







Languages
Pages
Legal


8/25/2008
1
SME 2713 Manufacturing Process
METAL FORMING – 4 (Extrusion process)
Assoc Prof Zainal Abidin Ahmad
UTM, Skudai
Outline
1. Introduction
2 Classification of3. Extrusion Equipment
4 Extrusion defects2. Classification of extrusion processes1. Direct and indirect
extrusion
2. Hot and cold extrusion
3. Horizontal and vertical
4. Extrusion defects
extrusion
4. Tube extrusion
5. Impact extrusion
6. Hydrostatic extrusion
25 August 2008 Assoc Prof Zainal Abidin Ahmad 2

8/25/2008
2
1. Introduction• Extrusion is the process by which a block/billet of metal is reduced in cross‐section by forcing it to flow through a die orifice under high pressurethrough a die orifice under high pressure
• In general, extrusion is used to produce cylindrical bars or hollow tubes or for the starting stock for drawn rod, cold extrusion or forged products
25 August 2008 Assoc Prof Zainal Abidin Ahmad 3
1. Introduction
• Most metals are hot extruded due to large amount of forces required in extrusion. Complex shapes can be extruded from the more readily extrudable metals such as aluminium.
• The products obtained are also called extrusionextrusion
25 August 2008 Assoc Prof Zainal Abidin Ahmad 4

8/25/2008
3
1. Introduction
• The reaction of the extrusion billet with the container and die results in high compressive
h h ff d k fstresses which are effective in reducing cracking of materials during primary breakdown from the ingot
25 August 2008 Assoc Prof Zainal Abidin Ahmad 5
1. Introduction
• This helps to increase the utilization of extrusion in the working of metals that are difficult to form like
l l k l b d ll d h h hstainless steels, nickel‐based alloys, and other high‐temperature materials
• Similar to forging, lower ram force and a fine grained recrystallised structure are possible in hot extrusion.
• However, better surface finish and higher strengths (strain hardened metals) are provided by cold extrusion.
25 August 2008 Assoc Prof Zainal Abidin Ahmad 6

8/25/2008
4
1. Introduction
25 August 2008 Assoc Prof Zainal Abidin Ahmad 7
Extrusion products
25 August 2008 Assoc Prof Zainal Abidin Ahmad 8

8/25/2008
5
Extrusion products
25 August 2008 Assoc Prof Zainal Abidin Ahmad 9
25 August 2008 Assoc Prof Zainal Abidin Ahmad 10
8/25/2008
6
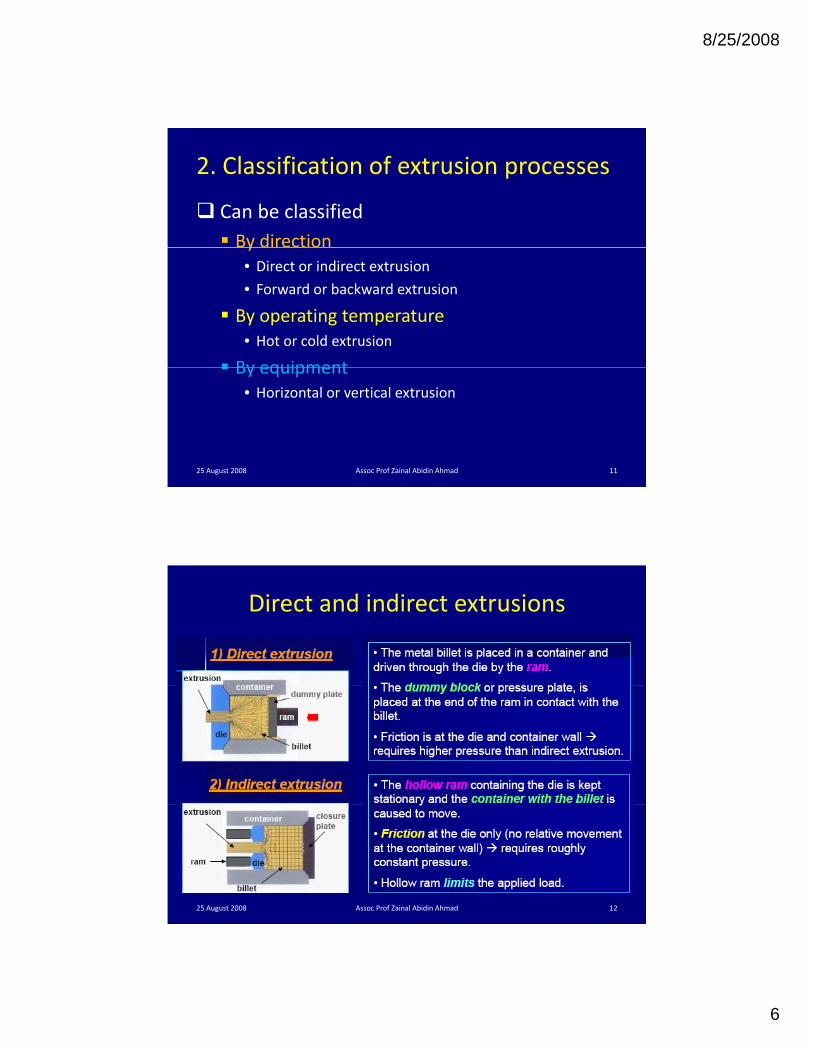
2. Classification of extrusion processes
Can be classifiedBy directiony
• Direct or indirect extrusion
• Forward or backward extrusion
By operating temperature• Hot or cold extrusion
By equipmentBy equipment• Horizontal or vertical extrusion
25 August 2008 Assoc Prof Zainal Abidin Ahmad 11
Direct and indirect extrusions
25 August 2008 Assoc Prof Zainal Abidin Ahmad 12
8/25/2008
7
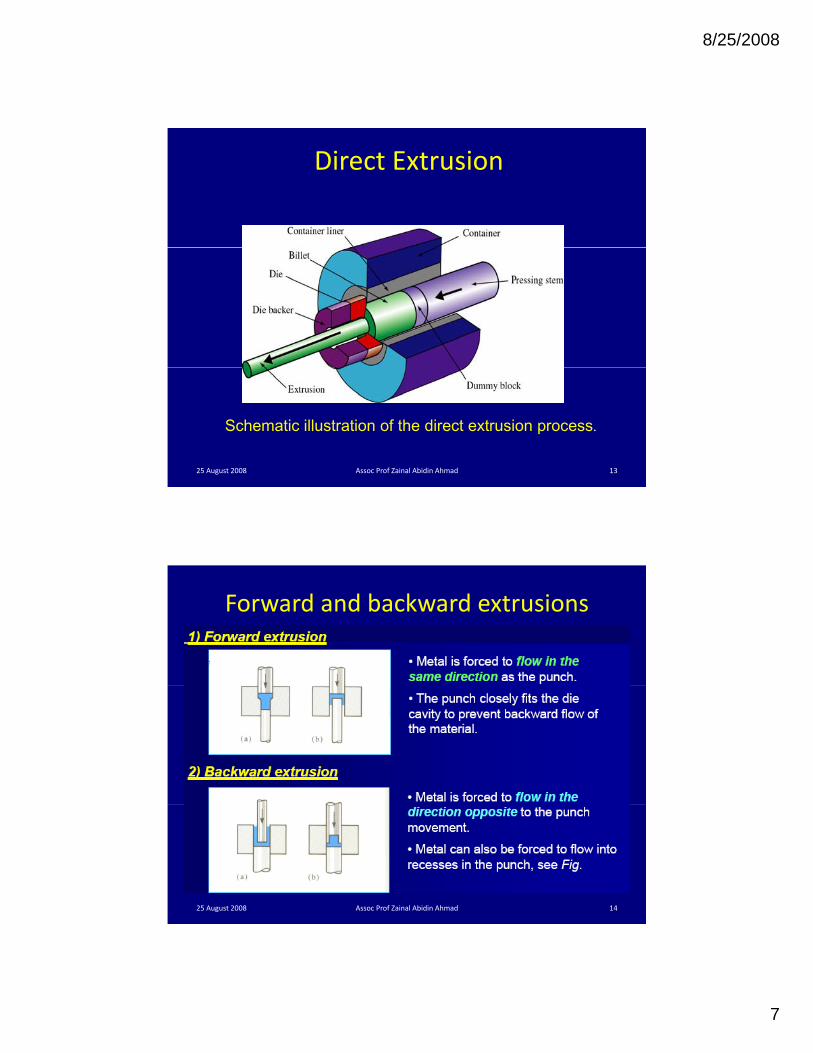
Direct Extrusion
Schematic illustration of the direct extrusion process.
25 August 2008 13Assoc Prof Zainal Abidin Ahmad
Forward and backward extrusions
25 August 2008 Assoc Prof Zainal Abidin Ahmad 14

8/25/2008
8
25 August 2008 Assoc Prof Zainal Abidin Ahmad 15
Extrusion Temperature Ranges for Various Metals
°C°CLead 200–250Aluminum and its alloys 375–475Copper and its alloys 650–975Steels 875–1300Refractory alloys 975–2200Refractory alloys 975 2200

8/25/2008
9
25 August 2008 Assoc Prof Zainal Abidin Ahmad 17
Cold Extrusion• 1940s• Comparison to Hot Extrusion
– Improved mechanical propertiesG d di i l t l– Good dimensional tolerance
– Elimination of billet heating– Production rates and costs
competetive• 2000 parts/hour
– However, High stress
• Tool and die materials crucial– Sufficient strength– Sufficient toughness– Good Wear and fatigue resistance
Two examples of cold extrusion. Thin arrows indicate the direction of metal
flow during extrusion.
25 August 2008 18Assoc Prof Zainal Abidin Ahmad
8/25/2008
10
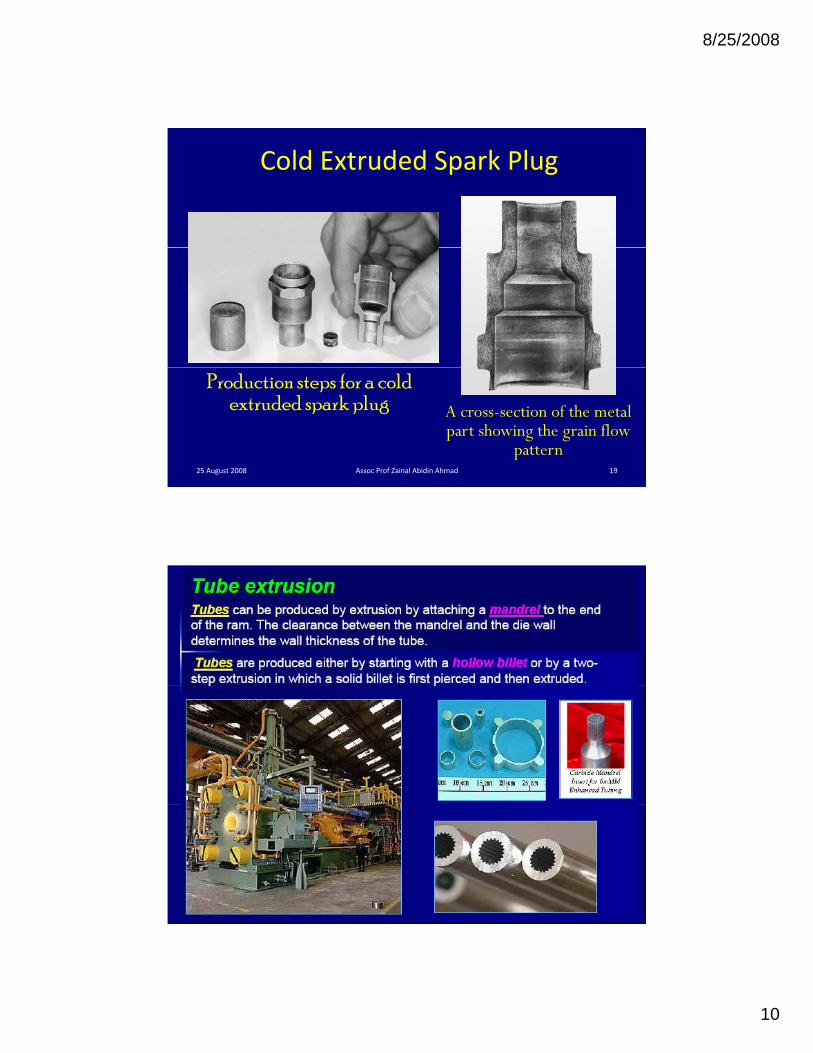
Cold Extruded Spark Plug
Production steps for a cold extruded spark plug A cross-section of the metal
part showing the grain flow pattern
25 August 2008 19Assoc Prof Zainal Abidin Ahmad
25 August 2008 Assoc Prof Zainal Abidin Ahmad 20

8/25/2008
11
Extrusion of Tubing
• Tubing extrusion– Mandrel to pierce a hole in billets– Hollow billets
25 August 2008 21Assoc Prof Zainal Abidin Ahmad
25 August 2008 Assoc Prof Zainal Abidin Ahmad 22

8/25/2008
12
Extrusion of Hollow Shapes• Welding-chamber method
• Metal divides and flows around• Then rewelded under high pressure in welding chamber
• Aluminum and its alloysAluminum and its alloys• No lubrication allowed
Figure 15.9
25 August 2008 23Assoc Prof Zainal Abidin Ahmad
Impact Extrusion• Similar to indirect extrusion
• Cold extrusion
• Most nonferrous metals at rates of two parts/second
• Thin walled tubular sections possible
Schematic illustration of the impact-extrusion process. The extruded parts are stripped by the use of a stripper plate,
because they tend to stick to the punch.25 August 2008 24Assoc Prof Zainal Abidin Ahmad
8/25/2008
13
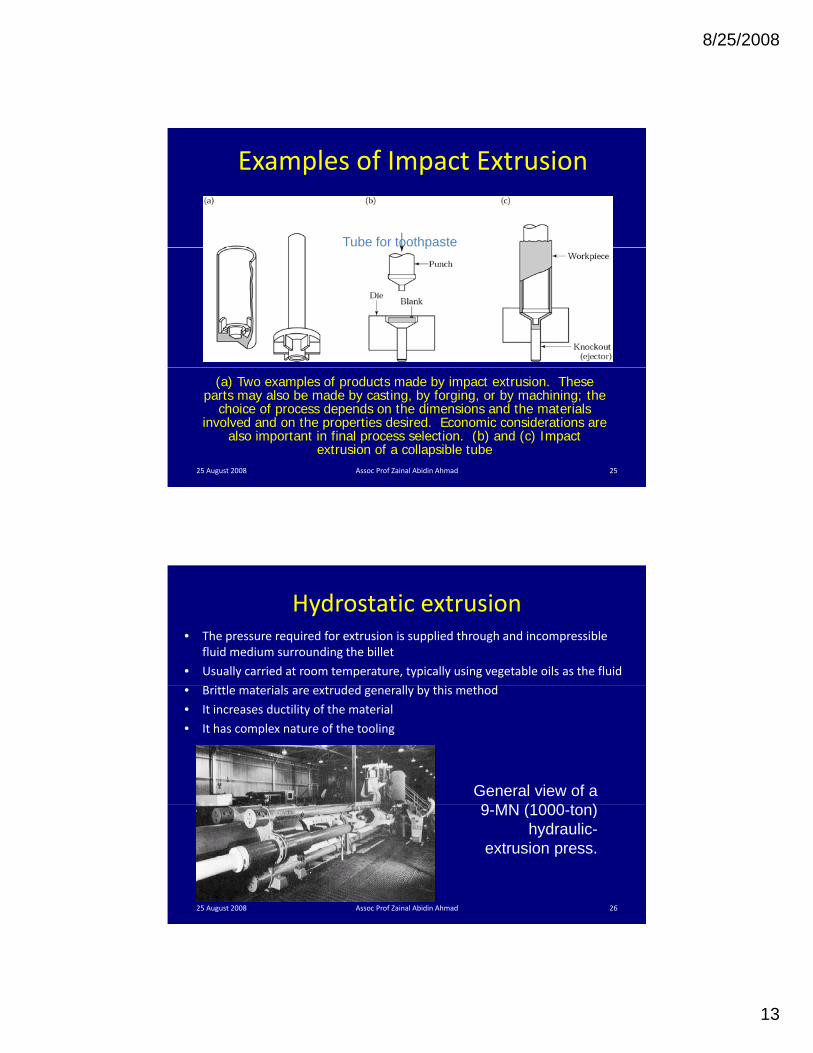
Examples of Impact Extrusion
Tube for toothpastep
(a) Two examples of products made by impact extrusion. These parts may also be made by casting, by forging, or by machining; the
choice of process depends on the dimensions and the materials involved and on the properties desired. Economic considerations are
also important in final process selection. (b) and (c) Impact extrusion of a collapsible tube
25 August 2008 25Assoc Prof Zainal Abidin Ahmad
• The pressure required for extrusion is supplied through and incompressible fluid medium surrounding the billet
• Usually carried at room temperature, typically using vegetable oils as the fluid
Hydrostatic extrusion
• Brittle materials are extruded generally by this method
• It increases ductility of the material
• It has complex nature of the tooling
General view of a 9 MN (1000 t )9-MN (1000-ton)
hydraulic-extrusion press.
25 August 2008 26Assoc Prof Zainal Abidin Ahmad

8/25/2008
14
Hydrostatic Extrusion
Using hydrostatic system to reduce the friction Us g yd os a c sys e o educe e c oand lower the power requirement.
Sealing is the major problem.
25 August 2008 27Assoc Prof Zainal Abidin Ahmad
3. Extrusion equipment
• Extrusion equipment mainly includes presses, dies and tooling
Presses• Most extrusions are made with hydraulic presses
• These can be classified on the direction of travel of the ram
– Horizontal presses
i l– Vertical presses
Extrusion dies• Die design
• Die materials
25 August 2008 Assoc Prof Zainal Abidin Ahmad 28

8/25/2008
15
Horizontal extrusion press
25 August 2008 Assoc Prof Zainal Abidin Ahmad 29
Extrusion press
25 August 2008 Assoc Prof Zainal Abidin Ahmad 30
8/25/2008
16
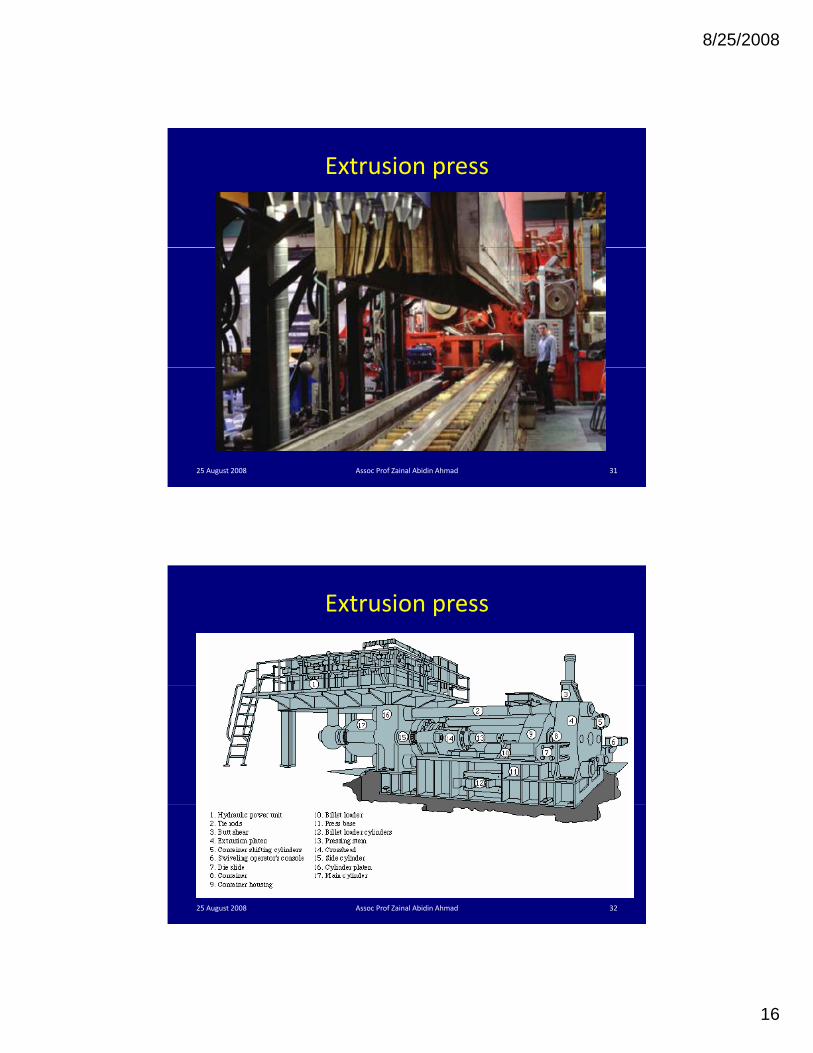
Extrusion press
25 August 2008 Assoc Prof Zainal Abidin Ahmad 31
Extrusion press
25 August 2008 Assoc Prof Zainal Abidin Ahmad 32
8/25/2008
17
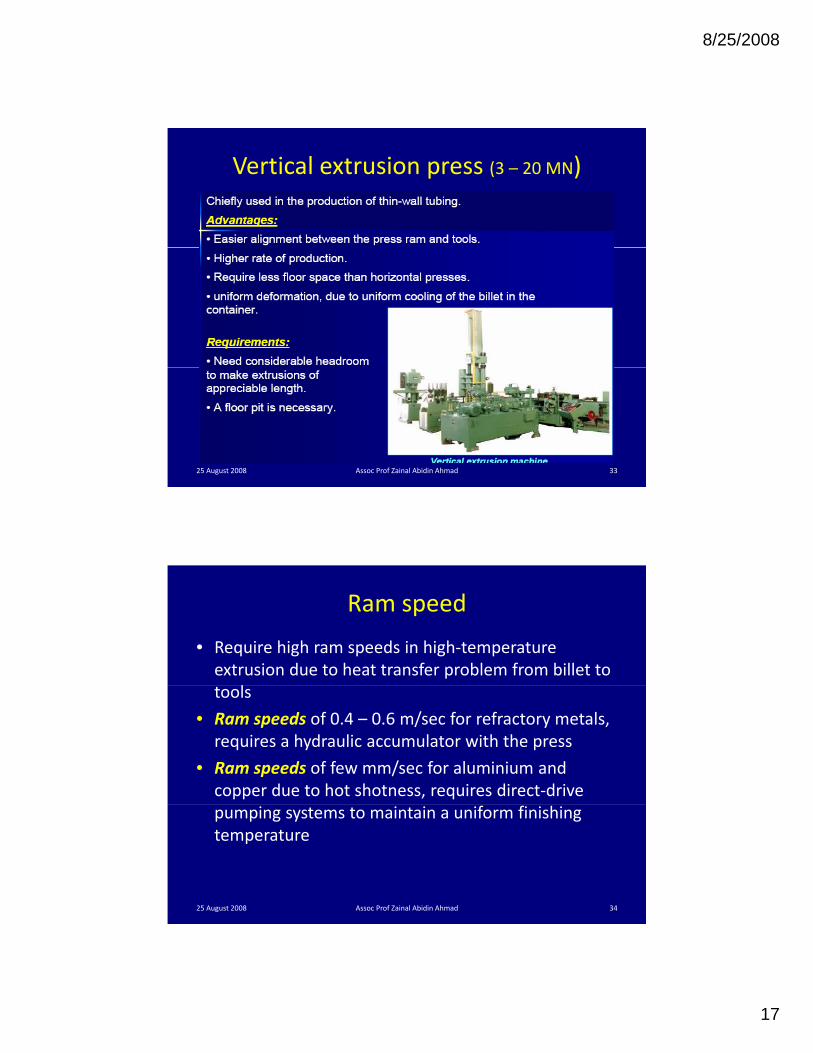
Vertical extrusion press (3 – 20 MN)
25 August 2008 Assoc Prof Zainal Abidin Ahmad 33
Ram speed
• Require high ram speeds in high‐temperature extrusion due to heat transfer problem from billet to
ltools
• Ram speeds of 0.4 – 0.6 m/sec for refractory metals, requires a hydraulic accumulator with the press
• Ram speeds of few mm/sec for aluminium and copper due to hot shotness, requires direct‐drive pumping systems to maintain a uniform finishing temperature
25 August 2008 Assoc Prof Zainal Abidin Ahmad 34

8/25/2008
18
25 August 2008 Assoc Prof Zainal Abidin Ahmad 35
25 August 2008 Assoc Prof Zainal Abidin Ahmad 36

8/25/2008
19
25 August 2008 Assoc Prof Zainal Abidin Ahmad 37
4. Common Defects in Extrusion• Surface cracking
– Often along grain boundaries
– Due to high temperatures highDue to high temperatures, high friction and high velocities
– Or due to sticking of the product to the die surface
• Piping– Draw surface oxides and impurities toward the center of the billets
– Remove oxides by Machining, etching or use smaller ram leaving “skull” inside
v1
v2
V1> V2
25 August 2008 38Assoc Prof Zainal Abidin Ahmad

8/25/2008
20
• Cheveron (internal cracking)– Increases with increasing impurities,
die angle– Decrease with increasing E.R. and
friction
(a) (b)
25 August 2008 39Assoc Prof Zainal Abidin Ahmad
Top Related