg, N. Rafidi, W. Blasiak, Measurements of temperature heat flux
and flue gas composition in HTAC flame, London, October 2002;
[10] Walter R. Niessen, Combustion and incineration processes – Application in
environmental engineering, 2nd edition, revised and expanded, Marcel Dekker
Inc, 1995.
Top Related