







Languages
Pages
Legal


© 2015 APEX TOOL GROUP 1
Products introduction
Claude RIOU
April, 2015
© 2014 APEX TOOL GROUP

Agenda
A1Plattform
Frangible collar
TUL-Man (Electronic counter)
Wheel Multiple
Modular Drills
2

A1 Series Positive Feed Drive

Product Overview
A1 Series
Positive Feed Drill • Up to 2.5hp/1.9kW* at the spindle to
maximize cutting speed
• Vane and turbine governed motors to minimize speed drop when drilling
• Mitis TM option for chip fragmentation
Productivity
• 500 hours/100000 cycles PM** service interval
• Easy feed change (<15 mins)
• Modular design allows complete tool reconfiguration in hours
Operating Cost
• 35% weight reduction over previous models
• Uniquely configurable handles for best operating position
Ergonomic
• Configurable error proofing
• Minimized speed drop for optimum hole quality and cutter life
• Optional counter for cutter change and service monitoring
Quality *Actual power dependent on tool speed and muffler
configuration
**MitisTM may require more frequent PM, refer to service
manual
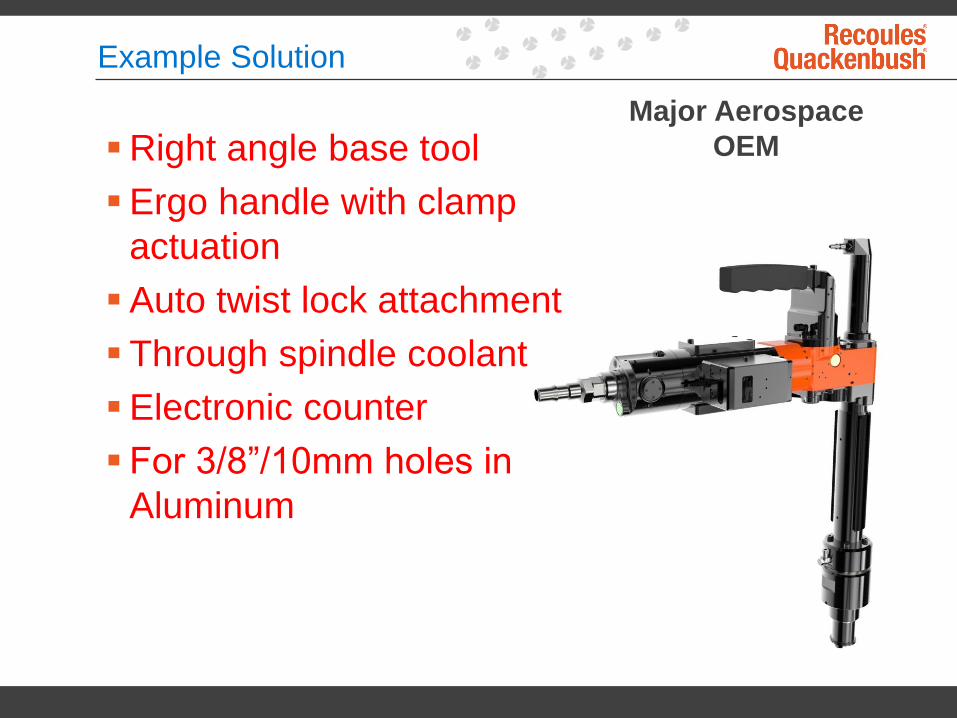
Example Solution
Major Aerospace
OEM Right angle base tool
Ergo handle with clamp
actuation
Auto twist lock attachment
Through spindle coolant
Electronic counter
For 3/8”/10mm holes in
Aluminum

Example Solution
Major Aerospace
OEM
In line base tool
Twin ergo handles with clamp
actuation and cycle start
Auto twist lock attachment with
integral chip vacuum
Integrated MitisTM
For 1/2”/12.7mm holes in Aluminum

Design Features
Accessories
Electronic Counter
Coolant Lubricator
Configurable Modular Design
Standard Nose
for ¼ turn/twist lock`
Vacuum Option
Ergo Handle
for Right
Angle
Pistol Handle
For In Line
Twin Handle
for In Line
Base Tool
Configurable for Feed/Speed
Configurable for Right Angle/Inline
Configurable for Turbine/Vane Motor
Gear Head
All new see later
slides for features
Concentric Collet
Vacuum Option`
Attachments
Template Foot
Vacuum Option` Auto Twist Lock
(DASA)
Vacuum Option`
Easily customizable to suit
YOUR application needs
Ergonomic solution
Optimize productivity
Implement error proofing
Use existing fixturing

Design Features
Easychange
Integrated MitisTM
Logiport
Overtorque Liftswitch
Extralife
Overclutch
6 patents pending
Improved durability 500
hours/100000 cycle PM
interval*
Improved mechanical design
to minimize jams
Easy (15 minute) feed or
MitisTM change
Logiport for configurable
error proofing reducing
defects
Lower servicing cost
All New Gear Head
* MitisTM may require more frequent PM, refer to service manual
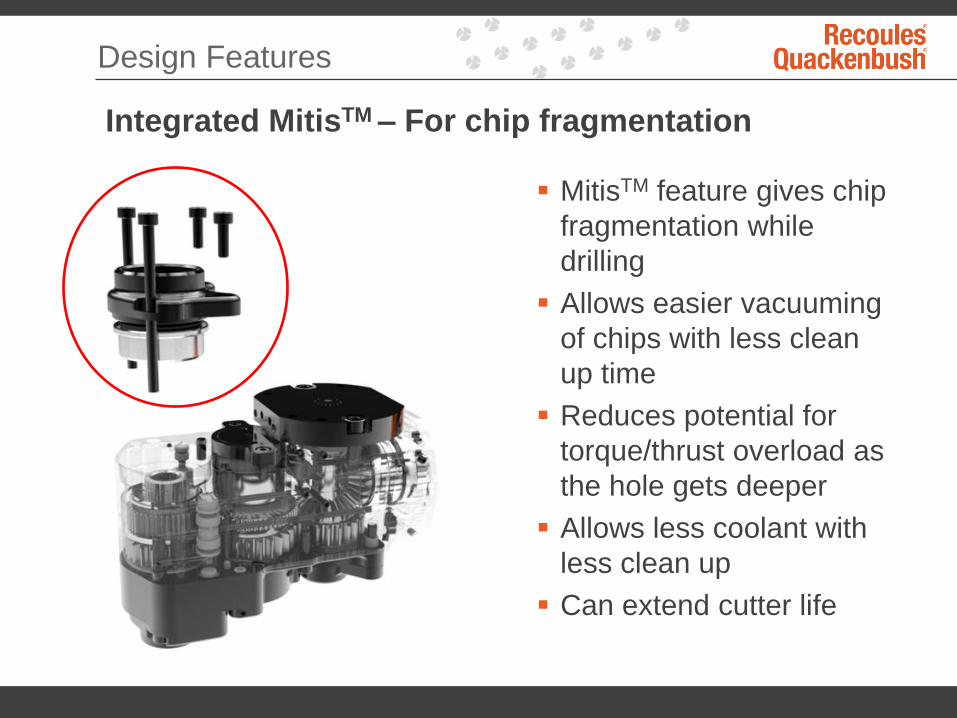
Design Features
Integrated MitisTM – For chip fragmentation
MitisTM feature gives chip
fragmentation while
drilling
Allows easier vacuuming
of chips with less clean
up time
Reduces potential for
torque/thrust overload as
the hole gets deeper
Allows less coolant with
less clean up
Can extend cutter life

Design Features
Easy Change – For feed rate and MitisTM
Feed change in less
than 15 minutes,
allows easy
reconfiguration and/or
less time to repair.
MitisTM change in less
than 15 minutes,
allows easy
reconfiguration and/or
less time to repair.

Applications
Holes • Up to 3/4” /19mm in Titanium
• Up to 1”/25mm in Aluminium
Aero structure component drill, ream, countersinking
Aircraft final assembly • Wing to body
• Fuselage
• Nose
• Doors
• Tail
• Stabilizer

Value
Productivity
• Optimize drill time
• Minimize clean up time
• Reduce coolant use
• Optimize cutter usage
• Best ergonomics for maximum operator comfort
Operating Cost
• Less servicing
• Greater durability /longer overall life
• Can be easily and quickly reconfigured
• More holes per cutter
Ergonomics
• Reduce operator exposure to drilling forces
• Configure for best ergonomic operation
• Low tool weight reduces operator fatigue
Quality
• Controlled cutting with positive feed
• Configurable error proofing
• Electronic counter to monitor cutter cycles, maintenance interval

Configurations & Options
A14T A14V A16T A16V
Nose Concentric
Collet
Template
Foot Handles Counter Lubricator
Tool thrust 500lbs at 90psi/6.3bar dynamic air supply
Base Tool
Code Noise Code Configuration Turbine ipr mm/rev
A14V 7.3 3.3 <=85dBA Right Angle Vane Motor M Internal Mitis 3200 3100 760 0.001 0.025
A14T 6.9 3.1 <=82dBA Right Angle Turbine 2500 2800 670 0.002 0.05
A16V 7.1 3.2 <=85dBA In Line Vane Motor 1700 2500 600 0.003 0.08
A16T 6.7 3.0 <=82dBA In Line Turbine 950 2100 510 0.004 0.10
750 1900 460 0.006 0.15
600 1700 410 0.007 0.18
400 1450 350 0.008 0.20
950 320
850 250
Spindles
Spindle Guard
Nose Attachment
Concentric Collet
Template Foot
Handles
Electronic Counter
Lubricator Based on application requirements
A Series Base Tool Options
Feeds
Base weight Configuration
For cutter, maintenance and overall tool life
A Series Custom Tool Options and Accessories
Vane
Rated Speeds -0/+10%Standard Option
Specified based on stroke requirement and cutter thread interface
Specified based on spindle stroke and coolant method used
Based on application requirements
Based on application requirements
Based on application requirements
We have a range of standard handles developed or can customize one to suit your needs

Frangible
Collar Tools Installation Tools for Aerospace Fasteners

+
Cleco nutrunner
Pneumatic Stall
Pneumatic Clutch
DC Corded
DC cordless/LivewireTM
Specialty Heads Complete installation tool for
limited access / access
issues
+
Angle Tools
Pistol Tools
Tightening Tools with Specialty heads
Product Overview

Example Solution
Pre-Torque
Operation
Frangible Nuts ASNA2528, ASNA2536, ASNA2537 and ASNA 2538.
Cleco TCP series
Drive Socket
Frangible collar installation (1st operation)
Torque control tools
Pneumatic Clutch tools • Pistol Grip Screwdrivers (19, 35 and 88 series)
• Right Angle Nutrunners (19, 24, 34, 45, 55 and 75 series)
DC Assembly Tools • Livewire cordless tools (17 and 47 series)
• Corded Assembly Tools (18, 48 , and 67 series)
Specialty Heads • Specialty heads for “hard to reach” applications
• Hold and drive heads where necessary

Example Solution
Frangible collar installation (2nd operation)
• Torque control or stall base tool
• Diameter 4.16 to 15.9 mm
• Final torque operation
Break off line
Frangible Collars ASNA2528, ASNA2536, ASNA2537 and ASNA 2538
Cleco FC Series
Drive Socket

Example Solution
Torque control tools
• Pneumatic Clutch tools • Pistol Grip Screwdrivers (19, 35 and 88 series)
• Right Angle Nutrunners (19, 24, 34, 45, 55 and 75 series)
• DC Assembly Tools • Livewire cordless tools (17 and 47 series)
• Corded Assembly Tools (18, 48 , and 67 series)
Specialty Heads • Specialty heads for “hard to reach” applications
• Hold and drive heads where necessary
Non Frangible Nuts ASNA2529, ASNA2531, ASNA2532
Cleco TC & TCHD series

Design Features
Range of Motor Types
Heavy duty industrial proven
pneumatic motors
Industry leading torque clutch
accuracy
Ergonomic grips, low weight
Low speed versions
TVP verifier for pneumatic
torque control tools
Process control and data
collection with DC electric
Stall versions - Pneumatic
Torque Control - Pneumatic Clutch
Pistol Grip Screwdrivers
Right Angle Nutrunners
Torque Control DC Electric - Livewire cordless tools
- Corded Assembly Tools)

Design Features
Pistol Grip Tool Extension Head
Right Angle Tool Extension Head
Wide Range of Head Types
Pistol Grip Tool Offset Head
Pistol Grip Tool Offset Head
Reverse Socket
Right Angle Tool Offset Extension Head
110°Angle Tool Extension Head
110°Angle Tool Offset Head
Hold and Drive
Right Angle Tool Offset Head With Reverse Socket
Heads to suit most access
issues
Different options to match
required duty cycle

Design Features
Indexable Heads
360°Indexer allows the
fastening head to be
rotated into more
ergonomically friendly
configurations
Indexer

Design Features
Model Speed Torque
Min (Nm) Max (Nm) Min [lbf-in] Max [lbf-in]
TCA_24RAA23AM3_R_110 600 8,2 11,0 72,5 97,4
example of complete designation:
TCA 24RAA23AM3 R90I 110 M0 0 BDS
motor designation
angle (see tables)
maximum torque X 10
socket & bit dimensions (see tables)
socket length (see tables)
angle
mm inch code mm inch code mm inch code
90° with indexing R90I 7,94 5/16 I without 0 flush flush 0
90° without indexing R90 8,73 11/32 K 19 0,75 1
110° with indexing R110I 10,00 37/94 M 25 0,98 2
110° without indexing R110 50 1,97 3
*Other socket lenght available upon request
socket dimensions bit dimensions
socket direction (Blank: Direct socket drive
BDS: if back drive socket)
socket length*
19 Series Torque control Installation ToolAngle head tools
19 Series Torque control Installation ToolAngle head tools
Wide range of socket and bit sizes
To suit most applications
Less compromize
Custom sizes possible
Easy change
Socket
Bit

Applications
Shear Ties
assembly
Wing panel butt
strap tightening

Applications
Nose
Fuselage
Wings and Wingbox
Shells
Panels
Tail
Frangible
Fasteners
Eddie
Bolts
Non Frangible
Fasteners Temporary
Fasteners

Value
Accuracy
• Lower cost of Quality
• Industry-leading accuracy reduces scrap and/or costly rework
• Process control adds greater level of quality
Productivity
• Customized solution ensures optimum assembly time
• Special heads allow access to applications currently done manually
Ergonomics
• Increased productivity from better ergonomic solutions
• Less operator fatigue

Wheel
Multiple Advanced Assembly Systems for Aircraft Wheels

Product Overview
Aircraft Wheel
Multiple A typical Aircraft wheel
multiple systems includes:
(1) Global Controller
(2) spindle handheld multiple
with the following:
− Intelligent DC electric
spindles
− Single ‘high flex’ field cable
− Precision rotary suspension
− Manually adjustable
centers
− Torque selector switch
© 2014 APEX TOOL GROUP 29

Benefits
Advanced Torque Strategy − Socket Engagement
− High Speed rundown
− Torque synchronization
− Pulse Torque recovery
− Socket relaxation
Precison rotary suspension
Single ‘high flex’ field cable
Compact packaging
© 2014 APEX TOOL GROUP 30

Example Solution
Air Plane Wheel to
Landing
Gear Mounting Application Description:
Drive (12 -24 ) Manually started wheel nuts (2) at
a time equally spaced on a 300 - 500 mm
diameter bolt circle to 600 nm torque
Solution:
(1) mPro400GC M controller
(1) (2) spindle handheld multiple with the following:
• Intelligent DC electric spindles
• Single ‘high flex” field cable
• Precision rotary suspension
• Manually adjustable centers and torque selection
switch
Benefits: • Advanced torque strategy including:
• Socket engagement
• High speed rundown
• Torque synchronization
• Pulse torque recovery
• Socket relaxation
• Precision rotary suspension
• Single ‘high flex” field cable
• Compact packaging
• One unit for all applications

References
© 2014 APEX TOOL GROUP 32

BMW Germany plant Leipzig
General
ATG: Germany, WH
Integrator: IMEG
Handling: IMEG
Tools: 10 x 2BTS-2B200A-2K3B-2ZB
Torque: 130Nm
Controller: 1 x CPM6
Order No: 201622511
Order Date: November, 2012
SL: Andreas Okupniak
PM: Andreas Streit
Specials
Cycle Operation

BMW Germany plant Oxford
General
ATG: Germany, WH
Integrator: ATG
Handling: WHN
Tools: 10 x 2BTS-2B200A-2K3B-2ZB
Torque: 130Nm
Controller: 1 x CPM6
Order No: 201517596
Order Date: August, 2012
SL: Andreas Okupniak
PM: Andreas Streit
Specials
Flow Operation
Automatic drive home
Front/Rear detection
PLC S7300
Complete Railing
Wheel alignment clamping
Centering unit
Alignment
clamping
Front/Rear
detection
Automatic drive
home

Value
Productivity
• Efficient and reliable assembly system
Quality
• Advanced error-proofing solutions
Ergonomics
• Effortless Handling system
Modular
Drills Modular Solutions For Manual Drilling Operations

Modular Manual Drilling solutions

Design Features
Heads available
Compact angle head
Miniature angle head
Heavy duty angle head
45° angle head
360° angle head
© 2014 APEX TOOL GROUP 39
Value
Modularity
• One motor with diferent heads offers more flexibility to operator
Productivity
• Reduce downtime for your operations (No need to back to workshop to change Drills Heads)
Ergonomics
• Easy way to adjust Drill configuration upon applications
Lower cost of ownership
• Reduced operating cost with less parts (one motor only)
• Upgrade kit for existing drills

TUL-Man Tool Usage and Life Management Solution

Product Overview
TUL-Man is a cost-effective solution for monitoring
and managing pneumatic tool usage
• Track Cycle Counts (i.e. cycle count since last torque calibration)
• Track Runtime (i.e. time drilled with the cutter)
• Programmable operator feedback (i.e. red blinking LED to signal stop)
• Programmable Filters to Improve Count Accuracy (i.e. anything
shorter than 5 seconds is not a real cycle)
Mechanical Integration Integrated Circuit Software
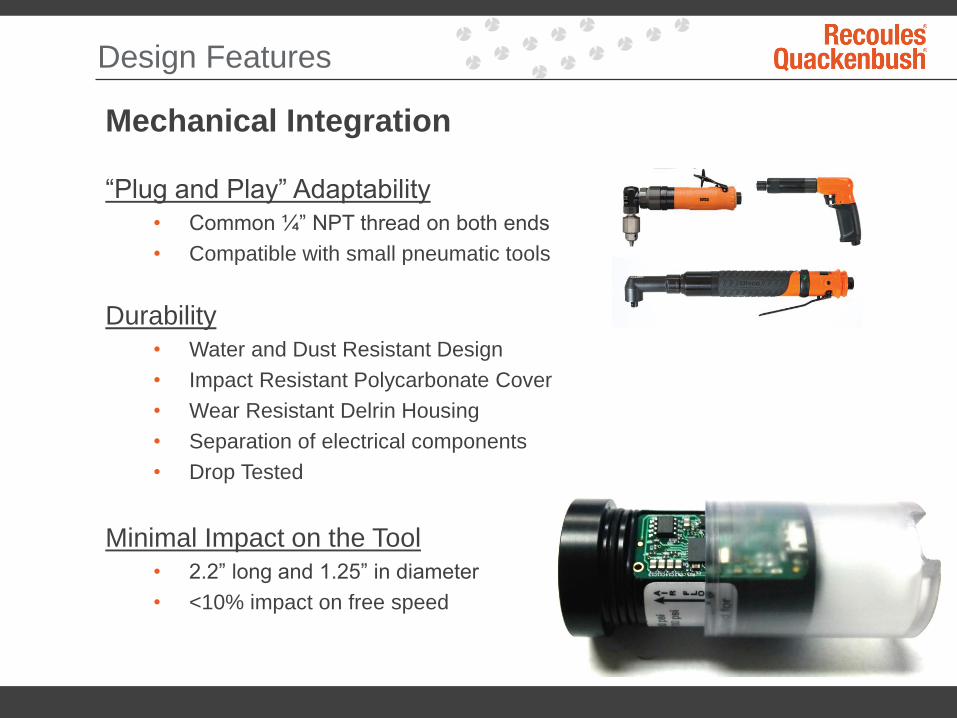
Design Features
Mechanical Integration
“Plug and Play” Adaptability
• Common ¼” NPT thread on both ends
• Compatible with small pneumatic tools
Durability
• Water and Dust Resistant Design
• Impact Resistant Polycarbonate Cover
• Wear Resistant Delrin Housing
• Separation of electrical components
• Drop Tested
Minimal Impact on the Tool
• 2.2” long and 1.25” in diameter
• <10% impact on free speed

Design Features
Integrated Circuit
Efficiency
• Small (15mm X 35mm)
• 1.5 year of estimated battery life*
• Programmable operator feedback
Accuracy
• Signal filers that can be programmed base on application
i.e. Ignores pulses that are shorter than 3 seconds
Ability to connect to PC
• Micro-USB port
• Programmable through PC
• Ability to upload tool usage data

Design Features
Software Interface
Simplicity
• Simple graphical Interface
Security
• Different access level for different users
• Password protected settings
Basic Mode • View usage data
Tool Room Mode • + Reset Cycle Counts
Advance Mode • + Program filters and feedback
• + Program Tool ID

Tool Calibration
Optimize Calibration Process
With the information gathered and uploaded by TUL-Man
allows you to
Adjust the time-based calibration process according to the
actual tool usage
i.e. Extend the calibration cycle to 1 year if the tool doesn’t see much usage
Circulating the same type of tools for more balanced usages
i.e. Rotate the same type of tools between stations/cells to balance the usage
Eventually shift to usage-based calibration system
i.e. Calibrate the tool when the LED is blinking.

Cutter Usage
Monitor Cutter Usage
With the information gathered and uploaded by TUL-Man
allows you to
Understand how cutters are used
i.e. Calculate cutter life, average cycle time, distance drilled , etc.
Reduce the per cycle cost of drilling by selecting the right cutter for the job
Estimate cutter wear
i.e. Have a time or cycle based cutter change system vs. replacing the cutter
when it can no longer produce a good hole
Evaluate impact on quality
i.e. Hole size vs. cutter wear, surface finish vs. cutter wear

Value
Lower Cost of Ownership
• Usage-based PM program to reduce costly repairs and downtime
i.e. Replace bearings before it fails and cause damage to other parts
• Reduce the number of unnecessary calibrations i.e. Extend calibration cycle from 3 month to 6 month if the tool doesn’t see much usage
• Higher tool utilization rate i.e. less downtime = fewer backup tools needed
Improve Process
• Track tool condition when a cycle was conducted i.e. The joint was fastened 3 days before the calibration was due
• Information for continuous improvement i.e. Cpk changes from 2.00 to 1.50 after 1 million cycles on a nutrunner for a particular application. Action is needed at 500,000 cycle to maintain the desired Cpk.
Top Related