






![Influence of Modification in Centrifugal Casting on Microstructure … · centrifugal casting [10,11] with using the software for the process simulation [12]. Products made by means](https://static.fdocuments.us/doc/165x107/5f81bdea08bac928d764421f/influence-of-modification-in-centrifugal-casting-on-microstructure-centrifugal-casting.jpg)

Languages
Pages
Legal



Simulation of Centrifugal Casting via STAR-Cast Santhanu Jana, Access e.V., Aachen

Centrifugal casting
STAR-Cast‘s modelling basis
Motivation for centrifugal investment casting
Centrifugal investment casting of
● Low pressure turbine blades
● Turbocharger wheels
Future work
Talk overview
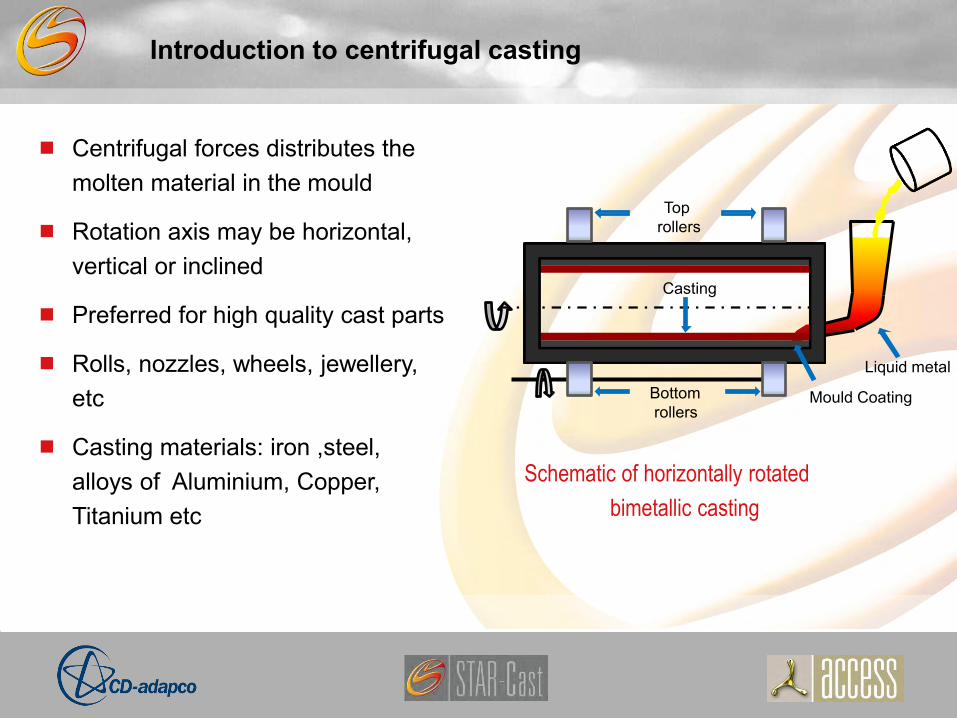
Centrifugal forces distributes the molten material in the mould
Rotation axis may be horizontal, vertical or inclined
Preferred for high quality cast parts
Rolls, nozzles, wheels, jewellery, etc
Casting materials: iron ,steel, alloys of Aluminium, Copper, Titanium etc
Top rollers
Casting
Mould Coating
Liquid metal Bottom rollers
Introduction to centrifugal casting
Schematic of horizontally rotated
bimetallic casting

Modelling basis in STAR-Cast

Coupled flow and solidification model : Multi phase approach: gas, liquid and solidified metal
● HRIC: ensures sharp resolution of free surface, entrapped gas bubbles
● Porous walls: Escape of gas through shell moulds
● Interfacial forces: Surface tension and wetting angle effects
● Rotational forces : are modeled based on rotating frame of reference
● Moving grids: to model crucible tiling and pouring into the funnel
Polyhedral meshes: for complex geometries and multiphysics simulations
Material data: Comprehensive and fully documented data dedicated for casting simulation
High performance computing: Scales almost linear on parallel machines down to 10.000 cells per processor: STAR-Cast Power Version
STAR-Cast‘s modelling approach

Advanced liquid-solid state transition model
● Resistance to flow is a function of secondary dendrite arm spacing
Liquid Mushy Solid
fL= 0.0 fL= 0.3 fL= 1.0
STAR-Cast‘s modelling approach

Motivation for centrifugal investment casting

Aero-engine manufacturers are introducing using new light weight materials
Intermetallic TiAl alloys
● 50% lower weight compared to conventional Ni-based alloys.
Centrifugal investment casting can deliver
high quality requirements
Ni basis Vs. TiAl blades
Casting of TiAl components with centrifugal investment process

But a difficult material to cast ● Potential of misrun ● Components like LPT blades have trailing edges of around 0.5 mm
Near-net-shape parts manufacture of Titanium Aluminides
HPC Vanes LPT Blades
Medical Implant Turbocharger Wheel

Centrifugal Investment Casting of Low Pressure Turbine (LPT) Blades
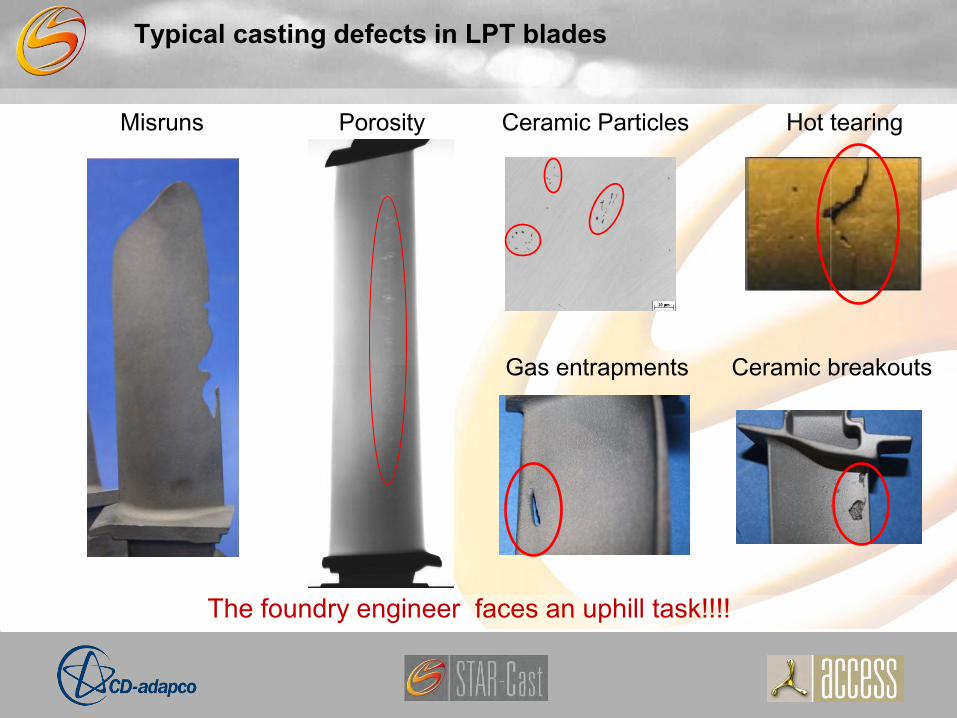
Typical casting defects in LPT blades
Misruns Porosity
The foundry engineer faces an uphill task!!!!
Gas entrapments
Ceramic Particles
Ceramic breakouts
Hot tearing

Induction Skull Melting Copper Crucible
Tilting
Melt Separation valve
(open) Heating
box Melting chamber
Casting chamber
Sprue
Melt distributor
Rotating table Rotation
Process characteristics
Two chamber system
Melting capacity: 10.0 kg (optional 25 kg)
Rotation speed:0-400 rpm
Mould filling in 1.5 seconds
Centrifugal investment casting LPT Blades

STEP 1: Simulate the crucible pouring process moving grids
Metal flow Velocity field
Simulation of the pouring process
Wetting

Simulation of the pouring process
Obtain inlet mass flow rate for the casting cluster Optimize the pouring process
Skull weights on funnel Funnel outflow

STEP 2: Simulate the casting cluster
● Generate the shell mould and mesh
● Apply inlet, initial and boundary conditions
● Use appropriate time step size (around 1.0e-4s)
● Solve on a high performance computing cluster
(With around 72 processors total computing time is 4
days)
Objectives: ● Predict misruns : i.e., if a fully filled blade is achievable or not
Simulation of the casting cluster of LPT blades

LPT blade Distributor
Runner Ingates
Inlet
Typical casting cluster of LPT Blades
Rotating at 200 RPM

Polyhedral mesh on shell mould
Total mesh size :3 million cells
Generation of shell mould and mesh

Simulations of casting cluster
Rotating at 200 RPM

Simulations of casting cluster
Rotating at 200 RPM
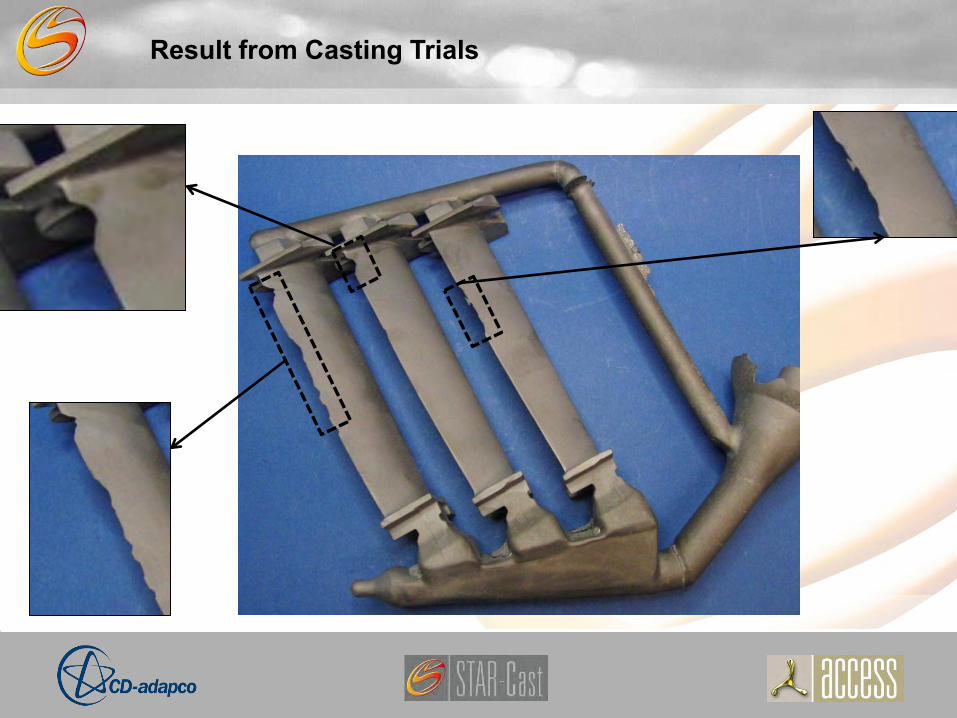
Result from Casting Trials

Comparison of casting trials and simulation predictions

Final outcome!!!!
Simulations
Casting designs
Next time anyone flying on an aircraft fitted with these blades be assured it has been developed using state-of-the-art tool STAR-Cast

Centrifugal investment casting of TiAl turbocharger wheels

Centrifugal investment casting TiAl turbo charger wheel
Centrifugal investment casting furnace, shell mold and turbocharger wheel

Centrifugal investment casting TiAl turbo charger wheel
Process characteristics
Melting capacity: 2.0 kg (max)
1 Chamber process

Wrapping around parts slows down the solidification
process
Ceramic shell mold calculated using the STAR-Cast shell mold generator
Centrifugal investment casting TiAl turbo charger wheel

Centrifugal investment casting TiAl turbo charger wheel

Centrifugal investment casting TiAl turbo charger wheel
spinning

Multiple frame of references coupled with solidification
Centrifugal casting of multiple alloys
Particle tracking during mould filling
Coupling to thermomechanics
Future work
Top Related